WO2015186550A1 - RFeB系磁石及びRFeB系磁石の製造方法 - Google Patents
RFeB系磁石及びRFeB系磁石の製造方法 Download PDFInfo
- Publication number
- WO2015186550A1 WO2015186550A1 PCT/JP2015/064886 JP2015064886W WO2015186550A1 WO 2015186550 A1 WO2015186550 A1 WO 2015186550A1 JP 2015064886 W JP2015064886 W JP 2015064886W WO 2015186550 A1 WO2015186550 A1 WO 2015186550A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rfeb
- sintered magnet
- based sintered
- rare earth
- earth element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C10/00—Solid state diffusion of only metal elements or silicon into metallic material surfaces
- C23C10/28—Solid state diffusion of only metal elements or silicon into metallic material surfaces using solids, e.g. powders, pastes
- C23C10/30—Solid state diffusion of only metal elements or silicon into metallic material surfaces using solids, e.g. powders, pastes using a layer of powder or paste on the surface
Definitions
- the present invention relates to an RFeB-based magnet containing R (rare earth element), Fe and B, and a method for producing the same.
- the present invention provides a surface of main phase particles containing at least one of Nd and Pr (hereinafter, at least one of Nd and Pr is referred to as “light rare earth element R L ”) as a main rare earth element R.
- at least one rare earth element of Dy, Tb and Ho hereinafter, at least one of Dy, Tb and Ho is referred to as “heavy rare earth element R H ”).
- the present invention relates to an RFeB-based magnet that has been subjected to a grain boundary diffusion treatment for diffusing and a manufacturing method thereof.
- the RFeB-based sintered magnet is a permanent magnet manufactured by orienting and sintering RFeB-based alloy powder. This RFeB-based sintered magnet was discovered by Sagawa et al. In 1982, but has high magnetic properties far surpassing the permanent magnets used so far, and is relatively abundant in rare earth, iron and boron. It has the feature that it can be manufactured from inexpensive raw materials.
- RFeB-based sintered magnets are expected to increase in demand in the future, such as permanent magnets for motors of hybrid vehicles and electric vehicles.
- automobiles must be assumed to be used under severe loads, and their motors must also be guaranteed to operate in a high temperature environment (eg 180 ° C.). Therefore, there is a demand for an RFeB-based sintered magnet having a high coercive force H cj that can suppress a decrease in magnetization (magnetic force) due to an increase in temperature.
- H cj coercive force
- the coercive force H cj increases as the content of the heavy rare earth element RH increases.
- the maximum energy product (BH) max also decreases upon with remanence B r of RFeB sintered magnet as the content is often lower, it is expensive and rare, It is desirable to use as little as possible.
- the coercive force H cj is a force that withstands the reversal of magnetization when a magnetic field opposite to the magnetization direction is applied to the magnet.
- the heavy rare earth element R H is considered to have an effect of increasing the coercive force H cj by preventing this magnetization reversal. Looking at the magnetization reversal phenomenon in the magnet in detail, the reversal of magnetization first occurs in the vicinity of the grain boundary of the main phase particles, and then spreads from there to the inside of the main phase particles. Therefore, since it is effective to prevent magnetization reversal in the whole magnet first by preventing magnetization reversal at the grain boundary, heavy rare earth element R H is RFeB-based sintered in order to minimize the amount used. It is desirable to make it unevenly distributed in the vicinity of the surface of the main phase particles of the magnet (in the vicinity of the grain boundary) (less in the main phase particles but in the vicinity of the surface).
- Patent Document 1 discloses an adhering material containing a powder of an alloy in which heavy rare earth element R H is one of constituent elements on the surface of a base material made of a sintered body of an NdFeB-based magnet using Nd as rare earth element R. It is described that a grain boundary diffusion treatment is performed in which the heavy rare earth element R H is diffused into the base material through the grain boundary of the base material by adhering and heating to a predetermined temperature. At that time, there is a rare earth-rich phase having a higher content of rare earth (Nd) than the main phase particles at the grain boundaries of the base material, and the rare earth-rich phase is melted by heating during the grain boundary diffusion treatment, The heavy rare earth element R H is easily diffused into the base material.
- Nd rare earth-rich phase having a higher content of rare earth (Nd) than the main phase particles at the grain boundaries of the base material
- Grain boundary diffusion treatment allows heavy rare earth elements RH to be unevenly distributed in the vicinity of the surface of the main phase particles of the RFeB-based sintered magnet, thereby suppressing a decrease in residual magnetic flux density Br and maximum energy product (BH) max. Meanwhile , an RFeB-based sintered magnet having a high coercive force H cj can be obtained.
- the amount of carbon present as an impurity in the base material is smaller. This is because carbon is unevenly distributed in grain boundaries (especially, grain boundary triple points surrounded by three or more main phase grains) in the base material, so that the grain boundaries are melted during heating during grain boundary diffusion treatment. This is because the rare earth element RH is more easily diffused into the substrate as the amount of carbon in the substrate is smaller.
- the coercive force of one magnet is not uniform in the magnet, and is locally It was found that there are high and low parts.
- the minimum dimension portion that is, the dimension in the portion where the passing dimension of the substrate is minimum (that is, the RFeB-based sintering magnet).
- the heavy rare earth element R H is sufficiently distributed over the grain boundaries and the entire surface of the main phase particles, so the coercive force is almost uniform. It was found that when the dimension exceeds 3 mm, the coercive force becomes non-uniform because the heavy rare earth element RH does not reach the grain boundary near the center of the minimum dimension part and the surface of the main phase particle sufficiently. If there is a part with low coercivity locally in this way, when using an RFeB-based sintered magnet, the part cannot withstand the reverse magnetic field and magnetization reversal occurs, resulting in RFeB-based. The average magnetization of the entire sintered magnet is lowered.
- the problem to be solved by the present invention is to provide an RFeB-based sintered magnet that has a uniform and high coercive force over the entire magnet even when the thickness is relatively large, and a method for manufacturing the same. It is to be.
- the RFeB-based sintered magnet according to the present invention passes through a grain boundary of a base material composed of a sintered body of an RFeB-based magnet containing light rare earth elements R L , Fe and B, which is at least one of Nd and Pr.
- An RFeB-based sintered magnet in which a heavy rare earth element RH that is at least one rare earth element of Dy, Tb, and Ho is diffused in a base material,
- the dimension in the minimum dimension part of the RFeB-based sintered magnet is larger than 3 mm,
- the value obtained by dividing the amount of heavy rare earth element R H contained in the RFeB-based sintered magnet by the volume of the RFeB-based sintered magnet is 25 mg / cm 3 or more,
- the difference between the local coercivity at the surface of the minimum dimension part and the local coercivity at the center of the minimum dimension part is 15% or less of the local coercivity at the surface.
- local coercive force refers to the coercive force per unit volume in the RFeB sintered magnet.
- the value obtained by dividing the amount of heavy rare earth element RH contained in the RFeB-based sintered magnet produced using the grain boundary diffusion treatment by the volume of the RFeB-based sintered magnet is 25 mg. / cm 3 or more.
- RH can be spread over the entire grain boundary and main phase particle surface of the RFeB-based sintered magnet. Therefore, the local coercive force has a difference of 15% or less from the value on the surface at any position in the RFeB-based sintered magnet, and becomes nearly uniform over the entire RFeB-based sintered magnet.
- the deposit containing the heavy rare earth element RH is used in the same manner as before in order to perform the treatment of diffusing the heavy rare earth element RH in the base material. Usually, however, the deposits after the treatment are removed. Accordingly, the dimensions and volume, and the amount of the heavy rare earth element RH contained in the RFeB-based sintered magnet are values only for the RFeB-based sintered magnet that does not include the adhering portion.
- the RFeB-based sintered magnet manufacturing method a) It is composed of a sintered body of an RFeB-based magnet containing light rare earth elements R L , Fe and B, which is at least one of Nd and Pr, and the dimension in the minimum dimension part of the sintered body is larger than 3 mm.
- a base material preparation step for preparing a base material b) Grain boundary diffusion in which a deposit containing a heavy rare earth element RH , which is at least one rare earth element of Dy, Tb, and Ho, is attached to the surface of the substrate, and then heated to a predetermined temperature.
- the deposit amount of the heavy rare-earth element R H containing the heavy rare-earth element R H amounts RFeB-based sintered magnet containing the RFeB sintered magnet after the particle boundary diffusion treatment And a grain boundary diffusion step in which the value divided by the volume is 25 mg / cm 3 or more.
- the amount of the heavy rare earth element R H contained in the deposit can be determined by a person skilled in the art by performing a simple preliminary experiment. In addition, when all of the heavy rare earth element R H in the deposit diffuses into the RFeB sintered magnet, the amount of the heavy rare earth element R H contained in the deposit is changed to the RFeB sintered magnet (or base material). The value divided by the volume may be 25 mg / cm 3 or more.
- the carbon content in the base material is desirably 1000 ppm or less.
- the grain boundary diffusion treatment is performed at a temperature lower than that during sintering and in a vacuum or in an inert gas, the carbon content after the grain boundary diffusion treatment is almost the same as that before the grain boundary diffusion treatment. This has been confirmed by experiments. That is, even in an RFeB sintered magnet manufactured from a base material having a carbon content of 1000 ppm or less, the carbon content is 1000 ppm or less.
- the base material is filled with alloy powder containing light rare earth elements R L , Fe and B as raw materials, and the alloy powder is machined for molding.
- the alloy powder is oriented by applying a magnetic field without applying a mechanical pressure, and sintered by heating without applying a mechanical pressure for molding while the alloy powder is accommodated in the mold. It is desirable to produce by this (refer patent document 2).
- This method of producing an RFeB-based sintered magnet without applying mechanical pressure for molding is called a “PLP (Press-Less Process) method”. Since there is no need to use a press in the PLP method, the equipment can be made smaller than in the press method, and the entire equipment can be easily placed in an oxygen-free atmosphere.
- the average particle size can be reduced (the total surface area of the particles in the entire alloy powder is increased).
- the average particle size of the microcrystals in the sintered magnet to be manufactured is also reduced, so that it is difficult to form a magnetic domain whose magnetization is reversed when an external magnetic field is applied. The coercive force is further improved.
- an RFeB-based sintered magnet having a uniform and high coercive force can be obtained throughout. Therefore, it is possible to prevent local magnetization reversal from occurring when the RFeB-based sintered magnet is used, thereby preventing magnetization from being lowered.
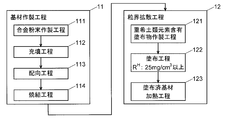
- FIG. 1 Schematic which shows one Embodiment of the manufacturing method of the RFeB type sintered magnet which concerns on this invention.
- the perspective view (a) which shows the example of the base material of a RFeB type sintered magnet, and the longitudinal cross-sectional view (b) of another example.
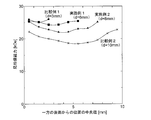
- the graph which shows the result of having measured the local coercive force (coercive force of each RFeB type sintered magnet piece) in the RFeB type sintered magnet of an Example and a comparative example.
- the graph which shows the relationship of the average value of the whole coercive force, the local coercive force in the surface, and the local coercive force in the whole in the RFeB type sintered magnet of an Example and a comparative example.
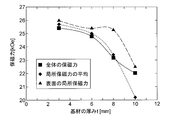
- the graph which shows the result of having measured the whole coercive force in the RFeB type sintered magnet of the Example and comparative example from which the application quantity of a coating material (paste) differs.
- the method of the present embodiment is roughly divided into two steps: a base material preparation step 11 and a grain boundary diffusion step 12.
- a so-called pressing method including a step of producing a compact of the alloy powder by applying mechanical pressure to the raw material alloy powder may be used.
- a so-called pressing method including a step of producing a compact of the alloy powder by applying mechanical pressure to the raw material alloy powder.
- PLP method In order to obtain a higher coercive force, It is desirable to use the PLP method. Below, the example which produces a base material by PLP method is demonstrated.
- the base material production process 11 by the PLP method is subdivided into an alloy powder production process 111, a filling process 112, an orientation process 113, and a sintering process 114 (FIG. 1).
- an alloy lump containing light rare earth elements R L , Fe and B is pulverized to produce an alloy powder as a raw material for the RFeB-based sintered magnet.
- SC alloy lump an alloy lump produced by a strip cast (SC) method (referred to as “SC alloy lump”).
- SC alloy lump is produced by pouring a molten raw material onto a rotating drum and rapidly cooling, and a plate-like rare earth-rich phase is formed in the lump by this production method.
- SC alloy lump is produced by pouring a molten raw material onto a rotating drum and rapidly cooling, and a plate-like rare earth-rich phase is formed in the lump by this production method.
- the pulverization can be performed, for example, by the following two-stage process.
- the SC alloy lump is exposed to a hydrogen gas atmosphere to occlude hydrogen molecules in the SC alloy lump, so that coarse crushing is performed by hydrogen cracking to embrittle the SC alloy lump.
- the fine powder obtained by coarse pulverization is finely pulverized by a jet mill.
- after hydrogen crushing it is heated to about 500 ° C. to remove hydrogen in the coarse powder (dehydrogenation heating), but for the reasons described later, the dehydrogenation heating is not performed for the sintering step. It is desirable to remove hydrogen by heating at.
- the alloy powder obtained in the alloy powder production step 111 is filled in the mold in the filling step 112. And in the orientation process 113, the magnetic particles are applied to the alloy powder in the mold to orient the particles of the alloy powder in one direction. At that time, mechanical pressure for forming is not applied to the alloy powder.
- the alloy powder is heated to a sintering temperature (for example, a temperature in the range of 900 to 1100 ° C.) while the alloy powder is accommodated in the mold without applying mechanical pressure for molding to the alloy powder.
- a substrate is obtained (sintering step 114).
- carbon present as an impurity in the alloy powder reacts with hydrogen remaining without being removed after hydrogen crushing to form CH 4 gas, so that both carbon and hydrogen are Removed.
- a technique for removing carbon which is an impurity in this way is taken, and the carbon concentration remaining on the base material can be suppressed to 1000 ppm or less.
- the base material thus obtained becomes a shape corresponding to the shape of the space in the mold by shrinking the alloy powder in the mold as it is during sintering.
- the shrinkage rate during sintering depends on the volume filling rate of the alloy powder filled in the mold, for example, when the volume filling rate is about 50%, it is about 35% in the direction in which a magnetic field is applied in the orientation process. In the direction perpendicular to it, it is about 15%.
- the grain boundary diffusion step 12 is subdivided into a heavy rare earth element-containing coating material preparation step 121, a coating step 122, and a coated substrate heating step 123 (FIG. 1).
- the heavy rare earth element-containing coated material preparation step 121 may be performed in parallel with the base material preparation step 11 or before the base material preparation step 11.
- a coating containing a heavy rare earth element R H is prepared.
- the coated material has good contact with the base material, and even if a large amount of coated material is applied to the surface of the base material, it is difficult to leave the surface, and the powder containing the heavy rare earth element RH It is desirable to produce a heavy rare earth element-containing coating by mixing organic paste.
- the paste-like coating material has good contact with the base material in this way, the advantage that the heavy rare earth element RH in the coating material easily diffuses into the base material in the coated base material heating step 123.
- the coated material produced as described above is coated on the surface of the substrate.
- the coating amount of the coated product is 25 mg / cm 3 or more when the amount of the heavy rare earth element RH contained in the RFeB sintered magnet after the grain boundary diffusion treatment is divided by the volume of the RFeB sintered magnet. This is determined by a preliminary experiment. When the entire amount of deposit heavy rare earth element R H in the coating diffuses into the RFeB sintered magnet due to the grain boundary diffusion treatment, the amount of heavy rare earth element R H in the coating is reduced to the RFeB sintered magnet. The value divided by the volume of is 25 mg / cm 3 or more. In this case, since the volume of the RFeB-based sintered magnet after the grain boundary diffusion treatment does not normally change from the volume of the base material, it may be defined by the volume of the base material instead of the volume of the RFeB-based sintered magnet.
- the substrate coated with the coating is heated to a predetermined temperature (eg, 700 to 950 ° C.) in a vacuum or in an inert gas, so that the heavy rare earth element RH is granulated. Spread in the world. Thereafter, the applied material (adhered matter) remaining on the surface of the substrate is removed.
- a predetermined temperature eg, 700 to 950 ° C.
- the RFeB sintered magnet according to the present invention can be manufactured by the above manufacturing method.
- SC alloy lump was used as the base material.
- This SC alloy ingot has a composition of Nd: 25.9% by mass, Pr: 4.11% by mass, B: 0.96% by mass, Co: 0.89% by mass, Cu: 0.10% by mass, Al: 0.27% by mass, and Fe: balance. And does not contain heavy rare earth elements R H.
- the SC alloy lump is pulverized by coarse pulverization by hydrogen pulverization and coarse pulverization by a jet mill so that the median particle diameter measured by the laser method is 3 ⁇ m. A powder was prepared. Note that dehydrogenation heating is not performed after the coarse pulverization and before the sintering step.
- the obtained alloy powder was filled into a plurality of molds having a rectangular parallelepiped internal space and having different thicknesses of 5 mm or more.
- the alloy powder for each mold was oriented in the orientation step 113 with a pulse magnetic field of 5 T or more, and then sintered at 980 ° C. in the sintering step 114.
- a plurality of types of rectangular parallelepiped base materials 20 (FIG. 2 (a)) having thicknesses t of 3 mm, 6 mm, 8 mm, and 10 mm were produced.
- the carbon content in the base material can be suppressed to 1000 ppm or less.
- the carbon content of the produced substrate was measured and found to be 400 ppm.
- the means for reducing the amount of carbon in the substrate may be due to a process change such as changing the type and / or addition amount of the additive or changing the sintering conditions.
- the minimum dimension part 22 is prescribed
- a powder of a Tb (R H ) -containing alloy having a composition of Tb: 92.0% by mass, Ni: 4.3% by mass, Al: 3.7% by mass; A paste (coating material) in which silicone grease was mixed at a mass ratio of 4: 1 was prepared.
- the coating step 122 14 mg of this coated material was applied to the facing surface 21 (2 surfaces) per unit area (1 cm 2 ).
- the coated substrate heating step 123 after heating at 900 ° C. for 10 hours, the temperature was lowered to 500 ° C. and maintained for 1.5 hours.
- RFeB-based sintered magnets of this example and comparative example were respectively produced. Differences between this example and the comparative example will be described next.
- Comparative Example 1 has a thin base material, and conventionally, the heavy rare earth element RH could be spread throughout the base material.
- the amount of heavy rare earth element RH per unit volume contained in the RFeB-based sintered magnet is smaller than the range of the present invention.
- the coercive force of the entire RFeB-based sintered magnet decreases as the amount of heavy rare earth element RH per unit volume decreases, all of the sufficiently high values exceeding 20 kOe were obtained. Moreover, the residual magnetic flux density is 0.09 to 0.24 kG (less than 2%) in any sample, and the residual magnetic flux density is hardly reduced by the presence of the heavy rare earth element RH. I understand that. As described above, the entire RFeB-based sintered magnet has sufficient magnetic properties regardless of the examples and comparative examples.
- the local coercive force of the RFeB sintered magnets of these examples and comparative examples was measured by the following method. First, two RFeB-based sintered magnet thin plates 321 and 322 are cut out from the RFeB-based sintered magnet 31 so that a width perpendicular to the surface of the smallest dimension portion is 1 mm (FIG. )).
- each of the two RFeB-based sintered magnet thin plates 321 and 322 is provided by shifting each region from which the RFeB-based sintered magnet piece 33 is cut out by 1 mm in the thickness direction, so that every 1 mm throughout the thickness direction.
- the RFeB-based sintered magnet piece 33 can be obtained.
- each RFeB-based sintered magnet piece 33 obtained in each Example and each Comparative Example in this way was measured using a high sensitivity VSM (vibrating sample magnetometer) manufactured by Tamagawa Seisakusho Co., Ltd. This is shown in the graph.
- VSM vibrating sample magnetometer
- each local coercive force in Example 1 was 24.35 kOe at a position 2 to 3 mm from one surface and 24.36 kOe at a position 3 to 4 mm. From these two values, the local coercive force at the position of 3 mm from one surface, which is the center of the minimum dimension portion, is estimated to be 24.35 kOe. Further, the RFeB sintered magnet of Example 1 has 25.37 kOe on one surface side and 25.42 kOe on the other surface side.
- the difference between the local coercive force on the surface of the minimum dimension portion of the RFeB-based sintered magnet and the local coercive force at the center is 0.07 kOe compared to the surface on which the difference becomes larger. From this value, this difference is about 0.3% of the local coercivity at the surface, well below 15%.
- the lowest local coercivity is 25.13 kOe at 1 to 2 mm and 4 to 5 mm from one surface, and the highest local coercivity is 25.42 kOe at the other surface.
- Example 2 The same analysis as in Example 1 is performed in Example 2 as follows.
- the local coercive force at the center of the smallest dimension part of the RFeB-based sintered magnet of Example 2 at a position 4 mm from one surface and at two front and rear positions is 22.08 kOe (position 3-4 mm from one surface) and 22.11 kOe. (4-5 mm), 25.36 kOe on one surface side and 25.18 kOe on the other surface side.
- Comparative Example 2 is as follows.
- Patent Document 1 a paste obtained by mixing a powder of TbNiAl alloy having the same composition as that of this example with silicone grease in the same ratio as that of this example is used to face a substrate having a thickness of 6 mm and 10 mm (two sides). ) Are each applied with 10 mg / cm 2 , followed by grain boundary diffusion treatment.
- the value obtained by dividing the amount of heavy rare earth element R H contained in the paste by the volume of the base material is 24.5 mg / cm 3 for the base material having a thickness of 6 mm, and 14.7 mg / cm for the base material having a thickness of 10 mm. 3 Therefore, the RFeB-based sintered magnet and the manufacturing method thereof described in Patent Document 1 are not included in the scope of the present invention.
- Example 3 An experiment was performed on a base material having a thickness of 8 mm and 10 mm, in which the amount of paste applied was larger than in Example 2 and Comparative Example 2 (Examples 3 to 5).
- the conditions of these experiments are as shown in Table 3.
- Tb is used as the heavy rare earth element RH
- Dy or Ho may be used as the heavy rare earth element RH , and two or three of these three kinds may be used. You may mix and use.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15803329.0A EP3151252A4 (en) | 2014-06-02 | 2015-05-25 | RFeB-BASED MAGNET AND PROCESS FOR PRODUCING RFeB-BASED MAGNET |
| US15/315,214 US20170194094A1 (en) | 2014-06-02 | 2015-05-25 | RFeB SYSTEM MAGNET AND METHOD FOR PRODUCING RFeB SYSTEM MAGNET |
| CN201580030244.7A CN106463223A (zh) | 2014-06-02 | 2015-05-25 | RFeB系磁体及RFeB系磁体的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014-113868 | 2014-06-02 | ||
| JP2014113868A JP2015228431A (ja) | 2014-06-02 | 2014-06-02 | RFeB系磁石及びRFeB系磁石の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015186550A1 true WO2015186550A1 (ja) | 2015-12-10 |
Family
ID=54766624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/064886 Ceased WO2015186550A1 (ja) | 2014-06-02 | 2015-05-25 | RFeB系磁石及びRFeB系磁石の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20170194094A1 (enExample) |
| EP (1) | EP3151252A4 (enExample) |
| JP (1) | JP2015228431A (enExample) |
| CN (1) | CN106463223A (enExample) |
| WO (1) | WO2015186550A1 (enExample) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11232890B2 (en) * | 2018-11-06 | 2022-01-25 | Daido Steel Co., Ltd. | RFeB sintered magnet and method for producing same |
| CN109935462B (zh) * | 2019-03-12 | 2022-02-11 | 宁波雄海稀土速凝技术有限公司 | 晶界扩散重稀土钕铁硼磁体的制备方法及其钕铁硼磁体 |
| CN112908672B (zh) * | 2020-01-21 | 2024-02-09 | 福建省金龙稀土股份有限公司 | 一种R-Fe-B系稀土烧结磁体的晶界扩散处理方法 |
| JP7715511B2 (ja) * | 2020-03-25 | 2025-07-30 | Tdk株式会社 | 希土類永久磁石及びこれを備える回転電機 |
| CN111653404B (zh) * | 2020-05-27 | 2022-11-15 | 烟台正海磁性材料股份有限公司 | 一种钕铁硼磁体及其制备方法和应用 |
| CN111968813B (zh) * | 2020-07-10 | 2023-11-07 | 瑞声科技(南京)有限公司 | NdFeB系磁粉、NdFeB系烧结磁体及制备方法 |
| CN115602399B (zh) * | 2021-06-28 | 2025-11-14 | 烟台正海磁性材料股份有限公司 | 一种R-Fe-B烧结磁体及其制备方法和应用 |
| CN118280672A (zh) * | 2022-12-30 | 2024-07-02 | 烟台正海磁性材料股份有限公司 | 大尺寸R-Fe-B烧结磁体及其制备方法和应用 |
| CN120048614B (zh) * | 2023-11-27 | 2025-11-28 | 烟台正海磁性材料股份有限公司 | 一种具有晶粒尺寸梯度的烧结Re-Fe-B永磁体及其制备方法和应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009170541A (ja) * | 2008-01-11 | 2009-07-30 | Inter Metallics Kk | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| WO2013100008A1 (ja) * | 2011-12-27 | 2013-07-04 | インターメタリックス株式会社 | NdFeB系焼結磁石及び該NdFeB系焼結磁石の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62132302A (ja) * | 1985-12-04 | 1987-06-15 | Sumitomo Metal Mining Co Ltd | 希土類−鉄−ホウ素系合金粉末及びその製法 |
| US9818515B2 (en) * | 2008-12-01 | 2017-11-14 | Zhejiang University | Modified Nd—Fe—B permanent magnet with high corrosion resistance |
| US9589714B2 (en) * | 2009-07-10 | 2017-03-07 | Intermetallics Co., Ltd. | Sintered NdFeB magnet and method for manufacturing the same |
| JP2011258935A (ja) * | 2010-05-14 | 2011-12-22 | Shin Etsu Chem Co Ltd | R−t−b系希土類焼結磁石 |
| JP5284394B2 (ja) * | 2011-03-10 | 2013-09-11 | 株式会社豊田中央研究所 | 希土類磁石およびその製造方法 |
| KR101485281B1 (ko) * | 2011-12-27 | 2015-01-21 | 인터메탈릭스 가부시키가이샤 | NdFeB계 소결 자석 |
| CN103617884A (zh) * | 2013-12-11 | 2014-03-05 | 北京科技大学 | 一种烧结NdFeB磁体的重稀土附着方法 |
-
2014
- 2014-06-02 JP JP2014113868A patent/JP2015228431A/ja active Pending
-
2015
- 2015-05-25 US US15/315,214 patent/US20170194094A1/en not_active Abandoned
- 2015-05-25 EP EP15803329.0A patent/EP3151252A4/en not_active Withdrawn
- 2015-05-25 CN CN201580030244.7A patent/CN106463223A/zh active Pending
- 2015-05-25 WO PCT/JP2015/064886 patent/WO2015186550A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009170541A (ja) * | 2008-01-11 | 2009-07-30 | Inter Metallics Kk | NdFeB焼結磁石の製造方法及びNdFeB焼結磁石 |
| WO2013100008A1 (ja) * | 2011-12-27 | 2013-07-04 | インターメタリックス株式会社 | NdFeB系焼結磁石及び該NdFeB系焼結磁石の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3151252A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3151252A1 (en) | 2017-04-05 |
| JP2015228431A (ja) | 2015-12-17 |
| CN106463223A (zh) | 2017-02-22 |
| EP3151252A4 (en) | 2017-07-05 |
| US20170194094A1 (en) | 2017-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015186550A1 (ja) | RFeB系磁石及びRFeB系磁石の製造方法 | |
| CN109478452B (zh) | R-t-b系烧结磁体 | |
| JP5687621B2 (ja) | NdFeB焼結磁石及びその製造方法 | |
| EP3330984B1 (en) | Method for producing r-t-b system sintered magnet | |
| JP4831074B2 (ja) | R−Fe−B系希土類焼結磁石およびその製造方法 | |
| JP6202722B2 (ja) | R−t−b系希土類焼結磁石、r−t−b系希土類焼結磁石の製造方法 | |
| JP3960966B2 (ja) | 耐熱性希土類磁石の製造方法 | |
| JP6051892B2 (ja) | R−t−b系焼結磁石の製造方法 | |
| TWI673730B (zh) | R-Fe-B系燒結磁石及其製造方法 | |
| KR101338663B1 (ko) | NdFeB계 소결 자석 및 상기 NdFeB계 소결 자석의 제조 방법 | |
| JP6488976B2 (ja) | R−t−b系焼結磁石 | |
| CN103650072B (zh) | NdFeB系烧结磁体 | |
| JP7211691B2 (ja) | Nd-Fe-B系焼結磁性体の製造方法 | |
| JP6221233B2 (ja) | R−t−b系焼結磁石およびその製造方法 | |
| CN104051101A (zh) | 一种稀土永磁体及其制备方法 | |
| CN103797549B (zh) | NdFeB系烧结磁体 | |
| CN107025969A (zh) | R‑t‑b系烧结磁铁用合金以及r‑t‑b系烧结磁铁 | |
| EP3330978A1 (en) | Sintered body for forming rare earth magnet, and rare earth sintered magnet | |
| CN110537235A (zh) | R-t-b系烧结磁体的制造方法 | |
| JP5643355B2 (ja) | NdFeB焼結磁石の製造方法 | |
| CN111739704B (zh) | R-t-b系烧结磁体 | |
| CN103503087B (zh) | NdFeB系烧结磁体 | |
| JP2019062153A (ja) | R−t−b系焼結磁石の製造方法 | |
| JP2019060008A (ja) | 拡散源 | |
| JP2015035455A (ja) | 焼結磁石用原料合金、希土類焼結磁石およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15803329 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15315214 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015803329 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2015803329 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |