WO2016152270A1 - Fe基合金組成物、軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 - Google Patents
Fe基合金組成物、軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 Download PDFInfo
- Publication number
- WO2016152270A1 WO2016152270A1 PCT/JP2016/053324 JP2016053324W WO2016152270A1 WO 2016152270 A1 WO2016152270 A1 WO 2016152270A1 JP 2016053324 W JP2016053324 W JP 2016053324W WO 2016152270 A1 WO2016152270 A1 WO 2016152270A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- atomic
- soft magnetic
- based alloy
- alloy composition
- magnetic powder
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/34—Special means for preventing or reducing unwanted electric or magnetic effects, e.g. no-load losses, reactive currents, harmonics, oscillations, leakage fields
- H01F27/36—Electric or magnetic shields or screens
- H01F27/366—Electric or magnetic shields or screens made of ferromagnetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/12—Metallic powder containing non-metallic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/02—Amorphous alloys with iron as the major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/20—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/22—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/255—Magnetic cores made from particles
Definitions
- the present invention relates to an Fe-based alloy composition, and more particularly to an Fe-based alloy composition used as a soft magnetic material.
- the present invention also provides a soft magnetic powder comprising the Fe-based alloy composition, a molded member containing the soft magnetic powder, a dust core comprising the molded member, and an electric / electronic device comprising the dust core.
- electrical / electronic devices including the electrical / electronic components, magnetic sheets made of the molded members, communication components including the magnetic sheets, communication devices including the communication components, electromagnetic interference suppressing members including the magnetic sheets, and
- the present invention relates to an electric / electronic device including the electromagnetic interference part suppressing member.
- an Fe-based alloy composition having an amorphous phase has attracted attention.
- Patent Document 1 the general formula: (Fe 1-a M a ) b Si c B d X e M 'f ( atomic %) Where M is Co and / or Ni, X is one or more elements selected from C, P, S, Ga, Ge, and Sn, and M ′ is Nb, W, Ta , Hf, Co, Ti, V, Cr, Mn, Y, Pd, and Ru, wherein a, b, c, d, e, and f are 0 ⁇ a ⁇ 50 and 76 ⁇ , respectively.
- amorphous ribbon composed of unavoidable impurities is 180 ° C. or more and Soft magnetic powder obtained by heat treatment for embrittlement at a temperature of 350 ° C. or less, pulverization, and And a binder are mixed to form a green compact, and a method for producing a powder magnetic core is disclosed.
- Increasing the Fe content in the Fe-based alloy composition is preferable from the viewpoint of increasing the saturation magnetic flux density Bs (unit: T) of the soft magnetic material formed from the Fe-based alloy composition.
- Bs saturation magnetic flux density
- the ease of forming an amorphous phase in the soft magnetic material is also greatly influenced by the Fe content contained in the Fe-based alloy composition, and when the Fe content in the Fe-based alloy composition is high, from the molten metal Unless the cooling rate at the time of solidification is increased, Fe bcc crystals ( ⁇ -Fe) are likely to precipitate in addition to the amorphous phase.
- it is premised on manufacturing by applying a quenching ribbon method in which it is relatively easy to increase the cooling rate.
- the shape of the powder is easily controlled, and the degree of oxidation and the degree of corrosion of the powder can be appropriately controlled by appropriately controlling the atmosphere.
- the gas atomization method it is not easy to increase the cooling rate as compared with the above-described quenching ribbon method, the water atomization method, and the like.
- the Fe content in the Fe-based alloy composition that is the raw material of the soft magnetic material is the same as the Fe content in the Fe-based alloy composition when another manufacturing method is applied. In general, it is set to be lower than the content of, specifically, about 75 atomic% or less.
- the present invention forms a soft magnetic material having an amorphous phase as a main phase by applying the gas atomization method when the Fe content exceeds 75 atomic%, and even when it is 80 to 81 atomic%.
- An object of the present invention is to provide an Fe-based alloy composition.
- the present invention provides a soft magnetic powder composed of such an Fe-based alloy composition, a molded member containing the soft magnetic powder, a powder core composed of the molded member, an electric / electronic component comprising the powder core, Electrical / electronic equipment provided with electrical / electronic parts, magnetic sheet comprising the above molded member, communication part provided with the magnetic sheet, communication equipment provided with the communication part, electromagnetic interference suppressing member provided with the magnetic sheet, and electromagnetic interference
- Another object of the present invention is to provide an electric / electronic device provided with a part suppressing material.
- the Fe-based alloy composition of each of the above conditions further satisfies at least one of the following two formulas.
- (Condition 1) 0.038 ⁇ a / b ⁇ 0.063 0.33 ⁇ c / d ⁇ 2.0
- (Condition 2) 0.019 ⁇ a / b ⁇ 0.037 0.4 ⁇ c / d ⁇ 1.1
- (Condition 3) 0.015 ⁇ a / b ⁇ 0.023 0.2 ⁇ c / d ⁇ 0.5
- the present invention provides a soft magnetic powder composed of the Fe-based alloy composition and having an amorphous main phase. Since the above-described Fe-based alloy composition appropriately balances the ease of forming an amorphous phase and the ease of increasing the saturation magnetic flux density Bs, it is not only a method with a high cooling rate such as a quenching ribbon method, but also a gas atomization. Even if the method is applied, the obtained soft magnetic powder can have excellent magnetic properties.
- the above soft magnetic powder may have a crystal phase.
- diffraction derived from ⁇ -Fe (110) having 2 ⁇ in the range of 40 ° to 50 ° in the X-ray diffraction spectrum of the soft magnetic powder, measured using Co K ⁇ characteristic X-rays, diffraction derived from ⁇ -Fe (110) having 2 ⁇ in the range of 40 ° to 50 °.
- the ratio (unit:%) is preferably 20% or less.
- the above soft magnetic powder may have a crystal phase.
- the crystal grain size calculated from Scherrer's equation is 600 nm or less. Preferably there is.
- the above soft magnetic powder may be produced by a gas atomization method.
- the soft magnetic powder produced by the gas atomization method has high shape uniformity, and it is easy to control the surface state, particularly the degree of oxidation and the degree of corrosion.
- the above-mentioned soft magnetic powder may preferably have a median diameter (D50) of 120 ⁇ m or less.
- the soft magnetic powder may include a powder having a ratio of the length of the longest axis to the length of the shortest axis of 1.5 or less.
- the soft magnetic powder preferably has a saturation magnetic flux density exceeding 1.4T.
- the present invention provides a molded member containing the soft magnetic powder.
- the above molded member may further contain a binder component.
- the binder component may contain the component based on the resin material.
- Specific examples of components based on the resin material include residues obtained by thermal decomposition of the resin material.
- a dust core comprising the above-mentioned molded member; an electronic component comprising the dust core, a coil, and a connection terminal connected to each end of the coil, At least a part of the dust core is disposed so as to be located in an induced magnetic field generated by the current when a current is passed through the coil via the connection terminal;
- an electrical / electronic device on which an electronic component is mounted, wherein the electrical / electronic component is connected to a substrate at the connection terminal.
- the present invention can be used as an electromagnetic interference suppression member that suppresses electromagnetic noise from the inside and outside of an electronic device, or can be used as a core that assists communication of communication components.
- a magnetic sheet containing the powder of the Fe-based alloy composition is provided.
- the communication component includes the magnetic sheet, the communication component further including a tag including an antenna and an IC chip and a metal member, and the magnetic sheet is inserted between the tag and the metal member.
- a communication device including the communication component.
- an electromagnetic interference suppression member provided with said magnetic sheet and an electric / electronic device provided with the electromagnetic interference suppression member are provided.
- an Fe-based alloy composition capable of producing a soft magnetic powder having excellent magnetic properties even when a gas atomization method is used.
- the soft magnetic powder having excellent magnetic properties comprising the Fe-based alloy composition, a molded member containing the soft magnetic powder, a dust core comprising the molded member, Electric / electronic parts provided with the dust core, electric / electronic equipment provided with the electric / electronic parts, magnetic sheet comprising the molded member, communication parts provided with the magnetic sheet, communication equipment provided with the communication parts, An electromagnetic interference suppressing member including a magnetic sheet and an electric / electronic device including the electromagnetic interference suppressing member are also provided.
- FIG. 1 is a schematic diagram of an RFID device and a reader / writer that are communication components according to an embodiment of the present invention.
- Saturation magnetization Bs of the soft magnetic powder made of the Fe-based alloy composition Fe addition amount: 80.00 atomic%) and the composition of the Fe-based alloy composition (addition amounts of Si and b)
- Saturation magnetization Bs of the soft magnetic powder made of the Fe-based alloy composition Fe addition amount: 80.00 atomic%) and the composition of the Fe-based alloy composition (addition amounts of Si and b)
- Saturation magnetization Bs of soft magnetic powder made of Fe-based alloy composition Fe addition amount: 81.00 atomic%) and Fe-based alloy composition composition (Si addition amount b, B addition amount) It is a pseudo ternary diagram showing the relationship with the addition amount d) of c and P.
- Fe-based alloy composition (first embodiment)
- X is an optional additive element, Ni, Co, Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Mn, Re, platinum group element, Au, Ag, Cu, Zn, In, Sn , As, Sb, Bi, S, Y, N, O, C, and one or more selected from the group consisting of rare earth elements.
- the Fe-based alloy composition according to this embodiment may contain inevitable impurities in addition to the following components.
- Si: 1.8 atomic% or more and 6 atomic% or less Si increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability.
- the addition amount of Si in the Fe-based alloy composition is set to 1.8 atomic% or more and 6 atomic% or less.
- the amount of Si added to the Fe-based alloy composition is 2.5 atomic% or more and 5.5 atomic% or less. It is preferably 3 atomic% or more and 5 atomic% or less.
- the ratio of the addition amount of Si to the Fe content is preferably 0.038 or more and 0.063 or less, that is, 0.038 ⁇ a / b ⁇ 0.063 based on the above composition formula.
- B 0.5 atomic% or more and 13.5 atomic% or less B has an excellent amorphous forming ability.
- the first crystallization temperature T x1 unit: ° C.
- T x1 ⁇ T x1 unit: ° C.
- T x1 ⁇ T x2 unit: ° C.
- the heat treatment conditions of the soft magnetic material The range becomes narrow, and the uniformity of the structure of the soft magnetic material after the heat treatment tends to decrease.
- the addition amount of B in the Fe-based alloy composition is 0.5 atomic% or more and 13.5 atomic% or less.
- the amount of B added in the Fe-based alloy composition is preferably 2 atomic% or more and 12 atomic% or less, and preferably 3 atomic%. More preferably, the content is 11.4 atomic% or less.
- the ratio of the addition amount of B to the addition amount of P is preferably 0.33 or more and 2.0 or less, that is, 0.33 ⁇ c / d ⁇ 2.0 based on the above composition formula.
- P 4.5 atomic% or more and 14 atomic% or less
- P is an amorphous forming element and contributes to making the main phase of the Fe-based alloy composition an amorphous phase. It also contributes to lowering the melting point Tm (unit: ° C.) of the Fe-based alloy composition.
- the low melting point Tm of the Fe-based alloy composition means that it is possible to reduce the viscosity of the molten metal when a soft magnetic material is produced from the molten Fe-based alloy composition. Therefore, when a powdery soft magnetic material is manufactured by a manufacturing method including an atomizing process such as a gas atomizing method, a spherical powder is easily obtained.
- the saturation magnetic flux density Bs of the soft magnetic material may be reduced, and the magnetic characteristics may be deteriorated.
- the amount of P added in the Fe-based alloy composition is excessive, the brittleness of the soft magnetic material is promoted, the Curie temperature Tc (unit: ° C.) is lowered, and the thermal stability is lowered. There is a possibility that a phenomenon in which the amorphous forming ability is lowered is observed. Therefore, the addition amount of P in the Fe-based alloy composition is 4.5 atomic% or more and 14 atomic% or less.
- the addition amount of P in the Fe-based alloy composition is 5 atomic% or more and 13 atomic% or less. It is preferably 5.7 atomic% or more and 12 atomic% or less.
- the Fe-based alloy composition according to the present embodiment includes Ni, Co, Ti, Zr, Hf, V, Nb, From the group consisting of Ta, Cr, Mo, W, Mn, Re, platinum group elements, Au, Ag, Cu, Zn, In, Sn, As, Sb, Bi, S, Y, N, O, C and rare earth elements
- the optional additive element X may be added by replacing a part of the total amount of the three additive elements (Si, B, P).
- the Fe content of the Fe-based alloy composition is fixed at 80.0 ⁇ 0.5 atomic%, and the addition of the three additive elements (Si, B, P) as the main remainder
- the optional additive element X may be added by replacing a part of the total amount.
- the additive amount of the optional additive element X is excessively high, the additive amount of the above three additive elements (Si, B, P) is relatively lowered, and the benefit based on the addition of these elements is enjoyed. It may be difficult to do.
- the upper limit of the addition amount of the optional additive element X is set in consideration of this point.
- Co can increase the Curie temperature Tc and the saturation magnetization Ms (unit: T). Therefore, when the Fe-based alloy composition contains Co, the amount of Co added is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 2 atomic% or less.
- the surface of the formed soft magnetic powder is likely to be oxidized or corroded, so that the Fe-based alloy composition
- the product preferably contains Cr.
- Nb like Cr, can improve the corrosion resistance of soft magnetic materials formed from Fe-based soft magnetic alloys. Therefore, when the Fe-based alloy composition contains Nb, the amount of Nb added is preferably 0.5 atomic% or more. When the Fe-based alloy composition contains Nb, it is preferable that the amount of Nb added is 2 atomic% or less.
- Ni can improve the corrosion resistance of the soft magnetic material formed from the Fe-based alloy composition. Therefore, when the Fe-based alloy composition contains Ni, the addition amount of Ni is preferably set to 0.5 atomic% or more.
- Cu has an amorphous forming ability.
- a soft magnetic material formed from an Fe-based alloy composition when used as a nanocrystal-containing material, the inclusion of Cu in the Fe-based alloy composition facilitates the formation of nanocrystals in the soft magnetic material. .
- the Fe-based alloy composition contains excessive Cu, the amorphous phase of the soft magnetic material formed from the Fe-based alloy composition tends to be non-homogeneous. For this reason, it may be difficult to heat-process the soft magnetic material and appropriately generate nanocrystals in the soft magnetic material.
- the addition amount of Cu is preferably 0 atomic percent or more and 0.4 atomic percent or less, and 0.05 atomic percent or more and 0.3 atomic percent or less. More preferably, it is more preferably 0.1 atomic% or more and 0.2 atomic% or less.
- C increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability. Therefore, when the Fe-based alloy composition contains C, the addition amount of C is preferably 0.01 atomic% or more, and more preferably 0.1 atomic% or more.
- ⁇ in the above formula is set.
- ⁇ may be preferably 0.85 or more, more preferably 0.9 or more, and particularly preferably 0.95 or more.
- X is an optional additive element, Ni, Co, Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Mn, Re, platinum group element, Au, Ag, Cu, Zn, In, Sn , As, Sb, Bi, S, Y, N, O, C, and one or more selected from the group consisting of rare earth elements.
- the Fe-based alloy composition according to this embodiment may contain inevitable impurities in addition to the following components.
- Si: 1 atomic% or more and 4.8 atomic% or less Si increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability.
- the addition amount of Si in the Fe-based alloy composition is 1 atomic% or more and 4.8 atomic% or less.
- the amount of Si added in the Fe-based alloy composition may be 1.5 atomic% or more and 4 atomic% or less. Preferably, it is more preferably 1.5 atomic% or more and 3 atomic% or less.
- the ratio of the addition amount of Si to the Fe content is preferably 0.019 or more and 0.037 or less, that is, 0.019 ⁇ a / b ⁇ 0.037 based on the above composition formula.
- the addition amount of B in the Fe-based alloy composition is 4.3 atomic% or more and 12 atomic% or less.
- the amount of B added in the Fe-based alloy composition is preferably 5 atomic% to 10 atomic%, and preferably 6 atomic%. More preferably, it is 8 atomic% or less.
- the ratio of the addition amount of B to the addition amount of P is preferably 0.4 or more and 1.1 or less, that is, 0.4 ⁇ c / d ⁇ 1.1 based on the above composition formula.
- P 6.5 atomic% or more and 11 atomic% or less
- P is an amorphous forming element and contributes to making the main phase of the Fe-based alloy composition an amorphous phase. It also contributes to lowering the melting point Tm (unit: ° C.) of the Fe-based alloy composition.
- the low melting point Tm of the Fe-based alloy composition means that it is possible to reduce the viscosity of the molten metal when a soft magnetic material is produced from the molten Fe-based alloy composition. Therefore, when a powdery soft magnetic material is manufactured by a manufacturing method including an atomizing process such as a gas atomizing method, a spherical powder is easily obtained.
- the saturation magnetic flux density Bs of the soft magnetic material may be reduced, and the magnetic characteristics may be deteriorated.
- the amount of P added in the Fe-based alloy composition is excessive, the brittleness of the soft magnetic material is promoted, the Curie temperature Tc (unit: ° C.) is lowered, and the thermal stability is lowered. There is a possibility that a phenomenon in which the amorphous forming ability is lowered is observed. Therefore, the addition amount of P in the Fe-based alloy composition is 6.5 atomic% or more and 11 atomic% or less.
- the addition amount of P in the Fe-based alloy composition is 7 atomic% or more and 11 atomic% or less. It is preferable that the content be 8 atomic% or more and 11 atomic% or less.
- the Fe-based alloy composition according to the present embodiment includes Ni, Co, Ti, Zr, Hf, V, Nb, From the group consisting of Ta, Cr, Mo, W, Mn, Re, platinum group elements, Au, Ag, Cu, Zn, In, Sn, As, Sb, Bi, S, Y, N, O, C and rare earth elements
- the optional additive element X may be added by replacing a part of the total amount of the three additive elements (Si, B, P).
- the Fe content of the Fe-based alloy composition is fixed to 81.0 ⁇ 0.5 atomic%, and the addition of the three additive elements (Si, B, P) as the main remainder
- the optional additive element X may be added by replacing a part of the total amount.
- the additive amount of the optional additive element X is excessively high, the additive amount of the above three additive elements (Si, B, P) is relatively lowered, and the benefit based on the addition of these elements is enjoyed. It may be difficult to do.
- the upper limit of the addition amount of the optional additive element X is set in consideration of this point.
- Co can increase the Curie temperature Tc and the saturation magnetization Ms (unit: T). Therefore, when the Fe-based alloy composition contains Co, the amount of Co added is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 2 atomic% or less.
- the surface of the formed soft magnetic powder is likely to be oxidized or corroded, so that the Fe-based alloy composition
- the product preferably contains Cr.
- Nb like Cr, can improve the corrosion resistance of soft magnetic materials formed from Fe-based soft magnetic alloys. Therefore, when the Fe-based alloy composition contains Nb, the amount of Nb added is preferably 0.5 atomic% or more. When the Fe-based alloy composition contains Nb, it is preferable that the amount of Nb added is 2 atomic% or less.
- Ni can improve the corrosion resistance of the soft magnetic material formed from the Fe-based alloy composition. Therefore, when the Fe-based alloy composition contains Ni, the addition amount of Ni is preferably set to 0.5 atomic% or more.
- Cu has an amorphous forming ability.
- a soft magnetic material formed from an Fe-based alloy composition when used as a nanocrystal-containing material, the inclusion of Cu in the Fe-based alloy composition facilitates the formation of nanocrystals in the soft magnetic material. .
- the Fe-based alloy composition contains excessive Cu, the amorphous phase of the soft magnetic material formed from the Fe-based alloy composition tends to be non-homogeneous. For this reason, it may be difficult to heat-process the soft magnetic material and appropriately generate nanocrystals in the soft magnetic material.
- the addition amount of Cu is preferably 0 atomic percent or more and 0.4 atomic percent or less, and 0.05 atomic percent or more and 0.3 atomic percent or less. More preferably, it is more preferably 0.1 atomic% or more and 0.2 atomic% or less.
- C increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability. Therefore, when the Fe-based alloy composition contains C, the addition amount of C is preferably 0.01 atomic% or more, and more preferably 0.1 atomic% or more.
- ⁇ in the above formula is set.
- ⁇ may be preferably 0.85 or more, more preferably 0.9 or more, and particularly preferably 0.95 or more.
- X is an optional additive element, Ni, Co, Ti, Zr, Hf, V, Nb, Ta, Cr, Mo, W, Mn, Re, platinum group element, Au, Ag, Cu, Zn, In, Sn , As, Sb, Bi, S, Y, N, O, C, and one or more selected from the group consisting of rare earth elements.
- the Fe-based alloy composition according to this embodiment may contain inevitable impurities in addition to the following components.
- Si: 1 atomic% or more and 2.8 atomic% or less Si increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability.
- the addition amount of Si in the Fe-based alloy composition is 1 atomic% or more and 2.8 atomic% or less. From the viewpoint of more stably realizing an increase in amorphous forming ability while suppressing the influence on magnetic properties, the amount of Si added in the Fe-based alloy composition is set to 1.2 atomic% or more and 2.5 atomic% or less. It is more preferable that it is 1.5 atomic% or more and 2 atomic% or less.
- the ratio of the addition amount of Si to the Fe content is preferably 0.015 or more and 0.023 or less, that is, 0.015 ⁇ a / b ⁇ 0.023 based on the above composition formula.
- the addition amount of B in the Fe-based alloy composition is 2.8 atomic% or more and 8 atomic% or less. From the viewpoint of appropriately exhibiting the amorphous forming ability while ensuring ⁇ T at an appropriate size, the addition amount of B in the Fe-based alloy composition is preferably 3.5 atomic% or more and 7 atomic% or less. More preferably, the atomic percent is 6.6 atomic percent or more.
- the ratio of the addition amount of B to the addition amount of P is preferably 0.2 or more and 0.5 or less, that is, 0.2 ⁇ c / d ⁇ 0.5 based on the above composition formula.
- P 11 atomic% or more and 14.5 atomic% or less
- P is an amorphous forming element and contributes to making the main phase of the Fe-based alloy composition an amorphous phase. It also contributes to lowering the melting point Tm (unit: ° C.) of the Fe-based alloy composition.
- the low melting point Tm of the Fe-based alloy composition means that it is possible to reduce the viscosity of the molten metal when a soft magnetic material is produced from the molten Fe-based alloy composition. Therefore, when a powdery soft magnetic material is manufactured by a manufacturing method including an atomizing process such as a gas atomizing method, a spherical powder is easily obtained.
- the saturation magnetic flux density Bs of the soft magnetic material may be reduced, and the magnetic characteristics may be deteriorated.
- the amount of P added in the Fe-based alloy composition is excessive, the brittleness of the soft magnetic material is promoted, the Curie temperature Tc (unit: ° C.) is lowered, and the thermal stability is lowered. There is a possibility that a phenomenon in which the amorphous forming ability is lowered is observed. Therefore, the addition amount of P in the Fe-based alloy composition is 11 atomic% or more and 14.5 atomic% or less.
- the addition amount of P in the Fe-based alloy composition is 11 atomic% or more and 13.5 atomic% or less. It is preferable to be 11 atomic% or more and 12.5 atomic% or less.
- the Fe-based alloy composition according to the present embodiment includes Ni, Co, Ti, Zr, Hf, V, Nb, From the group consisting of Ta, Cr, Mo, W, Mn, Re, platinum group elements, Au, Ag, Cu, Zn, In, Sn, As, Sb, Bi, S, Y, N, O, C and rare earth elements
- the optional additive element X may be added by replacing a part of the total amount of the three additive elements (Si, B, P).
- the Fe content of the Fe-based alloy composition is fixed to 81.0 ⁇ 0.5 atomic%, and the addition of the three additive elements (Si, B, P) as the main remainder
- the optional additive element X may be added by replacing a part of the total amount.
- the additive amount of the optional additive element X is excessively high, the additive amount of the above three additive elements (Si, B, P) is relatively lowered, and the benefit based on the addition of these elements is enjoyed. It may be difficult to do.
- the upper limit of the addition amount of the optional additive element X is set in consideration of this point.
- Co can increase the Curie temperature Tc and the saturation magnetization Ms (unit: T). Therefore, when the Fe-based alloy composition contains Co, the amount of Co added is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 0.5 atomic% or more.
- the addition amount of Cr is preferably 2 atomic% or less.
- the surface of the formed soft magnetic powder is likely to be oxidized or corroded, so that the Fe-based alloy composition
- the product preferably contains Cr.
- Nb like Cr, can improve the corrosion resistance of soft magnetic materials formed from Fe-based soft magnetic alloys. Therefore, when the Fe-based alloy composition contains Nb, the amount of Nb added is preferably 0.5 atomic% or more. When the Fe-based alloy composition contains Nb, it is preferable that the amount of Nb added is 2 atomic% or less.
- Ni can improve the corrosion resistance of the soft magnetic material formed from the Fe-based alloy composition. Therefore, when the Fe-based alloy composition contains Ni, the addition amount of Ni is preferably set to 0.5 atomic% or more.
- Cu has an amorphous forming ability.
- a soft magnetic material formed from an Fe-based alloy composition when used as a nanocrystal-containing material, the inclusion of Cu in the Fe-based alloy composition facilitates the formation of nanocrystals in the soft magnetic material. .
- the Fe-based alloy composition contains excessive Cu, the amorphous phase of the soft magnetic material formed from the Fe-based alloy composition tends to be non-homogeneous. For this reason, it may be difficult to heat-process the soft magnetic material and appropriately generate nanocrystals in the soft magnetic material.
- the addition amount of Cu is preferably 0 atomic percent or more and 0.4 atomic percent or less, and 0.05 atomic percent or more and 0.3 atomic percent or less. More preferably, it is more preferably 0.1 atomic% or more and 0.2 atomic% or less.
- C increases the thermal stability of the Fe-based alloy composition and has an excellent amorphous forming ability. Therefore, when the Fe-based alloy composition contains C, the addition amount of C is preferably 0.01 atomic% or more, and more preferably 0.1 atomic% or more.
- ⁇ in the above formula is set.
- ⁇ may be preferably 0.85 or more, more preferably 0.9 or more, and particularly preferably 0.95 or more.
- the soft magnetic powder according to one embodiment of the present invention is composed of the Fe-based alloy composition according to any one of the first to third embodiments of the present invention, and the main phase is amorphous. is there.
- the main phase is amorphous means that the amorphous phase has the highest volume fraction in the structure of the soft magnetic powder.
- the method for producing the soft magnetic powder according to one embodiment of the present invention from the Fe-based alloy composition according to any one of the first to third embodiments of the present invention is not limited. From the viewpoint of facilitating obtaining a soft magnetic powder whose main phase is amorphous, it can be produced by an atomizing method such as a gas atomizing method or a water atomizing method, a quenching ribbon method such as a single roll method or a twin roll method, etc. preferable. As an example of such a manufacturing method, a gas atomizing method will be described with reference to FIG.
- FIG. 1 is a schematic cross-sectional view showing an example of a high-pressure gas spraying apparatus suitably used for producing alloy powder by a gas atomizing method.
- This high-pressure gas spraying apparatus 101 is mainly composed of a molten metal crucible 102, a gas sprayer 103, and a chamber 104.
- the molten metal crucible 102 is filled with a molten alloy 105.
- the molten metal crucible 102 is provided with a coil 102a as a heating means, and is configured to heat the molten alloy 105 and keep it in a molten state.
- a molten metal nozzle 106 is provided at the bottom of the molten metal crucible 102, and the molten alloy 105 is dropped from the molten metal nozzle 106 toward the inside of the chamber 104, or an inert gas is pressurized into the molten metal crucible 102.
- the molten alloy 105 is introduced in a state and ejected from the melt nozzle 106.
- the gas sprayer 103 is disposed below the molten metal crucible 102.
- the gas sprayer 103 is provided with an introduction flow path 107 for an inert gas such as Ar or nitrogen, and a gas injection nozzle 108 which is the tip of the introduction flow path 107.
- the inert gas is pressurized to about 2 to 15 MPa in advance by a pressurizing unit (not shown), and is led to the gas injection nozzle 108 by the introduction flow path 107, and becomes a gas flow g from the nozzle 108 to the inside of the chamber 104. Erupted.
- the inside of the chamber 104 is filled with an inert gas of the same type as the inert gas ejected from the gas sprayer 103.
- the pressure inside the chamber 104 is maintained at about 70 to 100 kPa, and the temperature is maintained at about room temperature.
- the molten alloy 105 filled in the molten crucible 102 is dropped into the chamber 104 from the molten nozzle 106.
- an inert gas is injected from the gas injection nozzle 108 of the gas sprayer 103.
- the injected inert gas reaches the molten metal dropped as a gas flow g, and collides with the molten metal at the spray point p to atomize the molten metal.
- the atomized molten alloy is rapidly solidified in the chamber 104 and becomes substantially spherical particles having an amorphous phase as a main phase and is deposited on the bottom of the chamber 104. In this way, a soft magnetic powder is obtained.
- the particle diameter of the soft magnetic powder can be adjusted by the pressure of the inert gas to be ejected, the dropping speed of the molten metal, the inner diameter of the molten metal nozzle 106, etc., and obtain a particle diameter of several ⁇ m to several tens of ⁇ m. Can do.
- the particle size of the soft magnetic powder according to an embodiment of the present invention is not limited. If the particle size is defined by the median diameter D50 (the particle size when the volume cumulative value in the volume distribution of the soft magnetic powder measured by the laser diffraction scattering method is 50%), the median diameter D50 is It is preferably in the range of 1 ⁇ m to 120 ⁇ m.
- the median diameter D50 of the soft magnetic powder is preferably 2 ⁇ m or more and 106 ⁇ m or less from the viewpoint of improving the handleability of the soft magnetic powder and increasing the packing density of the soft magnetic powder in the molded member. More preferably, it is more preferably 4 ⁇ m or more and 38 ⁇ m or less.
- the shape of the soft magnetic powder according to one embodiment of the present invention is not limited.
- the shape of the soft magnetic powder may be spherical or non-spherical. In the case of a non-spherical shape, it may have a shape anisotropy such as a scale shape, an oval sphere shape, a droplet shape, a needle shape, or an indefinite shape having no special shape anisotropy. Good.
- the shape of the soft magnetic powder according to one embodiment of the present invention may be the shape obtained in the stage of producing the soft magnetic powder, or obtained by secondary processing of the produced powder. It may be a shape.
- the former shape include a spherical shape, an elliptical spherical shape, a droplet shape, and a needle shape
- examples of the method for producing the soft magnetic powder include the gas atomization method described above.
- Examples of the latter shape include a flat shape and a scaly shape
- examples of the secondary processing method of the soft magnetic powder include flat processing using an attritor or the like.
- the shape of the soft magnetic powder according to an embodiment of the present invention may preferably include a powder in which the ratio of the length of the longest axis to the length of the shortest axis is 1.5 or less. The closer the ratio is to 1, the closer the shape of the soft magnetic powder is to a sphere. When it is advantageous to have a shape close to a sphere, the ratio is preferably 1.3 or less, and more preferably 1.1 or less.
- the saturation magnetic flux density Bs of the soft magnetic powder according to one embodiment of the present invention is preferably more than 1.4T, and more preferably 1.5T or more.
- the upper limit of the saturation magnetic flux density Bs of the soft magnetic powder is not set, and the higher the better.
- the soft magnetic powder according to one embodiment of the present invention may have a crystal phase.
- ⁇ -Fe in the X-ray diffraction spectrum of the soft magnetic powder according to one embodiment of the present invention, measured using Co K ⁇ characteristic X-ray, ⁇ -Fe in the range of 2 ⁇ in the range of 40 ° to 50 °.
- the ratio I 1 / I 0 (crystallinity) of the diffraction peak intensity to the integrated value I 0 is preferably 20% or less.
- the crystallinity is preferably 17.5% or less, and preferably 15% or less. Is more preferable and 12.5% or less is particularly preferable.
- the particle diameter of the ⁇ -Fe crystal in the soft magnetic powder according to one embodiment of the present invention is estimated from the X-ray diffraction spectrum. Is possible.
- the particle diameter D (unit: nm, sometimes abbreviated as “crystal particle diameter D” in this specification) of ⁇ -Fe crystals in the soft magnetic powder according to an embodiment of the present invention is Co.
- the particle diameter of ⁇ -Fe crystals in the soft magnetic powder according to one embodiment of the present invention is preferably 600 nm or less as the crystal particle diameter D obtained from the above formula (i).
- the crystal grain size D is 600 nm or less, the amorphous nature of the soft magnetic powder can be enhanced.
- the crystal grain size D is preferably 400 nm or less, more preferably 300 nm or less, More preferably, it is 200 nm or less, and it is especially preferable that it is 100 nm or less.
- Molded member The form of the member provided with the Fe soft magnetic powder according to one embodiment of the present invention is not limited. Since a member having excellent magnetic properties can be efficiently produced, a molded member containing the soft magnetic powder according to an embodiment of the present invention is preferable. Such a molded member can be obtained by being a molded member manufactured through a process of molding a material containing soft magnetic powder. When the above forming is performed, the Fe-based alloy composition contained in the soft magnetic powder may or may not have ⁇ -Fe crystals precipitated. . If ⁇ -Fe crystals are not precipitated, heat treatment is then performed to precipitate ⁇ -Fe crystals in the soft magnetic powder.
- the content of the soft magnetic powder in the molded member according to one embodiment of the present invention is not limited.
- the molding member is appropriately set so as to have desired magnetic properties.
- the molded member according to one embodiment of the present invention may contain a binder component.
- the binder component is a material used for fixing the soft magnetic powders or the soft magnetic powder and another material, and the composition of the binder component is not limited as long as this purpose is achieved.
- an organic material such as a resin material and a thermal decomposition residue of the resin material (in this specification, these are collectively referred to as “components based on a resin material”), an inorganic material, and the like
- resin materials acrylic resin, silicone resin, polypropylene, chlorinated polyethylene, polyethylene, ethylene / propylene / diene / terpolymer (EPDM), chloroprene, polyurethane, vinyl chloride, saturated polyester, nitrile resin, epoxy resin, phenol resin, urea resin And melamine resin.
- the binder component made of an inorganic material is exemplified by a glass-based material such as water glass.
- the binder component may be composed of one type of material or may be composed of a plurality of materials.
- the binder component may be a mixture of an organic material and an inorganic material.
- an insulating material is usually used. Thereby, it becomes possible to improve the insulation of a shaping
- the molded member further contains a flame retardant such as phosphoric acid ester, red phosphorus, antimony trioxide, carbon black, magnesium hydroxide, aluminum hydroxide, hexabromobenzene, melamine derivative, bromine, chlorine and platinum. May be.
- a flame retardant such as phosphoric acid ester, red phosphorus, antimony trioxide, carbon black, magnesium hydroxide, aluminum hydroxide, hexabromobenzene, melamine derivative, bromine, chlorine and platinum. May be.
- the specific shape of the molded member is not limited. It is set appropriately according to the application. It may have a three-dimensional shape having irregularities, or may have a two-dimensional sheet shape.
- One specific example of the molded member having a three-dimensional shape is a dust core shown in FIG.
- Method for Producing Molded Member The method for producing a molded member according to one embodiment of the present invention is not limited. If it manufactures with the method demonstrated below, the shaping
- the method for manufacturing a molded member according to an embodiment of the present invention includes a molding process described below and a heat treatment process performed as necessary.
- the context of the execution timing of the heat treatment process and the molding process is not limited. It is set as appropriate according to the type of the molded member.
- the soft magnetic powder before the heat treatment process that is, the soft magnetic powder having the above-described composition and having an amorphous main phase, or the soft magnetic powder after the heat treatment process. That is, a mixed composition containing a soft magnetic powder in which ⁇ -Fe crystals are precipitated and a component that provides the above-described binding component is formed.
- the molding method is not limited, and is appropriately set according to the shape of the molded member.
- the molding process and the heat treatment process will be described taking specific examples of the case where the molded member is a green compact and the case where the molded member is a sheet-shaped molded member.
- a heat treatment step may be performed after the compacting step.
- a molded product is obtained by pressure molding a mixed composition containing a soft magnetic powder having an amorphous main phase. Then, in the heat treatment step performed as necessary, the soft magnetic powder included in the molded product is heated to obtain a compacted body including the powder of the Fe-based alloy composition in which ⁇ -Fe crystals are precipitated.
- the component that provides the binder component contained in the mixed composition is a component that forms a binder component through a heat treatment step, and an organic material such as a resin material, Examples thereof include inorganic materials such as water glass.
- the pressure condition in the pressure molding is not limited, and is appropriately determined based on the composition of the component giving the binding component contained in the mixed composition.
- the component that provides the binder component contains a thermosetting resin
- the pressing force is high, heating is not a necessary condition and pressurization is performed for a short time.
- the mixed composition is granulated powder and compression molding. Since the granulated powder is excellent in handleability, the molding time is short, the productivity is excellent, and the workability of the molding process can be improved.
- the granulated powder contains a soft magnetic powder and a component that provides a binding component.
- Content of the component which gives the binding component in granulated powder is not specifically limited. When the content is excessively low, the component that provides the binding component is difficult to hold the soft magnetic powder.
- the binding component consisting of the thermal decomposition residue of the component that gives the binding component, It becomes difficult to insulate a plurality of soft magnetic powders from each other.
- the content of the component that gives the binding component is excessively high, the content of the binding component contained in the compacting member obtained through the heat treatment step tends to be high.
- the content of the component giving the binding component in the granulated powder is preferably an amount that is 0.5% by mass or more and 5.0% by mass or less with respect to the entire granulated powder.
- the content of the component that gives the binding component in the granulated powder is 1.0 mass relative to the entire granulated powder. % To 3.5% by mass, and more preferably 1.2% to 3.0% by mass.
- the granulated powder may contain materials other than the above-described soft magnetic powder and the component that provides the binding component.
- materials include lubricants, coupling agents, insulating fillers, flame retardants, and the like.
- the type is not particularly limited. It may be an organic lubricant or an inorganic lubricant. Specific examples of the organic lubricant include metal soaps such as zinc stearate and aluminum stearate. It is considered that such an organic lubricant is vaporized when the heat treatment step is performed and hardly remains in the green compact.
- the method for producing the granulated powder is not particularly limited.
- the ingredients that give the granulated powder may be kneaded as they are, and the resulting kneaded product may be pulverized by a known method to obtain granulated powder, or a dispersion medium (water as an example) It is also possible to obtain a granulated powder by preparing a slurry to which is added, and drying and pulverizing the slurry. Screening and classification may be performed after pulverization to control the particle size distribution of the granulated powder.
- a method using a spray dryer can be mentioned.
- a rotator 201 is provided in the spray dryer apparatus 200, and the slurry S is injected toward the rotator 201 from the upper part of the apparatus.
- the rotor 201 rotates at a predetermined number of revolutions, and the slurry S is sprayed as droplets by centrifugal force in a chamber inside the apparatus 200. Further, hot air is introduced into the chamber inside the apparatus 200, whereby the dispersion medium (water) contained in the droplet-like slurry S is volatilized while maintaining the droplet shape.
- the granulated powder P is formed from the slurry S.
- This granulated powder P is collected from the lower part of the apparatus 200.
- Each parameter such as the number of rotations of the rotor 201, the temperature of hot air introduced into the spray dryer apparatus 200, and the temperature at the bottom of the chamber may be set as appropriate. Specific examples of the setting ranges of these parameters include a rotation speed of the rotor 201 of 4000 to 6000 rpm, a hot air temperature introduced into the spray dryer apparatus 200 of 130 to 170 ° C., and a temperature in the lower portion of the chamber of 80 to 90 ° C. .
- the atmosphere in the chamber and its pressure may be set as appropriate. As an example, the inside of the chamber is an air atmosphere, and the pressure is 2 mmH 2 O (about 0.02 kPa). You may further control the particle size distribution of the obtained granulated powder P by sieving.
- the pressing condition in compression molding is not particularly limited. What is necessary is just to set suitably considering the composition of granulated powder, the shape of a molded product, etc. If the pressure applied when the granulated powder is compression-molded is excessively low, the mechanical strength of the molded product decreases. For this reason, it becomes easy to produce the problem that the handleability of a molded product falls and the mechanical strength of the compacting body obtained from the molded product falls. In addition, the magnetic properties of the green compact may deteriorate or the insulating properties may decrease. On the other hand, if the applied pressure during compression molding of the granulated powder is excessively high, it becomes difficult to create a molding die that can withstand the pressure.
- the pressure applied when compression molding granulated powder Is preferably 0.3 GPa to 2 GPa, more preferably 0.5 GPa to 2 GPa, and particularly preferably 1 GPa to 2 GPa.
- pressurization may be performed while heating, or pressurization may be performed at room temperature.
- Sheet-shaped molded member When the molded member is a sheet-shaped molded member, when the heat treatment process is performed, the process is performed before the molding process.
- a sheet-shaped molded member is obtained including molding the mixed composition containing the soft magnetic powder in which the ⁇ -Fe crystals obtained in the heat treatment step are precipitated into a sheet shape.
- the sheet-like molded member may be a single-layer structure or a laminated structure.
- the molded body of the mixed composition molded into a sheet may be used as it is as a sheet-shaped molded member, or the molded body may be heat treated to obtain a sheet-shaped molded member.
- a slurry material containing a soft magnetic powder that has undergone a heat treatment step, a component that provides a binding component, and a solvent is prepared.
- the soft magnetic powder has a flat shape.
- the shape of the soft magnetic powder can be made flat by using an attritor or the like.
- distortion may be accumulated in the soft magnetic powder due to such shape processing.
- the strain in the soft magnetic powder can be alleviated by performing a heat treatment step after the shape processing. There is also.
- Resin materials are exemplified as the component that gives the binder component.
- Specific examples include acrylic resin, silicone resin, polypropylene, chlorinated polyethylene, polyethylene, ethylene / propylene / diene / terpolymer (EPDM), chloroprene, polyurethane, vinyl chloride, and saturated.
- Examples include polyester and nitrile resin.
- the kind of the solvent may be appropriately set according to the composition of the soft magnetic powder and the component that provides the binding component. Further, the content (volume%) of the soft magnetic powder in the solid content of the slurry-like material C may be set as appropriate. For example, it is 10 to 70 volume%, and 20 to 50 volume%. May be preferred.
- the slurry-like material may further contain a lubricant, a coupling agent, an insulating filler, a flame retardant, and the like.
- This slurry material is formed into a sheet on a substrate (carrier tape) 301 by a doctor blade method. If it demonstrates concretely with reference to FIG. 4, if the slurry-like material C will be supplied in the doctor blade apparatus 300, and the base material (carrier tape) 301 will be moved to one direction (arrow A in FIG. 4), A thin film F of slurry-like material C having a predetermined thickness is formed on the base material 22 by the blade 302. By performing drying that evaporates the solvent contained in the thin film F, a magnetic sheet (sheet-like molded member) can be obtained.
- Molding conditions are not limited. What is necessary is just to set suitably according to the composition of the slurry-like material C, the thickness of the thin film F obtained, etc. Drying conditions (temperature, time, atmosphere, etc.) are not limited. What is necessary is just to set suitably in consideration of the kind of solvent, the thickness of the thin film F, etc.
- Non-limiting examples of the drying temperature include room temperature (25 ° C.) to 70 ° C., and may be preferably about 30 to 55 ° C.
- the magnetic sheet may be composed of a laminate of a plurality of thin films. Specifically, after the base material 301 is moved once to form the thin film F, the base material 301 is rewound, and a thin film of the slurry-like material C may be formed on the obtained thin film F. . In this case, before the evaporation of the solvent from the lower-layer thin film F proceeds, the upper-layer thin film may be formed to improve interlayer adhesion, or the lower-layer thin film F is preliminarily dried to form a thin film. The solvent in F may be evaporated to some extent.
- ⁇ -Fe crystals can be precipitated in the soft magnetic powder by performing a heat treatment for heating the soft magnetic powder having the above-mentioned composition and having an amorphous main phase. .
- the heat treatment conditions are not limited as long as the above ⁇ -Fe crystals can be appropriately precipitated in the soft magnetic powder having an amorphous main phase.
- the ⁇ -Fe crystals may be appropriately precipitated.
- the soft magnetic powder formed from the Fe-based alloy composition according to one embodiment of the present invention may have a plurality of crystallization temperatures. In this case, it is preferable that the temperature difference ⁇ T between the crystallization temperatures is large.
- the atmosphere during the heat treatment is not particularly limited.
- an oxidizing atmosphere since the possibility of the oxidation of the soft magnetic powder increases, it is preferable to perform the heat treatment in an inert atmosphere such as nitrogen or argon or a reducing atmosphere such as hydrogen.
- the dust core 1 according to one embodiment of the present invention shown in FIG. 2 is a ring-shaped toroidal core.
- the powder core 1 can be manufactured by the method of manufacturing the above-mentioned powder compact. Since the dust core 1 includes the Fe-based alloy composition according to one embodiment of the present invention, it has excellent magnetic properties.
- An electronic component includes a dust core 1, a coil, and a connection terminal connected to each end of the coil according to the embodiment of the present invention.
- the dust core 1 is disposed so as to be located in an induced magnetic field generated by the current when a current is passed through the coil via the connection terminal.
- the toroidal coil 10 includes a coil 2 a formed by winding a coated conductive wire 2 around a ring-shaped dust core (toroidal core) 1.
- the ends 2d and 2e of the coil 2a can be defined in the portion of the conductive wire located between the coil 2a formed of the wound covered conductive wire 2 and the ends 2b and 2c of the covered conductive wire 2.
- the member constituting the coil and the member constituting the connection terminal may be composed of the same member.
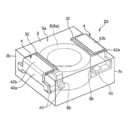
- FIG. 6 is a perspective view showing a part of the entire configuration of the inductance element 20 according to the embodiment of the present invention.
- the lower surface (mounting surface) of the inductance element 20 is shown in an upward posture.
- FIG. 7 is a partial front view showing a state in which the inductance element 20 shown in FIG. 6 is mounted on the mounting substrate 100.
- the inductance element 20 shown in FIG. 6 includes a dust core 3, an air core coil 5 as a coil embedded in the dust core 3, and a connection terminal electrically connected to the air core coil 5 by welding. And a pair of terminal portions 4.
- the powder core 3 is one of the members provided with the Fe-based alloy composition according to an embodiment of the present invention, and is specifically formed of a powder compact. Therefore, it has excellent magnetic properties.
- the air-core coil 5 is formed by winding a conductive wire with an insulating coating.
- the air-core coil 5 includes a winding part 5a and lead-out end parts 5b and 5b drawn from the winding part 5a.
- the number of turns of the air-core coil 5 is appropriately set according to the required inductance.
- an accommodation recess 30 for accommodating a part of the terminal portion 4 is formed on the mounting surface 3 a for the mounting substrate 100.
- the storage recesses 30 are formed on both sides of the mounting surface 3 a and are formed to be released toward the side surfaces 3 b and 3 c of the powder core 3.
- Part of the terminal portion 4 protruding from the side surfaces 3 b and 3 c of the powder core 3 is bent toward the mounting surface 3 a and stored in the storage recess 30.
- the terminal part 4 is formed of a thin plate-like Cu base material.
- the terminal part 4 is exposed on the outer surface of the dust core 3 and the connection end part 40 embedded in the dust core 3 and electrically connected to the lead-out ends 5b, 5b of the air-core coil 5.
- the powder core 3 includes a first bent portion 42a and a second bent portion 42b that are bent in order from the side surfaces 3b and 3c to the mounting surface 3a.
- the connection end 40 is a welded portion that is welded to the air-core coil 5.
- the first bent portion 42 a and the second bent portion 42 b are solder joint portions that are soldered to the mounting substrate 100.
- the solder joint portion is a portion of the terminal portion 4 that is exposed from the dust core 3 and means a surface that faces at least the outside of the dust core 3.
- connection end portion 40 of the terminal portion 4 and the extraction end portion 5b of the air-core coil 5 are joined by resistance welding.
- the inductance element 20 is mounted on the mounting substrate 100.
- a conductive pattern that is electrically connected to an external circuit is formed on the surface of the mounting substrate 100, and a pair of land portions 110 for mounting the inductance element 20 are formed by a part of the conductive pattern.
- the mounting surface 3a is directed to the mounting substrate 100 side, and the first bent portion 42a and the second bent portion 42b that are exposed to the outside from the dust core 3 are mounted.
- the solder layer 120 is bonded to the land portion 110 of the substrate 100.
- the inductance element 20 is mounted so that the second bent part 42b faces the land part 110, and the solder melts in the heating process.
- the second bent portion 42 b faces the land portion 110 of the mounting substrate 100, and the first bent portion 42 a is exposed at the side surfaces 3 b and 3 c of the inductance element 20.
- the solder layer 120 is fixed to the land portion 110 and is sufficiently spread and fixed to the surfaces of both the second bent portion 42b and the first bent portion 42a which are solder joint portions.
- An electric / electronic device is mounted with an electric / electronic component including the dust core according to the embodiment of the present invention.
- Examples of such electric / electronic devices include a power supply device including a power switching circuit, a voltage raising / lowering circuit, and a smoothing circuit, a small portable communication device, and the like.
- Magnetic sheet Another specific example of the molded member according to an embodiment of the present invention is a magnetic sheet.
- a magnetic sheet can be manufactured by the method of manufacturing the above-mentioned sheet-like molded member.
- the magnetic sheet is used as a member that assists communication of communication components, or is used as an electromagnetic interference suppression member that suppresses electromagnetic noise from inside and outside the electronic device.
- the soft magnetic powder included in the magnetic sheet preferably has a flat shape that is secondarily processed by an attritor or the like.
- the soft magnetic powder in the magnetic sheet is arranged so that the thickness direction of the magnetic sheet and the minor axis direction of the soft magnetic powder are aligned. That is, it may be preferable that the soft magnetic powder is arranged with orientation.
- the degree of orientation of the soft magnetic powder in the magnetic sheet may vary along the thickness direction of the magnetic sheet. For example, the degree of orientation of the soft magnetic powder on one main surface of the magnetic sheet may be different from the degree of orientation of the soft magnetic powder on the other main surface of the magnetic sheet.
- the magnetic sheet is preferably flexible.
- the magnetic sheet When manufacturing a magnetic sheet by the above-mentioned doctor blade method, it is possible to manufacture a flexible magnetic sheet with an arbitrary thickness.
- the magnetic sheet has a low flexibility and may be a hard plate.
- Such a magnetic sheet may be obtained, for example, by heat-treating a sheet-shaped molded member produced by a doctor blade method.
- (2-1) RFID Magnetic Sheet As a specific application example of the magnetic sheet according to an embodiment of the present invention, there is an RFID magnetic sheet used for an RFID (Radio Frequency ID) device as a communication component.
- RFID Radio Frequency ID
- FIG. 8 is a schematic diagram of an RFID device and a reader / writer as an example of communication components according to an embodiment of the present invention.
- the RFID device 60 includes an RFID tag 61 including an antenna and an IC chip, a metal member 62, and an RFID magnetic sheet 63.
- the RFID magnetic sheet 63 includes an RFID tag 61 and a metal member 62. Arranged between.
- the RFID magnetic sheet 63 is made of a magnetic sheet according to an embodiment of the present invention.
- the metal member 62 is disposed in the vicinity of the RFID tag 61.
- the RFID tag 61 has a form in which an antenna and an IC chip are formed on a substrate.
- the metal member 62 forms a part of the housing, for example, and is made of Al, Co, Ti, Cr or the like.
- the film thickness of the metal member 62 is about 0.05 to 0.5 mm.
- the magnetic flux H from the reader / writer 601 causes the RFID tag 61 to It penetrates and reaches the metal member 62. For this reason, an eddy current is generated in the metal member 62, and a demagnetizing field due to the generated eddy current may reduce a magnetic field necessary for wireless communication.
- the RFID magnetic sheet 63 between the RFID tag 61 and the metal member 62, the magnetic flux H from the reader / writer 601 passes through the RFID magnetic sheet 63, and A reflux magnetic flux is formed between the RFID device 60 and the reader / writer 601.
- the attenuation of the signal output received by the antenna of the RFID tag 61 can be reduced, and the RFID characteristics can be effectively improved.
- the range of the maximum communication distance L1 between the RFID device 60 and the reader / writer 601 can be effectively expanded, and wireless communication can be performed stably.
- the magnetic sheet according to the embodiment of the present invention forms a reflux magnetic field based on electromagnetic waves from outside the communication component (electromagnetic waves from the reader / writer). It functions as a means to increase the communication efficiency of communication components.
- the magnetic sheet can be used as an auxiliary core.
- a communication device includes communication components according to an embodiment of the present invention, such as the above-described RFID device.
- Examples of such communication devices include non-contact IC cards, RFID-related devices such as reader / writers, and small portable communication devices such as smartphones. Since such a communication device includes a communication component using a magnetic sheet having excellent magnetic properties according to an embodiment of the present invention, efficient communication is possible even if it is small, and power consumption required for communication is reduced. It is possible.
- Electromagnetic Interference Suppressor The magnetic sheet according to an embodiment of the present invention can be used as an electromagnetic interference suppressor. If the electromagnetic interference suppressing member is disposed at a position proximal to the electronic device, such as affixing to the electronic device, electromagnetic noise generated from inside and outside the electronic device can be effectively suppressed.
- An electronic apparatus includes the electromagnetic interference suppressor according to the embodiment of the present invention.
- Examples of such electronic devices include portable personal computers such as tablet terminals and notebook personal computers.
- Such an electronic device incorporates an electromagnetic interference suppression member including a magnetic sheet having excellent magnetic properties according to an embodiment of the present invention, and thus has excellent operational stability (noise resistance) even if it is small. Is possible.
- Example 1 A Fe-based alloy composition having the composition shown in Table 1 or 2 is melted, and a soft magnetic material made of a ribbon is produced by a single roll method, or a soft magnetic material (soft magnetic powder) made of a powder by a gas atomizing method. Obtained.
- the glass transition temperature Tg (unit: ° C.), the first crystallization temperature T x1 (unit: ° C.), and the first crystallization temperature T
- Tables 3 and 4 Experiment No. From 2-7 to 2-9, no clear glass transition temperature Tg and second crystallization temperature were observed.
- the soft magnetic powder produced by the gas atomization method was classified to obtain a soft magnetic powder having a particle size in the range of less than 38 ⁇ m and a soft magnetic powder having a particle size in the range of 38 ⁇ m to less than 50 ⁇ m.
- Some of the obtained soft magnetic powders were measured for X-ray diffraction spectra using Co K ⁇ characteristic X-rays. From the obtained X-ray diffraction spectrum, the height of the peak derived from ⁇ -Fe (110) in which 2 ⁇ is in the range of 40 ° to 50 ° is determined, and the ⁇ -Fe crystals The particle size was calculated from Scherrer's equation. The results are shown in Tables 3 and 4.
- the saturation magnetic flux density was measured with a vibrating sample magnetometer (VSM) in a magnetic field of ⁇ 10 to 10 kA / m. Measurement was performed (measuring device: “VSM-5-10” manufactured by Toei Kogyo Co., Ltd.). The results are shown in Table 2.
- the electric / electronic parts using the dust core comprising the soft magnetic powder of the present invention include a power inductor, a booster circuit such as a hybrid vehicle, a reactor used in power generation and substation equipment, a transformer, a choke coil, and a magnetic core for a motor. Etc., and can be suitably used.
- a communication component using a magnetic sheet comprising the Fe-based alloy composition of the present invention can be suitably used as an antenna module for an RFID device of an RFID-related device or a portable communication device.
- Storage recess 40 Connection end 42a ... First bent portion 42b ... Second bent portion 100 ... Mounting substrate 110 ... Land portion 120 ... Solder layer 60 ... RFID device 61 ... RFID tag 62 ... Metal member 63 ... For RFID Magnetic sheet
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Soft Magnetic Materials (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Powder Metallurgy (AREA)
Abstract
ガスアトマイズ法を適用してアモルファス相を主相とする軟磁性材料を形成することが可能なFe基合金組成物として、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなり、下記の条件1から3のいずれかを満たすFe基合金組成物が提供される。 (条件1)79.5原子%≦a≦80.5原子%、1.8原子%≦b≦6×α原子%、0.5原子%≦c≦13.5×α原子%、4.5原子%≦d≦14×α原子%、0原子%≦e≦(1-α)×(b+c+d)、かつ0.8≦α≦1.0 (条件2)80.5原子%≦a≦81.5原子%、1原子%≦b≦4.8×α原子%、4.3原子%≦c≦12×α原子%、6.5原子%≦d≦11×α原子%、0原子%≦e≦(1-α)×(b+c+d)、かつ0.8≦α≦1.0 (条件3)80.5原子%≦a≦81.5原子%、1×α原子%≦b≦2.8×α原子%、2.8×α原子%≦c≦8×α原子%、11×α原子%≦d≦14.5×α原子%、0原子%≦e≦(1-α)×(b+c+d)、かつ0.8≦α≦1.0
Description
本発明は、Fe基合金組成物に関し、詳しくは、軟磁性材料として用いられるFe基合金組成物に関する。また、本発明は、上記のFe基合金組成物からなる軟磁性体粉末、当該軟磁性体粉末を含有する成形部材、上記の成形部材からなる圧粉コア、当該圧粉コアを備える電気・電子部品、当該電気・電子部品を備える電気・電子機器、上記の成形部材からなる磁性シート、当該磁性シートを備える通信部品、当該通信部品を備える通信機器、上記の磁性シートを備える電磁干渉抑制部材および当該電磁干渉部抑制部材を備える電気・電子機器に関する。
優れた磁気特性を有する軟磁性材料として、アモルファス相を有するFe基合金組成物が注目されている。
そのようなFe基合金組成物を用いて形成される圧粉磁心として、例えば、特許文献1には、一般式:(Fe1-aMa)bSicBdXeM’f(原子%)(ただし、上記式においてMはCo及び/又はNiであり、XはC、P、S、Ga、Ge、Snから選ばれる1種類以上の元素であり、M’はNb、W、Ta、Hf、Co,Ti、V、Cr、Mn、Y、Pd、Ruから選ばれる1種類以上の元素であり、a、b、c、d、e、fはそれぞれ0≦a≦50、76≦b≦84、0≦c≦12、8≦d≦18、0.01≦e≦10、0≦f≦10を満たす)により表される組成と不可避不純物からなるアモルファス薄帯に180℃以上かつ350℃以下の温度で脆化のための熱処理を施し、粉砕し、これにより得られた軟磁性体粉末と結着剤を混合して圧粉体とすることを特徴とする圧粉磁心の製造方法が開示されている。
Fe基合金組成物におけるFeの含有量を高めることは、Fe基合金組成物から形成される軟磁性材料の飽和磁束密度Bs(単位:T)を高める観点から好ましい。ところが、軟磁性材料におけるアモルファス相の形成しやすさも、Fe基合金組成物に含有されるFeの含有量に大きく影響を受け、Fe基合金組成物におけるFe含有量が高い場合には、溶湯から固化する際の冷却速度を高めなければ、アモルファス相以外にFeのbcc結晶(α-Fe)が析出しやすくなる。上記の特許文献1では、冷却速度を高めることが比較的容易な急冷薄帯法を適用して製造することが前提となっている。
しかしながら、急冷薄帯法により製造されるアモルファス薄帯から軟磁性体粉末を得ようとする場合には、粉体化のために粉砕工程が必要とされる。この粉砕の程度を厳密に制御することは容易でない。このため、優れた工業的生産性の観点から、アモルファス薄帯から均一性の高い軟磁性体粉末を得ることは容易でない。
これに対し、ガスアトマイズ法は、粉末の形状制御が容易であり、しかも雰囲気を適切に制御することによって、粉末の酸化の程度や腐食の程度をも適切に制御することが可能である。ところが、ガスアトマイズ法は、上記の急冷薄帯法や、水アトマイズ法などに比べると、冷却速度を高めることが容易でない。このため、従来は、ガスアトマイズ法を適用する場合には、軟磁性材料の原料となるFe基合金組成物におけるFeの含有量は、他の製造方法を適用する場合のFe基合金組成物におけるFeの含有量に比べて、低く設定される、具体的には、75原子%程度以下に設定されることが通常であった。
本発明は、Feの含有量が75原子%を超えるような場合、特に、80~81原子%であっても、ガスアトマイズ法を適用して、アモルファス相を主相とする軟磁性材料を形成することが可能な、Fe基合金組成物を提供することを目的とする。本発明は、かかるFe基合金組成物からなる軟磁性体粉末、当該軟磁性体粉末を含有する成形部材、上記の成形部材からなる圧粉コア、当該圧粉コアを備える電気・電子部品、当該電気・電子部品を備える電気・電子機器、上記の成形部材からなる磁性シート、当該磁性シートを備える通信部品、当該通信部品を備える通信機器、上記の磁性シートを備える電磁干渉抑制部材および当該電磁干渉部抑制材を備える電気・電子機器を提供することも目的とする。
本発明者らは、Fe基合金組成物におけるFeの含有量が高いと飽和磁束密度Bsは高くなるがアモルファス相が形成されにくくなることを勘案して、Fe基合金組成物におけるFeの含有量を80~81原子%に設定し、この場合に、どのような元素を添加すれば、アモルファス相の形成のしやすさと、磁気特性を向上させること、特に飽和磁束密度Bsを高めることとを両立できるかについて検討した。かかる検討により完成された発明は次のとおりである。
本発明は、一態様として、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなり、下記の条件1から3のいずれかを満たすことを特徴とするFe基合金組成物を提供する。
(条件1)
79.5原子%≦a≦80.5原子%、
1.8原子%≦b≦6×α原子%、
0.5原子%≦c≦13.5×α原子%、
4.5原子%≦d≦14×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件2)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦4.8×α原子%、
4.3原子%≦c≦12×α原子%、
6.5原子%≦d≦11×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件3)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦2.8×α原子%、
2.8原子%≦c≦8×α原子%、
11原子%≦d≦14.5×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
79.5原子%≦a≦80.5原子%、
1.8原子%≦b≦6×α原子%、
0.5原子%≦c≦13.5×α原子%、
4.5原子%≦d≦14×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件2)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦4.8×α原子%、
4.3原子%≦c≦12×α原子%、
6.5原子%≦d≦11×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件3)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦2.8×α原子%、
2.8原子%≦c≦8×α原子%、
11原子%≦d≦14.5×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
上記のFe基合金組成物に対してガスアトマイズ法を適用した場合であっても、主相をアモルファス相とする軟磁性粉末を製造することが容易となる。
上記の各条件のFe基合金組成物は、下記の2式の少なくとも一方をさらに満たすことが好ましい。
(条件1の場合)
0.038≦a/b≦0.063
0.33≦c/d≦2.0
(条件2の場合)
0.019≦a/b≦0.037
0.4≦c/d≦1.1
(条件3の場合)
0.015≦a/b≦0.023
0.2≦c/d≦0.5
(条件1の場合)
0.038≦a/b≦0.063
0.33≦c/d≦2.0
(条件2の場合)
0.019≦a/b≦0.037
0.4≦c/d≦1.1
(条件3の場合)
0.015≦a/b≦0.023
0.2≦c/d≦0.5
各条件において、上記の2式のいずれか、好ましくは両方を満たすことにより、主相がアモルファスである軟磁性体粉末がFe基合金組成物から得られやすくなる。
本発明は、他の一態様として、上記のFe基合金組成物からなり、主相がアモルファスである軟磁性体粉末を提供する。上記のFe基合金組成物はアモルファス相の形成のしやすさと飽和磁束密度Bsの高まりやすさを適切に両立しているため、急冷薄帯法のような冷却速度が高い方法だけでなく、ガスアトマイズ法が適用されたものであっても、得られた軟磁性体粉末は優れた磁気特性を有することができる。
上記の軟磁性体粉末は、結晶相を有していてもよい。その場合には、CoのKα特性X線を用いて測定された、前記軟磁性体粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値の、α-Feからなる軟磁性粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値に対する比率(単位:%)が、20%以下であることが好ましい。
上記の軟磁性体粉末は、結晶相を有していてもよい。その場合には、CoのKα特性X線を用いて測定されたX線回折スペクトルにおけるα-Fe(110)由来の回折ピークに基づいて、シェラーの式から算出される結晶粒径が600nm以下であることが好ましい。
上記の軟磁性体粉末は、ガスアトマイズ法により製造されてもよい。ガスアトマイズ法により製造された軟磁性体粉末は、形状均一性が高く、表面状態、とくに酸化の程度や腐食の程度を制御することが容易である。
上記の軟磁性体粉末は、メジアン径(D50)が120μm以下であることが好ましい場合がある。
前記軟磁性体粉末は、最長軸の長さの最短軸の長さに対する比が1.5以下である粉末を含んでいてもよい。
前記軟磁性体粉末は、飽和磁束密度が1.4T超であることが好ましい。
本発明は別の一態様として、上記の軟磁性体粉末を含有する成形部材を提供する。
上記の成形部材は結着成分をさらに含有していてもよい。その際、結着成分は樹脂材料に基づく成分を含んでいてもよい。樹脂材料に基づく成分の具体例として、樹脂材料が熱分解して得られる残渣が挙げられる。
本発明は、また別の一態様として、上記の成形部材からなる圧粉コア;その圧粉コア、コイルおよび前記コイルのそれぞれの端部に接続された接続端子を備える電子部品であって、前記圧粉コアの少なくとも一部は、前記接続端子を介して前記コイルに電流を流したときに前記電流により生じた誘導磁界内に位置するように配置されている電気・電子部品;およびその電気・電子部品が実装された電気・電子機器であって、前記電気・電子部品は前記接続端子にて基板に接続されている電気・電子機器を提供する。
本発明は、さらに別の一態様として、電子デバイスの内部および外部からの電磁ノイズを抑制する電磁干渉抑制部材として使用されたり、通信部品の通信を補助するコアとして使用されたりすることが可能な、上記のFe基合金組成物の粉末を含む磁性シートを提供する。また、その磁性シートを備える通信部品であって、前記通信部品はアンテナおよびICチップを備えるタグと金属部材とをさらに備え、前記磁性シートは前記タグと前記金属部材との間に挿入される通信部品;およびその通信部品を備える通信機器を提供する。さらに、上記の磁性シートを備える電磁干渉抑制部材およびその電磁干渉抑制部材を備える電気・電子機器を提供する。
本発明によれば、ガスアトマイズ法を用いても優れた磁気特性を有する軟磁性体粉末を製造可能なFe基合金組成物が提供される。また、本発明によれば、上記のFe基合金組成物からなる、優れた磁気特性を有する軟磁性体粉末、当該軟磁性体粉末を含有する成形部材、上記の成形部材からなる圧粉コア、当該圧粉コアを備える電気・電子部品、当該電気・電子部品を備える電気・電子機器、上記の成形部材からなる磁性シート、当該磁性シートを備える通信部品、当該通信部品を備える通信機器、上記の磁性シートを備える電磁干渉抑制部材および当該電磁干渉部抑制材を備える電気・電子機器も提供される。
以下、本発明の実施形態について詳しく説明する。
1.Fe基合金組成物
(第一の実施形態)
本発明の第一の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
79.5原子%≦a≦80.5原子%、
1.8原子%≦b≦6×α原子%、
0.5原子%≦c≦13.5×α原子%、
4.5原子%≦d≦14×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(第一の実施形態)
本発明の第一の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
79.5原子%≦a≦80.5原子%、
1.8原子%≦b≦6×α原子%、
0.5原子%≦c≦13.5×α原子%、
4.5原子%≦d≦14×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
以下、各成分元素について説明する。本実施形態に係るFe基合金組成物は、下記の成分以外に、不可避的不純物を含有していてもよい。
(1)Si:1.8原子%以上6原子%以下
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1.8原子%以上6原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、2.5原子%以上5.5原子%以下とすることが好ましく、3原子%以上5原子%以下とすることがより好ましい。
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1.8原子%以上6原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、2.5原子%以上5.5原子%以下とすることが好ましく、3原子%以上5原子%以下とすることがより好ましい。
Siの添加量のFeの含有量に対する比率は0.038以上0.063以下であること、すなわち、上記組成式に基づけば0.038≦a/b≦0.063であることが好ましい。Siの添加量とFeの含有量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(2)B:0.5原子%以上13.5原子%以下
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、0.5原子%以上13.5原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、2原子%以上12原子%以下とすることが好ましく、3原子%以上11.4原子%以下とすることがより好ましい。
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、0.5原子%以上13.5原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、2原子%以上12原子%以下とすることが好ましく、3原子%以上11.4原子%以下とすることがより好ましい。
Bの添加量のPの添加量に対する比率は0.33以上2.0以下であること、すなわち、上記組成式に基づけば0.33≦c/d≦2.0であることが好ましい。Bの添加量とPの添加量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(3)P:4.5原子%以上14原子%以下
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、4.5原子%以上14原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、5原子%以上13原子%以下とすることが好ましく、5.7原子%以上12原子%以下とすることがより好ましい。
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、4.5原子%以上14原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、5原子%以上13原子%以下とすることが好ましく、5.7原子%以上12原子%以下とすることがより好ましい。
(4)X:任意添加元素
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を80.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を80.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
以下、任意添加元素Xのうち主要なものについて説明する。任意添加元素Xの添加量が過度に高い場合には、上記の3添加元素(Si,B,P)の添加量が相対的に低下して、これらの元素を添加したことに基づく利益を享受しにくくなることもある。任意添加元素Xの添加量の上限は、この点を考慮して設定される。
Coは、キュリー温度Tcを高めることや、飽和磁化Ms(単位:T)を高めることが可能である。したがって、Fe基合金組成物がCoを含有する場合には、Coの添加量を、0.5原子%以上とすることが好ましい。
Crは、Fe基合金組成物から形成された軟磁性材料に不動態化酸化皮膜を形成することが可能である。また、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることも可能である。したがって、Fe基合金組成物がCrを含有する場合には、Crの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がCrを含有する場合には、Crの添加量を2原子%以下とすることが好ましい。特に、Fe基軟磁性合金から軟磁性材料を形成するにあたり、水アトマイズ法を適用する場合には、形成された軟磁性体粉末の表面が酸化したり腐食されたりしやすいため、Fe基合金組成物はCrを含有することが好ましい。
Nbは、Crと同様に、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNbを含有する場合には、Nbの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がNbを含有する場合には、Nbの添加量を2原子%以下とすることが好ましい。
Niは、Fe基合金組成物から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNiを含有する場合には、Niの添加量を、0.5原子%以上とすることが好ましい。
Cuは、アモルファス形成能を有する。また、Fe基合金組成物から形成された軟磁性材料をナノ結晶含有材料とする場合には、Fe基合金組成物にCuを含有させることにより、軟磁性材料内にナノ結晶が生成しやすくなる。その一方で、Fe基合金組成物がCuを過度に含有すると、Fe基合金組成物から形成された軟磁性材料のアモルファス相が非均質となりやすい。このため、軟磁性材料を熱処理して軟磁性材料内にナノ結晶を適切に生成させることが困難となる場合もある。したがって、Fe基合金組成物がCuを含有する場合には、Cuの添加量を、0原子%以上0.4原子%以下とすることが好ましく、0.05原子%以上0.3原子%以下とすることがより好ましく、0.1原子%以上0.2原子%以下とすることが特に好ましい。
Cは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。したがって、Fe基合金組成物がCを含有する場合には、Cの添加量を、0.01原子%以上とすることが好ましく、0.1原子%以上とすることがより好ましい。
前述の3添加元素(Si,B,P)を含有させたことに基づく利益を享受することと、任意添加元素Xを含有させたことに基づく利益を享受することとのバランスを考慮して、上記式におけるαは設定される。αは、0.85以上とすることが好ましい場合があり、0.9以上とすることがより好ましい場合があり、0.95以上とすることが特に好ましい場合がある。
(第二の実施形態)
本発明の第二の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
80.5原子%≦a≦81.5原子%、
1原子%≦b≦4.8×α原子%、
4.3原子%≦c≦12×α原子%、
6.5原子%≦d≦11×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
本発明の第二の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
80.5原子%≦a≦81.5原子%、
1原子%≦b≦4.8×α原子%、
4.3原子%≦c≦12×α原子%、
6.5原子%≦d≦11×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
以下、各成分元素について説明する。本実施形態に係るFe基合金組成物は、下記の成分以外に、不可避的不純物を含有していてもよい。
(1)Si:1原子%以上4.8原子%以下
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1原子%以上4.8原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、1.5原子%以上4原子%以下とすることが好ましく、1.5原子%以上3原子%以下とすることがより好ましい。
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1原子%以上4.8原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、1.5原子%以上4原子%以下とすることが好ましく、1.5原子%以上3原子%以下とすることがより好ましい。
Siの添加量のFeの含有量に対する比率は0.019以上0.037以下であること、すなわち、上記組成式に基づけば0.019≦a/b≦0.037であることが好ましい。Siの添加量とFeの含有量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(2)B:4.3原子%以上12原子%以下
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、4.3原子%以上12原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、5原子%以上10原子%以下とすることが好ましく、6原子%以上8原子%以下とすることがより好ましい。
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、4.3原子%以上12原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、5原子%以上10原子%以下とすることが好ましく、6原子%以上8原子%以下とすることがより好ましい。
Bの添加量のPの添加量に対する比率は0.4以上1.1以下であること、すなわち、上記組成式に基づけば0.4≦c/d≦1.1であることが好ましい。Bの添加量とPの添加量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(3)P:6.5原子%以上11原子%以下
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、6.5原子%以上11原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、7原子%以上11原子%以下とすることが好ましく、8原子%以上11原子%以下とすることがより好ましい。
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、6.5原子%以上11原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、7原子%以上11原子%以下とすることが好ましく、8原子%以上11原子%以下とすることがより好ましい。
(4)X:任意添加元素
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を81.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を81.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
以下、任意添加元素Xのうち主要なものについて説明する。任意添加元素Xの添加量が過度に高い場合には、上記の3添加元素(Si,B,P)の添加量が相対的に低下して、これらの元素を添加したことに基づく利益を享受しにくくなることもある。任意添加元素Xの添加量の上限は、この点を考慮して設定される。
Coは、キュリー温度Tcを高めることや、飽和磁化Ms(単位:T)を高めることが可能である。したがって、Fe基合金組成物がCoを含有する場合には、Coの添加量を、0.5原子%以上とすることが好ましい。
Crは、Fe基合金組成物から形成された軟磁性材料に不動態化酸化皮膜を形成することが可能である。また、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることも可能である。したがって、Fe基合金組成物がCrを含有する場合には、Crの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がCrを含有する場合には、Crの添加量を2原子%以下とすることが好ましい。特に、Fe基軟磁性合金から軟磁性材料を形成するにあたり、水アトマイズ法を適用する場合には、形成された軟磁性体粉末の表面が酸化したり腐食されたりしやすいため、Fe基合金組成物はCrを含有することが好ましい。
Nbは、Crと同様に、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNbを含有する場合には、Nbの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がNbを含有する場合には、Nbの添加量を2原子%以下とすることが好ましい。
Niは、Fe基合金組成物から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNiを含有する場合には、Niの添加量を、0.5原子%以上とすることが好ましい。
Cuは、アモルファス形成能を有する。また、Fe基合金組成物から形成された軟磁性材料をナノ結晶含有材料とする場合には、Fe基合金組成物にCuを含有させることにより、軟磁性材料内にナノ結晶が生成しやすくなる。その一方で、Fe基合金組成物がCuを過度に含有すると、Fe基合金組成物から形成された軟磁性材料のアモルファス相が非均質となりやすい。このため、軟磁性材料を熱処理して軟磁性材料内にナノ結晶を適切に生成させることが困難となる場合もある。したがって、Fe基合金組成物がCuを含有する場合には、Cuの添加量を、0原子%以上0.4原子%以下とすることが好ましく、0.05原子%以上0.3原子%以下とすることがより好ましく、0.1原子%以上0.2原子%以下とすることが特に好ましい。
Cは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。したがって、Fe基合金組成物がCを含有する場合には、Cの添加量を、0.01原子%以上とすることが好ましく、0.1原子%以上とすることがより好ましい。
前述の3添加元素(Si,B,P)を含有させたことに基づく利益を享受することと、任意添加元素Xを含有させたことに基づく利益を享受することとのバランスを考慮して、上記式におけるαは設定される。αは、0.85以上とすることが好ましい場合があり、0.9以上とすることがより好ましい場合があり、0.95以上とすることが特に好ましい場合がある。
(第三の実施形態)
本発明の第三の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
80.5原子%≦a≦81.5原子%、
1原子%≦b≦2.8×α原子%、
2.8原子%≦c≦8×α原子%、
11原子%≦d≦14.5×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
本発明の第三の実施形態に係るFe基合金組成物の組成は、組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、下記式を満たす。Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる。
80.5原子%≦a≦81.5原子%、
1原子%≦b≦2.8×α原子%、
2.8原子%≦c≦8×α原子%、
11原子%≦d≦14.5×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
以下、各成分元素について説明する。本実施形態に係るFe基合金組成物は、下記の成分以外に、不可避的不純物を含有していてもよい。
(1)Si:1原子%以上2.8原子%以下
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1原子%以上2.8原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、1.2原子%以上2.5原子%以下とすることが好ましく、1.5原子%以上2原子%以下とすることがより好ましい。
Siは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にSiを過度に添加すると、逆に軟磁性材料中にアモルファス相が形成されることを困難とし、軟磁性材料の磁気特性を低下させる傾向を示すこともある。したがって、Fe基合金組成物におけるSiの添加量は、1原子%以上2.8原子%以下とされる。磁気特性に与える影響を抑えつつアモルファス形成能を高めることをより安定的に実現させる観点から、Fe基合金組成物におけるSiの添加量を、1.2原子%以上2.5原子%以下とすることが好ましく、1.5原子%以上2原子%以下とすることがより好ましい。
Siの添加量のFeの含有量に対する比率は0.015以上0.023以下であること、すなわち、上記組成式に基づけば0.015≦a/b≦0.023であることが好ましい。Siの添加量とFeの含有量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(2)B:2.8原子%以上8原子%以下
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、2.8原子%以上8原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、3.5原子%以上7原子%以下とすることが好ましく、5原子%以上6.6原子%以下とすることがより好ましい。
Bは優れたアモルファス形成能を有する。しかしながら、Fe基合金組成物内にBを過度に添加させると、Fe基合金組成物から形成された軟磁性材料の第1結晶化温度Tx1(単位:℃)と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)が小さくなる傾向がみられる場合があり、この場合には、軟磁性材料の熱処理条件範囲が狭くなったり、熱処理後の軟磁性材料の組織の均一性が低下しやすくなったりする。したがって、Fe基合金組成物におけるBの添加量は、2.8原子%以上8原子%以下とされる。ΔTを適切な大きさに確保しつつアモルファス形成能を適切に発揮させる観点から、Fe基合金組成物におけるBの添加量を、3.5原子%以上7原子%以下とすることが好ましく、5原子%以上6.6原子%以下とすることがより好ましい。
Bの添加量のPの添加量に対する比率は0.2以上0.5以下であること、すなわち、上記組成式に基づけば0.2≦c/d≦0.5であることが好ましい。Bの添加量とPの添加量とが上記の関係を満たすことにより、磁気特性に与える影響を抑えつつアモルファス形成能を高めることがより安定的に実現される。
(3)P:11原子%以上14.5原子%以下
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、11原子%以上14.5原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、11原子%以上13.5原子%以下とすることが好ましく、11原子%以上12.5原子%以下とすることがより好ましい。
Pはアモルファス形成元素であり、Fe基合金組成物の主相をアモルファス相とすることに寄与する。また、Fe基合金組成物の融点Tm(単位:℃)を低下させることにも寄与する。Fe基合金組成物の融点Tmが低いことは、Fe基合金組成物の溶湯から軟磁性材料を製造する際の溶湯の粘度を低下させることが可能であることを意味する。したがって、ガスアトマイズ法のようなアトマイズプロセスを含む製造方法で粉末状の軟磁性材料を製造する際に、球状の粉末が得られやすくなる。しかしながら、Fe基合金組成物内にPを過度に添加すると、軟磁性材料の飽和磁束密度Bsが低下して、その磁気特性を低下させる傾向を示すこともある。さらに、一方、Fe基合金組成物内におけるP添加量が過大であると、軟磁性材料の脆性が促進される、キュリー温度Tc(単位:℃)が低下する、熱的安定性が低下する、アモルファス形成能が低下するといった現象がみられる可能性もある。したがって、Fe基合金組成物におけるPの添加量は、11原子%以上14.5原子%以下とされる。Fe基合金組成物にPを添加したことに基づく利益を享受することをより安定的に実現させる観点から、Fe基合金組成物におけるPの添加量を、11原子%以上13.5原子%以下とすることが好ましく、11原子%以上12.5原子%以下とすることがより好ましい。
(4)X:任意添加元素
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を81.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
本実施形態に係るFe基合金組成物は、上記の3添加元素(Si,B,P)に加えて、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなる任意添加元素Xを添加してもよい。任意添加元素Xは、上記の3添加元素(Si,B,P)の添加量の総和の一部を置き換えることにより添加すればよい。すなわち、下記式のように、Fe基合金組成物のFeの含有量を81.0±0.5原子%に固定して、主要な残部である3添加元素(Si,B,P)の添加量の総和の一部を置き換えて、上記の任意添加元素Xを添加すればよい。
e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
前述のように、本実施形態に係るFe基合金組成物の組成式は、FeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表される。
以下、任意添加元素Xのうち主要なものについて説明する。任意添加元素Xの添加量が過度に高い場合には、上記の3添加元素(Si,B,P)の添加量が相対的に低下して、これらの元素を添加したことに基づく利益を享受しにくくなることもある。任意添加元素Xの添加量の上限は、この点を考慮して設定される。
Coは、キュリー温度Tcを高めることや、飽和磁化Ms(単位:T)を高めることが可能である。したがって、Fe基合金組成物がCoを含有する場合には、Coの添加量を、0.5原子%以上とすることが好ましい。
Crは、Fe基合金組成物から形成された軟磁性材料に不動態化酸化皮膜を形成することが可能である。また、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることも可能である。したがって、Fe基合金組成物がCrを含有する場合には、Crの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がCrを含有する場合には、Crの添加量を2原子%以下とすることが好ましい。特に、Fe基軟磁性合金から軟磁性材料を形成するにあたり、水アトマイズ法を適用する場合には、形成された軟磁性体粉末の表面が酸化したり腐食されたりしやすいため、Fe基合金組成物はCrを含有することが好ましい。
Nbは、Crと同様に、Fe基軟磁性合金から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNbを含有する場合には、Nbの添加量を、0.5原子%以上とすることが好ましい。Fe基合金組成物がNbを含有する場合には、Nbの添加量を2原子%以下とすることが好ましい。
Niは、Fe基合金組成物から形成された軟磁性材料の耐食性を向上させることができる。したがって、Fe基合金組成物がNiを含有する場合には、Niの添加量を、0.5原子%以上とすることが好ましい。
Cuは、アモルファス形成能を有する。また、Fe基合金組成物から形成された軟磁性材料をナノ結晶含有材料とする場合には、Fe基合金組成物にCuを含有させることにより、軟磁性材料内にナノ結晶が生成しやすくなる。その一方で、Fe基合金組成物がCuを過度に含有すると、Fe基合金組成物から形成された軟磁性材料のアモルファス相が非均質となりやすい。このため、軟磁性材料を熱処理して軟磁性材料内にナノ結晶を適切に生成させることが困難となる場合もある。したがって、Fe基合金組成物がCuを含有する場合には、Cuの添加量を、0原子%以上0.4原子%以下とすることが好ましく、0.05原子%以上0.3原子%以下とすることがより好ましく、0.1原子%以上0.2原子%以下とすることが特に好ましい。
Cは、Fe基合金組成物の熱的安定性を高め、優れたアモルファス形成能を有する。したがって、Fe基合金組成物がCを含有する場合には、Cの添加量を、0.01原子%以上とすることが好ましく、0.1原子%以上とすることがより好ましい。
前述の3添加元素(Si,B,P)を含有させたことに基づく利益を享受することと、任意添加元素Xを含有させたことに基づく利益を享受することとのバランスを考慮して、上記式におけるαは設定される。αは、0.85以上とすることが好ましい場合があり、0.9以上とすることがより好ましい場合があり、0.95以上とすることが特に好ましい場合がある。
2.軟磁性体粉末
本発明の一実施形態に係る軟磁性体粉末は、上記の本発明の第一実施形態から第三実施形態のいずれかに係るFe基合金組成物からなり、主相がアモルファスである。本明細書において、「主相がアモルファスである」とは、軟磁性体粉末の組織において、アモルファス相が最も体積分率が高いことを意味する。
本発明の一実施形態に係る軟磁性体粉末は、上記の本発明の第一実施形態から第三実施形態のいずれかに係るFe基合金組成物からなり、主相がアモルファスである。本明細書において、「主相がアモルファスである」とは、軟磁性体粉末の組織において、アモルファス相が最も体積分率が高いことを意味する。
上記の本発明の第一実施形態から第三実施形態のいずれかに係るFe基合金組成物から本発明の一実施形態に係る軟磁性体粉末を製造する方法は限定されない。主相がアモルファスである軟磁性体粉末を得ることを容易にする観点から、ガスアトマイズ法、水アトマイズ法等のアトマイズ法、単ロール法、双ロール法等の急冷薄帯法などにより製造することが好ましい。こうした製造方法の一例として、ガスアトマイズ法について図1を参照しつつ説明する。
図1は、ガスアトマイズ法による合金粉末の製造に好適に用いられる高圧ガス噴霧装置の一例を示す断面模式図である。この高圧ガス噴霧装置101は、溶湯るつぼ102と、ガス噴霧器103と、チャンバー104とを主体として構成されている。溶湯るつぼ102の内部には合金溶湯105が充填されている。また溶湯るつぼ102には加熱手段たるコイル102aが備えられており、合金溶湯105を加熱して溶融状態に保つように構成されている。そして、溶湯るつぼ102の底部には溶湯ノズル106が設けられており、合金溶湯105は溶湯ノズル106からチャンバー104の内部に向けて滴下されるか、若しくは溶湯るつぼ102内に不活性ガスを加圧状態で導入して合金溶湯105を溶湯ノズル106から噴出させる。
ガス噴霧器103は溶湯るつぼ102の下側に配設されている。このガス噴霧器103にはAr、窒素等の不活性ガスの導入流路107と、この導入流路107の先端部であるガス噴射ノズル108とが設けられている。不活性ガスは、図示しない加圧手段によってあらかじめ2~15MPa程度に加圧されており、導入流路107によってガス噴射ノズル108まで導かれ、このノズル108からチャンバー104内部へガス流gとなって噴出される。
チャンバー104の内部には、ガス噴霧器103から噴出される不活性ガスと同種の不活性ガスが充填されている。チャンバー104内部の圧力は70~100kPa程度に保たれており、また温度は室温程度に保たれている。
軟磁性体粉末を製造するには、まず、溶湯るつぼ102に充填された合金溶湯105を溶湯ノズル106からチャンバー104内に滴下する。同時に、ガス噴霧器103のガス噴射ノズル108から不活性ガスを噴射する。噴射された不活性ガスは、ガス流gとなって滴下された溶湯まで達し、噴霧点pにおいて溶湯に衝突して溶湯を霧化する。霧状にされた合金溶湯はチャンバー104内で急冷凝固し、アモルファス相を主相とする略球状の粒子となってチャンバー104の底部に堆積する。このようにして軟磁性体粉末が得られる。
軟磁性体粉末の粒径は、噴出する不活性ガスの圧力、溶湯の滴下速度、溶湯ノズル106の内径等により調整することができ、数μm~百数十μmの粒径のものを得ることができる。
本発明の一実施形態に係る軟磁性体粉末の粒径は限定されない。かかる粒径を、メジアン径D50(レーザー回折散乱法により測定された軟磁性体粉末の粒径の体積分布における体積累積値が50%のときの粒径)により規定すれば、当該メジアン径D50は1μmから120μmの範囲内であることが好ましい。軟磁性体粉末の取扱い性を高める観点、成形部材における軟磁性体粉末の充填密度を高める観点などから、軟磁性体粉末のメジアン径D50は、2μm以上106μm以下とすることが好ましく、3μm以上53μm以下とすることがより好ましく、4μm以上38μm以下とすることが特に好ましい。
本発明の一実施形態に係る軟磁性体粉末の形状は限定されない。軟磁性体粉末の形状は球状であってもよいし非球状であってもよい。非球状である場合には、鱗片状、楕円球状、液滴状、針状といった形状異方性を有する形状であってもよいし、特段の形状異方性を有しない不定形であってもよい。
本発明の一実施形態に係る軟磁性体粉末の形状は、軟磁性体粉末を製造する段階で得られた形状であってもよいし、製造された粉末を二次加工することにより得られた形状であってもよい。前者の形状としては、球状、楕円球状、液滴状、針状などが例示され、軟磁性体粉末の製造方法として上記のガスアトマイズ法が例示される。後者の形状としては、扁平形状、鱗片状が例示され、軟磁性体粉末の二次加工方法としてアトライタ等による扁平加工が例示される。
本発明の一実施形態に係る軟磁性体粉末の形状は、最長軸の長さの最短軸の長さに対する比が1.5以下である粉末を含むことが好ましい場合がある。上記比が1に近いほど、軟磁性体粉末の形状は、球体に近づく。球体に近い形状を有していることが有利な場合には、上記比は、1.3以下であることが好ましく、1.1以下であることがより好ましい。
本発明の一実施形態に係る軟磁性体粉末の飽和磁束密度Bsは、1.4T超であることが好ましく、1.5T以上であることがより好ましい。軟磁性体粉末の飽和磁束密度Bsの上限は設定されず、高ければ高いほどよい。
本発明の一実施形態に係る軟磁性体粉末は結晶相を有していてもよい。この場合において、CoのKα特性X線を用いて測定された、本発明の一実施形態に係る軟磁性体粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値I1の、α-Feからなる軟磁性粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値I0に対する比率I1/I0(結晶化度)が、20%以下であることが好ましい。結晶化度が20%以下であることにより、軟磁性体粉末のアモルファス性を高めることが可能となる。本発明の一実施形態に係る軟磁性体粉末のアモルファス性を高めることをより安定的に実現させる観点から、結晶化度は、17.5%以下であることが好ましく、15%以下であることがより好ましく、12.5%以下であることが特に好ましい。
本発明の一実施形態に係るFe基合金組成物が結晶相を有する場合において、本発明の一実施形態に係る軟磁性体粉末内のα-Fe結晶の粒径はX線回折スペクトルから見積もることが可能である。本発明の一実施形態に係る軟磁性体粉末内のα-Feの結晶の粒径D(単位:nm、本明細書において「結晶粒径D」と略記することもある。)は、CoのKα特性X線を用いて測定されたX線回折スペクトルにおける、2θ=100°付近(98°から102°の範囲)のα-Fe由来の回折ピークに基づいて下記式(i)に示されるシェラーの式から算出した値とする。
D=Kλ/(βcosθ) (i)
ここで、Kは定数であって0.9、λはCoのKα特性X線の波長(1.79Å)、βは2θ=100°付近のα-Fe由来の回折ピークの半値全幅(単位:ラジアン)、θはブラッグ角(単位:°)である。
D=Kλ/(βcosθ) (i)
ここで、Kは定数であって0.9、λはCoのKα特性X線の波長(1.79Å)、βは2θ=100°付近のα-Fe由来の回折ピークの半値全幅(単位:ラジアン)、θはブラッグ角(単位:°)である。
本発明の一実施形態に係る軟磁性体粉末内のα-Feの結晶の粒径は、上記式(i)から求められる結晶粒径Dとして、600nm以下であることが好ましい。結晶粒径Dが600nm以下であることにより、軟磁性体粉末のアモルファス性を高めることが可能となる。本発明の一実施形態に係る軟磁性体粉末のアモルファス性を高めることをより安定的に実現させる観点から、結晶粒径Dは400nm以下であることが好ましく、300nm以下であることがより好ましく、200nm以下であることがさらに好ましく、100nm以下であることが特に好ましい。
3.成形部材
本発明の一実施形態に係るFe軟磁性体粉末を備える部材の形態は限定されない。磁気特性に優れる部材を効率的に製造できることから、本発明の一実施形態に係る軟磁性体粉末を含有する成形部材であることが好ましい。かかる成形部材は、軟磁性体粉末を含む材料を成形する工程を経て製造された成形部材であることにより得られる。上記の成形が行われる際に、軟磁性体粉末が含有するFe基合金組成物は、α-Feの結晶が析出していてもよいし、α-Feの結晶が析出していなくてもよい。α-Feの結晶が析出していない場合には、その後熱処理を行って軟磁性体粉末内にα-Feの結晶を析出させればよい。
本発明の一実施形態に係るFe軟磁性体粉末を備える部材の形態は限定されない。磁気特性に優れる部材を効率的に製造できることから、本発明の一実施形態に係る軟磁性体粉末を含有する成形部材であることが好ましい。かかる成形部材は、軟磁性体粉末を含む材料を成形する工程を経て製造された成形部材であることにより得られる。上記の成形が行われる際に、軟磁性体粉末が含有するFe基合金組成物は、α-Feの結晶が析出していてもよいし、α-Feの結晶が析出していなくてもよい。α-Feの結晶が析出していない場合には、その後熱処理を行って軟磁性体粉末内にα-Feの結晶を析出させればよい。
本発明の一実施形態に係る成形部材における軟磁性体粉末の含有量は限定されない。成形部材が所望の磁気特性を有するように適宜設定される。
本発明の一実施形態に係る成形部材は結着成分を含有していてもよい。結着成分は、軟磁性体粉末同士または軟磁性体粉末と他の材料とを固定するために用いられる材料であり、この目的が果たされる限り、結着成分の組成は限定されない。
結着成分を構成する材料として、樹脂材料および樹脂材料の熱分解残渣(本明細書において、これらを「樹脂材料に基づく成分」と総称する。)などの有機系の材料、無機系の材料などが例示される。樹脂材料として、アクリル樹脂、シリコーン樹脂、ポリプロピレン、塩素化ポリエチレン、ポリエチレン、エチレン・プロピレン・ジエン・ターポリマ(EPDM)、クロロプレン、ポリウレタン、塩化ビニル、飽和ポリエステル、ニトリル樹脂、エポキシ樹脂、フェノール樹脂、尿素樹脂、メラミン樹脂などが例示される。無機系の材料からなる結着成分は水ガラスなどガラス系材料が例示される。結着成分は一種類の材料から構成されていてもよいし、複数の材料から構成されていてもよい。結着成分は有機系の材料と無機系の材料との混合体であってもよい。結着成分として、通常、絶縁性の材料が使用される。これにより、成形部材の絶縁性を高めることが可能となる。
成形部材は、リン酸エステル、赤燐、三酸化アンチモン、カーボンブラック、水酸化マグネシウム、水酸化アルミニウム、ヘキサブロモベンゼン、メラミン誘導体、臭素系、塩素系、白金系等の難燃剤をさらに含有していてもよい。
成形部材の具体的な形状は限定されない。用途に合わせて適宜設定される。凹凸を有する三次元的な形状を有していてもよいし、二次元的なシート状の形状を有していてもよい。三次元的な形状を有する成形部材の具体例の一つに、図2に示される圧粉コアが挙げられる。
4.成形部材の製造方法
上記の本発明の一実施形態に係る成形部材の製造方法は限定されない。次に説明する方法により製造すれば、本発明の一実施形態に係る成形部材を効率的に製造することができる。
上記の本発明の一実施形態に係る成形部材の製造方法は限定されない。次に説明する方法により製造すれば、本発明の一実施形態に係る成形部材を効率的に製造することができる。
本発明の一実施形態に係る成形部材の製造方法は、次に説明する成形工程および必要に応じ行われる熱処理工程を備える。熱処理工程と成形工程との実施タイミングの前後関係は限定されない。成形部材の種類に応じて適宜設定される。
(1)成形工程
成形工程では、熱処理工程を経る前の軟磁性体粉末、すなわち、前述の組成を有しアモルファスを主相とする軟磁性体粉末、または熱処理工程を経た後の軟磁性体粉末、すなわち、α-Feの結晶が析出した軟磁性体粉末、および上記の結着成分を与える成分を含有する混合組成物を成形する。成形方法は限定されず、成形部材の形状等に応じて適宜設定される。
成形工程では、熱処理工程を経る前の軟磁性体粉末、すなわち、前述の組成を有しアモルファスを主相とする軟磁性体粉末、または熱処理工程を経た後の軟磁性体粉末、すなわち、α-Feの結晶が析出した軟磁性体粉末、および上記の結着成分を与える成分を含有する混合組成物を成形する。成形方法は限定されず、成形部材の形状等に応じて適宜設定される。
以下、成形部材が圧粉成形体である場合、および成形部材がシート状成形部材である場合を具体例として、成形工程および熱処理工程について説明する。
(2)圧粉成形体
成形部材が圧粉成形体である場合には、成形工程の後に熱処理工程が行われてもよい。成形工程では、アモルファスを主相とする軟磁性体粉末を含む混合組成物を加圧成形して成形製造物を得る。そして、必要に応じて行われる熱処理工程では成形製造物が含む軟磁性体粉末を加熱して、α-Feの結晶が析出したFe基合金組成物の粉末を含む圧粉成形体を得る。
成形部材が圧粉成形体である場合には、成形工程の後に熱処理工程が行われてもよい。成形工程では、アモルファスを主相とする軟磁性体粉末を含む混合組成物を加圧成形して成形製造物を得る。そして、必要に応じて行われる熱処理工程では成形製造物が含む軟磁性体粉末を加熱して、α-Feの結晶が析出したFe基合金組成物の粉末を含む圧粉成形体を得る。
圧粉成形体を製造する場合には、混合組成物が含有する結着成分を与える成分は、熱処理工程を経ることによって結着成分を形成するものであって、樹脂材料などの有機系材料、水ガラスなどの無機系の材料などが例示される。
加圧成形における加圧条件は限定されず、混合組成物が含有する結着成分を与える成分の組成などに基づき適宜決定される。例えば、結着成分を与える成分が熱硬化性の樹脂を含有する場合には、加圧とともに加熱して、金型内で樹脂の硬化反応を進行させることが好ましい。一方、圧縮成形の場合には、加圧力が高いものの、加熱は必要条件とならず、短時間の加圧となる。
以下、混合組成物が造粒粉であって、圧縮成形を行う場合について、やや詳しく説明する。造粒粉は取り扱い性に優れるため、成形時間が短く生産性に優れ、成形工程の作業性を向上させることができる。
(2-1)造粒粉
造粒粉は、軟磁性体粉末および結着成分を与える成分を含有する。造粒粉における結着成分を与える成分の含有量は特に限定されない。かかる含有量が過度に低い場合には、結着成分を与える成分が軟磁性体粉末を保持しにくくなる。また、結着成分を与える成分の含有量が過度に低い場合には、熱処理工程を経て得られた圧粉成形体中で、結着成分を与える成分の熱分解残渣からなる結着成分が、複数の軟磁性体粉末を互いに他から絶縁しにくくなる。一方、上記の結着成分を与える成分の含有量が過度に高い場合には、熱処理工程を経て得られた圧粉成形部材に含有される結着成分の含有量が高くなりやすい。圧粉成形部材中の結着成分の含有量が高くなると、圧粉成形体の磁気特性が低下しやすくなる。それゆえ、造粒粉中の結着成分を与える成分の含有量は、造粒粉全体に対して、0.5質量%以上5.0質量%以下となる量にすることが好ましい。圧粉成形体の磁気特性が低下する可能性をより安定的に低減させる観点から、造粒粉中の結着成分を与える成分の含有量は、造粒粉全体に対して、1.0質量%以上3.5質量%以下となる量にすることが好ましく、1.2質量%以上3.0質量%以下となる量にすることがより好ましい。
造粒粉は、軟磁性体粉末および結着成分を与える成分を含有する。造粒粉における結着成分を与える成分の含有量は特に限定されない。かかる含有量が過度に低い場合には、結着成分を与える成分が軟磁性体粉末を保持しにくくなる。また、結着成分を与える成分の含有量が過度に低い場合には、熱処理工程を経て得られた圧粉成形体中で、結着成分を与える成分の熱分解残渣からなる結着成分が、複数の軟磁性体粉末を互いに他から絶縁しにくくなる。一方、上記の結着成分を与える成分の含有量が過度に高い場合には、熱処理工程を経て得られた圧粉成形部材に含有される結着成分の含有量が高くなりやすい。圧粉成形部材中の結着成分の含有量が高くなると、圧粉成形体の磁気特性が低下しやすくなる。それゆえ、造粒粉中の結着成分を与える成分の含有量は、造粒粉全体に対して、0.5質量%以上5.0質量%以下となる量にすることが好ましい。圧粉成形体の磁気特性が低下する可能性をより安定的に低減させる観点から、造粒粉中の結着成分を与える成分の含有量は、造粒粉全体に対して、1.0質量%以上3.5質量%以下となる量にすることが好ましく、1.2質量%以上3.0質量%以下となる量にすることがより好ましい。
造粒粉は、上記の軟磁性体粉末および結着成分を与える成分以外の材料を含有してもよい。そのような材料として、潤滑剤、カップリング剤、絶縁性のフィラー、難燃剤などが例示される。潤滑剤を含有させる場合において、その種類は特に限定されない。有機系の潤滑剤であってもよいし、無機系の潤滑剤であってもよい。有機系の潤滑剤の具体例として、ステアリン酸亜鉛、ステアリン酸アルミニウムなどの金属石鹸が挙げられる。こうした有機系の潤滑剤は、熱処理工程が行われた場合には気化し、圧粉成形体にはほとんど残留していないと考えられる。
造粒粉の製造方法は特に限定されない。上記の造粒粉を与える成分をそのまま混錬し、得られた混練物を公知の方法で粉砕するなどして造粒粉を得てもよいし、上記の成分に分散媒(水が一例として挙げられる。)を添加してなるスラリーを調製し、このスラリーを乾燥させて粉砕することにより造粒粉を得てもよい。粉砕後にふるい分けや分級を行って、造粒粉の粒度分布を制御してもよい。
上記のスラリーから造粒粉を得る方法の一例として、スプレードライヤーを用いる方法が挙げられる。図3に示されるように、スプレードライヤー装置200内には回転子201が設けられ、装置上部からスラリーSを回転子201に向けて注入する。回転子201は所定の回転数により回転しており、装置200内部のチャンバーにてスラリーSを遠心力により小滴状として噴霧する。さらに装置200内部のチャンバーに熱風を導入し、これにより小滴状のスラリーSに含有される分散媒(水)を、小滴形状を維持したまま揮発させる。その結果、スラリーSから造粒粉Pが形成される。この造粒粉Pを装置200の下部から回収する。回転子201の回転数、スプレードライヤー装置200内に導入する熱風温度、チャンバー下部の温度など各パラメータは適宜設定すればよい。これらのパラメータの設定範囲の具体例として、回転子201の回転数として4000~6000rpm、スプレードライヤー装置200内に導入する熱風温度として130~170℃、チャンバー下部の温度として80~90℃が挙げられる。またチャンバー内の雰囲気およびその圧力も適宜設定すればよい。一例として、チャンバー内をエアー(空気)雰囲気として、その圧力を2mmH2O(約0.02kPa)とすることが挙げられる。得られた造粒粉Pの粒度分布をふるい分けなどによりさらに制御してもよい。
(2-2)加圧条件
圧縮成形における加圧条件は特に限定されない。造粒粉の組成、成形製造物の形状などを考慮して適宜設定すればよい。造粒粉を圧縮成形する際の加圧力が過度に低い場合には、成形製造物の機械的強度が低下する。このため、成形製造物の取り扱い性が低下する、成形製造物から得られた圧粉成形体の機械的強度が低下する、といった問題が生じやすくなる。また、圧粉成形体の磁気特性が低下したり絶縁性が低下したりする場合もある。一方、造粒粉を圧縮成形する際の加圧力が過度に高い場合には、その圧力に耐えうる成形金型を作成するのが困難になってくる。成形工程が圧粉成形体の機械特性や磁気特性に悪影響を与える可能性をより安定的に低減させ、工業的に大量生産を容易に行う観点から、造粒粉を圧縮成形する際の加圧力は、0.3GPa以上2GPa以下とすることが好ましく、0.5GPa以上2GPa以下とすることがより好ましく、1GPa以上2GPa以下とすることが特に好ましい。
圧縮成形における加圧条件は特に限定されない。造粒粉の組成、成形製造物の形状などを考慮して適宜設定すればよい。造粒粉を圧縮成形する際の加圧力が過度に低い場合には、成形製造物の機械的強度が低下する。このため、成形製造物の取り扱い性が低下する、成形製造物から得られた圧粉成形体の機械的強度が低下する、といった問題が生じやすくなる。また、圧粉成形体の磁気特性が低下したり絶縁性が低下したりする場合もある。一方、造粒粉を圧縮成形する際の加圧力が過度に高い場合には、その圧力に耐えうる成形金型を作成するのが困難になってくる。成形工程が圧粉成形体の機械特性や磁気特性に悪影響を与える可能性をより安定的に低減させ、工業的に大量生産を容易に行う観点から、造粒粉を圧縮成形する際の加圧力は、0.3GPa以上2GPa以下とすることが好ましく、0.5GPa以上2GPa以下とすることがより好ましく、1GPa以上2GPa以下とすることが特に好ましい。
圧縮成形では、加熱しながら加圧を行ってもよいし、常温で加圧を行ってもよい。
(3)シート状成形部材
成形部材がシート状成形部材である場合には、熱処理工程が行われるときには、当該工程は成形工程の前に行われる。成形工程では、熱処理工程により得られたα-Feの結晶が析出した軟磁性体粉末を含む混合組成物をシート状に成形することを含んでシート状成形部材を得る。シート状成形部材は、単層の構造体であってもよいし、積層構造体であってもよい。シート状に成形された混合組成物の成形体は、そのままシート状成形部材となってもよいし、かかる成形体に熱処理を加えてシート状成形部材を得てもよい。
成形部材がシート状成形部材である場合には、熱処理工程が行われるときには、当該工程は成形工程の前に行われる。成形工程では、熱処理工程により得られたα-Feの結晶が析出した軟磁性体粉末を含む混合組成物をシート状に成形することを含んでシート状成形部材を得る。シート状成形部材は、単層の構造体であってもよいし、積層構造体であってもよい。シート状に成形された混合組成物の成形体は、そのままシート状成形部材となってもよいし、かかる成形体に熱処理を加えてシート状成形部材を得てもよい。
以下、ドクターブレード法によりシート状成形部材を得る方法を具体例として説明する。
まず、必要に応じて熱処理工程を経た軟磁性体粉末、結着成分を与える成分および溶剤を含むスラリー状の材料を用意する。
磁気特性の観点から、軟磁性体粉末の形状は扁平形状を有していることが好ましい場合もある。軟磁性体粉末の形状は、アトライタなどを用いることによって扁平形状にすることができる。このような形状加工によって軟磁性体粉末に歪が蓄積される場合もあるが、この場合には、形状加工の後に熱処理工程を実施することにより、軟磁性体粉末内の歪が緩和されることもある。
結着成分を与える成分として樹脂材料が例示され、具体例として、アクリル樹脂、シリコーン樹脂、ポリプロピレン、塩素化ポリエチレン、ポリエチレン、エチレン・プロピレン・ジエン・ターポリマ(EPDM)、クロロプレン、ポリウレタン、塩化ビニル、飽和ポリエステル、ニトリル樹脂が挙げられる。溶剤の種類は、軟磁性体粉末および結着成分を与える成分の組成に応じて適宜設定すればよい。また、スラリー状の材料Cの固形分における軟磁性体粉末の含有量(体積%)も適宜設定すればよく、一例を挙げれば、10~70体積%であり、20~50体積%とすることが好ましい場合がある。スラリー状の材料は、さらに潤滑剤、カップリング剤、絶縁性のフィラー、難燃剤などを含有していてもよい。
このスラリー状の材料を、ドクターブレード法により基材(キャリアテープ)301上にシート状に成形する。図4を参照して具体的に説明すれば、ドクターブレード装置300内にスラリー状の材料Cを供給し、基材(キャリアテープ)301を一方向(図4中矢印A)に移動させると、ブレード302により所定の厚さに設定されたスラリー状の材料Cの薄膜Fが基材22上に形成される。この薄膜Fに含有される溶剤を蒸発させる乾燥を行うことにより、磁性シート(シート状成形部材)を得ることができる。
成形条件(温度、基材301の移動速度、乾燥時間など)は限定されない。スラリー状の材料Cの組成、得られる薄膜Fの厚さなどに応じて適宜設定すればよい。乾燥条件(温度、時間、雰囲気など)も限定されない。溶剤の種類や薄膜Fの厚さなどを考慮して適宜設定すればよい。乾燥温度の限定されない例として、室温(25℃)~70℃が挙げられ、30~55℃程度とすることが好ましい場合がある。
磁性シートは複数の薄膜の積層体から構成されていてもよい。具体的には、一度基材301を移動させて薄膜Fを成形した後、基材301を巻き戻して、得られた薄膜Fの上にさらにスラリー状の材料Cの薄膜を形成してもよい。この場合において、下層側の薄膜Fからの溶剤の蒸発が進行する前に上層側の薄膜を形成して層間密着性を高めてもよいし、下層側の薄膜Fを予備的に乾燥して薄膜F内の溶剤をある程度蒸発させておいてもよい。
(4)熱処理工程
前述の組成を有しアモルファスを主相とする軟磁性体粉末を加熱する熱処理を行うことにより、軟磁性体粉末内にα-Feの結晶を析出させることができる場合がある。
前述の組成を有しアモルファスを主相とする軟磁性体粉末を加熱する熱処理を行うことにより、軟磁性体粉末内にα-Feの結晶を析出させることができる場合がある。
熱処理を行う場合において、熱処理条件は、アモルファスを主相とする軟磁性体粉末内に上記のα-Feの結晶を適切に析出できる限り、限定されない。限定されない一例を挙げれば、300℃程度以上とすることにより、上記のα-Feの結晶を適切に析出させることができる場合がある。
ここで、本発明の一実施形態に係るFe基合金組成物から形成された軟磁性体粉末内は、複数の結晶化温度を有する場合がある。この場合には、結晶化温度間の温度差ΔTが大きいことが好ましい。本発明の一実施形態に係るFe基合金組成物を用いることにより、優れた磁気特性を有する成形部材が得られやすい。
熱処理の際の雰囲気は特に限定されない。酸化性雰囲気の場合には軟磁性体粉末の酸化が進行する可能性が高まるため、窒素、アルゴンなどの不活性雰囲気や、水素などの還元性雰囲気で熱処理を行うことが好ましい。
4.成形部材の適用例
(1)圧粉コア
本発明の一実施形態に係る成形部材の具体的な適用例として、圧粉コアが挙げられる。図2に示す本発明の一実施形態に係る圧粉コア1は、その外観がリング状のトロイダルコアである。圧粉コア1は前述の圧粉成形体を製造する方法によって製造することができる。圧粉コア1は、本発明の一実施形態に係るFe基合金組成物を備えるため、優れた磁気特性を有する。
(1)圧粉コア
本発明の一実施形態に係る成形部材の具体的な適用例として、圧粉コアが挙げられる。図2に示す本発明の一実施形態に係る圧粉コア1は、その外観がリング状のトロイダルコアである。圧粉コア1は前述の圧粉成形体を製造する方法によって製造することができる。圧粉コア1は、本発明の一実施形態に係るFe基合金組成物を備えるため、優れた磁気特性を有する。
本発明の一実施形態に係る電子部品は、上記の本発明の一実施形態に係る圧粉コア1、コイルおよびこのコイルのそれぞれの端部に接続された接続端子を備える。ここで、圧粉コア1の少なくとも一部は、接続端子を介してコイルに電流を流したときにこの電流により生じた誘導磁界内に位置するように配置されている。
このような電子部品の一例として、図5に示されるトロイダルコイル10が挙げられる。トロイダルコイル10は、リング状の圧粉コア(トロイダルコア)1に、被覆導電線2を巻回することによって形成されたコイル2aを備える。巻回された被覆導電線2からなるコイル2aと被覆導電線2の端部2b,2cとの間に位置する導電線の部分において、コイル2aの端部2d,2eを定義することができる。このように、本実施形態に係る電子部品は、コイルを構成する部材と接続端子を構成する部材とが同一の部材から構成されていてもよい。
本発明の一実施形態に係る電子部品の別の一例は、上記の本発明の一実施形態に係る圧粉コア1とは異なる形状を有する圧粉コアを備える。そのような電子部品の具体例として、図6に示されるインダクタンス素子20が挙げられる。図6は、本発明の一実施形態に係るインダクタンス素子20の全体構成を一部透視して示す斜視図である。図6では、インダクタンス素子20の下面(実装面)が上向きの姿勢で示されている。図7は、図6に示すインダクタンス素子20を実装基板100上に実装した状態を示す部分正面図である。
図6に示すインダクタンス素子20は、圧粉コア3と、圧粉コア3の内部に埋め込まれたコイルとしての空芯コイル5と、溶接によって空芯コイル5に電気的に接続される接続端子としての一対の端子部4とを備えて構成される。圧粉コア3は、本発明の一実施形態に係るFe基合金組成物を備える部材の一つであり、具体的には圧粉成形体からなる。したがって、優れた磁気特性を有する。
空芯コイル5は、絶縁被膜された導線を巻回して形成されたものである。空芯コイル5は、巻回部5aと巻回部5aから引き出された引出端部5b,5bとを有して構成される。空芯コイル5の巻き数は必要なインダクタンスに応じて適宜設定される。
図6に示すように、圧粉コア3において、実装基板100に対する実装面3aに、端子部4の一部を収納するための収納凹部30が形成されている。収納凹部30は、実装面3aの両側に形成されており、圧粉コア3の側面3b,3cに向けて解放されて形成されている。圧粉コア3の側面3b,3cから突出する端子部4の一部が実装面3aに向けて折り曲げられて、収納凹部30の内部に収納される。
端子部4は、薄板状のCu基材で形成されている。端子部4は圧粉コア3の内部に埋設されて空芯コイル5の引出端部5b,5bに電気的に接続される接続端部40と、圧粉コア3の外面に露出し、前記圧粉コア3の側面3b,3cから実装面3aにかけて順に折り曲げ形成される第1曲折部42aおよび第2曲折部42bとを有して構成される。接続端部40は、空芯コイル5に溶接される溶接部である。第1曲折部42aと第2曲折部42bは、実装基板100に対して半田接合される半田接合部である。半田接合部は、端子部4のうちの圧粉コア3から露出している部分であって、少なくとも圧粉コア3の外側に向けられる表面を意味している。
端子部4の接続端部40と空芯コイル5の引出端部5bとは、抵抗溶接によって接合されている。
図7に示すように、インダクタンス素子20は、実装基板100上に実装される。
実装基板100の表面には外部回路と導通する導体パターンが形成され、この導体パターンの一部によって、インダクタンス素子20を実装するための一対のランド部110が形成されている。
図7に示すように、インダクタンス素子20においては、実装面3aが実装基板100側に向けられて、圧粉コア3から外部に露出している第1曲折部42aと第2曲折部42bが実装基板100のランド部110との間で半田層120にて接合される。
半田付け工程は、ランド部110にペースト状の半田が印刷工程で塗布された後に、ランド部110に第2曲折部42bが対面するようにしてインダクタンス素子20が実装され、加熱工程で半田が溶融する。図6と図7に示すように、第2曲折部42bは実装基板100のランド部110に対向し、第1曲折部42aはインダクタンス素子20の側面3b、3cに露出しているため、フィレット状の半田層120は、ランド部110に固着するとともに、半田接合部である第2曲折部42bと第1曲折部42aの双方の表面に十分に広がって固着される。
本発明の一実施形態に係る電気・電子機器は、上記の本発明の一実施形態に係る圧粉コアを備える電気・電子部品が実装されたものである。そのような電気・電子機器として、電源スイッチング回路、電圧昇降回路、平滑回路等を備えた電源装置や小型携帯通信機器等が例示される。
(2)磁性シート
本発明の一実施形態に係る成形部材の他の一具体例として、磁性シートが挙げられる。磁性シートは前述のシート状成形部材を製造する方法により製造することができる。磁性シートは、通信部品の通信を補助する部材として使用されたり、電子デバイスの内部および外部からの電磁ノイズを抑制する電磁干渉抑制部材として使用されたりする。
本発明の一実施形態に係る成形部材の他の一具体例として、磁性シートが挙げられる。磁性シートは前述のシート状成形部材を製造する方法により製造することができる。磁性シートは、通信部品の通信を補助する部材として使用されたり、電子デバイスの内部および外部からの電磁ノイズを抑制する電磁干渉抑制部材として使用されたりする。
磁性シートに含有される軟磁性体粉末の形状、粒径および含有量は限定されない。磁性シートが優れた磁気特性を有することをより安定的に達成する観点から、磁性シートが備える軟磁性体粉末はアトライタなどにより二次加工された扁平形状を有することが好ましい。磁性シートが備える軟磁性体粉末が扁平形状を有する場合には、磁性シート内の軟磁性体粉末は、磁性シートの厚さ方向と軟磁性体粉末の短軸の方向とが揃うように配置されている、すなわち、軟磁性体粉末が配向性を有して配置されていることが好ましいこともある。この磁性シート内の軟磁性体粉末の配向性の程度は、磁性シートの厚さ方向に沿って異なっていてもよい。例えば、磁性シートの一方の主面における軟磁性体粉末の配向性の程度と、磁性シートの他方の主面における軟磁性体粉末の配向性の程度とが異なっていてもよい。
磁性シートは可撓性を有していることが好ましい場合もある。前述のドクターブレード法により磁性シートを製造する場合には、可撓性を有する磁性シートを任意の厚さで製造することが可能である。磁性シートは可撓性が低く、硬い板状であってもよい。そのような磁性シートは、例えば、ドクターブレード法により製造したシート状成形部材を熱処理することにより得られる場合もある。
(2-1)RFID用磁気シート
本発明の一実施形態に係る磁性シートの具体的な適用例として、通信部品としてのRFID(Radio Frequency ID)デバイスに用いられるRFID用磁気シートが挙げられる。
本発明の一実施形態に係る磁性シートの具体的な適用例として、通信部品としてのRFID(Radio Frequency ID)デバイスに用いられるRFID用磁気シートが挙げられる。
図8は、本発明の一実施形態に係る通信部品の一例としてのRFIDデバイスおよびリーダライタの模式図である。図8に示すように、RFIDデバイス60は、アンテナおよびICチップを備えるRFIDタグ61、金属部材62およびRFID用磁気シート63を備え、RFID用磁気シート63は、RFIDタグ61と金属部材62との間に配置されている。RFID用磁気シート63は、本発明の一実施形態に係る磁性シートからなる。このように、図7に示されるRFIDデバイス60では、RFIDタグ61の近傍に金属部材62が配置されている。
RFIDタグ61は、基板上にアンテナおよびICチップが形成された形態である。金属部材62は例えば筐体の一部を成しており、Al、Co,Ti、Cr等で形成される。金属部材62の膜厚は、0.05~0.5mm程度である。
RFIDタグ61が金属部材62の近傍に配置される場合、具体的には、RFIDタグ61に金属部材62が直接積層されている場合には、リーダライタ601からの磁束Hは、RFIDタグ61を貫通して金属部材62に到達する。このため、金属部材62に渦電流が発生し、この発生した渦電流による反磁界が、無線通信に必要な磁界を低減させてしまうおそれがある。
しかしながら、図8に示されるように、RFIDタグ61と金属部材62との間にRFID用磁気シート63が配置されることにより、リーダライタ601からの磁束HはRFID用磁気シート63内を通り、RFIDデバイス60とリーダライタ601との間で還流磁束が形成される。この結果、RFIDタグ61のアンテナにて受信した信号出力の減衰量を小さくでき、RFID特性の向上を効果的に図ることができる。また、RFIDデバイス60とリーダライタ601との間の最大通信距離L1の範囲を効果的に広げることができ、無線通信を安定的に行うことが可能である。
以上説明したように、本発明の一実施形態に係る通信部品において、本発明の一実施形態に係る磁性シートは、通信部品外からの電磁波(リーダライタからの電磁波)に基づく還流磁場を形成し、通信部品の通信効率を高めるものとして機能している。また、RFIDデバイスのアンテナモジュールにおいて、磁性シートは補助コアとして使用されうる。
本発明の一実施形態に係る通信機器は、上記のRFIDデバイスなど、本発明の一実施形態に係る通信部品を備える。かかる通信機器として、非接触ICカード、リーダライタ等のRFID関連機器、スマートフォン等の小型携帯通信機器などが例示される。こうした通信機器は、本発明の一実施形態に係る磁気特性に優れる磁性シートを用いた通信部品を備えるため、小型であっても効率的な通信が可能であり、通信に要する消費電力を低減させることが可能である。
(2-2)電磁干渉抑制体
本発明の一実施形態に係る磁性シートは電磁干渉抑制体として使用することも可能である。電磁干渉抑制部材を電子デバイスに貼り付けるなど、電子デバイスに近位な位置に配置すれば、電子デバイスの内部および外部から発生した電磁ノイズを有効に抑制することができる。
本発明の一実施形態に係る磁性シートは電磁干渉抑制体として使用することも可能である。電磁干渉抑制部材を電子デバイスに貼り付けるなど、電子デバイスに近位な位置に配置すれば、電子デバイスの内部および外部から発生した電磁ノイズを有効に抑制することができる。
本発明の一実施形態に係る電子機器は、上記の本発明の一実施形態に係る電磁干渉抑制体を備える。そのような電子機器として、タブレット端末、ノートパソコン等の携帯型パソコンが例示される。こうした電子機器は、本発明の一実施形態に係る磁気特性に優れる磁性シートを備える電磁干渉抑制部材が組み込まれているため、小型であっても、優れた動作安定性(ノイズ耐性)を有することが可能である。
以上説明した実施形態は、本発明の理解を容易にするために記載されたものであって、本発明を限定するために記載されたものではない。したがって、上記実施形態に開示された各要素は、本発明の技術的範囲に属する全ての設計変更や均等物をも含む趣旨である。
以下、実施例等により本発明をさらに具体的に説明するが、本発明の範囲はこれらの実施例等に限定されるものではない。
(実施例1)
表1または2に示される組成のFe基合金組成物を溶製し、単ロール法により薄帯からなる軟磁性材料を、またはガスアトマイズ法により粉体からなる軟磁性材料(軟磁性体粉末)を得た。
表1または2に示される組成のFe基合金組成物を溶製し、単ロール法により薄帯からなる軟磁性材料を、またはガスアトマイズ法により粉体からなる軟磁性材料(軟磁性体粉末)を得た。


得られた薄帯のいくつかを測定対象として、示差走査熱量計を用いて、ガラス転移温度Tg(単位:℃)、第1結晶化温度Tx1(単位:℃)および第1結晶化温度Tx1と第2結晶化温度中Tx2(単位:℃、Tx1<Tx2)の温度差ΔT(=Tx2-Tx1、単位:℃)を測定した。結果を表3および4に示す。実験No.2-7から2-9は、明確なガラス転移温度Tgおよび第2結晶化温度が認められなかった。
ガスアトマイズ法により製造された軟磁性体粉末を分級して、38μm未満の範囲の粒径を有する軟磁性体粉末、および38μm以上50μm未満の範囲の粒径を有する軟磁性体粉末を得た。得られた軟磁性体粉末のいくつかについて、CoのKα特性X線を用いてX線回折スペクトルを測定した。得られたX線回折スペクトルから、2θが40°から50°の範囲に位置するα-Fe(110)由来のピーク高さを求めるとともに、かかるピークの半値全幅に基づいて、α-Feの結晶粒径をシェラーの式から算出した。結果を表3および4に示す。
また、CoのKα特性X線を用いて測定された、実施例に係る軟磁性体粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値I1の、α-Feからなる軟磁性粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値I0に対する比率I1/I0(結晶化度)を求めた。結果を表3および4に示す。
上記の軟磁性粉末のα-Fe(110)由来のピーク高さとFe基合金組成物の組成(Siの添加量b,Bの添加量cおよびPの添加量d)との関係を示す擬三元図を図9および10に示す。図9中、破線で囲まれた領域が、本発明の範囲(条件1)である。図10中、破線で囲まれた2つの領域が、本発明の範囲(条件2および3)である。
また、上記の38μmから50μmの範囲の粒径を有する軟磁性体粉末のいくつかについて、振動試料型磁力計(VSM)を用いて、-10~10kA/mの磁場にて、飽和磁束密度を測定した(測定装置:東英工業社製「VSM-5-10」)。結果を表2に示す。


表3および4に示されるように、本発明の範囲の組成を有するFe基合金組成物を用いることにより、ガスアトマイズ法によって、1.4T超の飽和磁束密度を有する軟磁性体粉末を製造することができた。
本発明の軟磁性体粉末を備える圧粉コアを用いた電気・電子部品は、パワーインダクタ、ハイブリッド自動車等の昇圧回路、発電、変電設備に用いられるリアクトル、トランスやチョークコイル、モータ用の磁芯などとして好適に使用されうる。本発明のFe基合金組成物を備える磁性シートを用いた通信部品は、RFID関連機器のRFIDデバイスや携帯通信機器等のアンテナモジュールとして好適に使用されうる。
1…圧粉コア(トロイダルコア)
200…スプレードライヤー装置
201…回転子
S…スラリー
P…造粒粉
300…ドクターブレード装置
301…基材(キャリアテープ)
302…ブレード
C…スラリー状の材料
F…薄膜
10…トロイダルコイル
2…被覆導電線
2a…コイル
2b,2c…被覆導電線2の端部
2d,2e…コイル2aの端部
20…インダクタンス素子
3…圧粉コア
3a…圧粉コア3の実装面
3b,3c…圧粉コア3の側面
4…端子部
5…空芯コイル
5a…空芯コイル5の巻回部
5b…空芯コイル5の引出端部
30…収納凹部
40…接続端部
42a…第1曲折部
42b…第2曲折部
100…実装基板
110…ランド部
120…半田層
60…RFIDデバイス
61…RFIDタグ
62…金属部材
63…RFID用磁気シート
200…スプレードライヤー装置
201…回転子
S…スラリー
P…造粒粉
300…ドクターブレード装置
301…基材(キャリアテープ)
302…ブレード
C…スラリー状の材料
F…薄膜
10…トロイダルコイル
2…被覆導電線
2a…コイル
2b,2c…被覆導電線2の端部
2d,2e…コイル2aの端部
20…インダクタンス素子
3…圧粉コア
3a…圧粉コア3の実装面
3b,3c…圧粉コア3の側面
4…端子部
5…空芯コイル
5a…空芯コイル5の巻回部
5b…空芯コイル5の引出端部
30…収納凹部
40…接続端部
42a…第1曲折部
42b…第2曲折部
100…実装基板
110…ランド部
120…半田層
60…RFIDデバイス
61…RFIDタグ
62…金属部材
63…RFID用磁気シート
Claims (21)
- 組成式がFeaSibBcPdXe(ただし、a+b+c+d+e=100原子%)で表され、
Xは任意添加元素であって、Ni,Co,Ti,Zr,Hf,V,Nb,Ta,Cr,Mo,W,Mn,Re,白金族元素,Au,Ag,Cu,Zn,In,Sn,As,Sb,Bi,S,Y,N,O,Cおよび希土類元素からなる群から選ばれる1種または2種以上からなり、
下記の条件1から3のいずれかを満たすことを特徴とするFe基合金組成物。
(条件1)
79.5原子%≦a≦80.5原子%、
1.8原子%≦b≦6×α原子%、
0.5原子%≦c≦13.5×α原子%、
4.5原子%≦d≦14×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件2)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦4.8×α原子%、
4.3原子%≦c≦12×α原子%、
6.5原子%≦d≦11×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0
(条件3)
80.5原子%≦a≦81.5原子%、
1原子%≦b≦2.8×α原子%、
2.8原子%≦c≦8×α原子%、
11原子%≦d≦14.5×α原子%、
0原子%≦e≦(1-α)×(b+c+d)、かつ
0.8≦α≦1.0 - 前記条件1の場合には、さらに0.038≦a/b≦0.063を満たし、
前記条件2の場合には、さらに0.019≦a/b≦0.037を満たし、
前記条件3の場合には、さらに0.015≦a/b≦0.023を満たす、
請求項1に記載のFe基合金組成物。 - 前記条件1の場合には、さらに0.33≦c/d≦2.0を満たし、
前記条件2の場合には、さらに0.4≦c/d≦1.1を満たし、
前記条件3の場合には、さらに0.2≦c/d≦0.5を満たす、
請求項1または2に記載のFe基合金組成物。 - 請求項1から3のいずれか一項に記載されるFe基合金組成物からなり、主相がアモルファスである軟磁性体粉末。
- CoのKα特性X線を用いて測定された、前記軟磁性体粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値の、α-Feからなる軟磁性粉末についてのX線回折スペクトルにおける、2θが40°から50°の範囲のα-Fe(110)由来の回折ピークの強度の積算値に対する比率(単位:%)が、20%以下である、請求項4に記載の軟磁性体粉末。
- CoのKα特性X線を用いて測定されたX線回折スペクトルにおけるα-Fe(110)由来の回折ピークに基づいて、シェラーの式から算出される結晶粒径が600nm以下である、請求項4または5に記載の軟磁性体粉末。
- ガスアトマイズ法により製造される、請求項4から6のいずれか一項に記載の軟磁性体粉末。
- メジアン径(D50)が120μm以下である、請求項4から7のいずれか一項に記載の軟磁性体粉末。
- 前記軟磁性体粉末は、最長軸の長さの最短軸の長さに対する比が1.5以下である粉末を含む、請求項4から8のいずれか一項に記載の軟磁性体粉末。
- 飽和磁束密度が1.4T超である、請求項4から9のいずれか一項に記載の軟磁性体粉末。
- 請求項4から10のいずれか一項に記載される軟磁性体粉末を含有する成形部材。
- 結着成分をさらに含有する、請求項11に記載の成形部材。
- 前記結着成分は、樹脂材料に基づく成分を含む、請求項12に記載の成形部材。
- 請求項11から13のいずれかに記載される成形部材からなる圧粉コア。
- 請求項14に記載される圧粉コア、コイルおよび前記コイルのそれぞれの端部に接続された接続端子を備える電気・電子部品であって、前記圧粉コアの少なくとも一部は、前記接続端子を介して前記コイルに電流を流したときに前記電流により生じた誘導磁界内に位置するように配置されている電気・電子部品。
- 請求項15に記載される電気・電子部品が実装された電気・電子機器であって、前記電気・電子部品は前記接続端子にて基板に接続されている電気・電子機器。
- 請求項11から13のいずれかに記載される成形部材からなる磁性シート。
- 請求項17に記載される磁性シートを備える通信部品であって、前記通信部品はアンテナおよびICチップを備えるタグと金属部材とをさらに備え、前記磁性シートは前記タグと前記金属部材との間に配置される通信部品。
- 請求項18に記載される通信部品を備える通信機器。
- 請求項17に記載される磁性シートを備える電磁干渉抑制部材。
- 請求項20に記載される電磁干渉抑制部材を備える電気・電子機器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017507565A JP6422569B2 (ja) | 2015-03-20 | 2016-02-04 | 軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015057526 | 2015-03-20 | ||
| JP2015-057526 | 2015-03-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016152270A1 true WO2016152270A1 (ja) | 2016-09-29 |
Family
ID=56978877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/053324 WO2016152270A1 (ja) | 2015-03-20 | 2016-02-04 | Fe基合金組成物、軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6422569B2 (ja) |
| WO (1) | WO2016152270A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107910155A (zh) * | 2017-12-15 | 2018-04-13 | 北京科技大学 | 一种高饱和磁化强度Fe‑B‑Si‑P‑Zr非晶纳米晶软磁合金 |
| JP2018082159A (ja) * | 2016-11-02 | 2018-05-24 | 財團法人工業技術研究院Industrial Technology Research Institute | Fe系非晶質軟磁性バルク合金、その製造方法、およびその使用 |
| WO2021149590A1 (ja) * | 2020-01-23 | 2021-07-29 | 株式会社東北マグネットインスティテュート | 合金および成形体 |
| WO2023153366A1 (ja) * | 2022-02-09 | 2023-08-17 | 株式会社トーキン | 軟磁性粉末 |
| US11814707B2 (en) | 2017-01-27 | 2023-11-14 | Tokin Corporation | Soft magnetic powder, Fe-based nanocrystalline alloy powder, magnetic component and dust core |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003085150A1 (en) * | 2002-04-05 | 2003-10-16 | Nippon Steel Corporation | Fe-BASE AMORPHOUS ALLOY THIN STRIP OF EXCELLENT SOFT MAGNETIC CHARACTERISTIC, IRON CORE PRODUCED THEREFROM AND MASTER ALLOY FOR QUENCH SOLIDIFICATION THIN STRIP PRODUCTION FOR USE THEREIN |
| JP2004309836A (ja) * | 2003-04-08 | 2004-11-04 | Sony Corp | 情報提供システム、情報提供方法及び携帯無線通信端末 |
| JP2008021991A (ja) * | 2006-06-16 | 2008-01-31 | Nitta Ind Corp | 磁性シート、これを用いたアンテナ装置および電子情報伝達装置 |
| JP2008248380A (ja) * | 2007-03-02 | 2008-10-16 | Nippon Steel Corp | 軟磁気特性に優れたFe系非晶質合金 |
| WO2008133302A1 (ja) * | 2007-04-25 | 2008-11-06 | Hitachi Metals, Ltd. | 軟磁性薄帯、その製造方法、磁性部品、およびアモルファス薄帯 |
| JP2010153461A (ja) * | 2008-12-24 | 2010-07-08 | Nec Tokin Corp | 電磁干渉抑制シート |
| JP2013055182A (ja) * | 2011-09-02 | 2013-03-21 | Nec Tokin Corp | 軟磁性合金粉末、ナノ結晶軟磁性合金粉末、その製造方法、および圧粉磁心 |
| WO2013094690A1 (ja) * | 2011-12-20 | 2013-06-27 | 日立金属株式会社 | 超微結晶合金薄帯の製造方法 |
| JP2013185162A (ja) * | 2012-03-06 | 2013-09-19 | Nec Tokin Corp | 合金組成物、Fe基ナノ結晶合金及びその製造方法、並びに磁性部品 |
-
2016
- 2016-02-04 WO PCT/JP2016/053324 patent/WO2016152270A1/ja active Application Filing
- 2016-02-04 JP JP2017507565A patent/JP6422569B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003085150A1 (en) * | 2002-04-05 | 2003-10-16 | Nippon Steel Corporation | Fe-BASE AMORPHOUS ALLOY THIN STRIP OF EXCELLENT SOFT MAGNETIC CHARACTERISTIC, IRON CORE PRODUCED THEREFROM AND MASTER ALLOY FOR QUENCH SOLIDIFICATION THIN STRIP PRODUCTION FOR USE THEREIN |
| JP2004309836A (ja) * | 2003-04-08 | 2004-11-04 | Sony Corp | 情報提供システム、情報提供方法及び携帯無線通信端末 |
| JP2008021991A (ja) * | 2006-06-16 | 2008-01-31 | Nitta Ind Corp | 磁性シート、これを用いたアンテナ装置および電子情報伝達装置 |
| JP2008248380A (ja) * | 2007-03-02 | 2008-10-16 | Nippon Steel Corp | 軟磁気特性に優れたFe系非晶質合金 |
| WO2008133302A1 (ja) * | 2007-04-25 | 2008-11-06 | Hitachi Metals, Ltd. | 軟磁性薄帯、その製造方法、磁性部品、およびアモルファス薄帯 |
| JP2010153461A (ja) * | 2008-12-24 | 2010-07-08 | Nec Tokin Corp | 電磁干渉抑制シート |
| JP2013055182A (ja) * | 2011-09-02 | 2013-03-21 | Nec Tokin Corp | 軟磁性合金粉末、ナノ結晶軟磁性合金粉末、その製造方法、および圧粉磁心 |
| WO2013094690A1 (ja) * | 2011-12-20 | 2013-06-27 | 日立金属株式会社 | 超微結晶合金薄帯の製造方法 |
| JP2013185162A (ja) * | 2012-03-06 | 2013-09-19 | Nec Tokin Corp | 合金組成物、Fe基ナノ結晶合金及びその製造方法、並びに磁性部品 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018082159A (ja) * | 2016-11-02 | 2018-05-24 | 財團法人工業技術研究院Industrial Technology Research Institute | Fe系非晶質軟磁性バルク合金、その製造方法、およびその使用 |
| US11814707B2 (en) | 2017-01-27 | 2023-11-14 | Tokin Corporation | Soft magnetic powder, Fe-based nanocrystalline alloy powder, magnetic component and dust core |
| CN107910155A (zh) * | 2017-12-15 | 2018-04-13 | 北京科技大学 | 一种高饱和磁化强度Fe‑B‑Si‑P‑Zr非晶纳米晶软磁合金 |
| WO2021149590A1 (ja) * | 2020-01-23 | 2021-07-29 | 株式会社東北マグネットインスティテュート | 合金および成形体 |
| WO2023153366A1 (ja) * | 2022-02-09 | 2023-08-17 | 株式会社トーキン | 軟磁性粉末 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2016152270A1 (ja) | 2018-03-29 |
| JP6422569B2 (ja) | 2018-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6430556B2 (ja) | 磁性材料、インダクタ素子、磁性インク及びアンテナ装置 | |
| JP6422569B2 (ja) | 軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 | |
| JP5481538B2 (ja) | 電波吸収体 | |
| WO2018150952A1 (ja) | 軟磁性粉末、圧粉磁芯、磁性部品及び圧粉磁芯の製造方法 | |
| CN103366913B (zh) | 软磁性粉末、压粉磁芯以及磁性元件 | |
| JP6215163B2 (ja) | 複合磁性材料の製造方法 | |
| JP6230513B2 (ja) | 複合磁性材料の製造方法 | |
| JP3771224B2 (ja) | 非晶質軟磁性合金粉末及びそれを用いた圧粉コア及び電波吸収体 | |
| JP5085471B2 (ja) | コアシェル型磁性材料、コアシェル型磁性材料の製造方法、デバイス装置、およびアンテナ装置。 | |
| JP5912349B2 (ja) | 軟磁性合金粉末、ナノ結晶軟磁性合金粉末、その製造方法、および圧粉磁心 | |
| JP6513458B2 (ja) | 圧粉コア、該圧粉コアの製造方法、該圧粉コアを備える電子・電気部品、および該電子・電気部品が実装された電子・電気機器 | |
| JP6282952B2 (ja) | Fe基合金組成物、成形部材、成形部材の製造方法、圧粉コア、電子部品、電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 | |
| TW201738908A (zh) | 壓粉芯、該壓粉芯之製造方法、具該壓粉芯之電感器、及安裝有該電感器之電子・電氣機器 | |
| WO2017086102A1 (ja) | 圧粉コアの製造方法 | |
| JP6422568B2 (ja) | 軟磁性体粉末、成形部材、圧粉コア、電気・電子部品、電気・電子機器、磁性シート、通信部品、通信機器および電磁干渉抑制部材 | |
| JP2018170304A (ja) | 圧粉コア、該圧粉コアの製造方法、該圧粉コアを備える電気・電子部品、および該電気・電子部品が実装された電気・電子機器 | |
| JP2008172099A (ja) | アンテナ用コアおよびアンテナ | |
| JP5085470B2 (ja) | コアシェル型磁性材料、デバイス装置、およびアンテナ装置。 | |
| US20210276093A1 (en) | Magnetic Powder, Magnetic Powder Molded Body, And Method For Manufacturing Magnetic Powder | |
| JP6944313B2 (ja) | 磁性粉末、圧粉コア、インダクタ、および電子・電気機器 | |
| KR20210092701A (ko) | 인덕터 | |
| JP2019143167A (ja) | 磁性粉末、粉末混合体、圧粉コア、圧粉コアの製造方法、インダクタ、および電子・電気機器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16768173 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017507565 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16768173 Country of ref document: EP Kind code of ref document: A1 |