WO2017007020A1 - アルミニウム合金クラッド材及びその製造方法 - Google Patents
アルミニウム合金クラッド材及びその製造方法 Download PDFInfo
- Publication number
- WO2017007020A1 WO2017007020A1 PCT/JP2016/070278 JP2016070278W WO2017007020A1 WO 2017007020 A1 WO2017007020 A1 WO 2017007020A1 JP 2016070278 W JP2016070278 W JP 2016070278W WO 2017007020 A1 WO2017007020 A1 WO 2017007020A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- clad
- aluminum alloy
- brazing
- intermediate layer
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F19/00—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers
- F28F19/02—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings
- F28F19/06—Preventing the formation of deposits or corrosion, e.g. by using filters or scrapers by using coatings, e.g. vitreous or enamel coatings of metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Laminated Bodies (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
Description
本発明に係るアルミニウム合金クラッド材は、その第一の形態において、心材の一方の面にクラッドされた中間層材の合金成分及び金属組織、更に、中間層材の心材ではない側の面にクラッドされた第一ろう材の合金成分を適切に制御することにより優れた耐食性を有する。この第1の形態に係るアルミニウム合金クラッド材では、心材の他方の面へのクラッドについては、特に制限するものではない。例えば、コンデンサやエバポレータなど、片方の面が腐食環境に晒されず、なおかつその面にクラッドフィンを使用する場合は、心材の他方の面には何もクラッドしなくても良い。これに対して、ベアフィンとのろう付を行う場合には、本発明の第二の形態に係るアルミニウム合金クラッド材として、第一の形態に加えて、心材の他方の面に第二ろう材がクラッドされる。更に、心材の他方の面も腐食環境に晒される場合は、本発明の第三の形態に係るアルミニウム合金クラッド材として、第一の形態に加えて、心材の他方の面に犠牲陽極材がクラッドされる。
以下において、第一ろう材、中間層材、心材、第二ろう材及び犠牲陽極材の合金成分について説明する。
第一ろう材には、Si:8.0~13.0mass%(以下、単に「%」と記す)、Fe:0.05~1.20mass%、Cu:0.05~0.50%を必須元素として含有し、残部Al及び不可避的不純物からなるアルミニウム合金が用いられる。
Siを添加することにより第一ろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は8.0~13.0%である。第一ろう材は必須元素としてCuを含有しているため、液相率が低くろう付後においてCuが多く残存すると、表面の孔食電位を貴化させ、中間層材による犠牲防食効果を失わせてしまう。8.0%未満では、上記影響により耐食性が不十分となる。一方、13.0%を超えると、例えば、この第一ろう材をチューブ材に用いた場合に、フィンなどの相手材へ拡散するSi量が過剰となり、相手材の溶融が発生してしまう。Si含有量は、好ましくは8.5~12.0%である。
FeはAl-Fe系やAl-Fe-Si系の金属間化合物、Mnが含有される場合には、Al-Fe-Mn系やAl-Fe-Mn-Si系の金属間化合物を形成し易いために、ろう付に有効となるSi量を低下させ、ろう付性の低下を招く。Fe含有量は、0.05~1.20%である。0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高を招く。一方、1.20%を超えると、ろう付に有効となるSi量を低下させてろう付が不十分となる。Feの好ましい含有量は、0.10~1.00%である。
Cuは、ろう付の過程で凝固する際に接合部へ濃縮し、接合部の孔食電位を貴にする。上述のように、中間層材にAl-Zn系合金を用いた場合、接合部にZnが濃縮して孔食電位が卑化し接合部が優先腐食してしまう問題は、接合部におけるCuの濃縮による孔食電位の貴化によって解消され、優先腐食を抑制することができる。Cu含有量は、0.05~0.50%である。0.05%未満では上記効果が不十分となり、0.50%を超えると孔食電位が貴になり、Znによる犠牲防食効果を失わせてしまう。Cuの好ましい含有量は、0.10~0.50%である。
Znは孔食電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上することができるので含有させてもよい。Znの含有量は0.5~8.0%である。0.5%未満では、犠牲防食効果による耐食性向上の効果が十分に得られない。一方、8.0%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Znの好ましい含有量は、1.0~6.0%である。
Mnは、第一ろう材の強度と耐食性を向上させるので含有させてもよい。Mnの含有量は、0.05~2.00%である。0.05%未満では、上記効果が十分得られない。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mn含有量は、好ましくは0.05~1.80%である。
Tiは、固溶強化により第一ろう材の強度を向上させると共に耐食性も向上させるので含有させてもよい。Ti含有量は、0.05~0.30%である。0.05%未満では、上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10~0.20%である。
Zrは、固溶強化により第一ろう材の強度を向上させると共にAl-Zr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Zr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10~0.20%である。
Crは、固溶強化により第一ろう材の強度を向上させると共にAl-Cr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Cr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10~0.20%である。
Vは、固溶強化により第一ろう材の強度を向上させると共に耐食性も向上させるので含有させてもよい。V含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10~0.20%である。
Na、Srは、第一ろう材中のSi粒子を微細化する効果を発揮する。Na、Srの含有量はそれぞれ、0.001~0.050%である。それぞれの含有量が0.001%未満では、上記効果が十分に得られない。一方、それぞれの含有量が0.050%を超える場合は、酸化被膜が厚くなり、ろう付性を低下させる。それぞれの好ましい含有量は、いずれも0.003~0.020%である。
中間層材には、Zn:0.5~8.0%、Si:0.05~1.50%、Fe:0.05~2.00%、Mn:0.05~0.50mass%を必須元素として含有し、残部Al及び不可避的不純物からなるアルミニウム合金が用いられる。
Znは孔食電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上することができる。Znの含有量は0.5~8.0%である。0.5%未満では、犠牲防食効果による耐食性向上の効果が十分に得られない。一方、8.0%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Znの好ましい含有量は、1.0~6.0%である。
Siは、Fe、Mnと共にAl-Fe-Si系又はAl-Fe-Mn-Si系の金属間化合物を形成し、分散強化により中間層材の強度を向上させ、或いは、アルミニウム母相中に固溶して固溶強化により強度を向上させる。Siの含有量は、0.05~1.50%である。含有量が0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。一方、1.50%を超えると中間層材の融点が低下して溶融が生じるおそれが高くなる。Siの好ましい含有量は、0.10~1.20%である。
Feは、Si、Mnと共にAl-Fe-Si系又はAl-Fe-Mn-Si系の金属間化合物を形成し、分散強化により中間層材の強度を向上させる。Feの添加量は、0.05~2.00%である。含有量が0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Feの好ましい含有量は、0.10~1.50%である。
Mnは、Al-Mn系の金属間化合物を形成する。この金属間化合物はろう付中の中間層材の再結晶を粗大化させ、そのため第一ろう材のろう流れ性を向上させる。上述のように、耐食性の点からろう付後に残存する第一ろう材の量を少なくする必要があるため、Mnを含有させることは耐食性の向上に寄与する。Mnの含有量は、0.05~0.50%である。0.05%未満では、上記効果が十分に得られない。一方、0.50%を超えるとMnの固溶量が増大し、中間層材の電位を貴化させて犠牲防食効果を失わせてしまう。Mn含有量は、好ましくは0.15~0.45%である。
Niは、Al-Ni系、或いは、Feと共にAl-Fe-Ni系の金属間化合物を形成する。これらの金属間化合物はアルミニウムのマトリックスより腐食電位が大きく貴であるため、腐食のカソードサイトとして作用する。そのため、これらの金属間化合物が中間層材に分散していると、腐食の起点が分散する。その結果、深さ方向への腐食が進行し難くなり、耐食性が向上するので含有させてもよい。Niの含有量は、0.05~2.00%である。含有量が0.05%未満では上記効果が十分に得られない。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Niの好ましい含有量は、0.10~1.50%である。
Tiは、固溶強化により中間層材の強度を向上させると共に耐食性も向上させるので含有させてもよい。Ti含有量は、0.05~0.30%である。0.05%未満では、上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.05~0.20%である。
Zrは、固溶強化により中間層材の強度を向上させると共にAl-Zr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Zr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10~0.20%である。
Crは、固溶強化により中間層材の強度を向上させると共にAl-Cr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Cr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10~0.20%である。
Vは、固溶強化により中間層材の強度を向上させると共に耐食性も向上させるので含有させてもよい。V含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.05~0.20%である。
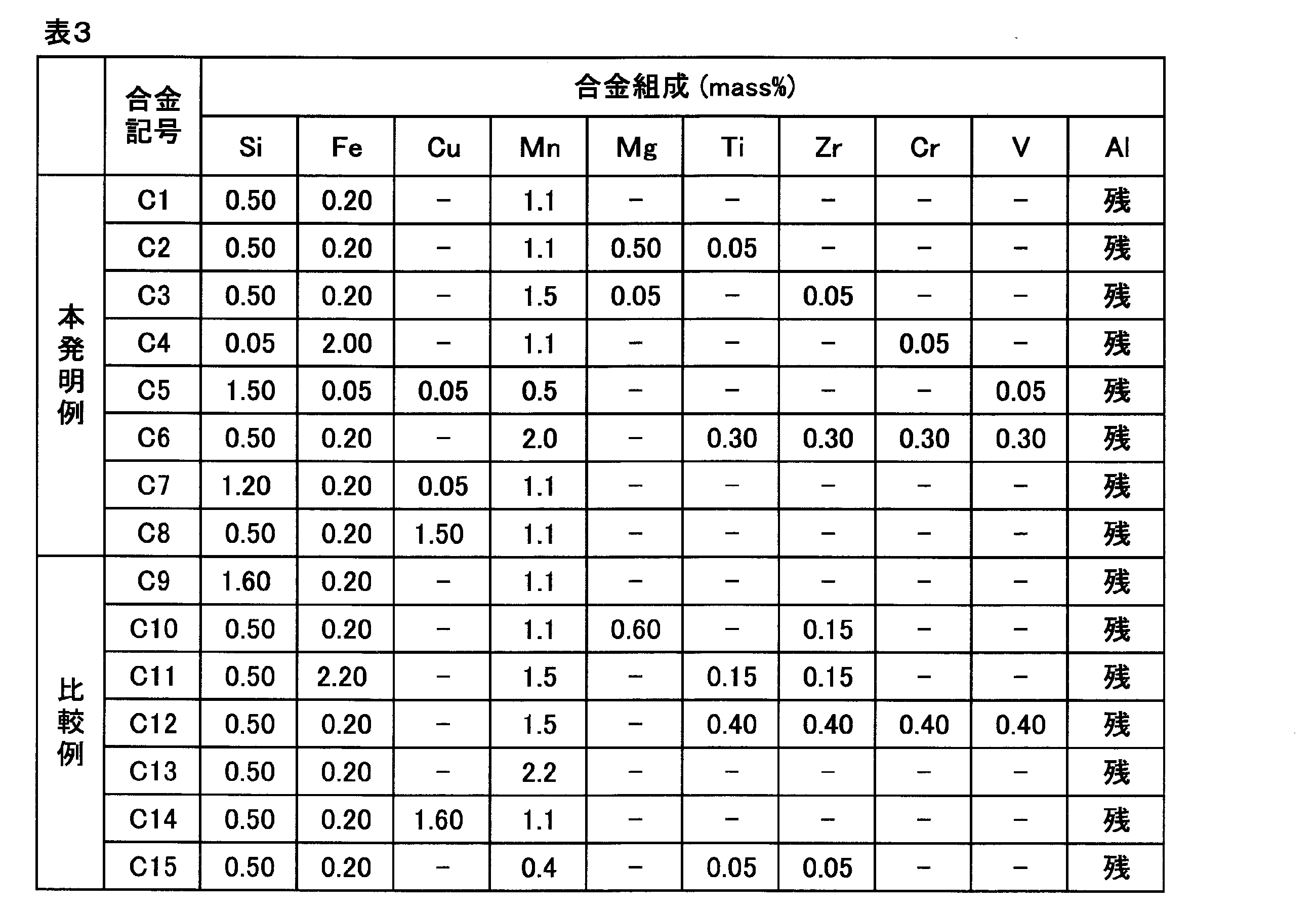
心材には、Si:0.05~1.50%、Fe:0.05~2.00%、Mn:0.5~2.0%を必須元素として含有し、残部Al及び不可避的不純物からなるアルミニウム合金が用いられる。
Siは、Fe、Mnと共にAl-Mn-Si系、Al-Fe―Mn-Si系の金属間化合物を形成し、分散強化により心材の強度を向上させ、或いは、アルミニウム母相中に固溶して固溶強化により強度を向上させる。Si含有量は、0.05~1.50%である。0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。1.50%を超えると心材の融点が低下して溶融が生じるおそれが高くなる。Siの好ましい含有量は、0.10~1.20%である。
Feは、Si、Mnと共にAl-Mn-Si系、Al-Fe-Mn-Si系の金属間化合物を形成し、分散強化により心材の強度を向上させる。Feの添加量は、0.05~2.00%である。含有量が0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Feの好ましい含有量は、0.10~1.50%以下である。
Mnは、Si、Feと共にAl-Mn-Si系、Al-Fe-Mn-Si系の金属間化合物を形成し、分散強化により心材の強度を向上させ、或いは、アルミニウム母相中に固溶して固溶強化により強度を向上させる。Mn含有量は、0.5~2.0%である。0.5%未満では上記効果が不十分となり、2.0%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mnの好ましい含有量は、0.8~1.8%である。
Mgは、Mg2Siの析出により心材の強度を向上させるので含有させてもよい。Mg含有量は、0.05~0.50%である。0.05%未満では上記効果が不十分となり、0.50%を超えるとろう付が困難となる。Mg含有量は、好ましくは0.10~0.40%である。
Cuは、固溶強化により心材の強度を向上させるので含有させてもよい。Cu含有量は、0.05~1.50%である。0.05%未満では上記効果が不十分となり、1.50%を超えると鋳造時におけるアルミニウム合金の割れ発生のおそれが高くなる。Cu含有量は、好ましくは0.30~1.00%である。
Tiは、固溶強化により心材の強度を向上させるので含有させてもよい。Ti含有量は、0.05~0.30%である。0.05%未満では上記効果が不十分となる。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10~0.20%である。
Zrは、固溶強化により心材の強度を向上させると共にAl-Zr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Zr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10~0.20%である。
Crは、固溶強化により心材の強度を向上させると共にAl-Cr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Cr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10~0.20%である。
Vは、固溶強化により心材の強度を向上させると共に耐食性も向上させるので含有させてもよい。V含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10~0.20%である。
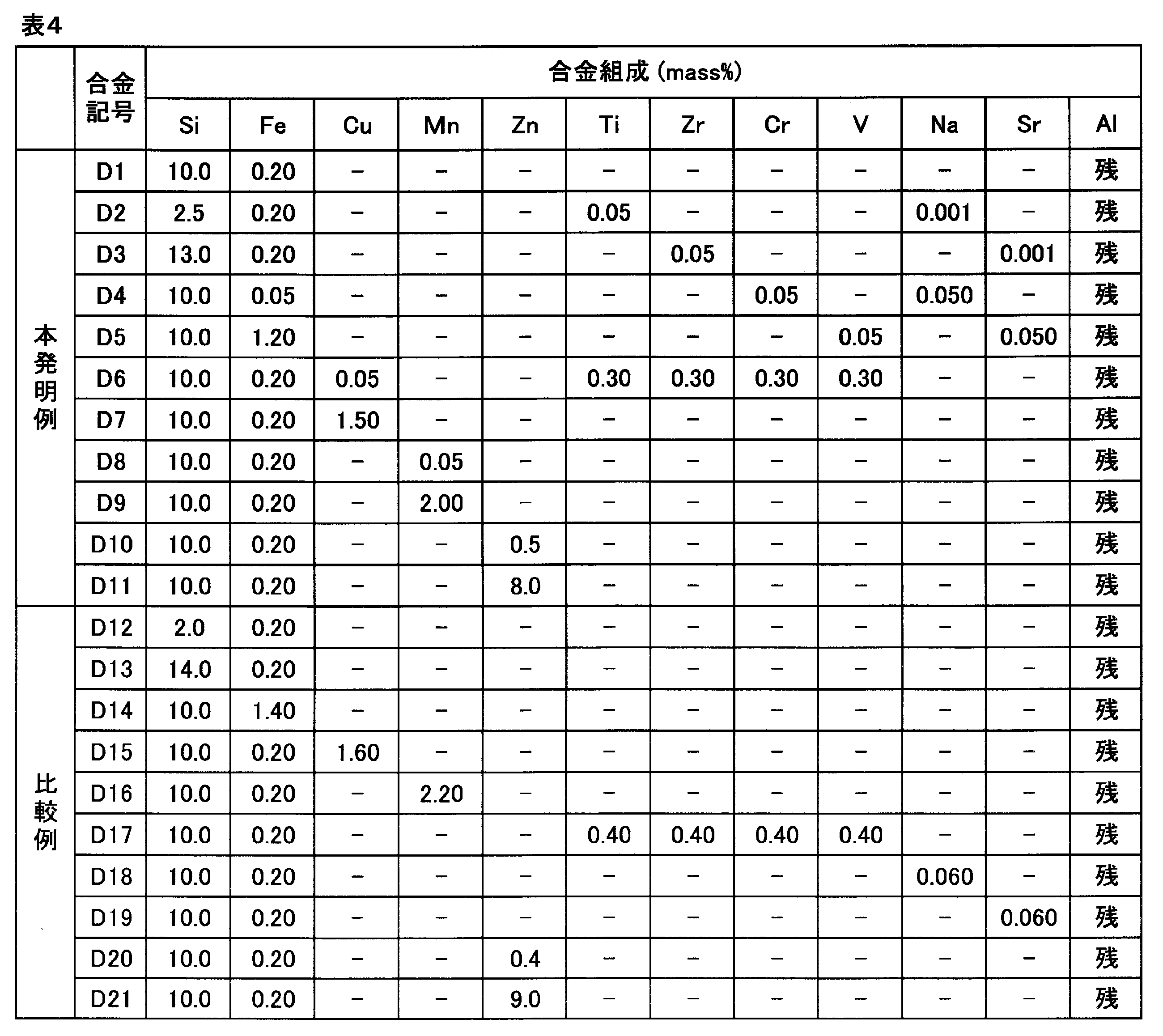
第二ろう材には、Si:2.5~13.0%、Fe:0.05~1.20mass%を必須元素として含有し、残部Al及び不可避的不純物からなるアルミニウム合金が用いられる。
Siを添加することにより第二ろう材の融点が低下して液相を生じさせ、これによってろう付を可能にする。Si含有量は2.5~13.0%である。2.5%未満では、生じる液相が僅かでありろう付が機能し難くなる。一方、13.0%を超えると、例えばこの第二ろう材をチューブ材に用いた場合に、フィンなどの相手材へ拡散するSi量が過剰となり、相手材の溶融が発生してしまう。Si含有量は、好ましくは3.5~12.0%である。
Feは、Al-Fe系やAl-Fe-Si系の金属間化合物を形成し易いために、ろう付に有効となるSi量を低下させてろう付性の低下を招く。Fe含有量は、0.05~1.20%である。0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高を招く。一方、1.20%を超えると、ろう付に有効となるSi量を低下させてろう付が不十分となる。Fe含有量は、好ましくは0.10~0.50%である。
Znは孔食電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上することができるので含有させてもよい。Znの含有量は0.5~8.0%である。0.5%未満では、犠牲防食効果による耐食性向上の効果が十分に得られない。一方、8.0%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Znの好ましい含有量は、1.0~6.0%である。
Cuは、固溶強化により第二ろう材の強度を向上させるので含有させてもよい。Cu含有量は、0.05~1.50%である。0.05%未満では上記効果が不十分となり、1.50%を超えると鋳造時におけるアルミニウム合金の割れ発生の虞が高くなる。Cu含有量は、好ましくは0.30~1.00%である。
Mnは、第二ろう材の強度と耐食性を向上させるので含有させてもよい。Mnの含有量は、0.05~2.00%である。0.05%未満では、上記効果が十分得られない。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mn含有量は、好ましくは0.05~1.80%である。
Tiは、固溶強化により第二ろう材の強度を向上させると共に耐食性も向上させるので含有させてもよい。Ti含有量は、0.05~0.30%である。0.05%未満では、上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Ti含有量は、好ましくは0.10~0.20%である。
Zrは、固溶強化により第二ろう材の強度を向上させると共に、Al-Zr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Zr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Zr含有量は、好ましくは0.10~0.20%である。
Crは、固溶強化により第二ろう材の強度を向上させると共に、Al-Cr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Cr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Cr含有量は、好ましくは0.10~0.20%である。
Vは、固溶強化により第二ろう材の強度を向上させると共に耐食性も向上させるので含有させてもよい。V含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。V含有量は、好ましくは0.10~0.20%である。
Na、Srは、第二ろう材中のSi粒子を微細化する効果を発揮する。Na、Srの含有量はそれぞれ、0.001~0.050%である。それぞれの含有量が0.001%未満では、上記効果が十分に得られない。一方、それぞれの含有量が0.050%を超える場合は、酸化被膜が厚くなり、ろう付性を低下させる。それぞれの好ましい含有量は、いずれも0.003~0.020%である。
犠牲陽極材には、Zn:0.5~8.0%、Si:0.05~1.50%、Fe:0.05~2.00%を必須元素として含有し、残部Al及び不可避的不純物からなるアルミニウム合金が用いられる。
Znは孔食電位を卑にすることができ、心材との電位差を形成することで犠牲防食効果により耐食性を向上することができる。Znの含有量は0.5~8.0%である。0.50%未満では、犠牲防食効果による耐食性向上の効果が十分に得られない。一方、8.0%を超えると、腐食速度が速くなり早期に犠牲防食層が消失して耐食性が低下する。Znの好ましい含有量は、1.0~6.0%である。
Siは、Feと共にAl-Fe-Si系の金属間化合物を形成し、またMnを同時に含有している場合にはFe、Mnと共にAl-Fe-Mn-Si系の金属間化合物を形成し、分散強化により犠牲陽極材の強度を向上させ、或いは、アルミニウム母相中に固溶して固溶強化により強度を向上させる。Siは一方で、犠牲陽極層の電位を貴にするため、犠牲防食効果を阻害して耐食性を低下させる。Siの含有量は、0.05~1.50%である。0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。一方、1.50%を超えると犠牲陽極材の孔食電位が貴になって犠牲防食効果を失わせ、耐食性が低下する。Siの好ましい含有量は、0.10~1.20%である。
Feは、Siと共にAl-Fe-Si系の金属間化合物を形成し、またMnを同時に含有している場合にはSi、Mnと共にAl-Fe-Mn-Si系の金属間化合物を形成し、分散強化により犠牲陽極材の強度を向上させる。Feの含有量は、0.05~2.00%である。含有量が0.05%未満では、高純度アルミニウム地金を使用しなければならずコスト高となる。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Feの好ましい含有量は、0.10~1.50%である。
Niは、Al-Ni系、或いは、Feと共にAl-Fe-Ni系の金属間化合物を形成する。これらの金属間化合物はアルミニウムのマトリックスより腐食電位が大きく貴であるため、腐食のカソードサイトとして作用する。そのため、これらの金属間化合物が犠牲陽極材に分散していると、腐食の起点が分散する。その結果、深さ方向への腐食が進行し難くなり、耐食性が向上するので含有させてもよい。Niの含有量は、0.05~2.00%である。含有量が0.05%未満では上記効果が十分に得られない。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Niの好ましい含有量は、0.10~1.50%である。
Mnは、犠牲陽極材の強度と耐食性を向上させるので含有させてもよい。Mnの含有量は、0.05~2.00%である。0.05%未満では、上記効果が十分得られない。一方、2.00%を超えると鋳造時に巨大金属間化合物が形成され易くなり、塑性加工性を低下させる。Mnの好ましい含有量は、0.05~1.80%である。
Tiは、固溶強化により犠牲陽極材の強度を向上させると共に、耐食性も向上させるので含有させてもよい。Ti含有量は、0.05~0.30%である。0.05%未満では、上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Tiの好ましい含有量は、0.05~0.20%である。
Zrは、固溶強化により犠牲陽極材の強度を向上させると共に、Al-Zr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Zr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。一方、0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Zrの好ましい含有量は、0.10~0.20%である。
Crは、固溶強化により犠牲陽極材の強度を向上させると共に、Al-Cr系の金属間化合物を析出させてろう付加熱後の結晶粒を粗大化する作用を有するので含有させてもよい。Cr含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Crの好ましい含有量は、0.10~0.20%である。
Vは、固溶強化により犠牲陽極材の強度を向上させると共に耐食性も向上させるので含有させてもよい。V含有量は、0.05~0.30%である。0.05%未満では上記効果が得られない。0.30%を超えると巨大金属間化合物を形成し易くなり、塑性加工性を低下させる。Vの好ましい含有量は、0.05~0.20%である。
本発明のアルミニウム合金クラッド材は、中間層材のろう付加熱前における、0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度を1.0×105個/mm2以上、前記中間層材のろう付加熱後における、0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度を1.0×104個/mm2以上に限定する。これはろう付加熱後における中間層材側の面の耐食性向上を目的としたものである。なお、ここでの存在密度とは、中間層材層を任意の方向からの断面で観察したときの、単位面積あたりの数密度を指す。以下にこの限定理由を説明する。
8-1.各製造工程
本発明の第一の形態のアルミニウム合金クラッド材の製造方法は、心材用、中間層材用及び第一ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、中間層材及び第一ろう材の鋳塊を所定の厚さまで熱間圧延する工程と、心材鋳塊の一方の面に熱間圧延した中間層材をクラッドし、更にその上に熱間圧延した第一ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含む。また、本発明の第二の形態のアルミニウム合金クラッド材の製造方法では第一の形態に加えて、クラッド工程において心材鋳塊の他方の面に熱間圧延した第二ろう材をクラッドし、本発明の第三の形態のアルミニウム合金クラッド材の製造方法では第一の形態に加えて、クラッド工程において、心材鋳塊の他方の面に熱間圧延した犠牲陽極材をクラッドするものである。
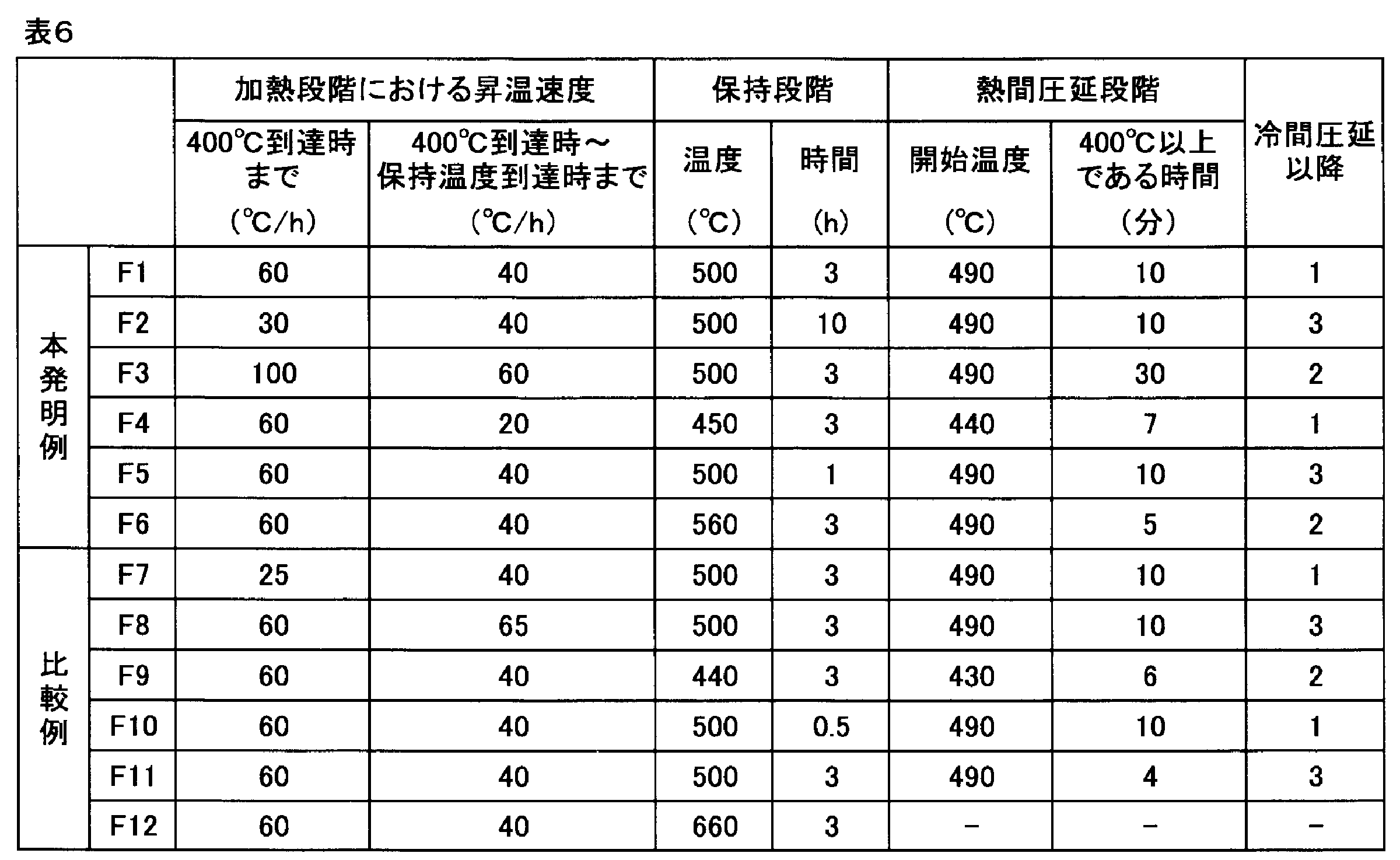
本発明に係るアルミニウム合金クラッド材の製造方法では、中間層材を鋳造した後に、所望のクラッド率を得るために所定の板厚まで中間層材の鋳塊を熱間圧延する熱間圧延工程に特徴を有する。この熱間圧延工程は、鋳塊を加熱する加熱段階と、これに続く保持段階と、加熱保持した鋳塊を圧延する熱間圧延段階を含む。そして、加熱段階においては、400℃到達時までの昇温速度を30℃/h以上、400℃到達時から保持段階の保持温度到達時までの昇温速度を60℃/h以下に規定する。また、保持段階においては、保持温度を450℃以上で保持時間を1時間以上に規定する。更に、熱間圧延段階においては、圧延材の温度が400℃以上である時間を5分以上に限定する。このように中間層材の熱間圧延工程の条件を規定することにより、本発明に係るアルミニウム合金クラッド材は、ろう付前及びろう付後において、本発明で規定するAl-Mn系金属間化合物の分布を得ることができ、ろう付後に優れた耐食性を発揮することができる。この理由を以下に説明する。
第一ろう材、中間層材、心材、第二ろう材及び犠牲陽極材の鋳造工程における条件に特に制限は無いが、通常は水冷式の半連続鋳造によって行われる。また、第一ろう材、第二ろう材及び犠牲陽極材をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程は、加熱段階、加熱保持段階及び熱間圧延段階を含むが、加熱保持段階における加熱条件は、通常は400~560℃で0.5~10時間行うのが好ましく、420~540℃で0.5~8時間行うのがより好ましい。400℃未満では塑性加工性が乏しいため圧延時にコバ割れなどを生じる場合がある。一方、560℃より高温の場合には、加熱中に鋳塊が溶融してしまうおそれがある。また、加熱時間が、0.5時間未満で鋳塊の温度が均一にならない場合があり、10時間を超えるとは、経済性が著しく損なわれる。
心材を鋳造して得られる鋳塊を、熱間クラッド圧延工程の前に均質化処理工程に供しても良い。均質化処理工程は、通常は450~620℃で1~24時間行うのが好ましく、480~620℃で1~20時間行うのがより好ましい。温度が450℃未満又は時間が1時間未満では均質化効果が十分でない場合があり、620℃を超えると心材鋳塊の溶融を生じてしまう虞がある。また、時間が24時間を超えると、経済性を著しく損なう。
熱間クラッド圧延工程では、クラッド材はクラッド圧延段階前の加熱段階で加熱される。加熱温度は、通常は400~560℃で0.5~10時間行うのが好ましく、420~540℃で0.5~8時間行うのがより好ましい。400℃未満では塑性加工性が乏しいためクラッド圧延時にコバ割れなどを生じる場合がある。560℃を超える場合には、加熱中に鋳塊が溶融してしまう虞がある。加熱時間が0.5時間未満ではクラッド材の温度が均一とならない場合があり、10時間を超えると経済性を著しく損なう。熱間クラッド圧延工程は、圧下率70~95%の粗圧延工程と、それに続く圧下率70~95%の仕上圧延工程に分けてもよい。
焼鈍工程は、成形性向上などの目的で、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方において1回以上行われる。具体的には、(1)冷間圧延工程の途中において1回以上の中間焼鈍が実施され、(2)冷間圧延工程の後に最終焼鈍工程が1回実施され、或いは、(3)(1)及び(2)が実施されるものである。この焼鈍工程では、クラッド材を200~560℃で1~10時間保持するのが好ましい。温度が200℃未満、保持時間が1時間未満の場合は、上記効果が十分でない場合がある。温度が560℃を超えると、加熱中にクラッド材が溶融してしまう虞があり、保持時間が10時間を超えると経済性を著しく損なう。より好ましい焼鈍条件は、温度230~500℃、保持時間1~8時間である。なお、焼鈍工程の回数の上限は特に限定されるものではないが、工程数の増加によるコスト増加を回避するために、3回とするのが好ましい。
本発明のアルミニウム合金クラッド材では、第一ろう材、中間層材、第二ろう材、犠牲陽極材のクラッド率(片面)を各々3~25%とするのが好ましい。これら各クラッド率が3%未満ではクラッドされる材料が薄過ぎるため、熱間クラッド圧延中において心材全体にわたって被覆することができない場合がある。これら各クラッド率が25%を超えると、熱間クラッド圧延時に反りが生じ、クラッド材を製造できない場合がある。これら各クラッド率は、より好ましくは5~20%である。





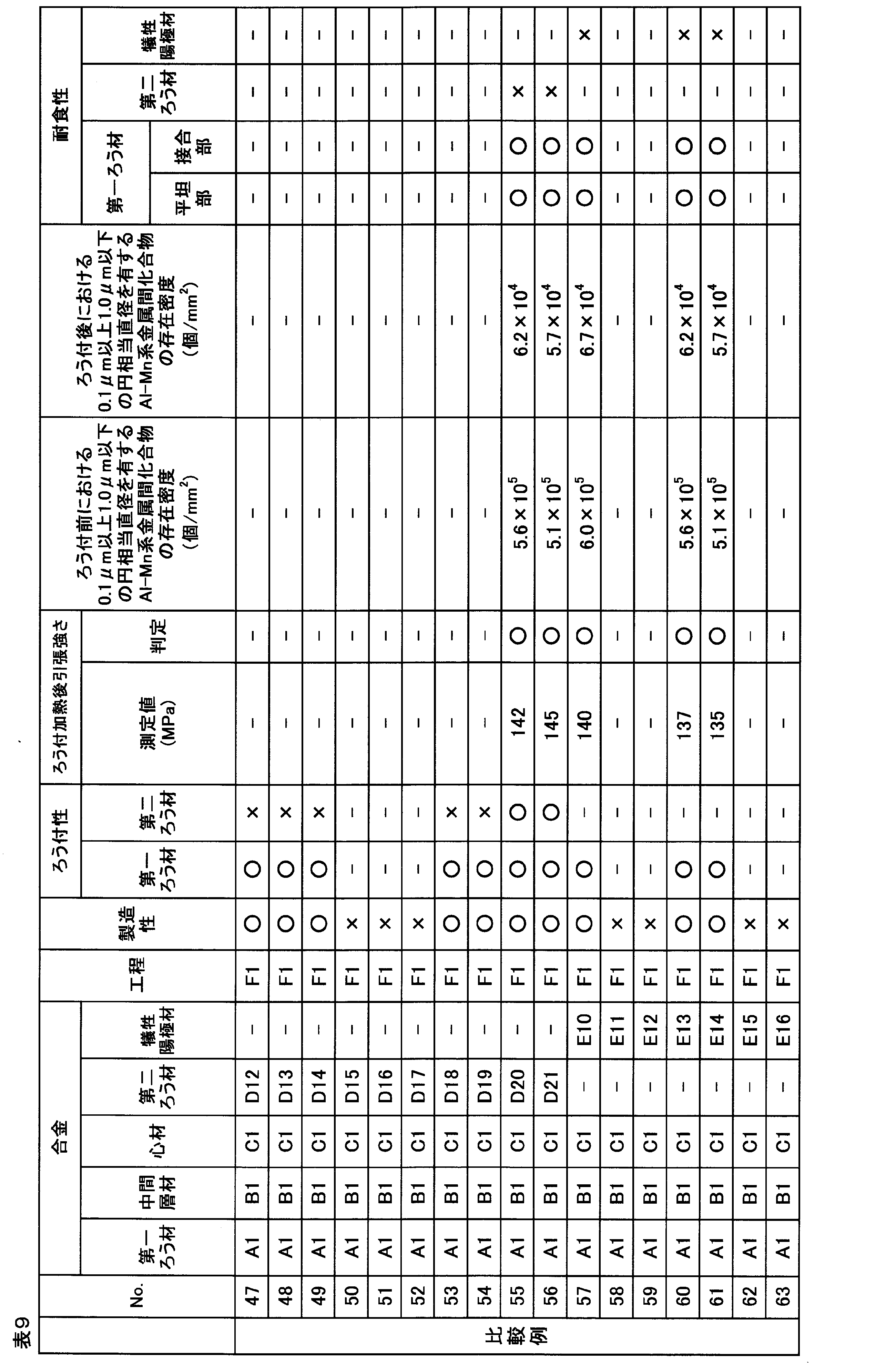
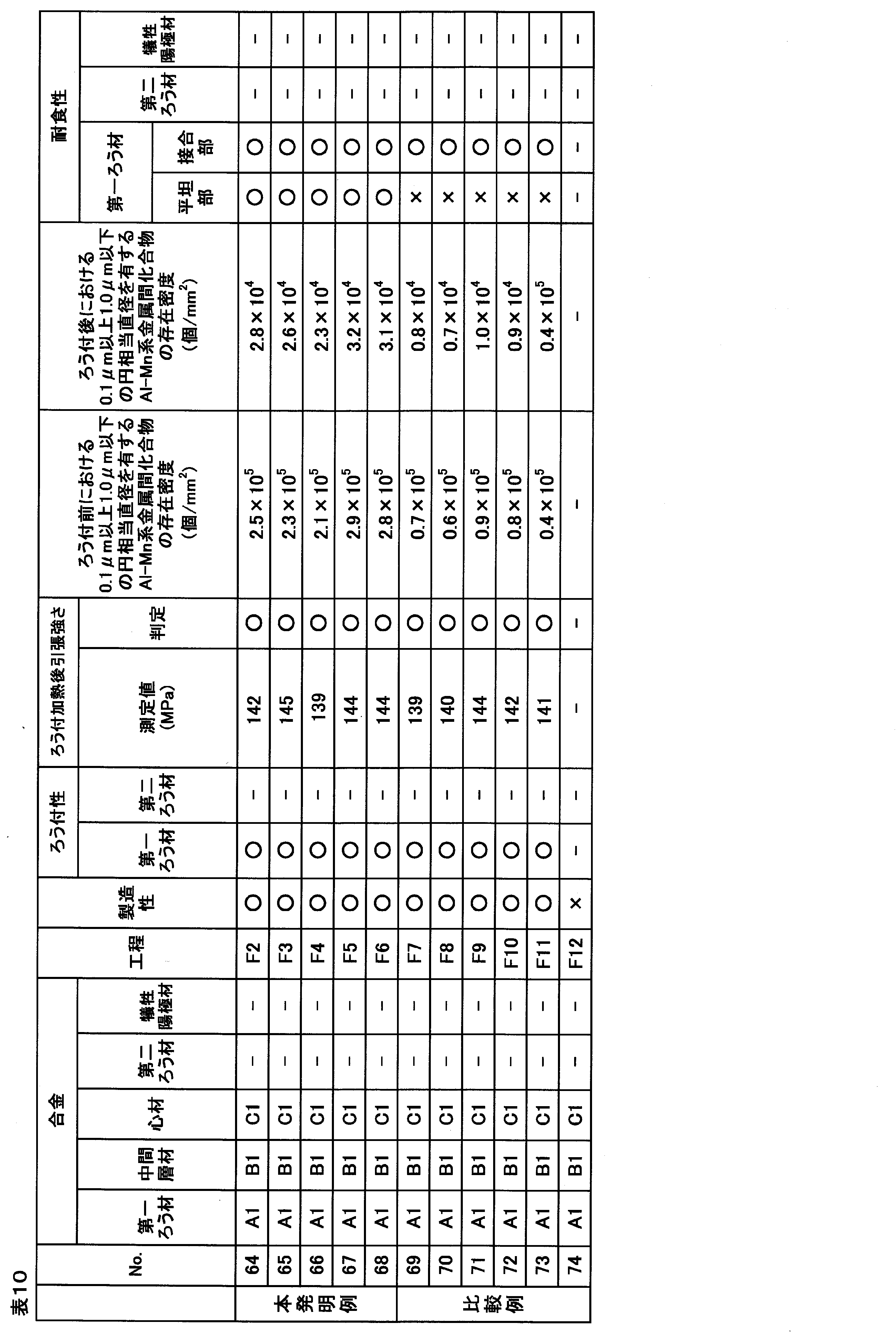
厚さ0.07mm、調質H14、合金成分は3003合金に1.0%のZnを添加したフィン材を用意し、これをコルゲート成形して熱交換器フィン材とした。このフィン材を上記クラッド材試料の第一ろう材面又は第二ろう材面に配置し、5%のフッ化物フラックス水溶液中に浸漬し、600℃で3分のろう付加熱に供して、ミニコア試料を作製した。このミニコア試料のフィン接合率が95%以上であり、かつ、クラッド材試料及びフィンに溶融が生じていない場合をろう付性が合格(○)とし、一方、(1)フィン接合率が95%未満の場合と、(2)クラッド材試料及びフィンの少なくともいずれかに溶融が生じた場合とにおいて、(1)及び(2)、或いは、(1)又は(2)をろう付性が不合格(×)とした。
600℃で3分の熱処理(ろう付加熱に相当)を施したクラッド材試料を、引張速度10mm/分、ゲージ長50mmの条件で、JIS Z2241に従って引張試験に供した。得られた応力-ひずみ曲線から引張強さを読み取った。その結果、引張強さが120MPa以上の場合を合格(○)とし、それ未満を不合格(×)とした。なお、ろう付性「×」のクラッド材試料については、この項目を省略した。
ろう付相当加熱前、ならびに、600℃で3分間の熱処理後(ろう付相当加熱後に相当)におけるAl-Mn系金属間化合物については、各ラッド材試料の中間層材部分についてL-ST面から薄膜サンプルをFIBにて切り出し、この薄膜サンプルについて、走査型透過電子顕微鏡(STEM)にてエネルギー分散形X線分光器(EDS)によりMn元素分布のマッピングを行うことにより調べた。この際、電子分光装置(EELS)を用いて観察部の膜厚を測定し、膜厚が0.10~0.15μmの箇所でのみSTEM観察を行って、各サンプルにつき10μm×10μmの視野を5視野ずつ観察し、それぞれの視野のMnのマッピングを画像解析することによって、0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度分布を求めた。なお、ろう付性「×」のクラッド材試料については、ろう付相当加熱後におけるこれらの金属間化合物の密度分布の測定を省略した。
第一ろう材の腐食性評価は、以下のようにして行なった。クラッド材試料の全面にフラックスを5g/m2となるように塗布し、第一ろう材面の側同士を重ね合わせた後、600℃で3分のろう付加熱に供した。これを幅3cm、長さ7cmの長方形に切断し、第一ろう材と反対の面の外側を絶縁樹脂によってマスキングしたものを試験サンプルとした。この試験サンプルを、Cl-500ppm、SO4 2-100ppm、Cu2+10ppmを含有する88℃の高温水中で8時間浸漬し、次いで室温で16時間放置する工程を1サイクルとするサイクル浸漬試験に3ヶ月間供した。その後、濃硝酸への浸漬によって腐食生成物を除去し、第一ろう材における平坦部及び接合部での腐食貫通の有無を調べた。その結果、平坦部と接合部の両方に腐食貫通が生じていなかったものを耐食性合格(○)とし、平坦部と接合部の少なくとも一方に腐食貫通が生じていたものを耐食性不合格(×)とした。
2・・・コルゲートフィン
Claims (21)
- アルミニウム合金の心材と、当該心材の一方の面にクラッドされた中間層材と、当該中間層材の心材側ではない面にクラッドされた第一ろう材とを備えるアルミニウム合金クラッド材において、前記心材が、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.5~2.0mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記中間層材が、Zn:0.5~8.0mass%、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記第一ろう材が、Si:8.0~13.0mass%、Fe:0.05~1.20mass%、Cu:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、ろう付加熱前において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×105個/mm2以上であり、ろう付加熱後において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×104個/mm2以上であることを特徴とするアルミニウム合金クラッド材。
- 前記心材が、Mg:0.05~0.50mass%、Cu:0.05~1.50mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項1に記載のアルミニウム合金クラッド材。
- 前記中間層材が、Ni:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項1又は2に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Zn:0.5~8.0mass%、Mn:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項1~3のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Na:0.001~0.050mass%及びSr:0.001~0.050mass%から選択される1種又は2種を更に含有するアルミニウム合金からなる、請求項1~4のいずれか一項に記載のアルミニウム合金クラッド材。
- 請求項1~5のいずれか一項に記載のアルミニウム合金クラッド材の製造方法であって、前記心材用、中間層材用及び第一ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した中間層材及び第一ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした中間層材をクラッドし、クラッドした中間層材の心材側ではない面に熱間圧延により所定厚さとした第一ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含み、前記中間層材の熱間圧延工程が加熱段階と保持段階と熱間圧延段階とを含み、加熱段階において、400℃到達時までの昇温速度が30℃/h以上であり、400℃到達時から保持段階の保持温度到達時までの昇温速度が60℃/h以下であり、保持段階における保持温度が450℃以上650℃以下であり保持時間が1時間以上であり、熱間圧延段階中において、中間層材の温度が400℃以上である時間が5分以上であることを特徴とする、アルミニウム合金クラッド材の製造方法。
- アルミニウム合金の心材と、当該心材の一方の面にクラッドされた中間層材と、当該中間層材の心材側ではない面にクラッドされた第一ろう材と、前記心材の他方の面にクラッドされた第二ろう材とを備えるアルミニウム合金クラッド材において、前記心材が、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.5~2.0mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記中間層材が、Zn:0.5~8.0mass%、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記第一ろう材が、Si:8.0~13.0mass%、Fe:0.05~1.20mass%、Cu:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記第二ろう材が、Si:2.5~13.0mass%、Fe:0.05~1.20mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、ろう付加熱前において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×105個/mm2以上であり、ろう付加熱後において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×104個/mm2以上であることを特徴とするアルミニウム合金クラッド材。
- 前記心材が、Mg:0.05~0.50mass%、Cu:0.05~1.50mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項7に記載のアルミニウム合金クラッド材。
- 前記中間層材が、Ni:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項7又は8に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Zn:0.5~8.0mass%、Mn:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項7~9のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Na:0.001~0.050mass%及びSr:0.001~0.050mass%から選択される1種又は2種を更に含有するアルミニウム合金からなる、請求項7~10のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記第二ろう材が、前記各成分元素の他にZn:0.5~8.0mass%、Cu:0.05~1.50mass%、Mn:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.3mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項7~11のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記第二ろう材が、Na:0.001~0.050mass%及びSr:0.001~0.050mass%から選択される1種又は2種を更に含有するアルミニウム合金からなる、請求項7~12のいずれか一項に記載のアルミニウム合金クラッド材。
- 請求項7~13のいずれか一項に記載のアルミニウム合金クラッド材の製造方法であって、前記心材用、中間層材用、第一ろう材用及び第二ろう材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した中間層材、第一ろう材及び第二ろう材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした中間層材をクラッドし、クラッドした中間層材の心材側ではない面に熱間圧延により所定厚さとした第一ろう材をクラッドし、心材鋳塊の他方の面に熱間圧延により所定厚さとした第二ろう材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含み、前記中間層材の熱間圧延工程が加熱段階と保持段階と熱間圧延段階とを含み、加熱段階において、400℃到達時までの昇温速度が30℃/h以上であり、400℃到達時から保持段階の保持温度到達時までの昇温速度が60℃/h以下であり、保持段階における保持温度が450℃以上650℃以下であり保持時間が1時間以上であり、熱間圧延段階中において、中間層材の温度が400℃以上である時間が5分以上であることを特徴とする、アルミニウム合金クラッド材の製造方法。
- アルミニウム合金の心材と、当該心材の一方の面にクラッドされた中間層材と、当該中間層材の心材側ではない面にクラッドされた第一ろう材と、前記心材の他方の面にクラッドされた犠牲陽極材とを備えるアルミニウム合金クラッド材において、前記心材が、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.5~2.0mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記中間層材が、Zn:0.5~8.0mass%、Si:0.05~1.50mass%、Fe:0.05~2.00mass%、Mn:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記第一ろう材が、Si:8.0~13.0mass%、Fe:0.05~1.20mass%、Cu:0.05~0.50mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、前記犠牲陽極材が、Zn:0.5~8.0mass%、Si:0.05~1.50mass%、Fe:0.05~2.00mass%を含有し、残部Al及び不可避的不純物からなるアルミニウム合金からなり、ろう付加熱前において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×105個/mm2以上であり、ろう付加熱後において前記中間層材における0.1μm以上1.0μm以下の円相当直径を有するAl-Mn系金属間化合物の存在密度が1.0×104個/mm2以上であることを特徴とするアルミニウム合金クラッド材。
- 前記心材が、Mg:0.05~0.50mass%、Cu:0.05~1.50mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項15に記載のアルミニウム合金クラッド材。
- 前記中間層材が、Ni:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項15又は16に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Zn:0.5~8.0mass%、Mn:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項15~17のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記第一ろう材が、Na:0.001~0.050mass%及びSr:0.001~0.050mass%から選択される1種又は2種を更に含有するアルミニウム合金からなる、請求項15~18のいずれか一項に記載のアルミニウム合金クラッド材。
- 前記犠牲陽極材が、Ni:0.05~2.00mass%、Mn:0.05~2.00mass%、Ti:0.05~0.30mass%、Zr:0.05~0.30mass%、Cr:0.05~0.30mass%及びV:0.05~0.30mass%から選択される1種又は2種以上を更に含有するアルミニウム合金からなる、請求項15~19のいずれか一項に記載のアルミニウム合金クラッド材。
- 請求項15~20のいずれか一項に記載のアルミニウム合金クラッド材の製造方法であって、前記心材用、中間層材用、第一ろう材用及び犠牲陽極材用のアルミニウム合金をそれぞれ鋳造する工程と、鋳造した中間層材、第一ろう材及び犠牲陽極材の鋳塊をそれぞれ所定の厚さまで熱間圧延する熱間圧延工程と、心材鋳塊の一方の面に熱間圧延により所定厚さとした中間層材をクラッドし、クラッドした中間層材の心材側ではない面に熱間圧延により所定厚さとした第一ろう材をクラッドし、心材鋳塊の他方の面に熱間圧延により所定厚さとした犠牲陽極材をクラッドするクラッド工程と、クラッド材を熱間圧延する熱間クラッド圧延工程と、熱間クラッド圧延したクラッド材を冷間圧延する冷間圧延工程と、冷間圧延工程の途中及び冷間圧延工程の後の一方又は両方においてクラッド材を焼鈍する1回以上の焼鈍工程とを含み、前記中間層材の熱間圧延工程が加熱段階と保持段階と熱間圧延段階とを含み、加熱段階において、400℃到達時までの昇温速度が30℃/h以上であり、400℃到達時から保持段階の保持温度到達時までの昇温速度が60℃/h以下であり、保持段階における保持温度が450℃以上650℃以下であり保持時間が1時間以上であり、熱間圧延段階中において、中間層材の温度が400℃以上である時間が5分以上であることを特徴とする、アルミニウム合金クラッド材の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112017028165-1A BR112017028165A2 (ja) | 2015-07-08 | 2016-07-08 | An aluminium alloy cladding material and a manufacturing method for the same |
| EP16821488.0A EP3321385B1 (en) | 2015-07-08 | 2016-07-08 | Aluminum alloy cladding material and manufacturing method therefor |
| CN201680035515.2A CN107709589B (zh) | 2015-07-08 | 2016-07-08 | 铝合金包覆材及其制造方法 |
| US15/742,393 US10688601B2 (en) | 2015-07-08 | 2016-07-08 | Aluminum alloy cladding material and manufacturing method therefor |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-137332 | 2015-07-08 | ||
| JP2015137332 | 2015-07-08 | ||
| JP2016-132728 | 2016-07-04 | ||
| JP2016132728A JP6372950B2 (ja) | 2015-07-08 | 2016-07-04 | アルミニウム合金クラッド材及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017007020A1 true WO2017007020A1 (ja) | 2017-01-12 |
Family
ID=57685687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/070278 WO2017007020A1 (ja) | 2015-07-08 | 2016-07-08 | アルミニウム合金クラッド材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2017007020A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10158769A (ja) * | 1996-11-29 | 1998-06-16 | Furukawa Electric Co Ltd:The | Al合金製ブレージングシート |
| JP2005523164A (ja) * | 2002-04-18 | 2005-08-04 | アルコア インコーポレイテッド | 高寿命、高成形性ブレージングシート |
| JP2014055326A (ja) * | 2012-09-12 | 2014-03-27 | Uacj Corp | アルミニウム合金クラッド材、熱交換器、及び熱交換器の製造方法 |
| JP2014189813A (ja) * | 2013-03-26 | 2014-10-06 | Uacj Corp | 高耐食性アルミニウム合金ブレージングシート |
-
2016
- 2016-07-08 WO PCT/JP2016/070278 patent/WO2017007020A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10158769A (ja) * | 1996-11-29 | 1998-06-16 | Furukawa Electric Co Ltd:The | Al合金製ブレージングシート |
| JP2005523164A (ja) * | 2002-04-18 | 2005-08-04 | アルコア インコーポレイテッド | 高寿命、高成形性ブレージングシート |
| JP2014055326A (ja) * | 2012-09-12 | 2014-03-27 | Uacj Corp | アルミニウム合金クラッド材、熱交換器、及び熱交換器の製造方法 |
| JP2014189813A (ja) * | 2013-03-26 | 2014-10-06 | Uacj Corp | 高耐食性アルミニウム合金ブレージングシート |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3321385A4 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6452626B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6372950B2 (ja) | アルミニウム合金クラッド材及びその製造方法 | |
| JP6452627B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6006421B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器 | |
| WO2017141921A1 (ja) | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器の製造方法 | |
| JP6418714B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP5985973B2 (ja) | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該アルミニウム合金ブレージングシートを用いた熱交換器 | |
| WO2011034102A4 (ja) | 高耐食性アルミニウム合金ブレージングシート及びその製造方法、ならびに、これを用いた高耐食性熱交換器 | |
| JP2014098185A (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| WO2015002315A1 (ja) | 熱交換器用ブレージングシート及びその製造方法 | |
| JP2013234376A (ja) | 高強度アルミニウム合金ブレージングシート及びその製造方法 | |
| JP6713861B2 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器 | |
| WO2018110320A1 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| JP2017066494A (ja) | 熱交換器用アルミニウム合金材及びその製造方法 | |
| JP5302114B2 (ja) | 真空ろう付け用アルミニウム合金ブレージングシート | |
| JP6351205B2 (ja) | 高耐食性アルミニウム合金ブレージングシート | |
| WO2017007020A1 (ja) | アルミニウム合金クラッド材及びその製造方法 | |
| JPH11264042A (ja) | 流体通路構成用アルミニウム合金ブレージングシート | |
| JP2017110266A (ja) | ろう付け後の強度に優れたアルミニウム合金製ブレージングシート | |
| JP4906162B2 (ja) | アルミニウム合金ブレージングシート | |
| WO2017007019A1 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器 | |
| JP6970841B2 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| JP2023045751A (ja) | ブレージングシート及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16821488 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016821488 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112017028165 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112017028165 Country of ref document: BR Kind code of ref document: A2 Effective date: 20171226 |