WO2014156740A1 - タイヤ - Google Patents
タイヤ Download PDFInfo
- Publication number
- WO2014156740A1 WO2014156740A1 PCT/JP2014/056996 JP2014056996W WO2014156740A1 WO 2014156740 A1 WO2014156740 A1 WO 2014156740A1 JP 2014056996 W JP2014056996 W JP 2014056996W WO 2014156740 A1 WO2014156740 A1 WO 2014156740A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tire
- polyamide
- resin material
- acid
- thermoplastic elastomer
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/02—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids
- C08G69/08—Polyamides derived from amino-carboxylic acids or from polyamines and polycarboxylic acids derived from amino-carboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C1/00—Tyres characterised by the chemical composition or the physical arrangement or mixture of the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/01—Inflatable pneumatic tyres or inner tubes without substantial cord reinforcement, e.g. cordless tyres, cast tyres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/40—Polyamides containing oxygen in the form of ether groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G69/00—Macromolecular compounds obtained by reactions forming a carboxylic amide link in the main chain of the macromolecule
- C08G69/44—Polyester-amides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/12—Polyester-amides
Definitions
- the present invention relates to a tire mounted on a rim, and particularly relates to a tire in which at least a part of a tire case is formed of a resin material.
- pneumatic tires made of rubber, organic fiber materials, steel members, and the like are used for vehicles such as passenger cars.
- Conventional rubber materials conventionally used for pneumatic tires have no problem in heat resistance.
- a plurality of processes such as kneading, sheeting, molding, and vulcanization are usually performed, and improvement in productivity has been demanded.
- thermoplastic resins have many advantages from the viewpoint of improving productivity, such as being capable of injection molding.
- thermoplastic polymer material a tire using a polyamide-based thermoplastic elastomer as the thermoplastic polymer material has been proposed (see JP 2012-46030 A).
- a tire using a thermoplastic polymer material is easier to manufacture and lower in cost than a conventional rubber tire.
- the tire frame is formed of a uniform thermoplastic polymer material that does not include a reinforcing member such as a carcass ply, there is room for improvement in terms of pressure resistance or the like as compared with a conventional rubber tire.
- a conventional rubber tire is used to maintain its shape when an internal pressure is applied to the tire by using a carcass or ply.
- a reinforcing member such as a carcass or a ply is not an indispensable constituent element.
- an object of the present invention is to provide a tire formed using a resin material and having excellent pressure resistance.
- a tire comprising a polyamide-based thermoplastic elastomer formed of a resin material and having an annular tire skeleton, the resin material having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule. is there.
- a tire formed using a resin material and having excellent pressure resistance can be provided.
- FIG. 1 is a perspective view showing a partial cross section of a tire according to an embodiment of the present invention. It is sectional drawing of the bead part with which the rim
- the tire of the present invention is formed of a resin material and has an annular tire skeleton, and the resin material has a polyamide-based thermal frame having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule. Contains plastic elastomer.
- the tire according to the present invention includes a polyamide thermoplastic elastomer including a polyamide thermoplastic elastomer having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule. Since it is configured, it has excellent pressure resistance against internal pressure. Further, the tire of the present invention is excellent in productivity because it is possible to form a tire frame body by injection molding.
- the tire has a tire frame body using a resin material.
- the resin material includes at least a polyamide-based thermoplastic elastomer including a polyamide-based thermoplastic elastomer having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule.
- the resin material may contain a thermoplastic elastomer other than the polyamide-based thermoplastic elastomer or an arbitrary component, but has a soft segment in the molecule and a hard segment having a crystallinity of 14% to 26%.
- the content of the thermoplastic elastomer is preferably 30% by mass or more, more preferably 50% by mass or more, and particularly preferably 70% by mass or more.
- “resin” is a concept including a thermoplastic resin and a thermosetting resin, but does not include natural rubber.
- the “polyamide thermoplastic elastomer” is a copolymer having a crystalline polymer having a high melting point and a non-crystalline polymer having a low glass transition temperature. It means a thermoplastic resin material having an amide bond (—CONH—) in the main chain of the polymer constituting the hard segment.
- the polyamide-based thermoplastic elastomer may be simply referred to as “TPA” (Thermoplastic Amid elastomer).
- polyamide-based thermoplastic elastomer As the above-mentioned polyamide-based thermoplastic elastomer, at least polyamide is a crystalline hard segment having a high melting point, and other polymers (eg, polyester or polyether) are amorphous and a soft segment having a low glass transition temperature. The material which is doing is mentioned.
- the polyamide-based thermoplastic elastomer may use a chain extender such as dicarboxylic acid as a bonding portion between the hard segment and the soft segment.
- the hard segment has a crystallinity of 14% to 26%.
- the crystallinity of the hard segment affects the elasticity, rigidity, etc. of the resin material constituting the tire. If the crystallinity of the hard segment is less than 14%, the rigidity of the resin material is small and the pressure resistance as a tire is increased. Is insufficient. When the crystallinity of the hard segment exceeds 26%, the rigidity of the resin material is too high, and it is difficult to rim the tire, for example.
- the crystallinity of the hard segment of the polyamide-based thermoplastic elastomer is preferably 15% to 26%, and more preferably 17% to 26%.
- the crystallinity of the hard segment of the polyamide-based thermoplastic elastomer is determined as follows using a differential scanning calorimetry (DSC) apparatus (DSC Q2000, manufactured by TA Instruments Japan Co., Ltd.). It is a value measured in this way.
- DSC differential scanning calorimetry
- the heat of fusion of the crystal part of the hard segment is measured, and the crystallinity is calculated.
- the heat of fusion is obtained by drawing a baseline from the melting start temperature to the melting end temperature.
- the degree of crystallinity of the hard segment of the polyamide-based thermoplastic elastomer depends on the composition of the polyamide that forms the hard segment, the synthesis conditions of the polyamide-based thermoplastic elastomer (especially the temperature conditions), and the molding conditions such as injection molding and extrusion molding when creating the tire. It can be controlled by the tire heating conditions after the tire preparation. First, the molecular structure of the polyamide that forms the hard segment will be described.
- polyamide forming the hard segment examples include polyamides synthesized using monomers represented by the following general formula (1) or general formula (2).
- R 1 represents a hydrocarbon molecular chain having 2 to 20 carbon atoms or an alkylene group having 2 to 20 carbon atoms.
- R 2 represents a hydrocarbon molecular chain having 3 to 20 carbon atoms or an alkylene group having 3 to 20 carbon atoms.
- R 1 is preferably a hydrocarbon molecular chain having 3 to 18 carbon atoms or an alkylene group having 3 to 18 carbon atoms, and a hydrocarbon molecular chain having 4 to 15 carbon atoms or 4 carbon atoms.
- An alkylene group having 15 to 15 carbon atoms is more preferable, and a molecular chain of a hydrocarbon having 10 to 15 carbon atoms or an alkylene group having 10 to 15 carbon atoms is particularly preferable.
- R 2 is preferably a hydrocarbon molecular chain having 3 to 18 carbon atoms or an alkylene group having 3 to 18 carbon atoms, and a hydrocarbon molecular chain having 4 to 15 carbon atoms or carbon.
- alkylene group having 4 to 15 carbon atoms is more preferable, and a hydrocarbon molecular chain having 10 to 15 carbon atoms or an alkylene group having 10 to 15 carbon atoms is particularly preferable.
- the monomer represented by the general formula (1) or the general formula (2) include ⁇ -aminocarboxylic acid and lactam.
- the polyamide forming the hard segment include polycondensates of these ⁇ -aminocarboxylic acids and lactams, and copolycondensation polymers of diamines and dicarboxylic acids.
- Examples of the ⁇ -aminocarboxylic acid include 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 10-aminocapric acid, 11-aminoundecanoic acid, and 12-aminododecanoic acid.
- Examples of the lactam include aliphatic lactams having 5 to 20 carbon atoms such as lauryl lactam, ⁇ -caprolactam, undecane lactam, ⁇ -enantolactam, and 2-pyrrolidone.
- diamine examples include ethylenediamine, trimethylenediamine, tetramethylenediamine, hexamethylenediamine, heptamethylenediamine, octamethylenediamine, nonamethylenediamine, decamethylenediamine, undecamethylenediamine, dodecamethylenediamine, 2,2, Examples thereof include diamine compounds such as aliphatic diamines having 2 to 20 carbon atoms such as 4-trimethylhexamethylenediamine, 2,4,4-trimethylhexamethylenediamine, 3-methylpentamethylenediamine, and metaxylenediamine.
- the dicarboxylic acid can be represented by HOOC- (R 3 ) m-COOH (R 3 : a hydrocarbon molecular chain having 3 to 20 carbon atoms, m: 0 or 1).
- R 3 a hydrocarbon molecular chain having 3 to 20 carbon atoms, m: 0 or 1.
- oxalic acid, succinic acid And aliphatic dicarboxylic acids having 2 to 22 carbon atoms such as glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid and dodecanedioic acid.
- polyamide (polyamide 6) obtained by ring-opening polycondensation of ⁇ -caprolactam
- polyamide (polyamide 11) obtained by ring-opening polycondensation of undecane lactam
- polyamide (polyamide) obtained by ring-opening polycondensation of lauryl lactam 12
- polycondensation polyamide (polyamide 66) of diamine and dibasic acid or polyamide (amide MX) having meta-xylenediamine as a structural unit Can do.
- the polyamide 6 can be represented by, for example, ⁇ CO— (CH 2 ) 5 —NH ⁇ n (n represents an arbitrary number of repeating units). For example, n is preferably 2 to 100, and 3 to 50 Is more preferable.
- the polyamide 11 can be represented by, for example, ⁇ CO— (CH 2 ) 10 —NH ⁇ n (n represents an arbitrary number of repeating units). For example, n is preferably 2 to 100, and 3 to 50 Is more preferable.
- the polyamide 12 can be represented by, for example, ⁇ CO— (CH 2 ) 11 —NH ⁇ n (n represents an arbitrary number of repeating units). For example, n is preferably 2 to 100, and 3 to 50 Is more preferable.
- the polyamide 66 can be represented by, for example, ⁇ CO (CH 2 ) 4 CONH (CH 2 ) 6 NH ⁇ n (n represents an arbitrary number of repeating units).
- n is preferably 2 to 100 3 to 50 are more preferable.
- the amide MX having meta-xylenediamine as a structural unit can be represented, for example, by the following structural unit (A-1) [in (A-1), n represents an arbitrary number of repeating units], for example, n is preferably 2 to 100, and more preferably 3 to 50.
- the polyamide-based thermoplastic elastomer preferably has a polyamide (polyamide 12) having a unit structure represented by — [CO— (CH 2 ) 11 —NH] — as a hard segment.
- the polyamide 12 can be obtained by ring-opening polycondensation of lauryl lactam or polycondensation of 12-aminododecanoic acid.
- polymer that forms the soft segment examples include polyester and polyether.
- polyether examples include polyethylene glycol, polypropylene glycol, polytetramethylene ether glycol (PTMG), and ABA type triblock polyether diol. These can be used alone or in combination of two or more.
- polyether diamine etc. which are obtained by reacting an anionia etc. with the terminal of polyether can be used, for example, ABA type
- examples of the “ABA type triblock polyether diol” include polyethers represented by the following general formula (3).
- x and z each independently represents an integer of 1 to 20.
- y represents an integer of 4 to 50.
- each of x and z is preferably an integer of 1 to 18, more preferably an integer of 1 to 16, particularly preferably an integer of 1 to 14, and most preferably an integer of 1 to 12.
- y is preferably an integer of 5 to 45, more preferably an integer of 6 to 40, particularly preferably an integer of 7 to 35, and most preferably an integer of 8 to 30.
- examples of the “ABA type triblock polyether diamine” include polyether diamines represented by the following general formula (N).
- X N and Z N each independently represent an integer of 1 to 20.
- Y N represents an integer of 4 to 50.
- X N and Z N are each preferably an integer of 1 to 18, more preferably an integer of 1 to 16, particularly preferably an integer of 1 to 14, and an integer of 1 to 12 Most preferred.
- Y N is preferably an integer of 5 to 45, more preferably an integer of 6 to 40, particularly preferably an integer of 7 to 35, and most preferably an integer of 8 to 30.
- the soft segment is preferably a polymer including a structural unit derived from tetramethylene ether glycol (TMG), and particularly includes a structural unit derived from tetramethylene ether glycol (TMG) from the viewpoint of improving the pressure resistance of the tire.
- TMG tetramethylene ether glycol
- a copolymer is preferred.
- Other structural units that can constitute the copolymer together with the structural units derived from tetramethylene ether glycol (TMG) are not particularly limited, and are structural units derived from the aforementioned ethylene glycol (EG), propylene glycol (PG), and the like. Is mentioned.
- a copolymer containing a structural unit derived from tetramethylene ether glycol for example, a binary copolymer (such as PTMG / PPG) having a structural unit derived from TMG and a structural unit derived from PPG.
- a binary copolymer such as PTMG / PPG
- terpolymers PPG / PTMG / PPG, PTMG / PPG / PEG, etc.
- Examples of the combination of the hard segment and the soft segment include the combinations of the hard segment and the soft segment mentioned above.
- lauryl lactam ring-opening polycondensate / polyethylene glycol combination lauryl lactam ring-opening polycondensate / polypropylene glycol combination, lauryl lactam ring-opening polycondensate / polytetramethylene ether glycol combination, lauryl lactam Ring-opening polycondensate / ABA type triblock polyether combination, Lauryl lactam ring-opening polycondensate / ABA type triblock polyether diamine combination, aminododecanoic acid polycondensate / polyethylene glycol combination, aminododecane Acid polycondensate / polypropylene glycol combination, aminododecanoic acid polycondensate / polytetramethylene ether glycol combination, aminododecanoic acid polycondensate / ABA type triblock polyether di
- a combination of ring-opening polycondensate of lauryl lactam / ABA type triblock polyether, a combination of ring opening polycondensate of lauryl lactam / ABA type triblock polyether diamine, polycondensate of aminododecanoic acid / ABA type triblock A combination of a block polyether and a polycondensate of aminododecanoic acid / ABA type triblock polyether diamine is particularly preferred.
- the polymer forming the soft segment may contain a diamine such as a branched saturated diamine having 6 to 22 carbon atoms, a branched alicyclic diamine having 6 to 16 carbon atoms, or norbornane diamine as a monomer unit.
- a diamine such as a branched saturated diamine having 6 to 22 carbon atoms, a branched alicyclic diamine having 6 to 16 carbon atoms, or norbornane diamine as a monomer unit.
- These branched saturated diamines having 6 to 22 carbon atoms, branched alicyclic diamines having 6 to 16 carbon atoms, or norbornane diamines may be used alone or in combination. However, it may be used in combination with the above-mentioned ABA type triblock polyether or the ABA type triblock polyether diamine.
- Examples of the branched saturated diamine having 6 to 22 carbon atoms include 2,2,4-trimethyl-1,6-hexanediamine, 2,4,4-trimethyl-1,6-hexanediamine, and 1,2- Examples include diaminopropane, 1,3-diaminopentane, 2-methyl-1,5-diaminopentane, and 2-methyl-1,8-diaminooctane.
- Examples of the branched alicyclic diamine having 6 to 16 carbon atoms include 5-amino-2,2,4-trimethyl-1-cyclopentanemethylamine and 5-amino-1,3,3-trimethylcyclohexanemethylamine. Etc. These diamines may be either cis isomers or trans isomers, or may be a mixture of these isomers.
- Examples of the norbornane diamine include 2,5-norbonane dimethylamine, 2,6-norbonane dimethylamine, and mixtures thereof.
- the polymer which comprises the said soft segment may contain other diamine compounds other than the above as a monomer unit.
- diamine compounds include ethylene diamine, trimethylene diamine, tetramethylene diamine, hexamethylene diamine, heptamethylene diamine, octamethylene diamine, nonamethylene diamine, decamethylene diamine, undecamethylene diamine, dodecamethylene diamine, 2, Aliphatic diamines such as 2,4-trimethylhexamethylenediamine, 2,4,4-trimethylhexamethylenediamine, 3-methylpentanemethylenediamine, bis (4-aminocyclohexyl) methane, bis (4-aminocyclohexyl) propane, Alicyclic diamines such as 1,3-bisaminomethylcyclohexane and 1,4-bisaminomethylcyclohexane, aromatic diamines such as metaxylylenediamine and paraxylylenediamine, etc. And the like.
- the above diamine
- the polyamide-based thermoplastic elastomer may use a chain extender such as dicarboxylic acid in addition to the hard segment and the soft segment.
- a chain extender such as dicarboxylic acid
- dicarboxylic acid at least 1 type chosen from aliphatic, alicyclic, and aromatic dicarboxylic acid, or these derivatives can be used, for example.
- dicarboxylic acid examples include straight chain having 2 to 25 carbon atoms such as adipic acid, decanedicarboxylic acid, oxalic acid, succinic acid, glutaric acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, dodecanedioic acid and the like.
- Aliphatic dicarboxylic acids dimerized aliphatic dicarboxylic acids having 14 to 48 carbon atoms obtained by dimerizing unsaturated fatty acids obtained by fractionation of triglycerides, and aliphatic dicarboxylic acids such as hydrogenated products thereof, 1,4-cyclohexanedicarboxylic acid Mention may be made of alicyclic dicarboxylic acids such as acids and aromatic dicarboxylic acids such as terephthalic acid and isophthalic acid.
- the polyamide thermoplastic elastomer contained in the resin material preferably has a weight average molecular weight of 10,000 to 300,000.
- the weight average molecular weight of the polyamide-based thermoplastic elastomer is 10,000 or more, the rigidity of the resin material can be increased and the pressure resistance of the tire can be improved.
- the weight average molecular weight of the said polyamide-type thermoplastic elastomer is 300000 or less, the rigidity of a resin material does not become large too much and it becomes a material which is easy to carry out injection molding.
- the weight average molecular weight of the polyamide-based thermoplastic elastomer is more preferably 10,000 to 200,000.
- the weight average molecular weight of the polyamide-based thermoplastic elastomer can be measured by gel permeation chromatography (GPC), for example, using GPC such as “HLC-8320GPC EcoSEC” manufactured by Tosoh Corporation. Can do.
- GPC gel permeation chromatography
- the number average molecular weight of the polymer (polyamide) constituting the hard segment is preferably 300 to 15000 from the viewpoint of melt moldability.
- the number average molecular weight of the polymer constituting the soft segment is preferably 200 to 6000 from the viewpoint of toughness and low temperature flexibility.
- the ratio (HS / SS) of the hard segment mass (HS) to the soft segment mass (SS) is 55/45 to 90/10 from the viewpoint of the pressure resistance of the tire. And more preferably 55/45 to 85/15.
- the content of the hard segment in the polyamide thermoplastic elastomer is preferably 5 to 95% by mass, more preferably 10 to 90% by mass, and particularly preferably 15 to 90% by mass with respect to the total amount of the polyamide thermoplastic elastomer.
- the content of the soft segment in the polyamide thermoplastic elastomer is preferably 10 to 95% by mass, more preferably 10 to 90% by mass, and particularly preferably 10 to 90% by mass with respect to the total amount of the polyamide thermoplastic elastomer.
- the chain extender is used, the content thereof is preferably set so that the hydroxyl group or amino group of the monomer constituting the soft segment and the carboxyl group of the chain extender are approximately equimolar.
- the polyamide-based thermoplastic elastomer can be synthesized by copolymerizing the polymer that forms the hard segment and the polymer that forms the soft segment by a known method.
- the polyamide-based thermoplastic elastomer includes a monomer constituting a hard segment (for example, an ⁇ -aminocarboxylic acid such as 12-aminododecanoic acid or a lactam such as lauryl lactam) and a monomer constituting a soft segment (for example, the above-mentioned It can be obtained by polymerizing an ABA triblock polyether or the ABA triblock polyether diamine) and a chain extender (for example, adipic acid or decanedicarboxylic acid) in a container.
- a monomer constituting a hard segment for example, an ⁇ -aminocarboxylic acid such as 12-aminododecanoic acid or a lactam such as lauryl lactam
- ⁇ -aminocarboxylic acid when used as a monomer constituting the hard segment, it can be synthesized by further performing reduced-pressure melt polymerization on normal-pressure melt polymerization or normal-pressure melt polymerization.
- lactam when used as the monomer constituting the hard segment, it is a method comprising coexisting an appropriate amount of water and comprising melt polymerization under a pressure of 0.1 to 5 MPa, followed by normal pressure melt polymerization and / or reduced pressure melt polymerization. Can be manufactured.
- These synthesis reactions can be carried out either batchwise or continuously. In the above synthesis reaction, a batch type reaction vessel, a single tank type or multi-tank type continuous reaction apparatus, a tubular continuous reaction apparatus or the like may be used alone or in appropriate combination.
- the polymerization temperature is preferably 150 ° C. to 300 ° C., more preferably 160 ° C. to 280 ° C. from the viewpoint of setting the crystallinity of the hard segment to 14% to 26%.
- the polymerization time can be appropriately determined depending on the relationship between the polymerization average molecular weight of the polyamide-based thermoplastic elastomer to be synthesized and the polymerization temperature. For example, it is preferably 0.5 hours to 30 hours, and more preferably 0.5 hours to 20 hours. preferable.
- monoamines or diamines such as laurylamine, stearylamine, hexamethylenediamine, and metaxylylenediamine for the purpose of adjusting the molecular weight and stabilizing the melt viscosity at the time of molding as necessary.
- An additive such as monocarboxylic acid such as acetic acid, benzoic acid, stearic acid, adipic acid, sebacic acid, dodecanedioic acid, or dicarboxylic acid may be added.
- additives can be appropriately selected in relation to the molecular weight and viscosity of the resulting polyamide-based thermoplastic elastomer within a range that does not adversely affect the effects of the present invention.
- a catalyst can be used as necessary.
- the catalyst includes at least one selected from the group consisting of P, Ti, Ge, Zn, Fe, Sn, Mn, Co, Zr, V, Ir, La, Ce, Li, Ca, and Hf. Compounds.
- the catalyst include inorganic phosphorus compounds, organic titanium compounds, organic zirconium compounds, and organic tin compounds.
- examples of the inorganic phosphorus compound include phosphoric acid, pyrophosphoric acid, polyphosphoric acid, phosphorous acid, hypophosphorous acid and other phosphorus-containing acids, phosphorus-containing acid alkali metal salts, and phosphorus-containing acid alkaline earths.
- a metal salt etc. are mentioned.
- the organic titanium compound include titanium alkoxide [titanium tetrabutoxide, titanium tetraisopropoxide, and the like].
- examples of the organic zirconium compound include zirconium alkoxide (zirconium tetrabutoxide (also referred to as “Zr (OBu) 4 ” or “Zr (OC 4 H 8 ) 4 )”).
- organotin compounds include distannoxane compounds [1-hydroxy-3-isothiocyanate-1,1,3,3-tetrabutyl distanoxane, etc.], tin acetate, dibutyltin dilaurate, butyltin hydroxide oxide hydrate, and the like. Can be mentioned.
- the catalyst addition amount and the catalyst addition timing are not particularly limited as long as the target product can be obtained quickly.
- polyamide-based thermoplastic elastomer examples include lauryl lactam ring-opening polycondensate / polyethylene glycol / adipic acid combination, lauryl lactam ring-opening polycondensate / polypropylene glycol / adipic acid combination, and lauryl lactam ring opening.
- ring-opening polycondensate of lauryl lactam / ABA type triblock polyether / adipic acid combination aminododecanoic acid polycondensate / ABA type triblock polyether / adipic acid combination, aminododecanoic acid polycondensate / ABA type triblock polyether diamine / decane dicarboxylic acid combination, aminododecanoic acid polycondensate / polytetramethylene ether glycol / adipic acid combination, and aminododecanoic acid polycondensate / polytetramethylene ether glycol / A combination of decanedicarboxylic acids is particularly preferred.
- polyamide-type thermoplastic elastomer what combined the preferable aspect mentioned above about the combination of a structural unit, the structural ratio, molecular weight, etc. can be used.
- additives such as rubber, various fillers (for example, silica, calcium carbonate, clay), anti-aging agents, oils, plasticizers, colorants, weathering agents, and reinforcing materials are added to the resin material as desired. You may make it contain.
- the content of the additive in the resin material (tire frame) is not particularly limited, and can be appropriately used as long as the effects of the present invention are not impaired.
- the content of the resin component in the resin material is preferably 50% by mass or more, and more preferably 90% by mass or more based on the total amount of the resin material.
- the content of the resin component in the resin material is the remainder obtained by subtracting the total content of various additives from the total amount of the resin component.
- the tire frame in the present invention uses the above-mentioned resin material.
- the melting point (or softening point) of the resin material (tire frame) itself is usually 100 ° C. to 350 ° C., preferably about 100 ° C. to 250 ° C., but from the viewpoint of tire productivity, 120 ° C. to 250 ° C. The degree is preferable, and 120 ° C. to 200 ° C. is more preferable.
- a resin material having a melting point of 120 ° C. to 250 ° C. for example, when a tire skeleton is formed by fusing the divided bodies (frame pieces), the periphery of 120 ° C. to 250 ° C. Even if the frame body is fused in the temperature range, the bonding strength between the tire frame pieces is sufficient.
- the heating temperature is preferably 10 ° C. to 150 ° C. higher than the melting point (or softening point) of the resin material forming the tire frame piece, more preferably 10 ° C. to 100 ° C. higher.
- the resin material can be obtained by adding various additives as necessary and mixing them appropriately by a known method (for example, melt mixing).
- the resin material obtained by melt mixing can be used in the form of pellets if necessary.
- the tensile yield strength defined in JIS K7113: 1995 of the resin material (tire frame) itself is preferably 5 MPa or more, preferably 5 MPa to 20 MPa, and more preferably 5 MPa to 17 MPa.
- the resin material can withstand deformation against a load applied to the tire during traveling.
- the tensile yield elongation defined by JIS K7113: 1995 of the resin material (tire frame) itself is preferably 10% or more, preferably 10% to 70%, and more preferably 15% to 60%.
- the tensile yield elongation of the resin material is 10% or more, the elastic region is large and the air sealability can be improved.
- the tensile elongation at break specified in JIS K7113: 1995 of the resin material (tire frame) itself is preferably 50% or more, preferably 100% or more, more preferably 150% or more, and particularly preferably 200% or more.
- the air sealability is good and it is possible to make it difficult to break against a collision.
- the deflection temperature under load (when loaded with 0.45 MPa) as defined in ISO 75-2 or ASTM D648 of the resin material (tire frame) itself is preferably 50 ° C. or more, preferably 50 ° C. to 150 ° C., and preferably 50 ° C. to 50 ° C. 130 ° C. is more preferable.
- the deflection temperature under load of the resin material is 50 ° C. or higher, deformation of the tire skeleton can be suppressed even when vulcanization is performed in the manufacture of the tire.
- FIG. 1A is a perspective view showing a partial cross section of a tire according to an embodiment of the present invention.
- FIG. 1B is a cross-sectional view of a bead portion attached to a rim.
- the tire 10 of the present embodiment has a cross-sectional shape that is substantially the same as a conventional general rubber pneumatic tire.
- the tire 10 includes a pair of bead portions 12 that contact the bead seat 21 and the rim flange 22 of the rim 20 shown in FIG. 1B, and side portions 14 that extend outward from the bead portion 12 in the tire radial direction.
- a tire case 17 is provided that includes a crown portion 16 (outer peripheral portion) that connects an outer end in the tire radial direction of one side portion 14 and an outer end in the tire radial direction of the other side portion 14.
- the tire case 17 of the present embodiment includes each additive as a resin material, for example, in a polyamide-based thermoplastic elastomer having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule. Can be used.
- the tire case 17 is formed of a single resin material.
- the present invention is not limited to this configuration, and each part of the tire case 17 is similar to a conventional general rubber pneumatic tire.
- a reinforcing material (polymer material, metal fiber, cord, nonwoven fabric, woven fabric, etc.) is embedded in the tire case 17 (for example, the bead portion 12, the side portion 14, the crown portion 16 and the like), and the reinforcing material is provided.
- the tire case 17 may be reinforced.
- the tire case 17 of the present embodiment is obtained by joining a pair of tire case halves (tire frame pieces) 17A formed of a resin material.
- the tire case half 17A is formed by injection molding or the like so that one bead portion 12, one side portion 14, and a half-width crown portion 16 are integrated with each other so as to face each other. It is formed by joining at the tire equator part.
- the tire case 17 is not limited to the one formed by joining two members, and may be formed by joining three or more members.
- the tire case half 17A formed of the resin material can be formed by, for example, vacuum forming, pressure forming, injection molding, melt casting, or the like. For this reason, it is not necessary to perform vulcanization compared to the case where the tire case is molded with rubber as in the prior art, the manufacturing process can be greatly simplified, and the molding time can be omitted.
- the tire case half body 17A has a symmetrical shape, that is, the one tire case half body 17A and the other tire case half body 17A have the same shape. There is also an advantage that only one type of mold is required.
- an annular bead core 18 made of a steel cord is embedded in the bead portion 12, similar to a conventional general pneumatic tire.
- the present invention is not limited to this configuration, and the bead core 18 can be omitted if the rigidity of the bead portion 12 is ensured and there is no problem in fitting with the rim 20.
- an organic fiber cord, a resin-coated organic fiber cord, or a hard resin may be used.
- An annular seal layer 24 made of is formed.
- the seal layer 24 may also be formed at a portion where the tire case 17 (bead portion 12) and the bead sheet 21 are in contact with each other.
- a material having better sealing properties than the resin material constituting the tire case 17 a softer material than the resin material constituting the tire case 17 can be used.
- thermoplastic resin thermoplastic elastomer
- examples of such other thermoplastic resins include polyurethane resins, polyolefin resins, polystyrene thermoplastic resins, polyester resins, and the like, and blends of these resins with rubbers or elastomers.
- Thermoplastic elastomers can also be used, for example, polyester-based thermoplastic elastomers, polyurethane-based thermoplastic elastomers, polystyrene-based thermoplastic elastomers, polyolefin-based thermoplastic elastomers, or combinations of these elastomers or blends with rubber. Thing etc. are mentioned.
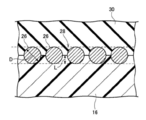
- a reinforcement cord 26 having higher rigidity than the resin material constituting the tire case 17 is wound around the crown portion 16 in the circumferential direction of the tire case 17.
- the reinforcing cord 26 is wound spirally in a state in which at least a part thereof is embedded in the crown portion 16 in a cross-sectional view along the axial direction of the tire case 17, thereby forming a reinforcing cord layer 28.
- FIG. 2 is a cross-sectional view along the tire rotation axis showing a state where a reinforcing cord is embedded in the crown portion of the tire case of the tire according to the present embodiment.
- the reinforcing cord 26 is spirally wound in a state in which at least a part is embedded in the crown portion 16 in a sectional view along the axial direction of the tire case 17.
- a reinforcing cord layer 28 indicated by a broken line portion in FIG. 2 is formed together with a part of the outer peripheral portion 17.
- the portion embedded in the crown portion 16 of the reinforcing cord 26 is in close contact with the resin material constituting the crown portion 16 (tire case 17).
- a monofilament such as a metal fiber or an organic fiber, or a multifilament (twisted wire) obtained by twisting these fibers such as a steel cord twisted with a steel fiber
- a steel cord is used as the reinforcing cord 26.
- the burying amount L indicates the burying amount of the reinforcing cord 26 in the tire rotation axis direction with respect to the tire case 17 (crown portion 16).
- the embedding amount L of the reinforcing cord 26 in the crown portion 16 is preferably 1/5 or more of the diameter D of the reinforcing cord 26, and more preferably more than 1/2. Most preferably, the entire reinforcing cord 26 is embedded in the crown portion 16. When the embedment amount L of the reinforcing cord 26 exceeds 1/2 of the diameter D of the reinforcing cord 26, it is difficult to jump out of the embedded portion due to the size of the reinforcing cord 26.
- the reinforcing cord layer 28 corresponds to a belt disposed on the outer peripheral surface of the carcass of a conventional rubber pneumatic tire.
- the crown 30 is disposed on the outer peripheral side of the reinforcing cord layer 28 in the tire radial direction.
- the rubber used for the crown 30 is preferably the same type of rubber used in conventional rubber pneumatic tires.
- a crown formed of another type of resin material that is more excellent in wear resistance than the resin material constituting the tire case 17 may be used.
- the crown 30 is formed with a crown pattern including a plurality of grooves on the ground contact surface with the road surface in the same manner as a conventional rubber pneumatic tire.
- the manufacturing method of the tire of this embodiment is explained.
- a tire case half is formed using a resin material containing the polyamide-based thermoplastic elastomer.
- These tire cases are preferably formed by injection molding.
- the resin material is preferably injection-molded into a mold at 200 ° C. to 250 ° C. from the viewpoint of setting the crystallinity of the hard segment of the polyamide-based thermoplastic elastomer to 14% to 26%.
- the molten resin injected into the mold at 30 ° C. to 80 ° C. is preferably cooled for 30 seconds or more and taken out.
- the tire case halves supported by the thin metal support ring face each other.
- a joining mold (not shown) is installed so as to be in contact with the outer peripheral surface of the abutting portion of the tire case half.
- die is comprised so that the periphery of the junction part (butting part) of the tire case half body 17A may be pressed with a predetermined pressure.
- the periphery of the joint portion of the tire case half is pressed at a temperature equal to or higher than the melting point (or softening point) of the resin material constituting the tire case.
- the joining portion of the tire case half body is heated using a joining mold, but the present invention is not limited to this, and for example, the joining portion is heated by a separately provided high-frequency heater or the like.
- the tire case halves may be joined by being softened or melted in advance by irradiation with hot air, infrared rays, or the like, and pressurized by a joining mold.
- FIG. 3 is an explanatory diagram for explaining an operation of embedding a reinforcing cord in a crown portion of a tire case using a cord heating device and rollers.
- the cord supply device 56 is disposed on the reel 58 around which the reinforcing cord 26 is wound, the cord heating device 59 disposed on the downstream side of the reel 58 in the cord transport direction, and the downstream side of the reinforcing cord 26 in the transport direction.
- the first roller 60, the first cylinder device 62 that moves the first roller 60 in the direction of contacting and separating from the outer peripheral surface of the tire, and the downstream side in the conveying direction of the reinforcing cord 26 of the first roller 60 A second roller 64, and a second cylinder device 66 that moves the second roller 64 in a direction in which the second roller 64 comes in contact with and separates from the tire outer peripheral surface.
- the second roller 64 can be used as a metal cooling roller.
- the surface of the first roller 60 or the second roller 64 is made of fluororesin (in this embodiment, Teflon (registered trademark)) in order to suppress adhesion of a molten or softened resin material. It is coated.
- the cord supply device 56 includes two rollers, the first roller 60 and the second roller 64, but the present invention is not limited to this configuration, and any one of the rollers. It is also possible to have only one (that is, one roller).
- the cord heating device 59 includes a heater 70 and a fan 72 that generate hot air. Further, the cord heating device 59 includes a heating box 74 through which the reinforcing cord 26 passes through an internal space in which hot air is supplied, and a discharge port 76 for discharging the heated reinforcing cord 26.
- the temperature of the heater 70 of the cord heating device 59 is raised, and the ambient air heated by the heater 70 is sent to the heating box 74 by the wind generated by the rotation of the fan 72.
- the reinforcing cord 26 unwound from the reel 58 is fed into a heating box 74 in which the internal space is heated with hot air (for example, the temperature of the reinforcing cord 26 is heated to about 100 to 200 ° C.).
- the heated reinforcing cord 26 passes through the discharge port 76 and is wound spirally around the outer peripheral surface of the crown portion 16 of the tire case 17 rotating in the direction of arrow R in FIG.
- the resin material at the contact portion melts or softens, and at least a part of the heated reinforcing cord 26 is embedded in the outer peripheral surface of the crown portion 16. Is done. At this time, since the heated reinforcing cord 26 is embedded in the molten or softened resin material, there is no gap between the resin material and the reinforcing cord 26, that is, a tight contact state. Thereby, the air entering to the portion where the reinforcing cord 26 is embedded is suppressed.
- the burying amount L of the reinforcing cord 26 can be adjusted by the heating temperature of the reinforcing cord 26, the tension applied to the reinforcing cord 26, the pressing force by the first roller 60, and the like.
- the embedding amount L of the reinforcing cord 26 is set to be 1/5 or more of the diameter D of the reinforcing cord 26.
- the burying amount L of the reinforcing cord 26 is more preferably more than 1/2 of the diameter D, and most preferably the entire reinforcing cord 26 is embedded.
- the reinforcing cord layer 28 is formed on the outer peripheral side of the crown portion 16 of the tire case 17 by winding the heated reinforcing cord 26 while being embedded in the outer peripheral surface of the crown portion 16.
- the vulcanized belt-shaped crown 30 is wound around the outer peripheral surface of the tire case 17 by one turn, and the crown 30 is bonded to the outer peripheral surface of the tire case 17 using an adhesive or the like.
- the crown 30 may be, for example, a precure crown that is used in conventionally known retreaded tires. This step is the same step as the step of bonding the precure crown to the outer peripheral surface of the base tire of the retreaded tire.
- the seal layer 24 made of vulcanized rubber is bonded to the bead portion 12 of the tire case 17 using an adhesive or the like, the tire 10 is completed.
- an annealing process for heating the tire 10 may be further performed.
- the heating temperature in the annealing treatment is preferably a glass transition temperature to 140, more preferably 50 ° C. to 140 ° C.
- the tire case 17 is formed of a resin material including a polyamide-based thermoplastic elastomer having a soft segment and a hard segment having a crystallinity of 14% to 26% in the molecule. Excellent pressure resistance.
- the tire 10 is light in weight because it has a simple structure as compared with a conventional rubber tire. For this reason, the tire 10 of this embodiment has high friction resistance and durability. Further, since the tire case 17 can be injection-molded, the productivity is very excellent.
- a reinforcing cord 26 having a rigidity higher than that of the resin material is spirally wound in the circumferential direction on the outer peripheral surface of the crown portion 16 of the tire case 17 formed of a resin material. Therefore, puncture resistance, cut resistance, and circumferential rigidity of the tire 10 are improved. In addition, creep of the tire case 17 formed of a resin material is prevented by improving the circumferential rigidity of the tire 10.
- the reinforcing cord 26 is embedded in the outer peripheral surface of the crown portion 16 of the tire case 17 formed of a resin material in a cross-sectional view along the axial direction of the tire case 17 (the cross section shown in FIG. 1A).
- the reinforcing cord 26 since it is in close contact with the resin material, entry of air at the time of manufacture is suppressed, and movement of the reinforcing cord 26 due to input during travel is suppressed. Thereby, it is suppressed that peeling etc. arise in the reinforcement cord 26, the tire case 17, and the crown 30, and the durability of the tire 10 is improved.
- the reinforcing cord layer 28 is configured to include a resin material in this way, the difference in hardness between the tire case 17 and the reinforcing cord layer 28 is reduced as compared with the case where the reinforcing cord 26 is fixed with cushion rubber. Therefore, the reinforcement cord 26 can be further adhered and fixed to the tire case 17. Thereby, the above-mentioned air entering can be prevented effectively, and it can control effectively that a reinforcement cord member moves at the time of driving. Further, when the reinforcing cord 26 is a steel cord, the reinforcing cord 26 can be easily separated from the resin material by heating and recovered at the time of disposal of the tire, which is advantageous in terms of recyclability of the tire 10.
- the resin material has a lower loss coefficient (tan ⁇ ) than vulcanized rubber, if the reinforcing cord layer 28 contains a large amount of the resin material, the rolling property of the tire can be improved. Furthermore, the resin material has an advantage that the in-plane shear rigidity is larger than that of the vulcanized rubber, and the handling property and wear resistance during running of the tire are excellent.
- the embedding amount L of the reinforcement cord 26 is 1/5 or more of the diameter D as shown in FIG. 2, the air entry at the time of manufacture is suppressed effectively, the input at the time of driving, etc. This further suppresses the movement of the reinforcing cord 26.
- the crown 30 in contact with the road surface is made of a rubber material that is more resistant to wear than the resin material constituting the tire case 17, the wear resistance of the tire 10 is improved. Further, since an annular bead core 18 made of a metal material is embedded in the bead portion 12, the tire case 17, that is, the tire 10 is strong against the rim 20 like the conventional rubber pneumatic tire. Retained.
- the reinforcing cord 26 is heated and the surface of the tire case 17 where the heated reinforcing cord 26 contacts is melted or softened.
- the present invention is not limited to this configuration, and the reinforcing cord is used. It is also possible to use a hot air generating device without heating 26 and heat the outer peripheral surface of the crown portion 16 in which the reinforcing cord 26 is embedded, and then embed the reinforcing cord 26 in the crown portion 16.
- the heat source of the cord heating device 59 is a heater and a fan.
- the present invention is not limited to this configuration, and the reinforcement cord 26 may be directly heated by radiant heat (for example, infrared rays). .
- the portion in which the resin material in which the reinforcing cord 26 is embedded is melted or softened is forcibly cooled by the metal second roller 64, but the present invention is not limited to this configuration.
- a configuration may be adopted in which cold air is directly blown onto a portion where the resin material is melted or softened to forcibly cool and solidify the melted or softened portion of the resin material.
- the reinforcing cord 26 is heated.
- the outer periphery of the reinforcing cord 26 may be covered with the same resin material as the tire case 17.
- the resin material covered together with the reinforcing cord 26 is also heated, so that air entry during embedding in the crown portion 16 can be effectively suppressed.
- the tire 10 of the present embodiment is a so-called tubeless tire in which an air chamber is formed between the tire 10 and the rim 20 by attaching the bead portion 12 to the rim 20, but the present invention is limited to this configuration. Instead, it may be a complete tube shape.
- the tire of the present invention is an embodiment using a reinforcing cord member in which the cord member is coated with a resin material as shown in the second embodiment (FIGS. 4 and 5) of JP 2012-46030 A. Also good.
- Example 1 ⁇ Production of tire> [Example 1] According to the above-described embodiment, TPA1 was injection-molded at 250 ° C. to produce the tire of Example 1.
- Example 2 The tire manufactured in Example 1 was annealed at 150 ° C. for 3 hours to prepare the tire of Example 2. At this time, the materials described in the “Polymer type” column of Table 1 were used as materials for forming the tire case.
- Example 3 In accordance with the present embodiment described above, TPA2 was injection molded at 250 ° C. to produce a tire of Example 3.
- Example 4 The tire produced in Example 3 was subjected to an annealing treatment in which heating was performed at 150 ° C. for 3 hours to produce the tire of Example 4.
- Example 5 The tire produced in Comparative Example 1 was annealed at 150 ° C. for 3 hours to produce the tire of Example 5.
- HS structure indicates that the polymer constituting the hard segment of TPA1 to TPA3, or PA12, is nylon 12 (nylon is a registered trademark).
- SS structure represents that the polymer constituting the soft segment of TPA1 to TPA3 is PTMG or PPG / PTMG / PPG.
- HS / SS in Table 1 represents the ratio of the mass (HS) of the hard segment and the mass (SS) of the soft segment of TPA1 to TPA3.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
- Polyamides (AREA)
Abstract
Description
特に、通常ゴム製の従来タイヤではカーカスやプライを用いることでタイヤに内圧をかけた際の形状保持を行っている。一方、上述のように高分子材料(樹脂)を用いたタイヤにおいては、カーカスやプライ等の補強部材を必須の構成要素とはせずに、例えば、タイヤ周方向にスチールコードで箍(たが)をかける態様が提案されている。このように、高分子材料を用いたタイヤにおいては、サイド部に補強部材を用いないことも想定されるため、高分子材料自体で耐圧性を確保できることが求められている。
上述のように前記タイヤは、樹脂材料を用いたタイヤ骨格体を有する。前記樹脂材料は、少なくとも、分子内にソフトセグメントと結晶化度が14%~26%のハードセグメントとを有するポリアミド系熱可塑性エラストマーを含むポリアミド系熱可塑性エラストマーを含む。
前記樹脂材料は、ポリアミド系熱可塑性エラストマー以外の熱可塑性エラストマーや任意の成分を含んでいてもよいが、分子内にソフトセグメントと結晶化度が14%~26%のハードセグメントとを有するポリアミド系熱可塑性エラストマーの含有量が30質量%以上であることが好ましく、50質量%以上であることが更に好ましく、70質量%以上であることが特に好ましい。また、本明細書において「樹脂」とは、熱可塑性樹脂及び熱硬化性樹脂を含む概念であるが、天然ゴムは含まない。
本発明において、「ポリアミド系熱可塑性エラストマー」とは、結晶性で融点の高いハードセグメントを構成するポリマーと非晶性でガラス転移温度の低いソフトセグメントを構成するポリマーとを有する共重合体からなる熱可塑性樹脂材料であって、ハードセグメントを構成するポリマーの主鎖にアミド結合(-CONH-)を有するものを意味する。
ポリアミド系熱可塑性エラストマーを、単に「TPA」(ThermoPlastic Amid elastomer)と称することもある。
本発明において、前記ハードセグメントは、結晶化度が14%~26%である。
ハードセグメントの結晶化度は、タイヤを構成する樹脂材料の弾性、剛性等に影響を与え、ハードセグメントの結晶化度が14%未満であると、樹脂材料の剛性が小さく、タイヤとしての耐圧性が不十分である。ハードセグメントの結晶化度が26%を超えると、樹脂材料の剛性が大き過ぎて、例えば、タイヤにリム組みすることが困難である。
ポリアミド系熱可塑性エラストマーのハードセグメントの結晶化度は、15%~26%であることが好ましく、17%~26%であることがより好ましい。
ポリアミド系熱可塑性エラストマーを、0℃から200℃まで10℃/分で昇温することにより、ハードセグメントの結晶部の融解熱量を測定し、結晶化度を算出する。この際、融解熱量は融解開始温度から融解終了温度までのベースラインを引き、求める。
まず、ハードセグメントを形成するポリアミドの分子構造について説明する。

前記一般式(1)又は一般式(2)で表されるモノマーとしては、ω-アミノカルボン酸やラクタムが挙げられる。また、前記ハードセグメントを形成するポリアミドとしては、これらω-アミノカルボン酸やラクタムの重縮合体や、ジアミンとジカルボン酸との共縮重合体等が挙げられる。
前記ジアミンとしては、例えば、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4-トリメチルヘキサメチレンジアミン、2,4,4-トリメチルヘキサメチレンジアミン、3-メチルペンタメチレンジアミン、メタキシレンジアミンなどの炭素数2~20の脂肪族ジアミンなどのジアミン化合物を挙げることができる。また、ジカルボン酸は、HOOC-(R3)m-COOH(R3:炭素数3~20の炭化水素の分子鎖、m:0又は1)で表すことができ、例えば、シュウ酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸などの炭素数2~22の脂肪族ジカルボン酸を挙げることができる。
前記ポリアミド11は、例えば、{CO-(CH2)10-NH}n(nは任意の繰り返し単位数を表す)で表すことができ、例えば、nとしては2~100が好ましく、3~50が更に好ましい。
前記ポリアミド12は、例えば、{CO-(CH2)11-NH}n(nは任意の繰り返し単位数を表す)で表すことができ、例えば、nとしては2~100が好ましく、3~50が更に好ましい。
前記ポリアミド66は、例えば、{CO(CH2)4CONH(CH2)6NH}n(nは任意の繰り返し単位数を表す)で表すことができ、例えば、nとしては2~100が好ましく、3~50が更に好ましい。
前記ソフトセグメントを形成するポリマーとしては、例えば、ポリエステルや、ポリエーテルが挙げられる。ポリエーテルとしては、例えば、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレンエーテルグリコール(PTMG)、ABA型トリブロックポリエーテルジオール等が挙げられ、これらを単独で又は2種以上を用いることができる。また、ポリエーテルの末端にアニモニア等を反応させることによって得られるポリエーテルジアミン等を用いることができ、例えば、ABA型トリブロックポリエーテルジアミンを用いることができる。

具体的には、テトラメチレンエーテルグリコール(TMG)由来の構成単位を含む共重合体としては、例えば、TMG由来の構成単位とPPG由来の構成単位を有する二元共重合体(PTMG/PPG等)、三元共重合体(PPG/PTMG/PPG、PTMG/PPG/PEG等)などが挙げられる。
この中でも、ラウリルラクタムの開環重縮合体/ポリエチレングリコールの組合せ、ラウリルラクタムの開環重縮合体/ポリプロピレングリコールの組合せ、ラウリルラクタムの開環重縮合体/ポリテトラメチレンエーテルグリコールの組合せ、ラウリルラクタムの開環重縮合体/ABA型トリブロックポリエーテルの組合せ、ラウリルラクタムの開環重縮合体/ABA型トリブロックポリエーテルジアミンの組み合わせ、アミノドデカン酸の重縮合体/ポリエチレングリコールの組合せ、アミノドデカン酸の重縮合体/ポリプロピレングリコールの組合せ、アミノドデカン酸の重縮合体/ポリテトラメチレンエーテルグリコールの組合せ、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテルの組合せ、及び、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテルジアミンの組み合わせが好ましい。さらに、ラウリルラクタムの開環重縮合体/ABA型トリブロックポリエーテルの組合せ、ラウリルラクタムの開環重縮合体/ABA型トリブロックポリエーテルジアミンの組み合わせ、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテルの組合せ、及び、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテルジアミンの組み合わせが特に好ましい。
上述のジアミンは単独で使用してもよいし、2種類以上を適宜組合せて使用してもよい。
上述のように、ポリアミド系熱可塑性エラストマーはハードセグメント及びソフトセグメントの他に、ジカルボン酸等の鎖長延長剤を用いてもよい。前記ジカルボン酸としては、例えば、脂肪族、脂環式及び芳香族ジカルボン酸から選ばれる少なくとも一種又はこれらの誘導体を用いることができる。
本発明において、樹脂材料に含まれるポリアミド系熱可塑性エラストマーの重量平均分子量は、10000~300000であることが好ましい。
前記ポリアミド系熱可塑性エラストマーの重量平均分子量が10000以上であることで、樹脂材料の剛性を上げ、タイヤの耐圧性を向上することができる。また、前記ポリアミド系熱可塑性エラストマーの重量平均分子量が300000以下であることで、樹脂材料の剛性が過度に大きくならず、射出成形し易い材料となる。
前記ポリアミド系熱可塑性エラストマーの重量平均分子量としては、10000~200000がより好ましい。前記ポリアミド系熱可塑性エラストマーの重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC;Gel Permeation Chromatography)により測定することができ、例えば、東ソー株式会社製の「HLC-8320GPC EcoSEC」等のGPCを用いることができる。
前記ポリアミド系熱可塑性エラストマー中のソフトセグメントの含有量は、ポリアミド系熱可塑性エラストマー全量に対して、10~95質量%が好ましく、10~90質量%が更に好ましく、10~90質量%が特に好ましい。
前記鎖長延長剤を用いる場合、その含有量は前記ソフトセグメントを構成するモノマーの水酸基又はアミノ基と、鎖長延長剤のカルボキシル基とがほぼ等モルになるように設定されることが好ましい。
前記触媒としては、例えば、無機系リン化合物、有機チタン化合物、有機ジルコニウム化合物、有機スズ化合物等が挙げられる。
具体的には、無機系リン化合物としては、リン酸、ピロリン酸、ポリリン酸、亜リン酸、次亜リン酸等のリン含有酸、リン含有酸のアルカリ金属塩、リン含有酸のアルカリ土類金属塩等が挙げられる。
有機チタン化合物としては、チタンアルコキシド〔チタンテトラブトキシド、チタンテトライソプロポキシド等〕等が挙げられる。
有機ジルコニウム化合物としては、ジルコニウムアルコキシド〔ジルコニウムテトラブトキシド(「Zr(OBu)4」または「Zr(OC4H8)4」とも称される)等〕等が挙げられる。
有機スズ化合物としては、ジスタノキサン化合物〔1-ヒドロキシ-3-イソチオシアネート-1,1,3,3-テトラブチルジスタノキサン等〕、酢酸スズ、ジラウリン酸ジブチルスズ、ブチルチンヒドロキシドオキシドヒドレート等が挙げられる。
触媒添加量及び触媒添加時期は、目的物を速やかに得られる条件であれば特に制限されない。
さらに、ラウリルラクタムの開環重縮合体/ABA型トリブロックポリエーテル/アジピン酸の組合せ、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテル/アジピン酸の組合せ、アミノドデカン酸の重縮合体/ABA型トリブロックポリエーテルジアミン/デカンジカルボン酸の組み合わせ、アミノドデカン酸の重縮合体/ポリテトラメチレンエーテルグリコール/アジピン酸の組合せ、及び、アミノドデカン酸の重縮合体/ポリテトラメチレンエーテルグリコール/デカンジカルボン酸の組合せが特に好ましい。
前記ポリアミド系熱可塑性エラストマーとしては、構成単位の組み合わせ、その構成比、分子量等について上述した好ましい態様同士を組み合わせたものを用いることができる。
次に、タイヤ骨格体を構成する樹脂材料の好ましい物性について説明する。本発明におけるタイヤ骨格体は、上述の樹脂材料を用いるものである。
このように、融点が120℃~250℃の樹脂材料を用いることで、例えばタイヤの骨格体を、その分割体(骨格片)を融着して形成する場合に、120℃~250℃の周辺温度範囲で融着された骨格体であってもタイヤ骨格片同士の接着強度が十分である。このため、本発明のタイヤは耐パンク性や耐摩耗性など走行時における耐久性に優れる。なお、前記加熱温度は、タイヤ骨格片を形成する樹脂材料の融点(又は軟化点)よりも10℃~150℃高い温度が好ましく、10℃~100℃高い温度が更に好ましい。
溶融混合して得られた樹脂材料は、必要に応じてペレット状にして用いることができる。
本実施形態のタイヤ10について説明する。図1Aは、本発明の一実施形態に係るタイヤの一部の断面を示す斜視図である。図1Bは、リムに装着したビード部の断面図である。図1Aに示すように、本実施形態のタイヤ10は、従来一般のゴム製の空気入りタイヤと略同様の断面形状を呈している。
また、本実施形態では、タイヤケース半体17Aは左右対称形状、即ち、一方のタイヤケース半体17Aと他方のタイヤケース半体17Aとが同一形状とされているので、タイヤケース半体17Aを成形する金型が1種類で済むメリットもある。
以下、本実施形態のタイヤの製造方法について説明する。
まず、上述のように前記ポリアミド系熱可塑性エラストマーを含む樹脂材料を用いて、タイヤケース半体を形成する。これらタイヤケースの形成は、射出成形で行うことが好ましい。このとき、ポリアミド系熱可塑性エラストマーが有するハードセグメントの結晶化度を14%~26%にする観点から、樹脂材料は、200℃~250℃で、金型に射出成形することが好ましい。また、30℃~80℃の金型に射出された溶融樹脂は、30秒以上冷却し、取り出すことが好ましい。
次に、補強コード巻回工程について図3を用いて説明する。図3は、コード加熱装置、及びローラ類を用いてタイヤケースのクラウン部に補強コードを埋設する動作を説明するための説明図である。図3において、コード供給装置56は、補強コード26を巻き付けたリール58と、リール58のコード搬送方向下流側に配置されたコード加熱装置59と、補強コード26の搬送方向下流側に配置された第1のローラ60と、第1のローラ60をタイヤ外周面に対して接離する方向に移動する第1のシリンダ装置62と、第1のローラ60の補強コード26の搬送方向下流側に配置される第2のローラ64と、及び第2のローラ64をタイヤ外周面に対して接離する方向に移動する第2のシリンダ装置66と、を備えている。第2のローラ64は、金属製の冷却用ローラとして利用することができる。また、本実施形態において、第1のローラ60又は第2のローラ64の表面は、溶融又は軟化した樹脂材料の付着を抑制するためにフッ素樹脂(本実施形態では、テフロン(登録商標))でコーティングされている。なお、本実施形態では、コード供給装置56は、第1のローラ60又は第2のローラ64の2つのローラを有する構成としているが、本発明はこの構成に限定されず、何れか一方のローラのみ(即ち、ローラ1個)を有している構成でもよい。
本実施形態のタイヤ10では、タイヤケース17が、分子内にソフトセグメントと結晶化度が14%~26%のハードセグメントとを有するポリアミド系熱可塑性エラストマーを含む樹脂材料によって形成されているため、耐圧性に優れる。また、タイヤ10は従来のゴム製のタイヤに比して構造が簡易であるため重量が軽い。このため、本実施形態のタイヤ10は、耐摩擦性及び耐久性が高い。更に、タイヤケース17を射出成形できることから生産性にも非常に優れる。
更に、補強コード26がスチールコードの場合に、タイヤ処分時に補強コード26を加熱によって樹脂材料から容易に分離し回収することが可能であるため、タイヤ10のリサイクル性の点で有利である。また、樹脂材料は加硫ゴムに比して損失係数(tanδ)が低いため、補強コード層28が樹脂材料を多く含んでいると、タイヤの転がり性を向上させることができる。更には、樹脂材料は加硫ゴムに比して、面内せん断剛性が大きく、タイヤ走行時の操安性や耐摩耗性にも優れるといった利点がある。
さらに、ビード部12には、金属材料からなる環状のビードコア18が埋設されていることから、従来のゴム製の空気入りタイヤと同様に、リム20に対してタイヤケース17、すなわちタイヤ10が強固に保持される。
-ポリアミドPA12の合成-
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた50リットルの圧力容器に、ラウリロラクタム14.95kg、12-アミノドデカン酸1.09kg、及び、デカンジカルボン酸1.96kgを仕込んだ。圧力容器内を280℃まで昇温し、仕込んだ成分を2時間撹拌した。
次いで、圧力容器内を十分窒素置換した後、窒素ガスを供給しながら、280℃で2時間重合(重合反応A)を行ない、両末端がカルボキシ基のポリアミドPA12(ナイロン12)を得た。なお、「ナイロン」は登録商標である。
PA12の合成と同様にして重合反応Aを行い、次いで、PA12(14.61kg)に対して、PTMG(ポリテトラメチレンエーテルグリコール;平均分子量650)3.39kgを加えた。その後、200℃まで昇温し、触媒〔Zr(OC4H8)4〕を5.1g投入し、撹拌開始後、圧力容器内を260℃まで昇温し、真空ポンプにより圧力容器内を真空にした。さらにその後、更に3時間攪拌して重合反応を行い、ポリアミド系熱可塑性エラストマーTPA1を得た。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた50リットルの圧力容器に12-アミノドデカン酸11.24kg、ABA型のトリブロックポリエーテルジアミン(HUNTSMAN社製の商品名「XTJ-542」)3.21kg、アジピン酸0.67kgを仕込んだ。
次いで、圧力容器内を十分窒素置換した後、窒素ガスを供給しながら、圧力容器内の圧力を0.05MPaに調整し、室温から240℃まで昇温した。圧力容器内の圧力を0.05MPaに調整しながら240℃で2時間重合を行った。
攪拌機、温度計、トルクメーター、圧力計、窒素ガス導入口、圧力調整装置及びポリマー取り出し口を備えた50リットルの圧力容器に12-アミノドデカン酸7.9kg、ABA型のトリブロックポリエーテルジアミン(HUNTSMAN社製の商品名「XTJ-542」)8.54kg、アジピン酸1.56kgを仕込んだ。
次いで、圧力容器内を十分窒素置換した後、窒素ガスを供給しながら、圧力容器内の圧力を0.05MPaに調整し、室温から240℃まで昇温した。圧力容器内の圧力を0.05MPaに調整しながら240℃で2時間重合を行った。
〔実施例1〕
上述の本実施形態に従って、250℃でTPA1を射出成形し、実施例1のタイヤを作製した。
実施例1で作製したタイヤを、150℃で3時間加熱するアニール処理を行い、実施例2のタイヤを作製した。この際、タイヤケースを形成する材料については表1の「ポリマー種」欄に記載の材料を用いた。
上述の本実施形態に従って、250℃でTPA2を射出成形し、実施例3のタイヤを作製した。
実施例3で作製したタイヤを、150℃で3時間加熱するアニール処理を行い、実施例4のタイヤを作製した。
上述の本実施形態に従って、200℃でTPA3を射出成形し、比較例1のタイヤを作製した。
比較例1で作製したタイヤを、150℃で3時間加熱するアニール処理を行い、実施例5のタイヤを作製した。
上述の本実施形態に従って、250℃でPA12を射出成形し、比較例2のタイヤを作製した。
ポリアミドPA12の結晶化度、及び、ポリアミド系熱可塑性エラストマーTPA1~TPA3のハードセグメントの結晶化度は、ティー・エイ・インスツルメント・ジャパン株式会社製のDSC Q2000を用い、次のようにして測定した。
エラストマーTPA1~TPA3を、0℃から200℃まで10℃/分で昇温することにより、ハードセグメントの結晶部の融解熱量を測定し、結晶化度を算出した。また、PA12についても、PA12結晶部の融解熱量を測定し、結晶化度を算出した。
結果を表1の「結晶化度(%)」欄に示す。
但し、融解熱量は融解開始温度から融解終了温度までのベースラインを引き、求めた。
各実施例及び比較例で作製したタイヤをリムに装着し、または、装着を試みたところ、比較例2のタイヤについては、リムに装着することができなかった。
リムに装着した実施例及び比較例のタイヤについて、タイヤ内に圧力を掛けて空気を充填し、タイヤが破裂された際の圧力を測定した。この際、比較例1におけるタイヤが破裂時の圧力を100する指数表示とし、各タイヤの耐圧性を評価した。結果を表1の「安全性」欄に示す。表1の「安全性」欄に示す数値が大きいほど、耐圧性に優れていることを表す。

表1中の「HS/SS」は、TPA1~TPA3のハードセグメントの質量(HS)及びソフトセグメントの質量(SS)の比を表す。
本明細書に記載された全ての文献、特許出願、及び技術規格は、個々の文献、特許出願、及び技術規格が参照により取り込まれることが具体的かつ個々に記された場合と同程度に、本明細書中に参照により取り込まれる。
Claims (5)
- 樹脂材料で形成され且つ環状のタイヤ骨格体を有し、
前記樹脂材料は、分子内にソフトセグメントと結晶化度が14%~26%のハードセグメントとを有するポリアミド系熱可塑性エラストマーを含むタイヤ。 - 前記ポリアミド系熱可塑性エラストマーは、前記ハードセグメントの質量(HS)及び前記ソフトセグメントの質量(SS)の比(HS/SS)が55/45~90/10である請求項1に記載のタイヤ。
- 前記ハードセグメントは、下記一般式(1)又は下記一般式(2)で表されるモノマーを用いて合成されるポリアミドを含む請求項1又は請求項2に記載のタイヤ。

〔一般式(1)中、R1は、炭素数2~20の炭化水素の分子鎖、又は、炭素数2~20のアルキレン基を表す。〕
〔一般式(2)中、R2は、炭素数3~20の炭化水素の分子鎖、又は、炭素数3~20のアルキレン基を表す。〕 - 前記ソフトセグメントは、テトラメチレンエーテルグリコール由来の構成単位を含む共重合体である請求項1~請求項3のいずれか1項に記載のタイヤ。
- 前記ハードセグメントが、-[CO-(CH2)11-NH]-で表される構成単位を有する請求項1~請求項4のいずれか1項に記載のタイヤ。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112015024731A BR112015024731A2 (pt) | 2013-03-29 | 2014-03-14 | pneu |
| CN201480018348.1A CN105189610B (zh) | 2013-03-29 | 2014-03-14 | 轮胎 |
| EP14773193.9A EP2980120B1 (en) | 2013-03-29 | 2014-03-14 | Tire |
| US14/780,557 US20160039973A1 (en) | 2013-03-29 | 2014-03-14 | Tire |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-074648 | 2013-03-29 | ||
| JP2013074648A JP6086782B2 (ja) | 2013-03-29 | 2013-03-29 | タイヤ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014156740A1 true WO2014156740A1 (ja) | 2014-10-02 |
Family
ID=51623721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/056996 WO2014156740A1 (ja) | 2013-03-29 | 2014-03-14 | タイヤ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160039973A1 (ja) |
| EP (1) | EP2980120B1 (ja) |
| JP (1) | JP6086782B2 (ja) |
| CN (1) | CN105189610B (ja) |
| BR (1) | BR112015024731A2 (ja) |
| WO (1) | WO2014156740A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180370282A1 (en) * | 2015-12-14 | 2018-12-27 | Bridgestone Corporation | Tire |
| CN110546018A (zh) * | 2017-04-18 | 2019-12-06 | 株式会社普利司通 | 轮胎 |
| US11097571B2 (en) | 2016-02-26 | 2021-08-24 | Bridgestone Corporation | Tire |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016047708A1 (ja) | 2014-09-24 | 2016-03-31 | 株式会社ブリヂストン | タイヤ |
| JP6001813B2 (ja) | 2014-09-29 | 2016-10-05 | 株式会社ブリヂストン | タイヤ |
| JP6001812B2 (ja) | 2014-09-29 | 2016-10-05 | 株式会社ブリヂストン | タイヤ |
| CN108698443B (zh) * | 2016-02-22 | 2020-07-24 | 株式会社普利司通 | 轮胎 |
| WO2017146018A1 (ja) * | 2016-02-23 | 2017-08-31 | 宇部興産株式会社 | ポリアミドエラストマー組成物並びにこれよりなる繊維及び成形体 |
| JPWO2017146038A1 (ja) * | 2016-02-26 | 2018-12-20 | 株式会社ブリヂストン | タイヤ |
| CN109233267A (zh) * | 2018-07-27 | 2019-01-18 | 会通新材料股份有限公司 | 一种改性pa11材料、管材及其制备方法 |
| FR3093725B1 (fr) * | 2019-03-15 | 2021-10-01 | Arkema France | Copolymères à blocs rigides et à blocs souples branchés |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000271209A (ja) * | 1999-03-26 | 2000-10-03 | Kanegafuchi Chem Ind Co Ltd | 高柔軟性、高強度を有する薄肉化バルーン及びバルーンカテーテル |
| JP2003104008A (ja) | 2001-09-28 | 2003-04-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2012046030A (ja) | 2010-08-25 | 2012-03-08 | Bridgestone Corp | タイヤ |
| JP2012066809A (ja) * | 2010-08-25 | 2012-04-05 | Bridgestone Corp | タイヤ |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000020063A1 (fr) * | 1998-10-05 | 2000-04-13 | Kaneka Corporation | Catheter a ballonnet et procede de production |
| JP4502569B2 (ja) * | 2002-07-12 | 2010-07-14 | ダイセル・エボニック株式会社 | ゴム補強構造体 |
| JP4700927B2 (ja) * | 2004-05-17 | 2011-06-15 | ダイセル・エボニック株式会社 | 複合成形体及びその製造方法 |
| EP2036939A1 (en) * | 2006-06-16 | 2009-03-18 | Ube Industries, Ltd. | Polyether polyamide elastomer |
| JP4978425B2 (ja) * | 2007-10-29 | 2012-07-18 | 宇部興産株式会社 | ポリアミド積層体 |
| US20090151846A1 (en) * | 2007-12-15 | 2009-06-18 | Junling Zhao | Tire with innerliner containing low melting polyamide |
| JP2009255489A (ja) * | 2008-03-27 | 2009-11-05 | Ube Ind Ltd | 多層構造体 |
| JP5104457B2 (ja) * | 2008-03-27 | 2012-12-19 | 宇部興産株式会社 | 多層構造体 |
| JP5141731B2 (ja) * | 2010-04-30 | 2013-02-13 | 横浜ゴム株式会社 | ゴム組成物およびそれを用いた空気入りタイヤ |
| WO2012026547A1 (ja) * | 2010-08-25 | 2012-03-01 | 株式会社ブリヂストン | タイヤ、及びタイヤの製造方法 |
| JP5818578B2 (ja) * | 2010-08-25 | 2015-11-18 | 株式会社ブリヂストン | タイヤ |
| JP5628003B2 (ja) * | 2010-11-18 | 2014-11-19 | 株式会社ブリヂストン | タイヤ、及びタイヤの製造方法 |
-
2013
- 2013-03-29 JP JP2013074648A patent/JP6086782B2/ja active Active
-
2014
- 2014-03-14 WO PCT/JP2014/056996 patent/WO2014156740A1/ja active Application Filing
- 2014-03-14 US US14/780,557 patent/US20160039973A1/en not_active Abandoned
- 2014-03-14 BR BR112015024731A patent/BR112015024731A2/pt active Search and Examination
- 2014-03-14 CN CN201480018348.1A patent/CN105189610B/zh active Active
- 2014-03-14 EP EP14773193.9A patent/EP2980120B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000271209A (ja) * | 1999-03-26 | 2000-10-03 | Kanegafuchi Chem Ind Co Ltd | 高柔軟性、高強度を有する薄肉化バルーン及びバルーンカテーテル |
| JP2003104008A (ja) | 2001-09-28 | 2003-04-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2012046030A (ja) | 2010-08-25 | 2012-03-08 | Bridgestone Corp | タイヤ |
| JP2012066809A (ja) * | 2010-08-25 | 2012-04-05 | Bridgestone Corp | タイヤ |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2980120A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180370282A1 (en) * | 2015-12-14 | 2018-12-27 | Bridgestone Corporation | Tire |
| US11097571B2 (en) | 2016-02-26 | 2021-08-24 | Bridgestone Corporation | Tire |
| CN110546018A (zh) * | 2017-04-18 | 2019-12-06 | 株式会社普利司通 | 轮胎 |
| CN110546018B (zh) * | 2017-04-18 | 2021-12-07 | 株式会社普利司通 | 轮胎 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6086782B2 (ja) | 2017-03-01 |
| EP2980120A4 (en) | 2016-04-06 |
| EP2980120B1 (en) | 2017-08-30 |
| CN105189610B (zh) | 2017-12-15 |
| CN105189610A (zh) | 2015-12-23 |
| JP2014198779A (ja) | 2014-10-23 |
| EP2980120A1 (en) | 2016-02-03 |
| US20160039973A1 (en) | 2016-02-11 |
| BR112015024731A2 (pt) | 2017-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6086782B2 (ja) | タイヤ | |
| JP6333806B2 (ja) | タイヤ | |
| JP6001488B2 (ja) | タイヤ | |
| JP6560973B2 (ja) | タイヤ | |
| JP6723157B2 (ja) | タイヤ | |
| WO2014157559A1 (ja) | タイヤ | |
| WO2016067842A1 (ja) | タイヤ | |
| JP5989280B1 (ja) | タイヤ骨格体およびタイヤ | |
| WO2016195112A1 (ja) | タイヤ | |
| JP6474273B2 (ja) | タイヤ | |
| JP5989279B1 (ja) | タイヤ骨格体およびタイヤ | |
| JP6694263B2 (ja) | タイヤ | |
| JP2013180621A (ja) | タイヤおよびタイヤの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480018348.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14773193 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14780557 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014773193 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014773193 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015024731 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015024731 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150925 |