WO2014061384A1 - 連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体、およびその製造方法 - Google Patents
連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体、およびその製造方法 Download PDFInfo
- Publication number
- WO2014061384A1 WO2014061384A1 PCT/JP2013/074803 JP2013074803W WO2014061384A1 WO 2014061384 A1 WO2014061384 A1 WO 2014061384A1 JP 2013074803 W JP2013074803 W JP 2013074803W WO 2014061384 A1 WO2014061384 A1 WO 2014061384A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- continuous fiber
- thermoplastic resin
- continuous
- fiber bundle
- Prior art date
Links
Images





Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C1/00—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof
- D04C1/06—Braid or lace serving particular purposes
- D04C1/12—Cords, lines, or tows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/40—Yarns in which fibres are united by adhesives; Impregnated yarns or threads
- D02G3/402—Yarns in which fibres are united by adhesives; Impregnated yarns or threads the adhesive being one component of the yarn, i.e. thermoplastic yarn
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D1/00—Woven fabrics designed to make specified articles
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D3/00—Woven fabrics characterised by their shape
- D03D3/02—Tubular fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/225—Elongated tubular articles of small diameter, e.g. coverings or reinforcements for cables or hoses
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C3/00—Braiding or lacing machines
- D04C3/48—Auxiliary devices
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
- Y02P70/62—Manufacturing or production processes characterised by the final manufactured product related technologies for production or treatment of textile or flexible materials or products thereof, including footwear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2915—Rod, strand, filament or fiber including textile, cloth or fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
Definitions
- the present invention relates to a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material, and a method for producing the same.
- combing yarn mixed yarn
- prepreg tape As an intermediate material used for production of a fiber reinforced thermoplastic resin composite material, combing yarn (mixed yarn), prepreg tape, and microbladed yarn (MBY) are known.
- Comingle yarn has excellent impregnation properties, but has a limitation that only a limited combination with a general-purpose thermoplastic resin can be selected, and there is a problem that reinforcing fibers are damaged in the fiber mixing process.
- prepreg tape is pre-impregnated with resin, so it does not take time to impregnate, but it is not a fiber bundle but tape-like and has high rigidity, so the applicable shape can be flat or curved. There is a problem that it is limited.
- microbladed yarns can be combined with various thermoplastic resin fibers and have excellent features such as little damage to reinforcing fibers and relatively low cost.
- the continuous fiber reinforced thermoplastic resin composite material using the thermoplastic resin as the base resin and the continuous fiber as the reinforced fiber has recycling performance compared to the thermosetting resin composite material, and the fibers are continuous. Therefore, since the strength of the reinforcing fiber can be utilized to the maximum, it is expected that the demand will be greatly expanded as a structural material for automobiles and aircraft.
- thermoplastic resin is extremely high compared to the thermosetting resin before curing (when taking epoxy resin as the thermosetting resin and nylon (PA6) resin as the thermoplastic resin as an example, the former is several 10 Pa ⁇ s, whereas the latter is several hundred to several thousand Pa ⁇ s.) Therefore, it is difficult to impregnate into continuous fibers when molding a composite material.
- the impregnation is more difficult because the fiber is not flowed but is formed into a fiber aggregate.
- continuous fiber reinforced composite materials it is possible to draw out the excellent rigidity and strength of all the continuous fibers by sufficiently impregnating the resin into the continuous fiber bundle. In this case, the mechanical characteristics are deteriorated. Therefore, it is important to reduce the unimpregnated region as much as possible.
- various intermediate materials and molding methods have been developed to make continuous fibers impregnated as easily as possible for the production of continuous fiber reinforced thermoplastic composite materials. Specific features and problems of these conventional techniques are as follows. It is as follows.
- Patent Document 1 is a composite fiber blended yarn (impregnating intermediate) in which a continuous reinforcing fiber bundle and a continuous thermoplastic resin fiber bundle are uniformly mixed for a long fiber reinforced thermoplastic resin composite material. Material).
- a mixed fiber for composite material has excellent impregnation properties as described above, but has a problem that the combination of fiber and resin is limited and the reinforcing fiber is damaged in the fiber mixing process. .
- Patent Document 2 The invention described in Patent Document 2 is an invention related to glass fiber roving, and is fundamentally different from the present invention related to a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material.
- Patent Document 3 is an intermediate material in which resin fibers are coated on continuous fibers using a braiding technique, and has commonality with the present invention in that the braiding technique is used.
- the reinforcing fiber is covered with a tubular body of thermoplastic resin fibers, the present invention has problems such as difficulty in impregnation and a long impregnation time.
- thermoplastic resin composite material In order to form a continuous fiber reinforced thermoplastic resin composite material in a short cycle, a technique for impregnating a continuous fiber with a thermoplastic resin having a high melt viscosity in a short time is required.
- One of the technologies is the fibrous intermediate material technology, and by placing resin as a base material in the form of fibers near the continuous fibers, the resin fibers melt when molded at high temperatures and impregnated into the continuous fibers Technology.
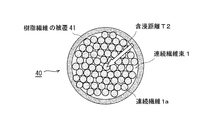
- the microbladed yarn 40 is a fibrous intermediate material produced by a method in which a coating 41 of a large number of resin fibers is provided around the continuous fiber bundle 1 by using an assembly technique (see Patent Document 4 and FIG. 10). ).
- the features of this intermediate material are that, as already explained, any combination of fiber materials can be easily produced because it is only covered by assembly technology, and the proportion of resin fibers can be easily set. It is controllable, and it is also a feature that fiber damage is suppressed by covering the reinforcing fiber.
- the gap between the resin fiber coating 41 and the continuous fiber bundle 1 is almost 0%.
- the cross section of the bundle of continuous fibers becomes circular (see FIG. 11). Due to this phenomenon, the distance T2 until the resin fiber melts and impregnates into the continuous fiber bundle 1 becomes long, and the impregnation takes time. Further, since the density of the bundle of continuous fibers is increased by tightening, this also becomes a factor that impedes impregnation.
- the problem to be solved by the present invention is that, in the production of a continuous fiber reinforced thermoplastic resin composite material, the cross section of the continuous fiber bundle becomes “circular” and “density increases”, so that the impregnation takes time.
- the object of the present invention is to solve these two problems that impede impregnation, and to provide a technique for impregnating a continuous fiber (reinforced fiber) with a thermoplastic resin having a high melt viscosity in a short time. Thus, it is possible to form a continuous fiber reinforced thermoplastic resin composite material in a short cycle.
- the present invention eliminates the tightening of the continuous fiber by a large number of thermoplastic resin fibers and enables the continuous fiber bundle to be deformed flatly.
- the following creation method is adopted.
- a guide for example, a metal round bar or a metal pipe
- a covering structure made of thermoplastic resin fibers is produced, and the covering structure (for example, a braided structure, a woven fabric)
- the covering structure for example, a braided structure, a woven fabric
- thermoplastic resin fibers using a braided structure not only the braid oriented obliquely with respect to the longitudinal direction but also the central yarn oriented in the longitudinal direction is inserted between the braids By doing so, the deformation of the braid structure is suppressed and the tightening of the continuous fiber bundle is suppressed.
- the technique of inserting the center yarn is used for the purpose of increasing the strength of the braided structure.
- the present invention is characterized in that it is inserted for the purpose of maintaining the shape of a braided structure that is slightly larger than the continuous fiber bundle produced in (1).
- the means for solving the problems according to the present invention are specifically: “A continuous fiber reinforced thermoplastic resin composite comprising a continuous fiber bundle and thermoplastic resin fibers covering the continuous fiber bundle without tightening the continuous fiber bundle, wherein the continuous fiber bundle can be flatly deformed. Reinforcing fiber / resin fiber composite for material production. ].
- thermoplastic resin fiber of the present invention is (A) It consists of a braid oriented obliquely with respect to the longitudinal direction and a central yarn oriented in the longitudinal direction so as to be inserted between the braids, and covers the periphery of the continuous fiber bundle in a net shape (B) A woven fabric structure comprising warps and wefts intersecting at right angles to the longitudinal direction and covering the periphery of the continuous fiber bundle in a net form (c) comprising a yarn forming a loop, and the continuous fibers A knitted structure in which the periphery of the bundle is covered in a net-like structure, characterized in that it has a structure of any one of the above (a) to (c).
- the present invention also provides: “Reinforcement for producing a continuous fiber reinforced thermoplastic resin composite material comprising a continuous fiber bundle and a thermoplastic resin fiber that covers the periphery of the continuous fiber bundle without tightening the continuous fiber bundle.
- a continuous fiber reinforced thermoplastic resin composite material manufacturing method for manufacturing a continuous fiber reinforced thermoplastic resin composite material is a continuous fiber reinforced thermoplastic resin composite material.
- the present invention provides “Reinforcement for producing a continuous fiber reinforced thermoplastic resin composite material comprising a continuous fiber bundle and a thermoplastic resin fiber that covers the periphery of the continuous fiber bundle without tightening the continuous fiber bundle.
- a method for producing a fiber / resin fiber composite wherein a coating structure made of thermoplastic resin fibers is produced so as to cover a guide having an outer diameter that is slightly larger than the outer diameter of the continuous fiber bundle, and the inner side of the guide The continuous fiber bundle is inserted into the covering structure, and the continuous fiber bundle and the covering structure made of the thermoplastic resin fiber are simultaneously extracted from the guide, so that the continuous fiber bundle is inserted and arranged in the covering structure.
- the continuous fiber bundle of the present invention is characterized in that it can be deformed so that its aspect ratio becomes a value of 1.2 or more. Further, the continuous fiber bundle of the present invention is preferably characterized in that it can be deformed so that the aspect ratio becomes a value of 3 to 10.
- the continuous fiber bundle is tightened by the resin fiber.
- the cross section of the continuous fiber can be deformed flat, and the distance to the center (impregnation distance) is shortened, so that the impregnation time is shortened.
- the density of the fiber is lowered, the molten resin is easily impregnated into the continuous fiber bundle.
- the ratio of non-impregnation is remarkably reduced.
- the time can be greatly shortened and the strength of the molded product can be increased.
- the present invention can provide an intermediate material that can be molded as soon as possible by shortening the impregnation time, it has an excellent effect that the mass production cycle is increased and the manufacturing cost of the molded product can be reduced. It should be noted that there is no problem caused by the flattening or elliptical shape of the composite material in the present invention.
- the reinforcing fiber / resin fiber composite of the present invention uses thermoplastic resin fibers, it can be easily recycled and secondary processed.
- the present invention can provide a weight-reducing material for automobile manufacturing, aircraft manufacturing, and the like and a manufacturing method thereof, and is extremely effective in various industries.
- FIG. 1 is a cross-sectional view schematically showing a state in which a reinforcing fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material of the present invention is deformed flat.
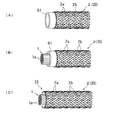
- FIG. 2 is a perspective view showing an example of a procedure for producing a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material of the present invention.
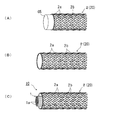
- FIG. 3 is a plan view illustrating another structure that can be used as the coating of the resin fiber of the present invention.
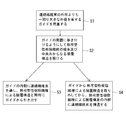
- FIG. 4 is a flowchart showing a procedure for producing a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material of the present invention.
- FIG. 1 is a cross-sectional view schematically showing a state in which a reinforcing fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material of the present invention is deformed flat.
- FIG. 2 is a perspective view showing an example of a procedure for producing a reinforced fiber / resin fiber composite for producing
- FIG. 5 is an end view showing the shape of a guide that can be used when manufacturing the reinforcing fiber / resin fiber composite of the present invention.
- FIG. 6 is a perspective view showing another example of a procedure for producing a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material of the present invention.
- FIG. 7 is a cross-sectional photograph showing a state in which a continuous fiber bundle is impregnated with a thermoplastic resin, wherein (A) is a cross-sectional view of a conventional continuous fiber bundle, and (B) is a continuous fiber bundle of the present invention. It is sectional drawing.
- FIG. 8 is a graph showing the results of measuring the unimpregnated ratio of the thermoplastic resin for the conventional reinforcing fiber / resin fiber composite and the reinforcing fiber / resin fiber composite of the present invention.
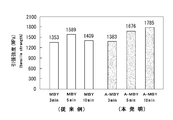
- FIG. 9 is a graph showing the results of measuring the tensile strength of the conventional reinforcing fiber / resin fiber composite and the reinforcing fiber / resin fiber composite of the present invention.
- FIG. 10 is a perspective view schematically showing a conventional reinforcing fiber / resin fiber composite and a side view by a photograph.
- FIG. 11 is a cross-sectional view schematically showing a conventional reinforcing fiber / resin fiber composite.
- the present invention comprises a continuous fiber bundle 1 composed of a large number of continuous fibers 1a, and thermoplastic resin fibers (coating 2) for covering the periphery of the continuous fiber bundle 1 in a net-like manner without tightening the continuous fiber bundle 1.
- a continuous fiber reinforced thermoplastic resin composite 10 for producing a continuous fiber reinforced thermoplastic resin composite material characterized in that the continuous fiber bundle 1 can be deformed flatly. It is used as an intermediate material for material production.
- the state in which the continuous fiber bundle is deformed to “flat” preferably includes an aspect ratio of about 3 to 10 as the aspect ratio of the continuous fiber bundle.
- the ratio of the major axis to the minor axis when the cross-sectional shape of the continuous fiber bundle is elliptical is 3 to 10, or the ratio of the long side to the short side when the cross-sectional shape of the continuous fiber bundle is rectangular. Is 3 to 10 is suitable as an embodiment of the present invention.
- the aspect-ratio will be about 4.0.
- the cross-sectional shape of the continuous fiber bundle is substantially circular, and even when pressed so as to be crushed with a finger, the aspect ratio of the continuous fiber bundle does not change to a value of 1.2 or more.
- the coating is believed to clamp the continuous fiber bundle and is considered outside the scope of the present invention.
- a light and excellent material such as a glass fiber bundle, a carbon fiber bundle, an aramid fiber bundle, a metal fiber bundle, and a ceramic fiber bundle can be suitably used.
- a glass fiber bundle such as those made of natural fibers such as kenaf.
- two or more of these materials can be used in appropriate combinations, or the same materials having different thicknesses and shapes can be used in combination or can be spun.
- thermoplastic resin fiber coating 2 of the present invention examples include polyolefin resins such as polyethylene and polypropylene (general-purpose resins), polyamide resins such as nylon, polyester resins, and polyether ether ketone (engineering resins).
- the present invention is not limited to these materials.
- the thermoplastic resin fiber includes a braid 2a that is continuously oriented obliquely with respect to the longitudinal direction, and a central yarn that is oriented in the longitudinal direction so as to be inserted between the braids 2a. It is desirable that the braid structure 20 is composed of 2b, and the continuous fiber bundle 1 is always loosely covered in a net shape (see FIGS. 1 and 2).
- thermoplastic resin fibers that are made into a net shape even when the thermoplastic resin fiber coating 2 is pulled in the longitudinal direction. It is possible to prevent the bundle 1 from being tightened. Accordingly, since the cross section of the continuous fiber bundle 1 can always be deformed flatly and the distance (thickness) to the center of the continuous fiber bundle 1 is shortened, the resin in which the thermoplastic resin fiber coating 2 is melted is the continuous fiber bundle. The effect that the time for impregnating 1 is shortened can be obtained. Moreover, the density of the continuous fiber bundle 1 becomes low, and the effect that the molten thermoplastic resin is more easily impregnated into the continuous fiber bundle 1 can be obtained.
- thermoplastic resin fiber covering 2 that covers the periphery of the continuous fiber bundle 1 without tightening
- it is a braided structure 21 that does not include a central thread
- a woven fabric structure 22, 23, 24 comprising warps and wefts intersecting at right angles to the longitudinal direction, and covering the periphery of the continuous fiber bundle 1 in a net pattern
- knitted structures 25 and 26 that are made of yarn forming a loop and cover the periphery of the continuous fiber bundle 1 in a net shape may be employed.
- the woven structures 22, 23 and 24 include plain weave (Plain), twill weave (Twill) and satin weave (Satin) in order from the left side of FIG. 3 (B).
- the twill weave crosses the top (or bottom) of one yarn and crosses the bottom (or top) of two yarns.
- the satin weave has a structure in which the number of intersections of warps and wefts is reduced as much as possible, and the intersections are dispersed so as not to be continuous.
- the figure on the right side in FIG. 3 (B) shows an example of five satchels, which has a structure that crosses the top (or bottom) of one thread and crosses the bottom (or top) of four threads. ing.
- the knitted structures 25 and 26 include a weft knitted fabric in which a loop is formed while the fiber bundle moves in the weft direction, and a warp knitted fabric in which the loop is formed while the fiber bundle moves in the vertical direction.
- the weft knitting structure shown in FIG. 3 (C) is the simplest flat knitting structure, and is a knitting structure frequently used for daily use shirts, socks, sweaters and the like.
- One of the features of the weft knitted fabric that is useful as a coating structure with resin fibers that coats the periphery of the continuous fiber bundle constituting the reinforcing fiber / resin fiber composite is its high stretchability (breaking strain is 100% or more). Yes, excellent shapeability to complex shapes.
- the ratio of the continuous fiber bundle 1 and the thermoplastic resin fibers 2a and 2b covering the periphery of the continuous fiber bundle 1 in a net shape is appropriately calculated based on the strength, density, weight, production cost, etc. required for the finally molded product. Just decide.
- the present invention comprises a continuous fiber bundle 1 and thermoplastic resin fibers 2a and 2b that cover the periphery of the continuous fiber bundle 1 in a net shape without tightening the continuous fiber bundle 1, and the continuous fiber bundle 1 can be flatly deformed.
- a method for producing a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material wherein a guide having an outer diameter slightly larger than the outer diameter of the continuous fiber bundle is coated with a thermoplastic resin fiber.
- This is a method for producing a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material, in which a structure (20 to 26) is produced and the continuous fiber bundle is inserted and arranged in the covering structure.
- the braided yarn 2a oriented obliquely with respect to the longitudinal direction and the longitudinal direction so as to be inserted between the braided yarns 2a It is desirable that the braided structure 20 is composed of the central yarn 2b oriented in the direction of the continuous yarn bundle 1 and is always loosely covered in a net shape without being tightened.
- Example 1 of a reinforced fiber / resin fiber composite for producing a continuous fiber reinforced thermoplastic resin composite material will be described.
- the continuous fiber bundle 1 used in the example of the reinforcing fiber / resin fiber composite 10 embodying the present invention is composed of 12,000 carbon fibers having a thickness of 7 ⁇ m (T700-12K manufactured by Toray Industries, Inc.), It is a fiber bundle in which the continuous fibers 1a extend in the longitudinal direction without being entangled.
- thermoplastic fiber fibers covering the periphery of the continuous fiber bundle 1 without tightening are made of 24 470-tex nylon 66 (PA66-470T manufactured by Toray Industries, Inc.).
- PA66-470T manufactured by Toray Industries, Inc.
- FIG. 2 a set comprising a braid 2a that is continuously oriented obliquely with respect to the longitudinal direction and a central yarn 2b that is oriented in the longitudinal direction so as to be inserted between the braids 2a.
- the object structure 20 is used.
- the cross section of the reinforcing fiber / resin fiber composite composed of the continuous fiber bundle 1 and the thermoplastic resin fibers 2a and 2b is a concentric circular shape
- the coating 2 made of resin fibers The diameter of the continuous fiber bundle 1 made of reinforcing fibers was 0.9 mm, and the gap between the resin fiber coating 2 and the continuous fiber bundle 1 was 0.3 mm.
- the aspect ratio when the reinforcing fiber / resin fiber composite 10 of this example is deformed flat is about 7.
- the continuous fiber bundle 1 is tightened by the thermoplastic resin fibers that are made into a net shape even when the thermoplastic resin fibers are pulled in the longitudinal direction. Can be prevented. For this reason, the cross section of the continuous fiber bundle 1 can always be deformed flat, and the distance to the center of the continuous fiber bundle 1 is shortened, so that the effect of shortening the impregnation time can be obtained. Moreover, the density of the continuous fiber bundle 1 becomes low, and the effect that the molten thermoplastic resin is more easily impregnated by the continuous fiber bundle 1 can be obtained.
- the reinforced fiber / resin fiber composite 10 configured as described above can produce a molded product having a light weight and a high strength as in the past, and unlike the conventional case, it can be easily molded into various shapes. Moreover, it has the feature that the molding time can be shortened, and it has excellent practicality as an intermediate material for producing a continuous fiber reinforced thermoplastic resin composite material.
- Specific molding conditions for the intermediate material for producing the continuous fiber reinforced thermoplastic resin composite material according to the present invention are as follows. Molding temperature: Melting point of resin + 30 degrees Celsius Pressure: 1-10MPa Molding time ... 1 to 30 minutes
- a guide G1 having a large outer diameter is prepared (step S1).
- the shape of this guide G1 is preferably a cylindrical shape (pipe shape) as shown in FIG. 5A, but as shown in FIG. It may be a letter or a U-shaped cross section), and may be a plurality of rod-shaped bodies or guides G3 and G4 made of a plate-shaped body having an arcuate cross section.
- the guide is composed of a plurality of rod-like bodies or plate-like bodies as described above, it is preferable to arrange them so as to be arranged on the circumference as shown in FIGS.
- a covering structure composed of a braided yarn 2a and a central yarn 2b of thermoplastic resin fibers is provided so as to be wrapped around the guide G1 (step S2).
- the continuous fiber bundle 1 made of the continuous fibers 1a is passed inside the guide G1, and is drawn out from the guide simultaneously with the covering structure with the thermoplastic resin fibers (assembled structure 20) (step S3), so that the thermoplastic resin fibers 2a, A reinforced fiber / resin fiber composite 10 consisting of a continuous fiber bundle 1 loosely coated with the coating 2 by 2b can be produced.
- the reinforcing fiber / resin fiber composite 10 is manufactured by simultaneously pulling the continuous fiber bundle 1 and the thermoplastic resin fibers 2a and 2b from the guide G1 (step S3).
- the continuous fiber bundle 1 is inserted into the interior of the coating 2 with the thermoplastic resin fiber after removing the coating structure (the assembly structure 20) with the thermoplastic resin fiber from the cylindrical or rod-shaped guide.
- step 4 when a solid bar-shaped guide G5 is used, it is preferable to use a round bar with a circular cross section as its outer shape, but a polygonal column-shaped guide G6 may be used.
- the reinforcing fiber / resin fiber composite of Example 1 configured as described above and the conventional micro-bladed yarn composed of the same material are respectively the same temperature (290 degrees Celsius), the same pressure (5 MPa), and the same
- press molding was performed for a time (10 minutes), as shown in the partial cross-sectional photograph of FIG. 7 and the graph of FIG. 8, the proportion of the portion not impregnated in the reinforcing fiber / resin fiber composite of Example 1 ( (Unimpregnated ratio) was 1/3 or less of the conventional micro-bladed yarn, and it was confirmed that the molding time can be greatly shortened.
- the reinforcing fiber / resin fiber composite 10 of Example 1 configured as described above and the conventional micro-bladed yarn 40 configured of the same material are respectively the same temperature (290 degrees Celsius) and the same pressure ( 5 MPa) and the same time (3 minutes, 5 minutes, 10 minutes), when the tensile strength was compared, the graph shown in FIG. 9 was obtained. It was confirmed that the molded product using the reinforcing fiber / resin fiber composite 10 of Example 1 as an intermediate material was superior in strength to the molded product using the conventional microbladed yarn 40 as an intermediate material.
- the reinforced fiber / resin fiber composite 10 according to the present invention can impregnate the molten fiber 100% into the continuous fiber bundle 1 in a short time to obtain a molded product having the desired strength.
- the molded product using the reinforced fiber / resin fiber composite 10 as an intermediate material improves the mass production cycle and contributes to cost reduction.
- the present invention is not limited to the form of each of the above-described embodiments, and can be practiced with modifications without departing from the spirit of the present invention, such as color, strength, and thickness as thermoplastic resin fibers.
- a plurality of different properties may be combined to produce a net-like coating structure.
- a braid structure composed of a braid and a center yarn is employed as the covering structure, it may be carried out using yarns having different properties between the braid and the central yarn.
- the “network-like covering structure” in the present invention includes both those in which there is no gap between fibers and “network” is clogged, and those in which a gap is formed between fibers.
- the present invention can easily provide various continuous fiber reinforced thermoplastic resin composites, it can be suitably used as an intermediate material for manufacturing structural members in various fields such as automobile manufacturing and aircraft manufacturing.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Composite Materials (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Knitting Of Fabric (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Woven Fabrics (AREA)
Abstract
Description
コミングルヤーンは、含浸性に優れてはいるものの、汎用的な熱可塑性樹脂との限定的な組み合わせしか選べないといった制約や、混繊過程で強化繊維が損傷するという問題がある。
また、プリプレグテープは、予め樹脂が繊維に含浸されているため、含浸に時間がかからないという特長があるが、繊維束ではなくテープ状であり剛性が高いため、適用可能な形状が平面や曲面に限られるという問題がある。
このように、熱可塑性樹脂を母材樹脂とし、連続繊維を強化繊維とした連続繊維強化熱可塑性樹脂複合材料は、熱硬化性樹脂複合材料に比べリサイクル性能を有し、繊維が連続しているため強化繊維の強度を最大に活かすことができることから、自動車や航空機向け構造材料として、大幅な需要の拡大が期待されている。
連続繊維強化複合材料においては、樹脂を十分に連続繊維束の中に含浸させることにより、多数本の連続繊維すべての優れた剛性と強度を引き出すことが可能となるため、含浸不十分の成形品では、力学的特性の低下が起こる原因となる。そのため、未含浸の領域をできるだけ減らすことが重要となる。
現在、連続繊維強化熱可塑性複合材料作製のために、樹脂をできるだけ連続繊維に含浸させやすくした種々の中間材料および成形方法が開発されており、それら従来技術の具体的な特徴と問題点は以下の通りである。
しかし、この発明は、熱可塑性樹脂繊維の管状体によって強化用繊維を被覆しているものであるため、含浸しにくい、含浸時間が長い、などの問題点を有している。
この中間材料の特長としては、既に説明した通り、どのような繊維材料の組み合わせであっても、組物技術により被覆するだけなので中間材料が容易に作製できること、および、樹脂繊維の割合を容易に制御でき、強化繊維を被覆することによって繊維の損傷が押さえられることも特長である。
この現象により、樹脂繊維が溶けて連続繊維束1の内部に含浸するまでの距離T2が長くなり、含浸に時間がかかってしまう。また、締め付けによって連続繊維の束の密度が高くなるため、これも含浸を阻害する要因となる。
(1)連続繊維の束の径より一回り大きな径のガイド(例えば金属丸棒又は金属パイプ)に対し、熱可塑性樹脂繊維からなる被覆構造を作製し、その被覆構造(例えば組物構造、織物構造又は編物構造)にて連続繊維束を被覆することにより、連続繊維束に対する締め付けが無い中間材料を作製する。
(2)熱可塑性樹脂繊維を組物構造を使って被覆させるときにおいては、長手方向に対して斜めに配向された組糸だけでなく、長手方向に配向された中央糸を組糸間に挿入することにより、組物構造の変形を抑え、連続繊維束に対する締め付けを抑制する。
なお、従来のマイクロブレーデッドヤーンにおいて、中央糸を挿入する技術は、組物構造物の強度を増す目的で用いられている。しかしながら、本発明においては、(1)で作製する連続繊維束よりも一回り大きい組物構造の形状を維持するためという目的で挿入させる点が特徴である。
『連続繊維束と、当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、前記連続繊維束が偏平に変形可能であることを特徴とする連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体。』を特徴とする。
(a)長手方向に対して斜めに配向された組糸と、当該組糸間に挿入されるように長手方向に配向された中央糸とからなり、前記連続繊維束の周囲を網状に被覆する組物構造
(b)長手方向に対して直交して交差する経糸と緯糸とからなり、前記連続繊維束の周囲を網状に被覆する織物構造
(c)ループを形成する糸からなり、前記連続繊維束の周囲を網状に被覆する編物構造
上記(a)~(c)のいずれかの構造となっていることを特徴とする。
『連続繊維束と、当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、前記連続繊維束が偏平に変形可能である連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法であって、前記連続繊維束の外径より一回り大きな外径を有するガイドを被覆するように熱可塑性樹脂繊維からなる被覆構造を作製し、その被覆構造内に前記連続繊維束を挿通配置するようにした連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法』を特徴とする。
『連続繊維束と、当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、前記連続繊維束が偏平に変形可能である連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法であって、前記連続繊維束の外径より一回り大きな外径を有するガイドを被覆するように熱可塑性樹脂繊維からなる被覆構造を作製し、前記ガイドの内側に前記連続繊維束を挿通し、当該連続繊維束と、前記熱可塑性樹脂繊維からなる被覆構造とを同時に前記ガイドから抜き取ることにより、前記被覆構造内に前記連続繊維束を挿通配置するようにした連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法』を特徴とする。
さらに、本発明の前記連続繊維束は、そのアスペクト比が1.2以上の値となるように変形可能であることを特徴とする。
また、本発明の前記連続繊維束は、好ましくは、そのアスペクト比が3~10の値となるように変形可能であることを特徴とする。
従って、本発明の強化繊維/樹脂繊維複合体においては、従来と同じ温度、同じ圧力、同じ時間でプレス成形を行った場合に、含浸していない割合(未含浸率)が著しく低下し、成形時間を大幅に短縮させることができるとともに、成形品の強度を高めることも可能となった。
なお、複合材料の形状が本発明において偏平化又は楕円形化することによる支障は、生じない。
また、本発明の強化繊維/樹脂繊維複合体は、熱可塑性樹脂繊維を用いるものであるため、リサイクルや二次加工を容易に行うこともできる。
本発明において、前記連続繊維束が「偏平」に変形している状態としては、前記連続繊維束のアスペクト比として約3~10程度のものが好適に含まれる。
即ち、連続繊維束の断面形状が楕円形である場合の長径:短径の比が3~10であるもの、又は、連続繊維束の断面形状が長方形である場合の長辺:短辺の比が3~10であるものが本発明の実施形態として好適である。
そして、連続繊維束の断面形状が図1に例示した状態のものであれば、そのアスペクト比は約4.0となる。
ここで、図11に示すように、連続繊維束の断面形状がほぼ円形であって、指でつぶすように押さえつけても連続繊維束のアスペクト比が1.2以上の値に変形しないものは、被覆が連続繊維束を締め付けているものと考えられ、本発明の範囲外のものであると考えられる。
さらに、これらの材料を2種以上適宜組み合わせて使用したり、同一材料で太さや形状の異なるものを組み合わせて使用したり、紡糸したものを使用することもできる。
また、本発明において、前記熱可塑性樹脂繊維は、長手方向に対して斜めに連続的に配向された組糸2aと、当該組糸2a間に挿入されるように長手方向に配向された中央糸2bとからなる組物構造20であって、前記連続繊維束1の周囲を常時緩く網状に被覆するものであることが望ましい(図1、図2参照)。
従って、連続繊維束1の断面が常に偏平に変形できるようになり、連続繊維束1の中心までの距離(厚み)が短くなるため、熱可塑性樹脂繊維の被覆2が溶融した樹脂が連続繊維束1に含浸する時間が短くなるという効果を得ることができる。また、連続繊維束1の密度が低くなり、溶融した熱可塑性樹脂が連続繊維束1にさらに含浸しやすくなるという効果を得ることができる。
図3(A)に示すように中央糸を含まない組物構造21であったり、
図3(B)に示すように長手方向に対して直交して交差する経糸と緯糸とからなり、前記連続繊維束1の周囲を網状に被覆する織物構造22,23,24、又は、
図3(C)に示すようにループを形成する糸からなり、前記連続繊維束1の周囲を網状に被覆する編物構造25,26、を採用してもよい。
朱子織は経糸と緯糸の交差点をなるべく少なくし、さらにその交差点を連続しないように分散させた構造である。図3(B)における右側の図は5枚朱子の例を示しており1本の糸の上(または下)を交差し、4本の糸の下(または上)を交差する構造を有している。
強化繊維/樹脂繊維複合体を構成する連続繊維束の周囲を網状に被覆する樹脂繊維による被覆構造として有益である緯編物の特長のひとつは、その高い伸縮性(破断ひずみが100%以上)であり、複雑形状への賦型性に優れる。平編以外にも、様々な構造を有する緯編物により、連続繊維束1の周囲を網状に被覆する樹脂繊維による被覆構造が作製可能である。
この実施例の強化繊維/樹脂繊維複合体10を偏平に変形させた場合のアスペクト比は、約7となる。
このため、連続繊維束1の断面が常に偏平に変形できるようになり、連続繊維束1の中心までの距離が短くなるため、含浸時間が短くなるという効果を得ることができる。
また、連続繊維束1の密度が低くなり、溶融した熱可塑性樹脂が連続繊維束1によりいっそう含浸しやすくなるという効果を得ることができる。
本発明による連続繊維強化熱可塑性樹脂複合材料製造用の中間材料についての具体的な成形条件としては、およそ下記のとおりである。
成形温度・・・樹脂の融点+摂氏30度程度
圧力・・・1~10MPa
成形時間・・・1~30分
このガイドG1の形状は、図5(A)に示すように好ましくは円筒状(パイプ状)であるが、図5(B)に示すように円筒の一部を切り欠いたガイドG2(断面C字状又は断面U字状)であってもよく、また、複数本の棒状体又は断面が弧状の板状体からなるガイドG3,G4であってもよい。
上記のように複数本の棒状体又は板状体からガイドを構成する場合には、図5(C),(D)に示すようにそれらを円周上に並べるように配置するのが好ましい。
そして、ガイドG1の内側に連続繊維1aからなる連続繊維束1を通し、熱可塑性樹脂繊維による被覆構造(組物構造20)と同時にガイドから引き出す(ステップS3)ことにより、熱可塑性樹脂繊維2a,2bによる被覆2によって緩く被覆された連続繊維束1からなる強化繊維/樹脂繊維複合体10を製造することができる。
なお、上記ステップ4において、中実の棒状のガイドG5を用いる場合、その外形状としては、断面円形の丸棒を用いることが好ましいが、多角柱状のガイドG6を用いてもよい。
上記のように構成した実施例1の強化繊維/樹脂繊維複合体と、同一の材料にて構成した従来のマイクロブレーデッドヤーンとをそれぞれ同じ温度(摂氏290度)、同じ圧力(5MPa)、同じ時間(10分)でプレス成形を行ったところ、図7の一部断面写真および図8のグラフに示すように、実施例1の強化繊維/樹脂繊維複合体において含浸していない部分の割合(未含浸率)が、従来のマイクロブレーデッドヤーンの1/3以下となり、成形時間を大幅に短縮することが可能であることが確認できた。
例えば、被覆構造として、組糸と中央糸からなる組物構造を採用する場合に、組糸と中央糸とで性質の異なる糸を用いて実施してもよい。
1a 連続繊維
2 樹脂繊維の被覆
2a 組糸(樹脂繊維)
2b 中央糸(樹脂繊維)
10 強化繊維/樹脂繊維複合体(連続繊維強化熱可塑性樹脂複合材製造用中間材料)
20 組物構造(被覆構造)
21 組物構造(被覆構造)
22 織物構造(被覆構造:平織)
23 織物構造(被覆構造:綾織)
24 織物構造(被覆構造:朱子織)
25 編物構造(被覆構造:平編)
26 編物構造(被覆構造:平編)
40 従来のマイクロブレーデッドヤーン
41 従来の樹脂繊維の被覆
G1 ガイド(パイプ)
G2 ガイド(断面C字状又は断面U字状)
G3 ガイド(複数本の板状体から構成されている)
G4 ガイド(複数本の棒状体又は板状体から構成されている)
G5 ガイド(丸棒)
G6 ガイド(多角柱)
T1 含浸距離
T2 従来の含浸距離
Claims (8)
- 連続繊維束と、
当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、
前記連続繊維束が偏平に変形可能であることを特徴とする連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体。 - 前記熱可塑性樹脂繊維は、
(a)長手方向に対して斜めに配向された組糸と、当該組糸間に挿入されるように長手方向に配向された中央糸とからなり、前記連続繊維束の周囲を網状に被覆する組物構造
(b)長手方向に対して直交して交差する経糸と緯糸とからなり、前記連続繊維束の周囲を網状に被覆する織物構造
(c)ループを形成する糸からなり、前記連続繊維束の周囲を網状に被覆する編物構造
上記(a)~(c)のいずれかの構造となっていることを特徴とする請求項1に記載の連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体。 - 前記連続繊維束は、そのアスペクト比が1.2以上の値となるように変形可能であることを特徴とする請求項1又は2に記載の連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体。
- 前記連続繊維束は、そのアスペクト比が3~10の値となるように変形可能であることを特徴とする請求項1又は2に記載の連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体。
- 連続繊維束と、
当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、
前記連続繊維束が偏平に変形可能である連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法であって、
前記連続繊維束の外径より一回り大きな外径を有するガイドを被覆するように熱可塑性樹脂繊維からなる被覆構造を作製し、その被覆構造内に前記連続繊維束を挿通配置するようにしたことを特徴とする連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法。 - 連続繊維束と、
当該連続繊維束を締め付けることなくその周囲を被覆する熱可塑性樹脂繊維とからなり、
前記連続繊維束が偏平に変形可能である連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法であって、
前記連続繊維束の外径より一回り大きな外径を有するガイドを被覆するように熱可塑性樹脂繊維からなる被覆構造を作製し、
前記ガイドの内側に前記連続繊維束を挿通し、
当該連続繊維束と、前記熱可塑性樹脂繊維からなる被覆構造とを同時に前記ガイドから抜き取ることにより、前記被覆構造内に前記連続繊維束を挿通配置するようにしたことを特徴とする連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法。 - 前記連続繊維束は、そのアスペクト比が1.2以上の値となるように変形可能なものであることを特徴とする請求項5又は6に記載の連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法。
- 前記連続繊維束は、そのアスペクト比が3~10の値となるように変形可能なものであることを特徴とする請求項5又は6に記載の連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13847431.7A EP2910596A4 (en) | 2012-10-17 | 2013-09-13 | REINFORCING FIBER / RESIN FIBER COMPOSITE FOR THE MANUFACTURE OF A FIBER-REINFORCED THERMOPLASTIC RESIN COMPOSITE AND METHOD FOR THE PRODUCTION THEREOF |
| US14/435,653 US20150284886A1 (en) | 2012-10-17 | 2013-09-13 | Reinforcing fiber/resin fiber composite for production of continuous-fiber-reinforced thermoplastic resin composite material and process for manufacturing same |
| JP2014542000A JP6164591B2 (ja) | 2012-10-17 | 2013-09-13 | 連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体、およびその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012229891 | 2012-10-17 | ||
| JP2012-229891 | 2012-10-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014061384A1 true WO2014061384A1 (ja) | 2014-04-24 |
Family
ID=50487960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/074803 WO2014061384A1 (ja) | 2012-10-17 | 2013-09-13 | 連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体、およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150284886A1 (ja) |
| EP (1) | EP2910596A4 (ja) |
| JP (1) | JP6164591B2 (ja) |
| WO (1) | WO2014061384A1 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016061001A (ja) * | 2014-09-22 | 2016-04-25 | 岡本株式会社 | 複合糸、及び、複合糸の製造方法 |
| JP2017132220A (ja) * | 2016-01-29 | 2017-08-03 | 岡本株式会社 | 炭素繊維強化プラスチックの製造方法及び炭素繊維強化プラスチック |
| TWI610000B (zh) * | 2015-12-17 | 2018-01-01 | 翁慶隆 | 纖維束成型半熟化含浸纖維束之裝置及製造方法 |
| WO2018168490A1 (ja) * | 2017-03-15 | 2018-09-20 | 三菱瓦斯化学株式会社 | 材料、材料の製造方法、部分溶着材料、複合材料および成形品の製造方法 |
| JP2019093646A (ja) * | 2017-11-24 | 2019-06-20 | 株式会社三五 | 強化繊維及び樹脂を含む複合材料からなる中間基材及び成形体並びに当該成形体の製造方法 |
| JP2020007650A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社三五 | 表面被覆強化繊維及び当該表面被覆強化繊維の製造方法、並びに当該表面被覆強化繊維と樹脂とを含む中間基材、複合材料及び成形体 |
| JP2021524406A (ja) * | 2018-07-12 | 2021-09-13 | アリス・コンポジッツ・インコーポレイテッド | 圧縮成形のための方法および組成物 |
| JP6993653B1 (ja) | 2020-09-04 | 2022-02-04 | 中川産業株式会社 | 筋金棒体の製造方法 |
| US11701843B2 (en) | 2020-12-28 | 2023-07-18 | Nakagawa Sangyo Co., Ltd. | Method and resin impregnating device for producing a reinforcing bar |
| US12011862B2 (en) | 2020-11-20 | 2024-06-18 | Nakagawa Sangyo Co., Ltd. | Die and method for molding reinforcing bar |
| US12083707B2 (en) | 2021-01-27 | 2024-09-10 | Nakagawa Sangyo Co., Ltd. | Method for producing a reinforcing bar |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114106369B (zh) * | 2018-04-25 | 2025-04-04 | 旭化成株式会社 | 连续纤维增强树脂成型体、及其制造方法 |
| US10835708B2 (en) | 2018-11-16 | 2020-11-17 | Bearaby Inc. | Layered yarn and weighted blanket for deep pressure therapy |
| US20200324462A1 (en) * | 2019-04-10 | 2020-10-15 | Stratasys, Inc. | Braided comingled tow filament for use in 3d printing |
| CN112662070A (zh) * | 2020-12-31 | 2021-04-16 | 广州金发碳纤维新材料发展有限公司 | 一种连续金属丝增强热塑性复合材料带材 |
| CN114932925B (zh) * | 2022-05-24 | 2024-06-18 | 哈尔滨玻璃钢研究院有限公司 | 一种六边形高性能复合材料防爬器的制造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09324331A (ja) | 1996-06-04 | 1997-12-16 | Asahi Fiber Glass Co Ltd | 複合材料用混繊糸及びその製造法 |
| JP2001073241A (ja) * | 1999-07-06 | 2001-03-21 | Fukui Giyomou Kk | 複合強化原糸又は紐と、これを用いた編成物及び複合材料並びにその製法と構造体 |
| JP2004115995A (ja) | 1999-07-06 | 2004-04-15 | Fukui Giyomou Kk | 複合強化原糸を用いた編成物 |
| JP2004115961A (ja) * | 2002-09-26 | 2004-04-15 | Du Pont Toray Co Ltd | 繊維強化熱可塑性樹脂複合材料 |
| JP2005052987A (ja) * | 2003-08-05 | 2005-03-03 | Du Pont Toray Co Ltd | 繊維補強熱可塑性樹脂複合材料およびその製造方法、ならびにそれを用いた成形体 |
| JP2005529047A (ja) | 2002-05-02 | 2005-09-29 | サン−ゴバン ベトロテックス フランス ソシエテ アノニム | ガラス繊維ロービング |
| JP2007046197A (ja) * | 2005-08-10 | 2007-02-22 | Kurabo Ind Ltd | 繊維強化プラスチック用多軸不織シートおよびその製造方法 |
| JP2012136653A (ja) | 2010-12-27 | 2012-07-19 | Kyoto Institute Of Technology | 繊維強化熱可塑性樹脂複合材料、その製造方法、及び、その製造装置 |
| WO2013042763A1 (ja) * | 2011-09-22 | 2013-03-28 | 国立大学法人京都工芸繊維大学 | 強化繊維/樹脂繊維複合体、及びその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2334399A (en) * | 1942-04-27 | 1943-11-16 | Donald W Fether | Method for making heat insulating material |
| US2609312A (en) * | 1947-06-28 | 1952-09-02 | Johns Manville | Method and apparatus for making flexible tubular coverings |
| DE3322159A1 (de) * | 1983-06-21 | 1985-01-03 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur abtrennung von schadstoffen aus abgasen |
| US4921756A (en) * | 1989-03-03 | 1990-05-01 | Springs Industries, Inc. | Fire resistant balanced fine corespun yarn and fabric formed thereof |
| US5132342A (en) * | 1991-04-16 | 1992-07-21 | E. I. Du Pont De Nemours And Company | Nonsegregating blends of glass fibers and polymer pellets |
| EP0519359B1 (de) * | 1991-06-21 | 1996-02-21 | Akzo Nobel N.V. | Textile Flächengebilde für Schutzkleidung |
| JPH06294050A (ja) * | 1993-02-08 | 1994-10-21 | Murata Mach Ltd | 組紐構造体 |
| IT1265070B1 (it) * | 1993-05-18 | 1996-10-30 | Eniricerche Spa | Filamento composito termoplastico flessibile contenente fibre continue e procedimento per la sua preparazione |
| US5860350A (en) * | 1997-01-29 | 1999-01-19 | Rexroad; John | Flat braid with web core |
| CN1192707C (zh) * | 1999-10-26 | 2005-03-16 | 陶氏益农有限责任公司 | 除草剂的浓悬浮剂 |
| JP2004353134A (ja) * | 2003-05-30 | 2004-12-16 | Murata Mach Ltd | 幅広ヤーンによるブレイディング組成基材及びその製造方法 |
| US20090308524A1 (en) * | 2005-04-25 | 2009-12-17 | Kao Corporation | Stretch nonwoven fabric and process of producing the same |
| US8367569B2 (en) * | 2006-05-26 | 2013-02-05 | Fortress Stabilization Systems | Carbon reinforced concrete |
| FR2918906B1 (fr) * | 2007-07-20 | 2011-01-14 | Fed Mogul Systems Prot Group | Procede d'application d'un elastomere sur une gaine. |
| JP5279121B2 (ja) * | 2008-11-21 | 2013-09-04 | 兵庫県 | 繊維強化複合材料 |
-
2013
- 2013-09-13 JP JP2014542000A patent/JP6164591B2/ja not_active Expired - Fee Related
- 2013-09-13 EP EP13847431.7A patent/EP2910596A4/en not_active Withdrawn
- 2013-09-13 WO PCT/JP2013/074803 patent/WO2014061384A1/ja active Application Filing
- 2013-09-13 US US14/435,653 patent/US20150284886A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09324331A (ja) | 1996-06-04 | 1997-12-16 | Asahi Fiber Glass Co Ltd | 複合材料用混繊糸及びその製造法 |
| JP2001073241A (ja) * | 1999-07-06 | 2001-03-21 | Fukui Giyomou Kk | 複合強化原糸又は紐と、これを用いた編成物及び複合材料並びにその製法と構造体 |
| JP2004115995A (ja) | 1999-07-06 | 2004-04-15 | Fukui Giyomou Kk | 複合強化原糸を用いた編成物 |
| JP2005529047A (ja) | 2002-05-02 | 2005-09-29 | サン−ゴバン ベトロテックス フランス ソシエテ アノニム | ガラス繊維ロービング |
| JP2004115961A (ja) * | 2002-09-26 | 2004-04-15 | Du Pont Toray Co Ltd | 繊維強化熱可塑性樹脂複合材料 |
| JP2005052987A (ja) * | 2003-08-05 | 2005-03-03 | Du Pont Toray Co Ltd | 繊維補強熱可塑性樹脂複合材料およびその製造方法、ならびにそれを用いた成形体 |
| JP2007046197A (ja) * | 2005-08-10 | 2007-02-22 | Kurabo Ind Ltd | 繊維強化プラスチック用多軸不織シートおよびその製造方法 |
| JP2012136653A (ja) | 2010-12-27 | 2012-07-19 | Kyoto Institute Of Technology | 繊維強化熱可塑性樹脂複合材料、その製造方法、及び、その製造装置 |
| WO2013042763A1 (ja) * | 2011-09-22 | 2013-03-28 | 国立大学法人京都工芸繊維大学 | 強化繊維/樹脂繊維複合体、及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2910596A4 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016061001A (ja) * | 2014-09-22 | 2016-04-25 | 岡本株式会社 | 複合糸、及び、複合糸の製造方法 |
| TWI610000B (zh) * | 2015-12-17 | 2018-01-01 | 翁慶隆 | 纖維束成型半熟化含浸纖維束之裝置及製造方法 |
| JP2017132220A (ja) * | 2016-01-29 | 2017-08-03 | 岡本株式会社 | 炭素繊維強化プラスチックの製造方法及び炭素繊維強化プラスチック |
| US11499022B2 (en) | 2017-03-15 | 2022-11-15 | Mitsubishi Gas Chemical Company, Inc. | Material, method for producing the material, partially welded material, composite material, and method of producing molded product |
| WO2018168490A1 (ja) * | 2017-03-15 | 2018-09-20 | 三菱瓦斯化学株式会社 | 材料、材料の製造方法、部分溶着材料、複合材料および成形品の製造方法 |
| JP2018154126A (ja) * | 2017-03-15 | 2018-10-04 | 国立大学法人岐阜大学 | 材料、材料の製造方法、部分溶着材料、複合材料および成形品の製造方法 |
| TWI651189B (zh) * | 2017-03-15 | 2019-02-21 | 日商三菱瓦斯化學股份有限公司 | 材料、材料之製造方法、部分熔接材料、複合材料及成形品之製造方法 |
| CN110418703A (zh) * | 2017-03-15 | 2019-11-05 | 三菱瓦斯化学株式会社 | 材料、材料的制造方法、局部熔接材料、复合材料和成型品的制造方法 |
| CN110418703B (zh) * | 2017-03-15 | 2021-05-28 | 三菱瓦斯化学株式会社 | 材料、材料的制造方法、局部熔接材料、复合材料和成型品的制造方法 |
| JP2019093646A (ja) * | 2017-11-24 | 2019-06-20 | 株式会社三五 | 強化繊維及び樹脂を含む複合材料からなる中間基材及び成形体並びに当該成形体の製造方法 |
| JP2020007650A (ja) * | 2018-07-03 | 2020-01-16 | 株式会社三五 | 表面被覆強化繊維及び当該表面被覆強化繊維の製造方法、並びに当該表面被覆強化繊維と樹脂とを含む中間基材、複合材料及び成形体 |
| JP2021524406A (ja) * | 2018-07-12 | 2021-09-13 | アリス・コンポジッツ・インコーポレイテッド | 圧縮成形のための方法および組成物 |
| JP6993653B1 (ja) | 2020-09-04 | 2022-02-04 | 中川産業株式会社 | 筋金棒体の製造方法 |
| JP2022044014A (ja) * | 2020-09-04 | 2022-03-16 | 中川産業株式会社 | 筋金棒体の製造方法 |
| US12011862B2 (en) | 2020-11-20 | 2024-06-18 | Nakagawa Sangyo Co., Ltd. | Die and method for molding reinforcing bar |
| US11701843B2 (en) | 2020-12-28 | 2023-07-18 | Nakagawa Sangyo Co., Ltd. | Method and resin impregnating device for producing a reinforcing bar |
| US12083707B2 (en) | 2021-01-27 | 2024-09-10 | Nakagawa Sangyo Co., Ltd. | Method for producing a reinforcing bar |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014061384A1 (ja) | 2016-09-05 |
| EP2910596A1 (en) | 2015-08-26 |
| EP2910596A4 (en) | 2016-11-16 |
| US20150284886A1 (en) | 2015-10-08 |
| JP6164591B2 (ja) | 2017-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6164591B2 (ja) | 連続繊維強化熱可塑性樹脂複合材料製造用の強化繊維/樹脂繊維複合体、およびその製造方法 | |
| US8440276B2 (en) | Multidirectionally reinforced shape woven preforms for composite structures | |
| CN103260867B (zh) | 织造预制件、纤维增强复合材料、及其制造方法 | |
| EP2759387B1 (en) | Reinforced fiber / resin fiber composite, and method for manufacturing same | |
| JP5279121B2 (ja) | 繊維強化複合材料 | |
| CN110769995B (zh) | 通过编织产生的干燥预成型坯的制造方法 | |
| US20100003881A1 (en) | Methods and apparatus associated with narrow tows fabricated from large-tow preforms | |
| CN102666050A (zh) | 编织预制件、复合材料、及其制造方法 | |
| KR101756678B1 (ko) | 카본섬유 강화 복합소재 스프링 제조방법 | |
| JP7448557B2 (ja) | 異なる機能性領域を含む複合材料の調製 | |
| JP5433836B2 (ja) | 熱可塑性繊維糸を巻縫いした織物の炭素繊維強化複合材料 | |
| JP6021343B2 (ja) | 含浸糸布及び含浸糸布の製造方法 | |
| CN102899778A (zh) | 一种整体环形三维织物及其织造方法 | |
| IT202300005415A1 (it) | Processo di produzione di un elemento tubolare di materiale composito a sezione non circolare, specialmente per treppiedi di macchine fotografiche, ed elemento tubolare di materiale composito a sezione non circolare prodotto con detto processo | |
| JP5690386B2 (ja) | 織物による炭素繊維強化複合材料の成形方法 | |
| CN105821578A (zh) | 一种填充芯纤维编织软管 | |
| JP2018001475A (ja) | 繊維強化複合材用プリフォーム及び繊維強化複合材 | |
| JPH074874B2 (ja) | 繊維強化複合材からなるネジ状成形体の製造方法 | |
| JP3317358B2 (ja) | 熱可塑性樹脂含浸型複合補強繊維材料 | |
| JP6338146B2 (ja) | 織成時の耳部利用の繊維材料 | |
| RU2782809C1 (ru) | Подготовка композитного материала, содержащего различные функциональные области | |
| JP2019094579A (ja) | 繊維強化複合材用強化繊維糸 | |
| UA72722A (en) | Method for production of complex profile articles on the basis of composite structures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13847431 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014542000 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14435653 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013847431 Country of ref document: EP |