WO2013137256A1 - Procédé permettant de produire un élément de joint externe pour un joint homocinétique et élément de joint externe - Google Patents
Procédé permettant de produire un élément de joint externe pour un joint homocinétique et élément de joint externe Download PDFInfo
- Publication number
- WO2013137256A1 WO2013137256A1 PCT/JP2013/056816 JP2013056816W WO2013137256A1 WO 2013137256 A1 WO2013137256 A1 WO 2013137256A1 JP 2013056816 W JP2013056816 W JP 2013056816W WO 2013137256 A1 WO2013137256 A1 WO 2013137256A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cup
- joint member
- forging
- outer joint
- forged product
- Prior art date
Links
Images



























































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/202—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints
- F16D3/205—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints the pins extending radially outwardly from the coupling part
- F16D3/2055—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members one coupling part having radially projecting pins, e.g. tripod joints the pins extending radially outwardly from the coupling part having three pins, i.e. true tripod joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
- B21C51/005—Marking devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/76—Making machine elements elements not mentioned in one of the preceding groups
- B21K1/762—Coupling members for conveying mechanical motion, e.g. universal joints
- B21K1/765—Outer elements of coupling members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2300/00—Special features for couplings or clutches
- F16D2300/12—Mounting or assembling
Definitions
- the present invention is used in, for example, power transmission systems of automobiles, aircraft, ships, various industrial machines, etc., and is an outer joint for a constant velocity universal joint that transmits rotational power at a constant speed between two axes of a driving side and a driven side.
- the present invention relates to a member manufacturing method and an outer joint member.
- constant velocity universal joints are roughly classified into fixed constant velocity universal joints that allow only angular displacement and sliding constant velocity universal joints that allow angular displacement and axial displacement.
- the constant velocity universal joint has a cup portion that is open at one end, and is provided with a plurality of track grooves extending in the axial direction on the inner diameter surface of the cup portion.
- a joint member and joint internal components such as an inner joint member and a torque transmission member housed in the inner periphery of the cup portion are provided as main constituent members.
- the outer joint members are manufactured using various processing methods such as machining represented by cutting and turning and plastic working represented by forging, but the production efficiency and yield are improved. In recent years, plastic working is often employed as much as possible.
- Patent Document 1 discloses an outer joint member of a tripod type constant velocity universal joint, which is a kind of sliding type constant velocity universal joint, in particular, a plurality of tracks having one end opened and extending axially on an inner diameter surface.
- a method of manufacturing an outer joint member integrally including a bottomed cylindrical cup portion provided with a groove and a shaft portion extending axially outward from the other end of the cup portion by plastic working is described. .
- a forging process in which a rod-shaped material is formed into an intermediate forged product having a cup-shaped portion having a track groove roughly formed on the inner diameter surface by upsetting, forward extrusion, backward extrusion, and the like.
- the manufacturing method (procedure) described above produces not only the outer joint member for the sliding type constant velocity universal joint but also the outer joint member for the fixed type constant velocity universal joint represented by the undercut free type. In this case, it can be preferably applied.
- the shape (size of each part) of the final forged product is likely to vary among individuals because of variations in the weight and volume between the rod-shaped materials, among which the opening end of the cup-shaped part is particularly varied. It is a part that tends to appear large. Therefore, before paying out the final forged product to a subsequent process such as a finishing process for turning or grinding, or a heat treatment process for quenching, the open end of the cup-shaped part of the final forged product It is inspected whether or not the portion is molded into a predetermined shape (whether or not the cup depth of the cup-shaped portion is within the tolerance range), and only the acceptable product is paid out to the subsequent process.
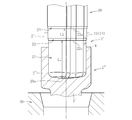
- the inspection of whether or not the cup depth is within the tolerance range is performed by, for example, a dedicated measuring instrument 300 as shown in FIG. (A combination of a scale 302 and a jig 301 having a substantially T-shaped cross section composed of an axial portion 301a having an abutting portion and a radial portion 301b having an abutting portion with a cup-shaped inner diameter surface)
- the measurement result was executed by comparing with the dimensional standard for each product.
- the opening end shape of the cup-shaped part in the intermediate forged product or the final forged product is not only the weight and volume of the rod-shaped material, but also the intermediate product obtained in the middle of the pre-forging process (finally the intermediate forged product and Depends on the molding accuracy of the product. Therefore, it is easy to determine and confirm whether or not the intermediate product or intermediate forged product has been formed into a predetermined shape, more specifically, whether or not the workpiece has been appropriately plastically deformed following the forging die used in the pre-forging process. If this is possible, the complicated inspection process can be simplified or omitted, and it is not necessary to bother the intermediate forging product, which is likely to be defective after the ironing process. Can be improved.
- the pre-forging process for obtaining an intermediate forged product is generally performed continuously using a forging device (transfer press) in which a plurality of forging dies are continuously arranged along the feed direction. is there. Therefore, when trying to determine and confirm whether or not the product has been molded into a predetermined shape on the way, that is, whether or not the workpiece has been appropriately plastically deformed following the forging die, the forging device is completely stopped and sampling inspection is performed. Need to run. However, this significantly reduces the productivity of the outer joint member. In addition, if a halfway product that has been extracted from the forging device is re-entered into the forging device, processing defects are likely to occur. Can not. For this reason, even if the halfway product extracted from the forging device is an acceptable product, the halfway product must be discarded, resulting in a decrease in product yield.
- a forging device transfer press
- the opening end surface 402 of the cup-shaped portion 401 of the final forged product 400 is formed on the track groove 403 formation region and the track as shown in FIG.
- the region between the grooves 403 is undulated so as to be convex and concave, and as a result, the required cup depth may not be ensured over the entire circumference.
- Such a problem is caused, for example, by turning a predetermined amount of the open end surface 402 of the cup-shaped portion 401 in which waviness occurs after obtaining an intermediate forged product and eventually a final forged product 400 using a relatively large rod-shaped material. Can be resolved. However, if this is done, the productivity will be reduced because a large end surface finish is essential, and the yield will be reduced because it is necessary to use a larger bar-shaped material than necessary.
- the undulation generated on the open end surface 402 of the cup-shaped portion 401 of the final forged product 400 is such that the thickness reduction rate of the cup-shaped portion of the intermediate forged product due to ironing differs between the circumferential portions of the cup-shaped portion of the intermediate forged product. That is, as shown in FIG. 27 b, it is considered that the main factor is that the thickness of the cup-shaped portion 401 ′ of the intermediate forged product 400 ′ used for ironing is different in each portion in the circumferential direction. Therefore, it is considered that the above problem can be alleviated or eliminated by designing the product so that the difference in thickness between the circumferential portions of the cup portion of the outer joint member is reduced. However, since the thickness of each part in the circumferential direction of the cup portion of the outer joint member is determined in consideration of the function and performance of the constant velocity universal joint, it cannot be easily changed.
- the object of the present invention is to improve the productivity and product yield of the outer joint member which is a constituent member of the constant velocity universal joint, thereby contributing to the cost reduction of the constant velocity universal joint.
- the outer joint member manufacturing method includes a cup portion having one end opened, and a plurality of track grooves extending in the axial direction on the inner diameter surface of the cup portion.
- the outer joint member for a constant velocity universal joint is provided with a cup-shaped portion in which a track groove is roughly formed on an inner diameter surface from a rod-shaped material by performing a plurality of forging processes step by step.
- a determination reference part for enabling visual judgment of pass / fail of the cup depth is molded.
- an outer joint member according to the first invention which has been created to achieve the above object, has a cup portion having one open end, and a plurality of track grooves extending in the axial direction are provided on an inner diameter surface of the cup portion.
- the outer joint member for a constant velocity universal joint, wherein the cup portion is formed by forging, and part or all of the track groove is formed into a finished shape by ironing after forging. It has a judgment reference part for making it possible to visually judge pass / fail of the cup depth, and this judgment reference part is provided by mold forming using a mold used for ironing.
- the cup depth is acceptable, that is, whether or not the cup depth is within the dimensional tolerance, is visually confirmed by the presence / absence of the determination reference portion and the formation mode. It is possible to make a determination with More specifically, if the predetermined reference portion is molded on the molding surface of the cup portion (cup-shaped portion) by ironing, it can be determined that the cup depth is within the tolerance range. Thus, if the determination reference portion is not molded in a predetermined manner on the molding surface of the cup portion (cup-shaped portion) by ironing, it can be determined that the cup depth is not within the tolerance range.
- the determination reference portions can be molded at two locations separated in the axial direction of the cup-shaped portion of the final forged product. That is, when performing the ironing process, it is possible to use a mold that can mold the determination reference portion at two locations separated in the axial direction of the cup-shaped portion of the final forged product.
- the determination reference portion molded on the other end side (the non-opening end portion side) of the cup portion (cup-shaped portion) indicates the tolerance lower limit of the cup depth.
- a judgment reference part molded on one end side (opening end part side) of the cup part (cup-shaped part) can be utilized as a part indicating a tolerance upper limit of the cup depth. After the ironing process is completed, it becomes possible to more accurately determine whether the cup depth is within the tolerance range. More specifically, it can be determined that the cup depth is within the tolerance range if the determination reference portion is molded in a predetermined manner at one axial position of the cup portion (cup-shaped portion). And if the determination reference
- the manufacturing method of the outer joint member which concerns on 1st invention shall further include the edge part removal process which removes the predetermined dimension of the one end part (opening edge part) of the cup-shaped part of a final forging after ironing.
- the end portion of the cup-shaped portion of the final forged product can be removed by reaching the axial position where the entire determination reference portion is removed. That is, the determination reference portion molded by ironing can also be used as a mark when finishing by removing a predetermined dimension in the axial direction from one end of the cup-shaped portion of the final forged product.
- the judgment reference part can take any form as long as it does not hinder the function of the outer joint member.
- it can be provided continuously in the circumferential direction of the cup part (provided over the entire circumference of the cup part), or can be provided intermittently in the circumferential direction of the cup part.
- the determination reference portion is, for example, a step portion having a height difference of 0.01 mm to 1.0 mm, a projecting portion having a height dimension of 0.01 mm to 1.0 mm, or a depth dimension of 0.01 mm or more. It can be composed of a concave portion of 1.0 mm or less.
- the lower limit value of the height difference, height dimension, or depth dimension (hereinafter referred to as “height difference etc.”) of the judgment reference portion is set to 0.01 mm, so that the pass / fail judgment of the cup depth is executed accurately and quickly. For this reason, if the height difference is as small as less than 0.01 mm, there is a high possibility that the pass / fail determination of the cup depth cannot be performed accurately and quickly.
- the upper limit value of the height difference of the determination reference portion is set to 1.0 mm. If the height difference exceeds 1.0 mm, the releasability of the cup-shaped portion and thus the molding accuracy of the cup portion are adversely affected. Because there is a possibility.
- the first invention described above can be applied to an outer joint member in which the track groove is configured only by a linear portion extending in parallel with the joint axis, that is, an outer joint member for a sliding type constant velocity universal joint.
- Examples of applicable sliding constant velocity universal joints include tripod type constant velocity universal joints (TJ) and double offset type constant velocity universal joints (DOJ).
- the track groove is positioned relatively on one end side (opening end portion side) of the cup portion and extends in parallel with the joint axis, and relatively on the other end side of the cup portion ( Applicable to an outer joint member composed of an arcuate portion located on the side opposite the opening), that is, an outer joint member for an undercut-free constant velocity universal joint (UJ), which is a kind of fixed constant velocity universal joint
- UJ undercut-free constant velocity universal joint
- the linear portion of the track groove can be formed into a finished shape by ironing the cup-shaped portion of the intermediate forged product.
- a constant velocity universal joint can be constituted by the outer joint member according to the first invention and the joint internal parts housed in the inner periphery of the cup portion.
- the ironing process may be executed in any atmosphere of cold, warm or hot, but if it is executed cold, it is executed warm or hot. Compared to the case, the molding accuracy of the cup portion (the accuracy of the ironing process) can be improved.
- the manufacturing method of the outer joint member according to the second invention which has been devised to achieve the above object, has a cup portion having one end opened, and a plurality of track grooves extending in the axial direction on the inner diameter surface of the cup portion.
- the outer joint member for a constant velocity universal joint is provided with a cup-shaped portion in which a track groove is roughly formed on an inner diameter surface from a rod-shaped material by performing a plurality of forging processes step by step.
- a mark part is formed so that the pass / fail shape of the cup-shaped part of the intermediate forged product can be visually determined. It is characterized by that.
- the open end of the cup-shaped portion of the intermediate forged product It is possible to easily determine whether or not the portion has been formed into a predetermined shape (whether or not the workpiece has been appropriately plastically deformed following a plurality of forging dies).
- the mark part is formed at the mold part provided in the forging die in the forging process in which poor molding accuracy is likely to occur. If the die is molded, it becomes possible to easily review the molding conditions in the forging process.
- the above configuration can be preferably applied when the forging process using a closed forging die is included in the pre-forging process.
- the closed forging die referred to here is a forging die configured to perform forging in a state where the entire workpiece is sealed in the die. According to the verification by the inventors of the present application, in the forging process stage using the closed forging die, it is particularly easy to cause a forming accuracy defect due to a poor meat filling. Therefore, if the mark part is molded at the forging process stage of the intermediate product by the closed forging die in the pre-forging process, the degree of material satisfaction at this forging process stage is properly grasped, and the outer joint member This is advantageous for improving productivity and product yield.
- an end face mark portion as a mark portion can be molded at a site that becomes an open end face (end face on the opening side) of the cup-shaped portion of the intermediate forged product in the intermediate product.
- the form of the end face mark portion is not particularly limited, and for example, a plurality of shapes may be formed radially, an infinite number of dots may be formed, or an annular shape (one or more) may be formed.
- the mark portion on the portion that becomes the outer diameter surface of the cup-shaped portion of the intermediate forging product may be molded. Further, these mark portions (end face mark portions and outer diameter mark portions) may be formed in a concave shape or may be formed in a convex shape. Whatever form of mark portion is molded, it is desirable that the mark portion has a form that does not adversely affect the operability and the like in consideration of the case where the mark portion remains in the final product.
- the outer joint member according to the second invention which was created to achieve the above object, has a cup portion with one end opened, and a plurality of track grooves extending in the axial direction are provided on the inner diameter surface of the cup portion.
- the mark portion can be provided on the opening side end surface of the cup portion, the outer diameter surface of the cup portion, or both.
- the second invention can also be preferably applied to an outer joint member integrally having a shaft portion extending axially outward from the other end of the cup portion.
- the second invention can be applied to an outer joint member in which a track groove is constituted only by a linear portion, that is, an outer joint member for a sliding type constant velocity universal joint.
- sliding constant velocity universal joints include tripod type constant velocity universal joints (TJ) and double offset type constant velocity universal joints (DOJ).
- TJ tripod type constant velocity universal joints
- DOJ double offset type constant velocity universal joints
- the entire track groove (entire area) can be finished by ironing.
- the track groove is relatively positioned on the linear portion located on one end side (opening end portion side) of the cup portion, and on the other end side (non-opening end portion side) of the cup portion.
- the present invention can also be applied to an outer joint member composed of an arcuate portion positioned, that is, an outer joint member for an undercut-free constant velocity universal joint (UJ) which is a kind of fixed type constant velocity universal joint.
- UJ constant velocity universal joint
- at least a linear portion of the track groove can be finished by ironing.
- a constant velocity universal joint can be configured by the outer joint member according to the second invention described above and the joint internal parts housed in the inner periphery of the cup portion.
- a manufacturing method which has been devised to achieve the above object, has a cup portion that is open at one end, and is provided with a plurality of track grooves extending in the axial direction on the inner diameter surface of the cup portion.
- a method of manufacturing an outer joint member for a constant velocity universal joint which is a pre-forging step for obtaining an intermediate forged product having a cup-shaped portion having a track groove roughly formed on an inner diameter surface from a rod-shaped material, and ironing the intermediate forged product.
- the ironing step to obtain a final forged product having a cup-shaped part with a finished track groove formed on the inner diameter surface, and in the pre-forging process, in the opening end surface of the cup-shaped part of the intermediate forged product,
- the undulation generated on the opening end face of the cup-shaped portion of the final forged product in accordance with the ironing process is characterized in that a concavo-convex shape portion in which the arrangement mode of the concave portion and the convex portion is opposite is molded.
- the degree of undulation that occurs on the opening end face of the final forged product due to the ironing process is reduced without incurring a special increase in processing cost (the difference in height between the concave and convex parts constituting the undulation is reduced. )be able to.
- This makes it possible to improve the productivity by reducing the end face finishing amount (turning amount) of the final forged product, and it is possible to use a rod-like material having a volume that is small enough to reduce the end face finishing amount, Yield can be improved.
- the degree of undulation is greatly reduced, it is possible to omit the end face finishing for the final forged product.
- the productivity and yield of the outer joint member which is one of its constituent members, can be improved without making design changes that affect the function and performance of the constant velocity universal joint. Therefore, it can contribute to the cost reduction of the constant velocity universal joint.
- the cup portion of the outer joint member is generally configured by alternately arranging thin portions and thick portions in the circumferential direction, and the track groove (the bottom surface of the groove) is an inner diameter surface of the thin portion.
- the thickness reduction rate (the amount of axial deformation in the axial direction) associated with the ironing process is larger in the relatively thin portion than in the relatively thick portion. Therefore, in the pre-forging step, an intermediate forged product having a cup-shaped portion in which a circumferential region in which the track groove is roughly formed and a circumferential region in which the concave portion of the concavo-convex shape portion is molded is matched is obtained. Is desirable. Thereby, the amount of waviness of the open end face of the final forged product can be effectively reduced.
- the pre-forging process is generally configured to include a plurality of forging steps. Then, at the final stage (for example, backward extrusion), the concave and convex portion can be molded at the same time as forming the cup-shaped portion having the track groove roughly formed on the inner diameter surface. At this time, the concavo-convex shape portion may be molded by a molding die portion provided in the track groove rough molding punch, or a molding die portion provided in a molding die different from the track groove rough molding punch. You may make it mold by.
- the forging step may be performed in a separate forging step from the molding of the concavo-convex shape portion and the cup-shaped portion having a track groove roughly formed on the inner diameter surface.
- an intermediate forged product having a cup-shaped portion in which track grooves are roughly formed on the inner diameter surface can be obtained in the forging step after molding the uneven portion.
- the third invention can also be preferably applied when manufacturing an outer joint member integrally having a shaft portion extending axially outward from the other end of the cup portion.
- the third invention is an outer joint member in which each track groove is constituted only by a straight portion, for example, a sliding type represented by a tripod type constant velocity universal joint (TJ), a double offset type constant velocity universal joint (DOJ), or the like. It can be applied when manufacturing an outer joint member for a constant velocity universal joint. Further, according to the third aspect of the present invention, each track groove has a linear portion relatively positioned on one end side (opening end portion side) of the cup portion, and relatively the other end side (non-opening end portion side) of the cup portion. Applied when manufacturing an outer joint member composed of an arcuate portion positioned in the outer joint member, for example, an outer joint member for an undercut-free constant velocity universal joint (UJ), which is a kind of fixed constant velocity universal joint. You can also.
- UJ undercut-free constant velocity universal joint
- the present invention it is possible to improve the productivity and product yield of the outer joint member which is a constituent member of the constant velocity universal joint. Thereby, it can contribute to the cost reduction of a constant velocity universal joint.
- FIG. 1b is a sectional view taken along line XX in FIG. 1a. It is a schematic front view of the rod-shaped raw material provided to a pre-forging process. It is a schematic front view of the 1st intermediate product. It is a schematic front view of the 2nd halfway product. It is a schematic front view of the 3rd intermediate product. It is a front view of an intermediate forging product. It is sectional drawing which shows a ironing process process typically. It is a schematic sectional drawing of the final forging product which has a cup-shaped part in which the cup depth was less than the tolerance lower limit.
- FIG. 13B is a schematic sectional view taken along line XX in FIG. 13A. It is a top view of the intermediate forging product obtained by performing back extrusion processing to the 3rd intermediate product shown in FIG. 13a.
- FIG. 13C is a schematic cross-sectional view taken along line XX in FIG. 13C. It is a top view of the 3rd intermediate product which was not fabricated by predetermined shape.
- FIG. 14B is a schematic sectional view taken along line XX in FIG. 14A.
- 14b is a plan view of an intermediate forged product obtained by subjecting the third intermediate product shown in FIG. 14a to a backward extrusion process.
- FIG. FIG. 14c is a schematic sectional view taken along line XX in FIG. 14c. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention.
- FIG. 15B is a schematic sectional view taken along line XX in FIG. 15A. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention.
- FIG. 15C is a schematic sectional view taken along line XX in FIG. 15C.
- FIG. 16B is a schematic sectional view taken along line XX in FIG. 16a. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention. It is a top view of the 3rd halfway product concerning other embodiments of the 2nd invention.
- FIG. 20B is a front view of the intermediate forged product including a cross section taken along line XX in FIG.
- FIG. 20A It is sectional drawing which shows typically a 4th forge process among the pre-forging processes. It is a front view of the final forging product containing a partial cross section. It is sectional drawing which shows the modification of a 4th forge process typically. It is sectional drawing which shows typically the modification of the 3rd forge process of a pre forge process. It is sectional drawing which shows typically the modification of the 4th forge process of a pre-forging process. It is a partial front view of the intermediate forging product which concerns on other embodiment of 3rd invention. It is a partial front view of the intermediate forging product which concerns on other embodiment of 3rd invention. It is a figure which shows typically the mode of the conventional inspection method. It is a side view including the partial cross section of the final forging product of the outer joint member manufactured by the conventional method. FIG. 27B is a front view of the intermediate forged product formed into the final forged product shown in FIG. 27A.
- FIG. 1a shows a schematic front view of an outer joint member 1 for a constant velocity universal joint according to an embodiment of the first invention (hereinafter simply referred to as “outer joint member 1”), and FIG. A schematic sectional view is shown.
- This outer joint member 1 is an outer joint member for a tripod type constant velocity universal joint (TJ) which is a kind of sliding type constant velocity universal joint that allows both angular displacement and axial displacement, and one end is open.
- TJ tripod type constant velocity universal joint
- the bottomed cylindrical cup portion 2 and the shaft portion 3 extending axially outward from the other end of the cup portion 2 are integrally provided.
- the tripod type constant velocity universal joint is configured by incorporating a tripod member as an inner joint member, a roller as a torque transmission member, or the like on the inner periphery of the cup portion 2 of the outer joint member 1.
- Each track groove 5 has a pair of roller guide surfaces 6 and 6 which face each other in the circumferential direction, and is formed in a straight line including the roller guide surfaces 6 and 6 and extending in parallel with the joint axis.
- the axially orthogonal cross section of the cup portion 2 of the present embodiment has a flower crown shape in which three large-diameter portions and three small-diameter portions are alternately arranged in the circumferential direction.
- a track groove 5 is formed on the inner periphery of each large diameter portion.
- the outer joint member 1 is subjected to plastic processing steps such as extrusion processing, upsetting processing, and ironing processing in order to obtain a final forged product 1 ′ having a substantially finished product shape (two-dot chain line in FIG. 4).
- the final forged product 1 ′ is finished by performing an appropriate finishing process and further a heat treatment.
- the entire inner diameter surface 4 of the cup portion 2 including the track groove 5 and the roller guide surface 6 is finished to the final shape by ironing the cup-shaped portion 2 ′ (see FIG. 3) of the intermediate forged product 1 ′′.
- the opening side end surface 7 of the cup portion 2 of the outer joint member 1 of the present embodiment is formed on the cup-shaped portion 2 ′ of the intermediate forged product 1 ′′ as the cup-shaped portion 2 ′ is ironed. It is a surface obtained by freely deforming the opening side end, and is not a surface finished by finishing such as turning.
- the determination reference part is a part that is used as a reference when determining whether or not the cup depth D is within the tolerance range after the ironing process is completed.
- first determination reference part 12 is indicated in parentheses. This determination reference part determines whether or not the cup depth D exceeds the tolerance lower limit (tolerance lower limit of the required cup depth).
- the cup depth D exceeds the upper limit of tolerance (tolerance upper limit of necessary cup depth) on the inner diameter surface 4 of the cup portion 2 as shown in FIG.
- the second determination reference portion 13 serving as a reference is further molded.
- the axis orthogonal plane indicated by reference numeral x1 in FIG. 1b is the tolerance lower limit of the required cup depth, and the bottom of the stepped portion 14 as the first determination reference section 12 for displaying the axis orthogonal plane x1.
- the side end portion 14a is molded according to the axis orthogonal plane x1.
- the entire stepped portion 14 as the first determination reference portion 12 exists on the inner diameter surface 4 of the cup portion 2, which is a molding surface by ironing, and the step as the second determination reference portion 13. Since the portion 14 (see FIG. 5b) does not exist on the inner diameter surface 4 of the cup portion 2, it can be determined by visual confirmation that the cup depth D is within the tolerance range.
- the height difference y1 of the stepped portion 14 serving as the first determination reference portion 12 (and the second determination reference portion 13 shown in FIG. 5b) is set to 0.01 mm or more and 1.0 mm or less.
- the reason why the lower limit of the height difference y1 is set to 0.01 mm is to execute the pass / fail determination of the cup depth D accurately and quickly, and the height difference y1 is so small that it is less than 0.01 mm. And the possibility that the pass / fail determination of the cup depth D cannot be performed accurately and quickly increases.
- the upper limit of the height difference y1 is set to 1.0 mm because if the height difference y1 exceeds 1.0 mm, the mold release property of the cup-shaped part 2 ′ from the molding die used for ironing is adversely affected. This is because there is a possibility that the rolling performance of the roller may be adversely affected.
- the outer joint member 1 includes a pre-forging step (see FIGS. 2a to 2d) for obtaining an intermediate forged product 1 ′′ (see FIG. 3) having a cup-shaped portion 2 ′′, and a cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′.
- Ironing process Fig. 4 for performing ironing process, finishing process for finishing each part of final forged product 1 'obtained through ironing process to final shape, and heat treatment for final forged product 1' finished to final shape It is completed through a heat treatment process.
- the pre-forging process consists of multiple forging steps. Specifically, first, a solid bar-shaped material (billet) M shown in FIG. 2a is subjected to forward extrusion processing in the first forging process stage, and as shown in FIG. A first intermediate product M1 is obtained that is rounded and has a central portion of the rod-shaped material M bulged. Next, by further extruding the first intermediate product M1 in the second forging step, the shaft-shaped portion 3 ′ was formed on the side where the outer peripheral edge was rounded, as shown in FIG. 2c. A second intermediate product M2 is obtained. Next, by performing upsetting on the second intermediate product M2 at the third forging step, as shown in FIG. 2d, the third upsetting portion 2A is formed integrally with the shaft-like portion 3 ′. A product M3 is obtained on the way.
- a solid bar-shaped material (billet) M shown in FIG. 2a is subjected to forward extrusion processing in the first forging process stage, and as shown in FIG.
- the track groove 5 ′ roughly formed on the inner diameter surface is formed by performing backward extrusion processing on the upset portion 2 ⁇ / b> A of the third intermediate product M ⁇ b> 3 in the fourth forging step.
- An intermediate forged product 1 ′′ having a cup-shaped portion 2 ′′ having The cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ has a cross-sectional shape that approximates the cup portion 2 of the outer joint member 1 as a finished product. That is, the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ has a corollary cross-sectional shape, and a track groove 5 ′ having roller guide surfaces 6 ′ and 6 ′ is formed on the inner diameter surface thereof.
- the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ is thicker and shorter in the axial direction than the cup portion 2 of the outer joint member 1 as a finished product. Therefore, the axial dimension of the track groove 5 ′ is shorter than the axial dimension of the track groove 5.
- the intermediate forged product 1 ′′ is transferred to the ironing process.
- a cup-shaped intermediate forged product 1 ′′ is formed using a molding die having the ironing punch 20 and the ironing die 30 shown in FIG.
- the part 2 ′′ is ironed and the inner diameter surface of the cup-shaped part 2 ′′ is formed into a finished shape.
- a forming die portion 21 for forming the inner diameter surface of the cup-shaped portion 2 "of the intermediate forged product 1" into a finished shape is provided on the outer periphery of the front end portion of the ironing punch 20, a forming die portion 21 for forming the inner diameter surface of the cup-shaped portion 2 "of the intermediate forged product 1" into a finished shape is provided.
- First and second determination reference molding portions 22 and 23 are provided at two positions spaced apart in the axial direction of the molding die portion 21.
- the first determination standard forming part 22 is inspected / determined whether the cup depth D of the cup part 2 (the cup-shaped part 2 ′ of the final forged product 1 ′) exceeds the tolerance lower limit of the required cup depth. This is a part where the first determination reference part 12 (see FIG. 1b and the like), which serves as a reference when performing, can be molded.
- the second determination reference molding part 23 is a second determination reference part serving as a reference when inspecting / determining whether the cup depth D of the cup part 2 exceeds the upper limit tolerance of the required cup depth.
- 13 (see FIG. 5b) is a part that can be molded. Accordingly, the axial separation distance L1 between the tip surface 20a of the punch 20 and the end 22a of the first determination reference molding portion 22 is equal to the tolerance lower limit value of the cup depth D (required cup depth), and the punch 20 The axial separation distance L2 between the tip surface 20a and the end 23a of the second determination reference molding part 23 is equal to the tolerance upper limit value of the cup depth D (required cup depth).
- the intermediate forged product 1 ′′ is positioned and disposed in the molding die having the above-described configuration, and the iron punch 20 is inserted into the inner periphery of the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′.
- the ironing die 30 is relatively moved in the axial direction, ironing is performed on the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ along with this relative movement.
- the cup shape The portion 2 ′′ extends and deforms in the axial direction, and at the same time, the inner diameter surface of the cup-shaped portion 2 ′′ plastically deforms following the forming die portion 21 of the ironing punch 20.
- the cup-shaped portion 2 ′ of the final forged product 1 ′ is visually confirmed whether or not the cup depth D of the cup portion 2 of the outer joint member 1 as a finished product is within the tolerance range. That is, as shown in FIG.
- the cup depth D is It can be determined that the product is below the tolerance lower limit.
- the cup depth D is the upper limit of tolerance. It can be determined that the product is defective.
- the cup depth D is within the tolerance range when ironing is performed on the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ in the ironing process.
- the determination reference part for molding was molded. In this way, whether or not the cup depth D is within the tolerance range is determined based on the determination reference portion (first and first) molded on the inner diameter surface of the cup-shaped portion 2 ′ (cup portion 2). It is possible to make a determination only by visually confirming the presence or absence and the formation mode of the two determination reference parts 12, 13). Therefore, there is no need to perform the measurement / inspection processing of the cup depth D using the dedicated measuring instrument 300 as shown in FIG. 26, and the workability of the measurement / inspection processing can be improved. Can be improved. Thereby, productivity improvement and yield improvement of the outer joint member 1 are achieved.
- the acceptable product determined that the cup depth D is within the dimensional tolerance is paid out to the subsequent process.
- the outer joint member 1 (see FIGS. 1a and 1b) having the cup portion 2 and the shaft portion 3 integrally is completed.
- the outer joint member 1 and the manufacturing method thereof according to one embodiment of the first invention have been described above, but the first invention is not limited to the above-described embodiment and does not depart from the gist of the invention. It is possible to add various changes.
- the determination reference portion (first and second determination reference portions 12 and 13) is constituted by a protruding portion 15 having a height dimension y2 of 0.01 mm or more and 1.0 mm or less, as shown in FIG. 6a.
- the depth dimension y ⁇ b> 3 may be configured by a concave portion 16 having a depth of 0.01 mm or more and 1.0 mm or less.
- 6A and 6B show the case where the protruding portion 15 and the recessed portion 16 as the first determination reference portion 12 are formed over the entire circumference of the inner diameter surface 4 of the cup portion 2 of the outer joint member 1. Illustrated.
- the determination reference portion (first determination reference portion 12 in the illustrated example) may be provided intermittently in the circumferential direction of the cup portion 2.
- the determination reference portion if the determination reference portion is provided in the circumferential region excluding the formation region of the track groove 5, the reduction in rolling performance of the torque transmitting member (roller) due to the provision of the determination reference portion is taken into consideration. Not enough.
- FIG. 7 shows the case where the concave portion 16 is employed as the determination reference portion (first determination reference portion 12), but also when the stepped portion 14 or the protruding portion 15 is employed as the determination reference portion. Such a configuration can be adopted.
- the outer joint member 1 shown in FIG. 1 has an opening of the cup portion 2 on a surface obtained by free deformation of the opening side end portion of the cup-shaped portion 2 ′′ of the intermediate forged product 1 ′′ along with ironing.
- the opening side end surface 7 of the cup portion 2 may be a surface finished by turning as shown in FIG. That is, after the ironing step shown in FIG. 4, a turning step is further provided as an end removing step for removing a predetermined dimension of the opening end of the cup-like portion 2 ′ of the final forged product 1 ′.
- the opening end of the portion 2 ′ may be turned to an axial position where the entire first determination reference portion 12 (stepped portion 14) is removed.
- the stepped portion 14 as the first determination reference portion 12 molded on the inner diameter surface of the cup-shaped portion 2 ′ is a mark indicating the end position of the turning process (formation position of the opening side end surface 7 of the cup portion 2). Can be used as well.
- the determination reference portion is molded on the inner diameter surface 4 of the cup portion 2 (the inner diameter surface of the cup-shaped portion 2 ′ of the final forged product 1 ′).
- the inner diameter surface 4 or in addition to the inner diameter surface 4 of the cup portion 2, it may be molded on the outer diameter surface of the cup portion 2 (not shown).
- the outer joint member 1 for a tripod type constant velocity universal joint (TJ), which is a kind of sliding type constant velocity universal joint, and the case where the first invention is applied when manufacturing the outer joint member 1 are described.
- the first invention is applied to the manufacture of other sliding type constant velocity universal joints, such as an outer joint member for a double offset type constant velocity universal joint (DOJ), and this outer joint member. It is also possible.
- the first invention is not only the outer joint member for the sliding type constant velocity universal joint described above, but also the outer joint for the fixed type constant velocity universal joint such as an undercut free type constant velocity universal joint (UJ). It is also possible to apply when manufacturing a member and this outer joint member.
- the fixed type constant velocity universal joint does not allow axial displacement but allows only angular displacement, and the track groove of the outer joint member incorporated therein is relatively positioned on the cup opening side. It is comprised by the linear part extended in parallel with a joint axis line, and the circular arc-shaped part located in a cup bottom side relatively. In this case, at least a linear portion of the track groove can be finished to a final shape by ironing.
- FIG. 9a shows a schematic plan view of an outer joint member 101 for a constant velocity universal joint according to an embodiment of the second invention (hereinafter simply referred to as “outer joint member 101”), and FIG. A schematic sectional view is shown.
- This outer joint member 101 is an outer joint member for a tripod type constant velocity universal joint (TJ), which is a kind of sliding type constant velocity universal joint that allows both angular displacement and axial displacement, and one end is open.
- the bottomed cylindrical cup portion 102 and the shaft portion 103 extending axially outward from the other end of the cup portion 102 are integrally provided.
- the tripod type constant velocity universal joint is configured by incorporating a tripod member as an inner joint member, a roller as a torque transmission member, or the like on the inner periphery of the cup portion 102 of the outer joint member 101.
- Each track groove 105 has a pair of roller guide surfaces 106 and 106 that face each other in the circumferential direction, and is formed in a straight line including the roller guide surfaces 106 and 106 and extending in parallel with the joint axis.
- the cross section orthogonal to the axis of the cup portion 102 is a flower crown formed by alternately arranging three large-diameter portions and small-diameter portions in the circumferential direction, and a track groove 105 is formed on the inner periphery of each large-diameter portion. Has been. Although not shown in FIGS.
- an inlet chamfer for allowing angular displacement of the joint in the region between the track grooves 105 and 105 on the inner periphery of the opening of the cup portion 102.
- an annular groove for fitting one end portion of the boot is provided at a predetermined position in the axial direction of the outer diameter surface 108 of the cup portion 102.
- this outer joint member 101 uses a forging device in which a plurality of forging dies are continuously provided along the feed direction, and is tracked from the rod-shaped material to the inner surface as shown in FIG. 10d.
- a pre-forging step for obtaining an intermediate forged product 101 ′′ having a cup-shaped portion 102 ′′ having a roughly formed groove 105 ′ and ironing of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ are finished on the inner surface.
- An ironing process for obtaining a final forged product 101 ′ see a two-dot chain line in FIG.
- the track groove 105 (the groove bottom surface of the track groove 105 and the pair of roller guide surfaces 106, 106) is entirely cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ shown in FIG. 10d. It is formed into a finished shape by ironing.
- the open end surface 107 of the cup portion 102 shown in FIGS. 9a and 9b is free to be opened as the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ is ironed. It is a surface obtained by deformation (see FIG. 12), and is not a surface finished by machining such as turning, etc. Therefore, although not shown, the opening end surface 107 of the cup portion 102 has a slight amount. There is a swell.
- the cup part 102 has a pass / fail shape of the open end part (the presence or absence of sagging due to the lack of meat in the forging die at the open end part of the cup part 102, and the cup depth extends over the entire circumference of the cup part 102.
- a mark portion is provided for enabling visual determination of whether or not the image is within the tolerance range.
- a plurality of end surface mark portions 111 as mark portions are provided on the opening end surface 107 of the cup portion 102 at predetermined intervals in the circumferential direction, and an outer diameter mark as a mark portion is formed in the opening side region of the outer diameter surface 108 of the cup portion 102.
- a plurality of portions 112 are provided at predetermined intervals in the circumferential direction.
- Each end face mark portion 111 is formed in a groove shape extending radially, and each outer diameter mark portion 112 is formed in a groove shape extending in the axial direction. And since these end surface mark part 111 and the outer diameter mark part 112 are formed in the predetermined mode, the said outer joint member 101 is the dull
- the third intermediate product M13 which finally becomes the intermediate forged product 101 "and eventually the final forged product 101 '
- sagging may occur due to unsatisfactory meat of the work (second intermediate product M12) on the third forging die for forming the product M13.
- This sagging is illustrated in FIGS. 14c and 14d.
- it remains as it is at the open end (outer peripheral edge portion) of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ obtained by subjecting the third intermediate product M13 to forging (rear extrusion).
- the end face mark portion 111 and the outer diameter mark portion 112 are molded at an intermediate stage of the pre-forging process (in this embodiment, an upsetting process stage using the third forging die 130 shown in FIG. 11). Therefore, the depth dimension of the end face mark portion 111 and the outer diameter mark portion 112 provided in the cup portion 102 of the outer joint member 101 is formed by various processes applied after the both mark portions 111 and 112 are molded. In many cases, it is different from the depth dimension of the mark portions 111 and 112 immediately after the mark.
- the outer joint member 101 includes a pre-forging step for obtaining an intermediate forged product 101 ′′ shown in FIG. 10d, a ironing step for obtaining a final forged product 101 ′ shown by a two-dot chain line in FIG. It is completed through a finishing process for finishing each part of the forged product 101 ′ into a finished product shape, and a heat treatment process for heat-treating the final forged product 101 ′ finished into a finished product shape.
- the feed direction of the rod-shaped material and the intermediate product (the molded product formed by subjecting the rod-shaped material to one or a plurality of forging processes and finally becoming the intermediate forged product 101 ′′) is sent downstream.
- a forging in which a plurality of forging dies (in this embodiment, four forging dies.
- the first, second, third, and fourth forging dies are sequentially arranged from the upstream side).
- an intermediate forged product 101 ′′ having a cup-shaped portion 102 ′′ shown in FIG. 10d is obtained from a rod-shaped material (not shown).
- a rod-shaped material (not shown) is put into a forging device, and the rod-shaped material is upset by a first forging die, so that one end outer peripheral edge of the rod-shaped material is formed as shown in FIG. 10a.
- a rounded first intermediate product M11 is obtained.
- the one end side has a relatively large diameter portion and the other end side (
- a second intermediate product M12 having a relatively small-diameter shaft portion 103 ′ (a portion finally finished to the shaft portion 103) on the side where the outer peripheral edge is rounded is obtained.
- the third forging die 130 is a so-called closed forging die. That is, as shown in FIGS. 11a and 11c, the third forging die 130 includes a punch 131 and a die 132 that move relatively close to and away from each other. A sealed molding space is defined. Then, when the third forging die 130 is subjected to upsetting on the large-diameter portion of the second intermediate product M12, the large-diameter portion is compressed and deformed in the axial direction and expanded and deformed in the radial direction. As shown in FIG. 3, the third intermediate product M13 having the upsetting portion 122 is obtained.
- the third intermediate product M13 is an intermediate forged product 101 having a cup-shaped portion 102 ′′ shown in FIG. 10d by a fourth forging die disposed adjacent to the downstream side of the third forging die 130. To be molded. Further, in the third intermediate product M13, the opening end surface and the outer diameter surface (the end surface and the outer diameter surface of the upsetting portion 122) of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ are respectively intermediate. A plurality of groove-shaped end surface mark portions 111 and outer diameter mark portions 112 are formed at predetermined intervals in the circumferential direction as mark portions that enable visual determination of whether the opening end shape of the cup-shaped portion 102 ′′ of the forged product 101 ′′ is acceptable. ing. The arrangement form of the end face mark part 111 and the outer diameter mark part 112 formed in the upsetting part 122 is the same as the arrangement form of the both mark parts 111 and 112 existing in the cup part 102 shown in FIGS. 9a and 9b.
- the end face mark portion 111 and the outer diameter mark portion 112 are formed on the lower end surface 131a of the punch 131 and the inner wall surface 32a of the die 132 at the same time as the punch 131 and the die 132 are relatively moved to form the upsetting portion 122. Molding is performed by the convex mold parts 131b and 132b provided. Specifically, as shown in FIG. 11 a, the second halfway product M ⁇ b> 12 is disposed on the inner periphery of the die 132, and then the punch 131 is moved relatively closer to the die 132 to thereby move the second halfway. The large diameter portion of the product M12 is compressed and deformed in the axial direction and expanded (see FIG.
- the large diameter portion of the second intermediate product M12 is aligned with the lower end surface 131a of the punch 131 and the inner wall surface 132a of the die 132. And plastically deform.
- the third intermediate product M13 having the upsetting portion 122 is molded, and at the same time, the end surface mark portion 111 and the outer diameter mark portion 112 are respectively molded on the end surface and the outer diameter surface of the upsetting portion 122.
- a plurality of convex mold portions 131b are provided at predetermined intervals in the circumferential direction.
- the mold part 131b extends radially from the outer diameter end of the lower end surface 131a of the punch 131 toward the inner diameter side.
- the height dimension of the mold 131b is appropriately changed according to the size of the outer joint member 101, and is set within a range of 0.1 mm to 5.0 mm, for example.
- a plurality of convex mold parts 132 b provided on the inner wall surface 132 a of the die 132 are provided at the same pitch as the mold parts 131 b of the punch 131.
- the height dimension of the mold part 132b is appropriately changed according to the size of the outer joint member 101 and the like, but, for example, within the range of 0.1 mm to 5.0 mm as with the mold part 131b provided on the punch 131.
- the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ has a shape similar to the cup portion 102 of the outer joint member 101 as a finished product. That is, the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ has a corollary cross-sectional shape, and three track grooves 105 ′ having roller guide surfaces 106 ′ and 106 ′ are formed at circumferentially equal positions on the inner diameter surface. Roughly molded.
- the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ is thicker and shorter in the axial direction than the cup portion 102 of the outer joint member 101 shown in FIG.
- the axial dimension of the track groove 105 ′ provided on the inner diameter surface of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ is the axis of the track groove 105 provided on the inner diameter surface 104 of the cup portion 102 of the outer joint member 101. It is shorter than the directional dimension.
- the intermediate forged product 101 ′′ obtained as described above is transferred to the ironing process.
- the outer peripheral portion corresponds to the shape of the inner diameter surface 104 of the cup portion 102 shown in FIG. 9 as shown in FIG.
- the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ is ironed.
- a final forged product 101 ′ having a cup-shaped portion 102 ′ in which the track groove 105 is formed into a finished shape is obtained.
- the final forged product 101 ' is transferred to the finishing process.
- it is difficult to form by the various forging processes described above for example, an annular groove for fitting a boot to be provided on the outer diameter surface of the cup portion 102, or a free end outer diameter of the shaft portion 103).
- Spline etc. is formed by machining such as grinding, and the final forged product 101 'is finished into a finished product shape.
- the outer joint member 101 shown to FIG. 9a and FIG. 9b is completed by giving heat processing, such as hardening, to the final forged product 1 'finished in the shape of the finished product as a whole.
- the intermediate product (the third intermediate product M13 in the present embodiment) that finally becomes the intermediate forged product 101 ′′
- a cup-shaped portion 102 of the intermediate forged product 101 ′′ is formed on the third intermediate product M13 by the molding die portions 131b and 132b provided on the punch 131 and the die 132 constituting the forging die for molding (third forging die 130).
- the end face mark portion 111 and the outer diameter mark portion 112 as the mark portions that enable the visual determination of whether the opening end portion shape is acceptable or not are molded. In this way, after the pre-forging process is completed, the intermediate forged product 101 is formed.
- an intermediate forged product 101 ′′ having a cup-like portion 102 ′′ is obtained by subsequent rearward extrusion.
- the end surface mark portion 111 (the outer diameter portion thereof) and the outer diameter mark portion 112 remains as it is.
- the intermediate forged product 101 ′′ has the cup-shaped portion 102 ′′ having a predetermined shape. It can be easily determined that it is a molded acceptable product.
- the end face mark portion 111 and the outer diameter mark portion 112 having predetermined shapes are molded in a partial region in the circumferential direction of the end face and the outer diameter face of the upsetting portion 122.
- the third intermediate product M13 that has not been obtained is obtained and the third intermediate product M13 is subjected to a backward extrusion process, as shown in FIG. 14c and FIG.
- An intermediate forged product 101 ′′ is obtained in which the end face mark portion 111 and the outer diameter mark portion 112 having a predetermined shape are not present in a partial region in the direction.
- the intermediate forged product 101 ′′ is the intermediate product (second intermediate product). M12) does not accurately follow the third forging die 130, and it can be easily determined that the cup-shaped portion 102 ′′ is a rejected product that has not been formed into a predetermined shape.
- the outer joint member 101 and the manufacturing method thereof according to one embodiment of the second invention have been described above, but the second invention is not limited to the above-described embodiment and does not depart from the gist thereof. It is possible to add various changes.
- the mark portion is formed on the end surface of the upsetting portion 122, which is the portion that becomes the end surface of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ in the third intermediate product M13.
- an upset that is a part that becomes the outer diameter surface of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ in the third intermediate product M13
- the molding may be performed only on the outer diameter surface of the portion 122.
- the second invention is not limited to the case of obtaining the third intermediate product M13 in which the end surface of the upsetting portion 122 forms a flat surface, but also as shown in FIGS. 16a and 16b.
- the present invention can also be preferably applied to the case where the third intermediate product M13 having the upsetting portion 122 provided with the recessed portion 122a in the center is obtained.
- the form of the end face mark portion 111 to be molded on the end face of the third halfway product M13 is not limited to that described above.
- the end face mark portion 111 may be formed in a radial shape so as to cross the end surface of the upsetting portion 122 as shown in FIG. 17a, or one or a plurality of annular shape as shown in FIGS. You may form this.
- the end face mark portions 111 may be formed innumerably in a dotted shape.
- the end face mark portion 111 and / or the outer diameter mark portion 112 is an intermediate forged product that indicates whether or not a forming accuracy failure has occurred in a region where the forming accuracy failure (meat filling failure) is likely to occur in the upsetting portion 122.
- the shape is not particularly limited as long as the determination can be easily made at the stage when 101 ′′ is obtained. Therefore, either one or both of the end face mark portion 111 and the outer diameter mark portion 112 are concavely shaped. You may make it shape
- the third forged hermetic dies when the intermediate forged product 101 ′′ of the outer joint member 101 is obtained through the four steps (using a forging device in which four forging dies are continuously provided), the third forged hermetic dies.
- the end face mark portion 111 and the outer diameter mark portion 112 as the mark portion are molded at the forging step by the forging die 130, the mark portion is formed in another forging step (for example, the second intermediate product M12).
- the second invention can be preferably applied to the case where the intermediate forged product 101 ′′ is obtained by obtaining 3 or less or 5 or more steps.
- the outer joint member 101 shown in FIG. 9, that is, the opening end surface 107 of the cup portion 102 is obtained by the free deformation of the cup-shaped portion 102 ′′ of the intermediate forged product 101 ′′ along the ironing process.
- the outer joint member 101 in which the opening end surface 107 of the cup portion 102 is finished by machining such as turning is used.
- the second invention can be preferably applied also in manufacturing.
- the end face mark portion 111 and / or the outer diameter mark portion 112 basically does not exist in the cup portion 102 of the outer joint member 101.
- the outer joint member 101 for a tripod type constant velocity universal joint (TJ) which is a kind of sliding type constant velocity universal joint
- the second invention is applied when manufacturing the outer joint member 101
- the second invention is applied to the manufacture of other sliding type constant velocity universal joints, such as an outer joint member for a double offset type constant velocity universal joint (DOJ), and this outer joint member. It is also possible.
- the second invention is not limited to the outer joint member for the sliding type constant velocity universal joint described above, but also for the fixed type constant velocity universal joint such as the undercut-free type constant velocity universal joint (UJ). It is also possible to apply when manufacturing a member and this outer joint member.
- the fixed type constant velocity universal joint does not allow axial displacement but allows only angular displacement, and the track groove of the outer joint member incorporated therein is relatively positioned on the cup opening side. It is comprised by the linear part extended in parallel with a joint axis line, and the circular arc-shaped part located in a cup bottom side relatively.
- FIG. 18 shows a constant velocity universal joint A including an outer joint member manufactured by using the manufacturing method according to one embodiment of the third invention.
- a constant velocity universal joint A shown in the figure is a six-ball type undercut free constant velocity universal joint (UJ) which is a kind of a fixed type constant velocity universal joint that allows only angular displacement, and includes a cup portion 202.
- the outer joint member 201 integrally having the shaft portion 203, the inner joint member 220 accommodated in the inner periphery of the cup portion 202, and the six balls 230 disposed between the cup portion 202 and the inner joint member 220.
- a cage 231 that is disposed between the inner diameter surface 204 of the cup portion 202 and the outer diameter surface 221 of the inner joint member 220 and holds the balls 230 at predetermined intervals in the circumferential direction.
- the number of balls 230 arranged may be 8, 10, or 12.
- a shaft 232 is connected to the inner circumference of the inner joint member 220 by, for example, spline fitting, and one end and the other end of a bellows-like boot 233 are connected to the shaft 232 and the cup portion 202 of the outer joint member 201. Each is fixed. By fixing the boot 233 in this manner, external leakage of grease (lubricant) enclosed in the joint and further entry of foreign matter into the joint is prevented as much as possible.
- Track grooves 205 and 222 extending in the axial direction are provided at a 60 ° pitch on the inner diameter surface 204 of the cup portion 202 of the outer joint member 201 and the outer diameter surface 221 of the inner joint member 220.
- a ball 230 is disposed in each of the ball tracks formed by the track grooves 205 and 222 forming a pair of the inner joint member 220.
- the track groove 205 of the outer joint member 201 is composed of a linear portion located on the opening end side of the cup portion 202 and an arc-shaped portion located on the side opposite to the opening end of the cup portion 202, and the inner joint member 220.
- the track groove 222 includes an arc-shaped portion positioned on the opening end side of the cup portion 202 and a linear portion positioned on the side opposite to the opening end of the cup portion 202.
- the center of curvature of the arc-shaped portion of the track groove 205 of the outer joint member 201 and the center of curvature of the curved portion of the track groove 222 of the inner joint member 220 are offset equidistantly from each other in the axially opposite direction with respect to the joint center O. It is in.
- the cup portion 202 is configured by arranging six relatively thick portions 206 and six relatively thin portions 207 alternately in the circumferential direction,
- the groove bottom surface of the track groove 205 is formed by the inner diameter surface of the thin portion 207.
- the outer joint member 201 includes a pre-forging step for obtaining an intermediate forged product 201 ′′ shown in FIGS. 19d, 20a and 20b, and an ironing step for obtaining a final forged product 201 ′ shown in FIG. Then, a finishing process for finishing each part of the final forged product 201 ′ into a finished product shape and a heat treatment process for heat-treating the final forged product 201 ′ finished into a finished product shape are completed in order.
- an intermediate forged product 201 having a cup-shaped portion 202 ′′ shown in FIGS. 19d, 20a, and 20b is formed from a rod-shaped material (not shown) through a plurality of forging steps (four steps in the present embodiment).
- the first forging product M21 has a relatively large diameter portion on one end side and the other end side (
- a second intermediate product M22 having a relatively small-diameter shaft portion 203 ′ (a portion finally finished to the shaft portion 3) is obtained on the side where the outer peripheral edge is rounded.
- the large diameter portion of the second intermediate product M22 is upset, and the large diameter portion is compressed and deformed in the axial direction and expanded and deformed in the radial direction, as shown in FIG. 19c.
- a third intermediate product M23 having the upsetting portion 210 and the shaft-like portion 203 ′ is obtained.
- the cup An intermediate forged product 201 ′′ having a shaped portion 202 ′′ is obtained.
- the cup-shaped portion 202 ′′ of the intermediate forged product 201 ′′ is configured by alternately arranging the thick wall portions 211 and the thin wall portions 212 in the circumferential direction.
- the formed track groove 205 ′′ has a cup-shaped portion 202 ′′ that is thicker and shorter in the axial direction than the cup portion 202 of the outer joint member 201 shown in FIG. Accordingly, the track groove 205 ′′ roughly formed on the inner diameter surface of the cup-shaped portion 202 ′′ is shorter in the axial direction than the track groove 205 provided on the inner diameter surface 204 of the cup portion 202 of the outer joint member 201.
- the opening end surface 213 of the cup-shaped portion 202 ′′ has an uneven portion 214 formed by alternately arranging recesses 215 and protrusions 216 in the circumferential direction.
- the arrangement mode of the concave portion 215 and the convex portion 216 constituting the concave / convex shape portion 214 is opposite to the concave / convex mode of waviness generated on the opening end surface of the cup-shaped portion 202 ′ of the final forged product 201 ′.
- the axial deformation amount (thickness reduction rate) of the workpiece due to ironing is greater in the thin portion than in the thick portion. Therefore, when ironing is performed on the cup-shaped portion of the intermediate forged product in which the opening end surface is formed flat without the uneven portion 214 described above, the opening end surface of the cup-shaped portion of the final forged product is a thin portion. And it becomes convex shape and concave shape in the formation area of a thick part, respectively.
- the concave portion 215 constituting the concavo-convex shape portion 214 is provided in the formation region of the thin portion 212 constituting the cup-shaped portion 202 ′′, while the convex portion 216 is the thick portion 211 constituting the cup-shaped portion 202 ′′.
- the depth dimension of the concave portion 215 (the difference in height between the bottom portion of the concave portion 215 and the top portion of the convex portion 216) is the same as that of the thick portion 211 and the thin portion of the cup-shaped portion 202 ′′ accompanying ironing.
- the recess 215 is a cup-shaped portion.
- a concave curved surface having a partial cylindrical surface is provided on the opening end surface 213 of 202 ′′.
- the concave / convex shape portion 214 is formed at the same time as the cup-shaped portion 202 ′′ (intermediate forged product 201 ′′) having the track grooves 205 ′′ roughly formed on the inner surface is formed.
- the punch 252 is moved relatively close to the die 251, and the third intermediate product M23 is subjected to a backward extrusion process, thereby roughly forming the inner diameter surface.
- the concave-convex shaped portion 214 is molded on the opening end surface 213 of the cup-shaped portion 202 ′′.
- the intermediate forged product 201 ′′ obtained as described above is transferred to the ironing process.
- the cup-shaped portion 202 ′′ of the intermediate forged product 201 ′′ is ironed to extend the cup-shaped portion 202 ′′ in the axial direction.
- a final forged product 201 ′ having a cup-shaped portion 202 ′ in which a finished track groove 205 ′ is formed on the inner diameter surface is obtained. Since the above-described uneven shape portion 214 is provided on the opening end surface 213 of the cup-shaped portion 202 ′′ of the intermediate forged product 201 ′′ subjected to the ironing process, when the ironing process is completed, as shown in FIG.
- a final forged product 201 ′ having a cup-shaped portion 202 ′ with less waviness at the open end face (open end face is substantially flat) is obtained.
- the final forged product 201 ' is transferred to the finishing process.
- it is difficult to form by forging for example, an annular groove for fixing one end portion of the boot 233 to be provided on the outer diameter surface of the cup portion 202 or a free end outer diameter of the shaft portion 203.
- the final forged product 201 ′ is finished into a finished product shape by performing a process for forming a power spline or the like, and a process for turning the opening end surface of the cup-shaped portion 202 ′ as necessary.
- the outer joint member 201 shown in FIG. 19 is completed by performing heat treatment, such as quenching, on the final forged product 201 ′ that has been finished into a finished product shape as a whole.
- the final forging is performed on the opening end surface 213 of the cup-shaped portion 202 ′′ of the intermediate forged product 201 ′′ along with ironing.
- the concavo-convex shape portion 214 is formed by molding the concave and convex portions opposite to the undulation generated on the opening end face of the cup-shaped portion 202 ′ of the product 201 ′. More specifically, in the pre-forging process, the thickness reduction rate (axial deformation amount in the axial direction) associated with the ironing process is taken into consideration so as to coincide with the circumferential region where the roughly formed track groove 205 ′′ exists. Thus, the concave portion 215 of the concave and convex portion 214 was molded.
- the degree of waviness that occurs on the opening end surface of the cup-shaped portion 202 ′ of the final forged product 201 ′ during ironing is reduced without incurring a particular increase in processing costs (the concave and convex portions constituting the waviness).
- the height difference of the portion can be reduced). This makes it possible to improve the productivity by reducing the end face finishing amount (turning amount) of the final forged product 201 ′, and it is also possible to use a rod-shaped material having a volume that is small enough to reduce the end face finishing amount. Thus, the yield can be improved.
- the productivity of the outer joint member 201 which is one constituent member thereof, can be achieved without making design changes that affect the function / performance of the constant velocity universal joint A.
- the yield can be improved, thereby contributing to the cost reduction of the constant velocity universal joint A.
- the punch 252 for forming the inner diameter surface of the cup-shaped portion 202 ′′ of the intermediate forged product 201 ′′ (a plurality of forgings included in the pre-forging step).
- the punch 252) used in the final forging step is provided with a molding die N for molding the concave and convex portion 214, and at the same time as forming the cup-shaped portion 202 ", the concave and convex portion 214 is cup-shaped.
- the mold is formed on the opening end surface 213 of the section 202 ′′, the mold section N for molding the concave and convex portion 214 is formed on a mold 253 provided separately from the punch 252 as shown in FIG. You may make it provide.
- the concavo-convex shape portion 214 does not necessarily have to be molded at the same time as the cup-shaped portion 202 ′′ is formed, and both may be formed in different forging steps.
- a molding die N is provided on the end surface of the punch 262, and the punch 262 and the die 261 are used for installation.
- a third intermediate product M23 is obtained in which the uneven portion 214 is die-molded on the end surface (outer diameter side region) of the upset portion 210.
- the third intermediate product M23 is subjected to backward extrusion using a punch 252 and a die 251 that do not have the mold part N, and a cup-shaped part 202 ′′ (intermediate forged product 201 ′′) is obtained.
- the form of the concave portion 215 constituting the concave-convex shape portion 214 is not limited to the above. That is, in the above-described embodiment, the concave portion 215 is configured by the concave surface of the partial cylindrical surface provided on the opening end surface 213 of the cup-shaped portion 202 ′′. For example, as shown in FIG. 25a, two tapered surfaces are combined.
- the recessed part 215 may be comprised, and as shown to FIG. 25b, you may comprise the recessed part 215 combining a circular arc surface and a flat surface.
- the third invention is applied when the pre-forging process is configured by four forging steps (when the intermediate forging product 201 ′′ is obtained through four forging steps), but the intermediate forging product 201 ′′ is 3 or less.
- the third aspect of the present invention can be preferably applied even when obtaining forging steps of 5 or more.
- the third invention is applied when manufacturing an outer joint member for a six-ball type undercut-free type constant velocity universal joint (UJ) which is a kind of fixed type constant velocity universal joint.
- UJ constant velocity universal joint
- the third invention can be preferably applied to the manufacture of the outer joint member for UJ of the 8-ball type, the 10-ball type, and the 12-ball type.
- the third invention is applied not only when manufacturing the outer joint member for the fixed type constant velocity universal joint as described above but also when manufacturing the outer joint member for the sliding type constant velocity universal joint.
- Sliding constant velocity universal joints allow both angular displacement and axial displacement, and representative examples include tripod type constant velocity universal joints (TJ) and double offset type constant velocity universal joints (DOJ). It is done.
- TJ tripod type constant velocity universal joints
- DOJ double offset type constant velocity universal joints
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Forging (AREA)
Abstract
La présente invention se rapporte à un procédé permettant de produire un élément de joint externe (1) qui comprend une partie cuvette (2) dont une extrémité est ouverte et qui comprend une pluralité de rainures de chemin de roulement (5) qui s'étendent dans la direction axiale et qui sont disposées sur la surface de diamètre interne (4) de la partie cuvette (2), ledit procédé comprenant : une étape de dégrossissage à la forge au cours de laquelle un produit forgé intermédiaire (1"), qui présente une section en forme de cuvette (2"), des rainures de chemin de roulement étant formées grossièrement sur la surface de diamètre interne de ce dernier, est obtenu à partir d'un matériau en forme de tige ; et une étape d'étirage de paroi au cours de laquelle un étirage de paroi est effectué sur la section en forme de cuvette (2") et on obtient un produit forgé final (1'), qui comprend une section en forme de cuvette (2') dans laquelle sont formées des rainures de chemin de roulement qui ont une forme finie. Lorsqu'un étirage de paroi est effectué sur la section en forme de cuvette (2') au cours de l'étape d'étirage de paroi, des parties de référence d'acceptation/de rejet (12, 13) destinées à déterminer visuellement si on peut accepter ou rejeter la profondeur (D) de la cavité, sont matricées.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012054752A JP5921918B2 (ja) | 2012-03-12 | 2012-03-12 | 等速自在継手用外側継手部材の製造方法 |
| JP2012054750A JP5912694B2 (ja) | 2012-03-12 | 2012-03-12 | 等速自在継手用外側継手部材の製造方法 |
| JP2012-054750 | 2012-03-12 | ||
| JP2012-054748 | 2012-03-12 | ||
| JP2012-054752 | 2012-03-12 | ||
| JP2012054748A JP5894471B2 (ja) | 2012-03-12 | 2012-03-12 | 等速自在継手用外側継手部材の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013137256A1 true WO2013137256A1 (fr) | 2013-09-19 |
Family
ID=49161162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/056816 WO2013137256A1 (fr) | 2012-03-12 | 2013-03-12 | Procédé permettant de produire un élément de joint externe pour un joint homocinétique et élément de joint externe |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2013137256A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105728488A (zh) * | 2016-04-22 | 2016-07-06 | 浙江德福精密驱动制造有限公司 | 一种生产三销轴叉用的模具 |
| CN106662160A (zh) * | 2014-06-18 | 2017-05-10 | Ntn株式会社 | 等速万向联轴器的外侧联轴器构件及其制造方法 |
| CN110586831A (zh) * | 2019-09-06 | 2019-12-20 | 江苏圣贤锻造有限责任公司 | 斜接管锻造用模组件及锻造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000061576A (ja) * | 1998-08-24 | 2000-02-29 | Toyoda Mach Works Ltd | 等速形自在軸継手における外輪部の製造方法 |
| JP2002213476A (ja) * | 2001-01-16 | 2002-07-31 | Ntn Corp | トリポード型等速自在継手外輪の製造方法 |
| JP2008194734A (ja) * | 2007-02-14 | 2008-08-28 | Ntn Corp | 等速自在継手用外方部材の製造方法、およびその製造装置 |
-
2013
- 2013-03-12 WO PCT/JP2013/056816 patent/WO2013137256A1/fr active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000061576A (ja) * | 1998-08-24 | 2000-02-29 | Toyoda Mach Works Ltd | 等速形自在軸継手における外輪部の製造方法 |
| JP2002213476A (ja) * | 2001-01-16 | 2002-07-31 | Ntn Corp | トリポード型等速自在継手外輪の製造方法 |
| JP2008194734A (ja) * | 2007-02-14 | 2008-08-28 | Ntn Corp | 等速自在継手用外方部材の製造方法、およびその製造装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106662160A (zh) * | 2014-06-18 | 2017-05-10 | Ntn株式会社 | 等速万向联轴器的外侧联轴器构件及其制造方法 |
| US10280984B2 (en) | 2014-06-18 | 2019-05-07 | Ntn Corporation | Constant velocity universal joint outer joint member and manufacturing method for same |
| CN106662160B (zh) * | 2014-06-18 | 2019-05-31 | Ntn株式会社 | 等速万向联轴器的外侧联轴器构件及其制造方法 |
| CN105728488A (zh) * | 2016-04-22 | 2016-07-06 | 浙江德福精密驱动制造有限公司 | 一种生产三销轴叉用的模具 |
| CN110586831A (zh) * | 2019-09-06 | 2019-12-20 | 江苏圣贤锻造有限责任公司 | 斜接管锻造用模组件及锻造方法 |
| CN110586831B (zh) * | 2019-09-06 | 2024-05-07 | 江苏圣贤锻造有限责任公司 | 斜接管锻造用模组件及锻造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102090351B1 (ko) | 회전 운동을 전달하기 위한 연결 요소의 제조 방법 및 그에 의해 제조된 연결 요소 | |
| CN101389424B (zh) | 等速接头用外环部件的制造方法 | |
| Fujikawa et al. | Cold-and warm-forging applications in the automotive industry | |
| JP5394078B2 (ja) | 固定式等速自在継手の外側継手部材 | |
| WO2023087849A1 (fr) | Procédé d'usinage sans broyage à rainure à billes pour bague intérieure de joint universel d'automobile | |
| WO2013137256A1 (fr) | Procédé permettant de produire un élément de joint externe pour un joint homocinétique et élément de joint externe | |
| KR20190057048A (ko) | 등속 볼 조인트용 케이지 제조 방법 | |
| CN105710273A (zh) | 轿车等速万向传动轴旋锻周向进给工艺参数确定方法 | |
| US10514070B2 (en) | Method for manufacturing outer joint member for constant velocity universal joint, shaft member and outer joint member | |
| KR101671716B1 (ko) | 자동차 변속기용 인풋 샤프트 제조방법 | |
| WO2011125491A1 (fr) | Joint universel de vitesse constante | |
| JP6588262B2 (ja) | 等速自在継手の軸部材の鍛造方法 | |
| US10953449B2 (en) | Method and device for producing rotationally symmetrical metal components | |
| JP5894471B2 (ja) | 等速自在継手用外側継手部材の製造方法 | |
| JP5912694B2 (ja) | 等速自在継手用外側継手部材の製造方法 | |
| US8555693B2 (en) | Method for forming hollow profiles | |
| JP2008111469A (ja) | 等速ジョイント用外輪部材の製造方法 | |
| JP5502228B2 (ja) | 固定式等速自在継手の外側継手部材 | |
| JP5921918B2 (ja) | 等速自在継手用外側継手部材の製造方法 | |
| US9999916B2 (en) | Method for machining a functional part | |
| WO2014188838A1 (fr) | Procédé de production de composant d'articulation externe pour utilisation dans une articulation universelle à vitesse constante, et produit forgé intermédiaire destiné à être transformé en composant d'articulation externe | |
| JP2011237018A (ja) | 固定式等速自在継手 | |
| JP5670084B2 (ja) | 等速自在継手 | |
| JP6096051B2 (ja) | 等速自在継手用外側継手部材の製造方法、並びに外側継手部材に加工される中間鍛造品および最終鍛造品 | |
| RU2392078C1 (ru) | Способ изготовления труб с фланцами |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13761747 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13761747 Country of ref document: EP Kind code of ref document: A1 |