WO2015025678A1 - シューズアッパー、およびシューズアッパーの製造方法 - Google Patents
シューズアッパー、およびシューズアッパーの製造方法 Download PDFInfo
- Publication number
- WO2015025678A1 WO2015025678A1 PCT/JP2014/069763 JP2014069763W WO2015025678A1 WO 2015025678 A1 WO2015025678 A1 WO 2015025678A1 JP 2014069763 W JP2014069763 W JP 2014069763W WO 2015025678 A1 WO2015025678 A1 WO 2015025678A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- knitted fabric
- knitting
- knitted
- additional
- shoe upper
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 239000004744 fabric Substances 0.000 claims abstract description 199
- 238000009940 knitting Methods 0.000 claims abstract description 166
- 238000000034 method Methods 0.000 claims description 89
- 238000009958 sewing Methods 0.000 claims description 9
- 210000003371 toe Anatomy 0.000 description 19
- 230000004927 fusion Effects 0.000 description 11
- 230000000694 effects Effects 0.000 description 9
- 210000002683 foot Anatomy 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 2
- 230000008520 organization Effects 0.000 description 2
- 229920003002 synthetic resin Polymers 0.000 description 2
- 239000000057 synthetic resin Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
Images




Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0205—Uppers; Boot legs characterised by the material
- A43B23/024—Different layers of the same material
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B23/00—Uppers; Boot legs; Stiffeners; Other single parts of footwear
- A43B23/02—Uppers; Boot legs
- A43B23/0245—Uppers; Boot legs characterised by the constructive form
- A43B23/0265—Uppers; Boot legs characterised by the constructive form having different properties in different directions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
Definitions
- the present invention relates to a shoe upper partially stretched and a method for manufacturing the shoe upper.
- Shoes are manufactured by attaching an outer sole made of synthetic resin to the shoe upper.
- the shoe When a shoe for indoor use is produced, the shoe may be composed only of a shoe upper.
- the shoe upper has an upper body composed of a sole cover corresponding to the sole part of the wearer and an instep cover corresponding to the part on the back side of the wearer. It is comprised by attaching.
- the inlay knitting yarn is knitted into the side surface portion of the upper main body to suppress the elongation of the portion where the inlay knitting yarn is knitted.
- the inlay knitting yarn is a knitting yarn arranged so as to sew between the stitches arranged in the knitting width direction of the knitted fabric, and has the effect of suppressing the elongation of the knitted fabric in the knitting width direction and the effect of reinforcing the knitted fabric. Play. As described above, it is said that by making a part of the upper body difficult to stretch with the inlay knitting yarn, the shape stability and fit of the shoe upper can be secured while taking advantage of the characteristics of the knit.
- the inlay knitting yarn is arranged so as to sew between stitches arranged in the knitting width direction of the knitted fabric, and when the knitted fabric is pulled in the knitting width direction, the tension is shared to suppress the knitted fabric from being stretched. Therefore, although the effect of suppressing the elongation in the knitting width direction of the knitted fabric by the inlay knitting yarn is high, the effect of suppressing the elongation in the direction intersecting the knitting width direction is low, and the location where the elongation can be partially suppressed in the upper main body is It will be limited.
- the shoe upper according to the present invention is a shoe upper including an upper main body constituted by a sole cover corresponding to the part of the sole of the wearer and an instep cover corresponding to the part on the back side of the wearer.
- the shoe upper according to the present invention includes a right additional knitted fabric connected by knitting to a portion on the right side of a center line that divides the shoe opening into left and right among edges of the shoe opening in the instep cover, and the edge The left additional knitted fabric connected to the left side of the center line by knitting.
- the sole cover and the instep cover are integrally knitted without sewing, and at least a part of the right additional knitted fabric and at least a part of the left additional knitted fabric are fixed to the upper body. These additional knitted fabrics suppress partial elongation of the upper body.
- the shoe upper manufacturing method of the present invention is a shoe upper manufacturing method for manufacturing the shoe upper of the present invention.
- an upper body composed of a sole cover and an instep cover is knitted without sewing using a flat knitting machine having at least a pair of front and back needle beds, and an instep cover is formed.
- a semi-finished shoe upper (hereinafter referred to as “SFSU”) is produced by knitting the right side additional knitted fabric and the left side additional knitted fabric connected to the edge of the shoe opening portion without sewing.
- SFSU semi-finished shoe upper
- at least one part of the right side additional knitted fabric in SFSU and at least one part of the left side additional knitted fabric are fixed to an upper main body.
- a form in which knitting is performed as follows can be mentioned. -When knitting SFSU from the bottom side to the back side, after knitting the sole cover, knitting the instep cover, and then the right side additional knitted fabric and the left side following the part of the end portion of the instep cover in the wale direction Knit with additional knitted fabric. -When knitting SFSU from the upper side to the bottom side, after knitting the right side additional knitted fabric and the left side additional knitted fabric, knitted the instep cover following the end portion of the additional knitted fabric in the wale direction, and then the sole Organize the cover.
- a form in which knitting is performed as follows can be mentioned.
- the sole cover and the instep cover are independent from each other until the upper body is completed by integrally knitting the sole cover and the instep cover.
- the right additional knitted fabric and the left additional knitted fabric are knitted, and the wale direction end portions of the right additional knitted fabric and the left additional knitted fabric are connected to positions corresponding to the edge portions of the shoe openings in the instep cover.
- the shoe upper of the present invention partial elongation of the upper main body is suppressed by the left and right additional knitted fabrics without using the inlay knitting yarn. Since the portion in which the elongation in the upper body is suppressed suppresses excessive elongation of the entire upper body, the shoe upper of the present invention is not easily deformed and easily fits the wearer's foot. Further, since the left and right additional knitted fabrics provided in the shoe upper of the present invention have an effect of reinforcing the upper body, the shoe upper of the present invention is excellent in durability.
- the left and right additional knitted fabrics are folded back and fixed to the outer or inner side of the upper body at the position of the edge of the shoe opening, so that the wearer can insert a foot into the mouth.
- the design is excellent in the design by providing the additional knitted fabric with design.
- the additional knitted fabric is folded and fixed in the inner direction of the upper body, the folded portion of the additional knitted fabric cannot be seen from the outside of the shoe upper.
- the left and right additional knitted fabrics are connected, it is possible to reinforce over a wider range of the upper main body, particularly the entire circumference of the connected left and right additional knitted fabrics.
- the degree of freedom of the portion where the partial elongation of the upper body in the shoe upper of the present invention can be suppressed is wide. This is because, in the manufacture of the shoe upper of the present invention, the left and right additional knitted fabrics that suppress the partial elongation of the upper body are knitted independently of the upper body, and are fixed to the upper body after the upper body is knitted. is there.
- the present invention does not deny the use of the inlay knitting yarn, and there may be a portion where the inlay knitting yarn is used in the shoe upper of the present invention.
- FIG. 1 is a schematic perspective view of a shoe upper shown in Embodiment 1.
- FIG. FIG. 3 is a schematic diagram illustrating an example of a knitting method of the semi-finished shoe upper illustrated in the first embodiment.
- FIG. 3 is a schematic diagram illustrating an example of a knitting method of the semi-finished shoe upper illustrated in the first embodiment.
- FIG. 3 is a schematic diagram illustrating an example of a knitting method of the semi-finished shoe upper illustrated in the first embodiment.
- FIG. 10 is a schematic diagram illustrating an example of a knitting method of the semi-finished shoe upper shown in the second embodiment. It is a schematic perspective view of the shoe upper shown in Embodiment 3.
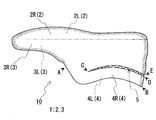
- a shoe upper 100 shown in FIG. 1 includes an upper main body 1 composed of a sole cover 2 corresponding to the part of the sole of the wearer and an instep cover 3 corresponding to the part of the back of the wearer's foot.
- This shoe upper 100 can be used as a shoe as it is, or an outer sole (not shown) made of resin or the like can be attached to the outside of the sole cover 2 of the shoe upper 100 to make a shoe.
- the following two points can be given as the main configuration in which the shoe upper 100 is different from the conventional shoe upper.
- the upper main body 1 composed of the instep cover 3 and the sole cover 2 is integrally knitted without sewing.
- a shoe opening 5 is formed above the instep cover 3 constituting the upper body 1.
- the shoe opening 5 of this example includes a mouth 5i through which a wearer inserts a foot, and a slit 5s extending from the mouth 5i toward the toe side.
- An eyelet hole for passing a shoelace may be formed at the position of the slit 5s in the instep cover 3.
- the sole cover 2 constituting the upper main body 1 is a portion that becomes a shoe sole when the shoe upper 100 is used as a shoe as it is. If the outer sole is attached to the outside of the sole cover 2, the sole cover 2 functions as an insole for shoes. In any form, the sole cover 2 covers the entire sole of the wearer.
- the sole cover 2 and the instep cover 3 are preferably knitted with a fusion knitting yarn including a heat fusion yarn.
- the shoe upper 100 can be three-dimensionally formed when the shoe upper 100 is heat-treated with a foot shape.
- the sole cover 2 and the instep cover 3 can be knitted with a non-fusion knitting yarn that does not include a heat fusion yarn, or a part of the sole cover 2 and the instep cover 3 can be knitted with a fusion knitting yarn. It may be knitted and the remaining part may be knitted with non-fusion knitting yarn.
- the right additional knitted fabric 4R (left additional knitted fabric 4L) is a portion on the right side (left portion) of the edge 5e of the shoe opening 5 in the instep cover 3 with respect to the center line dividing the shoe opening 5 into left and right. Connected by organization.
- the belt-shaped knitted fabric 4 is formed by connecting the additional knitted fabrics 4R and 4L in a ring shape, and the belt-shaped knitted fabric 4 is wound around the outer periphery of the upper main body 1.
- connection place with the edge 5e in both the additional knitted fabrics 4R and 4L constituting the belt-shaped knitted fabric 4 is folded back toward the outer side of the upper main body 1 at the position of the edge 5e.
- the ground 4 is hooked on the sole cover 2.
- connection location with the edge 5e in both the additional knitted fabrics 4R and 4L is folded back inward of the upper body 1 at the position of the edge 5e, and the belt-shaped knitted fabric 4 is formed. It may be in a state along the inner peripheral surface of the upper body 1. Further, the two additional knitted fabrics 4R and 4L may be independent without being connected as shown in a third embodiment described later.
- each of the additional knitted fabrics 4R and 4L is fixed to any part of the upper body 1 (anywhere on the instep cover 3 or anywhere on the sole cover 2), so that the upper body
- the function of suppressing the partial elongation of 1 is exhibited.
- the effect of suppressing the elongation is exhibited between the connection end of the right additional knitted fabric 4R (left additional knitted fabric 4L) with the edge 5e and the fixed portion of the upper main body 1. Therefore, the region where the extension of the upper main body 1 can be suppressed becomes larger when the fixed portion is located away from the connection end.
- the entire right additional knitted fabric 4R (left additional knitted fabric 4L) may be fixed to the upper body 1, and in this case, the right additional knitted fabric 4R (left additional knitted fabric 4L) in the upper body 1 is overlapped. Overall elongation is suppressed. In this case, not only the extending direction of the right additional knitted fabric 4R (left additional knitted fabric 4L) but also the extension of the upper body 1 in the direction intersecting with the extending direction can be suppressed. This is an effect that cannot be obtained with an inlay knitting yarn that suppresses elongation of the knitted fabric in the knitting width direction.
- the method for fixing the two additional knitted fabrics 4R and 4L to the upper body 1 is not particularly limited.
- sewing may be used or an adhesive may be used.
- at least one of the upper main body 1 and the additional knitted fabrics 4R and 4L may be knitted with the above-mentioned fused knitting yarn, and the additional knitted fabrics 4R and 4L may be fixed to the upper main body 1 by fusion.
- the additional knitted fabrics 4R and 4L are fixed to the upper main body 1 by sandwiching the additional knitted fabrics 4R and 4L between the sole cover 2 and the outer sole. It doesn't matter.
- the width and length of the additional knitted fabrics 4R and 4L may be appropriately selected according to the range in which the elongation is suppressed, and are not particularly limited. For example, as shown in FIG. 1, if the belt-shaped knitted fabric 4 (additional knitted fabrics 4R, 4L) is wound around the sole cover 2, the belt-shaped knitted fabric 4 is set to a length corresponding to the circumferential length of the upper body 1. What is necessary is just to form.
- SFSU semi-finished shoe upper
- the SFSU includes an upper main body 1 composed of an instep cover 3 and a sole cover 2, and additional knitted fabrics 4R and 4L.
- the additional knitted fabrics 4R and 4L in the SFSU are only connected to the edge 5e of the shoe opening 5 at one end side, and the other parts are not connected to the upper body 1 and are not fixed. Therefore, when producing the shoe upper 100 shown in FIG. 1 from this SFSU, at least a part of the additional knitted fabrics 4R, 4L is fixed to the upper body 1 (fixing step).
- the knitting process will be described with reference to FIGS. 2 to 5, and then the fixing process will be described.
- a two-bed flat knitting machine that includes at least a pair of front and back needle beds and can transfer stitches between the front and back needle beds can be used.
- the flat knitting machine to be used may be a four-bed flat knitting machine.
- the knitting method of SFSU consists of a knitting method I in which knitting proceeds in the SFSU height direction (bottom side ⁇ back side or back side ⁇ bottom side), and SFSU length direction (back side ⁇ toe side or toe side) ⁇
- the knitting method II in which the knitting proceeds on the heel side).
- the knitting methods IA, IB, and IC will be described, and as an example of the latter, the knitting methods II-A, II-B, and II-C will be sequentially described.
- Fig. 2 to Fig. 5 Use either of Fig. 2 to Fig. 5 to explain each knitting method. 2 to 5, one needle bed (front needle bed or rear needle bed) of the flat knitting machine is arranged on the front side of the paper surface, and the other needle bed (rear needle bed or front needle) of the flat knitting machine is arranged on the back side of the paper surface. It is assumed that the knitting is performed with the right side portion of the SFSU 10 attached to one needle bed and the left side portion attached to the other needle bed.
- the right and left portions of the sole cover 2 are defined as a bottom right portion 2R and a bottom left portion 2L, respectively, and the right and left portions of the instep cover 3 are respectively defined as a main body right portion 3R and a main body left portion 3L. Will be described.
- FIG. 2 to FIG. 5 used for explanation, the portion where the right side portion and the left side portion are connected is indicated by hatching, and the boundary line between the sole cover 2 and the instep cover 3 is indicated by a one-dot chain line.
- the capital letters are attached to the key points.
- the knitting method IA is a knitting method in which knitting is performed from the bottom side (upper side of the paper surface) to the back side (lower side of the paper surface) of the SFSU 10, and the following steps ⁇ , ⁇ , and ⁇ are sequentially performed.
- the bottom right portion 2R is knitted using one needle bed of the flat knitting machine, and the bottom left portion 2L is knitted using the other needle bed of the flat knitting machine.
- a knitting yarn is alternately fed to one needle bed and the other needle bed to form a set-up portion (curved line connecting point A and point B), and one of the set-up portions has one needle
- the bottom right portion 2R is continuously knitted in the wale direction of the stitch row locked to the floor
- the bottom left portion 2L is continuously knitted in the wale direction of the stitch row locked to the other needle bed.
- the sole cover 2 having a shape corresponding to the shape of the sole of the wearer can be knitted by properly using the turn knitting or the C-shaped knitting.
- step ⁇ the main body right part 3R is knitted following the wale direction end part (one-dot chain line) of the bottom right part 2R using one needle bed, and the wale direction of the bottom left part 2L using the other needle bed
- the main body left portion 3L is knitted following the end portion.
- the in-step cover 3 is completed.
- the shoe opening 5 is formed by applying a bind off process to a part (point D-point E) of the end portions in the wale direction of both portions 3R and 3L.
- step ⁇ the right additional knitted fabric 4R is knitted using one of the needle beds following the part of the wale end portion (point C-point D) of the right body 3R, and the other needle bed is used.
- the left additional knitted fabric 4L is knitted following a part (point C-point D) of the wale direction end portion of the main body left portion 3L.
- the end portions (point F-point G) in the wale direction of both the additional knitted fabrics 4R, 4L are connected by bind-off processing or the like.
- the bind end processing (point F-point G) of each of the additional knitted fabrics 4R, 4L is preferably performed.
- This knitting method IB is a knitting method of knitting from the back side (lower side of the paper surface) to the bottom side (upper side of the paper surface) of the SFSU 10 and sequentially performs the following steps ⁇ , ⁇ , and ⁇ .
- step ⁇ the right additional knitted fabric 4R is knitted using one needle bed of the flat knitting machine, and the left additional knitted fabric 4L is knitted using the other needle bed of the flat knitting machine.
- a knitting yarn is alternately fed to one needle bed and the other needle bed to form a set-up portion (point F-point G), and the set-up portion is locked to one needle bed.
- the right additional knitted fabric 4R is continuously knitted in the wale direction of the stitch row and the left additional knitted fabric 4L is knitted continuously in the wale direction of the stitch row locked to the other needle bed.
- step ⁇ the right side 3R of the main body is knitted following the end portion (point C-point D) of the right additional knitted fabric 4R using one needle bed, and the left additional knitting is performed using the other needle bed.
- the left body 3L is knitted following the end of the ground 4L in the wale direction (point C-point D).
- the point D-point E line that becomes the shoe opening 5 is preferably formed by set-up.
- step ⁇ the bottom right part 2R is knitted following the wale direction end part (one-dot chain line) of the main body right part 3R using one needle bed, and the wale direction of the main body left part 3L is used using the other needle bed.
- the bottom left portion 2L is knitted following the end portion (one-dot chain line).
- the bottom right portion 2R and the bottom left portion 2L may be connected by a center line (curved line connecting the points A and B) extending in the length direction of the sole cover 2 to complete the SFSU 10.
- the connection method between the bottom right part 2R and the bottom left part 2L is not particularly limited, and for example, a well-known bind-off process can be used.
- the bottom right portion 2R and the bottom left portion 2L may be connected by front and rear knitting in which the stitches are alternately knitted on one needle bed and the other needle bed.
- front and rear knits that do not require transfer, it is possible to connect the bottom right part 2R and the bottom left part 2L in a much shorter time than the bind off process that requires transfer. Since the connecting portion is in a position that cannot be seen when the shoe upper 100 is worn, the appearance of the shoe upper 100 is not impaired by the connecting portion.
- knitting method IC In the knitting method IC, an example of knitting in which the knitting directions of the additional knitted fabrics 4R and 4L are different from those of the knitting methods IA and IB will be described with reference to FIG.
- the instep cover 3 and the sole cover 2 are knitted.
- the knitting method of the instep cover 3 and the sole cover 2 is the same as the process ⁇ and the process ⁇ of the knitting method IB.
- a removal thread (see zigzag line) is provided at the end of the additional knitted fabrics 4 ⁇ / b> R and 4 ⁇ / b> L in the wale direction.
- the step cover 3 is knitted. If the thread is removed after knitting the additional knitted fabrics 4R, 4L, the additional knitted fabrics 4R, 4L are separated from the instep cover 3 to form a belt shape. However, this thread is not essential.
- the SFSU 10 shown in FIG. 3 can be knitted in the order of the sole cover 2 ⁇ the instep cover 3 ⁇ the additional knitted fabrics 4R and 4L, similarly to the knitting method IA.
- the knitting method II-A is a knitting method for knitting from the heel side (lower side of the paper) to the toe side (upper side of the paper) of the SFSU 10, and after performing the following step ⁇ and the following step ⁇ , the following step ⁇ is performed. It is the organization method to perform. Note that either step ⁇ or step ⁇ may be performed first or simultaneously.
- the right additional knitted fabric 4R is knitted using one needle bed
- the left additional knitted fabric 4L is knitted using the other needle bed. If the two additional knitted fabrics 4R and 4L are connected in a belt shape, a set-up portion (point C-point D) straddling one needle bed and the other needle bed may be knitted. If the two additional knitted fabrics 4R and 4L cannot be connected in a belt shape, independent set-up portions (point C-point D) may be knitted on one needle bed and the other needle bed. In any case, the two additional knitted fabrics 4R and 4L are knitted independently.
- step ⁇ the bottom right part 2R and the main body right part 3R are knitted using one needle bed to the toe position, and the bottom left part 2L and the main body left part 3L are knitted using the other needle bed.
- the end portion (point F-point E) of the right additional knitted fabric 4R is connected to the main body right portion 3R by knitting, and the end portion of the left additional knitted fabric 4L (point F-point E) is connected. Is connected to the left side 3L of the main body by knitting.
- the stitch at the end in the wale direction of the right additional knitted fabric 4R (left additional knitted fabric 4L) is overlapped with the stitch at the end in the knitting width direction of the main body right portion 3R (main body left portion 3L), and the main body right portion 3R ( By repeating the knitting of the main body left part 3L), the additional knitted fabrics 4R, 4L can be connected to the instep cover 3.
- the method for closing the toes of the upper body 1 is not particularly limited.
- stitches locked to one needle bed and the other needle bed are joined together by a bind off process or the like so that a knitting end portion (point G-point H) is formed in the height direction of the upper body 1.
- the knitting end portion may be formed in the width direction of the upper main body 1 (the depth direction on the paper surface).
- the knitting method II-B is a knitting method of knitting from the toe side (upper side of the paper) to the heel side (lower side of the paper) of the SFSU 10, and after performing the following steps ⁇ and ⁇ , the following steps ⁇ and ⁇ Is a knitting method. Note that either the step ⁇ or the step ⁇ may be performed first or at the same time.
- the bottom right side is formed using one needle bed of the flat knitting machine until the connection position of the instep cover 3 with the right side additional knitted fabric 4R and the left side additional knitted fabric 4L (the position of the tip of the arrow extending from the point E).
- the portion 2R and the main body right portion 3R are knitted, and the bottom left portion 2L and the main body left portion 3L are knitted using the other needle bed of the flat knitting machine.
- knitting yarns (point G-point H) on the toe side are knitted by alternately supplying knitting yarn to one needle bed and the other needle bed, and each part is continued in the wale direction of the set-up portion. 2R, 2L, 3R, 3L may be knitted.
- step ⁇ while the bottom right portion 2R and the main body right portion 3R are knitted using one needle bed, the starting point of the right additional knitted fabric 4R is formed at the knitting width direction end of the main body right portion 3R, and the other While the bottom left part 2L and the main body left part 3L are knitted using the needle bed, the starting point of the left additional knitted fabric 4L is formed at the end of the main body left part 3L in the knitting width direction.
- the starting point is, for example, an additional stitch at the end of the main body right part 3R (main body left part 3L) in the knitting width direction, and the stitches on the needle bed It can be formed by leaving it on.
- step ⁇ the right additional knitted fabric 4R is knitted using one needle bed based on the starting point formed on one needle bed, and the other needle bed is mounted based on the starting point formed on the other needle bed.
- the left side additional knitted fabric 4L is knitted (image knitted in the direction opposite to the arrow in FIG. 4).
- the belt-like knitted fabric 4 is completed by connecting the end portions (point C to point D) of the additional knitted fabrics 4R and 4L in the wale direction. If the two additional knitted fabrics 4R and 4L are not connected, it is preferable that the two additional knitted fabrics 4R and 4L are separately processed with a bind off process.
- a set-up portion (point E-point B) corresponding to the heel of the upper main body 1 is knitted, and based on the set-up portion, from the heel side (right side of the paper surface) to the toe side (paper surface) Knitting toward the left side) or knitting a set-up portion (near point A) corresponding to the toe of the upper body 1 and knitting from the toe side toward the heel side based on the set-up portion.
- the right additional knitted fabric 4R (left additional knitted fabric 4L) may be knitted side by side with D).
- both the additional knitted fabrics 4R and 4L are bent toward the outer side of the upper body 1 at the position of the edge 5e (FIG. 1), and the belt-shaped knitted fabric 4 becomes the sole cover. 2 is assumed to be wound around. Then, both the additional knitted fabrics 4R and 4L are fixed to the upper main body 1.
- the fixing method as described above, sewing, adhesion, thermal fusion, or the like can be used. Further, the fixing position is not particularly limited as described above.
- both the additional knitted fabrics 4R and 4L are bent toward the inner side of the upper main body 1 at the position of the edge 5e, and the belt-shaped knitted fabric 4 becomes the upper. What is necessary is just to set it as the state along the internal peripheral surface of the main body 1.
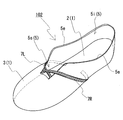
- a shoe upper including a cylindrical reinforcing knitted fabric formed by connecting a part of the left additional knitted fabric and a part of the right additional knitted fabric will be described.
- the knitting method of the SFSU 11 that is the basis of the shoe upper of the second embodiment will be described with reference to FIG.
- an example in which the SFSU 11 is knitted from the upper side (the lower side of the drawing) to the bottom side (the upper side of the drawing) of the upper main body 1 will be described.
- the SFSU 11 is obtained by knitting in the order of the additional knitted fabrics 6R, 6L ⁇ the instep cover 3 ⁇ the sole cover 2 in the same manner as the knitting method IB of the first embodiment.
- a set-up portion (point A-point B) straddling the front and back needle beds is knitted, and the right additional knitted fabric 6R and the left additional knitted fabric 6L are knitted following the set-up portion.
- the knitting widths of both the additional knitted fabrics 6R and 6L are appropriately increased or decreased so as to be a shape along a part of the internal shape of the upper main body 1.
- bind off processing is performed for joining the additional knitted fabrics 6R and 6L at the position of point C to point D.
- the reinforced knitted fabric 6 having a cylindrical portion in which a part of the right additional knitted fabric 6R and a part of the left additional knitted fabric 6L are connected in a cylindrical shape is knitted.
- the reinforced knitted fabric 6 has a shape along a part of the internal shape of the upper main body 1 as a whole, and the opening of the cylindrical portion provided in the reinforced knitted fabric 6 is oriented in the length direction of the upper main body 1. ing. With this reinforced knitted fabric 6, a wider range of the upper main body 1 than that of the first embodiment can be reinforced (stopped) over the entire circumference of the cylindrical portion.
- a set-up portion (point F-point G) straddling the front and back needle beds is knitted, and the end portion in the wale direction (point E-point) of the set-up portion and the right additional knitted fabric 6R.
- F) knitting the main body right part 3R continuously and the left part of the main body continuously from the set-up part (point F-point G) and the end of the left additional knitted fabric 6L in the wale direction (point E-point F) 3L is knitted (similar to step ⁇ of knitting method IB).
- the sole cover 2 is completed continuously to the end portions in the wale direction (point H-point I) of the main body right portion 3R and the main body left portion 3L.
- the reinforcing knitted fabric 6 is folded into the upper body 1 and arranged along the inner peripheral surface of the upper body 1. Then, the reinforced knitted fabric 6 is fixed to the upper body 1 to complete the shoe upper. This fixing can be easily performed using heat fusion.
- the extension of the upper main body 1 in the vicinity of the base of the toe can be effectively suppressed, so that the fit of the shoe upper to the foot can be improved.
- the additional knitted fabrics 7R and 7L of the shoe upper 102 shown in FIG. 6 are not connected in a belt shape and intersect at the position of the slit 5s.
- the right additional knitted fabric 7R is fixed to the left side portion of the upper main body 1
- the left additional knitted fabric 7L is fixed to the right side portion of the upper main body 1.
- the additional knitted fabrics 7R and 7L in such a fixed state have an effect of suppressing an excessive opening of the slits 5s in addition to an effect of suppressing a partial elongation of the upper body 1.
- the additional knitted fabrics 7R, 7L are easy to wear when worn, and the additional shoes knitted 7R, 7L shrink after the wear, and the shoe upper 102 is difficult to remove. It can be.
- the SFSU that is the basis of the shoe upper 102 can be knitted by any of the knitting methods described in the first embodiment.
- the additional knitted fabrics 7R and 7L may be obtained by knitting in an unconnected state, or may be obtained by cutting a belt-like one.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Knitting Of Fabric (AREA)
Abstract
Description
・SFSUを底側から甲側に向かって編成する場合、ソールカバーを編成した後、インステップカバーを編成し、次いでインステップカバーのウエール方向終端部の一部に続いて右側追加編地と左側追加編地とを編成する。
・SFSUを甲側から底側に向かって編成する場合、右側追加編地と左側追加編地を編成した後、それら追加編地のウエール方向終端部に続いてインステップカバーを編成し、次いでソールカバーを編成する。
・SFSUを踵側から爪先側に向かって編成する場合、ソールカバーとインステップカバーとを一体に編成してアッパー本体を完成させるまでの間に、これらソールカバーとインステップカバーとは独立して右側追加編地と左側追加編地を編成し、右側追加編地および左側追加編地のウエール方向終端部を、インステップカバーにおけるシューズ開口部の縁部に相当する位置に接続する。
・SFSUを爪先側から踵側に向かって編成する場合、ソールカバーとインステップカバーとを一体に編成してアッパー本体を完成させるまでの間に、インステップカバーにおけるシューズ開口部の縁部に相当する位置から右側追加編地と左側追加編地とを分岐させる。
≪全体構成≫
図1に示すシューズアッパー100は、着用者の足裏の部分に対応するソールカバー2と、着用者の足の甲側の部分に対応するインステップカバー3と、で構成されるアッパー本体1を備える。このシューズアッパー100をそのままシューズとして利用することもできるし、シューズアッパー100のソールカバー2の外側に樹脂などでできたアウターソール(図示せず)を取り付けて、シューズとしても構わない。このシューズアッパー100が従来のシューズアッパーと異なる主な構成としては、以下の二点が挙げられる。
[1]インステップカバー3とソールカバー2とで構成されるアッパー本体1が無縫製で一体に編成されている。
[2]インステップカバー3におけるシューズ開口部5の縁部5eに編成によって繋がった右側追加編地4Rと左側追加編地4Lとを備え、これら追加編地4R,4Lによってアッパー本体1の部分的な伸びが抑制されている。
以下、シューズアッパー100の各構成を詳細に説明する。
アッパー本体1を構成するインステップカバー3の上方にはシューズ開口部5が形成されている。本例のシューズ開口部5は、着用者が足を挿入する履き口5iと、履き口5iから爪先側に向かって延びるスリット5sと、を備える。インステップカバー3におけるスリット5sの位置には、靴紐を通す鳩目孔(eyelet hole)が形成されていても良い。
右側追加編地4R(左側追加編地4L)は、インステップカバー3におけるシューズ開口部5の縁部5eのうち、シューズ開口部5を左右に分ける中心線よりも右側の部分(左側の部分)に編成によって繋がれている。本例では、両追加編地4R,4Lが環状に繋がることでベルト状編地4が形成されており、そのベルト状編地4がアッパー本体1の外周に巻き付いている。具体的には、ベルト状編地4を構成する両追加編地4R,4Lにおける縁部5eとの接続箇所が、当該縁部5eの位置でアッパー本体1の外側方向に折り返され、ベルト状編地4がソールカバー2に引っ掛けられた状態になっている。
上記シューズアッパー100を製造するには、まずセミフィニッシュドシューズアッパー(以下、SFSUとする)を編成する(編成工程)。SFSUは、シューズアッパー100と同様に、インステップカバー3とソールカバー2とで構成されるアッパー本体1と、追加編地4R,4Lと、を備える。但し、SFSUにおける追加編地4R,4Lは、その一端側がシューズ開口部5の縁部5eに繋がっているだけで、他の部分はアッパー本体1に繋がっていないし、固定もされていない。そこで、このSFSUから図1に示すシューズアッパー100を作製する場合、追加編地4R,4Lの少なくとも一部を、アッパー本体1に固定する(固定工程)。まず、図2~図5を参照しつつ編成工程を説明した後、固定工程を説明する。
実施形態におけるSFSUの編成には、少なくとも前後一対の針床を備え、前後の針床間で編目の目移しが可能な2枚ベッド横編機を用いることができる。もちろん、使用する横編機は、4枚ベッド横編機であっても良い。
編成方法I-Aを図2に基づいて説明する。編成方法I-Aは、SFSU10の底側(紙面上側)から甲側(紙面下側)に向かって編成する編成方法であって、下記工程α,β,γを順次行なう編成方法である。
工程αでは、横編機の一方の針床を用いて底右部2Rを編成すると共に、横編機の他方の針床を用いて底左部2Lを編成する。例えば、一方の針床と他方の針床に交互に編糸を給糸して編出し部(点Aと点Bとを結ぶ湾曲ライン)を形成し、その編出し部のうち、一方の針床に係止される編目列のウエール方向に連続して底右部2Rを編成し、他方の針床に係止される編目列のウエール方向に連続して底左部2Lを編成する。その編成にあたり、引き返し編成やC字状編成を使い分けることで、着用者の足裏の形状に対応する形状のソールカバー2を編成することができる。
工程βでは、一方の針床を用いて底右部2Rのウエール方向終端部(一点鎖線)に続いて本体右部3Rを編成すると共に、他方の針床を用いて底左部2Lのウエール方向終端部に続いて本体左部3Lを編成する。その編成にあたり、着用者の足の立体形状に応じて、引き返し編成、C字状編成、および筒状編成を使い分け、本体右部3Rと本体左部3Lとが爪先の位置と踵の位置で繋がったインステップカバー3を完成させる。なお、シューズ開口部5は、両部3R,3Lのウエール方向終端部の一部(点D-点E)を伏目処理することで形成される。
工程γでは、一方の針床を用いて本体右部3Rのウエール方向終端部の一部(点C-点D)に続いて右側追加編地4Rを編成すると共に、他方の針床を用いて本体左部3Lのウエール方向終端部の一部(点C-点D)に続いて左側追加編地4Lを編成する。ここで、図1に示すように、両追加編地4R,4Lをベルト状に繋げる場合、両追加編地4R,4Lのウエール方向終端部(点F-点G)を伏目処理などで接続する。仮に、両追加編地4R,4Lをベルト状に繋げないのであれば、各追加編地4R,4Lのウエール方向終端部(点F-点G)をそれぞれ伏目処理すると良い。
編成方法I-Bも図2に基づいて説明する。この編成方法I-Bは、SFSU10の甲側(紙面下側)から底側(紙面上側)に向かって編成する編成方法であって、下記工程δ,ε,ζを順次行なう編成方法である。
工程δでは、横編機の一方の針床を用いて右側追加編地4Rを編成すると共に、横編機の他方の針床を用いて左側追加編地4Lを編成する。例えば、一方の針床と他方の針床に交互に編糸を給糸して編出し部(点F-点G)を形成し、その編出し部のうち、一方の針床に係止される編目列のウエール方向に連続して右側追加編地4Rを編成すると共に、他方の針床に係止される編目列のウエール方向に連続して左側追加編地4Lを編成する。
工程εでは、一方の針床を用いて右側追加編地4Rのウエール方向終端部(点C-点D)に続いて本体右部3Rを編成すると共に、他方の針床を用いて左側追加編地4Lのウエール方向端部(点C-点D)に続いて本体左部3Lを編成する。なお、シューズ開口部5となる点D-点Eのラインは、編出しによって形成すると良い。
工程ζでは、一方の針床を用いて本体右部3Rのウエール方向終端部(一点鎖線)に続いて底右部2Rを編成すると共に、他方の針床を用いて本体左部3Lのウエール方向終端部(一点鎖線)に続いて底左部2Lを編成する。最後に、ソールカバー2の長さ方向に延びる中央ライン(点Aと点Bとを結ぶ湾曲ライン)で底右部2Rと底左部2Lとを接続し、SFSU10を完成させれば良い。底右部2Rと底左部2Lとの接続方法は特に限定されず、例えば公知の伏目処理を利用することができる。あるいは、一方の針床と他方の針床に交互に編目を編成する前後ニットで底右部2Rと底左部2Lとを接続しても良い。目移しを必要としない前後ニットを用いることで、目移しを必須とする伏目処理よりも極めて短時間で底右部2Rと底左部2Lとを接続できる。接続部はシューズアッパー100の着用時に見えない位置にあるため、接続部によってシューズアッパー100の見栄えが損なわれることはない。
編成方法I-Cでは、追加編地4R,4Lの編成方向が編成方法I-A,I-Bと異なる編成例を図3に基づいて説明する。
編成方法II-Aは、図4を参照して説明する。編成方法II-Aは、SFSU10の踵側(紙面下側)から爪先側(紙面上側)に向かって編成する編成方法であって、下記工程ηおよび下記工程θを行なった後、下記工程ιを行なう編成方法である。なお、工程ηと工程θはどちらを先に行なっても良いし、同時でも構わない。
工程ηでは、インステップカバー3と右側追加編地4Rおよび左側追加編地4Lとの接続位置(点Fから伸びる矢印の先端の位置)まで、横編機の一方の針床を用いて底右部2Rと本体右部3Rとを編成すると共に、横編機の他方の針床を用いて底左部2Lと本体左部3Lとを編成する。例えば、一方の針床と他方の針床に跨がる編出し部(点A-点B)を編成し、その編出し部のウエール方向に続けて各部2R,2L,3R,3Lを編成すると良い。底右部2Rと底左部2Lとは、C字状編成などを用いて繋がった状態とする。
工程θでは、一方の針床を用いて右側追加編地4Rを編成すると共に、他方の針床を用いて左側追加編地4Lを編成する。両追加編地4R,4Lをベルト状に繋げるのであれば、一方の針床と他方の針床に跨がる編出し部(点C-点D)を編成すれば良い。仮に、両追加編地4R,4Lをベルト状に繋げないのであれば、一方の針床と他方の針床とにそれぞれ独立した編出し部(点C-点D)を編成すれば良い。いずれにせよ、両追加編地4R,4Lは独立して編成される。
工程ιでは、爪先の位置まで、一方の針床を用いて底右部2Rと本体右部3Rとを編成すると共に、他方の針床を用いて底左部2Lと本体左部3Lとを編成し、その際、右側追加編地4Rのウエール方向端部(点F-点E)を編成によって本体右部3Rに繋げると共に、左側追加編地4Lのウエール方向端部(点F-点E)を編成によって本体左部3Lに繋げる。例えば、右側追加編地4R(左側追加編地4L)のウエール方向端部の編目を、本体右部3R(本体左部3L)の編幅方向端部の編目に重ね合わせ、本体右部3R(本体左部3L)を編成することを繰り返すことで、両追加編地4R,4Lをインステップカバー3に繋げることができる。
編成方法II-Bも図4を参照して説明する。編成方法II-Bは、SFSU10の爪先側(紙面上側)から踵側(紙面下側)に向かって編成する編成方法であって、下記工程κ,λを行なった後、下記工程μおよび下記νを行なう編成方法である。なお、工程μと工程νはどちらを先に行なっても良いし、同時でも構わない。
工程κでは、インステップカバー3と右側追加編地4Rおよび左側追加編地4Lとの接続位置(点Eから伸びる矢印の先端の位置)まで、横編機の一方の針床を用いて底右部2Rと本体右部3Rとを編成すると共に、横編機の他方の針床を用いて底左部2Lと本体左部3Lとを編成する。例えば、一方の針床と他方の針床に交互に編糸を給糸することで爪先側の編出し部(点G-点H)を編成し、その編出し部のウエール方向に続けて各部2R,2L,3R,3Lを編成すると良い。
工程λでは、一方の針床を用いて底右部2Rと本体右部3Rとを編成しながら、本体右部3Rの編幅方向端部に右側追加編地4Rの起点を形成すると共に、他方の針床を用いて底左部2Lと本体左部3Lとを編成しながら、本体左部3Lの編幅方向端部に左側追加編地4Lの起点を形成する。上記起点(追加編地4R,4Lから伸びる矢印の先端が指し示す部分)は、例えば、本体右部3R(本体左部3L)の編幅方向端部で増し目などを行なって、編目を針床上に残しておくことで形成することができる。
工程μでは、一方の針床に形成される起点に基づいて一方の針床を用いて右側追加編地4Rを編成すると共に、他方の針床に形成される起点に基づいて他方の針床を用いて左側追加編地4Lを編成する(図4の矢印とは逆向きに編成するイメージ)。そして、両追加編地4R,4Lのウエール方向端部(点C-点D)を繋いで、ベルト状編地4を完成させる。両追加編地4R,4Lを繋がないのであれば、両追加編地4R,4Lを個別に伏目処理すると良い。
工程νでは、踵の位置(点A-点B)まで、一方の針床を用いて底右部2Rと本体右部3Rとを編成すると共に、他方の針床を用いて底左部2Lと本体左部3Lとを編成する。踵における右側部分と左側部分との接続には伏目処理を利用することができる。
上記編成方法II-A,II-Bでは、図4に示す追加編地4R,4Lの編幅方向が点C-点D方向(点E-点F方向)であった。これに対して、編成方法II-Cでは、追加編地4R,4Lの編幅方向が、点D-点F方向(点C-点E方向)となるSFSUの編成例を説明する。この編成方法II-Cを理解するには、図2を参照するのが分かり易い。従って、以降の説明では、図2を参照して説明する。
以上説明したいずれかの編成方法によってSFSU10を製造したら、両追加編地4R,4Lを、縁部5e(図1)の位置でアッパー本体1の外側方向に折り曲げ、ベルト状編地4がソールカバー2に巻き付けられた状態とする。そして、両追加編地4R,4Lをアッパー本体1に固定する。固定方法としては、既に述べたように、縫製、接着、熱融着などを利用することができる。また、固定位置についても、既に述べたように特に限定されない。
実施形態2では、左側追加編地の一部と右側追加編地の一部とが繋がることで形成された筒状の補強編地を備えるシューズアッパーを説明する。その説明にあたり、まず実施形態2のシューズアッパーの元となるSFSU11の編成方法を図5に基づいて説明する。なお、実施形態2では、アッパー本体1の甲側(紙面下側)から底側(紙面上側)に向かってSFSU11を編成する例を説明するが、その逆でも構わない。
実施形態3では、実施形態1,2とは異なる構成を備えるシューズアッパー102を図6に基づいて説明する。
10,11 セミフィニッシュドシューズアッパー(SFSU)
1 アッパー本体
2 ソールカバー 2R 底右部 2L 底左部
3 インステップカバー 3R 本体右部 3L 本体左部
4 ベルト状編地 4R 右側追加編地 4L 左側追加編地
5 シューズ開口部 5i 履き口 5s スリット 5e 縁部
6 補強編地 6R 右側追加編地 6L 左側追加編地
7R 右側追加編地 7L 左側追加編地
Claims (6)
- 着用者の足裏の部分に対応するソールカバーと、着用者の甲側の部分に対応するインステップカバーと、で構成されるアッパー本体を備えるシューズアッパーにおいて、
前記インステップカバーにおけるシューズ開口部の縁部のうち、前記シューズ開口部を左右に分ける中心線よりも右側の部分に編成によって繋がれた右側追加編地と、
前記縁部のうち、前記中心線よりも左側の部分に編成によって繋がれた左側追加編地と、を備え、
前記ソールカバーと前記インステップカバーとが無縫製で一体に編成され、かつ
前記右側追加編地の少なくとも一部、および前記左側追加編地の少なくとも一部が前記アッパー本体に固定され、これら追加編地によって前記アッパー本体の部分的な伸びが抑制されていることを特徴とするシューズアッパー。 - 前記右側追加編地と前記左側追加編地とが、前記縁部の位置で前記アッパー本体の外側方向、または内側方向に折り返されていることを特徴とする請求項1に記載のシューズアッパー。
- 前記右側追加編地と前記左側追加編地とが繋がっていることを特徴とする請求項1または2に記載のシューズアッパー。
- 請求項1~3のいずれか一項に記載のシューズアッパーを製造するシューズアッパーの製造方法であり、
少なくとも前後一対の針床を備える横編機を用いて、前記ソールカバーと前記インステップカバーとで構成されるアッパー本体を無縫製で編成すると共に、前記インステップカバーにおける前記縁部に繋がる前記右側追加編地および前記左側追加編地を無縫製で編成することでセミフィニッシュドシューズアッパーを作製し、
次いで、前記セミフィニッシュドシューズアッパーにおける前記右側追加編地の少なくとも一部、および前記左側追加編地の少なくとも一部を、前記アッパー本体に固定することを特徴とするシューズアッパーの製造方法。 - 前記セミフィニッシュドシューズアッパーを作製する際、
前記セミフィニッシュドシューズアッパーを底側から甲側に向かって編成する場合、前記ソールカバーを編成した後、前記インステップカバーを編成し、次いで前記インステップカバーのウエール方向終端部の一部に続いて前記右側追加編地と前記左側追加編地とを編成し、
前記セミフィニッシュドシューズアッパーを甲側から底側に向かって編成する場合、前記右側追加編地と前記左側追加編地を編成した後、それら追加編地のウエール方向終端部に続いて前記インステップカバーを編成し、次いで前記ソールカバーを編成することを特徴とする請求項4に記載のシューズアッパーの製造方法。 - 前記セミフィニッシュドシューズアッパーを作製する際、
前記セミフィニッシュドシューズアッパーを踵側から爪先側に向かって編成する場合、前記ソールカバーと前記インステップカバーとを一体に編成して前記アッパー本体を完成させるまでの間に、これらインステップカバーとソールカバーとは独立して前記右側追加編地と前記左側追加編地を編成し、前記右側追加編地および前記左側追加編地のウエール方向終端部を、前記インステップカバーにおける前記縁部に相当する位置に接続し、
前記セミフィニッシュドシューズアッパーを爪先側から踵側に向かって編成する場合、前記ソールカバーと前記インステップカバーとを一体に編成して前記アッパー本体を完成させるまでの間に、前記インステップカバーにおける前記縁部の位置から前記右側追加編地と前記左側追加編地とを分岐させることを特徴とする請求項4に記載のシューズアッパーの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/913,441 US9611571B2 (en) | 2013-08-23 | 2014-07-25 | Shoe upper and method for producing shoe upper |
| JP2015532782A JP6009087B2 (ja) | 2013-08-23 | 2014-07-25 | シューズアッパー、およびシューズアッパーの製造方法 |
| KR1020167007472A KR101824546B1 (ko) | 2013-08-23 | 2014-07-25 | 슈즈 어퍼 및 슈즈 어퍼의 제조방법 |
| CN201480046654.6A CN105473018B (zh) | 2013-08-23 | 2014-07-25 | 鞋帮及鞋帮的制造方法 |
| EP14838533.9A EP3037012B1 (en) | 2013-08-23 | 2014-07-25 | Shoe upper and shoe upper manufacturing method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-173924 | 2013-08-23 | ||
| JP2013173924 | 2013-08-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015025678A1 true WO2015025678A1 (ja) | 2015-02-26 |
Family
ID=52483459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/069763 WO2015025678A1 (ja) | 2013-08-23 | 2014-07-25 | シューズアッパー、およびシューズアッパーの製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9611571B2 (ja) |
| EP (1) | EP3037012B1 (ja) |
| JP (1) | JP6009087B2 (ja) |
| KR (1) | KR101824546B1 (ja) |
| CN (1) | CN105473018B (ja) |
| TW (1) | TW201517825A (ja) |
| WO (1) | WO2015025678A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160206045A1 (en) * | 2015-01-16 | 2016-07-21 | Nike, Inc. | Article of footwear incorporating a forefoot toe wrap |
| JP2017042440A (ja) * | 2015-08-27 | 2017-03-02 | 株式会社島精機製作所 | シューズ |
| CN109072507A (zh) * | 2016-04-01 | 2018-12-21 | 耐克创新有限合伙公司 | 具有针织部件的物品以及制造该物品的方法 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5980416B2 (ja) * | 2013-04-15 | 2016-08-31 | 株式会社島精機製作所 | シューズアッパーの製造方法、およびシューズアッパー |
| US20170311681A1 (en) * | 2016-04-29 | 2017-11-02 | Aknit International Ltd. | Shoe body-forming piece and manufacturing method thereof |
| US10842228B2 (en) * | 2016-11-22 | 2020-11-24 | Wholeknit International Co., Ltd. | Method for manufacturing shoe embryo tailored from tubular fabric and associated shoe embryo |
| CN106637639B (zh) * | 2017-01-20 | 2018-07-03 | 宁波慈星股份有限公司 | 一种鞋后跟成型编织方法 |
| CN108338453A (zh) * | 2017-01-25 | 2018-07-31 | 清远广硕技研服务有限公司 | 鞋类物品及其针织鞋面与制造方法 |
| TWI667965B (zh) * | 2017-03-10 | 2019-08-11 | 薩摩亞商紘織國際有限公司 | Method for manufacturing integrally formed shoe blank |
| TWI632265B (zh) * | 2017-03-10 | 2018-08-11 | 薩摩亞商紘織國際有限公司 | Method for integrally weaving an extended shoe with a flat knitting machine |
| CN108691083B (zh) * | 2017-04-06 | 2020-09-08 | 纮织国际有限公司 | 一体成型鞋胚的制造方法 |
| CN108685277B (zh) * | 2017-04-06 | 2021-04-09 | 纮织国际有限公司 | 一种以横编机一体编织具有延伸部分的鞋胚的方法 |
| CN110891448B (zh) * | 2017-05-31 | 2022-09-23 | 耐克创新有限合伙公司 | 用于鞋类物品的针织部件 |
| CN110753499A (zh) * | 2017-05-31 | 2020-02-04 | 耐克创新有限合伙公司 | 用于鞋类物品的针织部件 |
| CN108978011B (zh) * | 2017-06-05 | 2020-08-11 | 纮织国际有限公司 | 二针床横编机编织的立体鞋胚及其织造方法 |
| CN107361470B (zh) * | 2017-06-30 | 2023-04-28 | 信泰(福建)科技有限公司 | 具有调整片的一体鞋面及其编织工艺 |
| CN110996704B (zh) * | 2017-08-04 | 2023-05-02 | 耐克创新有限合伙公司 | 具有带有鞋前部部分和鞋跟部分的针织部件的鞋类物品 |
| FR3082103B1 (fr) | 2018-06-08 | 2020-08-28 | Decathlon Sa | Procede de fabrication d'une chaussure, et chaussure susceptible d'etre obtenue par ledit procede |
| DE102018213242B4 (de) * | 2018-08-07 | 2024-03-14 | Adidas Ag | Schuhoberteil |
| WO2020214379A1 (en) * | 2019-04-17 | 2020-10-22 | Nike Innovate C.V. | Footwear upper with branched forefoot straps |
| IT202000001459A1 (it) * | 2020-01-24 | 2021-07-24 | Trere Innovation S R L | Struttura e procedimento di realizzazione di una scarpa con tomaia in maglia. |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007236612A (ja) * | 2006-03-08 | 2007-09-20 | Foot Techno Inc | 靴下シューズ |
| WO2012125473A2 (en) | 2011-03-15 | 2012-09-20 | Nike International Ltd. | Article of footwear incorporating a knitted component |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2330199A (en) * | 1939-05-22 | 1943-09-28 | Basch Olive Holmes | Knitted article |
| US3402323A (en) * | 1965-10-08 | 1968-09-17 | Joseph G. Longstreth | Disposable overshoes of flexible film material |
| US6931762B1 (en) * | 2002-12-18 | 2005-08-23 | Nike, Inc. | Footwear with knit upper and method of manufacturing the footwear |
| US7774956B2 (en) * | 2006-11-10 | 2010-08-17 | Nike, Inc. | Article of footwear having a flat knit upper construction or other upper construction |
| US8225530B2 (en) * | 2006-11-10 | 2012-07-24 | Nike, Inc. | Article of footwear having a flat knit upper construction or other upper construction |
| US8490299B2 (en) | 2008-12-18 | 2013-07-23 | Nike, Inc. | Article of footwear having an upper incorporating a knitted component |
| US20100199406A1 (en) * | 2009-02-06 | 2010-08-12 | Nike, Inc. | Thermoplastic Non-Woven Textile Elements |
| US9060570B2 (en) | 2011-03-15 | 2015-06-23 | Nike, Inc. | Method of manufacturing a knitted component |
| US20120255201A1 (en) * | 2011-04-08 | 2012-10-11 | Dashamerica, Inc. D/B/A Pearl Izumi Usa, Inc. | Seamless upper for footwear and method for making the same |
| US9675134B2 (en) * | 2012-01-20 | 2017-06-13 | Shima Seiki Mfg., Ltd. | Footwear, and knitting method for knit fabric |
| US8448474B1 (en) * | 2012-02-20 | 2013-05-28 | Nike, Inc. | Article of footwear incorporating a knitted component with a tongue |
| EP2875745A4 (en) * | 2012-07-17 | 2016-04-06 | Shima Seiki Mfg | FOOTWEAR AND METHOD FOR PRODUCING FOOTWEAR |
| WO2014050289A1 (ja) * | 2012-09-25 | 2014-04-03 | 株式会社島精機製作所 | フットウェア、およびフットウェアの編成方法 |
| US9771673B2 (en) * | 2013-02-25 | 2017-09-26 | Shima Seiki Mfg., Ltd. | Method for knitting shoe upper |
| US9723890B2 (en) * | 2013-11-22 | 2017-08-08 | Nike, Inc. | Article of footwear incorporating a knitted component with body and heel portions |
-
2014
- 2014-07-25 KR KR1020167007472A patent/KR101824546B1/ko active IP Right Grant
- 2014-07-25 US US14/913,441 patent/US9611571B2/en not_active Expired - Fee Related
- 2014-07-25 WO PCT/JP2014/069763 patent/WO2015025678A1/ja active Application Filing
- 2014-07-25 JP JP2015532782A patent/JP6009087B2/ja not_active Expired - Fee Related
- 2014-07-25 EP EP14838533.9A patent/EP3037012B1/en not_active Not-in-force
- 2014-07-25 CN CN201480046654.6A patent/CN105473018B/zh not_active Expired - Fee Related
- 2014-07-29 TW TW103125814A patent/TW201517825A/zh unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007236612A (ja) * | 2006-03-08 | 2007-09-20 | Foot Techno Inc | 靴下シューズ |
| WO2012125473A2 (en) | 2011-03-15 | 2012-09-20 | Nike International Ltd. | Article of footwear incorporating a knitted component |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3037012A4 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160206045A1 (en) * | 2015-01-16 | 2016-07-21 | Nike, Inc. | Article of footwear incorporating a forefoot toe wrap |
| JP2018501904A (ja) * | 2015-01-16 | 2018-01-25 | ナイキ イノヴェイト シーヴィー | 足先足指湾曲を組み込んだ履物製品 |
| US11122863B2 (en) | 2015-01-16 | 2021-09-21 | Nike, Inc. | Article of footwear incorporating a forefoot toe wrap |
| US12075885B2 (en) | 2015-01-16 | 2024-09-03 | Nike, Inc. | Article of footwear incorporating a forefoot toe wrap |
| JP2017042440A (ja) * | 2015-08-27 | 2017-03-02 | 株式会社島精機製作所 | シューズ |
| CN109072507A (zh) * | 2016-04-01 | 2018-12-21 | 耐克创新有限合伙公司 | 具有针织部件的物品以及制造该物品的方法 |
| US11122850B2 (en) | 2016-04-01 | 2021-09-21 | Nike, Inc. | Article having a knitted component with a strap |
| CN109072507B (zh) * | 2016-04-01 | 2022-10-04 | 耐克创新有限合伙公司 | 具有针织部件的物品以及制造该物品的方法 |
| US11744315B2 (en) | 2016-04-01 | 2023-09-05 | Nike, Inc. | Article having a knitted component with a strap |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3037012A1 (en) | 2016-06-29 |
| JPWO2015025678A1 (ja) | 2017-03-02 |
| CN105473018A (zh) | 2016-04-06 |
| KR101824546B1 (ko) | 2018-02-01 |
| JP6009087B2 (ja) | 2016-10-19 |
| CN105473018B (zh) | 2017-02-08 |
| KR20160045852A (ko) | 2016-04-27 |
| US9611571B2 (en) | 2017-04-04 |
| EP3037012A4 (en) | 2017-05-17 |
| US20160198798A1 (en) | 2016-07-14 |
| EP3037012B1 (en) | 2018-07-25 |
| TW201517825A (zh) | 2015-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6009087B2 (ja) | シューズアッパー、およびシューズアッパーの製造方法 | |
| JP6104394B2 (ja) | インステップカバー、およびインステップカバーの編成方法 | |
| JP5980409B2 (ja) | シューズアッパーの編成方法 | |
| JP6419335B2 (ja) | シューズアッパー、およびシューズアッパーの製造方法 | |
| JP6177247B2 (ja) | フットウェア、およびフットウェアの編成方法 | |
| US10292455B2 (en) | Shoe upper and method for producing shoe upper | |
| JP6053926B2 (ja) | シューズアッパーの製造方法、およびシューズアッパー | |
| JP5980416B2 (ja) | シューズアッパーの製造方法、およびシューズアッパー | |
| JP6053925B2 (ja) | シューズアッパー、およびシューズアッパーの製造方法 | |
| JP6141520B2 (ja) | シューズアッパー、およびシューズアッパーの編成方法 | |
| JP6153402B2 (ja) | フットウェアの製造方法 | |
| JP6618300B2 (ja) | シューズ | |
| TWI611772B (zh) | 鞋面之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480046654.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14838533 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2015532782 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14913441 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014838533 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016003287 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 20167007472 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 112016003287 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160217 |