WO2014157291A1 - 製版方法、製版装置、印刷装置及び印刷版 - Google Patents
製版方法、製版装置、印刷装置及び印刷版 Download PDFInfo
- Publication number
- WO2014157291A1 WO2014157291A1 PCT/JP2014/058438 JP2014058438W WO2014157291A1 WO 2014157291 A1 WO2014157291 A1 WO 2014157291A1 JP 2014058438 W JP2014058438 W JP 2014058438W WO 2014157291 A1 WO2014157291 A1 WO 2014157291A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- printing
- data
- relief
- plate
- pressure distribution
- Prior art date
Links
Images


























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/16—Curved printing plates, especially cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/05—Heat-generating engraving heads, e.g. laser beam, electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/182—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by the machine tool function, e.g. thread cutting, cam making, tool direction control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/12—Printing plates or foils; Materials therefor non-metallic other than stone, e.g. printing plates or foils comprising inorganic materials in an organic matrix
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45152—Forming workpiece by pressing tool against metal on model
Definitions
- the present invention relates to a plate making method, a plate making apparatus, a printing apparatus, and a printing plate, for example, a printing plate that is made by laser engraving a flexographic printing plate material.
- Letterpress for printing is widely used in the printing field such as flexographic printing, and in recent years, flexographic printing has attracted attention as an environmentally friendly printing method.
- flexographic printing printing is performed using a flexible and elastic plate material and ink (water-based ink, UV ink, etc.).
- the plate material used in flexographic printing is deformed according to the printing pressure (indentation amount) due to its elasticity. Therefore, the flexographic printing plate can appropriately follow and adhere to a printing medium such as corrugated cardboard having irregularities on the surface, and can perform good transfer printing.
- Patent Document 1 discloses a relief printing plate used in flexographic printing. This printing relief plate has a plurality of types of halftone dot main projections having different printing surfaces in the flat halftone region.
- Patent Document 1 local thickening of small halftone dots is avoided, non-printing defects in the vicinity of solid portions are eliminated, and instability of printing pressure due to lowering of some halftone dot projections is eliminated. It is planned.
- Patent Document 2 discloses a printing plate for preventing a transfer region formed on the surface of a transfer target from being transferred into a trapezoidal shape that extends beyond the pattern region by transferring the pattern region of the printing plate. Disclose.
- This printing plate is provided with a pattern area that is smaller than the pattern area data, and the reduction ratio of the portion of the pattern area that is present on the leading end side in the rotation direction of the plate cylinder and that is first printed and transferred is the trailing edge. It is smaller than the reduction ratio of the portion that is present on the side and is printed and transferred later.
- the ideal plate deformation characteristics of printing plates used in flexographic printing, etc. are not deformed near the surface of the printing plate (the part related to ink transfer) due to the printing pressure during printing, but only sink in the height direction. It is desirable that the printing plate (relief part) be deformed so as to be embedded. However, in actual printing, deformation occurs from the vicinity of the surface of the printing plate.
- Such deformation of the printing plate varies depending on the magnitude of the printing pressure generated between the printing medium and the printing medium.
- the printing pressure between the printing plate and the printing medium varies depending on the relief shape of the printing plate, and is affected by the size of the contact area between the two. That is, in a printing plate, an area having a relatively small contact area (for example, a halftone dot (isolated point) formation area) has a pressure higher than an area having a relatively large contact area (for example, a solid formation area).
- the printing pressure tends to increase with concentration. Therefore, an area having a relatively small contact area tends to have a larger plate deformation and a printed image on the printing medium becomes thicker than an area having a relatively large contact area.
- the bias in printing pressure is affected not only by the size of the contact area of the attention area (relief shape) but also by the sum of the contact areas in the peripheral area including the attention area (relief shape).
- the printing pressure (pressing amount of the printing plate) in the attention area varies depending on the area, halftone dot percentage, blank area, and the like.
- an area having a small contact area is thickened by a printed image on the printing medium depending on whether there is an area (solid, etc.) having a large contact area in the vicinity or not. Is different. Therefore, even in a halftone dot formation area with the same contact area ratio, the image density reproduced on the printing medium varies depending on the type of relief in the peripheral area, and various image quality such as isolated points and thin lines become thicker. Degradation may occur in different areas in the image. As described above, in the conventional flexographic printing technique, halftone dots and fine lines become thicker or thinner than expected, and it is difficult to ensure uniform print reproducibility in the image.
- the present invention has been made in view of the above circumstances, and can determine the relief (engraving shape) of the printing plate by taking into account the plate deformation according to the printing pressure distribution, and can reproduce a good image on the printing medium.
- the purpose is to provide the technology.
- One aspect of the present invention is a plate making method for forming a relief based on relief pattern data on a printing plate pressed against a printing medium, the step of calculating the relief pattern data based on the image data, and the image data Based on the printing pressure distribution of the printing plate pressed against the printing medium, calculating the correction amount of the relief pattern data based on the printing pressure distribution, and relief based on the correction amount And a step of correcting pattern data.
- the correction amount of the relief pattern data is calculated based on the printing pressure distribution, and the relief pattern data is corrected based on the calculated correction amount. Therefore, it is possible to correct the relief pattern data and determine the relief in consideration of plate deformation according to the printing pressure distribution, and it is possible to print and reproduce a good image on the printing medium.
- the relief pattern data can include any relief pattern data.
- a relief for halftone dot printing a relief for convex fine line printing, a relief for solid printing, and a relief for printing in other shapes can be included as appropriate. It is.
- the printing pressure distribution is estimated based on an area ratio of a portion in contact with the printing medium in a predetermined range of the printing plate.
- the printing pressure varies according to the ratio of the contact area (contact area) between the printing plate and the printing medium. Therefore, according to this aspect, it is possible to accurately estimate the printing pressure distribution.
- the relief includes a plurality of convex portions
- the relief pattern data includes data on the height of the plurality of convex portions and data on the shape
- the correction amount of the relief pattern data is the height of the plurality of convex portions. It relates to at least one of data and shape data.
- the relief can be corrected based on at least one of the height and shape of the convex portion.
- the plurality of convex portions have a base portion and a tip portion provided on the base portion and pressed against the printing medium, and the shape data of the plurality of convex portions is at least data of the shape of the tip portion. including.
- the relief formed on the printing plate can be corrected based on the shape data of the tip of the convex portion.
- the “tip portion of the convex portion” means an end portion including a portion (surface) that is pressed against the printing medium during printing.
- the data of the shape of the tip portions of the plurality of convex portions includes data of a portion of the tip portion that is in contact with the printing medium during printing.
- the relief formed on the printing plate can be corrected based on the data of the portion (surface) in contact with the printing medium at the time of printing in the tip portion of the convex portion.
- the plurality of convex portions have a base portion and a tip portion provided on the base portion and pressed against the printing material, and the height data of the plurality of convex portions includes the height of the tip portion,
- the present invention relates to at least one of the height of the base and the overall height of the tip and the base.
- the relief formed on the printing plate is corrected based on at least one of the height of the tip portion of the convex portion, the height of the base portion, and the overall height of the tip portion and the base portion. sell.
- the relief includes a plurality of convex portions
- the relief pattern data includes volume data of the plurality of convex portions
- the correction amount of the relief pattern data relates to data of the volumes of the plurality of convex portions.
- the relief formed on the printing plate can be corrected based on the volume data of the protrusions.
- the relief pattern data and the correction amount of the relief pattern data may directly target the volume data of the convex portion, or “determine the volume of the convex portion, which can indirectly express the volume data of the convex portion. “Elements (cross-sectional size, cross-sectional area, height, etc.)” may be targeted.
- the plate making method described above further includes a step of forming a relief on the printing plate based on the corrected relief pattern data.
- a good image can be printed and reproduced on the printing medium by the printing plate on which the correction of the relief pattern data and the determination of the relief are performed in consideration of the plate deformation according to the printing pressure distribution.
- Another aspect of the present invention is a plate making apparatus that forms a relief based on relief pattern data on a printing plate pressed against a printing medium, and a relief calculation unit that calculates relief pattern data based on image data;
- a printing pressure distribution estimation unit for estimating a printing pressure distribution of a printing plate pressed against a printing medium based on image data; and a correction amount calculation for calculating a correction amount of relief pattern data based on the printing pressure distribution
- a data correction unit that corrects relief pattern data based on a correction amount.
- Another aspect of the present invention relates to a printing apparatus including the plate making apparatus and a printing unit that presses a printing plate on which a relief is formed by the plate making apparatus against a printing medium.
- Another aspect of the present invention is a printing plate on which a relief is formed, wherein relief pattern data is calculated based on the image data, and the printing pressure distribution of the printing plate pressed against the printing medium is based on the image data. And a correction amount of the relief pattern data is calculated based on the printing pressure distribution, the relief pattern data is corrected based on the correction amount, and a relief plate based on the corrected relief pattern data is formed.
- a relief can be formed in consideration of the printing pressure distribution by analyzing the image content, estimating the printing pressure distribution, and performing data correction to correct the plate deformation estimated from the printing pressure distribution. It is. Therefore, it is possible to obtain a stable and good image printed matter as intended regardless of the image content.
- FIG. 5 is a diagram illustrating an example of a relationship between a flexographic printing plate area illustrated in FIG. 4 and a pressing amount during printing.
- FIG. 5 is a diagram illustrating an example of a relationship between a flexographic printing plate area illustrated in FIG. 4 and a printing pressure during printing.
- FIG. 5 is a plan view of a printing medium on which an ideal print image as a target when ideal printing is performed by the flexographic printing plate shown in FIG. 4.
- FIG. 5 is a plan view of a printing medium on which an actual print image is shown when normal printing is performed by the flexographic printing plate shown in FIG. 4.
- 1 is a block diagram illustrating a configuration of a flexographic printing system according to an embodiment of the present invention.
- FIG. 10 is a functional block diagram illustrating a configuration example of an exposure amount data generation unit in FIG. 9. It is a functional block diagram which shows the example of 1 structure of the engraving shape data correction
- FIG. 20 is a diagram illustrating an example of “corrected engraving shape data” obtained by correcting the engraving shape data illustrated in FIG. 19 based on a printing pressure distribution.
- FIG. 20 is a diagram showing another example of “engraved shape data after correction” obtained by correcting the engraving shape data shown in FIG. 19 based on the printing pressure distribution.
- 1 is an external perspective view showing an example of a relief formed on a part of a flexographic printing plate, and a relief engraved on a flexographic printing plate based on engraving shape data that is not corrected in consideration of a printing pressure distribution An example of (convex part) is shown.
- FIG. 2 is an external perspective view showing an example of a relief formed on a part of a flexographic printing plate, and a relief (engraved on a flexographic printing plate based on engraving shape data corrected in consideration of a printing pressure distribution) An example of a convex part) is shown.
- the convex part in the case of acting is shown, the part (b) shows the convex part when the standard printing pressure acts, and the part (c) shows the convex part when the printing pressure smaller than the standard acts.
- amends the sculpture shape (convex part tip part volume) of the small dot in a halftone dot according to printing pressure distribution (a) part is a printing pressure larger than a standard (B) part shows a convex part when a standard printing pressure acts, and (c) part shows a convex part when a printing pressure smaller than the standard acts. .
- FIG. 1 is a diagram illustrating an exemplary configuration of a main part of a flexographic printing machine 10.
- FIG. 2 is an enlarged view of a contact portion between the flexographic printing plate 1 and the printing medium 3 during printing.
- a flexographic printing machine (printing unit) 10 includes a flexographic printing plate 1, a plate cylinder 4 to which the flexographic printing plate 1 is attached via a cushion tape 2 such as a double-sided tape, and an anilox roller 8 to which ink is supplied by a doctor chamber 6. And an impression cylinder 9 installed so as to face the plate cylinder 4.
- Ink is transferred from the anilox roller 8 to the top (printing surface) of the relief 50 of the flexographic printing plate 1. Then, when the printing medium 3 passes between the plate cylinder 4 to which the flexographic printing plate 1 is attached and the impression cylinder 9, the flexographic printing plate 1 (the top of the relief 50) is pressed against the printing medium 3. As a result, the ink adhering to the top of the relief of the flexographic printing plate 1 is transferred to the printing medium 3, and a desired image is printed on the printing medium 3.
- FIG. 3 is a plan view showing an example of a laser engraving machine 20 that forms a relief 50 on the flexographic printing plate 1.
- the laser engraving machine 20 includes a drum 22 and an exposure head 28 for performing exposure engraving on a flexographic printing plate (printing plate) F held on the drum 22.
- the exposure head 28 is mounted on a stage 30 and can be moved by a focus position changing mechanism 32 and an intermittent feed mechanism 38.
- the focus position changing mechanism 32 includes a motor 34 and a ball screw 36 for moving the exposure head 28 back and forth with respect to the drum 22 to which the flexographic printing material F is attached.
- the movement of the exposure head 28 in the main scanning direction is controlled by the motor 34 and the ball screw 36, and the focus position of the exposure engraving process is adjusted.
- the intermittent feed mechanism 38 includes a ball screw 40 and a sub-scanning motor 42 that rotates the ball screw 40.
- the movement of the exposure head 28 (stage 30) in the sub-scanning direction is controlled by the ball screw 40 and the sub-scanning motor 42, and the exposure head 28 is intermittently fed in the direction of the axis 24 (sub-scanning direction) of the drum 22.
- the flexographic printing material F on the drum 22 is chucked by the chuck member 26, and the holding position on the drum 22 is fixed.
- the position where the flexographic printing material F is chucked by the chuck member 26 is an area where exposure by the exposure head 28 is not performed.
- the desired relief 50 is formed on the surface of the flexographic plate material F by irradiating the flexographic plate material F with the laser beam from the exposure head 28 while rotating the drum 22.
- the exposure head 28 stage 30 is intermittently fed in the sub-scanning direction, and then laser engraving of the next line is performed.
- the exposure scanning position is controlled by combining such “feeding of the flexographic printing plate F in the main scanning direction by rotation of the drum 22” and “intermittent feeding of the exposure head 28 in the sub-scanning direction”. Further, by controlling the intensity and on / off of the laser beam based on the exposure data (depth data) for each exposure scanning position, the relief 50 having a desired shape is laser-engraved on the flexographic printing plate F, and used for flexographic printing.
- the flexographic printing plate 1 (see FIGS. 1 and 2) to be used is formed.
- the flexographic printing plate 1 (particularly the relief 50) is formed by a flexible member rich in elasticity, and deforms according to the printing pressure. Accordingly, the amount of deformation of the relief 50 varies depending on the applied printing pressure, and the print image formed on the print medium 3 also changes.
- the printing pressure applied to the flexographic printing plate 1 fluctuates not only according to the type of relief 50 at the target position (such as white, halftone dot, convex fine line, solid, etc.) but also depending on the type of the surrounding relief 50.
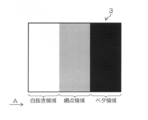
- FIG. 4 is a plan view showing an example of relief formed on a part of the flexographic printing plate 1.
- the relief 50 of the flexographic printing plate 1 shown in FIG. 4 is based on 1-bit image data.
- a “white area” for white printing is sandwiched between a “halftone area” in which reliefs 50 for printing halftone dots having a uniform halftone dot density (area ratio) are formed.
- the flexographic printing plate 1 has a plurality of types of regions (relief 50) as described above, the printing pressure applied to each region during printing varies depending on the type of the adjacent region. That is, while the halftone dot area receives a relatively strong printing pressure on the side close to the white area (see “strong printing pressure area” in FIG. 4), the halftone dot area on the side close to the solid area is compared. Weakly applied printing pressure (see “weak printing pressure region” in FIG. 4).
- FIG. 5 is a diagram showing an example of the relationship between the region of the flexographic printing plate 1 shown in FIG. 4 (position in the direction of arrow A in FIG. 4) and the amount of pressing during printing.
- 6 is a diagram showing an example of the relationship between the region of the flexographic printing plate 1 shown in FIG. 4 (position in the direction of arrow A in FIG. 4) and the printing pressure during printing.
- loads of the same magnitude are uniformly applied to each of the “white area”, “halftone area”, and “solid area” of the flexographic printing plate 1 shown in FIG. The relationship is shown.
- the “solid area” of the flexographic printing plate 1 is in full contact with the printing medium at the time of printing, and the push-down movement is obstructed. Therefore, compared with the “white area” and the “halftone area”, The amount of pushing down itself becomes small (see FIG. 5).
- the applied load is the same, the larger the ratio of the contact area with the printing medium, the smaller the pressure per unit area. Therefore, the “solid area” of the flexographic printing plate 1 that is in contact with the printing medium over the entire surface. ", The printing pressure is smaller than that of the" halftone dot area "that partially contacts the printing medium (see FIG. 6).
- the “halftone dot region” of the flexographic printing plate 1 is partially in contact with the printing medium at the time of printing, and the push-down movement is hindered. Therefore, the push-down amount at the time of printing is smaller than the “white region”.
- the pressing amount during printing is larger than that of the “solid region” (see FIG. 5).
- the printing pressure in the “halftone dot area” of the flexographic printing plate 1 is larger than the “white area” that does not contact the printing medium, and the “solid area” that has a larger contact area ratio with the printing medium. Bigger than.
- the pressing amount and the printing pressure during printing of the flexographic printing plate 1 are affected by the characteristics (relief 50, contact area) of each area itself, but are also affected by the type and characteristics of the adjacent area.
- the “halftone area” closer to the “white area” is affected by the press-down amount of the white area, a relatively strong printing pressure is applied, and the press-down quantity is also relatively large.
- a relatively strong printing pressure is applied, and the press-down quantity is also relatively large.
- a relatively weak printing pressure is applied due to the effect of the amount of depression of the solid region, and the amount of depression is relatively small (see FIGS. 5 and 6).
- the relief (small dots) in the halftone dot region where the degree of deformation varies depending on the printing pressure is affected by the type of the surrounding relief, and the printing state may change depending on the position.
- FIG. 7 is a plan view of the printing medium 3 on which a target ideal print image is shown when ideal printing is performed by the flexographic printing plate 1 shown in FIG.
- FIG. 8 is a plan view of the printing medium 3 on which an actual print image is shown when normal printing is performed by the flexographic printing plate 1 shown in FIG. Note that the flexographic printing plate 1 used for printing in FIG. 8 has a uniform plate thickness throughout, and the printing result on the printing medium 3 in FIG. 8 shows that there is no deviation in the plate thickness of the flexographic printing plate 1. Assumed.
- the printing pressure is biased due to the influence of the relief type of the peripheral area (see FIG. 6), and the printing state on the printing medium 3 is affected by such printing pressure bias. Therefore, in the actual printing by the flexographic printing plate 1 shown in FIG. 4, as shown in FIG. 8, the “strong printing pressure area” close to the white area and the “weak printing pressure” close to the solid area in the halftone dot area. Unevenness occurs in the printing state of “region”. As described above, since the printing state of the attention area depends on the engraving shape distribution (relief type) in the peripheral area, the normal flexographic printing may not obtain a printing result as intended by the user.
- the present inventor pays attention to the relationship between the printing pressure distribution and the printing state, determines the relief (engraving shape) of the printing plate in consideration of the plate deformation according to the printing pressure distribution, and prints the medium to be printed (covered).
- a new technology has been found that allows image reproduction on a printed material). That is, the image data to be printed is analyzed to estimate the printing pressure distribution applied to the flexographic printing plate 1, and the engraving shape is determined (corrected) in consideration of the deformation of the flexographic printing plate 1 based on the estimated printing pressure distribution.
- FIG. 9 is a block diagram showing a configuration of a flexographic printing system (printing relief creating system) 60 according to an embodiment of the present invention.
- the flexographic printing system 60 includes a RIP (Raster Image Processor) device 61 and a printing plate manufacturing device 62.
- RIP Raster Image Processor
- a printing plate manufacturing device 62 By these RIP device 61 and the printing plate manufacturing device 62, a relief 50 (relief pattern data) based on image data (relief pattern data) is provided.
- a plate making apparatus (plate making method) for forming a relief pattern) on the flexographic printing material F (flexographic printing plate 1) is configured.
- the RIP device 61 includes a RIP processing unit 66, a screening processing unit (binary image data generation unit) 68, and an exposure amount data generation unit 70.
- the RIP processing unit 66 outputs page description language (PDF) data such as PDF (Portable Document Format) data and PS (PostScript (registered trademark)) data representing a vector image of a printed document edited by a computer or the like. And raster image data.
- PDF page description language
- PS PostScript (registered trademark)
- Each pixel data constituting the raster image data can take 8 bits, that is, 256 (0 to 255) gradations for each channel in four channels of CMYK, for example, as gradation values. Such a gradation can be converted into a corresponding halftone dot area ratio (halftone dot density). For example, when each pixel data takes a value of 0 to 100, a solid portion is formed when the image data is 100, and when the image data is 0, a halftone dot protrusion (a dot printing protrusion, or , The protrusions) may not be formed.
- the exposure amount data generation unit 70 converts the binary image data into exposure amount data that can be expressed by 16 bits (65536 gradations) or the like. Details of the exposure amount data generation unit 70 will be described later (see FIG. 10).
- the printing plate manufacturing apparatus 62 has an engraving type CTP (Computer To Plate) drawing machine 72, and the CTP drawing machine 72 includes the laser engraving machine 20 (see FIG. 3).
- CTP drawing machine 72 includes the laser engraving machine 20 (see FIG. 3).
- laser engraving processing by the CTP drawing machine 72 is performed based on the exposure amount data supplied from the RIP device 61 (exposure amount data generation unit 70).
- the flexographic printing plate 1 in which the relief 50 reflecting the image to be printed is formed is engraved and manufactured.
- the flexographic printing plate 1 manufactured in this way is used in a flexographic printing machine 10 (see FIGS. 1 and 2) provided at a later stage, and is used to transfer and print a desired image on a printing medium 3.
- FIG. 10 is a functional block diagram showing a configuration example of the exposure amount data generation unit 70 of FIG.
- the exposure amount data generation unit 70 includes a projection height data conversion unit 74, an engraving shape data conversion unit 76, an engraving shape data correction unit 78, and an exposure amount data conversion unit 80.
- the projection height data conversion unit 74 converts the binary image data from the screening processing unit 68 into projection height data representing a two-dimensional distribution of the height of the relief 50 (projection height).
- the engraving shape data conversion unit 76 converts the projection height data supplied from the projection height data conversion unit 74 into higher-resolution engraving shape data (relief pattern data).
- This engraving shape data is data obtained by two-dimensionally interpolating the projection height data in order to reproduce the three-dimensional shape of the projection, and the depth indicating the distance in the depth direction of the flexographic printing plate F It can also be data.
- the projection height data conversion unit 74 and the engraving shape data conversion unit 76 constitute a “relief calculation unit that calculates relief pattern data based on image data”.
- the engraving shape data correction unit 78 corrects the engraving shape data (relief pattern data) based on the printing pressure distribution of the flexographic printing plate 1. Details of the engraving shape data correction unit 78 will be described later (see FIG. 11).
- the exposure amount data conversion unit 80 converts the engraving shape data (relief pattern data) corrected by the engraving shape data correction unit 78 into exposure amount data corresponding to the exposure light amount for the flexographic printing plate F.
- the exposure amount data conversion unit 80 (exposure amount data generation unit 70) is provided as a part of the RIP device 61 (see FIG. 9) in this example, but may be provided on the printing plate manufacturing device 62 side. Good.
- the exposure amount data is calculated from the corrected engraving shape data (relief pattern data).
- the printing plate manufacturing apparatus 62 uses the flexographic printing material F (flexographic plate material F). A relief 50 is formed on the printing plate 1).
- the data correction based on the printing pressure distribution of the flexographic printing plate 1 can be performed by various methods, and the data correction amount calculated based on the printing pressure distribution may be reflected in the engraving shape data or the exposure amount data. May be reflected.
- the engraving shape data including the correction amount is converted into exposure amount data, and an exposure process is performed using the converted exposure amount data.
- the data correction amount is reflected in the exposure amount data
- FIG. 11 a case where the data correction amount is reflected in the engraving shape data will be described.
- FIG. 11 is a functional block diagram showing a configuration example of the engraving shape data correction unit 78 of FIG.
- the engraving shape data correction unit 78 includes a printing pressure distribution estimation unit 82, a correction amount calculation unit 84, and a data correction unit 86.
- the printing pressure distribution estimation unit 82 estimates the printing pressure distribution of the flexographic printing plate 1 pressed against the printing medium 3 during printing based on the engraving shape data (image data).
- the printing pressure distribution estimation unit 82 may estimate the printing pressure distribution based on the image data before being converted into the engraving shape data, or may estimate the printing pressure distribution based on the engraving shape data.
- the engraving shape data representing the shape actually engraved It is preferable that the printing pressure distribution is estimated based on this.
- the correction amount calculation unit 84 calculates the correction amount of the engraving shape data (relief pattern data) based on the printing pressure distribution estimated by the printing pressure distribution estimation unit 82. A specific calculation example of the correction amount will be described later (see FIG. 14).
- the data correction unit 86 corrects the engraving shape data (relief pattern data) obtained by the engraving shape data conversion unit 76 based on the correction amount calculated by the correction amount calculation unit 84.
- FIG. 12 is a flowchart showing an outline of the processing flow in the engraving shape data correction unit 78 and the exposure amount data conversion unit 80, and an example in which the printing pressure distribution is estimated based on image data before conversion into engraving shape data. Show.
- the printing pressure distribution estimation unit 82 uses the printing pressure of the flexographic printing plate 1 based on image data before conversion into engraving shape data (see the example of 1-bit image data shown in FIG. 18 described later). Distribution is calculated (S10 in FIG. 12).
- the correction amount of the engraving shape data is calculated from the calculation result of the printing pressure distribution by the correction amount calculation unit 84, and the correction of the engraving shape data based on the calculated correction amount is performed by the data correction unit 86 (S11).
- the engraving shape data corrected with the printing pressure distribution taken into account is converted into exposure amount data in the exposure amount data converting section 80 (S12), and this exposure amount data is transferred to the printing plate manufacturing apparatus 62 (see FIG. 9). Sent.
- the exposure amount data for accurately forming the relief 50 having the engraving shape in consideration of the printing pressure distribution on the flexographic printing plate 1 can be calculated.
- FIG. 13 is a flowchart showing an outline of the processing flow in the engraving shape data conversion unit 76, the engraving shape data correction unit 78, and the exposure amount data conversion unit 80, and an example of estimating the printing pressure distribution based on the engraving shape data. Show.
- the engraving shape data conversion unit 76 converts the engraving shape data from the projection height data (image data). Conversion is calculated (S20 in FIG. 13).
- the printing pressure distribution of the flexographic printing plate 1 is calculated in the printing pressure distribution estimation unit 82 (S21). Then, calculation of the correction amount of the engraving shape data based on the printing pressure distribution and execution of the correction are performed in the correction amount calculation unit 84 and the data correction unit 86 (S22), and the corrected engraving shape data is converted into the exposure amount data conversion unit 80. In FIG. 10, it is converted into exposure amount data (S23).
- FIG. 14 is a flowchart for explaining an example of a process for calculating a printing pressure distribution based on image data (engraving shape data) and calculating a correction amount based on the printing pressure distribution.
- Each process in the flow in FIG. 14 is mainly performed in the correction amount calculation unit 84 (see FIG. 11) of the engraving shape data correction unit 78, but even if a part of the process is performed by other units as necessary. Good.
- the ROI (Region of Interest) size, which is the “printing pressure distribution range (predetermined range) as the basis for calculating the correction amount of engraving shape data”, is determined based on the plate hardness and viscoelasticity of the flexographic printing plate 1. It is desirable that Therefore, first, the ROI (printing pressure distribution range) is determined based on the plate hardness and viscoelasticity of the flexographic printing plate 1 that is obtained in advance and stored in a memory or the like (S30 in FIG. 14).
- FIG. 15 is a diagram showing an example of an image for explaining the ROI.
- the ROI is composed of a predetermined area centered on the target position (target pixel) in the image, and the correction amount of the relief sculpture (sculpture shape data) at the target position is calculated based on the printing pressure distribution in the ROI.
- the Therefore, the ROI is set for each position in the image, and “revision engraving correction amount calculation of the target position based on the printing pressure distribution in the ROI” described later is performed while sequentially changing the target position in the image.
- the flexographic printing plate 1 has a plate hardness (Shore A) of 79 ° and a viscoelasticity of about 15 MPa and a circular ROI as shown in FIG.
- the size (diameter) of the ROI is set. It may be set in the range of 500 ⁇ m to 3000 ⁇ m. In the example shown in FIG. 15, a circular ROI centered on the position of interest is set, but the size and shape of the ROI are not particularly limited.
- the contact area ratio (contact area ratio) of the flexographic printing plate 1 with respect to the printing medium 3 in the ROI range is calculated (S31 in FIG. 14).
- the area (contact area) of the relief portion that is in contact with the printing medium 3 in the ROI during printing and corresponds to the support of the flexographic printing plate 1 with respect to the printing medium 3 with respect to the “area of the entire ROI” ”(Contact area ratio in ROI) S1 is calculated.
- S1 the entire area in the ROI
- the vicinity area (neighboring area) of the vicinity of the target pixel (corresponding to the number of lines)” (hereinafter referred to as “neighboring area”) ”
- the ratio of the “area of the relief portion in contact with the printing medium 3” (the contact area ratio in the vicinity of the target pixel) S2 is calculated.
- This neighborhood range is set to be narrower than the ROI range.
- the “contact area ratio S1 in the ROI” becomes smaller than 1 and approaches 0 (S1 ⁇ 1).
- the “ground area ratio S1 in the ROI” approaches 1 (S1 ⁇ 1)
- the contact area ratio S2 in the vicinity becomes 1 or less (S2 ⁇ 1)
- the type of relief at the target position is determined. First, it is determined whether or not the target position is an area corresponding to a halftone dot (S32 in FIG. 14). This determination is made for each target position (target pixel) based on the image data (engraving shape data).
- the above ratio S is an index indicating the difference between the “contact area ratio S2 near the target position” and the “contact area ratio S1 in the ROI”. Therefore, when “the ground contact area ratio S1 in the ROI” is set to “the ground contact area ratio of the reference halftone dot”, it is compared with the “ground contact area ratio of the reference halftone dot” (that is, the ground contact area ratio around the target position). Thus, how much the “contact area ratio at the target position” differs is represented by the ratio S.
- FIG. 16 is a diagram showing an example of the relationship between the ratio S of “the ground contact area ratio S1 in the ROI” and “the ground contact area ratio S2 in the vicinity of the target pixel” and “the correction amount of the halftone dot engraving shape data”. is there.
- the horizontal axis represents the above “ratio S” (neighboring range / ROI ground contact area ratio), and the vertical axis represents “engraving shape data correction amount”.
- the ratio S of “the ground contact area ratio S1 in the ROI” and “the ground contact area ratio S2 in the vicinity of the target pixel” is 1 if the ground contact area ratio in the ROI is uniform (“ Reference value ”).
- the value of the ratio S becomes larger than 1.
- the ratio S becomes larger than the reference value as the contact area ratio of the target position (target pixel) becomes larger than the surrounding area (inside the ROI) (as the surrounding area approaches the white area).
- the ratio S becomes larger than the reference value
- the “correction amount of engraving shape data” considering that “a printing pressure larger than the reference acts” increases, and for example, the ground contact area and the relief height are reduced.
- the contact area ratio of the target position (target pixel) becomes smaller than the surrounding area (inside the ROI) (as the surrounding area approaches the solid area)
- the ratio S becomes smaller than the reference value
- the ratio S becomes smaller than the reference value.
- the smaller the value the larger the “engraving shape data correction amount” considering that “a printing pressure smaller than the reference acts”, and for example, the ground contact area and the relief height are increased.
- data representing “engraving shape data correction amount” as shown in FIG. 16 is determined according to the system to be used (flexographic printing system 60). Accordingly, the “engraving shape data correction amount” with respect to the ratio S of the “contact area ratio S1 in the ROI” and the “contact area ratio S2 in the vicinity of the target pixel” obtained in advance for each type of relief according to the system used.
- the data is stored in a predetermined memory or the like (not shown), and is read and used as appropriate when calculating the “engraving shape data correction amount”.
- the “correction amount of engraving shape data” when the target position is a halftone dot is calculated.
- the “correction amount of engraving shape data” is calculated in the same manner.
- the characteristic of “the relative ratio of the contact area ratio—the correction amount of the engraving shape data”, which is the basis for calculating the correction amount of the engraving shape data in this case, is the characteristic when the position of interest is a convex thin line. This is different from the characteristic when the position is a halftone dot (see FIG. 16).
- the correction amount is not calculated and the data correction unit 86 (see FIG. 11).
- the sculpture shape data is not corrected and is skipped. This is because in the solid area, the flexographic printing plate 1 and the printing medium 3 are in contact with each other over the entire surface, so that it is not necessary to correct the engraving shape data.
- the characteristic of “the relative ratio of the contact area ratio—the correction amount of the engraving shape data”, which is the basis for calculating the correction amount of the engraving shape data in this case, is the characteristic when the target position is a halftone dot (see FIG. 16). This is different from the characteristics in the case of a thin line or a convex fine line.
- the characteristic of “the relative ratio of the contact area ratio—the correction amount of the engraving shape data” used when calculating the correction amount of the engraving shape data described above is the same as the ROI size.
- the characteristic is determined according to the plate hardness and viscoelasticity of the flexographic printing plate 1 (flexographic printing material F) to be used. .
- the engraving shape data is corrected based on the determined correction amount in the data correction unit 86 (see FIG. 11) of the engraving shape data correction unit 78.
- the data correction unit 86 may be provided integrally with the exposure amount data conversion unit 80, and the “data correction amount” obtained based on the printing pressure distribution is directly reflected in the engraving shape data. Instead, it may be indirectly reflected in the exposure amount data.
- FIG. 17 is a table (conversion table) showing an example of an exposure table that realizes shape correction.
- “Engraving shape data correction amount (“ correction amount 1 ”to“ correction amount 5 ”)” and “attention position (attention “Relief type” of “pixel” is associated with “exposure table (“ exposure table 1 ”to“ exposure table 5 ”in“ halftone dot ”,“ convex thin line ”and“ others ”)”.
- each of the determined “engraving shape data correction amounts” (“correction amount 1” to “correction” in FIG. 17).
- Exposure amount data corresponding to the “halftone”, “convex thin line”, and “other” may be predetermined (“exposure table 1” to “exposure table”). 5 ").
- the exposure amount data conversion unit 80 generates exposure amount data in which the correction amount is reflected for each of the cases where the target position is a halftone dot, a convex fine line, a solid, or the like, based on the conversion table as shown in FIG. Can be calculated.
- the printing plate manufacturing apparatus 62 can perform appropriate relief engraving on the flexographic printing plate 1.
- the numerical value (correction reflection value: exposure table) stored in the conversion table as shown in FIG. 17 is corrected.
- “Exposure amount data reflecting the correction amount” may be calculated by multiplying the previous exposure amount data (exposure amount data derived from the engraving shape data before correction).
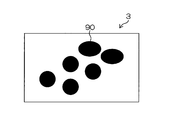
- FIG. 18 is a diagram showing an example of image data (1-bit image data) before conversion into engraving shape data
- FIG. 19 is a diagram showing an example of engraving shape data obtained from the image data of FIG.
- Each of FIGS. 18 and 19 shows a print image 90 reproduced on the print medium 3 by image data / engraving shape data.
- the printing pressure distribution of the flexographic printing plate 1 is estimated based on the area ratio of the portion of the flexographic printing plate 1 in contact with the printing medium 3 within a predetermined range. It may be estimated based on “image data before conversion into shape data” or may be estimated based on “engraving shape data” as shown in FIG.
- FIGS. 20 and 21 are diagrams illustrating “engraved shape data after correction” obtained by correcting the engraving shape data shown in FIG. 19 based on the printing pressure distribution.
- the influence of the surrounding printing pressure distribution is ignored and reproduced on the printing medium 3 by normal flexographic printing (transfer printing) based on “corrected engraving shape data”.
- a printed image 90 is shown.
- the “engraving shape data” is corrected so that the print image 90 is thick overall, and in the example shown in FIG.
- the “engraving shape data” is corrected so that the print image 90 is thin as a whole. Therefore, for example, when the printing pressure applied to the target position becomes smaller than usual due to the surrounding state, the printing pressure applied is corrected by correcting to “engraved shape data that thickens the print image 90” as shown in FIG. Even if the pressure is smaller than normal, as a result, it is possible to reproduce the same print image 90 on the printing medium 3 as when normal printing pressure is applied.
- the printing pressure applied to the target position becomes larger than usual due to the surrounding state, the printing pressure applied is corrected by correcting to “engraving shape data that makes the print image 90 thin” as shown in FIG. Even if the pressure is higher than normal, as a result, it is possible to reproduce the same print image 90 on the printing medium 3 as when normal printing pressure is applied.
- FIG. 22 is an external perspective view showing an example of the relief 50 formed on a part of the flexographic printing plate 1, and the flexographic printing plate 1 is based on engraving shape data that is not corrected in consideration of the printing pressure distribution.
- An example of the relief 50 (convex part 51) created on the top is shown.
- FIG. 23 is an external perspective view showing an example of the relief 50 formed on a part of the flexographic printing plate 1, and is based on the engraving shape data corrected in consideration of the printing pressure distribution on the flexographic printing plate 1.
- An example of the relief 50 (convex portion 51) created by engraving is shown.
- the relief pattern formed on the flexographic printing plate 1 includes a plurality of convex portions 51, and each convex portion has a base portion and a tip portion that is provided on the base portion and pressed against the printing medium 3. .
- the engraving shape data includes the height data and the shape data of the plurality of convex portions 51 included in the relief pattern, and the correction amount of the engraving shape data based on the printing pressure distribution is the height of these convex portions 51. It is preferable to relate to at least one of the data and the shape data.
- the shape data of the convex portion 51 includes at least data on the shape of the tip portion.
- the data on the shape of the tip portion is data on a portion (surface) of the tip portion that is in contact with the printing medium during printing. It is preferable to contain.
- the height data of the plurality of protrusions is preferably related to at least one of the height of the tip, the height of the base, and the overall height of the tip and the base, In particular, it is preferable to relate to the overall height and the height of the tip.
- the shape of the tip portion It is preferable to adjust (diameter: see “D B ” in FIG. 23).
- FIG. 24 is an external view of the convex portion 51 for explaining an example of correcting the engraving shape (tip shape) of the small dots in the halftone dots in accordance with the printing pressure distribution, and the portion (a) is more than the standard.
- the convex part 51 when the large printing pressure acts is shown
- the part (b) shows the convex part 51 when the standard printing pressure acts
- the part (c) when the printing pressure smaller than the standard acts The convex part 51 of this is shown.
- Each of the convex portions 51 has a truncated cone-shaped base portion 52 and a columnar tip portion 53 provided on the base portion 52, and the tip portion 53 has the same cross-sectional diameter as the top portion of the base portion 52. have.
- the data of the shape of the plurality of convex portions 51” of the engraving shape data includes at least the data of the shape of the tip portion 53, and this “data of the shape of the tip portion 53” Including the data of the portion in contact with the printing medium 3 during printing, the shape (diameter) of the tip 53 of the convex portion 51 is corrected and adjusted according to the printing pressure distribution.
- the printing pressure applied to the target position is larger than the expected standard size due to the influence from the surroundings (when it is excessive), compared with the standard printing pressure (part (b) in FIG. 24), The diameter of the front end portion 53 of the convex portion 51 is reduced to reduce the cross-sectional area of the front end portion (see “D1” in part (a) of FIG. 24).
- FIG. 25 is an external view of a convex portion 51 (relief 50) for explaining an example of correcting the engraving shape (convex height) of a small dot in a halftone dot according to the printing pressure distribution, (a) The portion shows the convex portion 51 when a printing pressure larger than the standard acts, the portion (b) shows the convex portion 51 when the standard printing pressure acts, and the portion (c) shows a marking smaller than the standard. The convex part 51 in case a pressure acts is shown.
- the “diameter of the tip 53 of the convex portion 51 (relief 50)” is adjusted to correct the engraving shape data based on the printing pressure distribution.
- Such a correction may be performed by adjusting (lower layer / higher layer). That is, by adjusting the height of the ground contact portion of the tip 53 of the convex portion 51, the magnitude of the printing pressure applied to the position of interest can be adjusted to prevent unintentional deformation of the convex portion 51 during printing. Is possible.
- the adjustment of the “height of the convex portion 51” here is to adjust the relative relief height in the relief forming area of the flexographic printing plate 1, for example, an area for printing a solid part ( This is the adjustment of the relative position (relative height) based on the position (height) of the top of the relief in the “solid region” in FIG.
- the ground contact surface (minimum ground contact surface) of the relief 50 (convex portion 51) used for halftone dot printing having the minimum diameter may be limited. By adjusting the “height of the convex portion 51”, it is possible to control the relative distance from the printing medium 3 and to reduce the print small dot diameter.
- the “height of the convex portion 51” of the tip portion 53 of the convex portion 51 is also standard. (See “T2” in part (b) of FIG. 25).
- the printing pressure applied to the target position is larger than the expected standard size due to the influence from the surroundings (when it is excessive), compared to the standard printing pressure (part (b) in FIG. 25).
- “Height of the convex portion 51” is reduced (see “T1” in FIG. 25A).
- FIG. 26 is an external view of the convex portion 51 (relief 50) for explaining an example of correcting the engraving shape (convex tip portion volume) of the small dots in the halftone dots according to the printing pressure distribution.
- Part shows the convex part 51 when the printing pressure larger than the standard acts
- part shows the convex part 51 when the standard printing pressure acts
- part is smaller than the standard.
- the convex part 51 in case printing pressure acts is shown.
- the engraving shape data correction based on the printing pressure distribution is performed by adjusting the size of the convex portion 51 (relief 50) in the one-dimensional direction (tip portion diameter, convex portion height).
- the engraving shape data may be corrected based on the printing pressure distribution from a three-dimensional viewpoint. That is, the engraving shape data directly or indirectly includes volume data of the plurality of convex portions 51 included in the relief pattern, and the correction amount of the engraving shape data based on the printing pressure distribution relates to this volume data.
- volume data of the convex portion 51 is an indirect “represented by the data of the cross-sectional shape (cross-sectional diameter, etc.) and the height data of the convex portion 51 (the base portion 52 and the tip portion 53). It may be “volume data”.
- each convex portion 51 is integrally provided on the top of the truncated cone-shaped base 52 so that the bottom of the truncated cone-shaped tip 53 is located. Does not match the cross-sectional diameter of the bottom portion of the tip portion 53, and has a relationship of “cross-sectional diameter of the top portion of the base portion 52”> “cross-sectional diameter of the bottom portion of the tip portion 53”. In such a configuration, it is possible to control the printing small dot diameter by adjusting the “volume of the tip portion 53 of the convex portion 51”.
- the tip of the tip 53 of the convex portion 51 has a standard size
- the diameter and height of the part 53 are determined (see “D2” and “TH2” in part (b) of FIG. 26).
- the printing pressure applied to the target position is larger than the expected standard size due to the influence from the surroundings (when it is excessive), compared with the standard printing pressure (part (b) in FIG. 26). Then, the diameter and height of the tip portion 53 are determined so that the volume of the tip portion 53 of the convex portion 51 is reduced (see “D1” and “TH1” in part (a) of FIG. 26).
- the tip portion 53 it is possible to perform prediction correction that reduces the “thickness of the ground contact portion and the printed image 90” that may be caused by the deformation of the convex portion 51 (the tip portion 53). Further, when the printing pressure applied to the target position is smaller than an expected standard size due to the influence from the surroundings (when it is too small), compared with the case of the standard printing pressure (part (b) in FIG. 26). Then, the diameter and height of the tip portion 53 are determined so that the volume of the tip portion 53 of the convex portion 51 is increased (see “D3” and “TH3” in part (c) of FIG. 26). Accordingly, it is possible to perform prediction correction that reduces the influence of “thinning of the ground contact portion and the print image 90” that may be caused by insufficient deformation of the convex portion 51 (tip portion 53) due to the small printing pressure.
- the volume of the base portion 52 may be adjusted. That is, in order to reduce the influence from the surroundings on the printing pressure, the volume of the foundation 52 is reduced when a printing pressure larger than the standard is applied, and the foundation is applied when a printing pressure smaller than the standard is applied.
- the diameter and height of the base portion 52 may be determined so that the volume of the portion 52 is increased ("DB1" to "DB3", “TH1” to "(a) portion to (c) portion in FIG. 26"). (See “TH3”).
- the volume of the tip portion 53 usually has a greater influence on the printing pressure than the base portion 52, it is often better to preferentially control the volume (diameter, height) of the tip portion 53.
- the engraving shape (engraving shape data) of the relief 50 (projection 51) for the halftone dots of the flexographic printing plate 1 may be adjusted by a method other than the above, and the methods shown in FIGS. 24 to 26 described above.
- the diameter and height of the tip portion 53 of the convex portion 51, the diameter and height of the base portion 52, the size ratio (volume ratio) between the tip portion 53 and the base portion 52, and the like may be adjusted as appropriate. .
- FIG. 27 is an external view of a convex portion 51 for explaining an example of correcting a relief engraving shape (tip portion shape) for convex fine line printing in accordance with the printing pressure distribution, and the portion (a) is for convex fine line printing.
- It is an external appearance perspective view of the convex part 51 of this
- (b) part shows sectional drawing of the convex part 51 in case a printing pressure larger than a standard acts
- (c) part is a case where standard printing pressure acts Sectional drawing of the convex part 51 of this is shown
- (d) part shows sectional drawing of the convex part 51 in case printing pressure smaller than a standard acts.
- the convex portion 51 for printing convex fine lines in this example has a base portion 52 and a tip portion 53 provided on the top surface of the base portion 52, and the base portion 52 has a quadrangular prism shape with a trapezoidal side surface.
- the distal end portion 53 has a quadrangular prism shape with a rectangular side surface.
- the “top portion (grounding portion in contact with the printing medium 3)” of the tip portion 53 of the convex portion 51. ) "Is also set to a standard size (see” D2 "in part (c) of FIG. 27).
- the printing pressure applied to the target position is larger than the expected standard size due to the influence from the surroundings (when it is excessive), compared with the standard printing pressure (part (c) in FIG. 27). Then, the size (width) of the tip portion 53 of the convex portion 51 is reduced to reduce the tip cross-sectional area (see “D1” in the portion (b) of FIG. 27).
- the engraving shape data may be corrected from a three-dimensional viewpoint, and the magnitude of the printing pressure applied to the target position is adjusted by controlling the volume of the convex portion 51 (particularly, the volume of the tip portion 53). It is possible to prevent unintended deformation of the convex portion 51 during printing.
- FIG. 28 is an external view of a convex portion 51 (relief 50) for explaining an example of correcting a relief engraving shape (tip end volume) for convex fine line printing in accordance with a printing pressure distribution.
- It is an external appearance perspective view of the convex part 51 for convex fine line printing
- (b) part shows sectional drawing of the convex part 51 in case a printing pressure larger than a standard acts
- (c) part is standard printing pressure Sectional drawing of the convex part 51 in case of the action is shown
- part (d) shows a sectional view of the convex part 51 in case the printing pressure smaller than the standard acts.
- the base portion 52 of the convex portion 51 for printing convex fine lines in this example has a trapezoidal square columnar shape as in the convex portion 51 of FIG. 27, but the tip 53 also has a trapezoidal square side surface. It has a columnar shape.
- the tip of the tip 53 of the convex portion 51 has a standard size
- the size (width) of the “top portion (grounding portion) in contact with the printing medium 3” in the portion 53 is also set to a standard size (see “D2” in the portion (c) of FIG. 28).
- the printing pressure applied to the target position is larger than the expected standard size due to the influence from the surroundings (when it is excessive), compared with the standard printing pressure (part (c) in FIG. 27).
- the size (width) of the ground contact portion in contact with the print medium 3 in the tip portion 53 is determined so that the volume of the tip portion 53 of the convex portion 51 is reduced (see “D1” in the portion (b) of FIG. 28). . Accordingly, it is possible to perform prediction correction that reduces the “thickness of the ground contact portion and the printed image 90” that may be caused by the deformation of the convex portion 51 (the tip portion 53). Further, when the printing pressure applied to the target position is smaller than the expected standard size due to the influence from the surroundings (when it is too small), compared with the case of the standard printing pressure (part (c) in FIG. 27).
- the size (width) of the ground contact portion in contact with the print medium 3 in the tip portion 53 is determined so that the volume of the tip portion 53 of the convex portion 51 is increased (see “D3” in the portion (d) of FIG. 27). Accordingly, it is possible to perform prediction correction that reduces the influence of “thinning of the ground contact portion and the print image 90” that may be caused by insufficient deformation of the convex portion 51 (tip portion 53) due to the small printing pressure.
- the engraving shape (engraving shape data) of the relief 50 (convex portion 51) for the convex fine line of the flexographic printing plate 1 may be adjusted by a method other than the above, and the methods shown in FIGS. 27 to 28 described above.
- the width and height of the tip portion 53 of the convex portion 51, the width and height of the base portion 52, the size ratio (volume ratio) between the tip portion 53 and the base portion 52, and the like may be adjusted as appropriate. .
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Human Computer Interaction (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Printing Plates And Materials Therefor (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Abstract
被印刷体に押し当てられる印刷版に、レリーフパターンデータに基づくレリーフを形成する製版方法は、画像データに基づいて、被印刷体に押し当てられた印刷版の印圧分布を推定するステップ(S10)と、印圧分布に基づいて、彫刻形状データ(レリーフパターンデータ)の補正量を算出するステップと、補正量に基づいて、彫刻形状データを補正するステップ(S11)と、補正された彫刻形状データから露光量データを取得するステップ(S12)とを含む。このようにして得られる露光量データに基づく露光(彫刻)処理によって、印圧分布に応じた版変形を加味したレリーフが印刷版に形成され、被印刷媒体上において画像の印刷再現を良好に行うことが可能となる。
Description
本発明は、製版方法、製版装置、印刷装置及び印刷版に関し、例えばフレキソ版材をレーザー彫刻することで製版される印刷版に関する。
印刷用凸版はフレキソ印刷等の印刷分野において広く採用されており、特に近年では、環境に優しい印刷方式としてフレキソ印刷が注目されている。
フレキソ印刷では、柔軟で弾力性のある版材と、インク(水性インク、UVインク等)とを使用して印刷が行われる。フレキソ印刷で使用する版材は、その弾力性のために印圧(押し込み量)に応じて変形する。したがって、フレキソ印刷版は、表面に凹凸を有する段ボール等の被印刷媒体に対しても適切に追従密着し、良好な転写印刷を行うことができる。
特許文献1は、フレキソ印刷で採用される印刷用凸版を開示する。この印刷用凸版は、平網部領域において、印刷面の高さが相互に異なる複数種類の網点主突起部を有する。特許文献1では、小さな網点の局所太りを回避し、ベタ部近傍における非印字欠陥の発生を解消して、一部の網点突起部を低層化したことによる印圧の不安定性を解消することが図られている。
特許文献2は、印刷版のパターン領域が転写されることで被転写体表面に形成された転写領域が、パターン領域よりも伸び広がった台形状に形成されることを防止するための印刷版を開示する。この印刷版では、パターン領域データよりも縮小されたパターン領域が設けられ、パターン領域のうち、版胴の回転方向における先端側に存在して先に印刷転写される部分の縮小率は、後端側に存在して後に印刷転写される部分の縮小率よりも小さくなっている。
フレキソ印刷等で使用される印刷版の理想的な版変形特性としては、印刷時の印圧によって、印刷版の表面付近(インク転写に関わる部分)は変形せずに、高さ方向にのみ沈み込むように印刷版(レリーフ部分)が変形することが望ましい。しかしながら、実際の印刷では、印刷版の表面付近から変形してしまう。
このような印刷版の変形は、被印刷媒体との間で生じる印圧の大きさに応じて変動する。印刷版と被印刷媒体との間の印圧は、印刷版のレリーフ形状によって変わり、両者間の接触面積の大小に影響される。すなわち、印刷版のうち、比較的大きな接触面積を有するエリア(例えば、ベタ形成エリア)よりも、比較的小さな接触面積を有するエリア(例えば、網点(孤立点)形成エリア)のほうが、圧力が集中して印圧が大きくなる傾向がある。したがって、比較的大きな接触面積を有するエリアよりも、比較的小さな接触面積を有するエリアのほうが、版変形が大きくなって、被印刷媒体上の印刷画像が太る傾向がある。
また、印圧の偏りは、注目エリアの接触面積の大きさ(レリーフ形状)だけではなく、注目エリアを含む周辺領域における接触面積の総和(レリーフ形状)の影響を受け、周辺の画像種類(ベタ領域、網パーセント、白抜け等)によって注目エリアにおける印圧(印刷版の押し込み量)が変動する。
このため、小さな接触面積を有するエリア(孤立点等)は、近傍に大きな接触面積を有するエリア(ベタ等)がある場合と、そうではない場合とで、被印刷媒体上における印刷画像の太り方が異なる。したがって、同じ接触面積率を持つ網点形成エリアであっても、周辺領域のレリーフ種類によって、被印刷媒体上で再現される画像濃度が異なってしまい、孤立点や細線が太る等の様々な画質劣化が画像中の異なる領域で発生する場合がある。このように、従来のフレキソ印刷技法では、網点ドットや細線が想定以上に太くなったり細くなったりして、画像内で均一な印刷再現性を保証することが難しかった。
本発明は上述の事情に鑑みてなされたものであり、印圧分布に応じた版変形を加味して印刷版のレリーフ(彫刻形状)を決定し、被印刷媒体上における良好な画像再現を可能とする技術を提供することを目的とする。
本発明の一態様は、被印刷媒体に押し当てられる印刷版に、レリーフパターンデータに基づくレリーフを形成する製版方法であって、画像データに基づいて、レリーフパターンデータを算出するステップと、画像データに基づいて、被印刷媒体に押し当てられた印刷版の印圧分布を推定するステップと、印圧分布に基づいて、レリーフパターンデータの補正量を算出するステップと、補正量に基づいて、レリーフパターンデータを補正するステップと、を含む製版方法に関する。
本態様によれば、印圧分布に基づいてレリーフパターンデータの補正量が算出され、算出された補正量に基づいてレリーフパターンデータが補正される。したがって、印圧分布に応じた版変形を加味したレリーフパターンデータの補正及びレリーフの決定を行うことができ、良好な画像を被印刷媒体上に印刷再現することが可能である。
なお、レリーフパターンデータは、任意のレリーフのパターンデータを含むことができ、例えば網点印刷用レリーフ、凸細線印刷用レリーフ、ベタ印刷用レリーフ、その他の形状の印刷用レリーフを適宜含むことが可能である。
望ましくは、印圧分布は、印刷版の所定範囲のうち被印刷媒体と接する部分の面積割合に基づいて推定される。
印圧は、印刷版と被印刷媒体との接触面積(接地面積)の割合に応じて変動する。したがって、本態様によれば、印圧分布を精度良く推定することができる。
望ましくは、レリーフは、複数の凸部を含み、レリーフパターンデータは、複数の凸部の高さのデータ及び形状のデータを含み、レリーフパターンデータの補正量は、複数の凸部の高さのデータ及び形状のデータのうち少なくともいずれか一方に関する。
本態様によれば、凸部の高さ及び形状のうち少なくともいずれか一方に基づいて、レリーフを補正することができる。
望ましくは、複数の凸部は、基礎部と、基礎部上に設けられ被印刷体に押し当てられる先端部とを有し、複数の凸部の形状のデータは、少なくとも先端部の形状のデータを含む。
本態様によれば、凸部の先端部の形状のデータに基づいて、印刷版に形成されるレリーフを補正しうる。なお、「凸部の先端部」とは、印刷時に被印刷媒体に押し当てられる部分(面)を含む端部を意味する。
望ましくは、複数の凸部の先端部の形状のデータは、先端部のうち印刷時に被印刷媒体と接する部分のデータを含む。
本態様によれば、凸部の先端部のうち印刷時に被印刷媒体と接する部分(面)のデータに基づいて、印刷版に形成されるレリーフを補正しうる。
望ましくは、複数の凸部は、基礎部と、基礎部上に設けられ被印刷体に押し当てられる先端部とを有し、複数の凸部の高さのデータは、先端部の高さと、基礎部の高さと、先端部及び基礎部の全体の高さとのうち少なくともいずれか一つに関する。
本態様によれば、凸部の先端部の高さと、基礎部の高さと、先端部及び基礎部の全体の高さとのうち少なくともいずれかに基づいて、印刷版に形成されるレリーフを補正しうる。
望ましくは、レリーフは、複数の凸部を含み、レリーフパターンデータは、複数の凸部の体積のデータを含み、レリーフパターンデータの補正量は、複数の凸部の体積のデータに関する。
本態様によれば、凸部の体積のデータに基づいて、印刷版に形成されるレリーフを補正することができる。
なお、レリーフパターンデータ及びレリーフパターンデータの補正量は、凸部の体積のデータを直接的に対象としてもよいし、凸部の体積のデータを間接的に表現可能な「凸部の体積を決める要素(断面サイズ、断面積、高さ等)」を対象としてもよい。
望ましくは、上述の製版方法は、補正されたレリーフパターンデータに基づいて印刷版にレリーフを形成するステップを更に含む。
本態様によれば、印圧分布に応じた版変形を加味したレリーフパターンデータの補正及びレリーフの決定が行われた印刷版によって、良好な画像を被印刷媒体上に印刷再現することができる。
本発明の他の態様は、被印刷媒体に押し当てられる印刷版に、レリーフパターンデータに基づくレリーフを形成する製版装置であって、画像データに基づいて、レリーフパターンデータを算出するレリーフ算出部と、画像データに基づいて、被印刷媒体に押し当てられた印刷版の印圧分布を推定する印圧分布推定部と、印圧分布に基づいて、レリーフパターンデータの補正量を算出する補正量算出部と、補正量に基づいて、レリーフパターンデータを補正するデータ補正部と、を含む製版装置に関する。
本発明の他の態様は、上記の製版装置と、製版装置によってレリーフが形成される印刷版を被印刷媒体に押し当てる印刷部と、を備える印刷装置に関する。
本発明の他の態様は、レリーフが形成された印刷版であって、画像データに基づいてレリーフパターンデータが算出され、被印刷媒体に押し当てられた印刷版の印圧分布が画像データに基づいて推定され、レリーフパターンデータの補正量が印圧分布に基づいて算出され、補正量に基づいてレリーフパターンデータが補正され、補正されたレリーフパターンデータに基づくレリーフが形成された印刷版に関する。
本発明によれば、画像内容を解析して印圧分布を推定し、印圧分布から推測される版変形を是正するようなデータ補正を行うことで、印圧分布を加味したレリーフ形成が可能である。したがって、画像内容によらず、目標通りの安定した良好な画像印刷物が得ることができる。
添付図面を参照して本発明の実施形態について説明する。以下では、本発明を「フレキソ印刷」に適用する例について説明するが、これに限定されるものではない。本発明は、レリーフが形成される印刷版を利用する印刷技術に対して広く適用可能である。
図1は、フレキソ印刷機10の要部構成例を示す図である。図2は、印刷時におけるフレキソ印刷版1と被印刷媒体3との接触箇所の拡大図である。
フレキソ印刷機(印刷部)10は、フレキソ印刷版1と、フレキソ印刷版1が両面テープ等のクッションテープ2を介して取り付けられる版胴4と、ドクターチャンバ6によりインクが供給されるアニロックスローラ8と、版胴4と対向するように設置される圧胴9とを備える。
フレキソ印刷版1のレリーフ50の頂部(印刷面)には、アニロックスローラ8からインクが転写される。そして、フレキソ印刷版1が取り付けられた版胴4と圧胴9との間を被印刷媒体3が通過する際に、被印刷媒体3にフレキソ印刷版1(レリーフ50の頂部)が押し当てられることで、フレキソ印刷版1のレリーフ頂部に付着するインクが被印刷媒体3に転写され、被印刷媒体3上に所望画像が印刷形成される。
図3は、フレキソ印刷版1にレリーフ50を形成するレーザー彫刻機20の一例を示す平面図である。
レーザー彫刻機20は、ドラム22と、ドラム22上に保持されるフレキソ版材(印刷版)Fを露光彫刻するための露光ヘッド28とを備える。露光ヘッド28はステージ30に搭載され、ピント位置変更機構32及び間欠送り機構38によって移動可能となっている。
ピント位置変更機構32は、フレキソ版材Fが取り付けられたドラム22に対して露光ヘッド28を前後移動させるためのモータ34及びボールネジ36を有する。これらのモータ34及びボールネジ36によって露光ヘッド28の主走査方向の移動が制御され、露光彫刻処理のピント位置が調整される。
間欠送り機構38は、ボールネジ40と、このボールネジ40を回転させる副走査モータ42とを有する。これらのボールネジ40及び副走査モータ42によって露光ヘッド28(ステージ30)の副走査方向への移動が制御され、露光ヘッド28はドラム22の軸線24方向(副走査方向)に間欠送りされる。なお、ドラム22上のフレキソ版材Fは、チャック部材26によってチャックされ、ドラム22上での保持位置が固定される。フレキソ版材Fのうちチャック部材26によってチャックされる位置は、露光ヘッド28による露光が行われない領域である。
ドラム22を回転させながら、露光ヘッド28からのレーザービームをフレキソ版材Fに対して照射することで、フレキソ版材Fの表面に所望のレリーフ50が形成される。なお、ドラム22の回転によってチャック部材26が露光ヘッド28の前を通過する際に、露光ヘッド28(ステージ30)が副走査方向に間欠送りされ、その後、次のラインのレーザー彫刻が行われる。
このような「ドラム22の回転によるフレキソ版材Fの主走査方向の送り」及び「露光ヘッド28の副走査方向の間欠送り」を組み合わせることによって、露光走査位置が制御される。また、露光走査位置毎の露光データ(深さデータ)に基づくレーザービームの強度やオン/オフが制御されることで、所望の形状のレリーフ50がフレキソ版材Fにレーザー彫刻され、フレキソ印刷に使用されるフレキソ印刷版1(図1及び図2参照)が形成される。
<印圧分布と印刷結果の関係>
フレキソ印刷版1(特にレリーフ50)は、弾性に富んだ柔軟な部材によって形成され、印圧に応じて変形する。したがって、掛かる印圧の大きさによって、レリーフ50の変形量が変動し、被印刷媒体3上に形成される印刷画像も変わってしまう。このフレキソ印刷版1に掛かる印圧は、注目位置のレリーフ50の種類(白抜き、網点、凸細線、ベタ等)だけではなく、周辺のレリーフ50の種類によっても変動する。
フレキソ印刷版1(特にレリーフ50)は、弾性に富んだ柔軟な部材によって形成され、印圧に応じて変形する。したがって、掛かる印圧の大きさによって、レリーフ50の変形量が変動し、被印刷媒体3上に形成される印刷画像も変わってしまう。このフレキソ印刷版1に掛かる印圧は、注目位置のレリーフ50の種類(白抜き、網点、凸細線、ベタ等)だけではなく、周辺のレリーフ50の種類によっても変動する。
図4は、フレキソ印刷版1の一部に形成されるレリーフ例を示す平面図である。図4に示すフレキソ印刷版1のレリーフ50は1ビット画像データに基づいている。
図4に示すフレキソ印刷版1では、均一な網点濃度(面積率)を有する網点の印刷用のレリーフ50が形成された「網点領域」を挟んで、白抜き印刷用の「白抜き領域」(図4の左側)及びベタ印刷用の「ベタ領域」(図4の右側)が存在する。フレキソ印刷版1がこのように複数種類の領域(レリーフ50)を有する場合、印刷時に各領域に掛かる印圧は、隣接領域の種類によって変動する。すなわち、網点領域のうち白抜き領域に近接する側では比較的強い印圧を受ける一方で(図4の「強印圧領域」参照)、網点領域のうちベタ領域に近接する側では比較的弱い印圧を受けることとなる(図4の「弱印圧領域」参照)。
図5は、図4に示すフレキソ印刷版1の領域(図4の矢印A方向の位置)と、印刷時の押し下げ量との関係の一例を示す図である。図6は、図4に示すフレキソ印刷版1の領域(図4の矢印A方向の位置)と、印刷時の印圧との関係の一例を示す図である。なお、図5及び図6には、図4に示すフレキソ印刷版1の「白抜き領域」、「網点領域」及び「ベタ領域」の各々に同じ大きさの荷重が一様に加えられている場合の関係が示されている。
フレキソ印刷版1のうち、被印刷媒体と接触せずに印刷時の押し下げ方向の版移動を阻害するものがない「白抜き領域」では、被印刷媒体と接触して押し下げ方向の版移動が阻害される「網点領域」や「ベタ領域」と比べ、印刷時の押し下げ量が大きくなる傾向がある(図5参照)。また、この「白抜き領域」は被印刷媒体と接触しないため、「白抜き領域」と被印刷媒体との間で生じる印圧は、基本的にゼロになる(図6参照)。
一方、フレキソ印刷版1のうち「ベタ領域」は、印刷時に被印刷媒体と全面的に接触して押し下げ移動が阻害されるため、「白抜き領域」及び「網点領域」と比べ、印刷時の押し下げ量自体は小さくなる(図5参照)。また、加えられる荷重が同じ場合には、被印刷媒体との接触面積の割合が大きいほど、単位面積当たりの圧力は小さくなるため、被印刷媒体と全面にわたって接触するフレキソ印刷版1の「ベタ領域」では、被印刷媒体と部分的に接触する「網点領域」よりも、印圧が小さくなる(図6参照)。
一方、フレキソ印刷版1のうち「網点領域」は、印刷時に被印刷媒体と部分的に接触して押し下げ移動が阻害されるため、「白抜き領域」よりは印刷時の押し下げ量が小さくなるが、「ベタ領域」よりは印刷時の押し下げ量が大きくなる(図5参照)。また、フレキソ印刷版1の「網点領域」における印刷時の印圧は、被印刷媒体と接触しない「白抜き領域」よりも大きく、また被印刷媒体との接触面積割合が大きい「ベタ領域」よりも大きくなる。
このように、フレキソ印刷版1の印刷時の押し下げ量及び印圧は、各領域自体の特性(レリーフ50、接触面積)の影響を受けるが、更に隣接領域の種類・特性の影響も受ける。
例えば図4に示す例において、「網点領域」のうち「白抜き領域」に近い側では、白抜き領域の押し下げ量の影響を受け、比較的強い印圧が掛かり、押し下げ量も比較的大きくなる(図5及び図6の「強印圧領域」参照)。一方、「網点領域」のうち「ベタ領域」に近い側では、ベタ領域の押し下げ量の影響を受け、比較的弱い印圧が掛かり、押し下げ量も比較的小さくなる(図5及び図6の「弱印圧領域」参照)。このように、印圧によって変形の程度が変動する網点領域のレリーフ(小点)は、周囲のレリーフの種類の影響を受け、印刷状態が位置によって変わってしまうことがある。
図7は、図4に示すフレキソ印刷版1によって理想的な印刷が行われた場合の、目標となる理想的な印刷画像が示された被印刷媒体3の平面図である。図8は、図4に示すフレキソ印刷版1によって通常の印刷が行われた場合の、実際の印刷画像が示された被印刷媒体3の平面図である。なお、図8の印刷に使用されるフレキソ印刷版1は全体にわたって均一な版厚を有し、図8の被印刷媒体3上の印刷結果はフレキソ印刷版1の版厚に偏りが無い場合を想定している。
図7に示すように、理想的な状態で印刷が行われる場合には、フレキソ印刷版1のレリーフ50が適切に反映された印刷が行われ、「白抜き領域」、「網点領域」及び「ベタ領域」の領域境界も明確になっており、各領域内の印刷状態も一様になる。
しかしながら、実際の印刷では、周辺領域のレリーフ種類の影響を受けて印圧に偏りが生じ(図6参照)、被印刷媒体3上の印刷状態はそのような印圧の偏りの影響を受ける。したがって、図4に示すフレキソ印刷版1による実際の印刷では、図8に示すように、網点領域のうち白抜き領域に近接する「強印圧領域」及びベタ領域に近接する「弱印圧領域」の印刷状態にムラが生じる。このように、注目エリアの印刷状態は周辺エリアの彫刻形状分布(レリーフ種類)に左右されるため、通常方式のフレキソ印刷では、ユーザの意図通りの印刷結果が得られないことがある。
本件発明者は、このような印圧分布と印刷状態との関係に注目し、印圧分布に応じた版変形を加味して印刷版のレリーフ(彫刻形状)を決定し、被印刷媒体(被印刷体)上で良好に画像再現することができる技術を新たに見出した。すなわち、印刷対象となっている画像データを解析してフレキソ印刷版1に掛かる印圧分布を推定し、推定した印圧分布に基づくフレキソ印刷版1の変形を加味した彫刻形状の決定(補正)を行うことで、所望画像を被印刷媒体上で正確に印刷再現することが可能である。
以下、そのような印圧分布に基づく彫刻形状補正を行う印刷装置の一例について説明する。
<印刷装置の構成例>
図9は、本発明の一実施形態に係るフレキソ印刷システム(印刷用凸版作成システム)60の構成を示すブロック図である。
図9は、本発明の一実施形態に係るフレキソ印刷システム(印刷用凸版作成システム)60の構成を示すブロック図である。
フレキソ印刷システム60は、RIP(Raster Image Processor)装置61と、印刷版製造装置62とを備え、これらのRIP装置61及び印刷版製造装置62によって、画像データ(レリーフパターンデータ)に基づくレリーフ50(レリーフパターン)をフレキソ版材F(フレキソ印刷版1)に形成する製版装置(製版方法)が構成されている。
RIP装置61は、RIP処理部66と、スクリーニング処理部(2値画像データ生成部)68と、露光量データ生成部70とを有する。
RIP処理部66は、コンピュータ等を用いて編集された印刷原稿のベクトル画像を表現するPDF(Portable Document Format)データやPS(PostScript;登録商標)データ等のページ記述言語(Page Description Language)データを、ラスタ画像データに展開する。
ラスタ画像データを構成する各画素データは、階調値として、例えばCMYKの4チャンネルにおいてチャンネル毎に8ビット、すなわち256(0~255)階調をとることが可能である。なお、このような階調は、対応する網点面積率(網点濃度)に変換可能である。例えば、各画素データが0~100の値をとる場合、画像データが100の場合にはベタ部が形成され、画像データが0の場合には網点突起部(網点印刷用突起部、又は、単に突起部)が形成されないようにしてもよい。
スクリーニング処理部68は、ラスタ画像データを、予め指定された網(AM網点、FM網点等)、角度、スクリーン線数等の条件下でスクリーニングして、2値画像データに変換する。例えば、スクリーン線数を175本/インチとし、1つの網点で表現可能な階調を256(=16×16)階調とすると、スクリーニング処理部68は、2800(=175×16)dpiの解像度の2値ビットマップデータを生成することができる。
露光量データ生成部70は、2値画像データを、16ビット(65536階調)等によって表現可能な露光量データに変換する。なお、露光量データ生成部70の詳細については後述する(図10参照)。
一方、印刷版製造装置62は、彫刻型のCTP(Computer To Plate)描画機72を有し、このCTP描画機72はレーザー彫刻機20(図3参照)を具備する。この印刷版製造装置62では、RIP装置61(露光量データ生成部70)から供給される露光量データに基づいて、CTP描画機72によるレーザー彫刻処理がフレキソ版材(合成樹脂、ゴム等の弾性材)に対して施され、印刷対象の画像を反映したレリーフ50が形成されたフレキソ印刷版1が彫刻製造される。
このようにして製造されるフレキソ印刷版1は、後段に設けられるフレキソ印刷機10(図1及び図2参照)において使用され、被印刷媒体3上に所望画像を転写印刷するのに用いられる。
図10は、図9の露光量データ生成部70の一構成例を示す機能ブロック図である。
露光量データ生成部70は、突起部高さデータ変換部74、彫刻形状データ変換部76、彫刻形状データ補正部78及び露光量データ変換部80を含む。
突起部高さデータ変換部74は、スクリーニング処理部68からの2値画像データを、レリーフ50の高さ(突起部の高さ)の二次元分布を表す突起部高さデータに変換する。
彫刻形状データ変換部76は、突起部高さデータ変換部74から供給された突起部高さデータを、より高解像度な彫刻形状データ(レリーフパターンデータ)に変換する。この彫刻形状データは、突起部の三次元形状を再現するために、突起部高さデータを二次元補間することで得られるデータであり、フレキソ版材Fの深さ方向の距離を示す深さデータとすることも可能である。
このように、本例では、突起部高さデータ変換部74及び彫刻形状データ変換部76によって「画像データに基づいてレリーフパターンデータを算出するレリーフ算出部」が構成される。
彫刻形状データ補正部78は、フレキソ印刷版1の印圧分布に基づいて、彫刻形状データ(レリーフパターンデータ)を補正する。なお、彫刻形状データ補正部78の詳細については後述する(図11参照)。
露光量データ変換部80は、彫刻形状データ補正部78によって補正された彫刻形状データ(レリーフパターンデータ)を、フレキソ版材Fに対する露光光量に応じた露光量データに変換する。なお、露光量データ変換部80(露光量データ生成部70)は、本例ではRIP装置61(図9参照)の一部として設けられているが、印刷版製造装置62側に設けられてもよい。
このようにして補正彫刻形状データ(レリーフパターンデータ)から露光量データが算出され、この算出された露光量データに基づいて、印刷版製造装置62(図9参照)では、フレキソ版材F(フレキソ印刷版1)にレリーフ50が形成される。
なお、フレキソ印刷版1の印圧分布に基づくデータ補正は種々の方法で行うことができ、印圧分布に基づいて算出したデータ補正量を彫刻形状データに反映させてもよいし、露光量データに反映させてもよい。彫刻形状データにデータ補正量を反映させる場合には、補正量を含む彫刻形状データが露光量データに変換され、その変換された露光量データを使って露光処理が行われる。一方、露光量データにデータ補正量を反映させる場合には、「(データ補正量が反映されていない)彫刻形状データに基づく露光量データ」と「データ補正量自体に基づく露光量データ」とが算出され、両者から「データ補正量が反映された露光量データ」が算出される。以下の図11に示す例では、彫刻形状データにデータ補正量を反映させるケースについて説明する。
図11は、図10の彫刻形状データ補正部78の一構成例を示す機能ブロック図である。
彫刻形状データ補正部78は、印圧分布推定部82、補正量算出部84及びデータ補正部86を含む。
印圧分布推定部82は、彫刻形状データ(画像データ)に基づいて、印刷時に被印刷媒体3に押し当てられたフレキソ印刷版1の印圧分布を推定する。なお、印圧分布推定部82は、彫刻形状データに変換前の画像データに基づいて印圧分布を推定してもよいし、彫刻形状データに基づいて印圧分布を推定してもよい。印圧分布をより精密に計算する場合や彫刻装置(印刷版製造装置62)の特性によって1ビット画像通りにレリーフ形状を彫刻形成できない場合には、実際に彫刻される形状を表す彫刻形状データに基づいて印圧分布が推定されることが好ましい。
補正量算出部84は、印圧分布推定部82によって推定された印圧分布に基づいて、彫刻形状データ(レリーフパターンデータ)の補正量を算出する。なお、補正量の具体的な算出例については後述する(図14参照)。
データ補正部86は、補正量算出部84によって算出された補正量に基づき、彫刻形状データ変換部76において求められた彫刻形状データ(レリーフパターンデータ)を補正する。
図12は、彫刻形状データ補正部78及び露光量データ変換部80における処理の流れの概略を示すフローチャートであり、彫刻形状データに変換する前の画像データに基づいて印圧分布を推定する例を示す。
本例では、印圧分布推定部82(図11参照)において、彫刻形状データに変換前の画像データ(後述の図18に示す1ビット画像データ例参照)に基づき、フレキソ印刷版1の印圧分布の計算が行われる(図12のS10)。
そして、この印圧分布の計算結果から彫刻形状データの補正量が補正量算出部84において算出され、算出された補正量に基づく彫刻形状データの補正がデータ補正部86において行われる(S11)。
そして、印圧分布が加味されて補正された彫刻形状データが、露光量データ変換部80において露光量データに変換され(S12)、この露光量データは印刷版製造装置62(図9参照)に送られる。
上述の一連のプロセス(S10~S12)によって、印圧分布を考慮した彫刻形状を持つレリーフ50を、フレキソ印刷版1上に精度良く形成するための露光量データを算出することができる。
図13は、彫刻形状データ変換部76、彫刻形状データ補正部78及び露光量データ変換部80における処理の流れの概略を示すフローチャートであり、彫刻形状データに基づいて印圧分布を推定する例を示す。
突起部高さデータ変換部74(図10参照)によって突起部高さデータ(レリーフパターンデータ)が得られると、彫刻形状データ変換部76において突起部高さデータ(画像データ)から彫刻形状データが変換算出される(図13のS20)。
そして、得られた彫刻形状データに基づいて、フレキソ印刷版1の印圧分布の計算が印圧分布推定部82において行われる(S21)。そして、印圧分布に基づく彫刻形状データの補正量の算出及び補正の実行が補正量算出部84及びデータ補正部86において行われ(S22)、補正された彫刻形状データが露光量データ変換部80(図10参照)において露光量データに変換される(S23)。
次に、フレキソ印刷版1の印圧分布に基づく彫刻形状データの補正量の算出例について説明する。
図14は、画像データ(彫刻形状データ)に基づいて印圧分布を計算し、この印圧分布に基づく補正量を算出するプロセスの一例を説明するフローチャートである。なお、図14のフローにおける各処理は、主として彫刻形状データ補正部78の補正量算出部84(図11参照)において行われるが、必要に応じて他部により処理の一部が行われてもよい。
フレキソ印刷版1の印圧分布が及ぼす影響範囲は、「フレキソ印刷版1の版硬度(ショアA)」と「フレキソ印刷版1の粘弾性」によって変動する。したがって、「彫刻形状データの補正量の算出の基礎とする印圧分布範囲(所定範囲)」であるROI(Region of Interest)のサイズは、フレキソ印刷版1の版硬度及び粘弾性に基づいて決められることが望ましい。そこで、まず、予め求められメモリ等に保存されているフレキソ印刷版1の版硬度及び粘弾性に基づいて、ROI(印圧分布範囲)が決定される(図14のS30)。
図15は、ROIを説明するための画像例を示す図である。ROIは、画像内の注目位置(注目画素)を中心とした所定範囲の領域によって構成され、ROI内の印圧分布に基づいて、注目位置のレリーフ彫刻(彫刻形状データ)の補正量が算出される。したがって、ROIは画像中の位置毎に設定され、画像内で注目位置を順次変えながら、後述の「ROI内の印圧分布に基づく注目位置のレリーフ彫刻の補正量算出」が行われる。例えば、フレキソ印刷版1の版硬度(ショアA)が79°で粘弾性が15MPa程度であって、図15に示すような円形のROIが適用される場合には、ROIのサイズ(直径)を500μm~3000μmの範囲に設定してもよい。なお、図15に示す例では注目位置を中心とした円形状のROIが設定されるが、ROIのサイズ及び形状は特に限定されない。
次に、ROI範囲における被印刷媒体3に対するフレキソ印刷版1の接地面積率(接触面積比率)が算出される(図14のS31)。
すなわち、「ROI全体の面積」に対する「印刷時にROI内において被印刷媒体3と接触するレリーフ部分であって、被印刷媒体3に対するフレキソ印刷版1の支えに相当するレリーフ部分の面積(接触面積)」の比率(ROI内の接地面積率)S1が算出される。例えば、ROI内のすべての範囲が白抜き領域である場合には、フレキソ印刷版1(レリーフ50)と被印刷媒体3とは接触しないので、S1はゼロとなる(S1=0)。一方、ROI内のすべての範囲がベタ領域である場合には、フレキソ印刷版1(レリーフ50)と被印刷媒体3とはROI内のすべての範囲で接触するので、S1は1となる(S1=1)。
また、図示していないがROIとは別に、「注目画素の近傍(線数ピッチ相当)の範囲(以下、「近傍範囲」とも呼ぶ)全体の面積(近傍面積)」に対する「印刷時にこの近傍範囲内において被印刷媒体3と接触するレリーフ部分の面積」の比率(注目画素近傍内の接地面積率)S2が算出される。なお、この近傍範囲は、ROI範囲よりも狭くなるように設定される。
そして、上述の「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率S(S=S2/S1)が計算される。
例えば、ROI内において印圧分布(接触率)が均一な場合には、「ROI内の接地面積率S1」と「注目画素近傍内の接地面積率S2」とが等しくなり(S1=S2)、比率Sは1になる(S=S2/S1=1)。一方、ROI内(特に「ROI内且つ近傍範囲外」)において白抜き領域が増える程、「ROI内の接地面積率S1」は1よりも小さくなって0に近づき(S1<<1)、比率Sは1よりも大きくなる(S=(S2/S1)>>1)。また、ROI内(特に「ROI内且つ近傍範囲外」)においてベタ領域(網点面積率)が増える程、「ROI内の接地面積率S1」は1に近づき(S1≒1)、「注目画素近傍内の接地面積率S2」は1以下(S2≦1)となり、比率Sは1以下になって0に近づく(S=(S2/S1)≦1)。
次に、注目位置(注目画素)のレリーフの種類が判定され、まず、注目位置が網点に相当する領域か否かが判定される(図14のS32)。この判定は、画像データ(彫刻形状データ)に基づいて、注目位置(注目画素)毎に行われる。
注目位置が網点に相当する領域の場合(S32のYES)、「基準網点の接地面積率」に対する「注目位置の接地面積率」の比率、すなわち上述の「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率S(S=S2/S1)から、彫刻形状データの補正量が求められる(S33)。
上記の比率Sは、「ROI内の接地面積率S1」に対する「注目位置近傍の接地面積率S2」の相違を示す指標である。したがって、「ROI内の接地面積率S1」を「基準網点の接地面積率」とした場合に、この「基準網点の接地面積率」(すなわち、注目位置の周囲の接地面積率)に比べて「注目位置の接地面積率」がどの程度異なっているかが、比率Sによって表されることとなる。なお、基準値となる「S=1」は、「注目位置の接地面積率」が「周囲(ROI内)の接地面積率」と同じことを示し、注目位置が周囲と同じ接地面積率(同じレリーフ形状)を有することを間接的に示す。
図16は、「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率Sと「網点用の彫刻形状データの補正量」との関係の一例を示す図である。図16において、横軸は上記の「比率S」(近傍範囲/ROIの接地面積率)を示し、縦軸は「彫刻形状データの補正量」を示す。なお、横軸と縦軸の交点は基準値を表し、近傍範囲/ROIの接地面積比率Sが1(S=1)の場合を示す。
上述のように、「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率Sは、ROI内の接地面積率が均一であれば1になる(図16の「基準値」参照)。一方、「注目画素近傍内の接地面積率S2」が「ROI内の接地面積率S1」よりも大きくなる程、比率Sの値は1よりも大きくなり、「注目画素近傍内の接地面積率S2」が「ROI内の接地面積率S1」よりも小さくなる程、比率Sの値は1よりも小さくなる。したがって、図16の例によれば、注目位置(注目画素)の接触面積比率が周囲(ROI内)よりも大きくなる程(周囲が白抜き領域に近づく程)、比率Sが基準値よりも大きくなり、比率Sが基準値よりも大きくなるほど「基準よりも大きな印圧が作用する」ことを考慮した「彫刻形状データの補正量」が大きくなり、例えば接地面積やレリーフ高さが減じられる。一方、注目位置(注目画素)の接触面積比率が周囲(ROI内)よりも小さくなる程(周囲がベタ領域に近づく程)、比率Sが基準値よりも小さくなり、比率Sが基準値よりも小さくなるほど「基準よりも小さな印圧が作用する」ことを考慮した「彫刻形状データの補正量」が大きくなり、例えば接地面積やレリーフ高さが増大される。
なお、図16に示されるような「彫刻形状データの補正量」を表すデータは、使用するシステム(フレキソ印刷システム60)に応じて定められる。したがって、使用システムに応じてレリーフの種類毎に予め求められた「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率Sに対する「彫刻形状データの補正量」のデータは、図示しない所定のメモリ等に記憶され、「彫刻形状データの補正量」の算出時に適宜読み出されて用いられる。
また、注目位置が網点の場合には、網点面積率(網点濃度:網点パーセント)に応じて、図16に示されるような「接地面積率の相対比率-彫刻形状データの補正量」の特性が変更決定されることが望ましい。これは、網点パーセントが高い網点(特に網点面積率が50パーセント以上の網点)の場合には、印刷時におけるフレキソ印刷版1のレリーフ50の変形が比較的小さいが、網点パーセントが低い網点の場合には印刷時におけるフレキソ印刷版1のレリーフ50の変形が比較的大きいためである。
このようにして、注目位置が網点の場合の「彫刻形状データの補正量」が算出される。一方、注目位置が凸細線の場合も同様にして「彫刻形状データの補正量」が算出される。
すなわち、注目位置が網点ではなく(図14のS32のNO)、凸細線に相当する領域であると判定される場合(S34のYES)、「基準凸細線の接地面積率」に対する「注目位置の接地面積率」の比率、すなわち上述の「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率S(S=S2/S1)から、彫刻形状データの補正量が求められる(S35)。
なお、この場合の彫刻形状データの補正量の算出の基礎となる「接地面積率の相対比率-彫刻形状データの補正量」の特性は、注目位置が凸細線の場合の特性が用いられ、注目位置が網点の場合の特性(図16参照)とは異なるものとなる。
一方、注目位置が凸細線ではなく(S34のNO)、ベタに相当する領域であると判定される場合(S36のYES)、補正量の算出は行われず、データ補正部86(図11参照)における彫刻形状データの補正は行われずスキップされる。これは、ベタ領域では、全面にわたってフレキソ印刷版1と被印刷媒体3とが接触するため、彫刻形状データの補正が不要であるからである。
そして、注目位置が網点、凸細線及びベタのいずれでもないと判定される場合には(S36のNO)、「基準面積の接地面積率」に対する「注目位置の接地面積率」の比率、すなわち上述の「ROI内の接地面積率S1」及び「注目画素近傍内の接地面積率S2」の比率S(S=S2/S1)から、彫刻形状データの補正量が求められる(S37)。
なお、この場合の彫刻形状データの補正量の算出の基礎となる「接地面積率の相対比率-彫刻形状データの補正量」の特性は、注目位置が網点の場合の特性(図16参照)や凸細線の場合の特性とは異なるものとなる。
上述の彫刻形状データの補正量算出時(図14のS33、S35、S37参照)に使用される、「接地面積率の相対比率-彫刻形状データの補正量」の特性は、ROIサイズと同様に、注目位置が網点、凸細線、或いはそれ以外のいずれの場合においても、使用するフレキソ印刷版1(フレキソ版材F)の版硬度と粘弾性とに応じて定められる特性とすることが望ましい。
上述のようにして彫刻形状データの補正量が決定されると、彫刻形状データ補正部78のデータ補正部86(図11参照)において、決定された補正量に基づき彫刻形状データが補正される。
なお、データ補正部86を露光量データ変換部80と一体的に設けてもよく、印圧分布に基づいて求められる「データ補正量」が、彫刻形状データに対して直接的に反映されるのではなく、間接的に、露光量データに対して反映されるようにしてもよい。
図17は、形状補正を実現する露光テーブルの一例を示す表(変換テーブル)であり、「彫刻形状データの補正量(「補正量1」~「補正量5」)」及び「注目位置(注目画素)のレリーフ種類」に対して「露光テーブル(「網点」、「凸細線」及び「その他」における「露光テーブル1」~「露光テーブル5」)」が対応づけられている。
データ補正部86を露光量データ変換部80と一体的に設ける場合、例えば図17に示すように、決定した「彫刻形状データの補正量」の各々(図17の「補正量1」~「補正量5」参照)に対応する露光量データが、「網点」、「凸細線」及び「その他」の場合のそれぞれに対して予め定められていてもよい(「露光テーブル1」~「露光テーブル5」)。この場合、露光量データ変換部80では、図17のような変換テーブルに基づき、注目位置が網点、凸細線、ベタ、その他の場合のそれぞれに対し、補正量が反映された露光量データを算出することができる。このようにして算出される「補正量が反映された露光量データ」に基づいて、印刷版製造装置62ではフレキソ印刷版1の適切なレリーフ彫刻形成を行うことができる。なお、彫刻装置(印刷版製造装置62)に応じた彫刻アルゴリズムに基づく露光量データの変換算出過程において、図17に示すような変換テーブルに格納される数値(補正反映値:露光テーブル)を補正前の露光量データ(補正前の彫刻形状データから導き出される露光量データ)に乗じることで、「補正量が反映された露光量データ」を算出するようにしてもよい。
<レリーフ補正例>
上述のようにして彫刻形状データ/露光量データが補正されることで、印圧分布を考慮したレリーフ補正が可能となる。
上述のようにして彫刻形状データ/露光量データが補正されることで、印圧分布を考慮したレリーフ補正が可能となる。
図18は、彫刻形状データに変換前の画像データ(1ビット画像データ)の一例を示す図であり、図19は、図18の画像データから求められる彫刻形状データの一例を示す図である。なお、図18及び図19の各々には、画像データ/彫刻形状データによって被印刷媒体3上に再現された印刷画像90が示されている。
上述のように、フレキソ印刷版1の印圧分布は、フレキソ印刷版1の所定範囲のうち被印刷媒体3と接する部分の面積割合に基づいて推定されるが、図18に示すような「彫刻形状データに変換前の画像データ」に基づいて推定されてもよいし、図19に示すような「彫刻形状データ」に基づいて推定されてもよい。
図20及び図21は、図19に示す彫刻形状データを印圧分布に基づいて補正することで得られる「補正後の彫刻形状データ」を例示する図である。なお、図20及び図21の各々には、周辺の印圧分布の影響を無視して、「補正後の彫刻形状データ」に基づき通常のフレキソ印刷(転写印刷)によって被印刷媒体3上に再現される印刷画像90が示されている。
図19に示す(補正前の)彫刻形状データと比較して、図20に示す例では印刷画像90が全体的に太るように「彫刻形状データ」が補正されており、図21に示す例では印刷画像90が全体的に細るように「彫刻形状データ」が補正されている。したがって、例えば周辺の状態によって注目位置に掛かる印圧が通常よりも小さくなる場合には、図20に示すような「印刷画像90を太らせるような彫刻形状データ」に補正することで、掛かる印圧が通常より小さくても、結果として、通常印圧が掛かる場合と同じ印刷画像90を被印刷媒体3上に再現することが可能となる。一方、周辺の状態によって注目位置に掛かる印圧が通常よりも大きくなる場合には、図21に示すような「印刷画像90を細らせるような彫刻形状データ」に補正することで、掛かる印圧が通常より大きくても、結果として、通常印圧が掛かる場合と同じ印刷画像90を被印刷媒体3上に再現することが可能となる。
図22は、フレキソ印刷版1の一部に形成されたレリーフ50の一例を示す外観斜視図であり、印圧分布を考慮した補正が行われていない彫刻形状データに基づいて、フレキソ印刷版1上に彫刻作成されたレリーフ50(凸部51)の一例を示す。図23は、フレキソ印刷版1の一部に形成されたレリーフ50の一例を示す外観斜視図であり、印圧分布を考慮した補正が行われた彫刻形状データに基づいて、フレキソ印刷版1上に彫刻作成されたレリーフ50(凸部51)の一例を示す。
フレキソ印刷版1に形成されるレリーフパターンは複数の凸部51を含んで構成され、各凸部は、基礎部と、基礎部上に設けられ被印刷媒体3に押し当てられる先端部とを有する。フレキソ印刷において被印刷媒体3に再現される印刷画像90の質を大きく左右する要素として、この凸部51の高さ(図22の「TA」参照)と、凸部51のうち被印刷媒体3と接触する先端部の形状(径:図22の「DA」参照)とが挙げられる。
したがって、彫刻形状データは、レリーフパターンに含まれる複数の凸部51の高さのデータ及び形状のデータを含み、印圧分布に基づく彫刻形状データの補正量は、これらの凸部51の高さのデータ及び形状のデータのうち少なくともいずれか一方に関するものとすることが好ましい。特に、凸部51の形状のデータは、少なくとも先端部の形状のデータを含むことが好ましく、この先端部の形状のデータは、先端部のうち印刷時に被印刷媒体と接する部分(面)のデータを含むことが好ましい。また、複数の凸部の高さのデータは、先端部の高さと、基礎部の高さと、先端部及び基礎部の全体の高さとのうち少なくともいずれか一つに関するものであることが好ましく、特に全体高さ及び先端部の高さに関するものであることが好ましい。
したがって、印圧分布に基づく補正によって、フレキソ印刷版1に形成される凸部51(レリーフ50)の高さ(図23の「TB(=TA-ΔT)」参照)や先端部の形状(径:図23の「DB」参照)を調整することが好ましい。
図24は、網点中の小点の彫刻形状(先端部形状)を印圧分布に応じて補正する例を説明するための凸部51の外観図であり、(a)部分は標準よりも大きな印圧が作用する場合の凸部51を示し、(b)部分は標準的な印圧が作用する場合の凸部51を示し、(c)部分は標準よりも小さな印圧が作用する場合の凸部51を示す。
凸部51の各々は、円錐台状の基礎部52と、基礎部52上に設けられる円柱状の先端部53とを有し、先端部53は基礎部52の頂部と同じ大きさの断面径を持つ。図24に示す例では、彫刻形状データの「複数の凸部51の形状のデータ」は少なくとも先端部53の形状のデータを含み、この「先端部53の形状のデータ」は先端部53のうち印刷時に被印刷媒体3と接する部分のデータを含み、印圧分布に応じて凸部51の先端部53の形状(径)が補正調整されている。
すなわち、周辺からの影響が小さく、注目位置に掛かる印圧が予想される標準的な範囲内にある場合には、凸部51の先端部53のうち「被印刷媒体3と接する部分(接地部分)」の径も標準的な大きさに設定される(図24(b)部分の「D2」参照)。一方、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも大きい場合(過大な場合)には、標準印圧時(図24(b)部分)に比べて、凸部51の先端部53の径を小さくして先端部断面積を減少させる(図24の(a)部分の「D1」参照)。これにより、凸部51(先端部53)の変形によってもたらされうる「接地部分及び印刷画像90の太り」を軽減する予測補正を行うことができる。また、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも小さい場合(過小な場合)には、標準印圧時(図24の(b)部分)に比べて、凸部51の先端部53の接地部分の径を大きくして先端部断面積を増大させる(図24の(c)部分の「D3」参照)。これにより、印圧の小ささによる凸部51(先端部53)の変形不足によってもたらされうる「接地部分及び印刷画像90の細り」の影響を軽減する予測補正を行うことができる。
図25は、網点中の小点の彫刻形状(凸部高さ)を印圧分布に応じて補正する例を説明するための凸部51(レリーフ50)の外観図であり、(a)部分は標準よりも大きな印圧が作用する場合の凸部51を示し、(b)部分は標準的な印圧が作用する場合の凸部51を示し、(c)部分は標準よりも小さな印圧が作用する場合の凸部51を示す。
図24に示す例では「凸部51(レリーフ50)の先端部53の径」を調整することで、印圧分布に基づく彫刻形状データの補正を行っていたが、「凸部51の高さ」を調整(低層化/高層化)することでそのような補正を行ってもよい。すなわち、凸部51の先端部53の接地部分の高さを調整することで、注目位置に掛かる印圧の大きさを調整して、印刷時における凸部51の意図しない変形を防止することが可能である。
なお、ここでいう「凸部51の高さ」の調整とは、フレキソ印刷版1のレリーフ形成領域内での相対的なレリーフ高さを調整することであり、例えばベタ部印刷用の領域(図4の「ベタ領域」参照)のレリーフ頂部の位置(高さ)を基準とした相対位置(相対高さ)の調整のことである。
彫刻装置の特性によっては、最小径を持つ網点印刷に使用されるレリーフ50(凸部51)の接地面(最小接地面)が制限されることがあるが、そのような場合であっても、「凸部51の高さ」を調整することによって、被印刷媒体3との相対距離をコントロールし、印刷小点径を小さくすることが可能である。
例えば、周辺からの影響が小さく、注目位置に掛かる印圧が予想される標準的な範囲内にある場合には、凸部51の先端部53のうち「凸部51の高さ」も標準的な高さに設定される(図25の(b)部分の「T2」参照)。一方、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも大きい場合(過大な場合)には、標準印圧時(図25の(b)部分)に比べて、「凸部51の高さ」を小さくする(図25の(a)部分の「T1」参照)。これにより、凸部51(先端部53)の変形によってもたらされうる「接地部分及び印刷画像90の太り」を軽減する予測補正を行うことができる。また、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも小さい場合(過小な場合)には、標準印圧時(図25の(b)部分)に比べて、「凸部51の高さ」を大きくする(図25の(c)部分の「T3」参照)。これにより、印圧の小ささによる凸部51(先端部53)の変形不足によってもたらされうる「接地部分及び印刷画像90の細り」の影響を軽減する予測補正を行うことができる。
図26は、網点中の小点の彫刻形状(凸部先端部体積)を印圧分布に応じて補正する例を説明するための凸部51(レリーフ50)の外観図であり、(a)部分は標準よりも大きな印圧が作用する場合の凸部51を示し、(b)部分は標準的な印圧が作用する場合の凸部51を示し、(c)部分は標準よりも小さな印圧が作用する場合の凸部51を示す。
図24及び図25に示す例では凸部51(レリーフ50)の1次元方向の大きさ(先端部径、凸部高さ)を調整することで、印圧分布に基づく彫刻形状データの補正を行っていたが、3次元的な観点から、印圧分布に基づく彫刻形状データの補正を行ってもよい。すなわち、彫刻形状データは、レリーフパターンに含まれる複数の凸部51の体積のデータを直接的に又は間接的に含み、印圧分布に基づく彫刻形状データの補正量は、この体積のデータに関するものであることが好ましい。凸部51の体積(とりわけ先端部53の体積)をコントロールすることで、注目位置に掛かる印圧の大きさを調整し、印刷時における凸部51の意図しない変形を防止することが可能である。なお、ここでいう「凸部51の体積のデータ」は、凸部51(基礎部52及び先端部53)の断面形状(断面径等)のデータ及び高さデータによって表される間接的な「体積のデータ」であってもよい。
図26に示す例では、各凸部51は、円錐台状の基礎部52の頂部に円錐台状の先端部53の底部が位置するように一体的に設けられており、基礎部52の頂部の断面径と先端部53の底部の断面径とは一致しておらず、「基礎部52の頂部の断面径」>「先端部53の底部の断面径」の関係を有する。このような構成において、「凸部51の先端部53の体積」を調整することにより、印刷小点径をコントロールすることが可能である。
例えば、周辺からの影響が小さく、注目位置に掛かる印圧が予想される標準的な範囲内にある場合には、凸部51の先端部53の体積も標準的な大きさとなるように、先端部53の径及び高さが決められる(図26の(b)部分の「D2」及び「TH2」参照)。一方、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも大きい場合(過大な場合)には、標準印圧時(図26の(b)部分)に比べて、凸部51の先端部53の体積が小さくなるように先端部53の径及び高さを決める(図26の(a)部分の「D1」及び「TH1」参照)。これにより、凸部51(先端部53)の変形によってもたらされうる「接地部分及び印刷画像90の太り」を軽減する予測補正を行うことができる。また、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも小さい場合(過小な場合)には、標準印圧時(図26の(b)部分)に比べて、凸部51の先端部53の体積が大きくなるように先端部53の径及び高さを決める(図26の(c)部分の「D3」及び「TH3」参照)。これにより、印圧の小ささによる凸部51(先端部53)の変形不足によってもたらされうる「接地部分及び印刷画像90の細り」の影響を軽減する予測補正を行うことができる。
なお、凸部51の先端部53に加えて(或いは凸部51の先端部53に代えて)、基礎部52の体積を調整してもよい。すなわち、印圧に対する周辺からの影響を軽減するように、標準よりも大きな印圧が掛かる場合には基礎部52の体積が小さくなるように、また標準よりも小さな印圧が掛かる場合には基礎部52の体積が大きくなるように、基礎部52の径及び高さが決められてもよい(図26の(a)部分~(c)部分の「DB1」~「DB3」、「TH1」~「TH3」参照)。ただし、通常は、基礎部52よりも先端部53の体積のほうが、印圧に与える影響は大きいので、先端部53の体積(径、高さ)を優先的にコントロールしたほうが良い場合が多い。
なお、上述以外の手法によって、フレキソ印刷版1の網点用のレリーフ50(凸部51)の彫刻形状(彫刻形状データ)を調整してもよく、上述の図24~図26に示した手法を組み合わせて凸部51の先端部53の径及び高さ、基礎部52の径及び高さ、先端部53と基礎部52との間におけるサイズ比(体積比)等を適宜調整してもよい。
上述の図24~図26は、網点印刷のための彫刻形状補正について説明したが、他の彫刻形状補正も同様にして行うことができる。
図27は、凸細線印刷用のレリーフ彫刻形状(先端部形状)を印圧分布に応じて補正する例を説明するための凸部51の外観図であり、(a)部分は凸細線印刷用の凸部51の外観斜視図であり、(b)部分は標準よりも大きな印圧が作用する場合の凸部51の断面図を示し、(c)部分は標準的な印圧が作用する場合の凸部51の断面図を示し、(d)部分は標準よりも小さな印圧が作用する場合の凸部51の断面図を示す。
本例の凸細線印刷用の凸部51は、基礎部52と、基礎部52の頂面上に設けられる先端部53とを有し、基礎部52は側面が台形の四角柱状の形状を有し、先端部53は側面が長方形の四角柱状の形状を有する。
例えば、周辺からの影響が小さく、注目位置に掛かる印圧が予想される標準的な範囲内にある場合には、凸部51の先端部53のうち「被印刷媒体3と接する頂部(接地部分)」の大きさ(幅)も標準的な大きさに設定される(図27の(c)部分の「D2」参照)。一方、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも大きい場合(過大な場合)には、標準印圧時(図27の(c)部分)に比べて、凸部51の先端部53の大きさ(幅)を減じて先端部断面積を減少させる(図27の(b)部分の「D1」参照)。これにより凸部51(先端部53)の変形によってもたらされうる「接地部分及び印刷画像90の太り」を軽減する予測補正を行うことができる。また、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも小さい場合(過小な場合)には、標準印圧時(図27の(c)部分)に比べて、凸部51の先端部53の大きさ(幅)を増して先端部断面積を増大させる(図27の(d)部分の「D3」参照)。これにより、印圧の小ささによる凸部51(先端部53)の変形不足によってもたらされうる「接地部分及び印刷画像90の細り」の影響を軽減する予測補正を行うことができる。
また、3次元的な観点から彫刻形状データの補正を行ってもよく、凸部51の体積(とりわけ先端部53の体積)をコントロールすることで、注目位置に掛かる印圧の大きさを調整し、印刷時における凸部51の意図しない変形を防止することが可能である。
図28は、凸細線印刷用のレリーフ彫刻形状(先端部体積)を印圧分布に応じて補正する例を説明するための凸部51(レリーフ50)の外観図であり、(a)部分は凸細線印刷用の凸部51の外観斜視図であり、(b)部分は標準よりも大きな印圧が作用する場合の凸部51の断面図を示し、(c)部分は標準的な印圧が作用する場合の凸部51の断面図を示し、(d)部分は標準よりも小さな印圧が作用する場合の凸部51の断面図を示す。
本例の凸細線印刷用の凸部51の基礎部52は、図27の凸部51と同様に側面が台形の四角柱状の形状を有しているが、先端部53も側面が台形の四角柱状の形状を有する。
例えば、周辺からの影響が小さく、注目位置に掛かる印圧が予想される標準的な範囲内にある場合には、凸部51の先端部53の体積も標準的な大きさとなるように、先端部53のうち「被印刷媒体3と接する頂部(接地部分)」の大きさ(幅)も標準的な大きさに設定される(図28の(c)部分の「D2」参照)。一方、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも大きい場合(過大な場合)には、標準印圧時(図27の(c)部分)に比べて、凸部51の先端部53の体積が小さくなるように先端部53のうち被印刷媒体3と接する接地部分の大きさ(幅)を決める(図28の(b)部分の「D1」参照)。これにより、凸部51(先端部53)の変形によってもたらされうる「接地部分及び印刷画像90の太り」を軽減する予測補正を行うことができる。また、周辺からの影響によって、注目位置に掛かる印圧が予想される標準的な大きさよりも小さい場合(過小な場合)には、標準印圧時(図27の(c)部分)に比べて、凸部51の先端部53の体積が大きくなるように先端部53のうち被印刷媒体3と接する接地部分の大きさ(幅)を決める(図27の(d)部分の「D3」参照)。これにより、印圧の小ささによる凸部51(先端部53)の変形不足によってもたらされうる「接地部分及び印刷画像90の細り」の影響を軽減する予測補正を行うことができる。
なお、上述以外の手法によって、フレキソ印刷版1の凸細線用のレリーフ50(凸部51)の彫刻形状(彫刻形状データ)を調整してもよく、上述の図27~図28に示した手法を組み合わせて凸部51の先端部53の幅及び高さ、基礎部52の幅及び高さ、先端部53と基礎部52との間におけるサイズ比(体積比)等を適宜調整してもよい。
本発明は上述した実施形態に限定されず、本発明の精神を逸脱しない範囲で種々の変形が可能であることは言うまでもない。
1…フレキソ印刷版、2…クッションテープ、3…被印刷媒体、4…版胴、6…ドクターチャンバ、8…アニロックスローラ、9…圧胴、10…フレキソ印刷機、20…レーザー彫刻機、22…ドラム、24…軸線、26…チャック部材、28…露光ヘッド、30…ステージ、32…ピント位置変更機構、34…モータ、36…ボールネジ、38…間欠送り機構、40…ボールネジ、42…副走査モータ、50…レリーフ、51…凸部、52…基礎部、53…先端部、60…フレキソ印刷システム、61…RIP装置、62…印刷版製造装置、66…RIP処理部、68…スクリーニング処理部、70…露光量データ生成部、72…CTP描画機、74…突起部高さデータ変換部、76…彫刻形状データ変換部、78…彫刻形状データ補正部、80…露光量データ変換部、82…印圧分布推定部、84…補正量算出部、86…データ補正部、90…印刷画像
Claims (11)
- 被印刷媒体に押し当てられる印刷版に、レリーフパターンデータに基づくレリーフを形成する製版方法であって、
画像データに基づいて、レリーフパターンデータを算出するステップと、
前記画像データに基づいて、被印刷媒体に押し当てられた印刷版の印圧分布を推定するステップと、
前記印圧分布に基づいて、前記レリーフパターンデータの補正量を算出するステップと、
前記補正量に基づいて、前記レリーフパターンデータを補正するステップと、を含む製版方法。 - 前記印圧分布は、前記印刷版の所定範囲のうち前記被印刷媒体と接する部分の面積割合に基づいて推定される請求項1に記載の製版方法。
- 前記レリーフは、複数の凸部を含み、
前記レリーフパターンデータは、前記複数の凸部の高さのデータ及び形状のデータを含み、
前記レリーフパターンデータの補正量は、前記複数の凸部の高さのデータ及び形状のデータのうち少なくともいずれか一方に関する請求項1又は2に記載の製版方法。 - 前記複数の凸部は、基礎部と、当該基礎部上に設けられ前記被印刷媒体に押し当てられる先端部とを有し、
前記複数の凸部の形状のデータは、少なくとも前記先端部の形状のデータを含む請求項3に記載の製版方法。 - 前記複数の凸部の前記先端部の形状のデータは、前記先端部のうち印刷時に前記被印刷媒体と接する部分のデータを含む請求項4に記載の製版方法。
- 前記複数の凸部は、基礎部と、当該基礎部上に設けられ前記被印刷媒体に押し当てられる先端部とを有し、
前記複数の凸部の高さのデータは、前記先端部の高さと、前記基礎部の高さと、前記先端部及び前記基礎部の全体の高さとのうち少なくともいずれか一つに関する請求項3から5のいずれか1項に記載の製版方法。 - 前記レリーフは、複数の凸部を含み、
前記レリーフパターンデータは、前記複数の凸部の体積のデータを含み、
前記レリーフパターンデータの補正量は、前記複数の凸部の体積のデータに関する請求項1又は2に記載の製版方法。 - 補正された前記レリーフパターンデータに基づいて前記印刷版に前記レリーフを形成するステップを更に含む請求項1から7のいずれか1項に記載の製版方法。
- 被印刷媒体に押し当てられる印刷版に、レリーフパターンデータに基づくレリーフを形成する製版装置であって、
画像データに基づいて、レリーフパターンデータを算出するレリーフ算出部と、
前記画像データに基づいて、被印刷媒体に押し当てられた印刷版の印圧分布を推定する印圧分布推定部と、
前記印圧分布に基づいて、前記レリーフパターンデータの補正量を算出する補正量算出部と、
前記補正量に基づいて、前記レリーフパターンデータを補正するデータ補正部と、を含む製版装置。 - 請求項9に記載の製版装置と、
前記製版装置によってレリーフが形成される印刷版を被印刷媒体に押し当てる印刷部と、を備える印刷装置。 - レリーフが形成された印刷版であって、
画像データに基づいてレリーフパターンデータが算出され、被印刷媒体に押し当てられた印刷版の印圧分布が前記画像データに基づいて推定され、前記レリーフパターンデータの補正量が前記印圧分布に基づいて算出され、前記補正量に基づいて前記レリーフパターンデータが補正され、補正された前記レリーフパターンデータに基づくレリーフが形成された印刷版。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP14775356.0A EP2979866B1 (en) | 2013-03-29 | 2014-03-26 | Platemaking method, platemaking device, and printing press |
| US14/861,808 US9487043B2 (en) | 2013-03-29 | 2015-09-22 | Platemaking method, platemaking device, printing press, and printing plate |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013074302A JP5908427B2 (ja) | 2013-03-29 | 2013-03-29 | 製版方法、製版装置及び印刷装置 |
| JP2013-074302 | 2013-03-29 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/861,808 Continuation US9487043B2 (en) | 2013-03-29 | 2015-09-22 | Platemaking method, platemaking device, printing press, and printing plate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014157291A1 true WO2014157291A1 (ja) | 2014-10-02 |
Family
ID=51624256
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/058438 WO2014157291A1 (ja) | 2013-03-29 | 2014-03-26 | 製版方法、製版装置、印刷装置及び印刷版 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9487043B2 (ja) |
| EP (1) | EP2979866B1 (ja) |
| JP (1) | JP5908427B2 (ja) |
| WO (1) | WO2014157291A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9594971B1 (en) | 2014-06-27 | 2017-03-14 | Blinker, Inc. | Method and apparatus for receiving listings of similar vehicles from an image |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6051137B2 (ja) * | 2013-09-30 | 2016-12-27 | 富士フイルム株式会社 | 製版方法、製版装置、印刷装置及び印刷版 |
| CN113500849B (zh) * | 2021-06-16 | 2023-01-17 | 广州爱科琪盛塑料有限公司 | 一种树脂版印刷应用工艺 |
| US11717728B1 (en) * | 2022-02-28 | 2023-08-08 | Acushnet Company | Golf ball having markings spaced from a centerline plane |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100019A (ja) * | 2008-10-27 | 2010-05-06 | National Printing Bureau | グラデーション樹脂版面及びその作製方法並びにグラデーション樹脂版面を用いた印刷物 |
| JP2011224878A (ja) | 2010-04-20 | 2011-11-10 | Fujifilm Corp | 印刷用凸版 |
| JP2012074281A (ja) | 2010-09-29 | 2012-04-12 | Dainippon Screen Mfg Co Ltd | 印刷版、印刷装置、及びソフトウェアプログラム |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003072292A (ja) | 2001-09-04 | 2003-03-12 | Printing Bureau Ministry Of Finance | 印刷用版面の彫刻方法及び該彫刻方法で彫刻した印刷版 |
| DE60239551D1 (de) | 2002-12-11 | 2011-05-05 | Agfa Graphics Nv | Verfahren zur Erzeugung von 3D-Ausdrucken |
| US7589868B2 (en) | 2002-12-11 | 2009-09-15 | Agfa Graphics Nv | Method and apparatus for creating 3D-prints and a 3-D printing system |
| JP2008230195A (ja) * | 2007-03-23 | 2008-10-02 | Universal Seikan Kk | 凸版、凸版の製造方法及び缶の印刷装置 |
| JP5119191B2 (ja) * | 2009-03-31 | 2013-01-16 | 富士フイルム株式会社 | 印刷版取り付け装置及び印刷版取り付け方法 |
| JP5497525B2 (ja) * | 2010-04-20 | 2014-05-21 | 富士フイルム株式会社 | 印刷用凸版作成装置、システム、方法及びプログラム |
| JP5457955B2 (ja) * | 2010-06-28 | 2014-04-02 | 富士フイルム株式会社 | レーザー彫刻用樹脂組成物、レーザー彫刻用レリーフ印刷版原版、レーザー彫刻用レリーフ印刷版原版の製造方法、及び、レリーフ印刷版の製版方法 |
| JP5496162B2 (ja) * | 2011-09-26 | 2014-05-21 | 富士フイルム株式会社 | 凸版印刷版の製造方法、凸版印刷版作成装置、並びにプログラム |
| JP5908429B2 (ja) | 2013-03-29 | 2016-04-26 | 富士フイルム株式会社 | 製版方法、製版装置及び印刷装置 |
| JP6051137B2 (ja) * | 2013-09-30 | 2016-12-27 | 富士フイルム株式会社 | 製版方法、製版装置、印刷装置及び印刷版 |
-
2013
- 2013-03-29 JP JP2013074302A patent/JP5908427B2/ja active Active
-
2014
- 2014-03-26 WO PCT/JP2014/058438 patent/WO2014157291A1/ja active Application Filing
- 2014-03-26 EP EP14775356.0A patent/EP2979866B1/en active Active
-
2015
- 2015-09-22 US US14/861,808 patent/US9487043B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100019A (ja) * | 2008-10-27 | 2010-05-06 | National Printing Bureau | グラデーション樹脂版面及びその作製方法並びにグラデーション樹脂版面を用いた印刷物 |
| JP2011224878A (ja) | 2010-04-20 | 2011-11-10 | Fujifilm Corp | 印刷用凸版 |
| JP2012074281A (ja) | 2010-09-29 | 2012-04-12 | Dainippon Screen Mfg Co Ltd | 印刷版、印刷装置、及びソフトウェアプログラム |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2979866A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9594971B1 (en) | 2014-06-27 | 2017-03-14 | Blinker, Inc. | Method and apparatus for receiving listings of similar vehicles from an image |
Also Published As
| Publication number | Publication date |
|---|---|
| US9487043B2 (en) | 2016-11-08 |
| EP2979866B1 (en) | 2017-08-23 |
| JP5908427B2 (ja) | 2016-04-26 |
| EP2979866A4 (en) | 2016-02-03 |
| EP2979866A1 (en) | 2016-02-03 |
| JP2014198388A (ja) | 2014-10-23 |
| US20160009115A1 (en) | 2016-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5497525B2 (ja) | 印刷用凸版作成装置、システム、方法及びプログラム | |
| EP1557279B1 (en) | Relief plates, platemaking masters therefor, and methods for producing such platemaking masters and plates | |
| JP5500853B2 (ja) | 凸版印刷版並びに凸版印刷版の製版方法及び装置 | |
| JP5547543B2 (ja) | 印刷用凸版 | |
| US9415578B2 (en) | Platemaking method, platemaking device, printing press, and printing plate | |
| US8951714B2 (en) | Relief printing plate manufacturing method, relief printing plate creating apparatus, and recording medium | |
| JP2004203031A (ja) | 3次元印刷物作成の方法と装置及び3次元印刷システム | |
| JP5908427B2 (ja) | 製版方法、製版装置及び印刷装置 | |
| JP2010234753A (ja) | 凸版印刷版並びに凸版印刷版の製版方法及び装置 | |
| JP5908428B2 (ja) | 製版方法、製版装置及び印刷装置 | |
| JP6051137B2 (ja) | 製版方法、製版装置、印刷装置及び印刷版 | |
| JP5503615B2 (ja) | 凸版印刷版 | |
| JP4197978B2 (ja) | 輪転印刷機内の円筒状の刷版保持体上の刷版を作製するための方法 | |
| US20140226862A1 (en) | System for forming an image on flexographic media | |
| JP2002205370A (ja) | 機上描画平版印刷方法 | |
| JP2010017953A (ja) | 印刷物作成方法、印刷物作成システムおよび印刷物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14775356 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014775356 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014775356 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |