WO2013115404A1 - Ressort à boudin et son procédé de fabrication - Google Patents
Ressort à boudin et son procédé de fabrication Download PDFInfo
- Publication number
- WO2013115404A1 WO2013115404A1 PCT/JP2013/052641 JP2013052641W WO2013115404A1 WO 2013115404 A1 WO2013115404 A1 WO 2013115404A1 JP 2013052641 W JP2013052641 W JP 2013052641W WO 2013115404 A1 WO2013115404 A1 WO 2013115404A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coil spring
- residual stress
- hardness
- spring
- section
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/04—Modifying the physical properties of iron or steel by deformation by cold working of the surface
- C21D7/06—Modifying the physical properties of iron or steel by deformation by cold working of the surface by shot-peening or the like
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/02—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for springs
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a coil spring having excellent fatigue resistance, and more particularly to a coil spring having both end faces seated and a manufacturing method thereof.
- JIS standards include carbon steel oil temper wires (SWO-V), Cr-V steel oil temper wires (SWOCV-V), and Si-Cr steel oil temper wires (SWOSC-V).
- SWO-V carbon steel oil temper wires
- SWOCV-V Cr-V steel oil temper wires
- Si-Cr steel oil temper wires Conventionally, Si-Cr steel oil tempered wires have been widely used from the viewpoint of fatigue resistance and sag resistance.
- weight reduction of valve springs in order to improve the fuel efficiency of automobiles, and the tensile strength of strands tends to increase in order to increase the design stress of the springs.
- the metal structure is tempered martensite, such as JIS standard oil tempered wire
- the notch susceptibility to defects increases remarkably as the strength of the wire increases.
- breakage during (coiling) and a tendency to show a brittle fracture form during use become strong.
- Patent Document 1 describes a spring having excellent fatigue resistance manufactured by using an oil tempered wire in which an element such as V is added to a chemical component of JIS standard steel.
- an element such as V
- these additive elements increase the toughness of the steel material by refining crystal grains and the like, and certainly contribute to the improvement of fatigue resistance, but there is a problem that the material cost increases.
- Patent Document 2 describes a Si-killed steel wire spring having excellent fatigue characteristics formed by using a steel material with an added amount of Ba, Al, Si, Mg or Ca adjusted. However, in order to contain these additive elements in a well-balanced manner, it is presumed that management in the steel refining process becomes extremely difficult, resulting in high costs.
- Patent Document 3 discloses a spring having excellent fatigue strength by adjusting the chemical composition of steel to reduce the size of inclusions that become fatigue starting points and to reduce the crystal grain size.
- Patent Document 3 describes that a nitriding treatment is added to obtain higher fatigue strength.
- nitriding is expected to improve fatigue resistance by increasing the surface hardness, it is necessary to completely remove iron nitride on the surface layer, which can cause a decrease in fatigue strength after nitriding, and the manufacturing process is complicated. And the cost of nitriding treatment is high, resulting in high cost.
- Patent Document 4 the difference (residual stress difference) between the coil inner side and the coil outer side after forming the coil spring (residual stress difference) is set to 500 MPa using a hard drawn wire ((ferrite + pearlite) structure or drawn wire with a pearlite structure).
- a hard spring having excellent fatigue strength which is achieved by controlling the following, is disclosed.
- Patent document 4 has the merit of reducing the cost of quenching and tempering treatment necessary for producing an oil tempered wire that has been widely used in the past, but in order to reduce the residual stress difference to 500 MPa or less, the chemical composition of steel In addition to adjusting the spring strength, it is necessary to anneal at 400 ° C. or higher after forming the spring, resulting in a decrease in the strength of the material. As a result, it has been difficult to obtain a high-strength spring that can meet recent demands.
- Patent Document 5 discloses a high fatigue strength spring steel wire excellent in cold spring formability by adding Mo or V to a chemical component of JIS standard spring steel and performing austempering treatment. This technique aims to reduce the tensile residual stress inside the coil remaining after cold spring forming by setting the yield ratio (ratio of yield strength to tensile strength) to 0.85 or less.
- Patent Documents 1 to 5 it is considered that the yield of the product is bad or excessive cost is required to improve the yield.
- the present invention has been made in order to solve the above-described problems of the prior art, and reduces the material cost and simplifies the manufacturing process without reducing the yield, and also provides a coil spring excellent in fatigue resistance and its An object is to provide a manufacturing method.
- the present inventors have intensively studied the fatigue strength of high-strength valve springs. As a result, the residual stress generated after coiling can be reduced to some extent by adjusting the steel components and annealing conditions after coiling, but it is fundamental to make the steel harmless against fatigue while maintaining high strength. As a result, it was concluded that it is effective to heat the spring to the austenitizing temperature after coiling so that the residual stress generated by coiling is substantially zero.
- the austenitizing temperature of the spring that has been heated to the austenitizing temperature is subsequently subjected to austempering treatment under specific conditions, and the fatigue resistance of the base material itself is improved by making the structure excellent in the balance between strength, ductility, and toughness. I found out.
- the free length of the springs that have been dispersed due to deformation caused by the austempering treatment is made uniform to prevent a reduction in yield, and then by performing shot peening, Residual austenite in the surface layer is transformed into martensite by processing-induced transformation, and at this time, due to volume expansion, a high and deep compressive residual stress is formed in the surface layer, contributing to the improvement of fatigue resistance by suppressing the progress of fatigue cracks. I found out.
- the inventors of the present invention can use a low-priced material such as a JIS standard oil tempered wire or a hard-drawn wire having the same composition as the coil spring in which a high and deep compressive residual stress is formed on the surface layer. If a suitable thermal history condition is selected to form a predetermined structure and the alloy element concentration condition is satisfied, it can be manufactured by using ordinary shot peening in a later process without using a complicated heat treatment process. I found.
- the conventional stress relief annealing after coiling can be omitted by performing a heat treatment to reduce the residual stress after coiling, and the conventional nitriding treatment is omitted.
- the processing cost can be reduced and the process can be simplified by having high fatigue resistance according to the market demand.
- the coil spring of the present invention has been made based on the above findings, and in mass%, C: 0.5 to 0.7%, Si: 1.0 to 2.0%, Mn: 0.1 to 1 0.0%, Cr: 0.1 to 1.0%, P: 0.035% or less, S: 0.035% or less, the remainder having a component composed of iron and inevitable impurities, and any strand cross section ,
- the area ratio is 65% or more of bainite and 4 to 13% of retained austenite, and the average C concentration in the retained austenite is 0.65 to 1.7%.
- a compressive residual stress layer is formed in the range of 0.35 mm to D / 4 from the surface, and its maximum compressive residual
- the stress is 800 to 2000 MPa
- Has a hardness of 550 to 650 HV a high hardness layer 50 to 500 HV larger than the hardness at the center is formed in a depth range of 0.05 to 0.3 mm from the surface, and both end faces are ground flat. It is characterized by that.
- the manufacturing method of the coil spring of the present invention is, in mass%, C: 0.5 to 0.7%, Si: 1.0 to 2.0%, Mn: 0.1 to 1.0%, Cr : 0.1 to 1.0%, P: 0.035% or less, S: 0.035% or less, the forming step of forming a wire rod having a component consisting of iron and inevitable impurities into a coil spring, and Ac3 point After austenitizing at a temperature of ⁇ (Ac3 point + 250 ° C), cool at a rate of 20 ° C / second or more, hold at a temperature of Ms point ⁇ (Ms point + 60 ° C) for 400 seconds or more, then 20 ° C / second or more A heat treatment process for cooling to room temperature at a cooling rate of, a seat polishing process for flatly grinding both end faces of the coil spring after the heat treatment process, and a shot peening process for projecting shots to the coil spring after the seat polishing process. It is characterized by that.
- the Ac3 point is a boundary temperature at which the material shifts from a ferrite + austenite two-phase region to an austenite single-phase region during heating
- the Ms point is a temperature at which martensite starts to form during cooling.
- the “center” in the present invention means the center of a circle if the cross section is circular, but means the center of gravity if it is not circular, such as a short shape or an ellipse.
- a steel wire having a spring steel composition of JIS standard that does not contain an expensive alloy element and is easily available, and does not require complicated heat treatment or surface hardening treatment, and has a high hardness layer on the wire surface layer.
- a spring having a thick high compressive residual stress layer and excellent fatigue resistance can be obtained.
- the spring of the present invention has a small amount of alloying elements and is excellent in recyclability, and can simplify the manufacturing process and improve productivity and save energy by shortening the processing time.
- the organization chart which shows the observation result (a) by the backscattered electron image in the same area of a strand cross section, the measurement result (b) by a C element map, and the measurement result (c) by a crystal structure (phase) map It is. It is a graph which shows the C density
- C 0.5 to 0.7% C is an important element for securing a high strength of 1800 MPa or more and for obtaining a desired retained austenite ratio at room temperature, and it is necessary to contain 0.5% or more. However, if the C concentration is excessive, the ratio of retained austenite, which is a soft phase, is excessively increased and it becomes difficult to obtain a desired strength.
- Si 1.0 to 2.0% Si has the effect of suppressing the formation of carbides from austenite when C is discharged from bainitic ferrite, which is a constituent of bainite, to austenite, and C, which is a requirement of the present invention, is dissolved in a high concentration. It is an indispensable element to obtain retained austenite. Further, it is an element that contributes to solid solution strengthening, and is an element effective for obtaining high strength. However, if the amount of Si is excessive, the ratio of soft retained austenite is increased, and conversely, the strength is reduced, so the content is suppressed to 2.0% or less.
- Mn 0.1 to 1.0% Mn is added as a deoxidizing element during refining.
- Mn is also an element that stabilizes austenite. Therefore, in order to obtain retained austenite that meets the requirements of the present invention, Mn is contained in an amount of 0.1% or more. On the other hand, when the content is excessive, segregation occurs and the workability is liable to be lowered.
- Cr 0.1 to 1.0% Cr is an element that can enhance the hardenability of the steel material and easily improve the high strength. Further, it has an effect of delaying the pearlite transformation, and a bainite structure can be stably obtained at the time of cooling after austenitizing heating (perlite formation is suppressed). However, if it exceeds 1.0% and contains excessively, it becomes easy to produce iron carbide, and it becomes difficult to produce retained austenite, so it is suppressed to 1.0%.
- P and S are elements that promote grain boundary fracture due to grain boundary segregation. Therefore, a lower value is desirable but an unavoidable impurity, and the upper limit is 0.35%.
- P and S are preferably 0.01% or less.
- transverse section refers to a cross section orthogonal to the longitudinal direction of the wire of the coil spring.
- Bainite 65% or more Bainite is a metal structure obtained by isothermally transforming an austenitic steel material at a temperature range of about 550 ° C. or less and exceeding the martensitic transformation start temperature. Bainitic ferrite and iron carbide Consists of.
- the base bainitic ferrite has a high dislocation density, and the iron carbide has a precipitation strengthening effect, so that the strength can be increased with a bainite structure.
- the bainite structure is a structure in which iron carbide is finely precipitated on the bainitic ferrite ground, and the decrease in grain boundary strength is small and the decrease in ductility is small even when the strength is high.
- bainite is an indispensable structure for obtaining high strength and high ductility, and its area ratio is preferably as high as possible. In order to obtain high strength and high ductility, 65% or more is necessary.
- untransformed austenite during isothermal holding becomes martensite and retained austenite by cooling to room temperature.
- the condition that the bainite area ratio is less than 65% means that the isothermal holding time is short. Since the concentration of C in the untransformed austenite at that stage is small, the martensite ratio is increased by subsequent cooling. Therefore, when the bainite area ratio is less than 65%, martensite is increased and high strength can be obtained, but notch sensitivity is remarkably increased, so that excellent fatigue resistance cannot be obtained.
- Residual austenite 4-13% Residual austenite is effective in reducing notch sensitivity due to an increase in ductility and toughness due to TRIP (Transformation-Induced Plasticity) phenomenon. Residual austenite expands in volume due to processing (or strain) induced martensitic transformation (Deformation (Strain) Induced Martensitic Transformation) at the stress concentration part at the crack tip, and compressive stress acts by the surrounding constraint force, and the degree of stress concentration It is thought that there is an effect of reducing the crack growth rate. Further, the retained austenite is transformed into martensite by processing-induced transformation in the shot peening process.
- volume expansion is accompanied, a high and deep compressive residual stress can be formed on the surface layer.
- the retained austenite ratio is lower than the inside in the surface processed layer by shot peening, but 4% or more is required in an arbitrary cross section in order to exert the above-described effect of suppressing crack propagation, and is excessive. Since the material strength is remarkably reduced, it is suppressed to 13% or less.
- Average C concentration in retained austenite 0.65 to 1.7% Residual austenite has a higher tensile strain that initiates work-induced martensitic transformation as its C concentration increases, and consequently contributes to a reduction in notch sensitivity due to high ductility and toughness.
- the volume expansion coefficient in the processing-induced martensitic transformation of retained austenite is larger as the C concentration of retained austenite is higher, and it promotes relaxation of stress concentration at the crack tip and generation of high deep compressive residual stress. It is thought that it is effective by improving
- the average C concentration in the retained austenite needs to be 0.65% or more in order to obtain a compressive residual stress distribution (maximum compressive residual stress of 800 MPa or more) described later.
- the C concentration in the retained austenite becomes too high, the retained austenite is remarkably stabilized, so that it acts only as a soft phase without undergoing processing-induced transformation, so that the upper limit is 1.7%.
- the surface compressive residual stress is mainly given by shot peening. However, in the present invention, in addition to the compressive residual stress obtained by normal shot peening, a higher and deeper compressive residual stress is formed by the processing-induced martensitic transformation of the residual austenite originally present in the material.
- the depth of the compressive residual stress layer of the surface layer is set to 0.35 mm to D / 4 from the surface when the equivalent circle diameter of the cross section is D (mm).
- the maximum compressive residual stress of the compressive residual stress layer is 800 to 2000 MPa.
- the maximum compressive residual stress of the surface layer is desirably high in order to suppress the occurrence and development of fatigue cracks, and the maximum value needs to be 800 MPa or more in consideration of use at a high design stress.
- 2000 MPa is set as the upper limit.
- the hardness of the spring center (center of gravity) needs to be 550 HV or more in order to ensure the strength to withstand the load required for the spring.
- the hardness is excessively high, the elongation is usually reduced and the notch (crack) sensitivity of the steel material itself is increased, and the fatigue strength may be lowered.
- the high hardness layer on the surface of the spring is very effective for suppressing the occurrence of cracks and needs to be 50 HV or more larger than the hardness of the center (center of gravity).
- the upper limit of the increase width is 500 HV or less.
- the thickness of the high hardness layer is required to be 0.05 mm or more in order to suppress the occurrence of cracks, but if it is too thick, the toughness of the steel material itself is reduced, so that it is suppressed to 0.3 mm or less.
- martensite can be included, and when a desired tensile strength is ensured, the area ratio can be 5 to 30%. When the area ratio of martensite exceeds 30%, high strength can be obtained, but notch sensitivity becomes high, so that excellent fatigue resistance cannot be obtained.
- the coil spring of the present invention is austenitized at a temperature of Ac3 point to (Ac3 point + 250 ° C.) after the coiling step, and cooled at a rate of 20 ° C./second or more to the wire having the above chemical composition, and Ms point to After a heat treatment step of holding at a temperature of (Ms point + 60 ° C.) for 400 seconds or more and then cooling to room temperature at a cooling rate of 20 ° C./second or more, a seat polishing step for grinding both end faces of the spring, and then a shot peening step. Manufactured by doing.
- a hot-forged or drawn steel strip can be used as the material.
- each step will be described, and the reasons for limitation will be described as necessary.
- Coiling process is a process of cold forming into a desired coil shape.
- a method using a spring forming machine (coiling machine), a method using a cored bar, or the like may be used.
- the spring after coiling is austenitized, cooled and kept isothermal, and then cooled.
- the isothermal holding can be performed, for example, by immersing a spring in a salt bath, but is not limited thereto, and any method such as using a lead bath can be applied.
- the austenitizing temperature is from Ac3 point to (Ac3 point + 250 ° C.). If it is less than Ac3 point, it does not become austenite and a desired structure cannot be obtained. Further, at (Ac3 point + 250 ° C.) or more, the prior austenite grain size tends to be coarsened, which may cause a decrease in ductility.
- a cooling rate of 20 ° C./second or more, preferably 50 ° C./second or more.
- the temperature for isothermal holding needs to be from Ms point to (Ms point + 60 ° C.), which is a very important control factor for the method of manufacturing the spring of the present invention. Below the Ms point, martensite generated in the early stage of transformation inhibits the improvement of ductility, and the bainite ratio defined in the present invention cannot be obtained.
- the isothermal holding time needs to be 400 seconds or more, which is also a very important control factor for the production method of the present invention. If it is less than 400 seconds, the bainite transformation hardly proceeds, so that the bainite ratio is small and the structure defined in the present invention cannot be obtained. Even if the isothermal holding time is too long, the amount of bainite produced is saturated and the production cost is increased.
- the cooling rate after isothermal holding is preferably as fast as possible to obtain a uniform structure, and requires a cooling rate of 20 ° C./second or more, preferably 50 ° C./second or more. Specifically, oil cooling or water cooling is good. On the other hand, if the cooling rate is less than 20 ° C./second, the structure tends to be uneven on the steel material surface and inside, and the structure defined in the present invention may not be obtained.
- Seat polishing step This is a step of grinding both end surfaces of the spring so as to be a plane perpendicular to the axis of the spring.
- it is generally performed after strain relief annealing that reduces the strain generated by coiling.
- it is necessary to carry out the heat treatment step after the heat treatment step in order to make uniform the free length due to the deformation caused by the heat treatment.
- Shot peening process metal particles collide with a spring and compressive residual stress is imparted to the surface, thereby significantly improving the fatigue resistance of the spring.
- a higher and deeper compressive residual stress is formed by processing-induced martensitic transformation of residual austenite.
- cut wires, steel balls, high hardness particles such as FeCrB, and the like can be used.
- the compressive residual stress can be adjusted by a shot equivalent sphere diameter, a projection speed, a projection time, and a multi-stage projection method.
- Setting process Setting is optionally performed in order to improve the elastic limit by applying plastic strain and to reduce the amount of sag (permanent deformation) during use. Further, the retained austenite is transformed into work-induced martensite by setting. By performing setting at 200 to 300 ° C. (warm setting), sag resistance can be further improved.
- the tissue phase was distinguished by immersing a sample whose cross-section was polished in a 3% nital solution for several seconds and using the subsequent tissue as follows.
- bainite since bainite is easily corroded by nital, it looks black or gray in the optical micrograph, while martensite and residual austenite appear white in the optical microscope because of high corrosion resistance to nital. Utilizing this characteristic, the optical micrograph was subjected to image processing to determine the bainite (black and gray part) ratio and the total ratio of martensite and / or retained austenite (white part).
- the residual austenite ratio was obtained by using an X-ray diffraction method for a sample buffed.
- the martensite ratio was determined by subtracting the retained austenite ratio determined by X-ray diffraction from the total ratio of martensite and retained austenite determined from the optical micrograph.
- the average C concentration in the retained austenite is shown below using the lattice constant a (nm) obtained from each diffraction peak angle of (111), (200), (220) and (311) of austenite by X-ray diffraction. Calculated by the relational expression.
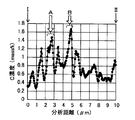
- FIG. 3 shows the backscattered electron image (observed by SEM (Scanning Electron Microscopy)) in the same area 1.025 mm from the outer peripheral surface of the strand cross section toward the center, the C element map (FE-EPMA (Field Emission Electron Probe) (Measurement result by Micro Analysis)), crystal structure (phase) map (measurement result by EBSD (Electron Backscatter Diffraction)), and FIG. 2 shows the C concentration analysis result of I to II linear in FIG. 1 (b). Residual austenite differs in individual C concentration, and the C concentration in the retained austenite in each of areas A and B in FIG.
- 1B is about 1.2% to 1.5% and about 1.3% to 1.7, respectively. %, which is substantially equivalent to the average C concentration of 1.22% obtained from X-ray diffraction, and therefore it can be judged that the method for measuring the C concentration in residual austenite by X-ray diffraction is appropriate.
- the Vickers hardness was measured from the outer peripheral surface of the steel material toward the center, and the thickness from the surface was measured for a high hardness layer 50HV to 500HV larger than the average Vickers hardness of the core.
- Residual stress was measured on the outer peripheral surface of the steel using an X-ray diffraction method. Moreover, the above-mentioned measurement was performed after the entire surface of the steel material was chemically polished, and the residual stress distribution in the depth direction was determined by repeating this measurement.
- No. 2 had a short isothermal holding time in the heat treatment step, the martensite ratio was high, and as a result, the bainite ratio was small, resulting in an excessive increase in the center hardness.
- No. No. 5 has an isothermal holding temperature in the heat treatment step that is too high, so that the residual austenite ratio is too high, so that the center hardness is too low. Further, even if the retained austenite is transformed into a work-induced martensite, the surrounding restraint force is small due to the low hardness, and the compressive residual stress is low and shallow.
- the spring is heated to Ac3 point to (Ac3 point + 250 ° C.) in a heating furnace to form austenite.
- the spring held in a salt bath maintained at 300 ° C. for 1200 seconds, and then cooled.
- seat polishing for grinding both end faces of the coil spring was performed.
- a numerical value 0.6 in the equation is a tolerance width, and ⁇ is a standard deviation. It was determined that the obtained Cp was 1.4 or more and sufficient process capability was obtained.
- the present invention can be applied to a coil spring that requires fatigue resistance, such as a valve spring for an engine of an automobile.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
La présente invention est destinée à fournir un ressort à boudin présentant une excellente résistance à la fatigue, tout en réduisant les coûts de matériau et en simplifiant son procédé de fabrication sans réduire le rendement. Selon l'invention, le présent ressort à boudin comprend, en % en masse, 0,5 - 0,7 % de C, 1,0 - 2,0 % de Si, 0,1 - 1,0 % de Mn, 0,1 - 1,0 % de Cr, au plus 0,035 % de P et au plus 0,035 % de S, le reste comprenant du fer et des impuretés inévitables. Une section transversale arbitraire du fil métallique comprend, exprimée en rapport de surface, au moins 65 % de bainite et 4 - 13 % d'austénite résiduelle. La concentration moyenne de C dans l'austénite résiduelle est de 0,65 - 1,7 %. Lorsqu'un diamètre équivalent au cercle de coupe transversale de la section transversale du fil métallique est D (mm), une couche de contrainte résiduelle de compression est formée en s'étendant à partir d'une surface dans la plage de 0,35 mm - D/4, la contrainte résiduelle de compression est de 800 - 2 000 MPa, la dureté au centre est de 50 - 650 HV, une couche de haute dureté qui est de 50 - 500 HV plus dure que la dureté au centre est formée en ayant une profondeur à partir de la surface dans la plage de 0,05 - 0,3 mm, et les deux surfaces d'extrémité sont meulées plates.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-021251 | 2012-02-02 | ||
| JP2012021251A JP2013159802A (ja) | 2012-02-02 | 2012-02-02 | コイルばねおよびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013115404A1 true WO2013115404A1 (fr) | 2013-08-08 |
Family
ID=48905428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/052641 WO2013115404A1 (fr) | 2012-02-02 | 2013-01-30 | Ressort à boudin et son procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2013159802A (fr) |
| WO (1) | WO2013115404A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6348436B2 (ja) * | 2015-02-27 | 2018-06-27 | 株式会社神戸製鋼所 | 高強度高延性鋼板 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62110036A (ja) * | 1985-10-31 | 1987-05-21 | エスカ−エフ ゲ−エムベ−ハ− | コイルばね |
| JPS63312917A (ja) * | 1987-06-16 | 1988-12-21 | Nisshin Steel Co Ltd | ばね性と延性の優れた高強度鋼板の製造方法 |
| JPH05320749A (ja) * | 1992-05-20 | 1993-12-03 | Nisshin Steel Co Ltd | 超高強度鋼の製造方法 |
| WO2010110041A1 (fr) * | 2009-03-25 | 2010-09-30 | 日本発條株式会社 | Acier de grande résistance et de grande ductilité pour un ressort, procédé de fabrication de celui-ci et ressort |
| JP2011247276A (ja) * | 2010-05-21 | 2011-12-08 | Nhk Spring Co Ltd | コイルばねの製造方法 |
| WO2012018144A1 (fr) * | 2010-08-04 | 2012-02-09 | 日本発條株式会社 | Ressort et son procédé de fabrication |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000317838A (ja) * | 1999-05-07 | 2000-11-21 | Suncall Corp | ばねの表面処理方法 |
-
2012
- 2012-02-02 JP JP2012021251A patent/JP2013159802A/ja active Pending
-
2013
- 2013-01-30 WO PCT/JP2013/052641 patent/WO2013115404A1/fr active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62110036A (ja) * | 1985-10-31 | 1987-05-21 | エスカ−エフ ゲ−エムベ−ハ− | コイルばね |
| JPS63312917A (ja) * | 1987-06-16 | 1988-12-21 | Nisshin Steel Co Ltd | ばね性と延性の優れた高強度鋼板の製造方法 |
| JPH05320749A (ja) * | 1992-05-20 | 1993-12-03 | Nisshin Steel Co Ltd | 超高強度鋼の製造方法 |
| WO2010110041A1 (fr) * | 2009-03-25 | 2010-09-30 | 日本発條株式会社 | Acier de grande résistance et de grande ductilité pour un ressort, procédé de fabrication de celui-ci et ressort |
| JP2011247276A (ja) * | 2010-05-21 | 2011-12-08 | Nhk Spring Co Ltd | コイルばねの製造方法 |
| WO2012018144A1 (fr) * | 2010-08-04 | 2012-02-09 | 日本発條株式会社 | Ressort et son procédé de fabrication |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013159802A (ja) | 2013-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9341223B2 (en) | Spring and manufacture method thereof | |
| US11378147B2 (en) | Spring and manufacture method thereof | |
| JP5591130B2 (ja) | 高強度ばね用鋼線 | |
| JP5674620B2 (ja) | ボルト用鋼線及びボルト、並びにその製造方法 | |
| JP4980496B2 (ja) | 高強度ばね用伸線熱処理鋼線および高強度ばね用伸線前鋼線 | |
| JP6284279B2 (ja) | 強度部材およびその製造方法 | |
| US7407555B2 (en) | Oil tempered wire for cold forming coil springs | |
| WO2012133885A1 (fr) | Ressort et procédé de production associé | |
| JP7165522B2 (ja) | 圧縮コイルばねおよびその製造方法 | |
| JP2009052144A (ja) | 高強度ばね | |
| WO2013022033A1 (fr) | Matériau pour ressorts, procédé pour leur fabrication et ressorts | |
| EP3020841B1 (fr) | Ressort hélicoïdal et procédé de fabrication de ce dernier | |
| WO2013146214A1 (fr) | Acier pour ressort et son procédé de fabrication, et ressort | |
| US20180073093A1 (en) | Heat-treated steel wire having excellent fatigue-resistance characteristics | |
| KR20100077250A (ko) | 고강도 스프링강 및 스프링강선 | |
| JP5523241B2 (ja) | ばねおよびその製造方法 | |
| WO2013115404A1 (fr) | Ressort à boudin et son procédé de fabrication | |
| JP5683230B2 (ja) | ばねおよびその製造方法 | |
| JP2005120479A (ja) | 高強度ばねおよびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13743046 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13743046 Country of ref document: EP Kind code of ref document: A1 |