WO2015033625A1 - 中子型および中空構造体の製造方法 - Google Patents
中子型および中空構造体の製造方法 Download PDFInfo
- Publication number
- WO2015033625A1 WO2015033625A1 PCT/JP2014/063933 JP2014063933W WO2015033625A1 WO 2015033625 A1 WO2015033625 A1 WO 2015033625A1 JP 2014063933 W JP2014063933 W JP 2014063933W WO 2015033625 A1 WO2015033625 A1 WO 2015033625A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mold
- mold member
- core
- prepreg
- hollow structure
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
- B29C33/485—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling cores or mandrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/76—Cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0038—Moulds or cores; Details thereof or accessories therefor with sealing means or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0872—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
Definitions
- the present invention relates to a method of manufacturing a core and a hollow structure used when manufacturing a long hollow structure by using a prepreg.
- Patent Document 1 discloses a method for forming a hollow structure similar to a core type.
- the middle mold when pulling out the middle mold from between the upper mold and the lower mold, the middle mold tends to be difficult to pull out due to frictional resistance, and in this state the middle mold is pulled strongly Also, there was a concern that the durability of the core type would be reduced due to damage or wear on the mating surfaces of the upper, middle, and lower types.
- the present invention has been made in view of such circumstances, and makes it easy to extract the split-type core after forming the hollow structure, and enhances the durability of the core, and the core is
- An object of the present invention is to provide a method of manufacturing a core and a hollow structure capable of preventing a reduction in thickness of the hollow structure due to a resin entering the mating surface.
- the present invention provides the following means. First, in the first aspect of the core type according to the present invention, after laminating a prepreg on the surface of a long core type, a vacuum bag is covered and heating is performed while vacuuming the inside of the vacuum bag.
- a peeling member which is coated on at least one surface of the opposing mating surface of the first mold member and the second mold member.
- the peeling member is interposed between the mating surfaces of the first mold member and the second mold member, the friction coefficient at the mating surface is reduced, and the first mold member It becomes easy to peel off the second mold member.
- the core-type durability can be enhanced by preventing the mating surfaces of the first mold member and the second mold member from being scratched or worn out.
- the condition of the core type can be made healthy over a long period of time You can keep it.
- the mating surface of the first mold member and the second mold member is a liquid. It can be sealed tightly. Therefore, when molding the prepreg in accordance with the shape of the core while pressurizing and heating, the resin material of the molten or softened prepreg is prevented from entering the mating surface of the core due to the pressure during molding. For this reason, it is prevented that the wall thickness of the completed hollow structure reduces, and the quality such as dimensional accuracy decreases.
- the peeling member is formed in a band shape and a plurality of the peeling members are coated in parallel so as to extend along the longitudinal direction, and the long member is interposed between the peeling members. It is preferable to provide an open space extending along the direction.
- a resin band made of a resin material similar to the prepreg is used in the empty space via a mold release agent. You may stick it.
- the resin band made of the resin material similar to the prepreg is sandwiched between the first mold member and the second mold member adjacent thereto along with the peeling member.
- the resin band is softened by heat, and the softened resin material is from between the first mold member and the second mold member (a mating surface)
- the pressurizing pressure causes the prepreg forming the hollow structure to bulge, and the resin material of the prepreg is compensated.
- the resin material which is originally to form a prepreg intrudes between the first mold member and the second mold member, and the thickness of the completed hollow structure decreases. It is possible to prevent deterioration in quality such as dimensional accuracy.
- the resin band is interposed between the first mold member and the second mold member via a release agent. For this reason, similarly to the peeling member, the effect of facilitating peeling between the first mold member and the second mold member is exhibited.
- a vacuum bag is covered and heating is performed while vacuuming the inside of the vacuum bag.
- An extending first mold member which extends in the same longitudinal direction and is adjacent to the first mold member, and is separated from the first mold member after forming the hollow structure, and is extracted in the longitudinal direction
- the mold member being interposed between the first mold member and the second mold member, extending in the longitudinal direction, and the like.
- the resin band is sandwiched between the first mold member and the second mold member via the mold release agent, whereby the space between each mold member and the resin band is obtained.
- the intervening release agent facilitates peeling between the first mold member and the second mold member, and facilitates removal of the first mold member and the second mold member after the formation of the hollow structure.
- the workability at the time of extracting the core mold from the molded hollow structure is enhanced, and by the resin band being interposed between the first mold member and the second mold member, the second mold can be obtained. It is possible to prevent the mating surface of the first mold member and the second mold member from being scratched or worn out when removing the member, and to enhance the durability of the core.
- the resin band is softened by heat, and the softened resin material is from between the first mold member and the second mold member (a mating surface), By the pressure of pressurization, it bulges in the direction of the prepreg which forms a hollow structure, and the resin material of a prepreg is supplemented.
- the resin material which is originally to form a prepreg intrudes between the first mold member and the second mold member, and the thickness of the completed hollow structure decreases. It is possible to prevent deterioration in quality such as dimensional accuracy.
- the prepreg is laminated on the surface of a long core, and then a vacuum bag is covered, and the inside of the vacuum bag is heated while vacuuming the inside thereof.
- a method of manufacturing a hollow structure comprising: heat curing the prepreg while pressing the core against the core mold to form a hollow structure having a shape (shape along with the core) approximate to the core, comprising the core mold A peeling member which covers a peeling member on at least one surface of a mating surface which extends in the same longitudinal direction as the first mold member extending in the longitudinal direction and extends in the same longitudinal direction and is adjacent to the first mold member.
- a core-type assembly step of assembling the core type by overlaying the first mold member and the second mold member, and laminating the prepreg on the surface of the core type. And laminating the prepreg A forming step of covering the core mold with the vacuum bag and heating while vacuuming the inside of the vacuum bag, and separating the second mold member of the core mold from the first mold member; And a core mold removing step of removing the first mold member from the hollow structure in the longitudinal direction.
- the peeling member is interposed between the mating surfaces of the first mold member and the second mold member adjacent thereto, so that the coefficient of friction at the mating surface is small. As a result, peeling between the first mold member and the second mold member is facilitated.
- the second mold member is peeled off from the first mold member and it becomes easy to pull out in the longitudinal direction, whereby the workability in removing the core mold after forming the hollow structure is improved. While improving it, it can prevent that the mating surface of a 1st type
- the method for manufacturing a core and hollow structure according to the present invention it is easy to extract the split-type core after forming the hollow structure, and the durability of the core is enhanced. In addition, it is possible to prevent the resin from entering the mating surface of the core type to reduce the thickness of the hollow structure.
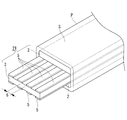
- FIG. 1 It is a perspective view of a core type which shows a 1st embodiment of the present invention.
- the manufacturing method of the hollow structure which concerns on this invention is shown, (a) is a peeling member covering process, (b) is a core type assembly process, (c) is a prepreg lamination process, (d) is a forming process, (e ) Is a figure which each shows a core-mold extraction process.
- FIGS. 1 to 5 An embodiment of the present invention will be described with reference to FIGS. 1 to 5.
- FIG. 1 is a perspective view of a core mold 11 according to a first embodiment of the present invention.
- the core 11 is used to form a long hollow structure S such as a rotor blade of a helicopter with a prepreg P, for example.
- a vacuum bag V is covered as described later, and the inside of the vacuum bag V is heated and molded while vacuuming,
- the prepreg P is thermoset while being pressed against the outer peripheral surface of the core mold 11 to form a hollow structure S having a shape (shape along the shape) similar to the core mold 11, so-called autoclave molding.
- the core mold 11 is pulled out of the hollow structure S to complete the hollow structure S.
- the core mold 11 includes two outer mold members 2 (first mold members) extending in the longitudinal direction, and a middle mold member 3 (second mold member) sandwiched between the outer mold members 2. Have.
- the medium-sized member 3 can be extracted in the longitudinal direction from between the two outer-shaped members 2 after the hollow structure S is formed.
- a tape 5 (a peeling member) formed of a low friction material is attached.
- the tape 5 is attached to both sides of the middle member 3, but the tape 5 may be attached to the outer member 2 or may be attached to both the outer member 2 and the middle member 3. It is also good.
- the material of the tape 5 are, for example, fluorocarbon resin materials such as polytetrafluoroethylene (registered trademark: Teflon), but if it is excellent in releasability and heat resistance, for example, polypropylene, polyarete, diacetyl cellulose, tri It is also conceivable to use other materials such as acetyl cellulose, acetyl cellulose butyrate, silicone resin, alkit resin and the like. Furthermore, instead of using the adhesive tape 5 as a peeling member, a film made of the above-described materials or a film coated with the above-described materials or the like may be used.
- the tape 5 is stuck on both surfaces (joining surface) of the middle member 3 which comprises the core type
- mold 11 peeleling member covering process A).
- the tape 5 may be stuck to the mating surface of the outer mold member 2 instead of being stuck to both surfaces of the middle mold member 3.
- the core mold 11 is assembled by superposing the two outer mold members 2 on the middle mold member 3 with the tape 5 attached on both sides (core mold assembly process B). At this time, it is more preferable to apply a release agent between the tape 5 and the outer mold member 2.
- a prepreg P is laminated on the surface of the core mold 11 (prepreg lamination step C).
- the vacuum bag V is put on the core mold 11 on which the prepreg P is laminated, and then, as shown on the right side of FIG. 2 (d) The autoclave molding which heats heating while evacuating is performed (forming process D).
- the hollow structure S is completed.
- the core mold 11 is taken out of the vacuum bag V together with the hollow structural body S, and as shown on the left side of FIG. 2 (e), first, the middle mold member 3 of the core mold 11 is placed between the two outer mold members 2
- the two outer mold members 2 are pulled out of the hollow structure S as shown on the right side of FIG. 2 (e) after peeling off and pulling out in the longitudinal direction (core mold removing step E).
- core mold removing step E By first removing the middle mold member 3 from between the two outer mold members 2, the two outer mold members 2 can be easily pulled out of the hollow structure S thereafter. Thereby, the hollow structural body S is completed.
- the middle member 3 is very easy to remove. For this reason, while the workability at the time of extracting medium-sized member 3 is greatly improved, it prevents that the mating face of outer-shaped member 2 and medium-sized member 3 is damaged or worn out, and the durability of core 11 is improved. It can be dramatically improved.
- the tape 5 is easy to replace even if damaged, the condition of the core 11 can be kept healthy over a long period of time by replacing it regularly.
- the space between the outer mold member 2 and the middle mold member 3 is sealed in a liquid tight manner. .
- the resin material of the molten or softened prepreg P is cored by the pressure at the time of molding. This prevents the mold 11 from entering the dividing surface. For this reason, it is possible to prevent the thickness of the completed hollow structure S from being reduced or the accuracy from being reduced.
- FIG. 3 is a perspective view of a core 21 showing a second embodiment of the present invention.
- the tape 5 made of a low friction material is attached to both surfaces of the middle member 3 constituting the core die 21.
- a plurality of vacant spaces 6 extending along the longitudinal direction and provided along a longitudinal direction are provided between the plurality of tapes 5 in parallel.
- the other configuration is the same as that of the first embodiment.
- the width dimension of each of the plurality of tapes 5 is 10 mm, and the width dimension of the empty space 6 is also 10 mm.
- the number of the tapes 5 and the width dimensions of the tapes 5 and the vacant space 6 can be appropriately changed according to the dimensions of the hollow structure S. Further, the width dimensions of the tape 5 and the empty space 6 do not necessarily have to be the same.
- the tape 5 may be stuck to the joint surface of the outer mold member 2 instead of being stuck to both sides of the middle mold member 3.
- the tape 5 is an outer mold by attaching a plurality of tapes 5 with spaces between the middle mold member 3 on both surfaces (or the joint surface of the outer mold member 2) at intervals.
- the area in close contact with the member 2 (or medium-sized member 3) is significantly reduced. Therefore, it is possible to make the frictional resistance at the time of extracting the middle mold member 3 from between the outer mold members 2 smaller than in the case of the first embodiment, and to make it easier to pull out the middle mold member 3 from between the outer mold members 2 after the molding is completed. it can.
- the amount of use of the tape member 5 can be reduced to reduce the cost.
- FIG. 4 is a perspective view of a core mold 31 according to a third embodiment of the present invention.
- a plurality of tapes 5 formed of a low friction material are attached to both surfaces of the middle member 3 constituting the core mold 31.
- a plurality of resin bands 7 are attached to these vacant spaces 6 via a mold release agent.
- These resin bands 7 are made of a resin material similar to the prepreg P, and are formed in a band shape.
- the resin band 7 may not contain reinforcing fibers. It is preferable to set the thickness of the resin band 7 equal to the thickness of the tape 5.
- the width of the resin band 7 is set to be equal to or slightly smaller than the width of the empty space 6. The other configuration is the same as that of the second embodiment.
- a plurality of tapes 5 are attached to both surfaces of the middle-sized member 3 (or the joint surface of the outer-shaped member 2) at intervals, and a resin material similar to the prepreg P is used in the empty space 6 therebetween.
- the resin band 7 formed into a strip shape is attached via a release agent.
- the resin band 7 is sandwiched together with the tape 5 between the two outer mold members 2 and the middle mold member 3 (matching surfaces).
- the resin band 7 is softened by heat, and the softened resin material is the outer mold member 2 and the middle mold member 3. From the space (the mating surface), the pressure of the pressure causes the prepreg P forming the hollow structure S to expand and the resin material of the prepreg P is compensated.
- the resin material of the softened resin band 7 may be more positively bulged toward the prepreg P by making the resin band 7 thicker than the tape 5.
- the resin material that should originally form the prepreg P intrudes into the space between the outer mold member 2 and the middle mold member 3, and the thickness of the completed hollow structure S decreases. It is possible to prevent the accuracy from being reduced.
- the resin band 7 is interposed between the outer mold member 2 and the middle mold member 3 via a release agent. For this reason, similarly to the tape 5, the effect of facilitating the separation between the outer mold member 2 and the middle mold member 3 is achieved.
- FIG. 5 is a perspective view of a core mold 41 showing a fourth embodiment of the present invention.
- a resin band 8 made of a resin material similar to the prepreg P is sandwiched between the two outer mold members 2 and the middle mold member 3 constituting the core mold 41 via a release agent.
- the tape 5 of the first to third embodiments is not used.
- the width of the resin band 8 is set to be substantially the same as the width of the core mold 41 (the outer mold member 2 and the middle mold member 3).
- the respective mold members 2, 3 and Between the outer mold member 2 and the middle mold member 3 is easily peeled off by the mold release agent interposed between the resin band 8 and the middle mold member 3 from between the two outer mold members 2 after the formation of the hollow structure S. It becomes easy to take out.
- the resin band 8 is softened by heat, and the softened resin material is the outer mold member 2 and There is an effect of bulging toward the prepreg P forming the hollow structure S from between (the mating surface) with the middle-sized member 3 and compensating the resin material of the prepreg P. Thereby, it is possible to prevent the reduction of the thickness of the completed hollow structural body S and the deterioration of the quality such as the dimensional accuracy.
- the split core molds 11, 21, 31, 31 As described above, according to the method of manufacturing the core molds 11, 21, 31, 41 and the hollow structural body S according to the present invention, after the hollow structural body S is formed, the split core molds 11, 21, 31, 31
- the middle mold member 3 is easily extracted from between the outer mold members 2 of 41, and the durability of the core molds 11, 21, 31, 41 is enhanced, and a prepreg on the mating surface of the outer mold member 2 and the middle mold member 3 It is possible to prevent the resin of P from flowing backward to reduce the thickness of the hollow structure S, and to improve the quality such as dimensional accuracy.
- the present invention is not limited to only the configurations of the first to fourth embodiments described above, and various changes and modifications can be made as appropriate without departing from the scope of the present invention. Embodiments to which the present invention has been modified are also included in the scope of the present invention.
- the shape or split structure of the core mold 11, 21, 31, 41 (the outer mold member 2, the middle mold member 3), the shape of the hollow structure S, etc. are not limited to those of the above embodiment. . That is, although the core molds 11, 21, 31 and 41 in each of the above embodiments have the upper and lower three division structure in which one middle mold member 3 is sandwiched between the two outer mold members 2, It is also conceivable to use a two-division structure or three divisions on the left and right (two divisions on the left and right).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
この中子型は、長尺状の中子型(11)の表面にプリプレグ(P)を積層した後、真空バッグを被せ、真空バッグ内を真空引きしながら加熱してプリプレグ(P)を中子型に押し付けながら熱硬化させ、中子型に近似した形状の中空構造体(S)を成形するための中子型(11)であって、長尺方向に延びる2本の外型部材(2)(第1の型部材)と、これら2本の外型部材(2)の間に挟まれ、且つ中空構造体(S)の成形後に、2本の外型部材(2)の間から長尺方向に抜くことが可能な中型部材(3)(第2の型部材)と、2本の外型部材(2)と中型部材(3)との対向する合わせ面の少なくとも片面に貼着される低摩擦性材料で形成されたテープ(5)(剥離部材)と、を備えたことを特徴とする。
Description
本発明は、プリプレグを用いて長尺状の中空構造体を製造する際に用いる中子型および中空構造体の製造方法に関するものである。
長尺状の中子型にプリプレグを積層(巻装)し、これに真空バッグを被せ、この真空バッグ内を真空引きしながら加熱することにより、プリプレグを中子型に押し付けながら熱硬化させ、中子型に近似した中空構造体を成形する方法が、例えば特許文献1に開示されている。
この成形方法において、成形が完了してプリプレグが硬化した後、成形された中空構造体から中子型を容易に抜き取る方法として、同文献の図6に示されるように、予め中子型を例えば上型、中型、下型の3枚に分割できる構造にしておき、まず中型を引き抜いてから、上型と下型とを中空構造体の内壁面から剥離して抜き取る方法がある。
しかしながら、上記の三分割式の中子型においては、その上型と下型との間から中型を引き抜く際に、摩擦抵抗により中型が引き抜きにくくなる傾向があり、この状態で強引に中型を引き抜くと、上中下各型の合わせ面が傷付いたり摩滅したりして、中子型の耐久性が低下する懸念があった。
また、上記のようにプリプレグを加圧および加熱しながら中子型の形状に合わせて成形する際に、溶融または軟化したプリプレグの樹脂材料が、成形時の圧力により中子型の合わせ面に入り込んでしまう。このために、完成した中空構造体の肉厚が減少したり、寸法精度等の品質が低下してしまうという問題があった。
本発明は、このような事情に鑑みてなされたものであり、中空構造体の成形後に分割式の中子型を抜き取りやすくするとともに、中子型の耐久性を高め、且つ、中子型の合わせ面に樹脂が入りこんで中空構造体の肉厚が減少することを防止することのできる中子型および中空構造体の製造方法を提供することを目的とする。
上記目的を達成するために、本発明は以下の手段を提供する。
まず、本発明に係る中子型の第1の態様は、長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状(沿った形状)の中空構造体を成形するのに用いられる中子型であって、長尺方向に延びる第1の型部材と、同じく長尺方向に延びて前記第1の型部材に隣接し、且つ前記中空構造体の成形後に、前記第1の型部材から分離させて前記長尺方向に抜き取ることが可能な第2の型部材と、前記第1の型部材と前記第2の型部材との対向する合わせ面の少なくとも片面に被装される剥離部材と、を備えている。
まず、本発明に係る中子型の第1の態様は、長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状(沿った形状)の中空構造体を成形するのに用いられる中子型であって、長尺方向に延びる第1の型部材と、同じく長尺方向に延びて前記第1の型部材に隣接し、且つ前記中空構造体の成形後に、前記第1の型部材から分離させて前記長尺方向に抜き取ることが可能な第2の型部材と、前記第1の型部材と前記第2の型部材との対向する合わせ面の少なくとも片面に被装される剥離部材と、を備えている。
上記第1の態様によれば、第1の型部材と第2の型部材との合わせ面の間に剥離部材が介在することにより、合わせ面における摩擦係数が小さくなり、第1の型部材と第2の型部材とが剥離しやすくなる。
したがって、中空構造体の成形後に第1の型部材から第2の型部材を剥離して抜き取るのが容易になり、第2の型部材、ひいては中子型全体を中空構造体から抜き取る際の作業性を高めるとともに、第1の型部材と第2の型部材の合わせ面が傷付いたり摩滅したりすることを防止して中子型の耐久性を高めることができる。なお、第1の型部材と第2の型部材との合わせ面に被装される剥離部材は、損傷しても交換が容易であるため、中子型のコンディションを長期間に亘って健全に保つことができる。
しかも、第1の型部材と第2の型部材との間に介在する剥離部材として液密性のあるものを用いることにより、第1の型部材と第2の型部材との合わせ面を液密的にシールすることができる。このため、プリプレグを加圧および加熱しながら中子型の形状に合わせて成形する際に、溶融または軟化したプリプレグの樹脂材料が成形時の圧力により中子型の合わせ面に入り込むことが防止され、このために完成した中空構造体の肉厚が減少することや、寸法精度等の品質が低下することが防止される。
また、好ましくは、上記第1の態様において、前記剥離部材を帯状に形成して前記長尺方向に沿って延びるように複数本並列に被装し、これら各剥離部材の間に、前記長尺方向に沿って延びる空きスペースを設けるのがよい。
このように、空きスペースを介在させながら、間隔を開けて複数本の剥離部材を配列すれば、剥離部材が第1の型部材および第2の型部材の合わせ面に密着する面積が格段に減少する。このため、第1の型部材から第2の型部材を剥離して抜き取る際の摩擦抵抗をより小さくし、第2の型部材を抜き取りやすくすることができる。
また、上記第1の態様において、前記複数本の剥離部材の間に空きスペースを設けた場合には、前記空きスペースに、前記プリプレグと同類の樹脂材料からなる樹脂帯を、離型剤を介して貼着してもよい。
上記構成によれば、第1の型部材と、これに隣接する第2の型部材との間に、プリプレグと同類の樹脂材料からなる樹脂帯が剥離部材と共に挟装される。これにより、中空構造体を加圧および加熱しながら成形する時に、熱によって樹脂帯が軟化し、その軟化した樹脂材料が第1の型部材と第2の型部材との間(合わせ面)から、加圧の圧力により、中空構造体を形成するプリプレグの方に膨出し、プリプレグの樹脂材料が補填される。
このため、従来のように、本来プリプレグを形成するべき樹脂材料が、第1の型部材と第2の型部材との間に入り込んでしまい、完成した中空構造体の肉厚が減少することや、寸法精度等の品質が低下することを防止できる。なお、樹脂帯は、第1の型部材と第2の型部材との間に離型剤を介して介装される。このため、前記の剥離部材と同様に、第1の型部材と第2の型部材との間を剥離させやすくする効果を奏する。
また、本発明に係る中子型の第2の態様は、長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状(沿った形状)の中空構造体を成形するのに用いられる中子型であって、長尺方向に延びる第1の型部材と、同じく長尺方向に延びて前記第1の型部材に隣接し、且つ前記中空構造体の成形後に、前記第1の型部材から分離させて前記長尺方向に抜き取ることが可能な第2の型部材と、前記第1の型部材と前記第2の型部材との間に離型剤を介して挟装され、前記長尺方向に延び、且つ前記プリプレグと同類の樹脂材料からなる樹脂帯と、を具備している。
上記第2の態様によれば、第1の型部材と第2の型部材との間に離型剤を介して樹脂帯が挟装されることにより、各型部材と樹脂帯との間に介在する離型剤によって第1の型部材と第2の型部材との間が剥離しやすくなり、中空構造体の成形後に第1の型部材と第2の型部材を抜き取りやすくなる。
このため、成形された中空構造体から中子型を抜き取る際の作業性を高めるとともに、第1の型部材と第2の型部材との間に樹脂帯が介在することにより、第2の型部材の抜き取り時に第1の型部材と第2の型部材の合わせ面が傷付いたり摩滅したりすることを防止し、中子型の耐久性を高めることができる。
しかも、中空構造体を加圧および加熱しながら成形する時に、熱によって樹脂帯が軟化し、その軟化した樹脂材料が第1の型部材と第2の型部材との間(合わせ面)から、加圧の圧力により、中空構造体を形成するプリプレグの方に膨出し、プリプレグの樹脂材料が補填される。
このため、従来のように、本来プリプレグを形成するべき樹脂材料が、第1の型部材と第2の型部材との間に入り込んでしまい、完成した中空構造体の肉厚が減少することや、寸法精度等の品質が低下することを防止できる。
また、本発明に係る中空構造体の製造方法は、長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状(沿った形状)の中空構造体を成形する中空構造体の製造方法であって、前記中子型を構成する長尺方向に延びる第1の型部材と同じく長尺方向に延びて前記第1の型部材に隣接する第2の型部材との対向する合わせ面の少なくとも片面に剥離部材を被装する剥離部材被装工程と、前記第1の型部材と前記第2の型部材とを重ね合わせて前記中子型を組み立てる中子型組立工程と、前記中子型の表面に前記プリプレグを積層するプリプレグ積層工程と、前記プリプレグを積層した前記中子型に前記真空バッグを被せ、この真空バッグ内を真空引きしながら加熱する成形工程と、前記中子型の前記第2の型部材を前記第1の型部材から分離させて前記長尺方向に抜き取り、次に前記第1の型部材を前記中空構造体から抜き取る中子型抜き取り工程と、を備えている。
上記の中空構造体の製造方法によれば、第1の型部材と、これに隣接する第2の型部材との合わせ面の間に剥離部材が介在することにより、合わせ面における摩擦係数が小さくなり、第1の型部材と第2の型部材との間が剥離しやすくなる。
したがって、中子型抜き取り工程において、第1の型部材から第2の型部材を剥離して長尺方向に抜き取りやすくなり、これによって中空構造体の成形後に中子型を抜き取る際の作業性を高めるとともに、第1の型部材と第2の型部材の合わせ面が傷付いたり摩滅したりすることを防止して中子型の耐久性を高めることができる。
以上のように、本発明に係る中子型および中空構造体の製造方法によれば、中空構造体の成形後に分割式の中子型を抜き取りやすくするとともに、中子型の耐久性を高め、且つ、中子型の合わせ面に樹脂が入りこんで中空構造体の肉厚が減少することを防止することができる。
以下、本発明の実施形態について、図1~図5を参照しながら説明する。
[第1実施形態]
図1は、本発明の第1実施形態を示す中子型11の斜視図である。
この中子型11は、例えばヘリコプターのローターブレードのような長尺状の中空構造体SをプリプレグPで形成するために用いるものである。具体的には、中子型11の表面にプリプレグPを積層(巻装)した後、後述するように真空バッグVを被せ、この真空バッグVの内部を真空引きしながら加熱成形することにより、プリプレグPを中子型11の外周面に押し付けながら熱硬化させ、中子型11に近似した形状(沿った形状)の中空構造体Sを成形する、所謂オートクレーブ成形を行うためのものである。そして、このオートクレーブ成形後に中空構造体Sから中子型11が抜き取られて中空構造体Sが完成する。
図1は、本発明の第1実施形態を示す中子型11の斜視図である。
この中子型11は、例えばヘリコプターのローターブレードのような長尺状の中空構造体SをプリプレグPで形成するために用いるものである。具体的には、中子型11の表面にプリプレグPを積層(巻装)した後、後述するように真空バッグVを被せ、この真空バッグVの内部を真空引きしながら加熱成形することにより、プリプレグPを中子型11の外周面に押し付けながら熱硬化させ、中子型11に近似した形状(沿った形状)の中空構造体Sを成形する、所謂オートクレーブ成形を行うためのものである。そして、このオートクレーブ成形後に中空構造体Sから中子型11が抜き取られて中空構造体Sが完成する。
中子型11は、長尺方向に延びる2本の外型部材2(第1の型部材)と、これらの外型部材2の間に挟まれる中型部材3(第2の型部材)とを備えている。中型部材3は、中空構造体Sの成形後に、2本の外型部材2の間から長尺方向に抜き取ることが可能である。
また、2本の外型部材2と中型部材3との対向する合わせ面の少なくとも片面には、低摩擦性材料で形成されたテープ5(剥離部材)が貼着されている。本実施形態ではテープ5が中型部材3の両面に貼着されているが、テープ5を外型部材2の方に貼着したり、外型部材2と中型部材3の両方に貼着してもよい。
テープ5の材質として好ましいのは、例えばポリテトラフルオロエチレン(登録商標:テフロン)等のフッ素樹脂系材料であるが、剥離性と耐熱性に優れていれば、例えばポリプロピレン、ポリアレート、ジアセチルセルロース、トリアセチルセルロース、アセチルセルロースブチレート、シリコーン系樹脂、アルキット系樹脂等、他の材質とすることも考えられる。さらに、粘着性のあるテープ5を剥離部材として用いる代わりに、上記の各材料等からなるフィルム、あるいは上記各材料をコーティングされたフィルム等を用いてもよい。
次に、この中子型11を用いた中空構造体Sの製造方法について、図2(a)~(e)を参照しながら説明する。
まず、図2(a)に示すように、中子型11を構成する中型部材3の両面(合わせ面)にテープ5を貼着する(剥離部材被装工程A)。テープ5は、中型部材3の両面に貼着する代わりに、外型部材2の合せ面に貼着してもよい。
まず、図2(a)に示すように、中子型11を構成する中型部材3の両面(合わせ面)にテープ5を貼着する(剥離部材被装工程A)。テープ5は、中型部材3の両面に貼着する代わりに、外型部材2の合せ面に貼着してもよい。
次に、図2(b)に示すように、両面にテープ5が貼着された中型部材3に2枚の外型部材2を重ね合わせて、中子型11を組み立てる(中子型組立工程B)。この時、テープ5と外型部材2との間に離型剤を塗布するとより好ましい。
次に、図2(c)に示すように、中子型11の表面にプリプレグPを積層する(プリプレグ積層工程C)。
次に、図2(d)の左側に示すように、プリプレグPを積層した中子型11に真空バッグVを被せ、その後、図2(d)の右側に示すように、真空バッグVの内部を真空引きしながら加熱するオートクレーブ成形を行う(成形工程D)。
成形工程Dにおいて所定の加熱時間が経過し、プリプレグPが熱硬化すると、中空構造体Sが完成する。その後、中子型11を中空構造体Sとともに真空バッグVから取り出し、図2(e)の左側に示すように、まず中子型11の中型部材3を2本の外型部材2の間から剥離させて長尺方向に抜き取り、その後、図2(e)の右側に示すように、2本の外型部材2を中空構造体Sから抜き取る(中子型抜き取り工程E)。先に中型部材3が2本の外型部材2の間から抜き取られることにより、その後で2本の外型部材2を中空構造体Sから容易に抜き取ることができる。これにより、中空構造体Sが完成する。
上記のように構成された中子型11、および中空構造体Sの製造方法によれば、2本の外型部材2と、その間に挟まれる中型部材3との、対向する合わせ面の間に、フッ素樹脂等の低摩擦性材料で形成されたテープ5が介在する。これにより、外型部材2と中型部材3との間の摩擦係数が小さくなり、外型部材2と中型部材3との間が剥離しやすくなる。
したがって、中子型抜き取り工程Eにおいて、最初に2本の外型部材2の間から中型部材3を長尺方向に抜き取る際に、中型部材3が非常に抜き取りやすい。このため、中型部材3を抜き取る際の作業性を格段に高めるとともに、外型部材2と中型部材3の合わせ面が傷付いたり摩滅したりすることを防止し、中子型11の耐久性を飛躍的に高めることができる。
テープ5は、損傷しても交換が容易であるため、定期的に交換することにより、中子型11のコンディションを長期間に亘って健全に保つことができる。
しかも、外型部材2と中型部材3との間に介在するテープ5として、液密性のあるものを用いることにより、外型部材2と中型部材3との間が液密的にシールされる。このため、真空バッグVの内部でプリプレグPを加圧および加熱しながら中子型11の形状に合わせて成形する際に、溶融または軟化したプリプレグPの樹脂材料が、成形時の圧力によって中子型11の分割面に入り込んでしまうことが防止される。このため、完成した中空構造体Sの肉厚が減少したり、精度が低下してしまうことを防止することができる。
[第2実施形態]
図3は、本発明の第2実施形態を示す中子型21の斜視図である。
この第2実施形態では、中子型21を構成する中型部材3の両面に、第1実施形態と同様に、低摩擦材料で形成されたテープ5が貼着されているが、このテープ5は長尺方向に沿って延びると共に複数本並列に貼着され、これら各テープ5の間に、長尺方向に沿って延びる複数の空きスペース6が設けられている。その以外の構成は第1実施形態と同様である。
図3は、本発明の第2実施形態を示す中子型21の斜視図である。
この第2実施形態では、中子型21を構成する中型部材3の両面に、第1実施形態と同様に、低摩擦材料で形成されたテープ5が貼着されているが、このテープ5は長尺方向に沿って延びると共に複数本並列に貼着され、これら各テープ5の間に、長尺方向に沿って延びる複数の空きスペース6が設けられている。その以外の構成は第1実施形態と同様である。
例えば、これら複数のテープ5の幅寸法は各々10mmであり、空きスペース6の幅寸法も10mmとされている。このテープ5の本数およびテープ5と空きスペース6の幅寸法は、中空構造体Sの寸法に応じて適宜変更することができる。また、テープ5と空きスペース6の幅寸法は、必ずしも全て同一寸法である必要はない。なお、テープ5は、中型部材3の両面に貼着する代わりに、外型部材2の接合面に貼着してもよい。
このように、中型部材3の両面(または外型部材2の接合面)に、間隔を開けて複数本のテープ5を貼着し、その間に空きスペース6を設けることにより、テープ5が外型部材2(または中型部材3)に密着する面積が格段に減少する。このため、外型部材2の間から中型部材3を抜き取る際の摩擦抵抗を第1実施形態の場合より小さくし、成形完了後に中型部材3を外型部材2の間からさらに抜き取りやすくすることができる。また、テープ部材5の使用量を減少させてコストダウンを図ることができる。
[第3実施形態]
図4は、本発明の第3実施形態を示す中子型31の斜視図である。
この第3実施形態では、中子型31を構成する中型部材3の両面に、第2実施形態と同様に、低摩擦材料で形成された複数本のテープ5が貼着され、これら各テープ5の間に複数の空きスペース6が設けられている。そして、これらの空きスペース6に、複数本の樹脂帯7が離型剤を介して貼着されている。
図4は、本発明の第3実施形態を示す中子型31の斜視図である。
この第3実施形態では、中子型31を構成する中型部材3の両面に、第2実施形態と同様に、低摩擦材料で形成された複数本のテープ5が貼着され、これら各テープ5の間に複数の空きスペース6が設けられている。そして、これらの空きスペース6に、複数本の樹脂帯7が離型剤を介して貼着されている。
これらの樹脂帯7は、プリプレグPと同類の樹脂材料からなり、帯状に形成されている。なお、樹脂帯7は強化繊維を含まないものとしてもよい。樹脂帯7の厚みをテープ5の厚みと同一に設定するのが好ましい。また、樹脂帯7の幅は、空きスペース6の幅と同じか、やや小さく設定される。その他の構成は第2実施形態と同様である。
このように、中型部材3の両面(または外型部材2の接合面)に、間隔を開けて複数本のテープ5を貼着し、その間の空きスペース6に、プリプレグPと同類の樹脂材料からなる帯状に形成された樹脂帯7を、離型剤を介して貼着する。これにより、2本の外型部材2と中型部材3との間(合わせ面)に樹脂帯7がテープ5と共に挟装される。
このため、前述の成形工程Dにおいて、中空構造体Sを加圧および加熱しながら成形する時に、熱によって樹脂帯7が軟化し、その軟化した樹脂材料が外型部材2と中型部材3との間(合わせ面)から、加圧の圧力により、中空構造体Sを形成するプリプレグPの方に膨出し、プリプレグPの樹脂材料が補填される。なお、テープ5よりも樹脂帯7を厚くすることにより、軟化した樹脂帯7の樹脂材料をより積極的にプリプレグPの方に膨出させるようにしてもよい。
このため、従来のように、本来プリプレグPを形成するべき樹脂材料が、外型部材2と中型部材3との間に入り込んでしまい、完成した中空構造体Sの肉厚が減少することや、精度が低下することを防止できる。なお、樹脂帯7は、外型部材2と中型部材3との間に離型剤を介して介装される。このため、テープ5と同様に、外型部材2と中型部材3との間を剥離させやすくする効果を奏する。
[第4実施形態]
図5は、本発明の第4実施形態を示す中子型41の斜視図である。
この第4実施形態では、中子型41を構成する2本の外型部材2と中型部材3との間に、プリプレグPと同類の樹脂材料からなる樹脂帯8が離型剤を介して挟装されており、第1~第3実施形態のテープ5は用いられていない。樹脂帯8の幅は、中子型41(外型部材2、中型部材3)の幅と略同一に設定されている。
図5は、本発明の第4実施形態を示す中子型41の斜視図である。
この第4実施形態では、中子型41を構成する2本の外型部材2と中型部材3との間に、プリプレグPと同類の樹脂材料からなる樹脂帯8が離型剤を介して挟装されており、第1~第3実施形態のテープ5は用いられていない。樹脂帯8の幅は、中子型41(外型部材2、中型部材3)の幅と略同一に設定されている。
このように、外型部材2と中型部材3との間に、プリプレグPと同類の樹脂材料からなる樹脂帯8を、離型剤を介して挟装することにより、各型部材2,3と樹脂帯8との間に介在する離型剤によって外型部材2と中型部材3との間が剥離しやすくなり、中空構造体Sの成形後に2本の外型部材2の間から中型部材3を抜き取りやすくなる。
このため、中型部材3を抜き取る際の作業性を高めるとともに、中型部材3の抜き取りに伴い、外型部材2と中型部材3の合わせ面が傷付いたり摩滅したりすることを防止し、中子型41の耐久性を高めることができる。
また、第3実施形態と同じく、中空構造体Sを加圧および加熱しながら成形する時(成形工程D)に、熱により樹脂帯8が軟化し、その軟化した樹脂材料が外型部材2と中型部材3との間(合わせ面)から中空構造体Sを形成するプリプレグPの方に膨出し、プリプレグPの樹脂材料を補填する作用がある。これにより、完成した中空構造体Sの肉厚が減少することや、寸法精度等の品質が低下することを防止できる。
以上のように、本発明に係る中子型11,21,31,41および中空構造体Sの製造方法によれば、中空構造体Sの成形後に分割式の中子型11,21,31,41の外型部材2の間から中型部材3を抜き取りやすくするとともに、中子型11,21,31,41の耐久性を高め、且つ、外型部材2と中型部材3との合わせ面にプリプレグPの樹脂が逆流して中空構造体Sの肉厚が減少することを防止し、寸法精度等の品質を高めることができる。
なお、本発明は、前記の第1~第4実施形態の構成のみに限定されるものではなく、本発明の要旨を逸脱しない範囲内において適宜変更や改良を加えることができ、このように変更や改良を加えた実施形態も本発明の権利範囲に含まれるものとする。
例えば、中子型11,21,31,41(外型部材2、中型部材3)の形状や分割構造、および中空構造体Sの形状等は、前記実施形態のものに限定されることはない。即ち、前記各実施形態における中子型11,21,31,41は、2枚の外型部材2の間に1枚の中型部材3が挟まれる上下3分割構造であったが、これを上下2分割構造や、左右3分割(左右2分割)等にすることも考えられる。
2 外型部材(第1の型部材)
3 中型部材(第2の型部材)
5 テープ(剥離部材)
6 空きスペース
7,8 樹脂帯
11,21,31,41 中子型
A 剥離部材被装工程
B 中子型組立工程
C プリプレグ積層工程
D 成形工程
E 中子型抜き取り工程
P プリプレグ
S 中空構造体
V 真空バッグ
3 中型部材(第2の型部材)
5 テープ(剥離部材)
6 空きスペース
7,8 樹脂帯
11,21,31,41 中子型
A 剥離部材被装工程
B 中子型組立工程
C プリプレグ積層工程
D 成形工程
E 中子型抜き取り工程
P プリプレグ
S 中空構造体
V 真空バッグ
Claims (5)
- 長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状の中空構造体を成形するのに用いられる中子型であって、
長尺方向に延びる第1の型部材と、
同じく長尺方向に延びて前記第1の型部材に隣接し、且つ前記中空構造体の成形後に、前記第1の型部材から分離させて前記長尺方向に抜き取ることが可能な第2の型部材と、
前記第1の型部材と前記第2の型部材との対向する合わせ面の少なくとも片面に被装される剥離部材と、
を備えた中子型。 - 前記剥離部材を帯状に形成して前記長尺方向に沿って延びるように複数本並列に被装し、これら各剥離部材の間に、前記長尺方向に沿って延びる空きスペースを設けた請求項2に記載の中子型。
- 前記空きスペースに離型剤を介して被装される、前記プリプレグと同類の樹脂材料からなる樹脂帯をさらに備えた請求項2に記載の中子型。
- 長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状の中空構造体を成形するのに用いられる中子型であって、
長尺方向に延びる第1の型部材と、
同じく長尺方向に延びて前記第1の型部材に隣接し、且つ前記中空構造体の成形後に、前記第1の型部材から分離させて前記長尺方向に抜き取ることが可能な第2の型部材と、
前記第1の型部材と前記第2の型部材との間に離型剤を介して挟装され、前記長尺方向に延び、且つ前記プリプレグと同類の樹脂材料からなる樹脂帯と、
を具備してなる中子型。 - 長尺状の中子型の表面にプリプレグを積層した後、真空バッグを被せ、前記真空バッグ内を真空引きしながら加熱することにより、前記プリプレグを前記中子型に押し付けながら熱硬化させ、前記中子型に近似した形状の中空構造体を成形する中空構造体の製造方法であって、
前記中子型を構成する長尺方向に延びる第1の型部材と同じく長尺方向に延びて前記第1の型部材に隣接する第2の型部材との対向する合わせ面の少なくとも片面に剥離部材を被装する剥離部材被装工程と、
前記第1の型部材と前記第2の型部材とを重ね合わせて前記中子型を組み立てる中子型組立工程と、
前記中子型の表面に前記プリプレグを積層するプリプレグ積層工程と、
前記プリプレグを積層した前記中子型に前記真空バッグを被せ、この真空バッグ内を真空引きしながら加熱する成形工程と、
前記中子型の前記第2の型部材を前記第1の型部材から分離させて前記長尺方向に抜き取り、次に前記第1の型部材を前記中空構造体から抜き取る中子型抜き取り工程と、
を備える中空構造体の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14842876.6A EP2993021B1 (en) | 2013-09-05 | 2014-05-27 | Core box and method for producing hollow structure |
| US14/901,776 US10322529B2 (en) | 2013-09-05 | 2014-05-27 | Assembled mandrel and method for producing hollow structure |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-184359 | 2013-09-05 | ||
| JP2013184359A JP6184808B2 (ja) | 2013-09-05 | 2013-09-05 | 中子型および中空構造体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015033625A1 true WO2015033625A1 (ja) | 2015-03-12 |
Family
ID=52628115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/063933 WO2015033625A1 (ja) | 2013-09-05 | 2014-05-27 | 中子型および中空構造体の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10322529B2 (ja) |
| EP (1) | EP2993021B1 (ja) |
| JP (1) | JP6184808B2 (ja) |
| WO (1) | WO2015033625A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2017210021B2 (en) * | 2016-01-19 | 2019-07-11 | Sphereo Sound Ltd. | Synthesis of signals for immersive audio playback |
| CN111823614B (zh) * | 2020-07-14 | 2022-03-29 | 中车青岛四方机车车辆股份有限公司 | 一种复合材料多腔结构的成型方法 |
| US11660829B2 (en) * | 2021-02-09 | 2023-05-30 | Spirit Aerosystems, Inc. | Method of seamlessly bagging composite parts |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62207633A (ja) * | 1986-03-07 | 1987-09-12 | Hitachi Chem Co Ltd | Frp中空角材の製造法 |
| JP2011011474A (ja) * | 2009-07-02 | 2011-01-20 | Honda Motor Co Ltd | 長尺状成形物の成形方法 |
| JP2011011477A (ja) | 2009-07-02 | 2011-01-20 | Honda Motor Co Ltd | 中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法 |
| US20130196087A1 (en) * | 2008-08-15 | 2013-08-01 | Sigma-Tek, Llc | Collapsible Mandrel Tools and Associated Methods for Fabrication of Wound Composite Articles |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4622091A (en) * | 1984-11-29 | 1986-11-11 | The Boeing Company | Resin film infusion process and apparatus |
| DE8616697U1 (de) | 1986-06-23 | 1986-08-07 | A-Z Formen- und Maschinenbau GmbH, 8000 München | Reifenvulkanisierform |
| JPS6341131A (ja) * | 1986-08-05 | 1988-02-22 | Hitachi Chem Co Ltd | Frp中空角材の製造法 |
| JP4335811B2 (ja) * | 2002-10-30 | 2009-09-30 | 株式会社メニコン | コンタクトレンズ用成形型およびそれを用いたコンタクトレンズの製造方法 |
| US7293737B2 (en) * | 2004-04-20 | 2007-11-13 | The Boeing Company | Co-cured stringers and associated mandrel and fabrication method |
| JP5096107B2 (ja) * | 2007-10-31 | 2012-12-12 | トヨタ自動車株式会社 | 樹脂構造体の製造方法 |
| DE102009002697B4 (de) * | 2009-04-28 | 2014-02-27 | Airbus Operations Gmbh | Formkern und Verfahren zur Herstellung eines Faserverbundbauteils für die Luft- und Raumfahrt |
| JP5416554B2 (ja) | 2009-11-06 | 2014-02-12 | 川崎重工業株式会社 | 複合材料構造物製造用治具 |
-
2013
- 2013-09-05 JP JP2013184359A patent/JP6184808B2/ja active Active
-
2014
- 2014-05-27 WO PCT/JP2014/063933 patent/WO2015033625A1/ja active Application Filing
- 2014-05-27 EP EP14842876.6A patent/EP2993021B1/en not_active Not-in-force
- 2014-05-27 US US14/901,776 patent/US10322529B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62207633A (ja) * | 1986-03-07 | 1987-09-12 | Hitachi Chem Co Ltd | Frp中空角材の製造法 |
| US20130196087A1 (en) * | 2008-08-15 | 2013-08-01 | Sigma-Tek, Llc | Collapsible Mandrel Tools and Associated Methods for Fabrication of Wound Composite Articles |
| JP2011011474A (ja) * | 2009-07-02 | 2011-01-20 | Honda Motor Co Ltd | 長尺状成形物の成形方法 |
| JP2011011477A (ja) | 2009-07-02 | 2011-01-20 | Honda Motor Co Ltd | 中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2993021A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2993021A4 (en) | 2016-04-20 |
| US20170001338A1 (en) | 2017-01-05 |
| EP2993021A1 (en) | 2016-03-09 |
| JP2015051538A (ja) | 2015-03-19 |
| EP2993021B1 (en) | 2017-07-26 |
| JP6184808B2 (ja) | 2017-08-23 |
| US10322529B2 (en) | 2019-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4964961B2 (ja) | 熱可塑性複合材で形成されるパネルを製造する方法 | |
| JP5430424B2 (ja) | 航空機翼構造の成形方法 | |
| JP5475465B2 (ja) | 航空機の胴体のための複合材料構造物およびその製造方法 | |
| JP2011235635A5 (ja) | ||
| WO2015033625A1 (ja) | 中子型および中空構造体の製造方法 | |
| JPS61139426A (ja) | 複合材の製作方法 | |
| JP5315147B2 (ja) | 中空構造用プリプレグ成形体の成形方法及び複合材成形品の成形方法 | |
| JP2009221390A (ja) | 複合材連続成形用プリプレグピールプライ | |
| JP4648019B2 (ja) | 加圧バッグの製造方法、及び係る加圧バッグを用いた複合材成形品の成形方法 | |
| US20090294040A1 (en) | Process and jig for manufacturing composite material structures | |
| EP2639034B1 (fr) | Procédé de réalisation d'une pièce en matériau composite et outillage pour sa mise en oeuvre | |
| KR101872737B1 (ko) | 외피가 없는 언아이소그리드 복합재 구조물의 제조방법 | |
| JP2010115822A (ja) | 断面の異なる複合材型材の連続成形方法 | |
| JP2010000655A (ja) | ハニカムサンドイッチパネルおよびその製造方法 | |
| CN105711183A (zh) | 形成层状复合材料结构的方法 | |
| EP3007894B1 (fr) | Procédé d'obtention d'une cale pelable non plane et cale pelable non plane ainsi obtenue | |
| WO2022099707A1 (zh) | 一种用于制作帽型增强构件的芯模 | |
| US20190202137A1 (en) | Method for Manufacturing a Head of a Golf Club | |
| EP2522495B1 (en) | Structural member with flange having a clean cut edge, and process for the manufacture thereof | |
| JP5325703B2 (ja) | ビード部材の製造方法及び製造装置 | |
| JP2015051538A5 (ja) | ||
| JP4801292B2 (ja) | 複合材中空部品の成形方法 | |
| US20100308499A1 (en) | Method for forming a composite laminate | |
| JP7095118B2 (ja) | 複合材の成形方法 | |
| CN105522763B (zh) | Frp夹层结构体的制造方法及frp夹层结构体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14842876 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014842876 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014842876 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14901776 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |