WO2016021373A1 - 粘着シート - Google Patents
粘着シート Download PDFInfo
- Publication number
- WO2016021373A1 WO2016021373A1 PCT/JP2015/070096 JP2015070096W WO2016021373A1 WO 2016021373 A1 WO2016021373 A1 WO 2016021373A1 JP 2015070096 W JP2015070096 W JP 2015070096W WO 2016021373 A1 WO2016021373 A1 WO 2016021373A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pressure
- sensitive adhesive
- layer
- viscoelastic
- adhesive sheet
- Prior art date
Links
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 65
- 239000000853 adhesive Substances 0.000 title claims abstract description 61
- 239000010410 layer Substances 0.000 claims abstract description 310
- 239000000178 monomer Substances 0.000 claims abstract description 159
- 229920000058 polyacrylate Polymers 0.000 claims abstract description 85
- 239000012790 adhesive layer Substances 0.000 claims abstract description 39
- 239000002245 particle Substances 0.000 claims abstract description 35
- 230000002378 acidificating effect Effects 0.000 claims abstract description 33
- 229920005601 base polymer Polymers 0.000 claims abstract description 16
- 238000007334 copolymerization reaction Methods 0.000 claims abstract description 15
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 250
- 229920005989 resin Polymers 0.000 claims description 61
- 239000011347 resin Substances 0.000 claims description 61
- -1 polypropylene Polymers 0.000 claims description 54
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 claims description 36
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 claims description 36
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 claims description 36
- 239000004743 Polypropylene Substances 0.000 claims description 23
- 150000003505 terpenes Chemical class 0.000 claims description 18
- 235000007586 terpenes Nutrition 0.000 claims description 18
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 claims description 17
- 239000002994 raw material Substances 0.000 claims description 17
- 229920001155 polypropylene Polymers 0.000 claims description 9
- 230000000379 polymerizing effect Effects 0.000 claims description 8
- 239000003190 viscoelastic substance Substances 0.000 abstract description 13
- 230000001747 exhibiting effect Effects 0.000 abstract description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 89
- 239000000203 mixture Substances 0.000 description 71
- 238000000034 method Methods 0.000 description 43
- 238000006116 polymerization reaction Methods 0.000 description 35
- 239000003999 initiator Substances 0.000 description 30
- 239000003431 cross linking reagent Substances 0.000 description 28
- 229920000642 polymer Polymers 0.000 description 22
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 20
- 239000000463 material Substances 0.000 description 20
- 125000000217 alkyl group Chemical group 0.000 description 19
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 18
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 16
- 239000007789 gas Substances 0.000 description 16
- 239000003505 polymerization initiator Substances 0.000 description 16
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 14
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 14
- 125000000524 functional group Chemical group 0.000 description 13
- 229920002799 BoPET Polymers 0.000 description 12
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 12
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 12
- 239000011254 layer-forming composition Substances 0.000 description 12
- 239000006188 syrup Substances 0.000 description 12
- 235000020357 syrup Nutrition 0.000 description 12
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 11
- 230000006872 improvement Effects 0.000 description 11
- 229910052757 nitrogen Inorganic materials 0.000 description 11
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 10
- 239000011521 glass Substances 0.000 description 10
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000002156 mixing Methods 0.000 description 10
- 238000012719 thermal polymerization Methods 0.000 description 10
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 9
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 9
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 9
- 235000010724 Wisteria floribunda Nutrition 0.000 description 9
- 239000000945 filler Substances 0.000 description 9
- 229920001296 polysiloxane Polymers 0.000 description 9
- 239000002904 solvent Substances 0.000 description 9
- 239000000758 substrate Substances 0.000 description 9
- 239000004094 surface-active agent Substances 0.000 description 9
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- ISAOCJYIOMOJEB-UHFFFAOYSA-N benzoin Chemical compound C=1C=CC=CC=1C(O)C(=O)C1=CC=CC=C1 ISAOCJYIOMOJEB-UHFFFAOYSA-N 0.000 description 8
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 229920001519 homopolymer Polymers 0.000 description 8
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 8
- 239000005011 phenolic resin Substances 0.000 description 8
- 238000002360 preparation method Methods 0.000 description 8
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 7
- 239000002585 base Substances 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 239000000470 constituent Substances 0.000 description 7
- 230000032798 delamination Effects 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000002243 precursor Substances 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 6
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 6
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 6
- 125000003118 aryl group Chemical group 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- 229910001873 dinitrogen Inorganic materials 0.000 description 6
- 239000011737 fluorine Substances 0.000 description 6
- 229910052731 fluorine Inorganic materials 0.000 description 6
- 239000006260 foam Substances 0.000 description 6
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 6
- 229930195733 hydrocarbon Natural products 0.000 description 6
- 150000002430 hydrocarbons Chemical class 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 244000028419 Styrax benzoin Species 0.000 description 5
- 235000000126 Styrax benzoin Nutrition 0.000 description 5
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 5
- 235000008411 Sumatra benzointree Nutrition 0.000 description 5
- 125000004018 acid anhydride group Chemical group 0.000 description 5
- 230000032683 aging Effects 0.000 description 5
- 229910052783 alkali metal Inorganic materials 0.000 description 5
- 229960002130 benzoin Drugs 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 239000004088 foaming agent Substances 0.000 description 5
- 238000005227 gel permeation chromatography Methods 0.000 description 5
- 235000019382 gum benzoic Nutrition 0.000 description 5
- 230000001965 increasing effect Effects 0.000 description 5
- 230000001678 irradiating effect Effects 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 239000002985 plastic film Substances 0.000 description 5
- 229920006255 plastic film Polymers 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- QNODIIQQMGDSEF-UHFFFAOYSA-N (1-hydroxycyclohexyl)-phenylmethanone Chemical compound C=1C=CC=CC=1C(=O)C1(O)CCCCC1 QNODIIQQMGDSEF-UHFFFAOYSA-N 0.000 description 4
- KWOLFJPFCHCOCG-UHFFFAOYSA-N Acetophenone Chemical compound CC(=O)C1=CC=CC=C1 KWOLFJPFCHCOCG-UHFFFAOYSA-N 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 4
- 125000004432 carbon atom Chemical group C* 0.000 description 4
- 239000003086 colorant Substances 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 239000012948 isocyanate Substances 0.000 description 4
- 150000002513 isocyanates Chemical class 0.000 description 4
- 239000011236 particulate material Substances 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 238000010992 reflux Methods 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229910001220 stainless steel Inorganic materials 0.000 description 4
- 239000010935 stainless steel Substances 0.000 description 4
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 3
- OTMSDBZUPAUEDD-UHFFFAOYSA-N Ethane Chemical class CC OTMSDBZUPAUEDD-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- MPIAGWXWVAHQBB-UHFFFAOYSA-N [3-prop-2-enoyloxy-2-[[3-prop-2-enoyloxy-2,2-bis(prop-2-enoyloxymethyl)propoxy]methyl]-2-(prop-2-enoyloxymethyl)propyl] prop-2-enoate Chemical compound C=CC(=O)OCC(COC(=O)C=C)(COC(=O)C=C)COCC(COC(=O)C=C)(COC(=O)C=C)COC(=O)C=C MPIAGWXWVAHQBB-UHFFFAOYSA-N 0.000 description 3
- 239000003377 acid catalyst Substances 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 125000001931 aliphatic group Chemical group 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 3
- RWCCWEUUXYIKHB-UHFFFAOYSA-N benzophenone Chemical compound C=1C=CC=CC=1C(=O)C1=CC=CC=C1 RWCCWEUUXYIKHB-UHFFFAOYSA-N 0.000 description 3
- 239000012965 benzophenone Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 238000003851 corona treatment Methods 0.000 description 3
- 238000004132 cross linking Methods 0.000 description 3
- 238000001723 curing Methods 0.000 description 3
- 230000002708 enhancing effect Effects 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 239000003960 organic solvent Substances 0.000 description 3
- 150000002978 peroxides Chemical class 0.000 description 3
- 150000002989 phenols Chemical class 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920005672 polyolefin resin Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 230000005855 radiation Effects 0.000 description 3
- 230000009257 reactivity Effects 0.000 description 3
- 238000003786 synthesis reaction Methods 0.000 description 3
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 3
- 235000021122 unsaturated fatty acids Nutrition 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- GRWFGVWFFZKLTI-IUCAKERBSA-N (-)-α-pinene Chemical compound CC1=CC[C@@H]2C(C)(C)[C@H]1C2 GRWFGVWFFZKLTI-IUCAKERBSA-N 0.000 description 2
- IANQTJSKSUMEQM-UHFFFAOYSA-N 1-benzofuran Chemical compound C1=CC=C2OC=CC2=C1 IANQTJSKSUMEQM-UHFFFAOYSA-N 0.000 description 2
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 2
- JLIDVCMBCGBIEY-UHFFFAOYSA-N 1-penten-3-one Chemical compound CCC(=O)C=C JLIDVCMBCGBIEY-UHFFFAOYSA-N 0.000 description 2
- YIKSHDNOAYSSPX-UHFFFAOYSA-N 1-propan-2-ylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C=CC=C2C(C)C YIKSHDNOAYSSPX-UHFFFAOYSA-N 0.000 description 2
- GJKGAPPUXSSCFI-UHFFFAOYSA-N 2-Hydroxy-4'-(2-hydroxyethoxy)-2-methylpropiophenone Chemical compound CC(C)(O)C(=O)C1=CC=C(OCCO)C=C1 GJKGAPPUXSSCFI-UHFFFAOYSA-N 0.000 description 2
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 2
- NLGDWWCZQDIASO-UHFFFAOYSA-N 2-hydroxy-1-(7-oxabicyclo[4.1.0]hepta-1,3,5-trien-2-yl)-2-phenylethanone Chemical compound OC(C(=O)c1cccc2Oc12)c1ccccc1 NLGDWWCZQDIASO-UHFFFAOYSA-N 0.000 description 2
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 2
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 2
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 2
- TUAMRELNJMMDMT-UHFFFAOYSA-N 3,5-xylenol Chemical compound CC1=CC(C)=CC(O)=C1 TUAMRELNJMMDMT-UHFFFAOYSA-N 0.000 description 2
- QOXOZONBQWIKDA-UHFFFAOYSA-N 3-hydroxypropyl Chemical group [CH2]CCO QOXOZONBQWIKDA-UHFFFAOYSA-N 0.000 description 2
- SXIFAEWFOJETOA-UHFFFAOYSA-N 4-hydroxy-butyl Chemical group [CH2]CCCO SXIFAEWFOJETOA-UHFFFAOYSA-N 0.000 description 2
- FIHBHSQYSYVZQE-UHFFFAOYSA-N 6-prop-2-enoyloxyhexyl prop-2-enoate Chemical compound C=CC(=O)OCCCCCCOC(=O)C=C FIHBHSQYSYVZQE-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-VAWYXSNFSA-N AIBN Substances N#CC(C)(C)\N=N\C(C)(C)C#N OZAIFHULBGXAKX-VAWYXSNFSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 239000013032 Hydrocarbon resin Substances 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- XXROGKLTLUQVRX-UHFFFAOYSA-N allyl alcohol Chemical compound OCC=C XXROGKLTLUQVRX-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- RDOXTESZEPMUJZ-UHFFFAOYSA-N anisole Chemical compound COC1=CC=CC=C1 RDOXTESZEPMUJZ-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 235000006708 antioxidants Nutrition 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000005250 beta ray Effects 0.000 description 2
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 2
- 238000012662 bulk polymerization Methods 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 2
- 150000001991 dicarboxylic acids Chemical class 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 238000007720 emulsion polymerization reaction Methods 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920005669 high impact polystyrene Polymers 0.000 description 2
- 239000004797 high-impact polystyrene Substances 0.000 description 2
- 229920006270 hydrocarbon resin Polymers 0.000 description 2
- 238000005984 hydrogenation reaction Methods 0.000 description 2
- 150000002440 hydroxy compounds Chemical class 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- XMGQYMWWDOXHJM-UHFFFAOYSA-N limonene Chemical compound CC(=C)C1CCC(C)=CC1 XMGQYMWWDOXHJM-UHFFFAOYSA-N 0.000 description 2
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 239000004005 microsphere Substances 0.000 description 2
- 239000012046 mixed solvent Substances 0.000 description 2
- 125000004433 nitrogen atom Chemical group N* 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- ZDHCZVWCTKTBRY-UHFFFAOYSA-N omega-Hydroxydodecanoic acid Natural products OCCCCCCCCCCCC(O)=O ZDHCZVWCTKTBRY-UHFFFAOYSA-N 0.000 description 2
- 150000002923 oximes Chemical class 0.000 description 2
- 125000005702 oxyalkylene group Chemical group 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000013618 particulate matter Substances 0.000 description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 2
- JRKICGRDRMAZLK-UHFFFAOYSA-L persulfate group Chemical group S(=O)(=O)([O-])OOS(=O)(=O)[O-] JRKICGRDRMAZLK-UHFFFAOYSA-L 0.000 description 2
- 239000003208 petroleum Substances 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 239000012966 redox initiator Substances 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- YBBRCQOCSYXUOC-UHFFFAOYSA-N sulfuryl dichloride Chemical compound ClS(Cl)(=O)=O YBBRCQOCSYXUOC-UHFFFAOYSA-N 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- CWERGRDVMFNCDR-UHFFFAOYSA-N thioglycolic acid Chemical compound OC(=O)CS CWERGRDVMFNCDR-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 239000002759 woven fabric Substances 0.000 description 2
- WTARULDDTDQWMU-RKDXNWHRSA-N (+)-β-pinene Chemical compound C1[C@H]2C(C)(C)[C@@H]1CCC2=C WTARULDDTDQWMU-RKDXNWHRSA-N 0.000 description 1
- WTARULDDTDQWMU-IUCAKERBSA-N (-)-Nopinene Natural products C1[C@@H]2C(C)(C)[C@H]1CCC2=C WTARULDDTDQWMU-IUCAKERBSA-N 0.000 description 1
- 125000000008 (C1-C10) alkyl group Chemical group 0.000 description 1
- 125000003837 (C1-C20) alkyl group Chemical group 0.000 description 1
- WSLDOOZREJYCGB-UHFFFAOYSA-N 1,2-Dichloroethane Chemical compound ClCCCl WSLDOOZREJYCGB-UHFFFAOYSA-N 0.000 description 1
- MSAHTMIQULFMRG-UHFFFAOYSA-N 1,2-diphenyl-2-propan-2-yloxyethanone Chemical compound C=1C=CC=CC=1C(OC(C)C)C(=O)C1=CC=CC=C1 MSAHTMIQULFMRG-UHFFFAOYSA-N 0.000 description 1
- QWQFVUQPHUKAMY-UHFFFAOYSA-N 1,2-diphenyl-2-propoxyethanone Chemical compound C=1C=CC=CC=1C(OCCC)C(=O)C1=CC=CC=C1 QWQFVUQPHUKAMY-UHFFFAOYSA-N 0.000 description 1
- DKEGCUDAFWNSSO-UHFFFAOYSA-N 1,8-dibromooctane Chemical compound BrCCCCCCCCBr DKEGCUDAFWNSSO-UHFFFAOYSA-N 0.000 description 1
- SCMVPOVMOHQFKU-UHFFFAOYSA-N 1-(aziridin-1-yl)prop-2-en-1-one Chemical compound C=CC(=O)N1CC1 SCMVPOVMOHQFKU-UHFFFAOYSA-N 0.000 description 1
- IQDDSZGPEUBKEM-UHFFFAOYSA-N 1-[4-(2-hydroxyethyl)phenyl]-2-methylpropan-1-one Chemical compound CC(C)C(=O)C1=CC=C(CCO)C=C1 IQDDSZGPEUBKEM-UHFFFAOYSA-N 0.000 description 1
- KPAPHODVWOVUJL-UHFFFAOYSA-N 1-benzofuran;1h-indene Chemical compound C1=CC=C2CC=CC2=C1.C1=CC=C2OC=CC2=C1 KPAPHODVWOVUJL-UHFFFAOYSA-N 0.000 description 1
- CTOHEPRICOKHIV-UHFFFAOYSA-N 1-dodecylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C=CC=C2CCCCCCCCCCCC CTOHEPRICOKHIV-UHFFFAOYSA-N 0.000 description 1
- HXQKJEIGFRLGIH-UHFFFAOYSA-N 1-ethenyl-2h-pyrazine Chemical compound C=CN1CC=NC=C1 HXQKJEIGFRLGIH-UHFFFAOYSA-N 0.000 description 1
- OZFIGURLAJSLIR-UHFFFAOYSA-N 1-ethenyl-2h-pyridine Chemical compound C=CN1CC=CC=C1 OZFIGURLAJSLIR-UHFFFAOYSA-N 0.000 description 1
- LNKDTZRRFHHCCV-UHFFFAOYSA-N 1-ethenyl-2h-pyrimidine Chemical compound C=CN1CN=CC=C1 LNKDTZRRFHHCCV-UHFFFAOYSA-N 0.000 description 1
- JWYVGKFDLWWQJX-UHFFFAOYSA-N 1-ethenylazepan-2-one Chemical compound C=CN1CCCCCC1=O JWYVGKFDLWWQJX-UHFFFAOYSA-N 0.000 description 1
- OSSNTDFYBPYIEC-UHFFFAOYSA-N 1-ethenylimidazole Chemical compound C=CN1C=CN=C1 OSSNTDFYBPYIEC-UHFFFAOYSA-N 0.000 description 1
- DCRYNQTXGUTACA-UHFFFAOYSA-N 1-ethenylpiperazine Chemical compound C=CN1CCNCC1 DCRYNQTXGUTACA-UHFFFAOYSA-N 0.000 description 1
- PBGPBHYPCGDFEZ-UHFFFAOYSA-N 1-ethenylpiperidin-2-one Chemical compound C=CN1CCCCC1=O PBGPBHYPCGDFEZ-UHFFFAOYSA-N 0.000 description 1
- CTXUTPWZJZHRJC-UHFFFAOYSA-N 1-ethenylpyrrole Chemical compound C=CN1C=CC=C1 CTXUTPWZJZHRJC-UHFFFAOYSA-N 0.000 description 1
- XLPJNCYCZORXHG-UHFFFAOYSA-N 1-morpholin-4-ylprop-2-en-1-one Chemical compound C=CC(=O)N1CCOCC1 XLPJNCYCZORXHG-UHFFFAOYSA-N 0.000 description 1
- BFYSJBXFEVRVII-UHFFFAOYSA-N 1-prop-1-enylpyrrolidin-2-one Chemical compound CC=CN1CCCC1=O BFYSJBXFEVRVII-UHFFFAOYSA-N 0.000 description 1
- BRKORVYTKKLNKX-UHFFFAOYSA-N 2,4-di(propan-2-yl)thioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C(C)C)=CC(C(C)C)=C3SC2=C1 BRKORVYTKKLNKX-UHFFFAOYSA-N 0.000 description 1
- UXCIJKOCUAQMKD-UHFFFAOYSA-N 2,4-dichlorothioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(Cl)=CC(Cl)=C3SC2=C1 UXCIJKOCUAQMKD-UHFFFAOYSA-N 0.000 description 1
- BTJPUDCSZVCXFQ-UHFFFAOYSA-N 2,4-diethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(CC)=CC(CC)=C3SC2=C1 BTJPUDCSZVCXFQ-UHFFFAOYSA-N 0.000 description 1
- LCHAFMWSFCONOO-UHFFFAOYSA-N 2,4-dimethylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC(C)=C3SC2=C1 LCHAFMWSFCONOO-UHFFFAOYSA-N 0.000 description 1
- STMDPCBYJCIZOD-UHFFFAOYSA-N 2-(2,4-dinitroanilino)-4-methylpentanoic acid Chemical compound CC(C)CC(C(O)=O)NC1=CC=C([N+]([O-])=O)C=C1[N+]([O-])=O STMDPCBYJCIZOD-UHFFFAOYSA-N 0.000 description 1
- HIXDQWDOVZUNNA-UHFFFAOYSA-N 2-(3,4-dimethoxyphenyl)-5-hydroxy-7-methoxychromen-4-one Chemical compound C=1C(OC)=CC(O)=C(C(C=2)=O)C=1OC=2C1=CC=C(OC)C(OC)=C1 HIXDQWDOVZUNNA-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- IMSODMZESSGVBE-UHFFFAOYSA-N 2-Oxazoline Chemical compound C1CN=CO1 IMSODMZESSGVBE-UHFFFAOYSA-N 0.000 description 1
- GAMXOFKSAQTGLL-UHFFFAOYSA-N 2-[(1-amino-1-imino-2-methylpropan-2-yl)diazenyl]-2-methylpropanimidamide;sulfo hydrogen sulfate Chemical compound OS(=O)(=O)OS(O)(=O)=O.NC(=N)C(C)(C)N=NC(C)(C)C(N)=N GAMXOFKSAQTGLL-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- FGTYTUFKXYPTML-UHFFFAOYSA-N 2-benzoylbenzoic acid Chemical compound OC(=O)C1=CC=CC=C1C(=O)C1=CC=CC=C1 FGTYTUFKXYPTML-UHFFFAOYSA-N 0.000 description 1
- ZCDADJXRUCOCJE-UHFFFAOYSA-N 2-chlorothioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(Cl)=CC=C3SC2=C1 ZCDADJXRUCOCJE-UHFFFAOYSA-N 0.000 description 1
- VUIWJRYTWUGOOF-UHFFFAOYSA-N 2-ethenoxyethanol Chemical compound OCCOC=C VUIWJRYTWUGOOF-UHFFFAOYSA-N 0.000 description 1
- PGMMQIGGQSIEGH-UHFFFAOYSA-N 2-ethenyl-1,3-oxazole Chemical compound C=CC1=NC=CO1 PGMMQIGGQSIEGH-UHFFFAOYSA-N 0.000 description 1
- BQBSIHIZDSHADD-UHFFFAOYSA-N 2-ethenyl-4,5-dihydro-1,3-oxazole Chemical compound C=CC1=NCCO1 BQBSIHIZDSHADD-UHFFFAOYSA-N 0.000 description 1
- HMEVYZZCEGUONQ-UHFFFAOYSA-N 2-ethenyl-5-methyl-4,5-dihydro-1,3-oxazole Chemical compound CC1CN=C(C=C)O1 HMEVYZZCEGUONQ-UHFFFAOYSA-N 0.000 description 1
- KMNCBSZOIQAUFX-UHFFFAOYSA-N 2-ethoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OCC)C(=O)C1=CC=CC=C1 KMNCBSZOIQAUFX-UHFFFAOYSA-N 0.000 description 1
- BQZJOQXSCSZQPS-UHFFFAOYSA-N 2-methoxy-1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(OC)C(=O)C1=CC=CC=C1 BQZJOQXSCSZQPS-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- YRNDGUSDBCARGC-UHFFFAOYSA-N 2-methoxyacetophenone Chemical compound COCC(=O)C1=CC=CC=C1 YRNDGUSDBCARGC-UHFFFAOYSA-N 0.000 description 1
- RIWRBSMFKVOJMN-UHFFFAOYSA-N 2-methyl-1-phenylpropan-2-ol Chemical compound CC(C)(O)CC1=CC=CC=C1 RIWRBSMFKVOJMN-UHFFFAOYSA-N 0.000 description 1
- AUZRCMMVHXRSGT-UHFFFAOYSA-N 2-methylpropane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CC(C)CS(O)(=O)=O AUZRCMMVHXRSGT-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- MYISVPVWAQRUTL-UHFFFAOYSA-N 2-methylthioxanthen-9-one Chemical compound C1=CC=C2C(=O)C3=CC(C)=CC=C3SC2=C1 MYISVPVWAQRUTL-UHFFFAOYSA-N 0.000 description 1
- 125000003504 2-oxazolinyl group Chemical group O1C(=NCC1)* 0.000 description 1
- AGBXYHCHUYARJY-UHFFFAOYSA-N 2-phenylethenesulfonic acid Chemical compound OS(=O)(=O)C=CC1=CC=CC=C1 AGBXYHCHUYARJY-UHFFFAOYSA-N 0.000 description 1
- LPIQIQPLUVLISR-UHFFFAOYSA-N 2-prop-1-en-2-yl-4,5-dihydro-1,3-oxazole Chemical compound CC(=C)C1=NCCO1 LPIQIQPLUVLISR-UHFFFAOYSA-N 0.000 description 1
- YYIOIHBNJMVSBH-UHFFFAOYSA-N 2-prop-2-enoyloxynaphthalene-1-sulfonic acid Chemical group C1=CC=C2C(S(=O)(=O)O)=C(OC(=O)C=C)C=CC2=C1 YYIOIHBNJMVSBH-UHFFFAOYSA-N 0.000 description 1
- XPVKTZNEWSRWDI-UHFFFAOYSA-N 3-[(1-amino-2-methylpropylidene)amino]propanoic acid;hydrate Chemical compound O.CC(C)C(N)=NCCC(O)=O XPVKTZNEWSRWDI-UHFFFAOYSA-N 0.000 description 1
- UDWIZRDPCQAYRF-UHFFFAOYSA-N 3-[diethoxy(methyl)silyl]propyl prop-2-enoate Chemical compound CCO[Si](C)(OCC)CCCOC(=O)C=C UDWIZRDPCQAYRF-UHFFFAOYSA-N 0.000 description 1
- MCDBEBOBROAQSH-UHFFFAOYSA-N 3-[dimethoxy(methyl)silyl]propyl prop-2-enoate Chemical compound CO[Si](C)(OC)CCCOC(=O)C=C MCDBEBOBROAQSH-UHFFFAOYSA-N 0.000 description 1
- OFNISBHGPNMTMS-UHFFFAOYSA-N 3-methylideneoxolane-2,5-dione Chemical compound C=C1CC(=O)OC1=O OFNISBHGPNMTMS-UHFFFAOYSA-N 0.000 description 1
- XDQWJFXZTAWJST-UHFFFAOYSA-N 3-triethoxysilylpropyl prop-2-enoate Chemical compound CCO[Si](OCC)(OCC)CCCOC(=O)C=C XDQWJFXZTAWJST-UHFFFAOYSA-N 0.000 description 1
- HMBNQNDUEFFFNZ-UHFFFAOYSA-N 4-ethenoxybutan-1-ol Chemical compound OCCCCOC=C HMBNQNDUEFFFNZ-UHFFFAOYSA-N 0.000 description 1
- CFZDMXAOSDDDRT-UHFFFAOYSA-N 4-ethenylmorpholine Chemical compound C=CN1CCOCC1 CFZDMXAOSDDDRT-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 239000005997 Calcium carbide Substances 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- PMOOGNFLKFAJES-UHFFFAOYSA-N Cl.Cl.N(=NC(C)(C)C=1NC(CN1)C)C(C)(C)C=1NC(CN1)C.Cl.Cl.N(=NC(C)(C)C(N)=N)C(C)(C)C(N)=N Chemical compound Cl.Cl.N(=NC(C)(C)C=1NC(CN1)C)C(C)(C)C=1NC(CN1)C.Cl.Cl.N(=NC(C)(C)C(N)=N)C(C)(C)C(N)=N PMOOGNFLKFAJES-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920000103 Expandable microsphere Polymers 0.000 description 1
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerol Natural products OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- BWPYBAJTDILQPY-UHFFFAOYSA-N Methoxyphenone Chemical compound C1=C(C)C(OC)=CC=C1C(=O)C1=CC=CC(C)=C1 BWPYBAJTDILQPY-UHFFFAOYSA-N 0.000 description 1
- BZLVMXJERCGZMT-UHFFFAOYSA-N Methyl tert-butyl ether Chemical compound COC(C)(C)C BZLVMXJERCGZMT-UHFFFAOYSA-N 0.000 description 1
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- NYXVMNRGBMOSIY-UHFFFAOYSA-N OCCC=CC(=O)OP(O)(O)=O Chemical compound OCCC=CC(=O)OP(O)(O)=O NYXVMNRGBMOSIY-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- WTARULDDTDQWMU-UHFFFAOYSA-N Pseudopinene Natural products C1C2C(C)(C)C1CCC2=C WTARULDDTDQWMU-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- OXCUXICYDJWRNK-UHFFFAOYSA-N [(2,4-dibutoxyphenyl)-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CCCCOC1=CC(OCCCC)=CC=C1P(=O)(C(=O)C=1C(=CC(C)=CC=1C)C)C(=O)C1=C(C)C=C(C)C=C1C OXCUXICYDJWRNK-UHFFFAOYSA-N 0.000 description 1
- LFOXEOLGJPJZAA-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(CC(C)CC(C)(C)C)C(=O)C1=C(OC)C=CC=C1OC LFOXEOLGJPJZAA-UHFFFAOYSA-N 0.000 description 1
- RMKZLFMHXZAGTM-UHFFFAOYSA-N [dimethoxy(propyl)silyl]oxymethyl prop-2-enoate Chemical compound CCC[Si](OC)(OC)OCOC(=O)C=C RMKZLFMHXZAGTM-UHFFFAOYSA-N 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 238000007259 addition reaction Methods 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000001335 aliphatic alkanes Chemical class 0.000 description 1
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000003545 alkoxy group Chemical group 0.000 description 1
- 125000005370 alkoxysilyl group Chemical group 0.000 description 1
- 230000005260 alpha ray Effects 0.000 description 1
- XCPQUQHBVVXMRQ-UHFFFAOYSA-N alpha-Fenchene Natural products C1CC2C(=C)CC1C2(C)C XCPQUQHBVVXMRQ-UHFFFAOYSA-N 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- MVNCAPSFBDBCGF-UHFFFAOYSA-N alpha-pinene Natural products CC1=CCC23C1CC2C3(C)C MVNCAPSFBDBCGF-UHFFFAOYSA-N 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium peroxydisulfate Substances [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 description 1
- VAZSKTXWXKYQJF-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)OOS([O-])=O VAZSKTXWXKYQJF-UHFFFAOYSA-N 0.000 description 1
- 229910001870 ammonium persulfate Inorganic materials 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000003466 anti-cipated effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 125000001204 arachidyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 150000001491 aromatic compounds Chemical class 0.000 description 1
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 125000005160 aryl oxy alkyl group Chemical group 0.000 description 1
- 125000004069 aziridinyl group Chemical group 0.000 description 1
- 239000007869 azo polymerization initiator Substances 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- 229930006722 beta-pinene Natural products 0.000 description 1
- ZNAAXKXXDQLJIX-UHFFFAOYSA-N bis(2-cyclohexyl-3-hydroxyphenyl)methanone Chemical compound C1CCCCC1C=1C(O)=CC=CC=1C(=O)C1=CC=CC(O)=C1C1CCCCC1 ZNAAXKXXDQLJIX-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 125000006226 butoxyethyl group Chemical group 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000012986 chain transfer agent Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000013522 chelant Substances 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 125000004093 cyano group Chemical group *C#N 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- PODOEQVNFJSWIK-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethoxyphenyl)methanone Chemical compound COC1=CC(OC)=CC(OC)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 PODOEQVNFJSWIK-UHFFFAOYSA-N 0.000 description 1
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 1
- 238000007323 disproportionation reaction Methods 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- YCUBDDIKWLELPD-UHFFFAOYSA-N ethenyl 2,2-dimethylpropanoate Chemical compound CC(C)(C)C(=O)OC=C YCUBDDIKWLELPD-UHFFFAOYSA-N 0.000 description 1
- ZEYMDLYHRCTNEE-UHFFFAOYSA-N ethenyl 3-oxobutanoate Chemical compound CC(=O)CC(=O)OC=C ZEYMDLYHRCTNEE-UHFFFAOYSA-N 0.000 description 1
- MEGHWIAOTJPCHQ-UHFFFAOYSA-N ethenyl butanoate Chemical compound CCCC(=O)OC=C MEGHWIAOTJPCHQ-UHFFFAOYSA-N 0.000 description 1
- JZRGFKQYQJKGAK-UHFFFAOYSA-N ethenyl cyclohexanecarboxylate Chemical compound C=COC(=O)C1CCCCC1 JZRGFKQYQJKGAK-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 125000006232 ethoxy propyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000005448 ethoxyethyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- ZCJGPLOQDMFGAR-UHFFFAOYSA-N formaldehyde;1,2-xylene Chemical compound O=C.CC1=CC=CC=C1C ZCJGPLOQDMFGAR-UHFFFAOYSA-N 0.000 description 1
- OIAUFEASXQPCFE-UHFFFAOYSA-N formaldehyde;1,3-xylene Chemical compound O=C.CC1=CC=CC(C)=C1 OIAUFEASXQPCFE-UHFFFAOYSA-N 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- LCWMKIHBLJLORW-UHFFFAOYSA-N gamma-carene Natural products C1CC(=C)CC2C(C)(C)C21 LCWMKIHBLJLORW-UHFFFAOYSA-N 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- PBZROIMXDZTJDF-UHFFFAOYSA-N hepta-1,6-dien-4-one Chemical compound C=CCC(=O)CC=C PBZROIMXDZTJDF-UHFFFAOYSA-N 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 125000002768 hydroxyalkyl group Chemical group 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000002563 ionic surfactant Substances 0.000 description 1
- 230000005865 ionizing radiation Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 125000000468 ketone group Chemical group 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 125000002960 margaryl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 238000001465 metallisation Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- UZKWTJUDCOPSNM-UHFFFAOYSA-N methoxybenzene Substances CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- XONPDZSGENTBNJ-UHFFFAOYSA-N molecular hydrogen;sodium Chemical compound [Na].[H][H] XONPDZSGENTBNJ-UHFFFAOYSA-N 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- 125000001421 myristyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- QYZFTMMPKCOTAN-UHFFFAOYSA-N n-[2-(2-hydroxyethylamino)ethyl]-2-[[1-[2-(2-hydroxyethylamino)ethylamino]-2-methyl-1-oxopropan-2-yl]diazenyl]-2-methylpropanamide Chemical compound OCCNCCNC(=O)C(C)(C)N=NC(C)(C)C(=O)NCCNCCO QYZFTMMPKCOTAN-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- OPECTNGATDYLSS-UHFFFAOYSA-N naphthalene-2-sulfonyl chloride Chemical compound C1=CC=CC2=CC(S(=O)(=O)Cl)=CC=C21 OPECTNGATDYLSS-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 125000001196 nonadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000002958 pentadecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 1
- 125000002467 phosphate group Chemical group [H]OP(=O)(O[H])O[*] 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 229910052573 porcelain Inorganic materials 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 239000003755 preservative agent Substances 0.000 description 1
- UIIIBRHUICCMAI-UHFFFAOYSA-N prop-2-ene-1-sulfonic acid Chemical compound OS(=O)(=O)CC=C UIIIBRHUICCMAI-UHFFFAOYSA-N 0.000 description 1
- AXLMPTNTPOWPLT-UHFFFAOYSA-N prop-2-enyl 3-oxobutanoate Chemical compound CC(=O)CC(=O)OCC=C AXLMPTNTPOWPLT-UHFFFAOYSA-N 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical class C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- AAYRWMCIKCRHIN-UHFFFAOYSA-N propane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CCCS(O)(=O)=O AAYRWMCIKCRHIN-UHFFFAOYSA-N 0.000 description 1
- 125000006225 propoxyethyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- GRWFGVWFFZKLTI-UHFFFAOYSA-N rac-alpha-Pinene Natural products CC1=CCC2C(C)(C)C1C2 GRWFGVWFFZKLTI-UHFFFAOYSA-N 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 1
- 229960001755 resorcinol Drugs 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 235000010378 sodium ascorbate Nutrition 0.000 description 1
- PPASLZSBLFJQEF-RKJRWTFHSA-M sodium ascorbate Substances [Na+].OC[C@@H](O)[C@H]1OC(=O)C(O)=C1[O-] PPASLZSBLFJQEF-RKJRWTFHSA-M 0.000 description 1
- 229960005055 sodium ascorbate Drugs 0.000 description 1
- PPASLZSBLFJQEF-RXSVEWSESA-M sodium-L-ascorbate Chemical compound [Na+].OC[C@H](O)[C@H]1OC(=O)C(O)=C1[O-] PPASLZSBLFJQEF-RXSVEWSESA-M 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-L sulfite Chemical class [O-]S([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-L 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 239000003784 tall oil Substances 0.000 description 1
- CLZWAWBPWVRRGI-UHFFFAOYSA-N tert-butyl 2-[2-[2-[2-[bis[2-[(2-methylpropan-2-yl)oxy]-2-oxoethyl]amino]-5-bromophenoxy]ethoxy]-4-methyl-n-[2-[(2-methylpropan-2-yl)oxy]-2-oxoethyl]anilino]acetate Chemical compound CC1=CC=C(N(CC(=O)OC(C)(C)C)CC(=O)OC(C)(C)C)C(OCCOC=2C(=CC=C(Br)C=2)N(CC(=O)OC(C)(C)C)CC(=O)OC(C)(C)C)=C1 CLZWAWBPWVRRGI-UHFFFAOYSA-N 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 125000002948 undecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000004670 unsaturated fatty acids Chemical group 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- FUSUHKVFWTUUBE-UHFFFAOYSA-N vinyl methyl ketone Natural products CC(=O)C=C FUSUHKVFWTUUBE-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/26—Porous or cellular plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L93/00—Compositions of natural resins; Compositions of derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L93/00—Compositions of natural resins; Compositions of derivatives thereof
- C08L93/04—Rosin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/245—Vinyl resins, e.g. polyvinyl chloride [PVC]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
- C09J7/381—Pressure-sensitive adhesives [PSA] based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/385—Acrylic polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/101—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/414—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of a copolymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
- C09J2433/006—Presence of (meth)acrylic polymer in the substrate
Definitions
- the present invention relates to an adhesive sheet.
- This application claims priority based on Japanese Patent Application No. 2014-162360 filed on Aug. 8, 2014, the entire contents of which are incorporated herein by reference.
- a pressure-sensitive adhesive (also referred to as a pressure-sensitive adhesive; the same shall apply hereinafter) is in the form of a soft solid (viscoelastic body) in a temperature range near room temperature and has a property of easily adhering to an adherend by pressure. Taking advantage of such properties, pressure-sensitive adhesives are widely used in various industrial fields such as home appliances, automobiles, and office automation equipment as a bonding means with good workability and high adhesion reliability.
- the base polymer of the pressure-sensitive adhesive a polymer exhibiting rubber elasticity at normal temperature can be preferably employed.
- Patent documents 1 and 2 are mentioned as a prior art literature about an adhesive.
- Patent Document 1 discloses a photocurable acrylic pressure-sensitive adhesive.
- Patent Document 2 relates to a pressure-sensitive adhesive sheet using a polyolefin-based foam base material that is a non-viscoelastic body.
- the pressure-sensitive adhesive is typically formed into a film and used in the form of a pressure-sensitive adhesive sheet containing the film-shaped pressure-sensitive adhesive (pressure-sensitive adhesive layer).
- the adhesive sheet is required to have various performances depending on the application. For example, it is useful if a pressure-sensitive adhesive sheet having high resistance (peeling strength) against peeling from a low-polarity adherend and excellent in flexibility is provided.
- an object of the present invention is to provide a pressure-sensitive adhesive sheet that exhibits high peel strength with respect to a low-polar adherend and is excellent in flexibility.
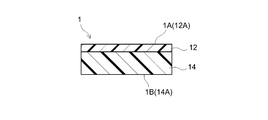
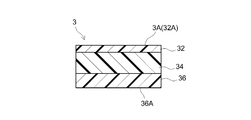
- a pressure-sensitive adhesive sheet comprising a pressure-sensitive adhesive layer (A) constituting a pressure-sensitive adhesive surface and a viscoelastic body layer (B) supporting the pressure-sensitive adhesive layer (A).
- the viscoelastic layer (B) contains hollow particles or has bubbles.
- the pressure-sensitive adhesive layer (A) includes an acrylic polymer (a) as a base polymer. The copolymerization ratio of the acidic group-containing monomer in the acrylic polymer (a) is 5% by weight or less.
- the pressure-sensitive adhesive sheet having the above-described configuration includes a viscoelastic body layer (B) containing hollow particles or having bubbles
- the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (A) depends on the mechanical properties of the viscoelastic body layer (B).
- the resistance to peeling (peel strength; for example, 90 degree peel strength measured according to the method described in Examples described later) is improved.
- an adhesive sheet becomes the thing excellent in the softness
- the hollow particles function as a filler for the viscoelastic body layer (B) and can increase the shear strength of the viscoelastic body layer (B).
- An increase in the shear strength of the viscoelastic body layer (B) can advantageously contribute to an improvement in peel strength.
- the viscoelastic body layer (B) contains the hollow particles also from the viewpoint of reducing the weight of the pressure-sensitive adhesive sheet.
- the pressure-sensitive adhesive sheet including the viscoelastic layer (B) having bubbles has good followability to the surface shape and deformation of the adherend, and easily maintains the state where the pressure-sensitive adhesive surface is in close contact with the surface of the adherend. This can advantageously contribute to an improvement in peel strength for various adherends including low-polar adherends.
- the copolymerization ratio of the acidic group-containing monomer in the acrylic polymer (a) is suppressed to a predetermined value or less, the adhesion to the low-polar adherend is further improved.
- viscoelastic layer (B) contains hollow particles or has bubbles means that the viscoelastic layer (B) contains hollow particles and has substantially no bubbles; hollow particles And an embodiment having bubbles, and an embodiment containing hollow particles and having bubbles.
- an acrylic polymer having a copolymerization ratio of an acidic group-containing monomer of 5% by weight or less means an acrylic polymer obtained by polymerizing a monomer raw material substantially free of an acidic group-containing monomer, and an acidic polymer. It includes a monomer raw material containing a group-containing monomer, and an acrylic polymer obtained by polymerizing a monomer raw material in which the proportion of the acidic group-containing monomer is 5% by weight or less.
- the viscoelastic body layer (B) includes an acrylic polymer (b) as a base polymer.
- the viscoelastic layer (B) having this configuration is preferable because it is easy to adjust the balance between flexibility and cohesion.
- adhesiveness (anchoring property) of an adhesive layer (A) and a viscoelastic body layer (B) improves because both an adhesive layer (A) and a viscoelastic body layer (B) contain an acrylic polymer.
- the phenomenon which peels (throwing destruction) between an adhesive layer (A) and a viscoelastic body layer (B) may be suppressed preferably. This preferably realizes both high peel strength and re-peelability for a low-polar adherend.
- the acrylic polymer (b) is obtained by polymerizing a monomer raw material containing an acidic group-containing monomer.
- the cohesiveness of the viscoelastic body layer (B) which does not comprise an adhesive surface improves, maintaining the adhesiveness with respect to a low polarity adherend, for example, improvement of shear strength and holding power is improved. I can expect.
- the ratio (ACb / ACa) of the copolymerization ratio ACb of the acidic group-containing monomer in the acrylic polymer (b) to the copolymerization ratio ACa of the acidic group-containing monomer in the acrylic polymer (a) is 2 or more. Is more preferable.
- the pressure-sensitive adhesive layer (A) is at least one selected from the group consisting of a rosin-based tackifier resin, a terpene-based tackifier resin, and a phenol-based tackifier resin. Contains a tackifier.
- a rosin-based tackifier resin a rosin-based tackifier resin
- a terpene-based tackifier resin a phenol-based tackifier resin.
- a tackifier a tackifier.
- the ratio (T B / T A ) of the thickness T B of the viscoelastic body layer (B) to the thickness T A of the pressure-sensitive adhesive layer ( A ) is 12 That's it.
- the pressure-sensitive adhesive surface has a 90 ° peel strength with respect to polypropylene having a value of 30 N / 25 mm or more.
- the pressure-sensitive adhesive sheet exhibiting the above-mentioned adhesive strength with respect to polypropylene, which is one of typical examples of low-polarity materials, can exhibit higher peel strength with respect to a low-polarity adherend.
- the “pressure-sensitive adhesive” refers to a material that exhibits a soft solid (viscoelastic body) state in a temperature range near room temperature and has a property of easily adhering to an adherend by pressure as described above.
- the adhesive here is generally defined as “C. A. Dahlquist,“ Adhesion: Fundamental and Practice ”, McLaren & Sons, (1966) P. 143”, and generally has a complex tensile modulus E * (1 Hz). ⁇ 10 ⁇ 7 > dyne / cm ⁇ 2 > material (typically a material having the above properties at 25 [deg.] C.).
- the pressure-sensitive adhesive in the technology disclosed herein can be grasped as a solid component of the pressure-sensitive adhesive composition or a constituent component of the pressure-sensitive adhesive layer.
- the “base polymer” of the pressure-sensitive adhesive is the main component (that is, the polymer component in the polymer (typically a polymer exhibiting rubber elasticity in a temperature range near room temperature)) contained in the pressure-sensitive adhesive. Ingredients with the largest blending ratio, typically more than 50% by weight).
- the pressure-sensitive adhesive sheet disclosed herein includes a pressure-sensitive adhesive layer (A) that constitutes a pressure-sensitive adhesive surface, and a viscoelastic body layer (B) that supports the pressure-sensitive adhesive layer (A).
- the pressure-sensitive adhesive layer (A) is supported by the viscoelastic body layer (B) and constitutes at least one surface (one side or both sides) of the pressure-sensitive adhesive sheet.
- the concept of the pressure-sensitive adhesive sheet here includes what is called a pressure-sensitive adhesive tape, a pressure-sensitive adhesive label, a pressure-sensitive adhesive film, and the like.
- the pressure-sensitive adhesive sheet provided by the present specification may be in the form of a roll or a single sheet. Or the adhesive sheet of the form processed into various shapes may be sufficient.
- the pressure-sensitive adhesive sheet 1 shown in FIG. 1 is a double-sided pressure-sensitive adhesive sheet comprising a pressure-sensitive adhesive layer (A) 12 and a viscoelastic body layer (B) 14 that supports the back surface thereof.
- the viscoelastic body layer (B) 14 is an adhesive layer.
- the first surface (first adhesive surface) 1A of the pressure-sensitive adhesive sheet 1 is constituted by the surface 12A of the pressure-sensitive adhesive layer (A) 12, and the second surface (second adhesive surface) 1B of the pressure-sensitive adhesive sheet 1 is a viscoelastic layer.
- Adhesion layer (B) It is comprised by the surface 14A of 14.
- the pressure-sensitive adhesive sheet 1 having such a configuration can exhibit good adhesion to an adherend having a first pressure-sensitive adhesive surface 1A having a low polarity. Moreover, since the adhesive sheet 1 contains the viscoelastic body layer (B) 14, it can become the thing excellent in the softness
- the pressure-sensitive adhesive sheet 1 is suitable, for example, as a double-sided pressure-sensitive adhesive sheet for firmly bonding various adherends to low-polar adherends.
- the pressure-sensitive adhesive sheet 2 shown in FIG. 2 includes a first pressure-sensitive adhesive layer (A) 22 and a second pressure-sensitive adhesive layer (A) 23, and a viscoelastic body layer (B) 24 disposed therebetween. It is a double-sided pressure-sensitive adhesive sheet.
- the viscoelastic layer (B) 24 may be an adhesive layer or a non-adhesive layer.
- the first surface (first adhesive surface) 2A of the pressure-sensitive adhesive sheet 2 is constituted by the surface 22A of the first pressure-sensitive adhesive layer (A) 22 supported by the first surface of the viscoelastic body layer (B) 24. Yes.
- the second surface (second adhesive surface) 2B of the pressure-sensitive adhesive sheet 2 is constituted by the surface 23A of the second pressure-sensitive adhesive layer (A) 23 supported by the second surface of the viscoelastic body layer (B) 24. Yes.
- both the first pressure-sensitive adhesive surface 2 ⁇ / b> A and the second pressure-sensitive adhesive surface 2 ⁇ / b> B can exhibit good adhesion to an adherend having low polarity.
- the adhesive sheet 2 contains the viscoelastic body layer (B) 24, it can be excellent in flexibility.
- the pressure-sensitive adhesive sheet 2 can be preferably used, for example, in a mode in which the first pressure-sensitive adhesive surface 2A and the second pressure-sensitive adhesive surface 2B are each attached to a low-polarity adherend.
- the pressure-sensitive adhesive sheet 2 is suitable, for example, as a double-sided pressure-sensitive adhesive sheet for firmly bonding low-polar adherends to each other.
- the pressure-sensitive adhesive sheet 3 shown in FIG. 3 is a single-sided pressure-sensitive adhesive sheet including a pressure-sensitive adhesive layer (A) 32, a viscoelastic body layer (B) 34 that supports the back surface thereof, and a support substrate 36 that supports the back surface thereof. is there.
- the viscoelastic body layer (B) 34 is typically an adhesive layer.
- the pressure-sensitive adhesive sheet 3 includes a pressure-sensitive adhesive surface 3 ⁇ / b> A constituted by the surface 32 ⁇ / b> A of the pressure-sensitive adhesive layer (A) 32.
- the pressure-sensitive adhesive sheet 3 having such a configuration can be preferably used, for example, in an aspect in which the pressure-sensitive adhesive surface 3A is attached to a low-polarity adherend.
- the viscoelastic body layers (B) 14, 24 and 34 each contain bubbles or contain hollow particles, and contain both bubbles and hollow particles. You may go out.
- Preferred examples from the viewpoint of weight reduction of the pressure-sensitive adhesive sheet include a structure in which the viscoelastic body layer (B) includes at least one of bubbles and hollow particles, a structure in which the viscoelastic body layer (B) includes at least hollow particles, and a viscoelastic body.
- a layer (B) contains both a bubble and a hollow particle are mentioned.
- the hollow particles and bubbles contained in the viscoelastic layer (B) may reduce the surface smoothness of the viscoelastic layer (B) depending on the size and content.
- the smoothness of the surface of the viscoelastic body layer (B) is lowered, for example, when the viscoelastic body layer (B) is an adhesive layer and the surface is directly attached to the adherend, the adhesion to the adherend is reduced. It may become deficient and the peel strength may tend to decrease.
- the pressure-sensitive adhesive layer (A) constituting the pressure-sensitive adhesive surface is disposed on the viscoelastic body layer (B).
- the adhesion between the adherend and the adhesive surface is not easily affected by the surface smoothness of the viscoelastic layer (B). For this reason, it is easy to adjust the content ratio of the hollow particles and bubbles in the viscoelastic body layer (B), and an adhesive sheet having a better performance balance can be suitably realized.
- each layer shown in the drawings may have a single-layer structure or a multilayer structure of two or more layers (that is, a structure including a plurality of layers). It may be.
- each of the pressure-sensitive adhesive layers (A) 12, 22, 23 and 32 may be composed of a pressure-sensitive adhesive layer (A) having a single layer structure, or a pressure-sensitive adhesive layer (A) composed of a plurality of pressure-sensitive adhesive layers.
- the pressure-sensitive adhesive layer (A) may be disposed on both surfaces of the support base material.
- the pressure-sensitive adhesive sheets 1 to 3 exemplified in FIGS. 1 to 3 may further have a layer not shown in the drawings.
- another layer may be disposed between any layers in FIGS.
- the second pressure-sensitive adhesive layer (A) is further disposed between the viscoelastic body layer (B) 34 and the support base material 36. It is done.
- the pressure-sensitive adhesive sheet disclosed herein is not exposed on the surface of the pressure-sensitive adhesive sheet in addition to the pressure-sensitive adhesive layer (A) constituting the pressure-sensitive adhesive surface, such as the second pressure-sensitive adhesive layer (A).
- a pressure-sensitive adhesive layer that does not constitute a surface may be included.
- the other layer may be a layer other than the pressure-sensitive adhesive layer.
- it may be a plastic film, a primer layer, a primer layer, a release treatment layer, a colored layer such as a printing layer, a metal vapor deposition layer, an antistatic layer, a surface protective layer, or the like.
- the pressure-sensitive adhesive sheets 1 to 3 disclosed herein may not include a primer layer or a primer layer.
- the technique disclosed here can be preferably implemented in a mode that does not include a primer layer between the adherend surface (not shown) and the adhesive surfaces 12A, 22A, 23A, and 32A.
- the technology disclosed herein is used when the pressure-sensitive adhesive sheet is peeled off. It is possible to preferably carry out without causing an event of throwing and breaking (an event of peeling between the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B)).
- the composition of the viscoelastic layer (B) is not particularly limited as long as it exhibits the properties of a viscoelastic body in a temperature range near room temperature.
- the viscoelastic body layer (B) is an acrylic viscoelastic body, rubber viscoelastic body, silicone viscoelastic body, polyester viscoelastic body, urethane viscoelastic body, polyether viscoelastic body, polyamide viscoelastic body. Or a layer composed of one or more selected from various viscoelastic bodies such as a body and a fluorine-based viscoelastic body.
- the acrylic viscoelastic body includes an acrylic polymer as a base polymer (the main component of the polymer component, that is, the component having the largest blending ratio among the polymer components, typically exceeding 50% by weight). Component).
- the viscoelastic body referred to here is a material having both properties of viscosity and elasticity, that is, a material having a property that satisfies the phase of the complex elastic modulus exceeding 0 and less than ⁇ / 2 (typically at 25 ° C. A material having the above properties).
- a material having a property satisfying the complex tensile modulus E * (1 Hz) ⁇ 10 7 dyne / cm 2 (typically a material having the above property at 25 ° C.) is preferable.
- the viscoelastic body layer (B) may be an adhesive layer or a non-adhesive layer.
- the “adhesive layer” refers to a SUS304 stainless steel plate as an adherend according to JIS Z 0237 (2009), and a 2 kg roller is reciprocated once in a measurement environment at 23 ° C. to be bonded to the adherend. It means a layer having a peel strength of 0.1 N / 20 mm or more when peeled in the 180 ° direction under the condition of a tensile speed of 300 mm / min 30 minutes later. Also called an adhesive layer.
- non-adhesive layer refers to a layer that does not correspond to the adhesive layer, and typically refers to a layer having a peel strength of less than 0.1 N / 20 mm.
- the layer that does not stick to the stainless steel plate when the 2 kg roller is reciprocated once in a measurement environment of 23 ° C. and pressed against the SUS304 stainless steel plate is a non-adhesive layer here. This is a typical example included in the concept.
- the technique disclosed here contains the form containing the viscoelastic body layer (B) applicable to an adhesion layer, ie, the adhesive layer (B) as a viscoelastic body layer (B). It can be preferably implemented in the form of an adhesive sheet.
- the viscoelastic body layer (B) may be a layer containing an acrylic polymer (b) as the base polymer (b), that is, an acrylic viscoelastic body layer.
- the viscoelastic layer (B) having such a composition is preferable because it is easy to adjust the balance between flexibility and cohesion.
- both the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) contain an acrylic polymer, the adhesion of both layers is improved, and the phenomenon of throwing and breaking when the pressure-sensitive adhesive sheet is peeled off is preferably suppressed. obtain.
- the proportion of the acrylic polymer (b) in the viscoelastic layer (B) is not particularly limited, but is typically 50% by weight or more, preferably 70% by weight or more, more preferably 80% by weight or more. .
- the acrylic polymer (b) for example, a polymer of a monomer raw material that includes alkyl (meth) acrylate as a main monomer and can further include a submonomer copolymerizable with the main monomer is preferable.
- the main monomer refers to a component occupying more than 50% by weight of all monomer components contained in the monomer raw material.
- the composition of the monomer component contained in the monomer raw material typically matches the composition of the monomer unit contained in the acrylic polymer (b).
- alkyl (meth) acrylate for example, a compound represented by the following formula (1) can be preferably used.
- CH 2 C (R 1 ) COOR 2 (1)
- R 1 in the above formula (1) is a hydrogen atom or a methyl group.
- R 2 is an alkyl group having 1 to 20 carbon atoms (hereinafter, such a range of the number of carbon atoms may be represented as “C 1-20 ”).
- an alkyl (meth) acrylate in which R 2 is a C 1-14 alkyl group is preferable
- an alkyl (meth) acrylate in which R 2 is a C 1-10 alkyl group is more preferable.
- An alkyl (meth) acrylate in which R 2 is a butyl group or a 2-ethylhexyl group is particularly preferable.
- alkyl (meth) acrylate in which R 2 is a C 1-20 alkyl group examples include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, isopropyl (meth) acrylate, and n-butyl (meth) ) Acrylate, isobutyl (meth) acrylate, s-butyl (meth) acrylate, pentyl (meth) acrylate, isopentyl (meth) acrylate, hexyl (meth) acrylate, heptyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, octyl (Meth) acrylate, isooctyl (meth) acrylate, nonyl (meth) acrylate, isononyl (meth) acrylate, decyl (meth) acrylate, isode
- alkyl (meth) acrylates can be used alone or in combination of two or more.
- Particularly preferred alkyl (meth) acrylates include n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA).
- the amount of the alkyl (meth) acrylate can be, for example, 60% by weight or more of all monomer components constituting the acrylic polymer (b), and usually 70% by weight or more. It is preferable that the content be 80% by weight or more. From the viewpoint of cohesiveness of the viscoelastic body layer (B), the amount of the alkyl (meth) acrylate is suitably 99.5% by weight or less, preferably 99% by weight or less, more preferably 95% by weight or less. is there.
- submonomer examples include a monomer having a functional group (hereinafter also referred to as “functional group-containing monomer”).
- a functional group-containing monomer can be used for the purpose of introducing a crosslinking point into the acrylic polymer (b) and increasing the cohesive strength of the viscoelastic body layer (B).
- ethylenically unsaturated monocarboxylic acids such as acrylic acid (AA), methacrylic acid (MAA), crotonic acid, carboxyethyl (meth) acrylate, carboxypentyl (meth) acrylate, itaconic acid, maleic acid, fumaric acid, citracone
- Carboxyl group-containing monomers such as ethylenically unsaturated dicarboxylic acids such as acids and metal salts thereof (for example, alkali metal salts);
- Acid anhydride group-containing monomers such as acid anhydrides of the above ethylenically unsaturated dicarboxylic acids such as maleic anhydride and itaconic anhydride;
- N-methylol (meth) acrylamide vinyl alcohol, allyl alcohol, 2-hydroxyethyl vinyl ether, 4-hydroxybutyl vinyl ether, diethylene
- Unsaturated alcohols such as recall monovinyl ether, hydroxyl group (hydroxyl group) containing monomer;
- Amide group-containing monomers such as N-butoxymethyl (meth) acrylamide;
- cyano group-containing monomers such as acrylonitrile and methacrylonitrile;
- sulfonic acids such as styrene sulfonic acid, allyl sulfonic acid, 2- (meth) acrylamide-2-methylpropan
- An alkoxysilyl group-containing monomer of In addition, a macromonomer having a radical polymerizable vinyl group at a monomer terminal obtained by polymerizing a vinyl group may be used. These can be used alone or in combination of two or more.
- the amount used may be appropriately selected so as to realize a desired cohesive force, and is not particularly limited.
- the amount of the functional group-containing monomer used can be, for example, 0.5% by weight or more of the total monomer components constituting the acrylic polymer (b), and is usually 1% by weight or more. It is preferably 3% by weight or more, and more preferably 5% by weight or more.
- the amount of the functional group-containing monomer is suitably 30% by weight or less of the total monomer components, preferably 25% by weight or less, More preferably, it is 20% by weight or less.
- the acrylic polymer (b) disclosed herein is obtained by polymerizing a monomer raw material containing an acidic group-containing monomer.
- the balance between the flexibility and cohesiveness of the viscoelastic layer (B) can be preferably adjusted.
- the acidic group-containing monomer include various carboxyl group-containing monomers, metal salts thereof (for example, alkali metal salts), and acid anhydride group-containing monomers.
- these acidic group-containing monomers one or more of those exemplified above as carboxyl group-containing monomers and metal salts thereof (for example, alkali metal salts) and acid anhydride group-containing monomers can be preferably used. . Of these, AA and MAA are more preferable.
- the amount used may be appropriately selected so as to realize a desired cohesive force, and is not particularly limited.
- the amount of the acidic group-containing monomer used is, for example, suitably 1% by weight or more of all monomer components constituting the acrylic polymer (b), and usually 3% by weight or more (for example, 5% by weight or more, typically Specifically, it is preferably 8% by weight or more). Further, from the viewpoint of achieving a good balance between flexibility and cohesion, the amount of the acidic group-containing monomer is 25% by weight or less (for example, 20% by weight or less, typically 15% by weight or less) of the total monomer components. Is appropriate.
- the monomer raw material may contain a submonomer other than the functional group-containing monomer described above for the purpose of adjusting the glass transition temperature (Tg) and improving cohesion.
- a secondary monomer For example, carboxylic acid vinyl esters such as vinyl acetate (VAc), vinyl propionate, vinyl butyrate, vinyl pivalate, vinyl cyclohexanecarboxylate, vinyl benzoate;
- aromatic vinyl compounds such as styrene, substituted styrene ( ⁇ -methylstyrene, etc.), vinyl toluene, etc .;
- Aromatics such as aryl (meth) acrylate (eg phenyl (meth) acrylate), aryloxyalkyl (meth) acrylate (eg phenoxyethyl (meth) acrylate), arylalkyl (meth) acrylate (eg benzyl (meth) acrylate) Sex ring-containing (meth) acrylates
- the monomer raw material may contain a polyfunctional monomer as needed for the purpose of crosslinking or the like.
- polyfunctional monomers include 1,6-hexanediol di (meth) acrylate, ethylene glycol di (meth) acrylate, propylene glycol di (meth) acrylate, polyethylene glycol di (meth) acrylate, polypropylene glycol di ( (Meth) acrylate, neopentyl glycol di (meth) acrylate, pentaerythritol di (meth) acrylate, trimethylolpropane tri (meth) acrylate, ethylene oxide modified trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, Two or more polymerizable functional groups in one molecule (typically dipentaerythritol penta (meth) acrylate, dipentaerythritol hexa (meth) acryl
- a polyfunctional monomer having 2 or more (typically 3 or more) acryloyl groups in one molecule is preferable.
- the amount used is not particularly limited, but usually 2% by weight or less (more preferably 1% by weight) of the total monomer components from the viewpoint of flexibility of the viscoelastic body layer (B). % Or less) is appropriate.
- the monomer composition of the acrylic polymer (b) can be set so that the Tg of the acrylic polymer (b) is, for example, from ⁇ 70 ° C. to ⁇ 10 ° C.
- the Tg of the acrylic polymer (b) is suitably ⁇ 20 ° C. or lower, preferably ⁇ 30 ° C. or lower, more preferably ⁇ 40 ° C. or lower, and further preferably ⁇ 50 ° C. or lower.
- the Tg is ⁇ 65 ° C. or higher.
- the Tg of the acrylic polymer (b) is the Tg of a homopolymer of each monomer constituting the acrylic polymer (b) and the weight fraction of the monomer (copolymerization ratio on a weight basis). ) Based on the Fox equation. Therefore, the Tg of the acrylic polymer (b) can be adjusted by appropriately changing the monomer composition (that is, the type and amount ratio of the monomer used in the synthesis of the acrylic polymer (b)). As the Tg of the homopolymer, the value described in known materials is adopted.
- a homopolymer solution having a solid concentration of 33% by weight.
- This homopolymer solution is cast-coated on a release liner and dried to prepare a test sample (sheet-like homopolymer) having a thickness of about 2 mm.
- This test sample was punched into a disk shape having a diameter of 7.9 mm, sandwiched between parallel plates, and subjected to a shear strain with a frequency of 1 Hz using a viscoelasticity tester (ARES, manufactured by Rheometrics), in a temperature range of ⁇ 70 to 150 ° C.
- the viscoelasticity is measured by the shear mode at a heating rate of 5 ° C./min, and the peak top temperature of tan ⁇ is defined as Tg of the homopolymer.
- the acrylic polymer (b) can be adjusted by a known or conventional polymerization method.
- the polymerization method include thermal polymerization such as solution polymerization, emulsion polymerization, and bulk polymerization (typically performed in the presence of a thermal polymerization initiator); light such as ultraviolet rays (UV), ⁇ rays, and ⁇ .
- Active energy ray polymerization performed by irradiating active energy rays such as radiation, etc. can be appropriately employed.
- active energy ray polymerization here include photopolymerization performed by irradiating light such as UV (typically performed in the presence of a photopolymerization initiator), ⁇ -ray, ⁇ -ray, and ⁇ .
- radiation polymerization performed by irradiating with ionizing radiation such as a beam, a neutron beam and an electron beam.
- a known or conventional polymerization initiator can be used depending on the polymerization method, polymerization mode, and the like.
- a polymerization initiator can be used individually by 1 type or in combination of 2 or more types as appropriate.
- a photopolymerization initiator can be suitably used because of the advantage that the polymerization time can be shortened.
- the photopolymerization initiator is not particularly limited.
- ketal photopolymerization initiator acetophenone photopolymerization initiator, benzoin ether photopolymerization initiator, acylphosphine oxide photopolymerization initiator, ⁇ - Ketol photoinitiator, aromatic sulfonyl chloride photoinitiator, photoactive oxime photoinitiator, benzoin photoinitiator, benzyl photoinitiator, benzophenone photoinitiator, thioxanthone light
- a polymerization initiator or the like can be used.
- ketal photopolymerization initiator examples include 2,2-dimethoxy-1,2-diphenylethane-1-one (for example, trade name “Irgacure 651” manufactured by BASF).
- acetophenone photopolymerization initiator examples include 1-hydroxycyclohexyl-phenyl-ketone (for example, trade name “Irgacure 184” manufactured by BASF), 4-phenoxydichloroacetophenone, 4-t-butyl-dichloroacetophenone, 1- [4- (2-hydroxyethoxy) -phenyl] -2-hydroxy-2-methyl-1-propan-1-one (for example, trade name “Irgacure 2959” manufactured by BASF), 2-hydroxy-2 -Methyl-1-phenyl-propan-1-one (for example, trade name “Darocur 1173” manufactured by BASF), methoxyacetophenone and the like are included.
- benzoin ether photopolymerization initiator examples include benzoin ethers such as benzoin methyl ether, benzoin ethyl ether, benzoin propyl ether, benzoin isopropyl ether and benzoin isobutyl ether, and substituted benzoin ethers such as anisole methyl ether.
- acylphosphine oxide photopolymerization initiator examples include bis (2,4,6-trimethylbenzoyl) phenylphosphine oxide (for example, trade name “Irgacure 819” manufactured by BASF), bis (2,4,6 -Trimethylbenzoyl) -2,4-di-n-butoxyphenylphosphine oxide, 2,4,6-trimethylbenzoyldiphenylphosphine oxide (for example, trade name “Lucirin TPO” manufactured by BASF), bis (2,6- Dimethoxybenzoyl) -2,4,4-trimethylpentylphosphine oxide and the like.
- ⁇ -ketol photopolymerization initiator examples include 2-methyl-2-hydroxypropiophenone, 1- [4- (2-hydroxyethyl) phenyl] -2-methylpropan-1-one, and the like. It is.
- aromatic sulfonyl chloride photopolymerization initiator examples include 2-naphthalenesulfonyl chloride and the like.
- photoactive oxime photopolymerization initiator include 1-phenyl-1,1-propanedione-2- (o-ethoxycarbonyl) -oxime and the like.
- benzoin photopolymerization initiator examples include benzoin and the like.
- benzyl photopolymerization initiator examples include benzyl and the like.
- benzophenone photopolymerization initiator examples include benzophenone, benzoylbenzoic acid, 3,3′-dimethyl-4-methoxybenzophenone, polyvinylbenzophenone, ⁇ -hydroxycyclohexyl phenyl ketone, and the like.
- thioxanthone photopolymerization initiator examples include thioxanthone, 2-chlorothioxanthone, 2-methylthioxanthone, 2,4-dimethylthioxanthone, isopropylthioxanthone, 2,4-dichlorothioxanthone, 2,4-diethylthioxanthone, isopropylthioxanthone. 2,4-diisopropylthioxanthone, dodecylthioxanthone and the like.
- the initiator for thermal polymerization is not particularly limited.
- an azo polymerization initiator for example, an azo polymerization initiator, a peroxide initiator, a redox initiator based on a combination of a peroxide and a reducing agent, a substituted ethane system.
- An initiator or the like can be used.
- the amount of such a thermal polymerization initiator or photopolymerization initiator used can be a normal amount used according to the polymerization method, polymerization mode, etc., and is not particularly limited.
- 0.001 to 5 parts by weight of initiator typically 0.01 to 2 parts by weight, for example 0.01 to 1 part by weight
- composition for forming the viscoelastic layer (B) a composition containing a partial polymer obtained by polymerizing a part of the monomer component can be preferably used.
- a partial polymer typically has a syrup shape (viscous liquid) in which a polymer formed from a part of the monomer component and an unreacted monomer are mixed.
- a partially polymerized product may be referred to as “monomer syrup” or simply “syrup”.
- the polymerization method for obtaining the partial polymer is not particularly limited, and various polymerization methods as described above can be appropriately selected and used. From the viewpoints of efficiency and simplicity, a photopolymerization method can be preferably employed. According to photopolymerization, the polymerization conversion rate of the monomer mixture can be easily controlled by polymerization conditions such as the amount of light irradiation (light quantity).
- the composition for forming the viscoelastic body layer (B) is an acrylic polymer (b) as a completely polymerized monomer component (for example, the polymerization conversion rate of the monomer component). May contain 95% by weight or more of an acrylic polymer).
- an acrylic polymer for example, it may be in the form of a solvent-type composition containing such an acrylic polymer (b) in an organic solvent, a water-dispersed composition in which the acrylic polymer (b) is dispersed in an aqueous solvent, and the like.
- the composition for forming the viscoelastic layer (B) may contain a crosslinking agent.
- a crosslinking agent a well-known thru
- the composition which does not contain this crosslinking agent substantially may be sufficient.
- the viscoelastic body layer (B) may contain a filler.
- a filler By including a filler in the viscoelastic layer (B), the shear strength of the viscoelastic layer (B) can be increased. Thereby, the resistance (peeling strength) against peeling off the pressure-sensitive adhesive sheet from the adherend can be improved.
- use of a filler can suppress the excessive deformation
- particulate materials can be used as the filler.
- the constituent material of the particulate material include metals such as copper, nickel, aluminum, chromium, iron, and stainless steel; metal oxides such as alumina and zirconia; carbides such as silicon carbide, boron carbide, and nitrogen carbide; aluminum nitride, Nitride such as silicon nitride and boron nitride; inorganic materials such as calcium carbide, calcium carbonate, aluminum hydroxide, glass and silica; polystyrene, acrylic resin (for example, polymethyl methacrylate), phenol resin, benzoguanamine resin, urea resin, silicone resin , Polyesters, polyurethanes, polyethylenes, polypropylenes, polyamides (eg, nylon), polyimides, polymers such as polyvinylidene chloride, and the like.
- metals such as copper, nickel, aluminum, chromium, iron, and stainless steel
- metal oxides such as alumina and zi
- natural raw material particles such as volcanic shirasu and sand may be used. These can be used alone or in combination of two or more.
- the external shape and particle shape of the particulate matter are not particularly limited.
- the external shape of the particulate matter can be, for example, spherical, flaky, indeterminate.
- the particle structure of the particulate material can be, for example, a dense structure, a porous structure, a hollow structure, or the like.
- the technique disclosed herein can be preferably implemented in a mode in which the viscoelastic body layer (B) includes a particulate material having a hollow structure (hereinafter also referred to as “hollow particles”) as the filler.
- hollow particles made of an inorganic material can be preferably used. Examples of such hollow particles include glass balloons such as hollow glass balloons; metal oxide hollow balloons such as hollow alumina balloons; porcelain hollow balloons such as hollow ceramic balloons.
- hollow glass balloon for example, trade names “Glass Micro Balloon”, “Fuji Balloon H-40”, “Fuji Balloon H-35” manufactured by Fuji Silysia Chemical Co., Ltd., and “Sellstar Z-20” manufactured by Tokai Kogyo Co., Ltd. are used.
- the average particle diameter of the hollow particles used is not particularly limited. For example, it can be selected from the range of 1 ⁇ m to 500 ⁇ m, preferably 5 ⁇ m to 400 ⁇ m, more preferably 10 ⁇ m to 300 ⁇ m, and still more preferably 10 ⁇ m to 200 ⁇ m (for example, 10 to 150 ⁇ m).
- the average particle diameter of the hollow particles is usually suitably 50% or less of the thickness of the viscoelastic layer (B), preferably 30% or less (for example, 10% or less).
- the specific gravity of the hollow particles is not particularly limited, but for example, 0.1 to 1.8 g / cm 3 , preferably 0.1 to 1.5 g / cm 3 , more preferably in consideration of uniform dispersibility and mechanical strength.
- the amount of the hollow particles used is not particularly limited, and can be, for example, about 1 to 70% by volume of the total volume of the viscoelastic layer (B), and is usually about 5 to 50% by volume. Yes, about 10 to 40% by volume is preferable. From the viewpoint of improving the peeling force, the amount of the hollow particles used is preferably 15% by volume or more (for example, 20% by volume or more, typically 30% by volume or more) of the total volume of the viscoelastic body layer (B).
- the viscoelastic body layer (B) may have bubbles.
- the cushioning property of the pressure-sensitive adhesive sheet can be improved and the flexibility can be increased.
- the flexibility of the pressure-sensitive adhesive sheet is increased, irregularities and steps on the surface of the adherend are easily absorbed by deformation of the pressure-sensitive adhesive sheet, so that the pressure-sensitive adhesive surface can be better adhered to the surface of the adherend.
- Good adhesion of the pressure-sensitive adhesive surface to the adherend surface can advantageously contribute to an improvement in peel strength for low-polar surfaces and other various surfaces.
- flexibility of an adhesive sheet can also contribute to reduction of the repulsive force of an adhesive sheet.
- the viscoelastic layer (B) may include both the filler (for example, hollow particles) and bubbles as described above.
- the pressure-sensitive adhesive sheet containing such a viscoelastic layer (B) is preferable because it tends to have an excellent balance between flexibility and cohesive force.
- the bubbles contained in the viscoelastic layer (B) may be closed cells, open cells, or a mixture of these. From the viewpoint of cushioning properties, the viscoelastic body layer (B) having a structure containing a lot of closed cells is more preferable.
- gas components contained in the bubbles are not particularly limited, and are inert gases such as nitrogen, carbon dioxide, and argon. In addition, various gas components such as air may be used.
- the bubble forming gas when a polymerization reaction or the like is performed in a state where the bubble forming gas is included, it is preferable to use a gas that does not inhibit the reaction. From such viewpoints and cost viewpoints, nitrogen can be suitably employed as the bubble forming gas.
- the shape of the bubble is typically approximately spherical, but is not limited thereto.
- the average diameter of the bubbles (average bubble diameter) is not particularly limited, and can be selected from the range of, for example, 1 ⁇ m to 1000 ⁇ m, preferably 10 ⁇ m to 500 ⁇ m, and more preferably 30 ⁇ m to 300 ⁇ m.
- the average bubble diameter is usually suitably 50% or less of the thickness of the viscoelastic layer (B), preferably 30% or less (for example, 10% or less).
- the said average bubble diameter can be calculated
- the volume ratio (bubble content rate) of the bubbles in the viscoelastic layer (B) is not particularly limited, and the intended cushioning and flexibility are realized. Can be set as appropriate. For example, it can be about 3 to 70% by volume with respect to the volume of the viscoelastic layer (B) (refers to the apparent volume and can be calculated from the thickness and area of the viscoelastic layer (B)). Usually, it is appropriate to be about 5 to 50% by volume, and preferably about 8 to 40% by volume. From the viewpoint of improving the peeling force, the volume ratio of bubbles in the viscoelastic layer (B) is preferably less than 30% by volume (for example, less than 20% by volume, typically 15% by volume or less).
- a method for forming a viscoelastic body layer having bubbles is not particularly limited, and a known method can be appropriately employed.
- a composition for forming a viscoelastic body layer preferably a composition of a type that forms a viscoelastic body by curing with an active energy ray such as UV
- a bubble-forming gas is mixed in advance is cured.
- a method of forming a bubble-containing viscoelastic body layer, (2) a method of forming a bubble-containing viscoelastic layer by forming bubbles from the foaming agent using a composition for forming a viscoelastic body layer containing a foaming agent, Etc. can be adopted as appropriate.
- the foaming agent to be used is not particularly limited, and can be appropriately selected from known foaming agents.
- a foaming agent such as a thermally expandable microsphere can be preferably used.
- the method for preparing the viscoelastic material layer forming composition mixed with the bubble forming gas is not particularly limited, and a known bubble mixing method is used. be able to.
- a stator having a large number of fine teeth on a disk having a through hole in the center, and a rotor facing the stator and having fine teeth similar to the stator on the disk And the like.
- a composition for forming a viscoelastic body layer (a composition precursor for forming a viscoelastic body layer) before mixing bubbles is introduced between the teeth on the stator and the teeth on the rotor.
- a gas component bubble forming gas
- a gas component bubble forming gas
- a composition for forming a viscoelastic body layer in which bubbles are finely dispersed and mixed is obtained.
- the composition in which the bubble forming gas is mixed in such a manner onto a predetermined surface and curing the composition the bubble-containing viscoelastic layer can be formed.
- a heating method a method of irradiating active energy rays (for example, UV), or the like can be preferably employed.
- Viscoelastic material layer forming composition mixed with bubble forming gas is heated and irradiated with actinic energy rays, etc., and cured in a state where bubbles are stably held, thereby suitably forming bubble-containing viscoelastic material layer can do.
- a surfactant may be added to the composition for forming a viscoelastic body layer from the viewpoint of mixing of the bubble forming gas and stability of the bubbles.
- surfactants include ionic surfactants, hydrocarbon surfactants, silicone surfactants, and fluorine surfactants.
- fluorine-based surfactants are preferable, and fluorine-based surfactants having an oxyalkylene group (typically an oxyalkylene group having 2 to 3 carbon atoms) and a fluorinated hydrocarbon group in the molecule are particularly preferable.
- a fluorine-type surfactant can be used individually by 1 type or in combination of 2 or more types.
- the amount of the surfactant used is not particularly limited, and for example, about 0.01 to 3 parts by weight based on the solid content with respect to 100 parts by weight of the acrylic polymer contained in the viscoelastic layer (B). it can.
- the viscoelastic layer (B) is a tackifier component such as an acrylic oligomer, plasticizer, softener, colorant (pigment, dye, etc.), antioxidant, leveling as long as the effect of the present invention is not significantly hindered.
- Known additives such as additives, stabilizers, preservatives and the like may be contained as necessary.
- the viscoelastic material layer forming composition is cured by a photopolymerization method to form the viscoelastic material layer (B)
- the photopolymerization is not inhibited in order to color the viscoelastic material layer (B).
- These pigments color pigments
- carbon black can be preferably used as the colorant.
- the amount of carbon black used is, for example, 0.15 parts by weight or less (for example, 0.001) with respect to 100 parts by weight of the target viscoelastic layer (B) in consideration of the degree of coloring, photopolymerization reactivity, and the like.
- To 0.15 parts by weight preferably 0.01 to 0.1 parts by weight.
- the viscoelastic layer (B) may be substantially free of tackifier components (for example, acrylic oligomers).
- tackifier components for example, acrylic oligomers
- the thickness of the viscoelastic layer (B) is not particularly limited, but is suitably about 100 ⁇ m or more. Since the viscoelastic body layer (B) is a viscoelastic body, it is excellent in flexibility. Therefore, by supporting the pressure-sensitive adhesive layer (A) with the viscoelastic body layer (B), the surface (pressure-sensitive adhesive surface) of the pressure-sensitive adhesive layer (A) can be suitably adhered to the adherend. From the viewpoint of flexibility, the thickness of the viscoelastic layer (B) is preferably 200 ⁇ m or more, and more preferably 300 ⁇ m or more (for example, 350 ⁇ m or more).
- the thickness of the viscoelastic body layer (B) can be 500 ⁇ m or more, or 700 ⁇ m or more.
- the technique disclosed here can also be preferably implemented in an embodiment in which the thickness of the viscoelastic layer (B) is 1 mm or more.
- the upper limit of the thickness of the viscoelastic layer (B) is not particularly limited, and can be, for example, about 10 mm or less.
- the thickness of the viscoelastic layer (B) is usually suitably 5 mm or less, and preferably 3 mm or less (for example, 2 mm or less).
- the pressure-sensitive adhesive layer (A) is a layer containing an acrylic polymer (a) as the base polymer (a).
- the acrylic polymer (a) for example, a polymer of a monomer raw material that includes an alkyl (meth) acrylate as a main monomer and can further include a submonomer copolymerizable with the main monomer is preferable.
- a constituent monomer component of the acrylic polymer (a) one or more of alkyl (meth) acrylates and various submonomers as main monomers exemplified as monomers that can be used in the acrylic polymer (b). Can be used.
- R 2 is C 1-14 (for example, C 1-10 , typically C 4-8 ) in the above formula (1).
- R 2 is C 1-14 (for example, C 1-10 , typically C 4-8 ) in the above formula (1).
- 2 or more types are used.
- BA or 2EHA is more preferable, and BA is particularly preferable from the viewpoints of adhesiveness and removability.
- the amount of the alkyl (meth) acrylate as the main monomer is, for example, 60% by weight or more (for example, 80% by weight or more, typically 80% by weight or more of the total monomer components constituting the acrylic polymer (a)). Is preferably 90% by weight or more). From the viewpoint of the cohesiveness of the pressure-sensitive adhesive layer (A), the amount of the alkyl (meth) acrylate is suitably 100% by weight or less (for example, 99.5% by weight or less, typically 99% by weight or less).
- the copolymerization ratio of the acidic group-containing monomer in the acrylic polymer (a) disclosed herein is 5% by weight or less.
- the acrylic polymer (a) is obtained by polymerizing a monomer raw material that does not contain an acidic group-containing monomer or contains 5% by weight or less.
- the proportion of the acidic group-containing monomer in the constituent monomer component (monomer raw material) of the acrylic polymer (a) is preferably 4% by weight or less (eg, 3% by weight or less).
- the constituent monomer component may be substantially free of an acidic group-containing monomer.
- Examples of the acidic group-containing monomer typically include various carboxyl group-containing monomers, metal salts thereof (for example, alkali metal salts), and acid anhydride group-containing monomers.
- Examples of these acidic group-containing monomers include one or more carboxyl group-containing monomers that can be used in the acrylic polymer (b) and metal salts thereof (for example, alkali metal salts) and acid anhydride group-containing monomers. It can be preferably used. Of these, AA and MAA are more preferable.
- the ratio of the copolymerization ratio ACb of the acidic group-containing monomer in the acrylic polymer (b) to the copolymerization ratio ACa of the acidic group-containing monomer in the acrylic polymer (a) is greater than 1.
- the usage-amount of the acidic group containing monomer in an adhesive layer (A) is restrict
- the ratio (ACb / ACa) is more preferably 2 or more (for example, 2.5 or more, typically 3 or more).
- the upper limit of the ratio (ACb / ACa) is not particularly limited, but is suitably about 10 or less (for example, 5 or less).
- the acrylic polymer (a) various submonomers (functional group-containing monomers, submonomers other than the functional group-containing monomers, and polyfunctional monomers exemplified in the above-mentioned acrylic polymer (b) are included.
- the group-containing monomer is not particularly limited, and may be appropriately selected so that the adjustment of Tg and the desired cohesive force can be realized.
- the amount of the functional group-containing monomer other than the acidic group-containing monomer is, for example, 0.01% by weight or more (for example, 0.1% by weight or more, typically 1%) of the total monomer components constituting the acrylic polymer (a). % By weight or more).
- the amount of the functional group-containing monomer is 30% by weight or less (for example, 25% by weight or less, typically 20% by weight or less) of the total monomer components. It is appropriate to do.
- the acrylic polymer (a) a copolymer obtained by copolymerizing a hydroxyl group-containing monomer can be preferably used.
- the hydroxyl group-containing monomer one or more of the hydroxyl group-containing monomers exemplified as the constituent monomer of the acrylic polymer (b) can be preferably used. Among them, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, etc. Hydroxyalkyl (meth) acrylate is more preferred.
- Such a hydroxyl group-containing monomer is preferably used in a range of about 0.001 wt% to 10 wt% of the total amount of monomer components used for the synthesis of the acrylic polymer (a).
- the pressure-sensitive adhesive layer (A) in which the pressure-sensitive adhesive force and the cohesive force are balanced at a higher level can be realized. Even better results can be achieved when the amount of the hydroxyl group-containing monomer is about 0.01 wt% or more and 5 wt% or less (for example, 0.05 wt% or more and 2 wt% or less).
- the acrylic polymer (a) may contain vinyl esters (for example, VAc) as a constituent monomer component.
- the content is suitably about 0.1 to 20% by weight (typically 0.5 to 15% by weight) of the total amount of the monomer components.
- the copolymer composition of the acrylic polymer (a) is suitably designed so that the Tg of the polymer is ⁇ 15 ° C. or lower (typically ⁇ 70 ° C. or higher and ⁇ 15 ° C. or lower). Is ⁇ 25 ° C. or lower (for example, ⁇ 60 ° C. or higher and ⁇ 25 ° C. or lower), more preferably ⁇ 40 ° C. or lower (for example, ⁇ 60 ° C. or higher and ⁇ 40 ° C. or lower). It is preferable that the Tg of the acrylic polymer (a) is not more than the above-described upper limit value from the viewpoint of adhesive properties (for example, impact resistance).
- the Tg of the acrylic polymer (a) is determined from the same method as the Tg of the acrylic polymer (b) described above.
- the acrylic polymer (a) can be adjusted by a known or conventional polymerization method.
- the polymerization method include thermal polymerization such as solution polymerization, emulsion polymerization and bulk polymerization (typically performed in the presence of a thermal polymerization initiator); light such as UV, ⁇ -ray, ⁇ -ray, etc.
- Active energy ray polymerization performed by irradiating active energy rays such as radiation can be appropriately employed.
- a solution polymerization method can be preferably used.
- a monomer supply method when performing solution polymerization a batch charging method, a continuous supply (dropping) method, a divided supply (dropping) method, or the like that supplies all monomer raw materials at once can be appropriately employed.
- the polymerization temperature can be appropriately selected according to the type of monomer and solvent to be used, the type of polymerization initiator, and the like, for example, about 20 ° C. to 170 ° C. (typically 40 ° C. to 140 ° C.). it can.
- the solvent (polymerization solvent) used for the solution polymerization can be appropriately selected from conventionally known organic solvents.
- aromatic compounds such as toluene (typically aromatic hydrocarbons); aliphatic or alicyclic hydrocarbons such as ethyl acetate; halogenated alkanes such as 1,2-dichloroethane; isopropyl alcohol, etc.
- a lower alcohol for example, a monohydric alcohol having 1 to 4 carbon atoms
- an ether such as tert-butyl methyl ether
- a ketone such as methyl ethyl ketone
- Mixed solvents of more than one species can be used.
- the initiator used for the polymerization can be appropriately selected from conventionally known polymerization initiators according to the type of the polymerization method.
- one or more polymerization initiators exemplified as thermal polymerization initiators that can be used for the polymerization of the acrylic polymer (b) can be preferably used.
- thermal polymerization initiators that can be used for the polymerization of the acrylic polymer (b)
- azo initiators such as 2,2'-azobisisobutyronitrile are more preferable.
- the polymerization initiator may be used in a normal amount, for example, about 0.005 to 1 part by weight (typically 0.01 to 1 part by weight) with respect to 100 parts by weight of the total monomer components. You can choose from a range.
- the weight average molecular weight (Mw) of the acrylic polymer (a) disclosed herein is not particularly limited and may be, for example, in the range of 10 ⁇ 10 4 to 500 ⁇ 10 4 .
- the Mw of the acrylic polymer (a) is 10 ⁇ 10 4 to 150 ⁇ 10 4 (for example, 20 ⁇ 10 4 to 75 ⁇ 10 4 , typically It is preferably in the range of 35 ⁇ 10 4 to 65 ⁇ 10 4 ).
- Mw refers to a value in terms of standard polystyrene obtained by gel permeation chromatography (GPC).
- GPC gel permeation chromatography
- a model name “HLC-8320GPC” columnumn: TSKgelGMH-H (S), manufactured by Tosoh Corporation
- the acrylic polymer (a) has a dispersity (Mw / Mn) of 3 to 10.
- Mw / Mn dispersity
- the degree of dispersion is not less than a predetermined value, there is a predetermined amount of low molecular weight components and the initial peel strength tends to be improved.
- the anchoring property to a viscoelastic body layer (B) improves, and there exists a tendency for favorable removability to be acquired.
- the degree of dispersion is more preferably 4 to 8 (for example, 5 to 7).
- the degree of dispersion can be adjusted by selecting a polymerization initiator (for example, selection based on a 10-hour half-life temperature), polymerization conditions, aging conditions, and the like.
- the degree of dispersion can be determined by GPC using the same method as for Mw. The same applies to the embodiments described later.
- the proportion of the component having a molecular weight of 10 ⁇ 10 4 or less in the acrylic polymer (a) is about 10 to 30% by weight.
- the ratio of the component having a molecular weight of 10 ⁇ 10 4 or less is more preferably 15 to 30% by weight (for example, 20 to 30% by weight).
- the proportion of the component having a molecular weight of 10 ⁇ 10 4 or less can be adjusted by selecting a polymerization initiator (for example, selection based on a 10-hour half-life temperature), polymerization conditions, aging conditions, and the like.
- the proportion of the component having a molecular weight of 10 ⁇ 10 4 or less can be determined by GPC. The same applies to the embodiments described later.
- the pressure-sensitive adhesive layer (A) contains a tackifier.
- the tackifier is not particularly limited, but for example, rosin tackifier resin, terpene tackifier resin, hydrocarbon tackifier resin, phenol tackifier resin, epoxy tackifier resin, polyamide tackifier resin, Various tackifier resins such as an elastomer tackifier resin and a ketone tackifier resin can be used. Such tackifier resin can be used individually by 1 type or in combination of 2 or more types.
- rosin-based tackifier resins terpene-based tackifier resins, hydrocarbon-based tackifier resins, and phenol-based tackifier resins are preferable, and rosin-based tackifier resins, terpene-based tackifier resins, and phenol-based tackifier resins are more preferable. .
- rosin-based tackifying resins include unmodified rosins (raw rosins) such as gum rosin, wood rosin, tall oil rosin; modified rosins modified by hydrogenation, disproportionation, polymerization, etc. Hydrogenated rosin, disproportionated rosin, polymerized rosin, other chemically modified rosins, etc.
- rosin derivatives include rosins such as those obtained by esterifying an unmodified rosin with an alcohol (that is, an esterified product of rosin) and those obtained by esterifying a modified rosin with an alcohol (that is, an esterified product of a modified rosin).
- Esters Unmodified rosins and modified rosins modified with unsaturated fatty acids Unsaturated fatty acid modified rosins; Unmodified rosins, modified rosins, unsaturated rosin esters modified with unsaturated fatty acids Rosin alcohols in which carboxyl groups in fatty acid-modified rosins or unsaturated fatty acid-modified rosin esters are reduced; Metal salts of rosins (particularly rosin esters) such as unmodified rosins, modified rosins, and various rosin derivatives; rosins (Unmodified rosin, modified rosin, various rosin derivatives, etc.) Rosin phenol resins obtained by thermal polymerization by adding Nord acid catalyst; and the like.
- a rosin tackifier resin When an acrylic polymer is employed as the base polymer, it is preferable to use a rosin tackifier resin. From the viewpoint of improving adhesive properties such as repulsion resistance and adhesive strength, an appropriate one of the above rosin-based tackifying resins may be selected and used, and the types and properties (for example, softening point) are different. Two or more kinds may be used in combination.
- terpene-based tackifier resins include terpene resins such as ⁇ -pinene polymers, ⁇ -pinene polymers, and dipentene polymers; modification of these terpene resins (phenol modification, aromatic modification, hydrogenation modification, hydrocarbons) Modified terpene resin) and the like.
- modified terpene resin include terpene phenol resin, styrene modified terpene resin, aromatic modified terpene resin, hydrogenated terpene resin and the like.
- a terpene tackifier resin for example, a terpene phenol resin.
- terpene-based tackifier resins for example, terpene phenol resins
- Two or more different types such as softening point may be used in combination.
- hydrocarbon-based tackifying resins examples include aliphatic hydrocarbon resins, aromatic hydrocarbon resins (such as xylene resins), aliphatic cyclic hydrocarbon resins, aliphatic / aromatic petroleum resins (styrene- Olefin copolymers), aliphatic / alicyclic petroleum resins, hydrogenated hydrocarbon resins, coumarone resins, coumarone indene resins, and the like.
- phenolic tackifying resins include condensates of various phenols such as phenol, m-cresol, 3,5-xylenol, p-alkylphenol, resorcin, and formaldehyde (for example, alkylphenolic resins, xyleneformaldehyde-based resins).
- Resin resole obtained by addition reaction of the above phenols and formaldehyde with an alkali catalyst, novolak obtained by condensation reaction of the above phenols and formaldehyde with an acid catalyst, and rosins (unmodified rosin and modified rosin) Rosin-modified phenolic resins obtained by adding phenol to an rosin derivative with an acid catalyst and performing thermal polymerization.
- a tackifying resin having a softening point (softening temperature) of about 60 ° C. or higher (preferably about 80 ° C. or higher, typically 100 ° C. or higher) can be preferably used.
- a higher-performance (for example, highly adhesive) pressure-sensitive adhesive sheet can be realized.
- the upper limit of the softening point of the tackifying resin is not particularly limited, and can be about 180 ° C. or lower (for example, about 140 ° C. or lower).
- each tackifying resin has the said softening point.
- the softening point of the tackifier resin here is defined as a value measured by a softening point test method (ring ball method) defined in either JIS K 5902: 2006 and JIS K 2207: 2006.
- the amount of the tackifier used is not particularly limited, and can be appropriately set according to the target tack performance (adhesive strength, etc.). For example, about 5 to 80 parts by weight (more preferably 10 to 60 parts by weight, more preferably 20 to 50 parts by weight) of the tackifier resin with respect to 100 parts by weight of the acrylic polymer (a) based on the solid content. It is preferable to use in proportions.
- a crosslinking agent may be used as necessary.
- the kind in particular of a crosslinking agent is not restrict
- As such a crosslinking agent 1 type (s) or 2 or more types of the various crosslinking agents illustrated in the viscoelastic body layer (B) can be used.
- use of an isocyanate type crosslinking agent and / or an epoxy type crosslinking agent is preferable from a viewpoint of cohesion force improvement.
- the amount of the crosslinking agent used is not particularly limited, and is, for example, about 10 parts by weight or less (for example, about 0.005 to 10 parts by weight, preferably about 0.01 to 5 parts by weight with respect to 100 parts by weight of the acrylic polymer (a). Part).
- the pressure-sensitive adhesive composition (A) may be a leveling agent, a crosslinking aid, a plasticizer, a softening agent, a filler, a colorant (pigment, dye, etc.), an antistatic agent, an anti-aging agent, or an ultraviolet absorber, if necessary. It may contain various additives generally used in the field of pressure-sensitive adhesive compositions, such as an agent, an antioxidant, and a light stabilizer. About such various additives, conventionally well-known things can be used by a conventional method, and since it does not characterize this invention in particular, detailed description is abbreviate
- omitted is a light stabilizer.
- the pressure-sensitive adhesive layer (A) disclosed herein is a pressure-sensitive adhesive layer formed from an aqueous pressure-sensitive adhesive composition, a solvent-type pressure-sensitive adhesive composition, a hot-melt pressure-sensitive adhesive composition, or an active energy ray-curable pressure-sensitive adhesive composition. It can be.
- the water-based pressure-sensitive adhesive composition refers to a pressure-sensitive adhesive composition in a form containing a pressure-sensitive adhesive (pressure-sensitive adhesive layer forming component) in a water-based solvent (water-based solvent), and is typically dispersed in water. What is called a type pressure-sensitive adhesive composition (a composition in which at least a part of the pressure-sensitive adhesive is dispersed in water) and the like are included.
- a solvent-type adhesive composition means the adhesive composition of the form which contains an adhesive in an organic solvent.
- the technique disclosed here is preferably implemented in an aspect including an adhesive layer (A) formed from a solvent-type adhesive composition from the viewpoint of suitably realizing adhesive properties.
- the method for forming the pressure-sensitive adhesive sheet including the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) is not particularly limited.
- the pressure-sensitive adhesive layer (A) is formed on a surface having good releasability (release surface, for example, the surface of a release liner), and the pressure-sensitive adhesive layer (A) is bonded to the surface of the viscoelastic layer (B) ( (Transfer) method can be preferably employed.
- the adhesive composition (A) for forming the adhesive layer (A) is applied to the surface of the viscoelastic body layer (B) and cured (for example, dried) to thereby form the adhesive layer (B).
- An adhesive layer (A) may be formed on the surface.
- the composition (B) for forming the viscoelastic body layer (B) is applied on the surface of the pressure-sensitive adhesive layer (A) and cured (for example, UV cured) on the pressure-sensitive adhesive layer (A).
- a viscoelastic body layer For the purpose of improving the adhesion between the adhesive layer (A) and the viscoelastic body layer (B), before the adhesive layer (A) and the viscoelastic body layer (B) are laminated, for example, a viscoelastic body layer ( Surface treatment (adhesion improvement treatment) such as corona discharge treatment may be applied to the adhesive layer (A) side surface of B) or the viscoelastic body layer (B) side surface of the adhesive layer (A). It does not have to be.
- the thickness of the pressure-sensitive adhesive layer (A) constituting the pressure-sensitive adhesive surface is not particularly limited, and can be about 1 ⁇ m or more. From the viewpoint of peel strength, the thickness of the pressure-sensitive adhesive layer (A) is suitably 5 ⁇ m or more (for example, 10 ⁇ m or more, typically 20 ⁇ m or more). The thickness is usually suitably 200 ⁇ m or less from the viewpoint of cohesion and the like, and is preferably 150 ⁇ m or less (for example, 100 ⁇ m or less, typically 80 ⁇ m or less).
- the pressure-sensitive adhesive sheet disclosed herein includes the viscoelastic layer (B), even if the pressure-sensitive adhesive layer (A) is thin, it effectively absorbs irregularities and steps on the adherend surface, Good adhesion to the adherend surface is possible. This can achieve high peel strength. From such a viewpoint, the thickness of the pressure-sensitive adhesive layer (A) may be 60 ⁇ m or less (for example, 40 ⁇ m or less).
- the ratio (T B / T A ) of the thickness T B of the viscoelastic layer (B) to the thickness T A of the pressure-sensitive adhesive layer ( A ) is greater than 1.
- action a peeling strength improvement based on a softness
- the ratio (T B / T A ) is more preferably 10 or more (for example, 12 or more, typically 15 or more), even if it is 20 or more (for example, 30 or more, typically 40 or more). Good.
- the upper limit of the ratio (T B / T A ) is not particularly limited, but may be about 100 or less (for example, 50 or less).
- the pressure-sensitive adhesive sheet disclosed herein may include a support base material, for example, like a single-sided pressure-sensitive adhesive sheet 3 shown in FIG.
- the supporting substrate include plastic films such as polypropylene film, ethylene-propylene copolymer film, polyester film, and polyvinyl chloride film; foam sheet made of foam such as polyurethane foam, polyethylene foam, and polychloroprene foam; Woven and non-woven fabrics (Japanese paper, fine paper) of various fibrous materials (natural fibers such as hemp and cotton, synthetic fibers such as polyester and vinylon, semi-synthetic fibers such as acetate, etc.) alone or blended Etc.); metal foils such as aluminum foil and copper foil; etc.
- the plastic film typically a non-porous plastic film, which is a concept distinguished from a woven fabric or a non-woven fabric
- any of an unstretched film and a stretched (uniaxially stretched or biaxially stretched) film is used. Can also be used.
- the thickness of the supporting substrate can be appropriately selected according to the purpose, but is generally about 2 ⁇ m to 500 ⁇ m, and generally about 10 ⁇ m to 200 ⁇ m can be preferably used.
- the upper limit of the thickness of this support base material can be about 10 cm, for example, and it is suitable that it is usually about 5 cm (for example, about 2 cm).
- the surface on the side of the support substrate on which the pressure-sensitive adhesive layer is provided may be subjected to a surface treatment such as corona discharge treatment or formation of a primer layer to enhance the non-peelability (throwing property) of the surface.
- a treatment for enhancing the peelability of the surface formation of a release treatment layer or lamination of a low adhesive material such as a polyolefin film) Etc.
- treatment for enhancing the non-peelability and printability of the surface corona discharge treatment, etc.
- treatment for enhancing the decorativeness of the surface for example, printing, metal deposition, etc. Good.
- the pressure-sensitive adhesive sheet disclosed herein may have a form in which the pressure-sensitive adhesive surface is protected by a release liner before use (that is, before application to an adherend).
- a conventional release paper or the like can be used as the release liner, and is not particularly limited.
- a release liner having a release treatment layer on the surface of a substrate such as a plastic film or paper, or a release liner made of a low adhesive material such as a fluorine-based polymer (polytetrafluoroethylene, etc.) or a polyolefin-based resin (polyethylene, polypropylene, etc.) Etc.
- a fluorine-based polymer polytetrafluoroethylene, etc.
- a polyolefin-based resin polyethylene, polypropylene, etc.
- the release treatment layer may be formed, for example, by surface-treating the substrate with a release treatment agent such as silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide.
- a release treatment agent such as silicone-based, long-chain alkyl-based, fluorine-based, or molybdenum sulfide.
- the surface 36 ⁇ / b> A of the support substrate 36 is a release surface.
- the surface 36A may be in contact with and protected.
- the support sheet may be a pressure-sensitive adhesive sheet that also functions as a release liner.
- the total thickness of the pressure-sensitive adhesive sheet including the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) (excluding the thickness of the release liner) is suitably more than 100 ⁇ m, preferably more than 200 ⁇ m ( For example, it is preferably more than 350 ⁇ m, typically more than 500 ⁇ m.
- the technique disclosed here can be preferably implemented even in an aspect in which the total thickness of the pressure-sensitive adhesive sheet exceeds 1 mm.
- the upper limit of the total thickness of the pressure-sensitive adhesive layer is not particularly limited, and can be, for example, about 15 mm or less, usually about 10 mm or less, preferably 7 mm or less, and more preferably 5 mm or less (for example, 3 mm or less).
- the pressure-sensitive adhesive sheet disclosed here (specifically, the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (A)) exhibits a 90 ° peel strength against polypropylene 90 ° peel strength (relative to PP 90 ° peel strength) of 30 N / 25 mm or more.
- the pressure-sensitive adhesive sheet exhibiting the peel strength can be firmly bonded to an adherend (particularly a low-polar adherend such as PP).
- the 90-degree peel strength against PP is more preferably 32 N / 25 mm or more (for example, 35 N / 25 mm or more, typically 40 N / 25 mm or more), and 45 N / 25 mm or more (for example, 50 N / 25 mm or more). Further preferred.
- the 90 degree peel strength against PP is measured by the method described in the examples described later.
- the pressure-sensitive adhesive sheet disclosed herein preferably exhibits a 90 degree peel strength (vs. ABS 90 degree peel strength) of 40 N / 25 mm or more with respect to an acrylonitrile butadiene styrene copolymer (ABS) plate.
- the pressure-sensitive adhesive sheet exhibiting the peel strength can be firmly bonded to various adherends (for example, resin adherends such as ABS).
- the ABS 90 degree peel strength is more preferably 42 N / 25 mm or more (for example, 45 N / 25 mm or more, typically 50 N / 25 mm or more), and 55 N / 25 mm or more (for example, 60 N / 25 mm or more). Further preferred.
- the ABS 90-degree peel strength is measured by the method described in Examples described later.
- the delamination strength between the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) is 30 N / 25 mm or more.
- the delamination strength shows a value greater than or equal to a predetermined value, for example, when removing a pressure-sensitive adhesive sheet firmly adhered to an adherend, occurrence of throwing failure is suppressed or prevented, and excellent removability is preferably realized. Is done.
- the delamination strength is more preferably 40 N / 25 mm or more (for example, 50 N / 25 mm or more, typically 60 N / 25 mm or more). The following values are adopted as the delamination strength.
- the peel form was an interface fracture (adhesive surface of the pressure-sensitive adhesive layer (A))
- the delamination strength between the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) is at least equal to or greater than the above measured peel strength. Therefore, the measured peel strength (against PP 90 degree peel strength or ABS 90 degree peel strength) can be adopted as the delamination strength (90 degree delamination strength) [N / 25 mm]. .
- the pressure-sensitive adhesive sheet disclosed herein can be preferably used in a mode in which the pressure-sensitive adhesive surface composed of the pressure-sensitive adhesive layer (A) is attached to various adherends.
- a preferable adherend of the adhesive sheet disclosed here for example, polyolefin resin such as polyethylene resin and polypropylene resin, ABS resin, high impact polystyrene (HIPS) resin, polycarbonate (PC) Examples thereof include an adherend made of resin such as resin, PC / ABS polymer blend (PC / ABS) resin, and the like.
- the pressure-sensitive adhesive sheet disclosed herein includes a viscoelastic layer (B), the pressure-sensitive adhesive sheet has high flexibility (is easily deformed).
- the pressure-sensitive adhesive sheet is useful, for example, for joining between members in various OA equipment, home appliances, automobiles, etc. (for example, for fixing various parts in such products).
- Mw of this acrylic polymer (a1) was about 60 ⁇ 10 4 .
- the ratio of the polymer having Mw / Mn of 5.0 and a molecular weight of 100,000 or less was about 20% by weight.
- a sheet-like release liner was prepared by laminating a polyethylene layer having a thickness of 25 ⁇ m on one surface of fine paper, and on which a release treatment with a silicone-based release agent was performed.
- the pressure-sensitive adhesive composition (A1) was applied to the release surface of the release liner and dried at 120 ° C. for 3 minutes to form a pressure-sensitive adhesive layer (A1).
- As the pressure-sensitive adhesive layer (A1) two types of pressure-sensitive adhesive layers having different thicknesses (thickness: 25 ⁇ m, 50 ⁇ m) were prepared.
- a reaction vessel equipped with a stirrer, thermometer, nitrogen gas inlet tube, reflux condenser, and dropping funnel was charged with 95 parts of BA, 5 parts of AA, and toluene as a polymerization solvent, and refluxed with nitrogen for 1 hour at room temperature.
- Mw of this acrylic polymer (a2) was about 50 ⁇ 10 4 .
- an adhesive composition (A2) did.
- a sheet-like release liner was prepared by laminating a polyethylene layer having a thickness of 25 ⁇ m on one surface of fine paper, and on which a release treatment with a silicone-based release agent was performed.
- the pressure-sensitive adhesive composition (A2) was applied to the release surface of this release liner and dried at 110 ° C. for 3 minutes to form a pressure-sensitive adhesive layer (A2) having a thickness of 25 ⁇ m.
- a pressure-sensitive adhesive composition (A3) was prepared by adding and mixing 0.08 part of 2-isocyanatoethyl acrylate and 20 parts of the acrylic oligomer to 100 parts of the syrup obtained above.
- the pressure-sensitive adhesive composition (A3) obtained above was applied to the release surface of the first PET film with a roll coater.
- a second PET film was bonded to the outer surface of the applied composition (A3) so that the peeled surfaces of the PET film overlapped.
- UV irradiation was performed from both sides with a black light lamp with an illuminance of 5 mW / cm 2 for 3 minutes. In this way, a pressure-sensitive adhesive layer (A3) having a thickness of 70 ⁇ m was formed.
- the viscosity was measured using a BH viscometer using a rotor No. 5. Measurement was performed under the conditions of a rotation speed of 10 rpm and a measurement temperature of 30 ° C.
- a rotation speed of 10 rpm 0.15 part of dipentaerythritol hexaacrylate (DPHA) as a crosslinking agent and a hollow glass balloon (average particle size 40 ⁇ m, trade name “Fuji Balloon H-40”, Fuji Silysia Chemical Ltd. 15 parts) were added to obtain a viscoelastic layer forming composition (B1).
- a monomer syrup (b2) was prepared in the same manner as the monomer syrup (b1) except that a monomer mixture consisting of 90 parts of 2EHA and 10 parts of AA was used. To 100 parts of this monomer syrup (b2), 0.15 parts of DPHA and 12.5 parts of hollow glass balloon (average particle size 40 ⁇ m, trade name “Fuji Balloon H-40”, manufactured by Fuji Silysia Chemical Ltd.) are added as a crosslinking agent. Thus, a viscoelastic layer forming composition (B2) was obtained.
- a viscoelastic layer (B2) was produced in the same manner as the viscoelastic layer (B1) except that this viscoelastic layer forming composition (B2) was used.
- Three types (thickness: 400 ⁇ m, 800 ⁇ m, 1200 ⁇ m) of viscoelastic layers having different thicknesses were prepared as the viscoelastic layer (B2).
- the precursor was stirred together with nitrogen gas introduced from the through-hole of the device using a bubble mixing device, thereby obtaining a viscoelastic layer forming composition (B3) in which bubbles were dispersed and mixed.
- a viscoelastic body layer (B3) was produced in the same manner as the viscoelastic body layer (B1) except that this viscoelastic body layer forming composition (B3) was used.
- the ratio of bubbles in the viscoelastic layer (B3) was about 10% by volume.
- a viscoelastic layer forming composition (B4) was prepared in the same manner as the viscoelastic layer forming composition (B3) except that the composition was mixed so that the ratio of bubbles changed.
- a viscoelastic body layer (B4) was produced in the same manner as the viscoelastic body layer (B1) except that this viscoelastic body layer forming composition (B4) was used.
- the proportion of bubbles in the viscoelastic layer (B4) was about 20% by volume.
- a forming composition (B5) was obtained.
- the bubbles are mixed so as to be about 20% by volume with respect to the total volume of the composition (B5).
- Two PET films with a thickness of 38 ⁇ m having one surface treated with a silicone-based release treatment agent were prepared, and the viscoelastic layer obtained above was formed on the release surface of the first PET film.
- the forming composition (B5) was applied with a roll coater.
- a second PET film was bonded to the outer surface of the applied composition (B5) so that the peeled surfaces of the PET film overlapped.
- UV irradiation was performed from both sides with a black light lamp with an illuminance of 5 mW / cm 2 for 3 minutes. In this way, a viscoelastic layer (B5) having a thickness of 730 ⁇ m was formed.
- Example 1 The PET film covering one side of the viscoelastic layer (B1) was peeled off, and the pressure-sensitive adhesive layer (A1) was bonded thereto with a laminator (200 mm / min, 0.2 MPa).
- a laminator 200 mm / min, 0.2 MPa.
- Example 2 to 10 The pressure-sensitive adhesive sheets according to Examples 2 to 10 were the same as Example 1 except that the type and thickness of the pressure-sensitive adhesive layer (A), the type and thickness of the viscoelastic body layer (B) were changed to the contents shown in Table 1. Obtained.
- Example 11 and 12 As the pressure-sensitive adhesive sheets according to Examples 11 and 12, the pressure-sensitive adhesive layer (A1) and the pressure-sensitive adhesive layer (A2) each having a thickness of 25 ⁇ m were used as they were.
- each test piece was pressed against this ABS plate by reciprocating a 5 kg roller twice. After the pressure bonding, it was aged for 20 minutes in an atmosphere of 23 ° C. and 50% RH. In Examples 1 to 12, the surface of the pressure-sensitive adhesive layer (adhesive surface) was attached to the adherend, and in Examples 13 to 18, the surface of the viscoelastic material layer was attached to the adherend.
- the viscoelastic body layer (B) is disposed, and the copolymerization ratio of the acidic group-containing monomer in the acrylic polymer (a) of the pressure-sensitive adhesive layer (A) is suppressed to a predetermined value or less.
- the pressure-sensitive adhesive sheets according to Examples 1 to 9 showed a high value of 90 N peel strength with respect to the PP plate of 30 N / 25 mm or more. Specifically, in the pressure-sensitive adhesive sheet including the pressure-sensitive adhesive layer (A1) and any one of the viscoelastic body layers (B1) to (B4), it peels away from the PP by 90 degrees as compared with Example 11 having only the pressure-sensitive adhesive layer (A1).
- the peeling mode in the 90-degree peel strength evaluation was interface fracture (peeling at the interface between the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (A) and the adherend). From these results, the low-polarity adherend is obtained by combining the pressure-sensitive adhesive layer (A) and the viscoelastic body layer (B) and suppressing the amount of the acidic group-containing monomer used in the pressure-sensitive adhesive layer (A). It can be seen that a pressure-sensitive adhesive sheet exhibiting high peel strength is realized. Since this pressure-sensitive adhesive sheet includes the viscoelastic layer (B), it is also excellent in flexibility.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
なお、以下の図面において、同じ作用を奏する部材・部位には同じ符号を付して説明することがあり、重複する説明は省略または簡略化することがある。また、図面に記載の実施形態は、本発明を明瞭に説明するために模式化されており、製品として実際に提供される本発明の粘着シートのサイズや縮尺を正確に表したものではない。
また、粘着剤の「ベースポリマー」とは、該粘着剤に含まれるポリマー(典型的には、室温付近の温度域においてゴム弾性を示すポリマー)のうちの主成分(すなわち、該ポリマー成分のなかで配合割合の最も大きい成分、典型的には50重量%超を占める成分)をいう。
ここに開示される粘着シートは、粘着面を構成する粘着剤層(A)と、粘着剤層(A)を支持する粘弾性体層(B)と、を備える。粘着剤層(A)は、粘弾性体層(B)に支持された形態で、粘着シートの少なくとも一方の表面(片面または両面)を構成している。ここでいう粘着シートの概念には、粘着テープ、粘着ラベル、粘着フィルム等と称されるものが包含される。本明細書により提供される粘着シートは、ロール状であってもよく、枚葉状であってもよい。あるいは、さらに種々の形状に加工された形態の粘着シートであってもよい。
図1に示す粘着シート1は、粘着剤層(A)12と、その背面を支持する粘弾性体層(B)14とからなる両面粘着シートである。粘弾性体層(B)14は、粘着層である。粘着シート1の第1の表面(第1粘着面)1Aは粘着剤層(A)12の表面12Aにより構成され、粘着シート1の第2の表面(第2粘着面)1Bは粘弾性体層(粘着層)(B)14の表面14Aにより構成されている。このような構成の粘着シート1は、第1粘着面1Aが低極性の被着体に対して良好な接着性を示し得る。また、粘着シート1は、粘弾性体層(B)14を含むので、柔軟性に優れたものとなり得る。このような特長を活かして、粘着シート1は、例えば第1粘着面1Aをポリオレフィン樹脂等のような低極性の被着体に貼り付け、第2粘着面1Bを各種の被着体に貼り付ける態様で好ましく使用され得る。粘着シート1は、例えば、各種の被着体を低極性の被着体に強固に接合するための両面粘着シートとして好適である。
[ベースポリマー(b)]
粘弾性体層(B)の組成は、室温付近の温度域において粘弾性体の性質を示すものであればよく、特に限定されない。粘弾性体層(B)は、アクリル系粘弾性体、ゴム系粘弾性体、シリコーン系粘弾性体、ポリエステル系粘弾性体、ウレタン系粘弾性体、ポリエーテル系粘弾性体、ポリアミド系粘弾性体、フッ素系粘弾性体等の各種の粘弾性体から選択される1種または2種以上を含んで構成された層であり得る。ここで、アクリル系粘弾性体とは、アクリル系ポリマーをベースポリマー(ポリマー成分のなかの主成分、すなわちポリマー成分のなかで配合割合の最も大きい成分、典型的には50重量%を超えて含まれる成分)とする粘弾性体をいう。ゴム系その他の粘弾性体についても同様の意味である。なお、ここでいう粘弾性体は、粘性と弾性の性質を併せ持つ材料、すなわち、複素弾性率の位相が0を超えてπ/2未満、を満たす性質を有する材料(典型的には25℃において上記性質を有する材料)である。柔軟性等の観点から、複素引張弾性率E*(1Hz)<107dyne/cm2を満たす性質を有する材料(典型的には、25℃において上記性質を有する材料)が好ましい。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1~20のアルキル基(以下、このような炭素原子数の範囲を「C1-20」と表すことがある。)である。粘着剤の貯蔵弾性率等の観点から、R2がC1-14のアルキル基であるアルキル(メタ)アクリレートが好ましく、R2がC1-10のアルキル基であるアルキル(メタ)アクリレートがより好ましく、R2がブチル基または2-エチルヘキシル基であるアルキル(メタ)アクリレートが特に好ましい。
例えばアクリル酸(AA)、メタクリル酸(MAA)、クロトン酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート等のエチレン性不飽和モノカルボン酸や、イタコン酸、マレイン酸、フマル酸、シトラコン酸等のエチレン性不飽和ジカルボン酸等の、カルボキシル基含有モノマーおよびその金属塩(例えばアルカリ金属塩);
例えば無水マレイン酸、無水イタコン酸等の、上記エチレン性不飽和ジカルボン酸の酸無水物等の酸無水物基含有モノマー;
例えば2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、3-ヒドロキシプロピル(メタ)アクリレート、2-ヒドロキシブチル(メタ)アクリレート、4-ヒドロキシブチル(メタ)アクリレート、6-ヒドロキシヘキシル(メタ)アクリレート、8-ヒドロキシオクチル(メタ)アクリレート、10-ヒドロキシデシル(メタ)アクリレート、12-ヒドロキシラウリル(メタ)アクリレート、(4-ヒドロキシメチルシクロヘキシル)メチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート類や、N-メチロール(メタ)アクリルアミド、ビニルアルコール、アリルアルコール、2-ヒドロキシエチルビニルエーテル、4-ヒドロキシブチルビニルエーテル、ジエチレングリコールモノビニルエーテル等の不飽和アルコール類等の、ヒドロキシル基(水酸基)含有モノマー;
例えば(メタ)アクリルアミド、N,N-ジメチル(メタ)アクリルアミド、N-ブチル(メタ)アクリルアミド、N-メチロール(メタ)アクリルアミド、N-メチロールプロパン(メタ)アクリルアミド、N-メトキシメチル(メタ)アクリルアミド、N-ブトキシメチル(メタ)アクリルアミド等のアミド基含有モノマー;
例えばアクリロニトリル、メタクリロニトリル等のシアノ基含有モノマー;
例えばスチレンスルホン酸、アリルスルホン酸、2-(メタ)アクリルアミド-2-メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート、(メタ)アクリロイルオキシナフタレンスルホン酸等のスルホン酸基含有モノマー;
例えば2-ヒドロキシエチルアクリロイルホスフェート等のリン酸基含有モノマー;
例えば2-ビニル-2-オキサゾリン、2-ビニル-5-メチル-2-オキサゾリン、2-イソプロペニル-2-オキサゾリンのようなオキサゾリン基含有モノマー;
例えば(メタ)アクリロイルアジリジン、2-アジリジニルエチル(メタ)アクリレートのようなアジリジン基含有モノマー;
例えばアミノエチル(メタ)アクリレート、N,N-ジメチルアミノエチル(メタ)アクリレート、N,N-ジメチルアミノプロピル(メタ)アクリレート、t-ブチルアミノエチル(メタ)アクリレート等のアミノ基含有モノマー;
例えばグリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル等のエポキシ基(グリシジル基)含有モノマー;
例えばジアセトン(メタ)アクリルアミド、ジアセトン(メタ)アクリレート、ビニルメチルケトン、ビニルエチルケトン、アリルアセトアセテート、ビニルアセトアセテート等のケト基含有モノマー;
例えば2-(メタ)アクリロイルオキシエチルイソシアネート等のイソシアネート基含有モノマー;
例えばメトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート、プロポキシエチル(メタ)アクリレート、ブトキシエチル(メタ)アクリレート、エトキシプロピル(メタ)アクリレート等のアルコキシ基含有モノマー;
例えば3-(メタ)アクリロキシプロピルトリメトキシシラン、3-(メタ)アクリロキシプロピルトリエトキシシラン、3-(メタ)アクリロキシプロピルメチルジメトキシシラン、3-(メタ)アクリロキシプロピルメチルジエトキシシラン等のアルコキシシリル基含有モノマー;
その他、ビニル基を重合したモノマー末端にラジカル重合性ビニル基を有するマクロモノマー等が挙げられる。これらは1種を単独でまたは2種以上を組み合わせて用いることができる。
例えば酢酸ビニル(VAc)、プロピオン酸ビニル、酪酸ビニル、ピバリン酸ビニル、シクロヘキサンカルボン酸ビニル、安息香酸ビニル等のカルボン酸ビニルエステル;
例えばスチレン、置換スチレン(α-メチルスチレン等)、ビニルトルエン等の芳香族ビニル化合物;
例えばアリール(メタ)アクリレート(例えばフェニル(メタ)アクリレート)、アリールオキシアルキル(メタ)アクリレート(例えばフェノキシエチル(メタ)アクリレート)、アリールアルキル(メタ)アクリレート(例えばベンジル(メタ)アクリレート)等の芳香族性環含有(メタ)アクリレート;
例えばN-ビニル-2-ピロリドン、N-メチルビニルピロリドン、N-ビニルピリジン、N-ビニルピペリドン、N-ビニルピリミジン、N-ビニルピペラジン、N-ビニルピラジン、N-ビニルピロール、N-ビニルイミダゾール、N-ビニルオキサゾール、N-ビニルモルホリン、N-ビニルカプロラクタム、N-(メタ)アクリロイルモルホリン等の窒素原子含有環を有するモノマー;
例えばエチレン、プロピレン、イソプレン、ブタジエン、イソブチレン等のオレフィン系モノマー;
例えば塩化ビニル、塩化ビニリデン等の塩素含有モノマー;
例えばメチルビニルエーテル、エチルビニルエーテル等のビニルエーテル系モノマー;
等が挙げられる。これらは1種を単独でまたは2種以上を組み合わせて用いることができる。このような副モノマーの使用量は、目的および用途に応じて適宜選択すればよく特に限定されないが、例えば、全モノマー成分の10重量%以下とすることが好ましい。
2-エチルヘキシルアクリレート -70℃
n-ブチルアクリレート -55℃
2-ヒドロキシエチルアクリレート -15℃
酢酸ビニル 32℃
アクリル酸 106℃
メタクリル酸 228℃
上記で例示した以外のホモポリマーのTgについては、「Polymer Handbook」(第3版、John Wiley & Sons, Inc., 1989)に記載の数値を用いるものとする。
具体的には、温度計、攪拌機、窒素導入管および還流冷却管を備えた反応器に、モノマー100重量部、アゾビスイソブチロニトリル0.2重量部および重合溶媒として酢酸エチル200重量部を投入し、窒素ガスを流通させながら1時間攪拌する。このようにして重合系内の酸素を除去した後、63℃に昇温し10時間反応させる。次いで、室温まで冷却し、固形分濃度33重量%のホモポリマー溶液を得る。このホモポリマー溶液を剥離ライナー上に流延塗布し、乾燥して厚さ約2mmの試験サンプル(シート状のホモポリマー)を作製する。この試験サンプルを直径7.9mmの円盤状に打ち抜き、パラレルプレートで挟み込み、粘弾性試験機(ARES、レオメトリックス社製)を用いて周波数1Hzの剪断歪みを与えながら、温度領域-70~150℃、5℃/分の昇温速度で剪断モードにより粘弾性を測定し、tanδのピークトップ温度をホモポリマーのTgとする。
重合時間を短くすることができる利点等から、光重合開始剤を好適に用いることができる。光重合開始剤としては、特に限定されるものではないが、例えばケタール系光重合開始剤、アセトフェノン系光重合開始剤、ベンゾインエーテル系光重合開始剤、アシルホスフィンオキサイド系光重合開始剤、α-ケトール系光重合開始剤、芳香族スルホニルクロリド系光重合開始剤、光活性オキシム系光重合開始剤、ベンゾイン系光重合開始剤、ベンジル系光重合開始剤、ベンゾフェノン系光重合開始剤、チオキサントン系光重合開始剤等を用いることができる。
アセトフェノン系光重合開始剤の具体例には、1-ヒドロキシシクロヘキシル-フェニル-ケトン(例えば、BASF社製の商品名「イルガキュア184」)、4-フェノキシジクロロアセトフェノン、4-t-ブチル-ジクロロアセトフェノン、1-[4-(2-ヒドロキシエトキシ)-フェニル]-2-ヒドロキシ-2-メチル-1-プロパン-1-オン(例えば、BASF社製の商品名「イルガキュア2959」)、2-ヒドロキシ-2-メチル-1-フェニル-プロパン-1-オン(例えば、BASF社製の商品名「ダロキュア1173」)、メトキシアセトフェノン等が含まれる。
ベンゾインエーテル系光重合開始剤の具体例には、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインプロピルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテルおよびアニソールメチルエーテル等の置換ベンゾインエーテルが含まれる。
アシルホスフィンオキサイド系光重合開始剤の具体例には、ビス(2,4,6-トリメチルベンゾイル)フェニルホスフィンオキシド(例えば、BASF社製の商品名「イルガキュア819」)、ビス(2,4,6-トリメチルベンゾイル)-2,4-ジ-n-ブトキシフェニルホスフィンオキシド、2,4,6-トリメチルベンゾイルジフェニルホスフィンオキシド(例えば、BASF社製の商品名「ルシリンTPO」)、ビス(2,6-ジメトキシベンゾイル)-2,4,4-トリメチルペンチルホスフィンオキシド等が含まれる。
α-ケトール系光重合開始剤の具体例には、2-メチル-2-ヒドロキシプロピオフェノン、1-[4-(2-ヒドロキシエチル)フェニル]-2-メチルプロパン-1-オン等が含まれる。芳香族スルホニルクロリド系光重合開始剤の具体例には、2-ナフタレンスルホニルクロライド等が含まれる。光活性オキシム系光重合開始剤の具体例には、1-フェニル-1,1-プロパンジオン-2-(o-エトキシカルボニル)-オキシム等が含まれる。ベンゾイン系光重合開始剤の具体例にはベンゾイン等が含まれる。ベンジル系光重合開始剤の具体例にはベンジル等が含まれる。
ベンゾフェノン系光重合開始剤の具体例には、ベンゾフェノン、ベンゾイル安息香酸、3,3’-ジメチル-4-メトキシベンゾフェノン、ポリビニルベンゾフェノン、α-ヒドロキシシクロヘキシルフェニルケトン等が含まれる。
チオキサントン系光重合開始剤の具体例には、チオキサントン、2-クロロチオキサントン、2-メチルチオキサントン、2,4-ジメチルチオキサントン、イソプロピルチオキサントン、2,4-ジクロロチオキサントン、2,4-ジエチルチオキサントン、イソプロピルチオキサントン、2,4-ジイソプロピルチオキサントン、ドデシルチオキサントン等が含まれる。
粘弾性体層(B)は、充填材を含んでいてもよい。粘弾性体層(B)に充填材を含ませることにより、該粘弾性体層(B)の剪断強度を高めることができる。このことによって、粘着シートを被着体から引き剥がすことに対する抵抗力(剥離強度)が向上し得る。また、充填材の使用により、粘弾性体層(B)の過度の変形を抑え、粘着シート全体としての柔軟性と凝集性とのバランスを好適に調整し得る。
粒子状物質の外形や粒子形状は特に制限されない。粒子状物質の外形は、例えば、球状、フレーク状、不定形状等であり得る。また、粒子状物質の粒子構造は、例えば、緻密構造、多孔質構造、中空構造等であり得る。
中空粒子の比重は特に制限されないが、均一分散性や機械的強度等を考慮して、例えば0.1~1.8g/cm3、好ましくは0.1~1.5g/cm3、さらに好ましくは0.1~0.5g/cm3(例えば0.2~0.5g/cm3)の範囲から選択することができる。
中空粒子の使用量は特に限定されず、例えば、粘弾性体層(B)全体の体積の1~70体積%程度とすることができ、通常は5~50体積%程度とすることが適当であり、10~40体積%程度とすることが好ましい。剥離力向上の観点から、中空粒子の使用量は粘弾性体層(B)全体積の15体積%以上(例えば20体積%以上、典型的には30体積%以上)とすることが好ましい。
粘弾性体層(B)は、気泡を有していてもよい。粘弾性体層(B)に気泡を含ませることにより、粘着シートのクッション性が向上し、柔軟性を高めることができる。粘着シートの柔軟性が高くなると、該粘着シートの変形により被着体表面のでこぼこや段差を吸収しやすくなるので、被着体表面に粘着面をよりよく密着させることができる。被着体表面に対して粘着面がよく密着することは、低極性の表面その他の各種表面に対する剥離強度の向上に有利に寄与し得る。また、粘着シートの柔軟性の向上は、粘着シートの反発力の低減にも貢献し得る。これにより、粘着シートが曲面や段差を有する被着体の表面に沿って貼り付けられる場合や粘着シートの貼り付けられた被着体を変形させる場合等に、粘着シートが自身の反発力により該被着体の表面から剥がれる(浮き上がる)事象が効果的に抑制され得る。
粘弾性体層(B)は、上述のような充填材(例えば中空粒子)と気泡との両方を含んでもよい。このような粘弾性体層(B)を含む粘着シートは、柔軟性と凝集力とのバランスに優れたものとなりやすいので好ましい。
なお、上記平均気泡径は、典型的には走査型電子顕微鏡(SEM)により、好ましくは10個以上の気泡について、それらの気泡の直径を測定した結果を算術平均することにより求めることができる。このとき、非球状の形状の気泡については、同等の体積を有する球状の気泡に換算して平均気孔径を求めるものとする。
上記(1)の方法による気泡含有粘弾性体層の形成において、気泡形成ガスが混入された粘弾性体層形成用組成物を調製する方法は特に限定されず、公知の気泡混合方法を利用することができる。例えば、気泡混合装置の例としては、中央部に貫通孔を持った円盤上に細かい歯が多数ついたステータと、このステータと対向しており円盤上にステータと同様の細かい歯がついているロータと、を備えた装置等が挙げられる。このような気泡混合装置におけるステータ上の歯とロータ上の歯との間に気泡混入前の粘弾性体層形成用組成物(粘弾性体層形成用組成物前駆体)を導入し、ロータを高速回転させながら、気泡を形成させるためのガス成分(気泡形成ガス)を、上記貫通孔を通して粘弾性体層形成用組成物前駆体中に導入する。これにより、気泡が細かく分散され混合された粘弾性体層形成用組成物が得られる。
このように気泡形成ガスが混入された組成物を、所定の面上に塗布して硬化させることにより、気泡含有粘弾性体層を形成することができる。硬化方法としては、加熱する方法や、活性エネルギー線(例えばUV)を照射する方法等を好ましく採用することができる。気泡形成ガスが混入された粘弾性体層形成用組成物に加熱や活性エネルギー線照射等を行って気泡を安定的に保持した状態で硬化させることにより、気泡含有粘弾性体層を好適に形成することができる。
界面活性剤の使用量は特に限定されず、例えば、粘弾性体層(B)に含まれるアクリル系ポリマー100重量部に対して、固形分基準で0.01~3重量部程度とすることができる。
粘弾性体層(B)は、本発明の効果が著しく妨げられない範囲で、アクリル系オリゴマー等の粘着付与成分、可塑剤、軟化剤、着色剤(顔料、染料等)、酸化防止剤、レベリング剤、安定剤、防腐剤等の公知の添加剤を必要に応じて含有していてもよい。例えば、粘弾性体層形成用組成物を光重合法により硬化させて粘弾性体層(B)を形成する場合、該粘弾性体層(B)を着色させるために、光重合を阻害しない程度の顔料(着色顔料)を着色剤として使用することができる。粘弾性体層(B)の着色として黒色が望まれる場合には、例えば、着色剤としてカーボンブラックを好ましく用いることができる。カーボンブラックの使用量は、着色の度合いや光重合反応性等を考慮して、例えば、目的とする粘弾性体層(B)100重量部に対して0.15重量部以下(例えば0.001~0.15重量部)、好ましくは0.01~0.1重量部の範囲から選択することが望ましい。また、粘弾性体層(B)は、粘着付与成分(例えばアクリル系オリゴマー)を実質的に含まないものであり得る。このような組成は、例えば、非粘着性の粘弾性体層(B)において好ましく採用され得る。
粘弾性体層(B)の厚さは、特に限定されないが、凡そ100μm以上とすることが適当である。粘弾性体層(B)は、粘弾性体であることから柔軟性に優れる。このため、粘着剤層(A)を粘弾性体層(B)で支持することにより、粘着剤層(A)の表面(粘着面)を被着体に好適に密着させることができる。この柔軟性の観点から、粘弾性体層(B)の厚さとしては、200μm以上が好ましく、300μm以上(例えば350μm以上)がより好ましい。より高い柔軟性を得る観点から、粘弾性体層(B)の厚さを500μm以上とすることができ、700μm以上としてもよい。ここに開示される技術は、粘弾性体層(B)の厚さが1mm以上である態様でも好ましく実施され得る。粘弾性体層(B)の厚さの上限は特に制限されず、例えば約10mm以下とすることができる。粘弾性体層(B)の形成容易性や凝集性等の観点から、粘弾性体層(B)の厚さは、通常、5mm以下が適当であり、3mm以下(例えば2mm以下)が好ましい。
[ベースポリマー(a)]
粘着剤層(A)は、ベースポリマー(a)としてアクリル系ポリマー(a)を含む層である。上記アクリル系ポリマー(a)としては、例えば、アルキル(メタ)アクリレートを主モノマーとして含み、該主モノマーと共重合性を有する副モノマーをさらに含み得るモノマー原料の重合物が好ましい。上記アクリル系ポリマー(a)の構成モノマー成分としては、上記アクリル系ポリマー(b)に利用され得るモノマーとして例示した、主モノマーとしてのアルキル(メタ)アクリレートや各種副モノマーの1種または2種以上を用いることができる。
好ましい一態様では、粘着剤層(A)は粘着付与剤を含む。粘着付与剤としては、特に制限されないが、例えば、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、炭化水素系粘着付与樹脂、フェノール系粘着付与樹脂、エポキシ系粘着付与樹脂、ポリアミド系粘着付与樹脂、エラストマー系粘着付与樹脂、ケトン系粘着付与樹脂等の各種粘着付与樹脂を用いることができる。このような粘着付与樹脂は、1種を単独でまたは2種以上を組み合わせて使用することができる。なかでも、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、炭化水素系粘着付与樹脂、フェノール系粘着付与樹脂が好ましく、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂、フェノール系粘着付与樹脂がより好ましい。
粘着剤層(A)を形成するために用いられる粘着剤組成物(A)には、必要に応じて架橋剤が用いられていてもよい。架橋剤の種類は特に制限されず、従来公知の架橋剤から適宜選択して用いることができる。そのような架橋剤としては、粘弾性体層(B)において例示した各種の架橋剤の1種または2種以上を用いることができる。なかでも、凝集力向上の観点から、イソシアネート系架橋剤および/またはエポキシ系架橋剤の使用が好ましい。架橋剤の使用量は特に制限されず、例えば、アクリル系ポリマー(a)100重量部に対して凡そ10重量部以下(例えば凡そ0.005~10重量部、好ましくは凡そ0.01~5重量部)の範囲から選択することができる。
ここに開示される技術において、粘着面を構成する粘着剤層(A)の厚さは特に限定されず、凡そ1μm以上とすることができる。剥離強度の観点から、粘着剤層(A)の厚さとしては、5μm以上(例えば10μm以上、典型的には20μm以上)が適当である。また、上記厚さは、凝集性等の観点から、通常は200μm以下とすることが適当であり、150μm以下(例えば100μm以下、典型的には80μm以下)が好ましい。ここに開示される粘着シートは、粘弾性体層(B)を含むことから、粘着剤層(A)の厚さが薄くても、被着体表面のでこぼこや段差を効果的に吸収し、被着体表面に良好に密着することができる。このことによって高い剥離強度が実現され得る。このような観点から、粘着剤層(A)の厚さは60μm以下(例えば40μm以下)であってもよい。
ここに開示される粘着シートは、例えば図3に示す片面粘着シート3のように、支持基材を含んでもよい。支持基材としては、例えば、ポリプロピレンフィルム、エチレン-プロピレン共重合体フィルム、ポリエステルフィルム、ポリ塩化ビニルフィルム等のプラスチックフィルム;ポリウレタンフォーム、ポリエチレンフォーム、ポリクロロプレンフォーム等の発泡体からなる発泡体シート;各種の繊維状物質(麻、綿等の天然繊維、ポリエステル、ビニロン等の合成繊維、アセテート等の半合成繊維、等であり得る。)の単独または混紡等による織布および不織布(和紙、上質紙等の紙類を包含する意味である。);アルミニウム箔、銅箔等の金属箔;等を、粘着シートの用途に応じて適宜選択して用いることができる。上記プラスチックフィルム(典型的には非多孔質のプラスチック膜を指し、織布や不織布とは区別される概念である。)としては、無延伸フィルムおよび延伸(一軸延伸または二軸延伸)フィルムのいずれも使用可能である。
ここに開示される粘着シートは、その使用前(すなわち、被着体への貼付け前)において、その粘着面が剥離ライナーによって保護された形態であり得る。剥離ライナーとしては、慣用の剥離紙等を使用することができ、特に限定されない。例えば、プラスチックフィルムや紙等の基材の表面に剥離処理層を有する剥離ライナー、フッ素系ポリマー(ポリテトラフルオロエチレン等)やポリオレフィン系樹脂(ポリエチレン、ポリプロピレン等)の低接着性材料からなる剥離ライナー等を用いることができる。上記剥離処理層は、例えば、シリコーン系、長鎖アルキル系、フッ素系、硫化モリブデン等の剥離処理剤により上記基材を表面処理して形成されたものであり得る。
また、例えば図3に示す粘着シート3のような片面粘着シートにおいて、支持基材36の表面36Aが剥離面となっており、粘着シート3を捲回することにより粘着面3Aが支持基材36の表面36Aに当接して保護された形態であってもよい。このように、支持基材が剥離ライナーとしても機能する形態の粘着シートであってもよい。
ここに開示される粘着シート(具体的には、粘着剤層(A)の粘着面)は、30N/25mm以上の対ポリプロピレン90度剥離強度(対PP90度剥離強度)を示すことが好ましい。上記剥離強度を示す粘着シートは、被着体(特に、PP等の低極性被着体)に強固に接着することが可能である。上記対PP90度剥離強度は、32N/25mm以上(例えば35N/25mm以上、典型的には40N/25mm以上)であることがより好ましく、45N/25mm以上(例えば50N/25mm以上)であることがさらに好ましい。対PP90度剥離強度は、後述の実施例に記載の方法で測定される。
ここに開示される粘着シートは、粘着剤層(A)からなる粘着面が各種の被着体に貼り付けられる態様で好ましく使用され得る。特に限定するものではないが、ここに開示される粘着シートの好ましい被着体として、例えば、ポリエチレン樹脂やポリプロピレン樹脂等のポリオレフィン樹脂、ABS樹脂、耐衝撃性ポリスチレン(HIPS)樹脂、ポリカーボネート(PC)樹脂、PCとABSとのポリマーブレンド(PC/ABS)樹脂等の樹脂製の被着体が挙げられる。
また、ここに開示される粘着シートは、粘弾性体層(B)を含むことにより、柔軟性が高い(変形しやすい)ので、このような部材間の接合において部材表面に存在し得る段差やでこぼこ、あるいは部材の製造誤差等を粘着剤の変形により吸収し、両部材間の良好な接合状態を実現することができる。したがって、上記粘着シートは、例えば各種のOA機器、家電製品、自動車等における部材間の接合(例えば、かかる製品における各種部品の固定用途)に有用である。
攪拌機、温度計、窒素ガス導入管、還流冷却器、滴下ロートを備えた反応容器に、n-ブチルアクリレート(BA)100部と、酢酸ビニル(VAc)8部と、アクリル酸(AA)3部と、2-ヒドロキシエチルアクリレート(HEA)0.1部と、重合開始剤として2,2’-アゾビスイソブチロニトリル(AIBN)0.2部と、重合溶媒としてトルエンおよび酢酸エチルを5:5の重量比で混合した混合溶媒とを仕込み、室温で1時間窒素還流を行った後、約58℃で6時間溶液重合反応を行った。次いで、65℃で2時間および72℃で2時間の熟成反応を行った。その後放冷して、アクリル系ポリマー(a1)の溶液を得た。このアクリル系ポリマー(a1)のMwは約60×104であった。Mw/Mnは5.0、分子量10万以下の重合体比率は約20重量%であった。
上記で得たアクリル系ポリマー(a1)の溶液に、アクリル系ポリマー(a1)100部に対し、粘着付与樹脂として、ロジンフェノール樹脂(商品名「タマノル803」、荒川化学工業社製)10部と、水添ロジングリセリンエステル(商品名「エステルガムH」、荒川化学工業社製)10部と、重合ロジンペンタエリスリトールエステル(商品名「ペンセルD125」、荒川化学工業社製)15部とを添加し、架橋剤としてイソシアネート系架橋剤(商品名「コロネートL」、日本ポリウレタン工業社製)2部を加えて粘着剤組成物(A1)を調製した。
上質紙の片面に厚さ25μmのポリエチレン層がラミネートされ、その上にシリコーン系剥離剤による剥離処理が行われたシート状の剥離ライナーを用意した。この剥離ライナーの剥離面に上記粘着剤組成物(A1)を塗布し、120℃で3分間乾燥させて粘着剤層(A1)を形成した。粘着剤層(A1)としては、厚さの異なる2種類(厚さ:25μm、50μm)の粘着剤層を用意した。
攪拌機、温度計、窒素ガス導入管、還流冷却器、滴下ロートを備えた反応容器に、BA95部と、AA5部と、重合溶媒としてトルエンを仕込み、室温で1時間窒素還流を行った後、60℃に昇温し、重合開始剤としてAIBN0.2部を添加して、約63℃で7時間重合反応を行い、アクリル系ポリマー(a2)の溶液を得た。このアクリル系ポリマー(a2)のMwは約50×104であった。
上記で得たアクリル系ポリマー(a2)の溶液に、アクリル系ポリマー(a2)100部に対し、粘着付与樹脂として、ロジンフェノール樹脂(商品名「タマノル803」、荒川化学工業社製)20部と、水酸基を有するキシレンホルムアルデヒド系粘着付与樹脂( 商品名「ニカノールH-80」、三菱瓦斯化学社製)30部とを添加し、さらにヒドロキシ化合物として窒素原子を含有するヒドロキシ化合物( 商品名「EDP-300」旭電化社製)0.05部を添加し、架橋剤としてイソシアネート系架橋剤(商品名「コロネートL」、日本ポリウレタン工業社製)4部を加えて粘着剤組成物(A2)を調製した。
上質紙の片面に厚さ25μmのポリエチレン層がラミネートされ、その上にシリコーン系剥離剤による剥離処理が行われたシート状の剥離ライナーを用意した。この剥離ライナーの剥離面に上記粘着剤組成物(A2)を塗布し、110℃で3分間乾燥させて厚さ25μmの粘着剤層(A2)を形成した。
2-エチルヘキシルアクリレート(2EHA)94部およびAA6部からなるモノマー混合物を、光重合開始剤としての2,2-ジメトキシ-1,2-ジフェニルエタン-1-オン(BASF社製、商品名「イルガキュア651」)0.05部および1-ヒドロキシシクロヘキシル-フェニル-ケトン(BASF社製、商品名「イルガキュア184」)0.05部とともに四つ口フラスコに投入し、窒素雰囲気下、UVを照射して部分的に光重合させることにより、部分重合物を含むシロップを得た。
また、アクリル系オリゴマーを調製した。具体的には、シクロヘキシルメタクリレート60部およびイソブチルメタクリレート40部に、連鎖移動剤としてのチオグリコール酸4部と、溶剤としてのトルエンとを配合し、窒素ガスを吹き込んで溶存酸素を除去した。次いで、この混合物を90℃に昇温し、重合開始剤としての商品名「パーヘキシルO」(日油社製)0.005部と、商品名「パーヘキシルD」(日油社製)0.01部とを加え、90℃で1時間攪拌した後、1時間かけて150℃まで昇温し、150℃で60分間攪拌した。次いで、1時間かけて170℃まで昇温し、170℃で60分間攪拌した。その後、170℃の状態で減圧し、1時間攪拌して残留モノマーを除去して、Mwが3700のアクリル系オリゴマーを得た。
上記で得たシロップ100部に、2-イソシアナトエチルアクリレート0.08部と、上記アクリル系オリゴマー20部と、を添加して混合することにより、粘着剤組成物(A3)を調製した。
一方の面がシリコーン系剥離処理剤で処理された剥離面となっている厚さ38μmのPETフィルムを2枚用意した。1枚目のPETフィルムの剥離面に、上記で得た粘着剤組成物(A3)をロールコーターにて塗布した。次いで、塗布された上記組成物(A3)の外表面に、2枚目のPETフィルムを、該PETフィルムの剥離面が重なるように貼り合わせた。次いで、照度5mW/cm2のブラックライトランプにて3分間両面からUV照射を行った。このようにして厚さ70μmの粘着剤層(A3)を形成した。
2EHA85部およびAA15部からなるモノマー混合物に、光重合開始剤として2,2-ジメトキシ-1,2-ジフェニルエタン-1-オン(BASF社製、商品名「イルガキュア651」)0.05部および1-ヒドロキシシクロヘキシル-フェニル-ケトン(BASF社製、商品名「イルガキュア184」)0.05部を配合した後、粘度が約15Pa・sになるまでUVを照射して、上記モノマー混合物の一部が重合したモノマーシロップ(b1)(部分重合物)を作製した。粘度は、BH粘度計を用いて、ローターNo.5、回転数10rpm、測定温度30℃の条件で測定した。
このモノマーシロップ(b1)100部に対し、架橋剤としてジペンタエリスリトールヘキサアクリレート(DPHA)0.15部および中空ガラスバルーン(平均粒径40μm、商品名「フジバルーン H-40」、富士シリシア化学社製)15部を添加して、粘弾性体層形成用組成物(B1)を得た。
一方の面がシリコーン系剥離処理剤で処理された剥離面となっている厚さ38μmのPETフィルムを2枚用意した。上記粘弾性体層形成用組成物(B1)100部に対して「イルガキュア651」0.03部を追加し、これを1枚目のPETフィルムの剥離面に塗布し、その上に2枚目のPETフィルムの剥離面を被せ、照度5mW/cm2のUVを両面から3分間照射して硬化させた。UVの照射には、東芝社製の商品名「ブラックライト」を使用した。UVの測定は、ピーク感度波長約350nmの工業用UVチェッカー(トプコン社製、商品名「UVR-T1」、受光部型式UD-T36)を用いて行った。このようにして厚さ800μmの粘弾性体層(B1)を形成した。
2EHA90部およびAA10部からなるモノマー混合物を用いた他は上記モノマーシロップ(b1)と同様にしてモノマーシロップ(b2)を作製した。
このモノマーシロップ(b2)100部に対し、架橋剤としてDPHA0.15部および中空ガラスバルーン(平均粒径40μm、商品名「フジバルーン H-40」、富士シリシア化学社製)12.5部を添加して、粘弾性体層形成用組成物(B2)を得た。この粘弾性体層形成用組成物(B2)を用いた他は上記粘弾性体層(B1)と同様にして粘弾性体層(B2)を作製した。粘弾性体層(B2)としては、厚さの異なる3種類(厚さ:400μm、800μm、1200μm)の粘弾性体層を用意した。
モノマーシロップ(b2)100部に対し、架橋剤として1,6-ヘキサンジオールジアクリレート(HDDA)0.08部および中空ガラスバルーン(平均粒径40μm、商品名「フジバルーン H-40」、富士シリシア化学社製)12.5部を添加して、脱泡処理を行った。脱泡処理後、フッ素系界面活性剤0.7部を添加して、粘弾性体層形成用組成物の前駆体を得た。この前駆体を、気泡混合装置を用いて、装置の貫通孔から導入された窒素ガスとともに攪拌することにより、気泡が分散混合された粘弾性体層形成用組成物(B3)を得た。この粘弾性体層形成用組成物(B3)を用いた他は上記粘弾性体層(B1)と同様にして粘弾性体層(B3)を作製した。粘弾性体層(B3)に占める気泡の割合は約10体積%であった。
気泡の割合が変化するように組成物を混合した他は粘弾性体層形成用組成物(B3)と同様にして粘弾性体層形成用組成物(B4)を作製した。この粘弾性体層形成用組成物(B4)を用いた他は上記粘弾性体層(B1)と同様にして粘弾性体層(B4)を作製した。粘弾性体層(B4)に占める気泡の割合は約20体積%であった。
モノマーシロップ(b2)100部に対し、架橋剤としてHDDA0.08部を添加した後、さらに中空ガラス微小球(商品名「セルスターZ-27」、東海工業社製)0.5部を添加した。その後、フッ素系界面活性剤0.5部を添加して、粘弾性体層形成用組成物の前駆体を得た。この粘弾性体層形成用組成物の前駆体に占める中空ガラス微小球の割合は約1.5体積%であった。
上記で得た粘弾性体層形成用組成物の前駆体を、気泡混合装置を用いて、装置の貫通孔から導入された窒素ガスとともに攪拌することにより、気泡が分散混合された粘弾性体層形成用組成物(B5)を得た。この粘弾性体層形成用組成物(B5)において、気泡は上記組成物(B5)の全体積に対して約20容積%となるように混合されている。
一方の面がシリコーン系剥離処理剤で処理された剥離面となっている厚さ38μmのPETフィルムを2枚用意し、1枚目のPETフィルムの剥離面に、上記で得た粘弾性体層形成用組成物(B5)をロールコーターにて塗布した。次いで、塗布された上記組成物(B5)の外表面に、2枚目のPETフィルムを、該PETフィルムの剥離面が重なるように貼り合わせた。次いで、照度5mW/cm2のブラックライトランプにて3分間両面からUV照射を行った。このようにして厚さ730μmの粘弾性体層(B5)を形成した。
粘弾性体層(B1)の片面を覆うPETフィルムを剥がし、そこに粘着剤層(A1)をラミネータ(200mm/min、0.2MPa)にて貼り合わせた。このようにして、厚さ800μmの粘弾性体層(B1)と、その片面に保持された厚さ25μmの粘着剤層(A1)とからなる例1に係る粘着シートを得た。
粘着剤層(A)の種類、厚さ、粘弾性体層(B)の種類、厚さを表1に示す内容に変更した他は例1と同様にして例2~10に係る粘着シートを得た。
例11、12に係る粘着シートとしては、厚さ25μmの粘着剤層(A1)、粘着剤層(A2)をそれぞれそのまま使用した。
これらの例に係る粘着シートとしては、表1に示す厚さの粘弾性体層(B1)~(B4)をそれぞれそのまま使用した。
各例に係る粘着シートの一方の面を、アルマイト処理が施された厚さ130μmのアルミニウム箔に貼り付けて裏打ちした。この裏打ちされた粘着シートを幅25mm、長さ70mmに切断したものを試験片とした。例1~10,13~18については粘弾性体層の表面を、例11,12については粘着剤層の表面を上記アルミニウム箔に貼り付けた。
被着体としてのアクリロニトリルブタジエンスチレン共重合体板(ABS板)の表面をイソプロピルアルコール(IPA)で洗浄した。このABS板に各試験片の粘着面を、5kgのローラを2往復させて圧着した。圧着後、23℃、50%RHの雰囲気下で20分間エージングした。例1~12については粘着剤層の表面(粘着面)を、例13~18については粘弾性体層の表面を被着体に貼り付けた。エージング後、引張試験機(島津製作所社製、装置名「テンシロン」)を使用して、23℃、50%RHの雰囲気下、引張速度300mm/分、剥離角度90度の条件で被着体(ABS板)から試験片を剥離し、そのときの剥離強度[N/25mm]を測定した。得られた結果を表1に示す。
各例に係る粘着シートの一方の面を、アルマイト処理が施された厚さ130μmのアルミニウム箔に貼り付けて裏打ちした。この裏打ちされた粘着シートを幅25mm、長さ70mmに切断したものを試験片とした。例1~10,13~18については粘弾性体層の表面を、例11,12については粘着剤層の表面を上記アルミニウム箔に貼り付けた。
被着体としてのポリプロピレン板(PP板)の表面をIPAで洗浄した。このPP板に各試験片の粘着面を、5kgのローラを2往復させて圧着した。圧着後、23℃、50%RHの雰囲気下で20分間エージングした。例1~12については粘着剤層の表面(粘着面)を、例13~18については粘弾性体層の表面を被着体に貼り付けた。エージング後、引張試験機(島津製作所社製、装置名「テンシロン」)を使用して、23℃、50%RHの雰囲気下、引張速度300mm/分、剥離角度90度の条件で被着体(PP板)から試験片を剥離し、そのときの剥離強度[N/25mm]を測定した。得られた結果を表1に示す。

12,22,23,32 粘着剤層(A)
14,24,34 粘弾性体層(B)
36 支持基材
Claims (8)
- 粘着面を構成する粘着剤層(A)と、
前記粘着剤層(A)を支持する粘弾性体層(B)と、を備え、
前記粘弾性体層(B)は、中空粒子を含むか、気泡を有しており、
前記粘着剤層(A)は、ベースポリマーとしてアクリル系ポリマー(a)を含み、
前記アクリル系ポリマー(a)における酸性基含有モノマーの共重合割合は5重量%以下である、粘着シート。 - 前記粘弾性体層(B)は、ベースポリマーとしてアクリル系ポリマー(b)を含む、請求項1に記載の粘着シート。
- 前記アクリル系ポリマー(b)は、酸性基含有モノマーを含むモノマー原料を重合して得られたものである、請求項2に記載の粘着シート。
- 前記アクリル系ポリマー(a)における酸性基含有モノマーの共重合割合ACaに対する前記アクリル系ポリマー(b)における酸性基含有モノマーの共重合割合ACbの比(ACb/ACa)は2以上である、請求項3に記載の粘着シート。
- 前記粘着剤層(A)は、ロジン系粘着付与樹脂、テルペン系粘着付与樹脂およびフェノール系粘着付与樹脂からなる群から選択される少なくとも1種の粘着付与剤を含む、請求項1~4のいずれか一項に記載の粘着シート。
- 前記粘着剤層(A)における前記粘着付与剤の含有量は、前記ベースポリマー100重量部に対して10~50重量部である、請求項5に記載の粘着シート。
- 前記粘着剤層(A)の厚さTAに対する前記粘弾性体層(B)の厚さTBの比(TB/TA)は12以上である、請求項1~6のいずれか一項に記載の粘着シート。
- 前記粘着面は、ポリプロピレンに対する90度剥離強度が30N/25mm以上の値を示す、請求項1~7のいずれか一項に記載の粘着シート。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201580042270.1A CN106574154B (zh) | 2014-08-08 | 2015-07-14 | 粘合片 |
| KR1020177006033A KR102386020B1 (ko) | 2014-08-08 | 2015-07-14 | 점착 시트 |
| US15/502,276 US10479058B2 (en) | 2014-08-08 | 2015-07-14 | Pressure-sensitive adhesive sheet |
| EP15830491.5A EP3178893A4 (en) | 2014-08-08 | 2015-07-14 | Adhesive sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-162360 | 2014-08-08 | ||
| JP2014162360A JP6470523B2 (ja) | 2014-08-08 | 2014-08-08 | 粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016021373A1 true WO2016021373A1 (ja) | 2016-02-11 |
Family
ID=55263647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/070096 WO2016021373A1 (ja) | 2014-08-08 | 2015-07-14 | 粘着シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10479058B2 (ja) |
| EP (1) | EP3178893A4 (ja) |
| JP (1) | JP6470523B2 (ja) |
| KR (1) | KR102386020B1 (ja) |
| CN (1) | CN106574154B (ja) |
| WO (1) | WO2016021373A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190106608A1 (en) * | 2017-10-06 | 2019-04-11 | Nitto Denko Corporation | Acrylic pressure-sensitive adhesive composition and pressure-sensitive adhesive sheet |
| CN114981378A (zh) * | 2020-01-17 | 2022-08-30 | Dic株式会社 | 粘合带 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107709492A (zh) * | 2016-01-26 | 2018-02-16 | 积水化学工业株式会社 | 双面粘合带 |
| JP7257098B2 (ja) * | 2017-06-14 | 2023-04-13 | 日東電工株式会社 | 電磁波吸収体 |
| WO2018235217A1 (ja) * | 2017-06-22 | 2018-12-27 | 株式会社寺岡製作所 | アクリル樹脂組成物、粘着剤組成物、粘着シート用基材及び粘着シート |
| DE102017223147A1 (de) * | 2017-12-19 | 2019-06-19 | Tesa Se | Oberflächenschutzfolie mit Schaumschicht |
| WO2019230495A1 (ja) * | 2018-05-30 | 2019-12-05 | 日東電工株式会社 | 表面保護用粘着シート |
| JP7515268B2 (ja) * | 2020-02-19 | 2024-07-12 | 日東電工株式会社 | ホットメルト型粘着剤組成物および粘着シート |
| CN112099120B (zh) * | 2020-09-15 | 2022-05-24 | 浙江夜光明光电科技股份有限公司 | 一种超柔软型反光布及其制备方法 |
| CN115141570A (zh) * | 2021-03-29 | 2022-10-04 | 日东电工(上海松江)有限公司 | 粘合片 |
| CN115124942A (zh) * | 2021-03-29 | 2022-09-30 | 日东电工(上海松江)有限公司 | 粘合片 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224203A (ja) * | 2006-02-24 | 2007-09-06 | Lintec Corp | 粘着シート |
| JP2009185229A (ja) * | 2008-02-08 | 2009-08-20 | Nitto Denko Corp | アクリル系粘着シート |
| JP2013213203A (ja) * | 2012-03-09 | 2013-10-17 | Nippon Synthetic Chem Ind Co Ltd:The | アクリル系粘着剤組成物、アクリル系粘着剤、およびそれを用いてなる透明電極用粘着剤、タッチパネル及び画像表示装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4895738A (en) | 1986-08-29 | 1990-01-23 | Minnesota Mining And Manufacturing Company | Method of making a unified pressure-sensitive adhesive tape |
| US4894259A (en) | 1986-08-29 | 1990-01-16 | Minnesota Mining And Manufacturing Company | Process of making a unified pressure-sensitive adhesive tape |
| MX168535B (es) * | 1986-08-29 | 1993-05-31 | Grace W R & Co | Membrana de filtracion semipermeable, y no adsortiva |
| US4818610A (en) | 1986-08-29 | 1989-04-04 | Minnesota Mining And Manufacturing Company | Unified pressure-sensitive adhesive tape |
| US4726982A (en) * | 1987-04-10 | 1988-02-23 | Minnesota Mining And Manufacturing Company | Tackified acrylic pressure-sensitive adhesive and composite article |
| DE69530152D1 (de) | 1994-08-12 | 2003-05-08 | Soken Kagaku Kk | Acrylfolie, Acryl-Klebfolie und Verfahren zu ihrer Herstellung |
| JP3505583B2 (ja) * | 1994-08-12 | 2004-03-08 | 綜研化学株式会社 | アクリル系粘着シートおよびその製造方法 |
| JP4744172B2 (ja) * | 2005-03-24 | 2011-08-10 | 日東電工株式会社 | アクリル系粘着シートおよびその製造方法 |
| JP5089894B2 (ja) * | 2006-03-10 | 2012-12-05 | 日東電工株式会社 | 微粒子含有粘弾性層、及び感圧性接着テープ又はシート |
| JP4962394B2 (ja) | 2008-04-21 | 2012-06-27 | 富士通株式会社 | パケット転送制御装置およびパケット転送制御方法 |
| JP2010189545A (ja) * | 2009-02-18 | 2010-09-02 | Nitto Denko Corp | 両面粘着シートおよび粘着型光学部材 |
| JP5294931B2 (ja) | 2009-03-11 | 2013-09-18 | 日東電工株式会社 | アクリル系粘着シート |
| JP2010209261A (ja) | 2009-03-11 | 2010-09-24 | Nitto Denko Corp | アクリル系粘着シート |
| JP5556987B2 (ja) | 2009-04-09 | 2014-07-23 | Dic株式会社 | 両面粘着テープ |
| CN102498183A (zh) | 2009-09-16 | 2012-06-13 | 日东电工株式会社 | 丙烯酸类粘合带 |
| EP2546053B1 (en) | 2011-07-15 | 2013-12-11 | Nitto Denko Corporation | Double-sided pressure-sensitive adhesive sheet |
| EP2573149A1 (en) | 2011-09-26 | 2013-03-27 | 3M Innovative Properties Company | Multilayer pressure-sensitive adhesive films with a (meth)acrylic-based elastomeric material |
| EP2581423A1 (en) | 2011-10-14 | 2013-04-17 | 3M Innovative Properties Company | Primerless multilayer adhesive film for bonding glass substrates |
-
2014
- 2014-08-08 JP JP2014162360A patent/JP6470523B2/ja not_active Expired - Fee Related
-
2015
- 2015-07-14 KR KR1020177006033A patent/KR102386020B1/ko active IP Right Grant
- 2015-07-14 US US15/502,276 patent/US10479058B2/en active Active
- 2015-07-14 CN CN201580042270.1A patent/CN106574154B/zh not_active Expired - Fee Related
- 2015-07-14 EP EP15830491.5A patent/EP3178893A4/en not_active Withdrawn
- 2015-07-14 WO PCT/JP2015/070096 patent/WO2016021373A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007224203A (ja) * | 2006-02-24 | 2007-09-06 | Lintec Corp | 粘着シート |
| JP2009185229A (ja) * | 2008-02-08 | 2009-08-20 | Nitto Denko Corp | アクリル系粘着シート |
| JP2013213203A (ja) * | 2012-03-09 | 2013-10-17 | Nippon Synthetic Chem Ind Co Ltd:The | アクリル系粘着剤組成物、アクリル系粘着剤、およびそれを用いてなる透明電極用粘着剤、タッチパネル及び画像表示装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3178893A1 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190106608A1 (en) * | 2017-10-06 | 2019-04-11 | Nitto Denko Corporation | Acrylic pressure-sensitive adhesive composition and pressure-sensitive adhesive sheet |
| US11168236B2 (en) * | 2017-10-06 | 2021-11-09 | Nitto Denko Corporation | Acrylic pressure-sensitive adhesive composition and pressure-sensitive adhesive sheet |
| CN114981378A (zh) * | 2020-01-17 | 2022-08-30 | Dic株式会社 | 粘合带 |
| CN114981378B (zh) * | 2020-01-17 | 2024-07-16 | Dic株式会社 | 粘合带 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20170232720A1 (en) | 2017-08-17 |
| JP6470523B2 (ja) | 2019-02-13 |
| KR20170041803A (ko) | 2017-04-17 |
| EP3178893A1 (en) | 2017-06-14 |
| KR102386020B1 (ko) | 2022-04-14 |
| EP3178893A4 (en) | 2018-02-21 |
| JP2016037564A (ja) | 2016-03-22 |
| US10479058B2 (en) | 2019-11-19 |
| CN106574154B (zh) | 2020-09-25 |
| CN106574154A (zh) | 2017-04-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6470523B2 (ja) | 粘着シート | |
| JP6202958B2 (ja) | 粘着シート | |
| JP5186142B2 (ja) | アクリル系粘弾性組成物、及び感圧性接着テープ又はシート | |
| JP6357474B2 (ja) | 粘着シートおよびその利用 | |
| JP5634803B2 (ja) | アクリル系粘着テープ | |
| JP6495820B2 (ja) | 粘着剤組成物 | |
| WO2015190441A1 (ja) | 粘着シート | |
| WO2015163115A1 (ja) | 粘着シート | |
| US20100075129A1 (en) | Thermally-foamable re-releasable acrylic pressure-sensitive adhesive tape or sheet | |
| WO2009116504A1 (ja) | アクリル系粘着剤、アクリル系粘着剤層、アクリル系粘着テープ又はシート | |
| JP5502543B2 (ja) | アクリル系粘着テープ | |
| EP2385090B1 (en) | Acrylic pressure-sensitive adhesive tape | |
| WO2012026118A1 (ja) | アクリル系粘着剤組成物、アクリル系粘着剤層およびアクリル系粘着テープ | |
| JP2012117040A (ja) | 粘着テープ又はシート | |
| JP2010209263A (ja) | アクリル系粘着シート | |
| JP5950669B2 (ja) | 粘着シート及び粘着剤組成物 | |
| WO2016021332A1 (ja) | 粘着シート付き建築部材、および建築部材用粘着シート | |
| JP2010209261A (ja) | アクリル系粘着シート | |
| JP2016041817A (ja) | アクリル系粘着テープ | |
| JP2013079361A (ja) | アクリル系粘着テープ | |
| JP6317938B2 (ja) | 粘着シート | |
| JP6670958B2 (ja) | 粘着シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15830491 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015830491 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015830491 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20177006033 Country of ref document: KR Kind code of ref document: A |