WO2012132526A1 - 回転機械のロータ及び回転機械 - Google Patents
回転機械のロータ及び回転機械 Download PDFInfo
- Publication number
- WO2012132526A1 WO2012132526A1 PCT/JP2012/051643 JP2012051643W WO2012132526A1 WO 2012132526 A1 WO2012132526 A1 WO 2012132526A1 JP 2012051643 W JP2012051643 W JP 2012051643W WO 2012132526 A1 WO2012132526 A1 WO 2012132526A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rotor
- less
- axial direction
- rotor member
- turbine
- Prior art date
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/06—Rotors for more than one axial stage, e.g. of drum or multiple disc type; Details thereof, e.g. shafts, shaft connections
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/057—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being less 10%
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D1/00—Non-positive-displacement machines or engines, e.g. steam turbines
- F01D1/02—Non-positive-displacement machines or engines, e.g. steam turbines with stationary working-fluid guiding means and bladed or like rotor, e.g. multi-bladed impulse steam turbines
- F01D1/04—Non-positive-displacement machines or engines, e.g. steam turbines with stationary working-fluid guiding means and bladed or like rotor, e.g. multi-bladed impulse steam turbines traversed by the working-fluid substantially axially
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/08—Cooling; Heating; Heat-insulation
- F01D25/10—Heating, e.g. warming-up before starting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/24—Casings; Casing parts, e.g. diaphragms, casing fastenings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/02—Blade-carrying members, e.g. rotors
- F01D5/06—Rotors for more than one axial stage, e.g. of drum or multiple disc type; Details thereof, e.g. shafts, shaft connections
- F01D5/063—Welded rotors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2220/00—Application
- F05D2220/30—Application in turbines
- F05D2220/31—Application in turbines in steam turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2260/00—Function
- F05D2260/94—Functionality given by mechanical stress related aspects such as low cycle fatigue [LCF] of high cycle fatigue [HCF]
- F05D2260/941—Functionality given by mechanical stress related aspects such as low cycle fatigue [LCF] of high cycle fatigue [HCF] particularly aimed at mechanical or thermal stress reduction
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/171—Steel alloys
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/177—Ni - Si alloys
Definitions
- the present invention relates to a rotor of a rotating machine and a rotating machine.
- high Cr steel high chromium steel, ferritic heat resistant steel
- 12Cr steel is often used as a main member such as a turbine rotor and a moving blade constituting the steam turbine.
- Ni-based alloy nickel-based alloy
- the main member in order to ensure a higher high-temperature strength.
- Ni-based alloy nickel-based alloy
- Patent Document 1 in order to increase the size and cost of the turbine rotor, a first member formed of a Ni-based alloy and a second member formed of high Cr steel are joined by welding. A turbine rotor is configured. And it is trying to ensure the intensity
- Ni-based alloy has properties of low thermal conductivity and a large coefficient of linear expansion. For this reason, at the time of starting of the steam turbine, the outside of the turbine rotor (Ni-based alloy) is heated at a higher temperature than the inside, resulting in a large thermal expansion, and thus there is a problem that excessive stress is generated inside the turbine rotor. . In addition, when warming up is performed so that the temperature of the entire turbine rotor gradually rises, the generation of thermal stress can be suppressed, but there is a problem that rapid start-up of the steam turbine is hindered.
- the present invention has been made in consideration of such circumstances, and it is an object of the present invention to permit rapid start-up of a rotating machine and suppress thermal stress generated in the rotor.
- the rotor of the rotating machine is a rotating machine in which a working fluid is circulated in a flow path defined between the stator and the outer peripheral portion, surrounded by a stator around the outer peripheral portion extending around the axis.
- a rotor having a plurality of rotor members joined to each other in an axial direction in which the axis extends, and of the plurality of rotor members, the first rotor member in the working fluid introduction portion of the flow path is Ni-based It is made of an alloy and the inside is hollow over the entire axial length. If it does in this way, compared with the case where the inside is formed solid, the heat capacity of the 1st rotor member will become small.
- the plurality of rotor members may include a second rotor member that is adjacent to the first rotor member in the axial direction and is made of high Cr steel.
- the cost of the rotor can be reduced as compared with the case where the entire rotor is formed of a Ni-based alloy.
- the rotor can be easily manufactured by forming a part of the rotor with high Cr steel having excellent moldability as compared with the Ni-based alloy.
- the first rotor member has a value of a ratio of an inner diameter to an outer diameter of the central portion in the axial direction so that a thickness of the central portion in the axial direction is not less than a thickness of an end portion in the axial direction. May be formed to be 1/2 or more. If it does in this way, the temperature difference which arises inside the inside of the 1st rotor member, and the inside can further be controlled, and the thermal stress which arises inside the 1st rotor member can further be controlled. Furthermore, the strength required for the first rotor member can be ensured.
- a plurality of the working fluid introduction portions may be formed, and the first rotor member may have different inner diameters in at least two of the plurality of working fluid introduction portions. If it does in this way, temperature distribution can be adjusted for every working fluid introduction part.
- the first rotor member may have different inner diameters at a plurality of portions in the axial direction. In this way, the temperature distribution can be adjusted at a plurality of sites in the axial direction.
- the first rotor member may be formed with a tapered hole so that the inner diameter gradually decreases from the other side toward the one side at least in a part in the axial direction. In this way, the temperature can be adjusted in the axial direction in the first rotor member.
- the Ni-based alloy is, by weight, C: 0.15% or less, Si: 1% or less, Mn: 1% or less, Cr: 5 to 15%, one or more of Mo, W and Re Mo + (W + Re) / 2: 17 to 25%, Al: 0.2 to 2%, Ti: 0.5 to 4.5%, Fe; 10% or less, B: 0.02% or less, and Zr: 0
- C 0.15% or less
- Si 1% or less
- Mn 1% or less
- Cr 5 to 15%
- B 0.02% or less
- Zr 0
- One or two of 2% or less may be contained, the atomic percentage of Al + Ti is 2.5 to 7.0%, and the balance may be Ni and inevitable impurities.
- the Ni-based alloy is C: 0.15% or less, Si: 1% or less, Mn: 1% or less, Cr: 5 to 20%, Mo: 17 to 26%, and Mo + (W + Re) / 2: 17-27%, Al: 0.1-2%, Ti: 0.1-2%, Fe: 10% or less, B: 0.02% or less, and Zr: 0.2% or less
- the atomic percentage of Al + Ti is 1 to 5.5%, and the balance may be Ni and inevitable impurities.
- the Ni-based alloy is, by weight%, C: 0.15% or less, Si: 1% or less, Mn: 1% or less, Cr: 5 to 20%, one or more of Mo, W and Re Mo + (W + Re) / 2: 17-27%, Al: 0.1-2%, Ti: 0.1-2%, Fe: 10% or less, B: 0.001-0.02% and Zr: 0.001 to 0.2%, Nb + Ta / 2: 1.5% or less, Co: 5% or less, and the balance Ni and inevitable impurities may be used.
- the Ni-based alloy is, by weight, C: 0.15% or less, Si: 1% or less, Mn: 1% or less, Cr: 5 to 20%, W: 10% or less, and Mo, One or more of W and Re are Mo + (W + Re) / 2: 5 to 20%, Al: 0.1 to 2.5%, Ti: 0.10 to 0.95%, Fe: 4% or less, B: 0.001 to 0.02% and Zr: 0.001 to 0.2%, Nb + Ta / 2: 1.5% or less, Al + Ti + Nb + Ta atomic% is 2.0 to 6.5%, and the balance Ni And inevitable impurities.
- the Ni-based alloy is, by weight, C: 0.005 to 0.1%, Cr: 8 to 15%, W: 5 to 20%, Mo: 1 to 7%, Al: 0.5 to It may be composed of 1.0%, Ti: 1.0 to 2.5%, the balance Ni and inevitable impurities.
- the Ni-based alloy is, by weight, C: 0.005 to 0.15%, Cr: 8 to 22%, Co: 5 to 30%, W: 5 to 20%, Mo: 1 to 9% Al: 0.1-2.0%, Ti: 0.3-2.5%, B: 0.015% or less, Mg: 0.01% or less, balance Ni and inevitable impurities may be used. . That is, if the first rotor member is formed of Ni-based alloys each having the above composition, it is possible to ensure the strength of the joint portion with the second rotor member formed of high Cr steel.
- the rotary machine according to the present invention includes the rotor and a stator that surrounds the rotor and into which a working fluid is introduced into a flow path defined between the rotor and the rotor.
- a stator that surrounds the rotor and into which a working fluid is introduced into a flow path defined between the rotor and the rotor.
- the rotor of the rotating machine it is possible to allow the rotary machine to be started quickly and to suppress the thermal stress generated in the rotor. Moreover, according to the rotary machine which concerns on this invention, while being able to obtain favorable operating performance, damage to a rotor can be prevented.
- FIG. 1 is a schematic cross-sectional view of a high / intermediate pressure turbine T1 according to a first embodiment of the present invention, and is a meridional cross-sectional view including an axis P of the high / intermediate pressure turbine T1.
- It is an expanded sectional view of shaft 11 concerning an embodiment of the present invention.
- It is an expanded sectional view of shaft body 11A in high intermediate pressure turbine T2 concerning a second embodiment of the present invention.
- It is an expanded sectional view of shaft 11B in high and medium pressure turbine T3 concerning a third embodiment of the present invention.
- FIG. 1 is a schematic configuration cross-sectional view of a high / intermediate pressure turbine (rotary machine) T1 according to the first embodiment of the present invention, and is a meridional cross-sectional view including an axis P of the high / intermediate pressure turbine T1.
- the extending direction of the axis P is the “turbine axial direction (axial direction)”
- the circumferential direction of the axis P is the “turbine circumferential direction”
- the radial direction of the axis P is the “turbine radial direction”.
- the high and medium pressure turbine T1 includes a high-pressure turbine (rotary machine) 1A on one side in the turbine axial direction and a medium-pressure turbine (rotary machine) 1B on the other side in the turbine axial direction.
- the high / medium pressure turbine T ⁇ b> 1 includes a rotor 10 and a stator 50.
- the rotor 10 includes a shaft body 11 that is rotatably supported, and a plurality of moving blade rows 12 (12A, 12B) that are configured on the shaft body 11.
- the shaft body 11 penetrates the stator 50 in the turbine axis direction, and both ends in the turbine axis direction are supported by bearing devices 91 and 92 disposed outside the stator 50. Other configurations of the shaft body 11 will be described in detail later.
- Each of the plurality of blade arrays 12 (12A, 12B) is configured by arranging a plurality of blades constrained on the outer periphery of the shaft body 11 in the turbine circumferential direction.
- the plurality of blade rows 12A are disposed in the high-pressure turbine 1A, and the plurality of blade rows 12B are disposed in the intermediate-pressure turbine 1B.
- the stator 50 has an outer casing casing 60, an inner casing casing 70 (70A, 70B), and a stationary blade row 52 (52A, 52B).
- the external casing casing 60 includes a casing wall 60a that partitions the internal space 61 from the outside, and a partition wall 60b that partitions the internal space 61 into two in the turbine axial direction.
- the partition wall 60b is disposed in a substantially center in the turbine axial direction in the internal space 61.
- the internal space 61 is divided into a high-pressure turbine chamber 61A on one side in the turbine axial direction and an intermediate-pressure turbine chamber on the other side in the turbine axial direction. It is divided into 61B.
- a plurality of introduction nozzles 63B formed on one side in the turbine axial direction and discharge nozzles 64B formed on the other side in the turbine axial direction are formed in the casing wall 60a in the intermediate pressure turbine 1B. Yes.
- the rotor 10 is inserted into the external casing casing 60, and both ends of the rotor 10 (shaft body 11) protrude from both ends of the casing wall 60a in the turbine axial direction.
- gaps formed between the casing wall 60a and both ends of the rotor 10 are sealed by sealing devices 93A and 93B, respectively.
- the gap formed between the partition wall 60b and the center side of the rotor 10 is sealed with seal members 94A and 94B.
- the inner casing 70 (70A, 70B) is a cylindrical member that is open at both ends, and includes a stationary blade retaining ring 71 that retains the stationary blade row 52 (52A, 52B) on the inner periphery.
- the inner casing casing 70A is disposed in the high pressure turbine 1A
- the inner casing casing 70B is disposed in the intermediate pressure turbine 1B.
- the inner casing casings 70A and 70B are respectively restrained by the inner wall of the casing wall 60a and the partition wall 60b of the outer casing casing 60.
- These inner casing casings 70A and 70B are respectively inserted into the rotor 10 and surround the periphery of the outer periphery 10a of the rotor 10.
- An annular flow path (flow) is formed between the outer periphery 10a of the rotor 10 and the stationary blade holding ring 71.
- Road) 3 (3A, 3B) extends in the turbine axial direction.
- the other end opening portion of the inner casing 70A on the other side in the turbine axial direction is abutted against and closed by the partition wall 60b and is sealed between the rotor 10 by a seal member 94A.
- a manifold (working fluid introduction portion) 3a extending in the turbine circumferential direction and communicating with the annular flow path 3 is defined between the seal member 94A and the outer periphery of the shaft body 11. is doing.
- the manifold 3a is inserted into each introduction nozzle 63A and communicates with a connecting pipe 80A that is airtightly connected to the inner casing casing 70A, and high pressure steam (working fluid) is discharged from the boiler B through the connecting pipe 80A.
- the manifold 3 a is a part that introduces the high-pressure steam S ⁇ b> 1 into the annular flow path 3, and is a part where the high-pressure steam S ⁇ b> 1 supplied to the high-pressure turbine 1 ⁇ / b> A first contacts the rotor 10. That is, in the high-pressure turbine 1 ⁇ / b> A during operation, among the parts of the rotor 10, the part exposed to the manifold 3 a has the highest temperature. Note that one end opening portion of the inner casing 70A is opened toward one side in the turbine axial direction.
- the inner casing casing 70B has both ends open in the turbine axial direction.
- a flange portion 70a extending in a bowl shape from the outer peripheral portion of the inner casing casing 70 is formed on one side of the inner casing casing 70B in the turbine axial direction, and this flange portion 70a is an inner wall of the casing wall 60a.
- the manifold 3b is demarcated around the open end.
- Medium pressure steam (working fluid) S2 (about 700 ° C.) is supplied from the boiler B to the manifold 3b via a connecting pipe 80B inserted into each introduction nozzle 63B.
- one side of the shaft body 11 in the turbine shaft direction is covered with a seal member 94B.
- the intermediate pressure steam S2 supplied to the manifold 3b is introduced into the annular flow path 3B along the seal member 94B, and the exposed portion (working fluid introduction portion) 3c from the seal member 94B of the rotor 10 is formed.
- the intermediate pressure steam S2 is the first contact portion. That is, in the intermediate pressure turbine 1B during operation, the exposed portion 3c is the highest temperature from the seal member 94B in each part of the rotor 10.
- Each of the plurality of stationary blade rows 52 is configured by arranging the stationary blades restrained by the stationary blade holding ring 71 of the inner casing casing 70 (70A, 70B) in the turbine circumferential direction. Yes.
- the stationary blade row 52A is arranged so as to alternate with the moving blade row 12A from the other side in the turbine axial direction toward the one side in the annular flow path 3A of the high-pressure turbine 1A.
- the stationary blade row 52B is disposed in the annular flow path 3B of the intermediate pressure turbine 1B so as to alternate with the moving blade row 12B from one side to the other side in the turbine axial direction.
- FIG. 2 is an enlarged cross-sectional view of the shaft body 11.
- the shaft body 11 is configured by joining rotor members 20, 30, and 40 to each other in the turbine shaft direction. More specifically, the rotor members 20, 30, and 40 are axially formed as a whole by being joined in the above order in a state where the respective axis lines are overlapped with the axis line P.
- the rotor member (second rotor member) 20 has a small diameter portion 21 formed with a relatively small diameter and a large diameter portion 22 formed with a relatively large diameter.
- a small diameter portion 21 formed with a relatively small diameter
- a large diameter portion 22 formed with a relatively large diameter.
- one end portion 20a on one side in the turbine axial direction is recessed in a dish shape, and the other end portion 20b is connected to, for example, the end portion of the rotor RL of the low pressure turbine (see FIG. 1).
- the rotor member (second rotor member) 40 has a small diameter portion 41 formed with a relatively small diameter and a large diameter portion 42 formed with a relatively large diameter.
- the other end portion 40b on the other side of the rotor member 40 in the turbine axial direction is recessed in a dish shape, and the one end portion 40a is connected to, for example, the end portion of the rotor RVH of the ultrahigh pressure turbine (see FIG. 1).
- the material of the rotor members 20 and 40 is, for example, high Cr steel, and is formed by forging, for example.
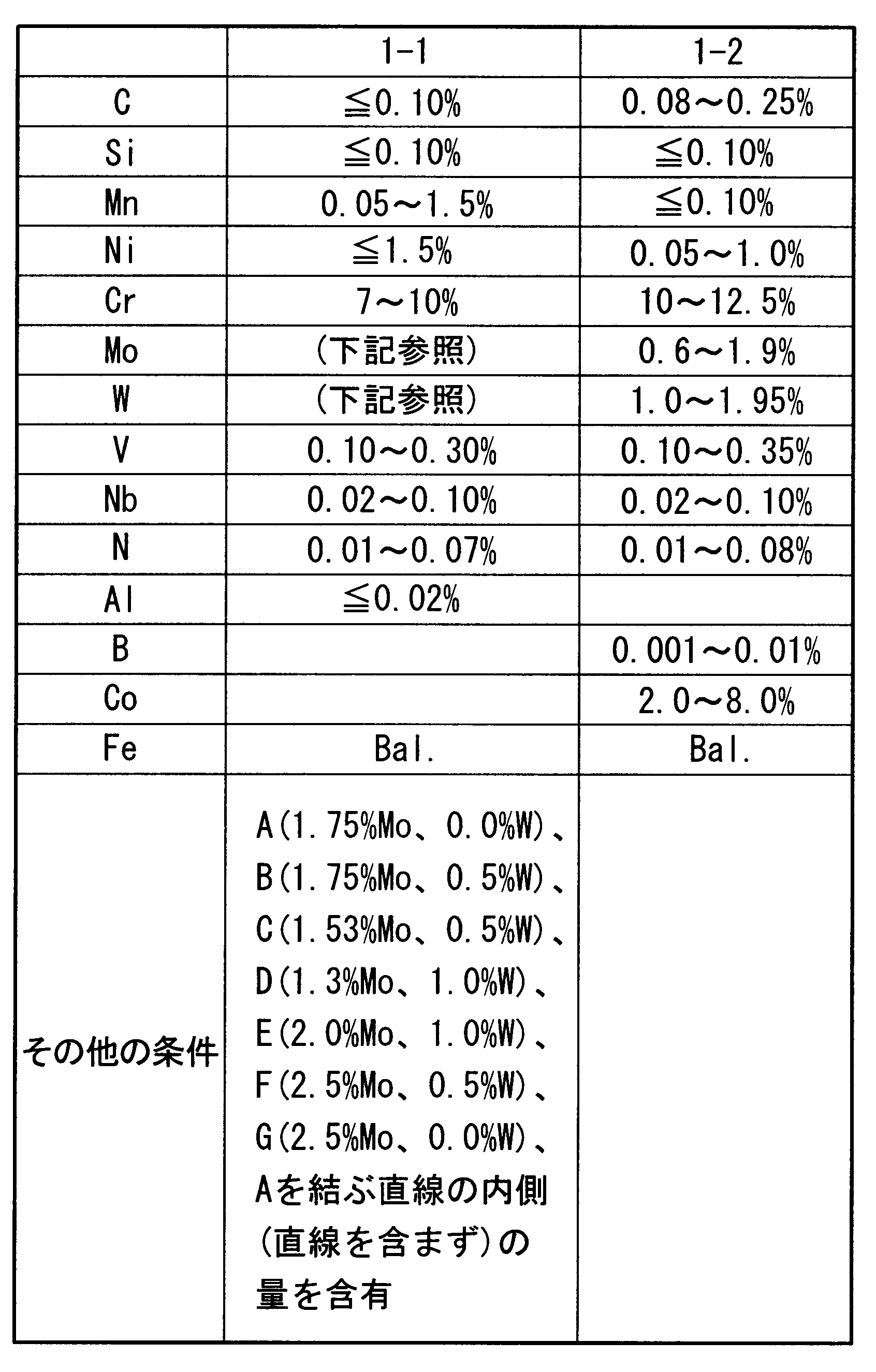
- this high Cr steel for example, those having the compositions of 1-1 and 1-2 shown in Table 1 below can be suitably used.
- High Cr steels having these compositions have an average linear expansion coefficient from room temperature to 700 ° C. of approximately 11.2 ⁇ 10 ⁇ 6 / ° C. to 12.4 ⁇ 10 ⁇ 6 ° C.
- high Cr steel having a composition other than that shown in Table 1 may be used.
- the rotor member (first rotor member) 30 has both end portions (joint end portions) 30a and 30b in the turbine axial direction recessed in a dish shape.
- the rotor member 30 is made of a Ni-based alloy and has a relatively low thermal conductivity and a high linear expansion coefficient.
- this Ni-based alloy for example, one having a composition of 2-1, 2-2, 2-3, 2-4, 2-5, 2-6 shown in Table 2 below can be suitably used.
- Ni-based alloys having these compositions have an average linear expansion coefficient from room temperature to 700 ° C. of approximately 12.4 ⁇ 10 ⁇ 6 / ° C. to 14.5 ⁇ 10 ⁇ 6 ° C. Low compared to alloys.
- a Ni-based alloy having a composition other than that shown in Table 2 may be used.
- “%” means “% by weight”.
- One end 30 a of the rotor member 30 is joined by welding in a state of being abutted against the other end 40 b of the rotor member 40. Further, the other end 30 b of the rotor member 30 is joined by welding in a state of being abutted with the one end 20 a of the rotor member 20.
- the joints at both end portions 30a and 30b in the turbine axial direction of the rotor member 30 may be set as small as possible in the thickness d as long as the necessary strength is ensured in the operating state of the high and medium pressure turbine T1. desirable.
- the interior of the rotor member 30 is formed hollow. More specifically, a hole 31 formed with a constant inner diameter D1 extends in the turbine axis direction on the axis P, and one end 30a and the other end 30b communicate with each other through the hole 31. That is, the rotor member 30 has a smaller heat capacity than when the rotor member 30 is formed solid (when the hole 31 is not formed).
- the thickness of the rotor member 30 is such that the central portion in the turbine axial direction is equal to or greater than the thickness d at both ends in the turbine axial direction, and the ratio of the inner diameter D1 to the outer diameter D2 is 1 at the central portion in the turbine axial direction. / 2 or more.
- high-pressure turbine 1A is supplied with high-pressure steam S1 reheated by boiler B after passing through an ultra-high-pressure turbine (not shown) to manifold 3a via connecting pipe 80A. Then, the high-pressure steam S1 is introduced into the annular flow path 3A along the rotor member 30, and imparts rotational force to the rotor 10 by flowing through the moving blade row 12A and the stationary blade row 52A in order. The high-pressure steam S1 passing through the annular flow path 3A is discharged from the high-pressure turbine 1A via the discharge nozzle 64A and sent to the boiler B.
- the intermediate pressure steam S2 that has been discharged from the high pressure turbine 1A and then reheated by the boiler B is supplied to the manifold 3b via the connecting pipe 80B. Then, the intermediate pressure steam S2 is introduced from the manifold 3b into the annular flow path 3B along the seal member 94B, and rotates in the rotor 10 by sequentially flowing through the moving blade row 12B and the stationary blade row 52B in the annular flow path 3B. Giving power.
- the intermediate pressure steam S2 passing through the annular flow path 3B is discharged from the intermediate pressure turbine 1B via the discharge nozzle 64B and sent to the boiler (not shown).
- the heat capacity is reduced because the inside of the rotor member 30 in the rotor 10 is hollow, the temperature difference between the outside and the inside in the rotor member 30 (more precisely, the meat part). It is hard to stick.
- the rotor member 30 is formed hollow, the distance of the heat transfer path from the outer peripheral end to the inner peripheral end of the rotor member 30 is shorter than when the rotor member 30 is formed solid.
- the heat transmitted from the high-pressure steam S ⁇ b> 1 to the outer peripheral end of the rotor member 30 is quickly conducted (arrived) to the inner peripheral end of the rotor member 30. For this reason, the temperature gradient in the turbine radial direction becomes gentle inside the rotor member 30, and the inside and outside of the rotor member 30 have the same temperature.
- the difference in thermal expansion between the outside and inside of the rotor member 30 is also slight. For this reason, the thermal stress which arises in the inside of the rotor member 30 is suppressed significantly.
- the rotor member 30 is generally heated to the temperature of the operation state of the high and medium pressure turbine T1. And the high intermediate pressure turbine T1 transfers to a steady state from a starting state. After shifting to the steady state, the rotor member 30 rotates at a constant temperature as a whole.
- the rotor member 30 made of the Ni-based alloy is hollow inside the entire length in the turbine axial direction, so that the rotor is compared with the case where the inside is solid.
- the heat capacity of the member 30 is reduced. Accordingly, when the high-medium pressure turbine T1 is quickly started, the temperature difference generated between the outside and the inside of the rotor member 30 is suppressed, and the rotor member 30 is generally heated. Thereby, the thermal stress which arises inside the rotor member 30 can be suppressed. Therefore, rapid start-up of the high / medium pressure turbine T1 can be allowed and thermal stress generated in the rotor 10 can be suppressed.
- the shaft body 11 is adjacent to the rotor member 30 in the turbine axial direction and includes rotor members 20 and 40 made of high Cr steel, the rotor is compared with the case where the entire shaft body 11 is formed of a Ni-based alloy. The cost of 10 can be suppressed. Furthermore, the rotor 10 can be easily manufactured by forming a part of the shaft body 11 with a high Cr steel having excellent formability as compared with the Ni-based alloy.
- the rotor member 30 is formed of a Ni-based alloy having the composition shown in Table 2, the average linear expansion coefficient from room temperature to 700 ° C. is smaller than that of other compositions of Ni-based alloys. Thereby, as compared with Ni-based alloys having other compositions, it is difficult for thermal elongation to occur in the rotor member 30, so that thermal stress generated inside the rotor member 30 can be further suppressed. Further, by forming the rotor members 20 and 40 with high Cr steel having the composition shown in Table 1 and forming the Ni base alloy having the composition shown in Table 2 on the rotor member 30, the difference in mutual linear expansion coefficient is small. Become. As a result, the strength of the joint between the rotor members 20 and 40 and the rotor member 30 can be ensured.
- the thickness of the rotor member 30 is formed so that the value of the ratio of the inner diameter D1 to the outer diameter D2 is 1 ⁇ 2 or more at the center in the turbine axial direction. Therefore, the temperature difference generated between the outside and the inside of the rotor member 30 can be further suppressed, and the thermal stress generated inside the rotor member 30 can be further suppressed. Further, the thickness of the rotor member 30 is formed such that the central portion in the turbine axial direction is equal to or greater than the thickness d of both end portions in the turbine axial direction. Therefore, the strength required for the rotor member 30 can be ensured.
- the high and medium pressure turbine T1 includes the rotor 10, even if a Ni-based alloy is used in a steam condition of 700 ° C. or higher, rapid startup of the high and medium pressure turbine T1 is permitted, and the rotor 10 is suppressed. As a result, good operating performance can be obtained and damage to the rotor 10 can be prevented. Then, it is possible to sufficiently meet the demands of the steam S1, S2 relatively high temperature (about 700 ° C.) CO 2 emissions by setting the reduction and further improvements in thermal efficiency of.
- FIG. 3 is an enlarged cross-sectional view of the shaft body 11A in the high intermediate pressure turbine (rotary machine) T2 according to the second embodiment of the present invention.
- the shaft body 11 of the first embodiment described above has the rotor member 30 formed integrally, as shown in FIG. 3, the shaft body 11A of the high and medium pressure turbine T2 according to this embodiment.
- the rotor members (first rotor members) 32 ⁇ / b> A and 32 ⁇ / b> B are disposed at positions corresponding to the rotor member 30.
- the rotor members 32A and 32B are made of a Ni-based alloy like the rotor member 30, and both end portions (joint end portions) 32a, 32b, 32c, and 32d in the turbine axial direction are recessed in a dish shape.
- Each of the rotor members 32A and 32B is formed hollow.
- One end 32a of the rotor member 32A is joined by welding in a state of being abutted with the other end 40b of the rotor member 40.
- One end 32d of the rotor member 32B is joined by welding in a state of being abutted against the one end 20a of the rotor member 20.
- the other end portion 32b of the rotor member 32A and the other end portion 32c of the rotor member 32B are joined together by welding (joint material welding) in a state of abutting each other.
- the rotor member 32A has a hole 31A formed on the axis P with a constant inner diameter D1 extending in the turbine axis direction.
- a hole 31B formed with a constant inner diameter D3 ( ⁇ inner diameter D1) extends in the turbine axis direction on the axis P. That is, the rotor members 32A and 32B have different inner diameters.
- the main effects of the first embodiment described above can be obtained, and the inner diameters (D1 ⁇ D3) of the manifold 3a and the exposed portion 3c shown in FIG. 1 are different from each other. Therefore, the temperature distribution can be adjusted in each of the manifold 3a and the exposed portion 3c (the high pressure turbine 1A and the intermediate pressure turbine 1B). Even if the rotor members 32A and 32B have the same inner diameter, the main effects of the first embodiment described above can be obtained.
- FIG. 4 is an enlarged cross-sectional view of the shaft body 11B in the high intermediate pressure turbine (rotary machine) T3 according to the third embodiment of the present invention.
- the shaft body 11A of the second embodiment described above has the rotor member 32B including the hole 31B, as shown in FIG. 4, the shaft body 11B of the high and medium pressure turbine T3 according to the present embodiment is A solid rotor member 33 is provided instead of the rotor member 32B.
- the rotor member 33 is made of a Ni-based alloy, with one end (joining end) 33a being abutted against the other end 32b of the rotor member 32A, and the other end 33b being one end of the rotor member 20. In the state of being abutted against 20a, each is joined by welding.
- the main effect of the first embodiment and the second embodiment described above can be obtained in the rotor member 32A, and the inside of the rotor member 33 is formed solid.
- the rigidity of the rotor member 33 can be increased in the pressure turbine 1B.
- the rotor member 33 may be hollow (similar to the rotor member 32B), and the rotor member 32A may be solid.
- FIG. 5 is an enlarged cross-sectional view of the shaft body 11C in the high and medium pressure turbine (rotary machine) T4 according to the fourth embodiment of the present invention.
- the shaft body 11A of the second embodiment described above has the rotor members 32A and 32B in which the holes 31A and 31B are formed with constant inner diameters D1 and D3, respectively, but as shown in FIG.
- the shaft body 11C of the high-medium pressure turbine T4 according to the embodiment includes rotor members (first rotor members) 34A and 34B in which the inner diameters of the holes 35A and 35B formed in the shaft bodies 11A and 35B are different from each other in the turbine axial direction. Yes.
- the hole 35A of the rotor member 34A is formed in a tapered shape so that the inner diameter gradually decreases from the other side in the turbine axial direction toward the one side.
- the hole 35B of the rotor member 34B is formed in a tapered shape so that the inner diameter gradually decreases from one side in the turbine axial direction to the other side, for example.
- the main effects of the first embodiment and the second embodiment described above can be obtained, and the inner diameters of the rotor members 34A and 34B (holes 35A and 35A, 35B) are different from each other, the temperature of the rotor members 34A and 34B (the high-pressure turbine 1A and the intermediate-pressure turbine 1B) can be adjusted in the turbine axial direction.
- the hole 35A is tapered so that the inner diameter gradually decreases from one side in the turbine axis direction toward the other side, but from the other side in the turbine axis direction toward the one side. You may form so that an internal diameter may become small gradually. Further, there may be a portion formed with a constant inner diameter in a part of the hole 35A. Further, there may be a portion that decreases after the inner diameter of the hole 35A increases in the turbine axial direction. The same applies to the hole 35B. Similarly to the present embodiment, the inner diameter of each hole in the first embodiment to the third embodiment may be changed in the turbine axial direction.
- the operation procedure shown in the above-described embodiment, various shapes and combinations of the constituent members, and the like are examples, and various modifications can be made based on design requirements and the like without departing from the gist of the present invention.
- the end portions of the rotor members 20, 30, 40, 32A, 32B, 33, 34A, and 34B in the turbine axial direction are formed in a dish shape, but are recessed in the turbine axial direction in other shapes. May be formed.
- the rotor of the rotating machine of the present invention it is possible to allow the rotating machine to be started quickly and to suppress the thermal stress generated in the rotor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
本発明に係る回転機械(T1)のロータ(10)は、軸線(P)が延びる軸方向に相互に接合された複数のロータ部材(20),(30),(40)を有し、これら複数のロータ部材(20),(30),(40)のうち、流路(3)の作動流体導入部(3a),(3b)における第一ロータ部材(30)が、Ni基合金からなり、軸方向全長に亘って内部が中空である。
Description
本発明は、回転機械のロータ及び回転機械に関する。
現在、蒸気タービンを用いた火力発電においては、600℃級以下の蒸気条件で発電を行うのが一般的である。この蒸気条件においては、蒸気タービンを構成するタービンロータ、動翼等の主要部材に、例えば12Cr鋼等の高Cr鋼(高クロム鋼、フェライト系耐熱鋼)が用いられることが多い。
ところが、近年、CO2排出量削減や更なる熱効率向上の要請に応えるために、700℃級以上の蒸気条件で発電をすることが求められている。しかしながら、この蒸気条件でフェライト系耐熱鋼を用いると、主要部材の高温強度が不足してしまう。
そこで、更に高い高温強度を確保するために、主要部材にNi基合金(ニッケル基合金)を用いることになる。しかしながら、このNi基合金を用いると主要部材を大型化するのが難しく、またコストが増加してしまう欠点がある。
下記特許文献1においては、タービンロータの大型化とコスト抑制とを図るために、Ni基合金で形成された第一部材と、高Cr鋼で形成された第二部材とを溶接によって接合してタービンロータを構成している。そして、特定の組成のNi基合金を用いることで、接合部の強度を確保しようとしている。
ところで、一般にNi基合金は、熱伝導率が低く、線膨張係数が大きい性質を有している。このため、蒸気タービンの起動時には、タービンロータ(Ni基合金)の外側が内側に比べて高温となって大きく熱膨張することから、タービンロータの内部に過大な応力が生じてしまうという問題がある。
また、タービンロータ全体が徐々に昇温するように時間を掛けてウォームアップを行うと、熱応力の発生を抑えることができるが、蒸気タービンの迅速な起動が阻害されるという問題がある。
また、タービンロータ全体が徐々に昇温するように時間を掛けてウォームアップを行うと、熱応力の発生を抑えることができるが、蒸気タービンの迅速な起動が阻害されるという問題がある。
本発明は、このような事情を考慮してなされたもので、回転機械の迅速な起動を許容し、かつ、ロータに生じる熱応力を抑制することを課題とする。
すなわち、本発明に係る回転機械のロータは、軸線周りに延びる外周部の周囲をステータに囲われ、前記ステータと前記外周部との間に画定された流路に作動流体が流通する回転機械のロータであって、前記軸線が延びる軸方向に相互に接合された複数のロータ部材を有し、これら複数のロータ部材のうち、前記流路の作動流体導入部における第一ロータ部材が、Ni基合金からなり、且つ、前記軸方向全長に亘って内部が中空である。
このようにすれば、内部を中実に形成した場合と比較して、第一ロータ部材の熱容量が小さくなる。これにより、回転機械の迅速な起動をした場合に、第一ロータ部材内部の外側と内側とに生じる温度差が抑制されて第一ロータ部材が全体的に昇温する。これにより、第一ロータ部材の内部に生じる熱応力を抑制することができる。従って、回転機械の迅速な起動を許容し、かつ、ロータに生じる熱応力を抑制することができる。
このようにすれば、内部を中実に形成した場合と比較して、第一ロータ部材の熱容量が小さくなる。これにより、回転機械の迅速な起動をした場合に、第一ロータ部材内部の外側と内側とに生じる温度差が抑制されて第一ロータ部材が全体的に昇温する。これにより、第一ロータ部材の内部に生じる熱応力を抑制することができる。従って、回転機械の迅速な起動を許容し、かつ、ロータに生じる熱応力を抑制することができる。
また、前記複数のロータ部材は、前記第一ロータ部材に対して前記軸方向に隣接すると共に高Cr鋼からなる第二ロータ部材を含んでもよい。
このようにすれば、ロータ全体をNi基合金で形成した場合に比べて、ロータのコストを抑えることができる。さらに、Ni基合金と比較して優れた成型容易性を有する高Cr鋼で、ロータの一部を形成することで、ロータの製造を容易に行うことができる。
このようにすれば、ロータ全体をNi基合金で形成した場合に比べて、ロータのコストを抑えることができる。さらに、Ni基合金と比較して優れた成型容易性を有する高Cr鋼で、ロータの一部を形成することで、ロータの製造を容易に行うことができる。
また、前記第一ロータ部材は、前記軸方向中央部の肉厚が、前記軸方向の端部の肉厚以上となるように且つ、前記軸方向の中央部で内径の外径に対する比の値が1/2以上となるように形成されていてもよい。
このようにすれば、第一ロータ部材の内部の外側と内側とに生じる温度差を更に抑制し、第一ロータ部材の内部に生じる熱応力を更に抑制することができる。さらに、第一ロータ部材に必要な強度を確保することができる。
このようにすれば、第一ロータ部材の内部の外側と内側とに生じる温度差を更に抑制し、第一ロータ部材の内部に生じる熱応力を更に抑制することができる。さらに、第一ロータ部材に必要な強度を確保することができる。
また、前記作動流体導入部が複数形成され、前記第一ロータ部材は、前記複数の作動流体導入部のうち少なくとも二つ以上において、それぞれの内径が相互に異なってもよい。
このようにすれば、作動流体導入部毎に温度分布を調整することができる。
このようにすれば、作動流体導入部毎に温度分布を調整することができる。
また、前記第一ロータ部材は、前記軸方向における複数の部位において、それぞれの内径が相互に異なってもよい。
このようにすれば、前記軸方向における複数の部位において温度分布を調整することができる。
このようにすれば、前記軸方向における複数の部位において温度分布を調整することができる。
また、前記第一ロータ部材は、少なくとも前記軸方向の一部分において、他方側から一方側に向けて漸次内径が小さくなるように先細り状に孔が形成されていてもよい。
このようにすれば、第一ロータ部材において軸方向に温度調整をすることができる。
このようにすれば、第一ロータ部材において軸方向に温度調整をすることができる。
また、前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~15%、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:17~25%、Al:0.2~2%、Ti:0.5~4.5%、Fe;10%以下、B:0.02%以下及びZr:0.2%以下の一種又は二種を含有し、Al+Tiの原子%が2.5~7.0%であり、残部Niと不可避的不純物からなるものでもよい。
また、前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、Mo:17~26%であって、Mo+(W+Re)/2:17~27%、Al:0.1~2%、Ti:0.1~2%、Fe;10%以下、B:0.02%以下及びZr:0.2%以下、Al+Tiの原子%が1~5.5%であり、残部Niと不可避的不純物からなるものでもよい。
また、前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:17~27%、Al:0.1~2%、Ti:0.1~2%、Fe:10%以下、B:0.001~0.02%及びZr:0.001~0.2%、Nb+Ta/2:1.5%以下、Co:5%以下であり、残部Niと不可避的不純物からなるものでもよい。
また、前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、W:10%以下であって、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:5~20%、Al:0.1~2.5%、Ti:0.10~0.95%、Fe:4%以下、B:0.001~0.02%及びZr:0.001~0.2%、Nb+Ta/2:1.5%以下、Al+Ti+Nb+Taの原子%が2.0~6.5%であり、残部Niと不可避的不純物からなるものでもよい。
また、前記Ni基合金が、重量%で、C:0.005~0.1%、Cr:8~15%、W:5~20%、Mo:1~7%、Al:0.5~1.0%、Ti:1.0~2.5%、残部Niと不可避的不純物からなるものでもよい。
また、前記Ni基合金が、重量%で、C:0.005~0.15%、Cr:8~22%、Co:5~30%、W:5~20%、Mo:1~9%、Al:0.1~2.0%、Ti:0.3~2.5%、B:0.015%以下、Mg:0.01%以下、残部Niと不可避的不純物からなるものでもよい。
すなわち、それぞれ上記各組成からなるNi基合金で第一ロータ部材を形成すれば、高Cr鋼で形成された第二ロータ部材との接合部の強度確保が可能である。
すなわち、それぞれ上記各組成からなるNi基合金で第一ロータ部材を形成すれば、高Cr鋼で形成された第二ロータ部材との接合部の強度確保が可能である。
さらに、本発明に係る回転機械は、前記ロータと、前記ロータの周囲を囲い、前記ロータとの間に画定された流路に作動流体が導入されるステータと、を有する。
このようにすれば、作動流体が比較的に高温となる条件下においてNi基合金を用いたとしても、回転機械の迅速な起動が許容され、かつ、ロータに生じる熱応力が抑制される。これにより、良好な運転性能を得ることができると共にロータの破損を防止することができる。そして、作動流体を比較的に高温に設定することでCO2排出量削減や更なる熱効率向上の要請に十分に応えることができる。
このようにすれば、作動流体が比較的に高温となる条件下においてNi基合金を用いたとしても、回転機械の迅速な起動が許容され、かつ、ロータに生じる熱応力が抑制される。これにより、良好な運転性能を得ることができると共にロータの破損を防止することができる。そして、作動流体を比較的に高温に設定することでCO2排出量削減や更なる熱効率向上の要請に十分に応えることができる。
本発明に係る回転機械のロータによれば、回転機械の迅速な起動を許容し、かつ、ロータに生じる熱応力を抑制することができる。
また、本発明に係る回転機械によれば、良好な運転性能を得ることができると共にロータの破損を防止することができる。
また、本発明に係る回転機械によれば、良好な運転性能を得ることができると共にロータの破損を防止することができる。
以下、図面を参照し、本発明の実施の形態について説明する。
『第一実施形態』
図1は本発明の第一実施形態に係る高中圧タービン(回転機械)T1の概略構成断面図であって、高中圧タービンT1の軸線Pを含む子午断面図である。なお、以下の説明においては、軸線Pの延在方向を「タービン軸方向(軸方向)」と、軸線Pの周方向を「タービン周方向」と、軸線Pの径方向を「タービン径方向」と称する。
『第一実施形態』
図1は本発明の第一実施形態に係る高中圧タービン(回転機械)T1の概略構成断面図であって、高中圧タービンT1の軸線Pを含む子午断面図である。なお、以下の説明においては、軸線Pの延在方向を「タービン軸方向(軸方向)」と、軸線Pの周方向を「タービン周方向」と、軸線Pの径方向を「タービン径方向」と称する。
図1に示すように、高中圧タービンT1は、タービン軸方向の一方側に高圧タービン(回転機械)1Aが、タービン軸方向の他方側に中圧タービン(回転機械)1Bが、それぞれ構成されている。
高中圧タービンT1は、ロータ10とステータ50とを有している。
高中圧タービンT1は、ロータ10とステータ50とを有している。
ロータ10は、回転可能に支持された軸体11と、軸体11に複数構成された動翼列12(12A,12B)とを有している。
軸体11は、ステータ50をタービン軸方向に貫通しており、タービン軸方向の両端を、ステータ50の外部に配設された軸受装置91,92によって支持されている。この軸体11のその他の構成については、後に詳述する。
複数の動翼列12(12A,12B)は、それぞれ、軸体11の外周に拘束された複数の動翼がタービン周方向に配列されることで構成されている。複数の動翼列12Aは高圧タービン1Aに、複数の動翼列12Bは中圧タービン1Bにそれぞれ配設されている。
ステータ50は、外部車室ケーシング60と、内部車室ケーシング70(70A,70B)と、静翼列52(52A,52B)とを有している。
外部車室ケーシング60は、外部から内部空間61を区画する車室壁60aと、内部空間61をタービン軸方向に二つに仕切る隔壁60bとを有している。隔壁60bは、内部空間61においてタービン軸方向の略中央に配設されており、内部空間61を、タービン軸方向の一方側の高圧タービン室61Aと、タービン軸方向の他方側の中圧タービン室61Bとに仕切っている。
外部車室ケーシング60の車室壁60aには、高圧タービン1Aにおいて、タービン軸方向の他方側に形成された複数の導入ノズル63Aと、タービン軸方向の一方側に形成された排出ノズル64Aとが形成されている。また、車室壁60aには、中圧タービン1Bにおいて、タービン軸方向の一方側に形成された複数の導入ノズル63Bと、タービン軸方向の他方側に形成された排出ノズル64Bとが形成されている。
この外部車室ケーシング60には、ロータ10が挿通されており、ロータ10(軸体11)の両端は、車室壁60aのタービン軸方向の両端からそれぞれ突出している。
なお、車室壁60aがロータ10の両端との間に形成する隙間は、それぞれシール装置93A,93Bによって封止されている。また、隔壁60bがロータ10の中央側との間に形成する隙間は、シール部材94A,94Bによって封止されている。
外部車室ケーシング60の車室壁60aには、高圧タービン1Aにおいて、タービン軸方向の他方側に形成された複数の導入ノズル63Aと、タービン軸方向の一方側に形成された排出ノズル64Aとが形成されている。また、車室壁60aには、中圧タービン1Bにおいて、タービン軸方向の一方側に形成された複数の導入ノズル63Bと、タービン軸方向の他方側に形成された排出ノズル64Bとが形成されている。
この外部車室ケーシング60には、ロータ10が挿通されており、ロータ10(軸体11)の両端は、車室壁60aのタービン軸方向の両端からそれぞれ突出している。
なお、車室壁60aがロータ10の両端との間に形成する隙間は、それぞれシール装置93A,93Bによって封止されている。また、隔壁60bがロータ10の中央側との間に形成する隙間は、シール部材94A,94Bによって封止されている。
内部車室ケーシング70(70A,70B)は、両端開放型の筒状部材であって、内周部に静翼列52(52A,52B)を保持する静翼保持環71を含んでいる。
内部車室ケーシング70Aは、高圧タービン1Aに配設され、内部車室ケーシング70Bは、中圧タービン1Bに配設されている。これら内部車室ケーシング70A,70Bは、それぞれ、外部車室ケーシング60の車室壁60aの内壁及び隔壁60bに拘束されている。これら内部車室ケーシング70A,70Bは、それぞれ、ロータ10に挿通されてロータ10の外周10aの周囲を囲っており、ロータ10の外周10aと静翼保持環71との間に環状流路(流路)3(3A,3B)がタービン軸方向に延びている。
内部車室ケーシング70Aは、高圧タービン1Aに配設され、内部車室ケーシング70Bは、中圧タービン1Bに配設されている。これら内部車室ケーシング70A,70Bは、それぞれ、外部車室ケーシング60の車室壁60aの内壁及び隔壁60bに拘束されている。これら内部車室ケーシング70A,70Bは、それぞれ、ロータ10に挿通されてロータ10の外周10aの周囲を囲っており、ロータ10の外周10aと静翼保持環71との間に環状流路(流路)3(3A,3B)がタービン軸方向に延びている。
内部車室ケーシング70Aの、タービン軸方向の他方側における他端開放部は、隔壁60bに突き合わされて閉塞されていると共にロータ10との間がシール部材94Aによって封止されている。
内部車室ケーシング70Aの他端開放部側は、シール部材94A及び軸体11の外周との間に、タービン周方向に延びると共に環状流路3に連通したマニホールド(作動流体導入部)3aを画定している。このマニホールド3aは、各導入ノズル63Aに挿し込まれると共にそれぞれ内部車室ケーシング70Aに気密に接続された連結管80Aに連通しており、この連結管80Aを介してボイラBから高圧蒸気(作動流体)S1(約700℃)が供給される。このマニホールド3aは、環状流路3に高圧蒸気S1を導入する部分であって、高圧タービン1Aに供給された高圧蒸気S1がロータ10に最初に接する部分である。つまり、運転時の高圧タービン1Aにおいては、ロータ10の各部位の中で、マニホールド3aに曝される部位が最も高温となる。
なお、内部車室ケーシング70Aの一端開放部は、タービン軸方向の一方側に向けて開放されている。
内部車室ケーシング70Aの他端開放部側は、シール部材94A及び軸体11の外周との間に、タービン周方向に延びると共に環状流路3に連通したマニホールド(作動流体導入部)3aを画定している。このマニホールド3aは、各導入ノズル63Aに挿し込まれると共にそれぞれ内部車室ケーシング70Aに気密に接続された連結管80Aに連通しており、この連結管80Aを介してボイラBから高圧蒸気(作動流体)S1(約700℃)が供給される。このマニホールド3aは、環状流路3に高圧蒸気S1を導入する部分であって、高圧タービン1Aに供給された高圧蒸気S1がロータ10に最初に接する部分である。つまり、運転時の高圧タービン1Aにおいては、ロータ10の各部位の中で、マニホールド3aに曝される部位が最も高温となる。
なお、内部車室ケーシング70Aの一端開放部は、タービン軸方向の一方側に向けて開放されている。
内部車室ケーシング70Bは、両端開放部がそれぞれタービン軸方向に開放されている。内部車室ケーシング70Bのタービン軸方向の一方側には、内部車室ケーシング70の外周部から鍔状に延出するフランジ部70aが形成されており、このフランジ部70aが車室壁60aの内壁に連結されていることで、一端開放部の周囲にマニホールド3bが画定されている。このマニホールド3bには、各導入ノズル63Bに挿し込まれた連結管80Bを介して、ボイラBから中圧蒸気(作動流体)S2(約700℃)が供給される。
また、この内部車室ケーシング70Bにおいては、軸体11のタービン軸方向の一方側がシール部材94Bによって被覆されている。すなわち、マニホールド3bに供給された中圧蒸気S2は、シール部材94Bに沿って環状流路3Bに導入されることとなり、ロータ10のうちシール部材94Bからの露出部(作動流体導入部)3cが、中圧蒸気S2が最初に接する部分となる。つまり、運転時の中圧タービン1Bにおいては、ロータ10の各部位の中で、シール部材94Bから露出部3cが最も高温となる。
また、この内部車室ケーシング70Bにおいては、軸体11のタービン軸方向の一方側がシール部材94Bによって被覆されている。すなわち、マニホールド3bに供給された中圧蒸気S2は、シール部材94Bに沿って環状流路3Bに導入されることとなり、ロータ10のうちシール部材94Bからの露出部(作動流体導入部)3cが、中圧蒸気S2が最初に接する部分となる。つまり、運転時の中圧タービン1Bにおいては、ロータ10の各部位の中で、シール部材94Bから露出部3cが最も高温となる。
複数の静翼列52(52A,52B)は、それぞれ、内部車室ケーシング70(70A,70B)の静翼保持環71に拘束された静翼がタービン周方向に配列されることで構成されている。
静翼列52Aは、高圧タービン1Aの環状流路3Aにおいて、タービン軸方向の他方側から一方側に向けて、動翼列12Aと交互になるように配設されている。静翼列52Bは、中圧タービン1Bの環状流路3Bにおいて、タービン軸方向の一方側から他方側に向けて、動翼列12Bと交互になるように配設されている。
静翼列52Aは、高圧タービン1Aの環状流路3Aにおいて、タービン軸方向の他方側から一方側に向けて、動翼列12Aと交互になるように配設されている。静翼列52Bは、中圧タービン1Bの環状流路3Bにおいて、タービン軸方向の一方側から他方側に向けて、動翼列12Bと交互になるように配設されている。
図2は、軸体11の拡大断面図である。
図2に示すように、軸体11は、ロータ部材20,30,40がタービン軸方向に相互に接合されて構成されている。より具体的には、ロータ部材20,30,40は、それぞれの軸線を軸線Pに重ねた状態で、上記の順番で接合されることで、全体として軸状になっている。
図2に示すように、軸体11は、ロータ部材20,30,40がタービン軸方向に相互に接合されて構成されている。より具体的には、ロータ部材20,30,40は、それぞれの軸線を軸線Pに重ねた状態で、上記の順番で接合されることで、全体として軸状になっている。
ロータ部材(第二ロータ部材)20は、相対的に小径に形成された小径部21と、相対的に大径に形成された大径部22とを有している。
大径部22は、タービン軸方向の一方側の一端部20aが皿状に窪んでおり、他端部20bが例えば低圧タービンのロータRLの端部に接続されている(図1参照)。
大径部22は、タービン軸方向の一方側の一端部20aが皿状に窪んでおり、他端部20bが例えば低圧タービンのロータRLの端部に接続されている(図1参照)。
ロータ部材(第二ロータ部材)40は、相対的に小径に形成された小径部41と、相対的に大径に形成された大径部42とを有している。
ロータ部材40は、ロータ部材40のタービン軸方向の他方側の他端部40bが皿状に窪んでおり、一端部40aが例えば超高圧タービンのロータRVHの端部に接続されている(図1参照)。
これらロータ部材20及び40の材質は、例えば高Cr鋼を用いており、例えば鍛造によって形成されている。この高Cr鋼としては、例えば、下記の表1に示す1-1,1-2の組成のものを好適に用いることができる。これらの組成の高Cr鋼は、室温から700℃までの平均線膨張係数が概ね11.2×10-6/℃~12.4×10-6℃となっている。
なお、表1以外の他の組成の高Cr鋼を用いてもよいのは勿論である。
ロータ部材40は、ロータ部材40のタービン軸方向の他方側の他端部40bが皿状に窪んでおり、一端部40aが例えば超高圧タービンのロータRVHの端部に接続されている(図1参照)。
これらロータ部材20及び40の材質は、例えば高Cr鋼を用いており、例えば鍛造によって形成されている。この高Cr鋼としては、例えば、下記の表1に示す1-1,1-2の組成のものを好適に用いることができる。これらの組成の高Cr鋼は、室温から700℃までの平均線膨張係数が概ね11.2×10-6/℃~12.4×10-6℃となっている。
なお、表1以外の他の組成の高Cr鋼を用いてもよいのは勿論である。
ロータ部材(第一ロータ部材)30は、タービン軸方向の両端部(接合端部)30a,30bがそれぞれ皿状に窪んでいる。
このロータ部材30は、Ni基合金で形成されており、比較的に低い熱伝導率と高い線膨張係数とを有している。このNi基合金としては、例えば、下記の表2に示す2-1,2-2,2-3,2-4,2-5,2-6の組成のものを好適に用いることができる。これらの組成のNi基合金は、室温から700℃までの平均線膨張係数が概ね12.4×10-6/℃~14.5×10-6℃となっており、他の組成のNi基合金と比較して低く抑えられている。
なお、表2以外の他の組成のNi基合金を用いてもよいのは勿論である。

なお、表2における%は、重量%を意味する。
このロータ部材30は、Ni基合金で形成されており、比較的に低い熱伝導率と高い線膨張係数とを有している。このNi基合金としては、例えば、下記の表2に示す2-1,2-2,2-3,2-4,2-5,2-6の組成のものを好適に用いることができる。これらの組成のNi基合金は、室温から700℃までの平均線膨張係数が概ね12.4×10-6/℃~14.5×10-6℃となっており、他の組成のNi基合金と比較して低く抑えられている。
なお、表2以外の他の組成のNi基合金を用いてもよいのは勿論である。
このロータ部材30の一端部30aは、ロータ部材40の他端部40bに対して突き合わされた状態で溶接によって接合されている。また、ロータ部材30の他端部30bは、ロータ部材20の一端部20aと突き合わされた状態で溶接によって接合されている。
ロータ部材30のタービン軸方向の両端部30a,30bにおける接合箇所は、高中圧タービンT1の運転状態で必要な強度が確保されることを条件として、可能な限り肉厚dを小さく設定することが望ましい。
ロータ部材30のタービン軸方向の両端部30a,30bにおける接合箇所は、高中圧タービンT1の運転状態で必要な強度が確保されることを条件として、可能な限り肉厚dを小さく設定することが望ましい。
図2に示すように、このロータ部材30の内部は中空に形成されている。より具体的には、軸線P上においてタービン軸方向に一定の内径D1で形成された孔31が延びており、一端部30aと他端部30bとが孔31を介して連通している。すなわち、ロータ部材30は、ロータ部材30を中実に形成した場合(孔31を形成しなかった場合)と比較して、熱容量が小さくなっている。
ロータ部材30の肉厚は、タービン軸方向の中央部がタービン軸方向の両端部の肉厚d以上であり、且つ、タービン軸方向の中央部で内径D1の外径D2に対する比の値が1/2以上となるように形成されている。
ロータ部材30の肉厚は、タービン軸方向の中央部がタービン軸方向の両端部の肉厚d以上であり、且つ、タービン軸方向の中央部で内径D1の外径D2に対する比の値が1/2以上となるように形成されている。
続いて、上記構成からなる高中圧タービンT1の作用について図を用いて説明する。
まず、高中圧タービンT1を起動すると、高圧タービン1Aに高圧蒸気S1が、中圧タービン1Bに中圧蒸気S2がそれぞれ流入する。
まず、高中圧タービンT1を起動すると、高圧タービン1Aに高圧蒸気S1が、中圧タービン1Bに中圧蒸気S2がそれぞれ流入する。
図1に示すように、例えば、高圧タービン1Aには、超高圧タービン(不図示)を経た後にボイラBで再加熱された高圧蒸気S1が、連結管80Aを介してマニホールド3aに供給される。そして、高圧蒸気S1は、ロータ部材30に沿って環状流路3Aに導入され、動翼列12Aと静翼列52Aとを順に流れることでロータ10に回転力を付与する。環状流路3Aを経た高圧蒸気S1は、排出ノズル64Aを介して、高圧タービン1Aから排出されてボイラBに送られる。
一方、例えば、中圧タービン1Bには、高圧タービン1Aから排出された後にボイラBで再加熱された中圧蒸気S2が、連結管80Bを介してマニホールド3bに供給される。
そして、中圧蒸気S2は、マニホールド3bからシール部材94Bに沿って環状流路3Bに導入され、環状流路3Bにおいて動翼列12Bと静翼列52Bとを順に流れることで、ロータ10に回転力を付与する。環状流路3Bを経た中圧蒸気S2は、排出ノズル64Bを介して、中圧タービン1Bから排出されてボイラ(不図示)に送られる。
そして、中圧蒸気S2は、マニホールド3bからシール部材94Bに沿って環状流路3Bに導入され、環状流路3Bにおいて動翼列12Bと静翼列52Bとを順に流れることで、ロータ10に回転力を付与する。環状流路3Bを経た中圧蒸気S2は、排出ノズル64Bを介して、中圧タービン1Bから排出されてボイラ(不図示)に送られる。
この際、ロータ10におけるロータ部材30の内部が中空に形成されていることで熱容量が小さくなっていることから、ロータ部材30の内部(より正確には肉部)において外側と内側との温度差がつき難い。
換言すれば、ロータ部材30が中空に形成されていることで、ロータ部材30の外周端から内周端までの熱伝達経路の距離が、ロータ部材30を中実に形成した場合に比べて短くなっており、高圧蒸気S1からロータ部材30の外周端に伝達した熱が、ロータ部材30の内周端まで速やかに伝導(到達)する。このため、ロータ部材30の内部においてタービン径方向の温度勾配が緩やかになって、ロータ部材30の内部の外側と内側とが同様の温度となる。
換言すれば、ロータ部材30が中空に形成されていることで、ロータ部材30の外周端から内周端までの熱伝達経路の距離が、ロータ部材30を中実に形成した場合に比べて短くなっており、高圧蒸気S1からロータ部材30の外周端に伝達した熱が、ロータ部材30の内周端まで速やかに伝導(到達)する。このため、ロータ部材30の内部においてタービン径方向の温度勾配が緩やかになって、ロータ部材30の内部の外側と内側とが同様の温度となる。
ロータ部材30の内部において外側と内側とに生じる温度差に比例して、ロータ部材30の外側と内側との熱伸びの差も僅かなものとなる。このため、ロータ部材30の内部において生じる熱応力が大幅に抑制される。
このような状態を継続しながら、ロータ部材30は、高中圧タービンT1の運転状態の温度まで全体的に昇温することとなる。
そして、高中圧タービンT1は、起動状態から定常状態に移行する。定常状態に移行した後には、ロータ部材30は、全体的に一定の温度となって回転する。
このような状態を継続しながら、ロータ部材30は、高中圧タービンT1の運転状態の温度まで全体的に昇温することとなる。
そして、高中圧タービンT1は、起動状態から定常状態に移行する。定常状態に移行した後には、ロータ部材30は、全体的に一定の温度となって回転する。
以上説明したように、高中圧タービンT1によれば、Ni基合金からなるロータ部材30がタービン軸方向全長に亘って内部が中空であるので、内部を中実に形成した場合と比較して、ロータ部材30の熱容量が小さくなる。これにより、高中圧タービンT1において迅速な起動をした場合に、ロータ部材30内部の外側と内側とに生じる温度差が抑制されてロータ部材30が全体的に昇温する。これにより、ロータ部材30の内部に生じる熱応力を抑制することができる。従って、高中圧タービンT1の迅速な起動を許容し、かつ、ロータ10に生じる熱応力を抑制することができる。
また、軸体11がロータ部材30に対してタービン軸方向に隣接すると共に高Cr鋼からなるロータ部材20,40を含むので、軸体11全体をNi基合金で形成した場合に比べて、ロータ10のコストを抑えることができる。さらに、Ni基合金と比較して優れた成型容易性を有する高Cr鋼で、軸体11の一部を形成することで、ロータ10の製造を容易に行うことができる。
また、ロータ部材30が表2の組成からなるNi基合金で形成することで、室温から700℃までの平均線膨張係数が他の組成のNi基合金と比較して小さくなる。これにより、他の組成のNi基合金と比較して、ロータ部材30に熱伸びが生じ難くなるので、ロータ部材30の内部に生じる熱応力を更に抑制することができる。
また、ロータ部材20,40に表1の組成からなる高Cr鋼で形成すると共に、ロータ部材30に表2の組成からなるNi基合金を形成することで、互いの線膨張係数の差が小さくなる。これにより、ロータ部材20,40と、ロータ部材30との接合部の強度確保が可能である。
また、ロータ部材20,40に表1の組成からなる高Cr鋼で形成すると共に、ロータ部材30に表2の組成からなるNi基合金を形成することで、互いの線膨張係数の差が小さくなる。これにより、ロータ部材20,40と、ロータ部材30との接合部の強度確保が可能である。
また、ロータ部材30の肉厚は、タービン軸方向の中央部で内径D1の外径D2に対する比の値が1/2以上となるように形成されている。従って、ロータ部材30の内部の外側と内側とに生じる温度差を更に抑制し、ロータ部材30の内部に生じる熱応力を更に抑制することができる。また、ロータ部材30の肉厚は、タービン軸方向の中央部がタービン軸方向の両端部の肉厚d以上となるように形成されている。従って、ロータ部材30に必要な強度を確保することができる。
さらに、本発明に係る高中圧タービンT1は、ロータ10を備えるので、700℃級以上の蒸気条件においてNi基合金を用いたとしても、高中圧タービンT1の迅速な起動が許容され、かつ、ロータ10に生じる熱応力が抑制される。これにより、良好な運転性能を得ることができると共にロータ10の破損を防止することができる。そして、蒸気S1,S2を比較的に高温(約700℃)に設定することでCO2排出量削減や更なる熱効率向上の要請に十分に応えることができる。
『第二実施形態』
以下、本発明の第二実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
以下、本発明の第二実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
図3は、本発明の第二実施形態に係る高中圧タービン(回転機械)T2における軸体11Aの拡大断面図である。
上述した第一実施形態の軸体11が一体的に形成されたロータ部材30を有していたのに対して、図3に示すように、本実施形態に係る高中圧タービンT2の軸体11Aは、ロータ部材30に相当する位置にロータ部材(第一ロータ部材)32A,32Bが配設されている。
上述した第一実施形態の軸体11が一体的に形成されたロータ部材30を有していたのに対して、図3に示すように、本実施形態に係る高中圧タービンT2の軸体11Aは、ロータ部材30に相当する位置にロータ部材(第一ロータ部材)32A,32Bが配設されている。
ロータ部材32A,32Bは、ロータ部材30と同様に、Ni基合金で形成されており、タービン軸方向の両端部(接合端部)32a,32b,32c,32dがそれぞれ皿状に窪んでいる。このロータ部材32A,32Bのそれぞれの内部は中空に形成されている。
ロータ部材32Aの一端部32aは、ロータ部材40の他端部40bと突き合わされた状態で溶接によって接合されている。
ロータ部材32Bの一端部32dは、ロータ部材20の一端部20aと突き合わされた状態で溶接によって接合されている。
また、ロータ部材32Aの他端部32bと、ロータ部材32Bの他端部32cとは、互いに突き合わされた状態で溶接(共材溶接)によって接合されている。
ロータ部材32Aの一端部32aは、ロータ部材40の他端部40bと突き合わされた状態で溶接によって接合されている。
ロータ部材32Bの一端部32dは、ロータ部材20の一端部20aと突き合わされた状態で溶接によって接合されている。
また、ロータ部材32Aの他端部32bと、ロータ部材32Bの他端部32cとは、互いに突き合わされた状態で溶接(共材溶接)によって接合されている。
ロータ部材32Aは、軸線P上においてタービン軸方向に一定の内径D1で形成された孔31Aが延びている。ロータ部材32Bは、軸線P上においてタービン軸方向に一定の内径D3(≠内径D1)で形成された孔31Bが延びている。
すなわち、ロータ部材32A,32Bは、相互に異なる内径となっている。
すなわち、ロータ部材32A,32Bは、相互に異なる内径となっている。
この高中圧タービンT2によれば、上述した第一実施形態の主要な効果を得ることができる他、図1に示すマニホールド3a及び露出部3cにおいて、それぞれの内径(D1≠D3)が相互に異なるので、マニホールド3a及び露出部3c(高圧タービン1A、中圧タービン1B)においてそれぞれ温度分布を調整することができる。
なお、ロータ部材32A,32Bを同一の内径にしても、上述した第一実施形態の主要な効果を得ることが可能である。
なお、ロータ部材32A,32Bを同一の内径にしても、上述した第一実施形態の主要な効果を得ることが可能である。
『第三実施形態』
以下、本発明の第三実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
以下、本発明の第三実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
図4は、本発明の第三実施形態に係る高中圧タービン(回転機械)T3における軸体11Bの拡大断面図である。
上述した第二実施形態の軸体11Aが孔31Bを含むロータ部材32Bを有していたのに対して、図4に示すように、本実施形態に係る高中圧タービンT3の軸体11Bは、ロータ部材32Bに代えて中実のロータ部材33を有している。
ロータ部材33は、Ni基合金で形成されており、一端部(接合端部)33aがロータ部材32Aの他端部32bに突き合わされた状態で、また他端部33bがロータ部材20の一端部20aに突き合わされた状態で、それぞれ溶接によって接合されている。
上述した第二実施形態の軸体11Aが孔31Bを含むロータ部材32Bを有していたのに対して、図4に示すように、本実施形態に係る高中圧タービンT3の軸体11Bは、ロータ部材32Bに代えて中実のロータ部材33を有している。
ロータ部材33は、Ni基合金で形成されており、一端部(接合端部)33aがロータ部材32Aの他端部32bに突き合わされた状態で、また他端部33bがロータ部材20の一端部20aに突き合わされた状態で、それぞれ溶接によって接合されている。
この高中圧タービンT3によれば、ロータ部材32Aにおいて上述した第一実施形態及び第二実施形態の主要な効果を得ることができる他、ロータ部材33の内部が中実に形成されているので、中圧タービン1Bにおいてロータ部材33の剛性を高めることができる。
なお、ロータ部材33の内部を中空にすると共に(ロータ部材32Bと同様に)、ロータ部材32Aの内部を中実に形成しても構わない。
なお、ロータ部材33の内部を中空にすると共に(ロータ部材32Bと同様に)、ロータ部材32Aの内部を中実に形成しても構わない。
『第四実施形態』
以下、本発明の第四実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
以下、本発明の第四実施形態について図を用いて説明する。なお、以下の説明及びその説明に用いる図面において、既に説明を終えた構成要素と同様の構成要素については、同一の符号を付して、重複した説明を省略する。
図5は、本発明の第四実施形態に係る高中圧タービン(回転機械)T4における軸体11Cの拡大断面図である。
上述した第二実施形態の軸体11Aが孔31A,31Bがそれぞれ一定の内径D1,D3で形成されたロータ部材32A,32Bを有していたのに対して、図5に示すように、本実施形態に係る高中圧タービンT4の軸体11Cは、それぞれに形成された孔35A,35Bの内径がタービン軸方向の各部位で相違するロータ部材(第一ロータ部材)34A,34Bを有している。
上述した第二実施形態の軸体11Aが孔31A,31Bがそれぞれ一定の内径D1,D3で形成されたロータ部材32A,32Bを有していたのに対して、図5に示すように、本実施形態に係る高中圧タービンT4の軸体11Cは、それぞれに形成された孔35A,35Bの内径がタービン軸方向の各部位で相違するロータ部材(第一ロータ部材)34A,34Bを有している。
ロータ部材34Aの孔35Aは、例えば、タービン軸方向の他方側から一方側に向けて漸次内径が小さくなるように、先細り状に形成されている。
ロータ部材34Bの孔35Bは、例えば、タービン軸方向の一方側から他方側に向けて漸次内径が小さくなるように、先細り状に形成されている。
ロータ部材34Bの孔35Bは、例えば、タービン軸方向の一方側から他方側に向けて漸次内径が小さくなるように、先細り状に形成されている。
この高中圧タービンT4によれば、上述した第一実施形態及び第二実施形態の主要な効果を得ることができる他、タービン軸方向の各部位において、ロータ部材34A,34Bの内径(孔35A,35B)がそれぞれ異なるので、ロータ部材34A,34B(高圧タービン1A、中圧タービン1B)のそれぞれにおいてタービン軸方向に温度調整をすることができる。
なお、本実施形態においては、タービン軸方向の一方側から他方側に向けて漸次内径が小さくなるように、先細り状に孔35Aを形成したが、タービン軸方向の他方側から一方側に向けて漸次内径が小さくなるように形成してもよい。また、孔35Aの一部に一定の内径で形成された部分があってもよい。また、孔35Aの内径がタービン軸方向において増加した後に減少する部分があってもよい。孔35Bについても同様である。
また、本実施形態と同様に、第一実施形態から第三実施形態の各孔の内径をタービン軸方向に変化させてもよい。
また、本実施形態と同様に、第一実施形態から第三実施形態の各孔の内径をタービン軸方向に変化させてもよい。
なお、上述した実施の形態において示した動作手順、あるいは各構成部材の諸形状や組み合わせ等は一例であって、本発明の主旨から逸脱しない範囲において設計要求等に基づき種々変更可能である。
例えば、上述した実施形態においては、ロータ部材20,30,40,32A,32B,33,34A,34Bのタービン軸方向の端部を皿状に形成したが、他の形状でタービン軸方向に窪みを形成してもよい。また、平タービン軸方向に窪みを形成せずに、平状に形成してもよい。
例えば、上述した実施形態においては、ロータ部材20,30,40,32A,32B,33,34A,34Bのタービン軸方向の端部を皿状に形成したが、他の形状でタービン軸方向に窪みを形成してもよい。また、平タービン軸方向に窪みを形成せずに、平状に形成してもよい。
また、上述した実施の形態では、高中圧タービンT1~T4に本発明を適用した場合について説明したが、他の圧力域のタービンに本発明を適用してもよい。また、タービン以外の回転機械に本発明を適用してもよい。
本発明の回転機械のロータによれば、回転機械の迅速な起動を許容し、かつ、ロータに生じる熱応力を抑制することができる。
1A…高圧タービン(回転機械)
1B…中圧タービン(回転機械)
3(3A,3B)…環状流路(流路)
3a…マニホールド(作動流体導入部)
3c…露出部(作動流体導入部)
10…ロータ
10a…外周
20…ロータ部材(第二ロータ部材)
30…ロータ部材(第一ロータ部材)
30a,30b…両端部(接合端部)
32A,32B…ロータ部材(第一ロータ部材)
32a,32b…両端部(接合端部)
32c,32d…両端部(接合端部)
33…ロータ部材(第一ロータ部材)
33a…一端部(接合端部)
34A…ロータ部材(第一ロータ部材)
34B…ロータ部材(第一ロータ部材)
40…ロータ部材(第二ロータ部材)
50…ステータ
P…軸線
d…肉厚
D1,D3…内径
D2…外径
S1…高圧蒸気(作動流体)
S2…中圧蒸気(作動流体)
T1,T2,T3,T4…高中圧タービン(回転機械)
1B…中圧タービン(回転機械)
3(3A,3B)…環状流路(流路)
3a…マニホールド(作動流体導入部)
3c…露出部(作動流体導入部)
10…ロータ
10a…外周
20…ロータ部材(第二ロータ部材)
30…ロータ部材(第一ロータ部材)
30a,30b…両端部(接合端部)
32A,32B…ロータ部材(第一ロータ部材)
32a,32b…両端部(接合端部)
32c,32d…両端部(接合端部)
33…ロータ部材(第一ロータ部材)
33a…一端部(接合端部)
34A…ロータ部材(第一ロータ部材)
34B…ロータ部材(第一ロータ部材)
40…ロータ部材(第二ロータ部材)
50…ステータ
P…軸線
d…肉厚
D1,D3…内径
D2…外径
S1…高圧蒸気(作動流体)
S2…中圧蒸気(作動流体)
T1,T2,T3,T4…高中圧タービン(回転機械)
Claims (13)
- 軸線周りに延びる外周部の周囲をステータに囲われ、前記ステータと前記外周部との間に画定された流路に作動流体が流通する回転機械のロータであって、
前記軸線が延びる軸方向に相互に接合された複数のロータ部材を有し、
これら複数のロータ部材のうち、前記流路の作動流体導入部における第一ロータ部材が、Ni基合金からなり、且つ、前記軸方向全長に亘って内部が中空である回転機械のロータ。 - 前記複数のロータ部材は、前記第一ロータ部材に対して前記軸方向に隣接すると共に高Cr鋼からなる第二ロータ部材を含む請求項1に記載の回転機械のロータ。
- 前記第一ロータ部材は、前記軸方向中央側の肉厚が、前記軸方向の端部の肉厚以上となるように、且つ、前記軸方向の中央部で内径の外径に対する比の値が1/2以上となるように形成されている請求項1又は2に記載の回転機械のロータ。
- 前記作動流体導入部が複数形成され、
前記第一ロータ部材は、前記複数の作動流体導入部のうち少なくとも二つ以上において、それぞれの内径が相互に異なる請求項1から3のうちいずれか一項に記載の回転機械のロータ。 - 前記第一ロータ部材は、前記軸方向における複数の部位において、それぞれの内径が相互に異なる請求項1から4のうちいずれか一項に記載の回転機械のロータ。
- 前記第一ロータ部材は、少なくとも前記軸方向の一部分において、他方側から一方側に向けて漸次内径が小さくなるように先細り状に孔が形成されている請求項1から5のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~15%、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:17~25%、Al:0.2~2%、Ti:0.5~4.5%、Fe;10%以下、B:0.02%以下及びZr:0.2%以下の一種又は二種を含有し、Al+Tiの原子%が2.5~7.0%であり、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、Mo:17~26%であって、Mo+(W+Re)/2:17~27%、Al:0.1~2%、Ti:0.1~2%、Fe;10%以下、B:0.02%以下及びZr:0.2%以下、Al+Tiの原子%が1~5.5%であり、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:17~27%、Al:0.1~2%、Ti:0.1~2%、Fe:10%以下、B:0.001~0.02%及びZr:0.001~0.2%、Nb+Ta/2:1.5%以下、Co:5%以下であり、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.15%以下、Si:1%以下、Mn:1%以下、Cr:5~20%、W:10%以下であって、Mo、W及びReの一種又は二種以上をMo+(W+Re)/2:5~20%、Al:0.1~2.5%、Ti:0.10~0.95%、Fe:4%以下、B:0.001~0.02%及びZr:0.001~0.2%、Nb+Ta/2:1.5%以下、Al+Ti+Nb+Taの原子%が2.0~6.5%であり、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.005~0.1%、Cr:8~15%、W:5~20%、Mo:1~7%、Al:0.5~1.0%、Ti:1.0~2.5%、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 前記Ni基合金が、重量%で、C:0.005~0.15%、Cr:8~22%、Co:5~30%、W:5~20%、Mo:1~9%、Al:0.1~2.0%、Ti:0.3~2.5%、B:0.015%以下、Mg:0.01%以下、残部Niと不可避的不純物からなる請求項1から6のうちいずれか一項に記載の回転機械のロータ。
- 請求項1から12のうちのいずれか一項に記載の回転機械のロータと、
前記ロータの周囲を囲い、前記ロータとの間に画定された流路に作動流体が導入されるステータと、を有する回転機械。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15161355.1A EP2910734B1 (en) | 2011-03-30 | 2012-01-26 | High and intermediate pressure steam turbine |
| KR1020157013825A KR101557616B1 (ko) | 2011-03-30 | 2012-01-26 | 회전 기계의 로터 및 회전 기계 |
| CN2012800151621A CN103459773A (zh) | 2011-03-30 | 2012-01-26 | 旋转机械的转子及旋转机械 |
| KR1020137022927A KR101557562B1 (ko) | 2011-03-30 | 2012-01-26 | 회전 기계의 로터 및 회전 기계 |
| EP12765834.2A EP2692985A4 (en) | 2011-03-30 | 2012-01-26 | ROTOR OF ROTATING MACHINE AND ROTATING MACHINE |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-074206 | 2011-03-30 | ||
| JP2011074206A JP2012207594A (ja) | 2011-03-30 | 2011-03-30 | 回転機械のロータ及び回転機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012132526A1 true WO2012132526A1 (ja) | 2012-10-04 |
Family
ID=46927499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/051643 WO2012132526A1 (ja) | 2011-03-30 | 2012-01-26 | 回転機械のロータ及び回転機械 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20120251307A1 (ja) |
| EP (2) | EP2910734B1 (ja) |
| JP (1) | JP2012207594A (ja) |
| KR (2) | KR101557562B1 (ja) |
| CN (2) | CN104791017A (ja) |
| WO (1) | WO2012132526A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012207594A (ja) | 2011-03-30 | 2012-10-25 | Mitsubishi Heavy Ind Ltd | 回転機械のロータ及び回転機械 |
| CN105112727B (zh) * | 2015-09-23 | 2017-05-03 | 中国科学院上海应用物理研究所 | 一种耐熔盐腐蚀镍基变形高温合金及其制备方法 |
| US10577962B2 (en) * | 2016-09-07 | 2020-03-03 | General Electric Company | Turbomachine temperature control system |
| JP6614503B2 (ja) * | 2016-10-21 | 2019-12-04 | 三菱重工業株式会社 | 蒸気タービン及び蒸気タービンの制御方法 |
| GB2565063B (en) | 2017-07-28 | 2020-05-27 | Oxmet Tech Limited | A nickel-based alloy |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08121102A (ja) * | 1994-10-24 | 1996-05-14 | Mitsubishi Heavy Ind Ltd | 急速起動蒸気タービン用ロータ |
| JP2007321630A (ja) * | 2006-05-31 | 2007-12-13 | Toshiba Corp | 蒸気タービンロータ及び蒸気タービン |
| JP2009191301A (ja) * | 2008-02-13 | 2009-08-27 | Japan Steel Works Ltd:The | 偏析性に優れたNi基超合金 |
| WO2009154243A1 (ja) | 2008-06-18 | 2009-12-23 | 三菱重工業株式会社 | 回転機器のロータ及びその製造方法 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2192598A5 (ja) * | 1972-07-13 | 1974-02-08 | Alsthom Cgee | |
| JPH05240001A (ja) | 1992-02-27 | 1993-09-17 | Mitsubishi Heavy Ind Ltd | 再熱蒸気タービン |
| DE4239710A1 (de) * | 1992-11-26 | 1994-06-01 | Abb Patent Gmbh | Läufer einer Turbine |
| JPH0777004A (ja) | 1993-09-07 | 1995-03-20 | Mitsubishi Heavy Ind Ltd | 蒸気タービンの組立ロータ |
| US5411365A (en) * | 1993-12-03 | 1995-05-02 | General Electric Company | High pressure/intermediate pressure section divider for an opposed flow steam turbine |
| JP2837110B2 (ja) | 1995-04-18 | 1998-12-14 | 三菱重工業株式会社 | 急速起動用蒸気タービンロータ |
| JP3618412B2 (ja) | 1995-08-10 | 2005-02-09 | 株式会社東芝 | 蒸気タービンロータ |
| US6129514A (en) * | 1996-02-16 | 2000-10-10 | Hitachi, Ltd. | Steam turbine power-generation plant and steam turbine |
| JP4523677B2 (ja) | 1997-09-22 | 2010-08-11 | 三菱重工業株式会社 | 高中圧一体型タービンにおける一体形ノズル室 |
| JP4015282B2 (ja) * | 1998-06-04 | 2007-11-28 | 三菱重工業株式会社 | 高中圧蒸気タービンのフレキシブルインレット管 |
| JP3999402B2 (ja) | 1998-06-09 | 2007-10-31 | 三菱重工業株式会社 | 蒸気タービンの異材溶接ロータ |
| JP2000282808A (ja) * | 1999-03-26 | 2000-10-10 | Toshiba Corp | 蒸気タービン設備 |
| JP4146033B2 (ja) | 1999-06-15 | 2008-09-03 | 三菱重工業株式会社 | 蒸気タービンの蒸気入出口圧損低減構造 |
| DE10052176B4 (de) * | 1999-10-21 | 2004-07-08 | Kabushiki Kaisha Toshiba, Kawasaki | Dampfturbinenrotor und Verfahren zur Herstellung desselben |
| JP3956602B2 (ja) | 2000-10-13 | 2007-08-08 | 株式会社日立製作所 | 蒸気タービン用ロータシャフトの製造法 |
| JP2003013161A (ja) * | 2001-06-28 | 2003-01-15 | Mitsubishi Heavy Ind Ltd | オーステナイト系低熱膨張Ni基超合金およびその製造方法 |
| JP2003120209A (ja) * | 2001-10-10 | 2003-04-23 | Mitsubishi Heavy Ind Ltd | スピンドルボルトのシール構造およびガスタービン |
| DE10348424A1 (de) * | 2003-10-14 | 2005-05-19 | Alstom Technology Ltd | Geschweisster Rotor für eine thermische Maschine sowie Verfahren zur Herstellung eines solchen Rotors |
| EP1780376A1 (de) * | 2005-10-31 | 2007-05-02 | Siemens Aktiengesellschaft | Dampfturbine |
| EP1800787B1 (de) * | 2005-12-20 | 2009-12-02 | Siemens Aktiengesellschaft | Verfahren zur Herstellung einer stoffschlüssigen Verbindung zwischen zwei metallischen Wellenstücken einer Welle, insbesondere einer Dampfturbinenwelle |
| US20070189894A1 (en) * | 2006-02-15 | 2007-08-16 | Thamboo Samuel V | Methods and apparatus for turbine engine rotors |
| RU2322589C1 (ru) * | 2006-10-02 | 2008-04-20 | Открытое акционерное общество "Научно-производственное объединение по исследованию и проектированию энергетического оборудования им. И.И. Ползунова" (ОАО "НПО ЦКТИ") | Цилиндр паровой турбины |
| JP4908137B2 (ja) * | 2006-10-04 | 2012-04-04 | 株式会社東芝 | タービンロータおよび蒸気タービン |
| CH700176B1 (de) * | 2007-03-02 | 2010-07-15 | Alstom Technology Ltd | Rotor für einen Generator. |
| US20090060735A1 (en) * | 2007-08-31 | 2009-03-05 | General Electric Company | Turbine rotor apparatus and system |
| JP2009084684A (ja) * | 2007-09-14 | 2009-04-23 | Toshiba Corp | 蒸気タービンのタービンロータ用のNi基合金および蒸気タービンのタービンロータ |
| DE102008043605B4 (de) * | 2007-11-16 | 2015-05-07 | Alstom Technology Ltd. | Verfahren zur Herstellung eines Turbinengehäuses |
| US20100202891A1 (en) * | 2008-08-11 | 2010-08-12 | Shin Nishimoto | Low-pressure turbine rotor |
| EP2172299B1 (en) * | 2008-09-09 | 2013-10-16 | Hitachi, Ltd. | Welded rotor for turbine and method for manufacturing the same |
| JP4288304B1 (ja) * | 2008-10-08 | 2009-07-01 | 三菱重工業株式会社 | タービンロータ及びタービンロータの製造方法 |
| CH699716A1 (de) * | 2008-10-13 | 2010-04-15 | Alstom Technology Ltd | Bauteil für eine hochtemperaturdampfturbine sowie hochtemperaturdampfturbine. |
| JP5364721B2 (ja) * | 2008-11-04 | 2013-12-11 | 株式会社東芝 | 蒸気タービンロータの製造方法及び蒸気タービンロータ |
| JP5127749B2 (ja) * | 2009-03-18 | 2013-01-23 | 株式会社東芝 | 蒸気タービンのタービンロータ用Ni基合金およびそれを用いた蒸気タービンのタービンロータ |
| US8523519B2 (en) * | 2009-09-24 | 2013-09-03 | General Energy Company | Steam turbine rotor and alloy therefor |
| US8944761B2 (en) * | 2011-01-21 | 2015-02-03 | General Electric Company | Welded rotor, a steam turbine having a welded rotor and a method for producing a welded rotor |
| JP2012207594A (ja) | 2011-03-30 | 2012-10-25 | Mitsubishi Heavy Ind Ltd | 回転機械のロータ及び回転機械 |
-
2011
- 2011-03-30 JP JP2011074206A patent/JP2012207594A/ja active Pending
-
2012
- 2012-01-25 US US13/357,876 patent/US20120251307A1/en not_active Abandoned
- 2012-01-26 WO PCT/JP2012/051643 patent/WO2012132526A1/ja active Application Filing
- 2012-01-26 EP EP15161355.1A patent/EP2910734B1/en active Active
- 2012-01-26 CN CN201510105595.1A patent/CN104791017A/zh active Pending
- 2012-01-26 KR KR1020137022927A patent/KR101557562B1/ko active IP Right Grant
- 2012-01-26 EP EP12765834.2A patent/EP2692985A4/en not_active Withdrawn
- 2012-01-26 CN CN2012800151621A patent/CN103459773A/zh active Pending
- 2012-01-26 KR KR1020157013825A patent/KR101557616B1/ko active IP Right Grant
-
2015
- 2015-01-08 US US14/592,057 patent/US9657574B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08121102A (ja) * | 1994-10-24 | 1996-05-14 | Mitsubishi Heavy Ind Ltd | 急速起動蒸気タービン用ロータ |
| JP2007321630A (ja) * | 2006-05-31 | 2007-12-13 | Toshiba Corp | 蒸気タービンロータ及び蒸気タービン |
| JP2009191301A (ja) * | 2008-02-13 | 2009-08-27 | Japan Steel Works Ltd:The | 偏析性に優れたNi基超合金 |
| WO2009154243A1 (ja) | 2008-06-18 | 2009-12-23 | 三菱重工業株式会社 | 回転機器のロータ及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2692985A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2910734A1 (en) | 2015-08-26 |
| US20150125280A1 (en) | 2015-05-07 |
| US20120251307A1 (en) | 2012-10-04 |
| CN104791017A (zh) | 2015-07-22 |
| EP2692985A4 (en) | 2014-11-05 |
| KR101557616B1 (ko) | 2015-10-19 |
| US9657574B2 (en) | 2017-05-23 |
| KR101557562B1 (ko) | 2015-10-06 |
| EP2910734B1 (en) | 2019-06-19 |
| EP2692985A1 (en) | 2014-02-05 |
| KR20130122665A (ko) | 2013-11-07 |
| KR20150065916A (ko) | 2015-06-15 |
| JP2012207594A (ja) | 2012-10-25 |
| CN103459773A (zh) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012132526A1 (ja) | 回転機械のロータ及び回転機械 | |
| JP5572178B2 (ja) | ガスタービンエンジン用のベーン構造体および低圧タービン | |
| KR101318487B1 (ko) | 증기 터빈 발전 설비의 냉각 방법 및 장치 | |
| US7824152B2 (en) | Multivane segment mounting arrangement for a gas turbine | |
| CA2834753C (en) | Turbine engine rotor, method of producing the same, method of joining ni-based superalloy member and steel member, and junction structure of ni-based superalloy member and steel member | |
| JP2008088525A (ja) | タービンロータおよび蒸気タービン | |
| WO2014013741A1 (ja) | タービン、及び発電システム | |
| JP2011140945A (ja) | 蒸気タービン静止部品シール | |
| JP2007132348A (ja) | タービンへ蒸気流れを搬送する装置および該装置を具備する複流蒸気タービン | |
| EP2623713B1 (en) | A rotor, a steam turbine and a method for producing a rotor | |
| US20120189460A1 (en) | Welded Rotor, a Steam Turbine having a Welded Rotor and a Method for Producing a Welded Rotor | |
| JP5829774B2 (ja) | 蒸気タービン | |
| JP5869173B2 (ja) | 蒸気タービンのロータ | |
| EP2479379B1 (en) | A welded rotor, a steam turbine having a welded rotor and a method for producing a welded rotor | |
| JP5763826B2 (ja) | 蒸気タービンのロータ | |
| JP2012207594A5 (ja) | ||
| US20200191060A1 (en) | Manufacturing method of turbine casing | |
| JP2009216094A (ja) | 蒸気タービンロータ及びその組立方法 | |
| WO2016076374A1 (ja) | タービン用ロータアセンブリ、タービン、及び、動翼 | |
| US20120189459A1 (en) | Welded Rotor, a Steam Turbine having a Welded Rotor and a Method for Producing a Welded Rotor | |
| JP4072177B2 (ja) | 蒸気タービン仕切板および蒸気タービン | |
| JP2006207597A (ja) | 蒸気タービン仕切板 | |
| US9206704B2 (en) | Cast CrMoV steel alloys and the method of formation and use in turbines thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12765834 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20137022927 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012765834 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |