WO2012026552A1 - フッ素ゴム組成物の製造方法 - Google Patents
フッ素ゴム組成物の製造方法 Download PDFInfo
- Publication number
- WO2012026552A1 WO2012026552A1 PCT/JP2011/069228 JP2011069228W WO2012026552A1 WO 2012026552 A1 WO2012026552 A1 WO 2012026552A1 JP 2011069228 W JP2011069228 W JP 2011069228W WO 2012026552 A1 WO2012026552 A1 WO 2012026552A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fluororubber
- mass
- parts
- rubber
- crosslinking
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/17—Amines; Quaternary ammonium compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
Definitions
- the present invention relates to a method for producing a fluororubber composition that gives a crosslinked product having excellent mechanical properties at high temperatures.
- Fluorororubber is known to have excellent chemical resistance, oil resistance, heat resistance, and good compression set resistance at high temperatures, but mechanical properties at high temperatures such as hot strength and hot elongation In recent years, for example, when a fluororubber crosslinked product is used in a high temperature environment exceeding 100 ° C., it is required to have excellent durability not only in heat resistance but also in mechanical properties at high temperature. .
- Patent Document 1 For example, from the viewpoint of improving compression set, a composition as shown in Patent Document 1 has been proposed, but since room temperature elongation is small, it is expected that thermal elongation will be further reduced. Further, Patent Document 2 discloses an improvement in hot elongation, but it is not a physical property that can withstand even in a severer use environment. As an improvement in strength at high temperature, as shown in Patent Document 3, a combination of fluororubber and a fluorine-containing thermoplastic elastomer is exemplified, but since room temperature elongation is small, the elongation at heat is further reduced. is expected.
- An object of the present invention is to provide a method for producing a fluororubber composition that gives a crosslinked product excellent not only in heat resistance but also in mechanical properties at high temperatures.
- the present invention in the presence of the organic amine compound (C1) and / or acid acceptor (C2), the maximum temperature Tm of 80 ° C. of the kneaded product during kneading of the fluororubber (A) and the carbon black (B) is previously determined.
- the present invention relates to a method for producing a fluororubber composition which is kneaded at a temperature of 220 ° C. and discharged at that temperature.
- the present invention is a method for producing a fluororubber composition, which comprises the fluororubber (A) and the fluoroamine (A) in the presence of an organic amine compound (C1) and / or an acid acceptor (C2).
- a fluororubber comprising a step of kneading carbon black (B), wherein the maximum temperature Tm of the kneaded product during kneading and the maximum temperature of the kneaded product during discharge are 80 to 220 ° C.
- the present invention relates to a method for producing a composition.
- the carbon black (B) is preferably carbon black having a nitrogen adsorption specific surface area (N 2 SA) of 5 to 180 m 2 / g and a dibutyl phthalate (DBP) oil absorption of 40 to 180 ml / 100 g.
- N 2 SA nitrogen adsorption specific surface area
- DBP dibutyl phthalate
- fluororubber (A) vinylidene fluoride copolymer rubber, tetrafluoroethylene / perfluoro (alkyl vinyl ether) copolymer rubber, or tetrafluoroethylene / propylene copolymer rubber is used. Aging property) and oil resistance are preferable from the viewpoint of good.
- the blending amount of carbon black (B) with respect to 100 parts by mass of fluororubber (A) is preferably 5 to 50 parts by mass.
- the compounding amount of the organic amine compound (C1) and / or the acid acceptor (C2) with respect to 100 parts by mass of the fluororubber (A) is preferably 0.01 to 10 parts by mass.
- the fluororubber composition has a shear elastic modulus G ′ (1) at a dynamic strain of 1% when uncrosslinked in a dynamic viscoelasticity test (measurement frequency: 1 Hz, measurement temperature: 100 ° C.) using a rubber process analyzer (RPA). %) And the difference ⁇ G ′ (G ′ (1%) ⁇ G ′ (100%)) between the shear elastic modulus G ′ (100%) at a dynamic strain of 100% is 120 kPa or more and 3,000 kPa or less. preferable.
- the fluororubber (A) and the carbon black (B) are previously mixed in the presence of the organic amine compound (C1) and / or the acid acceptor (C2).
- the kneaded product is kneaded under the maximum temperature Tm of 80 ° C. to 220 ° C. and discharged at that temperature to obtain a fluororubber composition. That is, a fluororubber composition is obtained through a step of kneading the fluororubber (A) and the carbon black (B) in the presence of the organic amine compound (C1) and / or the acid acceptor (C2).
- the maximum temperature Tm of the kneaded product during kneading is controlled to 80 to 220 ° C., and the maximum temperature is controlled to 80 to 220 ° C. when the kneaded product is discharged.
- the production method of the present invention is a step of kneading the fluororubber (A) and the carbon black (B) in the presence of the organic amine compound (C1) and / or the acid acceptor (C2).
- the maximum temperature Tm of the kneaded product at the time of kneading and the maximum temperature of the kneaded product at the time of discharge are 80 to 220 ° C., other steps may be included.
- TFE tetrafluoroethylene
- VdF vinylidene fluoride
- CF 2 CF-R f a
- R f a is —CF 3 or —OR f b (R f b is a perfluoroalkyl group having 1 to 5
- fluoro rubber non-perfluoro fluoro rubber and perfluoro fluoro rubber are preferable.
- Non-perfluorofluororubbers include vinylidene fluoride (VdF) fluororubber, tetrafluoroethylene (TFE) / propylene (Pr) fluororubber, tetrafluoroethylene (TFE) / propylene (Pr) / vinylidene fluoride (VdF).
- VdF vinylidene fluoride
- TFE tetrafluoroethylene
- Pr propylene
- VdF vinylidene fluoride
- the VdF repeating unit is preferably 20 mol% or more and 90 mol% or less of the total number of moles of the VdF repeating unit and the repeating unit derived from another comonomer, and is preferably 40 mol% or more, 85 More preferably, it is at most mol%.
- a more preferred lower limit is 45 mol%, a particularly preferred lower limit is 50 mol%, and a more preferred upper limit is 80 mol%.
- the comonomer in the VdF rubber is not particularly limited as long as it is copolymerizable with VdF.
- TFE, HFP, PAVE, chlorotrifluoroethylene (CTFE), trifluoroethylene, trifluoropropylene, Tetrafluoropropylene, pentafluoropropylene, trifluorobutene, tetrafluoroisobutene, hexafluoroisobutene, vinyl fluoride, iodine-containing fluorinated vinyl ether, general formula (2) CH 2 CFR f (2) (Wherein Rf is a linear or branched fluoroalkyl group having 1 to 12 carbon atoms) a fluorine-containing monomer such as a fluorine-containing monomer; ethylene (Et), propylene (Pr), alkyl Non-fluorine-containing monomers such as vinyl ether, monomers that give a crosslinkable group (cure site), and reactive emulsifiers are
- PMVE perfluoro (methyl vinyl ether)
- PPVE perfluoro (propyl vinyl ether)
- the fluorine-containing monomer represented by the above formula (2) is preferably a monomer in which R f is a linear fluoroalkyl group, and a monomer in which R f is a linear perfluoroalkyl group. More preferred. R f preferably has 1 to 6 carbon atoms.
- R f preferably has 1 to 6 carbon atoms.
- VdF rubber examples include VdF / HFP copolymer, VdF / TFE / HFP copolymer, VdF / CTFE copolymer, VdF / CTFE / TFE copolymer, VdF / PAVE copolymer, VdF / TFE / PAVE copolymer, VdF / HFP / PAVE copolymer, VdF / HFP / TFE / PAVE copolymer, VdF / HFP / TFE / PAVE copolymer, VdF / TFE / propylene (Pr) copolymer, VdF / ethylene (Et) / HFP copolymer and VdF / At least one copolymer selected from the group consisting of copolymers of fluorine-containing monomers represented by the formula (2) is preferred, and as other comonomer other than VdF, TFE, It is more preferable to have at least one
- the VdF / HFP copolymer preferably has a VdF / HFP composition of (45 to 85) / (55 to 15) (mol%), more preferably (50 to 80) / (50 to 20). (Mol%), more preferably (60-80) / (40-20) (mol%).
- the VdF / TFE / HFP copolymer preferably has a VdF / TFE / HFP composition of (30 to 80) / (4 to 35) / (10 to 35) (mol%).
- the VdF / PAVE copolymer preferably has a VdF / PAVE composition of (65 to 90) / (35 to 10) (mol%).
- the VdF / TFE / PAVE copolymer preferably has a VdF / TFE / PAVE composition of (40-80) / (3-40) / (15-35) (mol%).
- the VdF / HFP / PAVE copolymer preferably has a VdF / HFP / PAVE composition of (65 to 90) / (3 to 25) / (3 to 25) (mol%).
- VdF / HFP / TFE / PAVE copolymerization the composition of VdF / HFP / TFE / PAVE is (40 to 90) / (0 to 25) / (0 to 40) / (3 to 35) (mol%). (40 to 80) / (3 to 25) / (3 to 40) / (3 to 25) (mol%) is more preferable.
- the molar ratio of VdF / fluorine-containing monomer (2) unit is 85/15 to 20/80.
- VdF and other monomer units other than fluorine-containing monomer (2) are preferably 0 to 50 mol% of all monomer units, and VdF / mol% of fluorine-containing monomer (2) unit.
- the ratio is more preferably 80/20 to 20/80.
- the molar ratio of VdF / fluorinated monomer (2) unit is 85/15 to 50/50, and other monomer units other than VdF and fluorine-containing monomer (2) are all monomer units. Those having a content of 1 to 50 mol% are also preferred.
- TFE As monomers other than VdF and fluorine-containing monomer (2), TFE, HFP, PMVE, perfluoroethyl vinyl ether (PEVE), PPVE, CTFE, trifluoroethylene, hexafluoroisobutene, vinyl fluoride, Monomers exemplified as the above-mentioned VdF comonomer such as ethylene (Et), propylene (Pr), alkyl vinyl ether, a monomer giving a crosslinkable group, and a reactive emulsifier are preferable, and among them, PMVE, CTFE, More preferably, they are HFP and TFE.
- VdF comonomer such as ethylene (Et), propylene (Pr), alkyl vinyl ether, a monomer giving a crosslinkable group, and a reactive emulsifier
- PMVE, CTFE More preferably, they are HFP and TFE.
- the TFE / propylene (Pr) -based fluororubber is a fluorine-containing copolymer composed of 45 to 70 mol% of TFE and 55 to 30 mol% of propylene (Pr).
- a specific third component for example, PAVE may be contained in an amount of 0 to 40 mol%.
- the composition of Et / HFP is preferably (35 to 80) / (65 to 20) (mol%), and (40 to 75) / (60 to 25). ) (Mol%) is more preferable.
- the composition of Et / HFP / TFE is preferably (35 to 75) / (25 to 50) / (0 to 15) (mol%), (45 to 75 ) / (25-45) / (0-10) (mol%) is more preferred.
- perfluorofluororubber examples include those made of TFE / PAVE.
- the composition of TFE / PAVE is preferably (50 to 90) / (50 to 10) (mol%), more preferably (50 to 80) / (50 to 20) (mol%). More preferably, it is (55 to 75) / (45 to 25) (mol%).
- examples of PAVE include PMVE, PPVE, and the like, and these can be used alone or in any combination.
- the fluorine rubber (A) preferably has a number average molecular weight Mn of 5,000 to 500,000, more preferably 10,000 to 500,000, particularly preferably 20,000 to 500,000.
- fluororubber when it is desired to lower the viscosity of the fluororubber composition, other fluororubber may be blended with the fluororubber (A).
- fluororubbers include low molecular weight liquid fluororubber (number average molecular weight of 1000 or more), low molecular weight fluororubber having a number average molecular weight of about 10,000, and fluororubber having a number average molecular weight of about 100,000 to 200,000.
- the fluororubber (A) preferably has a Mooney viscosity at 100 ° C. of 20 to 200, more preferably 30 to 180. Mooney viscosity is measured in accordance with ASTM-D1646 and JIS K6300.
- the non-perfluorofluorororubber and perfluorofluorororubber described above can be produced by conventional methods such as emulsion polymerization, suspension polymerization, and solution polymerization.
- a fluororubber having a narrow molecular weight distribution can be produced according to a polymerization method using an iodine (bromine) compound known as iodine (bromine) transfer polymerization.
- the non-perfluorofluorororubber or the perfluorofluorororubber is a constitution of a main monomer, and a copolymer obtained by copolymerizing a monomer giving a crosslinkable group can also be suitably used.
- the monomer that gives a crosslinkable group may be any monomer that can introduce an appropriate crosslinkable group depending on the production method and the crosslinking system. For example, an iodine atom, a bromine atom, a carbon-carbon double bond, a cyano group, Examples include known polymerizable compounds containing a carboxyl group, a hydroxyl group, an amino group, an ester group, and a chain transfer agent.
- CY 1 2 CY 2 R f 2 X 1 (3)
- Y 1 and Y 2 are fluorine atoms, hydrogen atoms or —CH 3 ; R f 2 may have one or more ether-bonded oxygen atoms, and may have an aromatic ring.
- X 1 is an iodine atom or a bromine atom
- CY 1 2 CY 2 R f 3 CHR 1 -X 1 (4)
- R f 3 may have one or more ether-bonded oxygen atoms, and part or all of the hydrogen atoms are substituted with fluorine atoms.
- Linear or branched fluorine-containing alkylene group that is, a linear or branched fluorine-containing alkylene group in which some or all of the hydrogen atoms are substituted with fluorine atoms, and part or all of the hydrogen atoms are fluorine a linear or branched fluorine-containing oxyalkylene group substituted with atoms or a fluorine-containing polyoxyalkylene group partially or entirely a linear or branched substituted with fluorine atoms of the hydrogen atom,;
- R 1 is Hydrogen atom or methyl group
- CY 4 2 CY 4 (CF 2 ) n -X 1 (5)
- Y 4 is the same or different and is a hydrogen atom or a fluorine atom, and n is an integer of 1 to 8.
- the general formula (23) As the iodine-containing monomer or bromine-containing monomer represented by the general formula (4), the general formula (23): (In the formula, m is an integer of 1 to 5, and n is an integer of 0 to 3) Preferred examples include iodine-containing fluorinated vinyl ethers represented by: Among them, ICH 2 CF 2 CF 2 OCF ⁇ CF 2 is preferable among these.
- preferred examples of the iodine-containing monomer or bromine-containing monomer represented by the general formula (5) include ICF 2 CF 2 CF ⁇ CH 2 and I (CF 2 CF 2 ) 2 CF ⁇ CH 2 .
- the iodine-containing monomer or bromine-containing monomer represented by the general formula (9) is preferably I (CF 2 CF 2 ) 2 OCF ⁇ CF 2 .
- preferred examples of the iodine-containing monomer or bromine-containing monomer represented by the general formula (22) include CH 2 ⁇ CHCF 2 CF 2 I and I (CF 2 CF 2 ) 2 CH ⁇ CH 2 .
- R 2 R 3 C ⁇ CR 4 —Z—CR 5 CR 6 R 7 (Wherein R 2 , R 3 , R 4 , R 5 , R 6 and R 7 are the same or different, all are H, or an alkyl group having 1 to 5 carbon atoms; Z is a linear or branched group; A bisolefin compound which may contain an oxygen atom, and is preferably an at least partially fluorinated alkylene or cycloalkylene group having 1 to 18 carbon atoms, or (per) fluoropolyoxyalkylene group). Preferred as a monomer for providing a functional group.
- “(per) fluoropolyoxyalkylene group” means “fluoropolyoxyalkylene group or perfluoropolyoxyalkylene group”.
- Z is preferably a (per) fluoroalkylene group having 4 to 12 carbon atoms, and R 2 , R 3 , R 4 , R 5 , R 6 and R 7 are preferably hydrogen atoms.
- Z is a (per) fluoropolyoxyalkylene group, the formula: - (Q) p -CF 2 O- (CF 2 CF 2 O) m - (CF 2 O) n -CF 2 - (Q) p - (In the formula, Q is an alkylene group having 1 to 10 carbon atoms or an oxyalkylene group having 2 to 10 carbon atoms, p is 0 or 1, and m and n have an m / n ratio of 0.2 to 5.
- the (per) fluoropolyoxyalkylene group is preferably an integer such that the molecular weight of the (per) fluoropolyoxyalkylene group is in the range of 500 to 10,000, preferably 1000 to 4000.
- Preferred bisolefins are CH 2 ⁇ CH— (CF 2 ) 4 —CH ⁇ CH 2 , CH 2 ⁇ CH— (CF 2 ) 6 —CH ⁇ CH 2 , Formula: CH 2 ⁇ CH—Z 1 —CH ⁇ CH 2 (Wherein Z 1 is —CH 2 OCH 2 —CF 2 O— (CF 2 CF 2 O) m — (CF 2 O) n —CF 2 —CH 2 OCH 2 — (m / n is 0.5)) ) Etc.
- the carbon black (B) comprises a fluororubber (A), an organic amine compound (C1) and / or an acid acceptor (C2), and a crosslinking agent (D). And, it is not limited as long as it gives a cross-linked fluororubber which is excellent not only in heat resistance but also in mechanical properties at high temperature by crosslinking in a form in which a crosslinking accelerator (E) is blended.
- Examples of such carbon black include furnace black, acetylene black, thermal black, channel black, and graphite.
- SAF-HS SAF-HS (N 2 SA: 142 m 2 / g, DBP: 130 ml / 100 g), SAF (N 2 SA: 142 m 2 / g, DBP: 115 ml / 100 g), N234 (N 2 SA: 126 m 2 / g, DBP: 125 ml / 100 g), ISAF (N 2 SA: 119 m 2 / g, DBP: 114 ml) / 100 g), ISAF-LS (N 2 SA: 106 m 2 / g, DBP: 75 ml / 100 g), ISAF-HS (N 2 SA: 99 m 2 / g, DBP: 129 ml / 100 g), N339 (N 2 SA: 93 m 2 / g, DBP: 119 ml / 100
- carbon black preferably has a nitrogen adsorption specific surface area (N 2 SA) of 5 to 180 m 2 / g and a dibutyl phthalate (DBP) oil absorption of 40 to 180 ml / 100 g. It is done.
- N 2 SA nitrogen adsorption specific surface area
- DBP dibutyl phthalate
- the nitrogen adsorption specific surface area (N 2 SA) is smaller than 5 m 2 / g, mechanical properties when blended with rubber tend to be reduced. From this viewpoint, the nitrogen adsorption specific surface area (N 2 SA) is 10 m 2. / G or more is preferable, 20 m 2 / g or more is more preferable, and 25 m 2 / g or more is particularly preferable.
- the upper limit is preferably 180 m 2 / g from the viewpoint of easy availability.
- the mechanical properties when blended with rubber tend to decrease.
- 50 ml / 100 g or more, further 60 ml / 100 g or more, particularly 80 ml. / 100g or more is preferable.
- the upper limit is preferably 175 ml / 100 g, more preferably 170 ml / 100 g.
- the blending amount of carbon black (B) is preferably 5 to 50 parts by mass with respect to 100 parts by mass of the fluororubber (A). If the carbon black (B) is too much, the mechanical properties tend to decrease, and if it is too small, the mechanical properties tend to decrease.
- a more preferable blending amount is preferably 6 parts by mass or more, more preferably 10 parts by mass or more with respect to 100 parts by mass of the fluororubber (A), from the viewpoint of good physical property balance, and 49 parts by mass from the point of good physical property balance. The following is preferable, and 45 parts by mass or less is more preferable.
- (C1) Organic amine compound
- the fluororubber (A) and the carbon black (B) are set to a maximum temperature Tm of 80 ° C. to 220 ° C. during the kneading, and discharged at that temperature. That is, the maximum temperature Tm of the kneaded product at the time of kneading and the maximum temperature of the kneaded product at the time of discharging, respectively.
- the temperature By setting the temperature to 80 ° C. to 220 ° C., excellent effects can be obtained in terms of improving mechanical properties at high temperatures and improving fatigue properties at high temperatures (for example, fatigue resistance in repeated use).
- the maximum temperature Tm is lower than 80 ° C.
- the reinforcing property is lowered, which is not preferable.
- the lower limit of the preferable temperature Tm is 90 ° C, more preferably 95 ° C, and particularly preferably 100 ° C.
- the upper limit is 220 ° C. If this temperature is exceeded, the organic amine compound volatilizes, which is not preferable.
- a preferable upper limit temperature Tm is 215 ° C, more preferably 210 ° C, and particularly preferably 200 ° C.
- the organic amine compound (C1) used in the present invention includes a primary amine represented by R 1 NH 2 , a secondary amine represented by R 1 R 2 NH, and a tertiary amine represented by R 1 R 2 R 3 N.
- R 1 , R 2 and R 3 are the same or different, and all are preferably an alkyl group having 1 to 50 carbon atoms, and the alkyl group may contain a benzene ring as a functional group, a double bond, a conjugated double Bonds may be included.
- the alkyl group may be linear or branched.
- Examples of primary amines include coconut amine, octylamine, laurylamine, stearylamine, oleylamine, beef tallow amine, 17-phenyl-heptadecylamine, octadec-7,11-dienylamine, octadec-7,9-dienylamine, octadec- 9-enylamine, 7-methyl-octadec-7-enylamine and the like.
- Examples of the secondary amine include distearylamine, and examples of the tertiary amine include dimethyloctylamine, dimethyldecylamine, dimethyllaurylamine, Examples include dimethyl myristyl amine, dimethyl palmityl amine, dimethyl stearyl amine, and dimethyl behenyl amine. Of these, amines having about 20 carbon atoms, particularly primary amines, are preferred from the standpoint of easy availability and reinforcement.
- the compounding amount of the organic amine compound (C1) is preferably 0.01 to 10 parts by mass, more preferably 0.01 to 5 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- a more preferable blending amount is 0.1 parts by mass or more with respect to 100 parts by mass of the fluororubber (A) from the viewpoint of reinforcement, and 4 parts by mass or less from the viewpoint of reinforcement and ease of kneading. .
- the fluororubber (A) and carbon black (B) are preliminarily set to a maximum temperature Tm of 80 to 220 ° C. during the kneading, and discharged at that temperature. That is, the maximum temperature Tm of the kneaded product at the time of kneading and the maximum temperature of the kneaded product at the time of discharging, respectively.
- Tm the maximum temperature of the kneaded product at the time of kneading and the maximum temperature of the kneaded product at the time of discharging, respectively.
- the maximum temperature Tm is lower than 80 ° C., the reinforcing property is lowered, which is not preferable.
- the lower limit of the preferable temperature Tm is 90 ° C, more preferably 95 ° C, and particularly preferably 100 ° C.
- the upper limit is 220 ° C., and if this temperature is exceeded, it is not preferable from the viewpoint of deterioration of physical properties.
- a preferable upper limit temperature Tm is 215 ° C, more preferably 210 ° C, and particularly preferably 200 ° C.
- Examples of the acid-accepting agent (C2) used in the present invention include calcium oxide, magnesium oxide, lead oxide, zinc oxide, magnesium hydroxide, calcium hydroxide, aluminum hydroxide, hydrotalcite and the like. You may mix
- metal hydroxides such as calcium hydroxide; metal oxides such as magnesium oxide and zinc oxide, hydrotalcite and the like are preferable, and zinc oxide is particularly preferable.
- the compounding amount of the acid acceptor (C2) is preferably 0.01 to 10 parts by mass with respect to 100 parts by mass of the fluororubber (A). If the acid acceptor (C2) is too much, kneading tends to be difficult, and if it is too little, the reinforcing property tends to be lowered.
- a more preferable blending amount is 0.1 parts by mass or more with respect to 100 parts by mass of the fluororubber (A) from the viewpoint of reinforcement, and is preferably 8 parts by mass or less from the viewpoint of physical properties and ease of kneading. 5 parts by mass or less is more preferable.
- the organic amine compound (C1) and / or the acid acceptor (C2) are kneaded with the fluororubber (A) and the carbon black (B) at a maximum temperature Tm of 80 ° C. to 220 ° C.
- the fluororubber (A ) And carbon black (B) are once kneaded and then added and kneaded, but fluororubber (A) and carbon black (B) are added in the presence of organic amine compound (C1) and / or acid acceptor (C2).
- the organic amine compound (C1) and / or the acid acceptor (C2), the fluororubber (A), and the carbon black (B) are kneaded in one step.
- the organic amine compound (C1) is preferable from the viewpoint of fatigue characteristics at high temperatures (for example, fatigue resistance in repeated use). Particularly preferred.
- the fluororubber (A) and the carbon black (B) are kneaded at the time of kneading in the presence of the organic amine compound (C1) and / or the acid acceptor (C2).
- the maximum temperature Tm of 80 ° C. to 220 ° C. is sufficient if it is kneaded under the conditions of discharging at that temperature, that is, the fluororubber (A) and the carbon black (B) are kneaded, and the kneaded product at the time of kneading
- the maximum temperature Tm and the maximum temperature of the kneaded product at the time of discharge may be 80 ° C. to 220 ° C.
- the order of kneading of the other components and the number of kneading are not particularly limited, and the usual rubber kneading method is used. Can be prepared.
- a predetermined amount of fluororubber (A), carbon black (B), organic amine compound (C1) and / or acid acceptor (C2) is charged into a closed kneader, and the average shear rate of the rotor is 50-1000.
- (1 / second) preferably 100 to 1000 (1 / second), more preferably 200 to 1000 (1 / second), and kneading under the condition that the maximum temperature Tm is 80 to 220 ° C.
- the closed kneader include a pressure kneader, a Banbury mixer, a uniaxial kneader, and a biaxial kneader.
- a predetermined amount of fluororubber (A), carbon black (B), organic amine compound (C1) and / or acid acceptor (C2) is put into a roll kneader, and the average shear rate of the rotor is 50 (1 / Or more), and kneading under the condition that the maximum temperature Tm is 80 to 220 ° C.
- the fluororubber composition obtained by the above methods (1) and (2) does not contain a crosslinking agent (and / or a crosslinking aid), a crosslinking accelerator or the like. Moreover, you may perform kneading
- the second and subsequent kneading conditions may be the same as the methods (1) and (2) except that the maximum temperature Tm is 140 ° C. or lower.
- One of the methods for preparing the fluororubber composition into a crosslinkable fluororubber composition is, for example, obtained by the above methods (1) and (2), or the above methods (1) and (2).
- This is a method in which a cross-linking agent (D) (and / or a cross-linking aid (F)) and a cross-linking accelerator (E) are further blended and kneaded with the fluororubber composition obtained by repeating a plurality of times.
- the crosslinking agent (D) (and / or the crosslinking assistant (F)) and the crosslinking accelerator (E) may be blended and kneaded at the same time.
- the crosslinking accelerator (E) is blended and kneaded.
- D) (and / or crosslinking aid (F)) may be blended and kneaded.
- the kneading conditions of the crosslinking agent (D) (and / or the crosslinking assistant (F)) and the crosslinking accelerator (E) are the methods of the above (1) and (2) except that the maximum temperature Tm is 130 ° C. or less. The same conditions are acceptable.
- Another method for preparing the crosslinkable fluororubber composition is, for example, a roll kneader with fluororubber (A), carbon black (B), organic amine compound (C1) and / or acid acceptor (C2), and crosslinker. (D) (and / or crosslinking aid (F)) and crosslinking accelerator (E) are charged in a predetermined amount in an appropriate order, and the average shear rate of the rotor is kneaded under a condition of 50 (1 / second) or more, A method in which the maximum temperature Tm is 80 to 130 ° C. can be mentioned.
- a uniform dispersion may be used by previously mixing the fluorororubber (A), the cross-linking agent (D), and the cross-linking accelerator (E).
- the fluororubber (A), the polyol-based crosslinking agent and the crosslinking accelerator are first kneaded, then the carbon black (B) and the organic amine compound (C1) are blended and kneaded, and the maximum temperature Tm is 80 to 220 ° C. To do.
- an acid acceptor is blended and kneaded to obtain a maximum temperature Tm of 130 ° C. or lower.
- a preferred rubber composition of the present invention has a shear elastic modulus G ′ (1) when dynamic strain is 1% when uncrosslinked in a dynamic viscoelasticity test (measurement frequency: 1 Hz, measurement temperature: 100 ° C.) using a rubber process analyzer. %) And the difference ⁇ G ′ (G ′ (1%) ⁇ G ′ (100%)) between the shear elastic modulus G ′ (100%) at a dynamic strain of 100% is 120 kPa or more and 3,000 kPa or less.
- it is more preferable that the obtained pre-kneaded material has the said difference (delta) G '.
- the difference ⁇ G ′ is used as an index for evaluating the reinforcing property of the rubber composition, and is measured and calculated by a dynamic viscoelasticity test using a rubber process analyzer.
- a fluorororubber composition having a difference ⁇ G ′ in the range of 120 kPa to 3,000 kPa is advantageous in terms of normal properties, mechanical properties at high temperatures, fatigue properties at high temperatures, and the like.
- the difference ⁇ G ′ is preferably 150 kPa or more, more preferably 160 kPa or more, from the viewpoint of good normal physical properties, mechanical properties at high temperatures, fatigue properties at high temperatures, and the like, and normal physical properties, mechanical properties at high temperatures, and high temperatures. From the viewpoint of good fatigue characteristics, it is preferably 2800 kPa or less, more preferably 2500 kPa or less.
- crosslinking agent (D) and crosslinking accelerator (E) constituting the crosslinkable rubber composition include the following.
- the cross-linking agent (D) is a cross-linking system, the type of fluororubber (A) to be cross-linked (for example, copolymer composition, presence / absence or type of cross-linkable group), and specific uses and uses of the resulting cross-linked product It can be appropriately selected according to the form and other kneading conditions.
- crosslinking system for example, a peroxide crosslinking system, a polyol crosslinking system, a polyamine crosslinking system, an oxazole crosslinking system, a thiazole crosslinking system, an imidazole crosslinking system, a triazine crosslinking system, and the like can be employed.
- Peroxide crosslinking system In the case of crosslinking by a peroxide crosslinking system, since it has a carbon-carbon bond at the crosslinking point, a polyol crosslinking system having a carbon-oxygen bond at the crosslinking point and a polyamine crosslinking system having a carbon-nitrogen double bond are used. Compared with it, it is characterized by excellent chemical resistance and steam resistance.
- the peroxide crosslinking agent may be any peroxide that can easily generate a peroxy radical in the presence of heat or a redox system.
- 2,5-dimethyl-2,5-di (t-butylperoxy) hexane or 2,5-dimethyl-2,5-di (t-butylperoxy) -hexyne-3 is preferable.
- crosslinking accelerators for peroxide crosslinking agents particularly organic peroxide crosslinking agents include triallyl cyanurate, triallyl isocyanurate (TAIC), triacryl formal, triallyl trimellitate, maleimide, N -Phenylenemaleimide, N, N'-m-phenylenebismaleimide, p-quinonedioxime, p, p'-dibenzoylquinonedioxime, dipropargyl terephthalate, diallyl phthalate, tetraallyl terephthalate amide, triallyl phosphate, bismaleimide Fluorinated triallyl isocyanurate (1,3,5-tris (2,3,3-trifluoro-2-propenyl) -1,3,5-triazine-2,4,6-trione), tris (diallylamine) ) -
- triallyl isocyanurate (TAIC), trimethallyl isocyanurate (TMAIC), 3,3,4,4,5,5,6,6,7,7 , 8,8-dodecafluoro-1,9-decadiene, maleimide, N, N′-m-phenylenebismaleimide, p-quinonedioxime, p, p′-dibenzoylquinonedioxime are preferred.
- any of a perfluoro fluoro rubber and a non-perfluoro fluoro rubber containing at least a TFE unit, a VdF unit, or a fluoromonomer unit of the formula (1) is used.
- at least one rubber selected from the group consisting of VdF rubber and TFE / Pr rubber is preferable.
- the fluorororubber (A) suitable for the peroxide crosslinking system is preferably a fluororubber containing iodine atoms and / or bromine atoms as crosslinking points.
- the iodine atom and / or bromine atom content is preferably 0.001 to 10% by mass, more preferably 0.01 to 5% by mass, and particularly preferably 0.01 to 3% by mass.
- the compounding amount of the peroxide crosslinking agent is preferably 0.01 to 10 parts by mass, more preferably 0.1 to 9 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- the peroxide crosslinking agent is less than 0.01 parts by mass, the crosslinking of the fluororubber (A) tends not to proceed sufficiently, and when it exceeds 10 parts by mass, the balance of physical properties tends to decrease.
- the blending amount of the crosslinking accelerator (E1) is 0.01 to 10 parts by mass, preferably 0.1 to 5 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- the amount of the crosslinking accelerator is less than 0.01 parts by mass, the crosslinking time tends to be unpractical, and when the amount exceeds 10 parts by mass, the crosslinking time becomes too fast and the physical property balance is lowered.
- a preferable upper limit of the crosslinking accelerator (E1) is 9 parts by mass, further 8 parts by mass, or less than 8 parts by mass, particularly 7 parts by mass.
- Polyol crosslinking system Crosslinking by a polyol crosslinking system is preferable in that it has a carbon-oxygen bond at the crosslinking point, has a small compression set, and is excellent in moldability.
- polyol crosslinking agent a compound conventionally known as a fluororubber crosslinking agent can be used.
- a polyhydroxy compound particularly, a polyhydroxy aromatic compound is preferably used from the viewpoint of excellent heat resistance.
- the polyhydroxy aromatic compound is not particularly limited.
- 2,2-bis (4-hydroxyphenyl) propane hereinafter referred to as bisphenol A
- 2,2-bis (4-hydroxyphenyl) perfluoropropane (Hereinafter referred to as bisphenol AF)
- resorcin 1,3-dihydroxybenzene, 1,7-dihydroxynaphthalene, 2,7-dihydroxynaphthalene, 1,6-dihydroxynaphthalene, 4,4′-dihydroxydiphenyl, 4,4 ′ -Dihydroxystilbene, 2,6-dihydroxyanthracene, hydroquinone, catechol, 2,2-bis (4-hydroxyphenyl) butane (hereinafter referred to as bisphenol B), 4,4-bis (4-hydroxyphenyl) valeric acid, , 2-bis (4-hydroxypheny ) Tetrafluorodichloropropane, 4,4′-dihydroxydiphenyl sulfone, 4,4′-dihydroxydipheny
- a polyhydroxy compound is preferable because the compression set such as a cross-linked product obtained is small and moldability is excellent, and a polyhydroxy aromatic compound is more preferable because of excellent heat resistance, and bisphenol AF is preferable. Further preferred.
- the crosslinking reaction can be promoted by promoting the formation of intramolecular double bonds in the dehydrofluorination reaction of the fluororubber main chain and the addition of polyhydroxy compounds to the generated double bonds. it can.
- an onium compound is generally used as the polyol crosslinking accelerator (E2).
- the onium compound is not particularly limited, and examples thereof include ammonium compounds such as quaternary ammonium salts, phosphonium compounds such as quaternary phosphonium salts, oxonium compounds, sulfonium compounds, cyclic amines, and monofunctional amine compounds. Of these, quaternary ammonium salts and quaternary phosphonium salts are preferred.
- the quaternary ammonium salt is not particularly limited.
- the quaternary phosphonium salt is not particularly limited.
- tetrabutylphosphonium chloride benzyltriphenylphosphonium chloride (hereinafter referred to as BTPPC), benzyltrimethylphosphonium chloride, benzyltributylphosphonium chloride, tributylallylphosphonium chloride, tributyl.
- BTPPC benzyltriphenylphosphonium chloride
- BTPPC benzyltriphenylphosphonium chloride
- BTPPC benzyltriphenylphosphonium chloride
- crosslinking accelerator (E2) a quaternary ammonium salt, a solid solution of a quaternary phosphonium salt and bisphenol AF, or a chlorine-free crosslinking accelerator disclosed in JP-A-11-147891 can be used.
- any of a perfluoro fluorororubber and a non-perfluorofluororubber containing at least a TFE unit, a VdF unit, or a fluoromonomer unit of the formula (1) can be used.
- VdF rubber and TFE / Pr rubber are particularly preferable.
- the blending amount of the polyol crosslinking agent is preferably 0.01 to 10 parts by mass, more preferably 0.1 to 7 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- the polyol crosslinking agent is less than 0.01 part by mass, the crosslinking of the fluororubber (A) tends not to proceed sufficiently, and when it exceeds 10 parts by mass, the balance of physical properties tends to be lowered.
- the amount of the crosslinking accelerator (E2) is preferably 0.01 to 8 parts by mass, more preferably 0.02 to 5 parts by mass with respect to 100 parts by mass of the fluororubber (A). .
- the crosslinking accelerator is less than 0.01 parts by mass, the crosslinking of the fluororubber (A) tends not to proceed sufficiently, and when it exceeds 8 parts by mass, the balance of physical properties tends to decrease.
- Polyamine crosslinking system When crosslinked by polyamine crosslinking, it has a carbon-nitrogen double bond at the crosslinking point and is characterized by excellent dynamic mechanical properties. However, the compression set tends to be larger than when crosslinking is performed using a polyol crosslinking system or a peroxide crosslinking system.
- polyamine-based crosslinking agent examples include polyamine compounds such as hexamethylenediamine carbamate, N, N′-dicinnamylidene-1,6-hexamethylenediamine, and 4,4′-bis (aminocyclohexyl) methanecarbamate. Among these, N, N′-dicinnamylidene-1,6-hexamethylenediamine is preferable.
- any of a TFE unit, a VdF unit, or a perfluorofluororubber containing at least a fluorine-containing monomer unit of the formula (1) and a non-perfluorofluororubber can be used.
- VdF rubber and TFE / Pr rubber are particularly preferable.
- the compounding amount of the polyamine-based crosslinking agent is preferably 0.01 to 10 parts by mass, more preferably 0.2 to 7 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- the polyamine crosslinking agent is less than 0.01 parts by mass, the crosslinking of the fluororubber (A) tends not to proceed sufficiently.
- the polyamine crosslinking agent exceeds 10 parts by mass, the balance of physical properties tends to decrease.
- the oxazole crosslinking system, thiazole crosslinking system, and imidazole crosslinking system are crosslinking systems that have a small compression set and excellent heat resistance.
- Formula (24) As a crosslinking agent used for an oxazole crosslinking system, a thiazole crosslinking system, and an imidazole crosslinking system, Formula (24): (Wherein R 1 is the same or different and is —NH 2 , —NHR 2 , —OH or —SH, and R 2 is a fluorine atom or a monovalent organic group) A compound comprising at least two compounds of formula (25): A compound of formula (26): (Wherein R f 1 is a perfluoroalkylene group having 1 to 10 carbon atoms) and formula (27): (Wherein, n is an integer of 1 to 10).
- formula (28) having two crosslinkable reactive groups represented by formula (24): (Wherein R 1 is the same as above, R 5 is —SO 2 —, —O—, —CO—, an alkylene group having 1 to 6 carbon atoms, a perfluoroalkylene group having 1 to 10 carbon atoms, a single bond) Hand, or , 2,2-bis (3-amino-4-hydroxyphenyl) hexafluoropropane, 2,2-bis (3-amino-4-mercaptophenyl) hexafluoropropane , 2,2-bis (3,4-diaminophenyl) hexafluoropropane, Formula (29): Wherein R 6 is the same or different and both are alkyl groups having 1 to 10 carbon atoms; alkyl groups having 1 to 10 carbon atoms containing fluorine atoms; phenyl groups; benzyl groups; fluorine atoms and / or
- 2,2-bis (3-amino-4-hydroxyphenyl) hexafluoropropane (OH-AF), 2 is preferable because of its excellent heat resistance and particularly good crosslinking reactivity.
- 2-bis [3-amino-4- (N-phenylamino) phenyl] hexafluoropropane (Nph-AF), 2,2-bis (3,4-diaminophenyl) hexafluoropropane (TA-AF) Further preferred.
- a crosslinking aid (F) may be used in combination because the crosslinking rate is greatly improved.
- crosslinking aid (F) used in combination with the oxazole crosslinking system, thiazole crosslinking system, and imidazole crosslinking system include (F1) a compound that generates ammonia at 40 to 330 ° C., and (F2) inorganic nitride particles.
- (F1) Compound that generates ammonia at 40 to 330 ° C. (ammonia generating compound)
- ammonia generating compound (F1) the ammonia generated at the cross-linking reaction temperature (40 to 330 ° C.) causes the cross-linking to cause the hardening, and the cross-linking agent accelerates the hardening. Some also react with a small amount of water to generate ammonia.
- ammonia generating compound (F1) include urea, derivatives thereof, and ammonium salts.
- the ammonium salt may be an organic ammonium salt or an inorganic ammonium salt.
- the urea derivatives include biurea, thiourea, urea hydrochloride, biuret, and urea.
- organic ammonium salts examples include compounds described in JP-A-9-111101, WO00 / 09603, and WO98 / 23675, such as ammonium perfluorohexanoate and ammonium perfluorooctanoate.
- Ammonium salt of polyfluorocarboxylic acid ammonium salt of polyfluorosulfonic acid such as ammonium perfluorohexanesulfonate and ammonium perfluorooctanesulfonate; polyfluoroalkyl such as ammonium perfluorohexanephosphate and ammonium perfluorooctanephosphate Group-containing phosphoric acid, ammonium salt of phosphonic acid; non-fluorinated carboxylic acid such as ammonium benzoate, ammonium adipate, ammonium phthalate, etc.
- Ammonium salts of acid can be exemplified.
- an ammonium salt of a fluorinated carboxylic acid, sulfonic acid or phosphoric acid is preferred.
- an ammonium salt of a non-fluorinated carboxylic acid, sulfonic acid or phosphoric acid is preferred from an inexpensive point of view. preferable.
- Examples of the inorganic ammonium salt include compounds described in JP-A-9-111101, such as ammonium sulfate, ammonium carbonate, ammonium nitrate, and ammonium phosphate. Among them, ammonium phosphate is preferable in view of vulcanization characteristics.
- acetaldehyde ammonia hexamethylenetetramine, formamidine, formamidine hydrochloride, formamidine acetate, t-butyl carbamate, benzyl carbamate, HCF 2 CF 2 CH (CH 3 ) OCONH 2 , phthalamide and the like can be used.
- ammonia generating compounds (F1) may be used alone or in combination of two or more.
- the inorganic nitride particles (F2) are not particularly limited, but include silicon nitride (Si 3 N 4 ), lithium nitride, titanium nitride, aluminum nitride, boron nitride, vanadium nitride, Examples include zirconium nitride. Among these, silicon nitride particles are preferable because nano-sized fine particles can be supplied. These nitride particles may be used in combination of two or more.
- the particle size of the inorganic nitride particles (F2) is not particularly limited, but is preferably 1000 nm or less, more preferably 300 nm or less, and still more preferably 100 nm or less.
- the lower limit is not particularly limited.
- these inorganic nitride particles (F2) may be used in combination with an ammonia generating compound (F1).
- oxazole crosslinking systems thiazole crosslinking systems, and imidazole crosslinking systems are targeted for the following VdF rubbers having a specific crosslinkable group and TFE / Pr rubbers having a specific crosslinkable group.
- VdF rubber having specific crosslinkable group contains VdF, at least one (per) fluoroolefin selected from the group consisting of TFE, HFP and (per) fluoro (vinyl ether), and a cyano group, a carboxyl group or an alkoxycarbonyl group. It is a VdF rubber that is a copolymer with a monomer.
- VdF copolymerization ratio it is important for the VdF copolymerization ratio to exceed 20 mol% to improve the vulnerability at low temperatures.
- CF 2 CFO (CF 2 CFY 2 O) p - (CF 2 CF 2 CF 2 O) q -R f 5
- Y 2 represents a fluorine atom or —CF 3
- R f 5 represents a perfluoroalkyl group having 1 to 5 carbon atoms
- p represents an integer of 0 to 5
- q represents 0 to Represents an integer of 5.
- CFX CXOCF 2 OR (31) Wherein X is F or H; R is a linear or branched fluoroalkyl group having 1 to 6 carbon atoms, a cyclic fluoroalkyl group having 5 to 6 carbon atoms, or a fluorooxyalkyl group, provided that H , Cl, Br, or I may be included, and one or a combination of two or more may be used.
- perfluoro (methyl vinyl ether) and perfluoro (propyl vinyl ether) are preferable, and perfluoro (methyl vinyl ether) is particularly preferable.
- the copolymerization ratio between VdF and the specific perfluoroolefin may be VdF exceeding 20 mol%, and in particular, VdF consisting of 45 to 85 mol% of VdF and 55 to 15 mol% of the specific perfluoroolefin.
- VdF consisting of 45 to 85 mol% of VdF and 55 to 15 mol% of the specific perfluoroolefin.
- a rubber based on VdF consisting of 50 to 80 mol% of VdF and 50 to 20 mol% of a specific perfluoroolefin is more preferable.
- VdF and specific perfluoroolefins include VdF / HFP copolymer, VdF / HFP / TFE copolymer, VdF / PAVE copolymer, and VdF / TFE / PAVE copolymer. It is preferably at least one selected from the group consisting of a polymer, a VdF / HFP / PAVE copolymer, and a VdF / HFP / TFE / PAVE copolymer.
- the VdF / HFP copolymer preferably has a VdF / HFP composition of 45 to 85/55 to 15 mol%, more preferably 50 to 80/50 to 20 mol%, and still more preferably 60 to 80/40 to 20 mol%.
- the VdF / TFE / HFP copolymer preferably has a VdF / TFE / HFP composition of 40 to 80/10 to 35/10 to 35 mol%.
- the VdF / PAVE copolymer preferably has a VdF / PAVE composition of 65 to 90/35 to 10 mol%.
- the VdF / TFE / PAVE copolymer preferably has a VdF / TFE / PAVE composition of 40 to 80/3 to 40/15 to 35 mol%.
- the VdF / HFP / PAVE copolymer preferably has a VdF / HFP / PAVE composition of 65 to 90/3 to 25/3 to 25 mol%.
- the VdF / HFP / TFE / PAVE copolymer is preferably 40 to 90/0 to 25/0 to 40/3 to 35, preferably 40 to 80/3 to 25. More preferred is / 3 to 40/3 to 25 mol%.
- a monomer containing a cyano group, a carboxyl group or an alkoxycarbonyl group is 0.1 to 5 mol% based on the total amount of VdF and a specific perfluoroolefin, from the viewpoint of good crosslinking properties and heat resistance. Preferably, it is 0.3 to 3 mol%.
- CF 2 CFCF 2 R f 6 -X 1 (33) (Wherein R f 6 represents — (OCF 2 ) n —, — (OCF (CF 3 )) n — And n is an integer from 0 to 5)
- CF 2 CF (OCF 2 CF (CF 3 )) m O (CF 2 ) n -X 1 (34)
- m is an integer of 0 to 5
- n is an integer of 1 to 8.
- CF 2 CF (OCF 2 CF (CF 3 )) m -X 1 (35) (Where m is an integer from 1 to 5)
- X 1 represents a cyano group (—CN group), a carboxyl group (—COOH group), or an alkoxycarbonyl group (—COOR group, R represents a fluorine atom having 1 to 10 carbon atoms) And the like, and the like.
- VdF rubbers having specific crosslinkable groups can be produced by a conventional method.
- VdF rubber having a specific crosslinkable group has a Mooney viscosity (ML 1 + 10 (121 ° C.)) of 5 to 140, more preferably 5 to 120, and particularly 5 to 100 because of good processability. Is preferred.
- TFE / Pr rubber having specific crosslinkable group is a non-perfluoro having a TFE unit of 40 to 70 mol%, a Pr unit of 30 to 60 mol%, and a monomer unit having a cyano group, a carboxyl group or an alkoxycarbonyl group. It is rubber.
- VdF units and / or 0 to 15 mol% of PAVE units may be contained as necessary.
- the TFE unit is 40 to 70 mol%, preferably 50 to 65 mol%, and Pr and elastomer properties are obtained in this range.
- the Pr unit is 30 to 60 mol%, preferably 35 to 50 mol%, and elastomeric properties can be obtained in TFE and this range.
- Examples of the monomer having a cyano group, a carboxyl group, or an alkoxycarbonyl group include TFE / Pr having a specific crosslinkable group, including those described in the VdF rubber having a specific crosslinkable group. Can also be used for rubber.
- the VdF unit or PAVE unit which is an arbitrary unit, is up to 15 mol%, further up to 10 mol%, and if it exceeds this, the former is not preferable in terms of amine resistance and the latter is high in cost.
- the TFE / Pr rubber having a specific crosslinkable group has a Mooney viscosity (ML 1 + 10 (121 ° C.)) of 5 to 100.
- Mooney viscosity is less than 5, the vulcanizability is lowered and sufficient physical properties as a vulcanized rubber are not produced, and when it exceeds 100, the fluidity is lowered and the moldability tends to be deteriorated.
- a preferable Mooney viscosity (ML 1 + 10 (121 ° C.)) is 10 to 80.
- a TFE / Pr rubber having a specific crosslinkable group can be produced by an ordinary emulsion polymerization method.
- the polymerization rate of TFE and Pr is relatively slow, for example, when producing by a two-stage polymerization method (seed polymerization method). Can be manufactured efficiently.
- the amount of these oxazole-based, thiazole-based and imidazole-based crosslinking agents added is preferably 0.1 to 20 parts by mass, and 0.5 to 10 parts by mass with respect to 100 parts by mass of the specific fluororubber. More preferably. If the cross-linking agent is less than 0.1 parts by mass, there is a tendency that practically sufficient mechanical strength, heat resistance and chemical resistance cannot be obtained, and if it exceeds 20 parts by mass, it takes a long time to cross-link. The cross-linked product tends to be hard and not flexible.
- the addition amount of the crosslinking assistant (F) is usually based on 100 parts by mass of the specific fluororubber.
- the amount is 0.01 to 10 parts by mass, preferably 0.02 to 5 parts by mass, and more preferably 0.05 to 3 parts by mass.
- Triazine crosslinking system The triazine crosslinking system is a crosslinking system having a small compression set and excellent heat resistance. In the triazine crosslinking system, only the crosslinking aid (F) that initiates the crosslinking reaction is used.
- crosslinking aid (F) used in the triazine crosslinking system for example, in the above oxazole crosslinking system, thiazole crosslinking system and imidazole crosslinking system, it is a crosslinking aid that can be used together with the crosslinking agent (F1). Generates ammonia at 40 to 330 ° C.
- the compound to be made or (F2) inorganic nitride particles can be exemplified.
- the triazine crosslinking system is preferably a fluororubber in which at least one of the crosslinkable groups is a cyano group among the fluororubbers having a specific crosslinkable group targeted by the oxazole crosslinking system, thiazole crosslinking system, and imidazole crosslinking system.
- the addition amount of the ammonia generating compound (F1) may be appropriately selected depending on the amount of ammonia generated, but is usually 0.05 to 10 parts by mass with respect to 100 parts by mass of the cyano group-containing fluororubber.
- the amount is preferably 1 to 5 parts by mass, and more preferably 0.2 to 3 parts by mass. If the amount of the ammonia generating compound is too small, the crosslinking density is lowered, so that there is a tendency that the practically sufficient heat resistance and chemical resistance are not expressed. If the amount is too large, there is a concern of scorching and storage stability is deteriorated. Tend.
- the amount of the inorganic nitride particles (F2) added is 0.1 to 20 parts by weight, preferably 0.2 to 5 parts by weight, based on 100 parts by weight of the cyano group-containing fluororubber. It is more preferably 2 to 1 part by mass.
- the inorganic nitride particles (F2) are less than 0.1 parts by mass, the vulcanization density is low, and thus there is a tendency that practically sufficient heat resistance and chemical resistance are not exhibited. , There is a concern of scorching, and the storage stability tends to be poor.
- a peroxide crosslinking system a polyol crosslinking system, an oxazole crosslinking system, a thiazole crosslinking system, an imidazole crosslinking system, or a triazine crosslinking system is preferable as the crosslinking system, and a crosslinking agent (D) suitable for each crosslinking system, It is preferable to use a crosslinking accelerator (E) or a crosslinking assistant (F).
- a crosslinking agent of a peroxide crosslinking system an oxazole crosslinking system, a thiazole crosslinking system and an imidazole crosslinking system, or a triazine crosslinking system.
- a normal rubber compound such as a filler, a processing aid, a plasticizer, a colorant, an adhesion aid, an acid acceptor, a pigment, a flame retardant, and a lubricant as necessary for the fluororubber composition.
- Fillers include metal oxides such as calcium oxide, magnesium oxide, titanium oxide, and aluminum oxide; metal hydroxides such as magnesium hydroxide, aluminum hydroxide, and calcium hydroxide; magnesium carbonate, aluminum carbonate, calcium carbonate, carbonic acid Carbonates such as barium; silicates such as magnesium silicate, calcium silicate, sodium silicate, and aluminum silicate; sulfates such as aluminum sulfate, calcium sulfate, and barium sulfate; synthetic hydrotalcite; molybdenum disulfide, sulfide Metal sulfides such as iron and copper sulfide; diatomaceous earth, asbestos, lithopone (zinc sulfide / barium sulfide), graphite, carbon fluoride, calcium fluoride, coke, quartz fine powder, talc, mica powder, wollastonite, Carbon fiber, aramid fiber, various Isuka, glass fibers, organic reinforcing agents, organic fillers, polytetrafluoroethylene
- higher fatty acids such as stearic acid, oleic acid, palmitic acid and lauric acid; higher fatty acid salts such as sodium stearate and zinc stearate; higher fatty acid amides such as stearic acid amide and oleic acid amide; oleic acid Higher fatty acid esters such as ethyl; Petroleum waxes such as carnauba wax and ceresin wax; Polyglycols such as ethylene glycol, glycerin and diethylene glycol; Aliphatic hydrocarbons such as petrolatum and paraffin; Silicone oils, silicone polymers, low molecular weight polyethylene Phthalic acid esters, phosphoric acid esters, rosin, (halogenated) dialkylamines, surfactants, sulfone compounds, fluorine-based auxiliaries and the like.
- higher fatty acids such as stearic acid, oleic acid, palmitic acid and lauric acid
- higher fatty acid salts such as sodium
- the alkylamine compound blended in the kneading step such as the crosslinking agent may be the same as or different from the organic amine compound (C1) blended in the methods (1) and (2).
- the blending amount is preferably 0.1 to 3 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- blending an acid acceptor it may be the same as that of the acid acceptor (C2) mix
- the blending amount is preferably 0.1 to 3 parts by mass with respect to 100 parts by mass of the fluororubber (A).
- the cross-linking method of the fluororubber composition obtained by the production method of the present invention may be selected as appropriate.
- a normal cross-linking method such as an extrusion method, a press method, or an injection method can be employed.
- crosslinking to tubular forms, such as a hose the bridge
- a molding method such as extrusion molding or steaming molding can also be employed. If secondary crosslinking is required depending on the purpose of use of the crosslinked product, oven crosslinking may be further performed.
- the obtained cross-linked fluororubber also has a dynamic viscoelasticity test (measurement mode: tensile, distance between chucks: 20 mm, tensile strain: 1%, measurement frequency: 10 Hz, initial load: 157 cN, measurement temperature: 160 ° C.)
- the loss elastic modulus E ′′ is 400 kPa or more and 6000 kPa or less, the normal physical properties and the mechanical properties at high temperatures are particularly excellent.
- the lower limit is preferably 420 kPa, more preferably 430 kPa, and the upper limit is preferably 5900 kPa. More preferably, it is 5800 kPa.
- the obtained fluororubber crosslinked product has a dynamic viscoelasticity test (measurement mode: tension, distance between chucks: 20 mm, measurement temperature: 160 ° C., tensile strain: 1%, initial load: 157 cN, frequency: 10 Hz).
- the storage elastic modulus E ′ is more preferably 1500 kPa or more and 20000 kPa or less from the viewpoint of improvement in mechanical properties at high temperatures.
- the lower limit is preferably 1600 kPa, more preferably 1800 kPa, and the upper limit is preferably 19000 kPa, more preferably 18000 kPa.
- the crosslinked fluororubber has a tensile elongation at break of 100 to 700%, further 110% or more, particularly 120% or more, and 680% or less, particularly 650% or less at 160 ° C. This is preferable because it is suitable for use in an environment.
- the cross-linked fluororubber has a tensile breaking strength at 160 ° C. of 1 MPa or more, more preferably 1.5 MPa or more, particularly 2 MPa or more, and 30 MPa or less, particularly 28 MPa or less. This is preferable because it is suitable for use.
- the cross-linked fluororubber has a tear strength at 160 ° C. of 3 to 30 kN / m, further 4 kN / m or more, particularly 5 kN / m or more, 29 kN / m or less, particularly 28 kN / m or less. Is preferable because it is suitable for use in a high-temperature environment.
- the cross-linked fluororubber has a tensile elongation at break of 100 to 700%, further 110% or more, particularly 120% or more, and 680% or less, particularly 650% or less at 200 ° C. This is preferable because it is suitable for use in an environment.
- the cross-linked fluororubber has a tensile strength at 200 ° C. of 1 to 30 MPa, more preferably 1.5 MPa or more, particularly 2 MPa or more, and 29 MPa or less, particularly 28 MPa or less. It is preferable because it is suitable for use in the above.
- the tensile strength at break and tensile elongation at break are measured using a No. 6 dumbbell according to JIS-K6251.
- the cross-linked fluororubber has a tear strength at 200 ° C. of 3 to 30 kN / m, further 4 kN / m or more, particularly 5 kN / m or more, 29 kN / m or less, particularly 28 kN / m or less. Is preferable because it is suitable for use in a high-temperature environment.
- Fluoro rubber cross-linked product having such characteristics can be suitably used for various applications such as the following.
- Hose As the hose, a hose having a single-layer structure composed only of a cross-linked fluororubber obtained by cross-linking the fluororubber composition of the present invention may be used, or a multi-layer hose having a laminated structure with other layers It may be.
- Examples of the single-layered hose include an exhaust gas hose, an EGR hose, a turbocharger hose, a fuel hose, a brake hose, and an oil hose.
- Examples of the multi-layered hose include an exhaust gas hose, an EGR hose, a turbocharger hose, a fuel hose, a brake hose, and an oil hose.
- a turbo system is often installed in a diesel engine. By sending exhaust gas from the engine to the turbine and rotating it, the compressor connected to the turbine is moved to increase the compression ratio of the air supplied to the engine and improve the output. It is.
- This turbo system that uses the exhaust gas of the engine and obtains a high output leads to a reduction in the size of the engine, a reduction in fuel consumption of the automobile, and a cleaner exhaust gas.
- the turbocharger hose is used in the turbo system as a hose for sending compressed air to the engine.
- a rubber hose with excellent flexibility and flexibility is advantageous, and typically rubber with excellent heat aging resistance and oil resistance (especially fluororubber) )
- a hose having a multilayer structure in which the layer is an inner layer and silicone rubber or acrylic rubber is an outer layer is employed.
- the engine surroundings such as the engine room are exposed to high temperatures and are in a harsh environment where vibration is also applied, and not only heat aging resistance but also excellent mechanical properties at high temperatures are required.
- the hose satisfies these required characteristics at a high level by using a cross-linked fluororubber layer obtained by cross-linking the fluororubber composition of the present invention as a single layer and a multi-layer rubber layer.
- a turbocharger hose having characteristics can be provided.
- examples of the layer made of other materials include a layer made of other rubber, a layer made of a thermoplastic resin, various fiber reinforcing layers, a metal foil layer, and the like.
- acrylonitrile-butadiene rubber or its hydrogenated rubber blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber
- a rubber comprising at least one selected from the group consisting of EPDM and acrylic rubber is preferred, and acrylonitrile-butadiene rubber or hydrogenated rubber thereof, blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber More preferably, it is made of at least one rubber selected from the group consisting of:
- the thermoplastic resin is a heat composed of at least one selected from the group consisting of fluororesins, polyamide resins, polyolefin resins, polyester resins, polyvinyl alcohol resins, polyvinyl chloride resins, and polyphenylene sulfide resins.
- a plastic resin is preferable, and a thermoplastic resin made of at least one selected from the group consisting of a fluororesin, a polyamide resin, a polyvinyl alcohol resin, and a polyphenylene sulfide resin is more preferable.
- surface treatment may be performed as necessary.
- the type of the surface treatment is not particularly limited as long as it is a treatment method that enables adhesion.
- discharge treatment such as plasma discharge treatment or corona discharge treatment, wet metal sodium / naphthalene liquid treatment Etc.
- a primer treatment is also suitable as the surface treatment.
- Primer treatment can be performed according to a conventional method. When the primer treatment is applied, the surface of the fluororubber that has not been surface-treated can be treated, but if the primer treatment is further performed after plasma discharge treatment, corona discharge treatment, metal sodium / naphthalene liquid treatment, etc. are performed in advance. Is more effective.
- the hose using the crosslinked product of the present invention can be suitably used in the following fields.
- hoses such as an apparatus, an oxidation diffusion apparatus, a sputtering apparatus, an ashing apparatus, a cleaning apparatus, an ion implantation apparatus, and an exhaust apparatus.
- the automotive field it can be used as a peripheral device for engines and automatic transmissions, and can be used as a turbocharger hose, EGR hose, exhaust gas hose, fuel hose, oil hose, brake hose, and the like.
- sealing material can be suitably used in the following fields.
- engine body main motion system, valve system, lubricant / cooling system, fuel system, intake / exhaust system; drive system transmission system; chassis steering system; brake system; Gaskets that require heat resistance, oil resistance, fuel oil resistance, engine cooling antifreeze resistance, steam resistance, non-contact type and contact type packing (self-sealing packing) , Piston rings, split ring packings, mechanical seals, oil seals, etc.).
- the sealing material used in the engine body of the automobile engine is not particularly limited.
- a sealing material etc. are mentioned.
- the seal material used in the main motion system of the automobile engine is not particularly limited, and examples thereof include a shaft seal such as a crankshaft seal and a camshaft seal.
- the seal material used in the valve system of an automobile engine is not particularly limited, and examples thereof include a valve stem oil seal for an engine valve and a valve seat for a butterfly valve.
- the sealant used in the lubricant / cooling system for automobile engines is not particularly limited, and examples thereof include engine oil cooler seal gaskets.
- the sealing material used in the engine fuel system for automobiles is not particularly limited.
- fuel injection such as an oil seal of a fuel pump, a filler seal of a fuel tank, a tank packing, a connector O link of a fuel tube, etc.
- EGR sealing materials such as an injector cushion ring, an injector seal ring, an injector O-ring, and a carburetor flange gasket.
- the sealing material used for the intake / exhaust system of the automobile engine is not particularly limited.
- the intake manifold packing of the manifold, the exhaust manifold packing, the throttle body packing of the throttle, the turbine shaft seal of the turbo charge, etc. is not particularly limited.
- the intake manifold packing of the manifold, the exhaust manifold packing, the throttle body packing of the throttle, the turbine shaft seal of the turbo charge, etc. is mentioned.
- the seal material used in the transmission system for automobiles is not particularly limited, and examples thereof include bearing seals, oil seals, O-rings and packings for transmissions, and O-rings and packings for automatic transmissions. It is done.
- the sealing material used in the brake system for automobiles is not particularly limited.
- oil seals, O-rings, packing, etc. master cylinder piston cups (rubber cups), caliper seals, boots, etc. Is mentioned.
- the sealing material used for the electrical equipment for automobiles is not particularly limited, and examples thereof include an O-ring and packing of a car air conditioner.
- the sealing material it is particularly suitable for a sensor sealing material (bush), and further suitable for an oxygen sensor sealing material, a nitrogen oxide sensor sealing material, a sulfur oxide sensor sealing material, and the like.
- the O-ring may be a square ring.
- Applications other than the automotive field are not particularly limited, and include aircraft field, rocket field, ship field, oil field drilling field (for example, packer seals, MWD seals, LWD seals, etc.), chemicals such as plants, pharmaceuticals, etc.
- oil-resistant, chemical-resistant, heat-resistant, steam- or weather-resistant packings, O-rings, and other sealing materials in transportation such as ships and aircraft; similar packing, O-rings, sealing materials in oilfield drilling; Packing, O-rings, sealing materials for food plants, and similar packings, O-rings, sealing materials for food plant equipment (including household products); similar packings, O-rings, sealing materials for nuclear plant equipment; The same packing, O-ring, sealing material and the like can be mentioned.
- belt material for power transmission belts (including flat belts, V-belts, V-ribbed belts, toothed belts, etc.) and conveyor belts (conveyor belts).
- semiconductor manufacturing related fields such as semiconductor manufacturing equipment, liquid crystal panel manufacturing equipment, plasma panel manufacturing equipment, plasma addressed liquid crystal panels, field emission display panels, solar cell substrates, CVD equipment, dry etching equipment exposed to high temperature environments, It can be used for belt materials such as a wet etching apparatus, an oxidation diffusion apparatus, a sputtering apparatus, an ashing apparatus, a cleaning apparatus, an ion implantation apparatus, and an exhaust apparatus.
- Examples of the flat belt include flat belts used for various high temperature parts such as around an engine of an agricultural machine, a machine tool, an industrial machine, and the like.
- conveyor belts for example, conveyor belts for conveying loose and granular materials such as coal, crushed stone, earth and sand, ore, and wood chips in a high temperature environment
- conveyor belts used in steelworks such as blast furnaces
- precision Examples include conveyor belts in applications exposed to high-temperature environments in equipment assembly factories, food factories, and the like.
- Examples of the V belt and V ribbed belt include agricultural machinery, general equipment (OA equipment, printing machines, commercial dryers, etc.), automobile V belts, and V ribbed belts.
- the toothed belt examples include a toothed belt such as a power transmission belt of a transfer robot, a food machine, and a power transmission belt of a machine tool. Can be mentioned. In particular, a timing belt is mentioned as a toothed belt for automobiles.
- examples of the layer made of another material include a layer made of other rubber, a layer made of a thermoplastic resin, various fiber reinforcement layers, a canvas, and a metal foil layer.
- acrylonitrile-butadiene rubber or its hydrogenated rubber blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber
- a rubber comprising at least one selected from the group consisting of EPDM and acrylic rubber is preferred, and acrylonitrile-butadiene rubber or hydrogenated rubber thereof, blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber More preferably, it is made of at least one rubber selected from the group consisting of:
- the thermoplastic resin is a heat composed of at least one selected from the group consisting of fluororesins, polyamide resins, polyolefin resins, polyester resins, polyvinyl alcohol resins, polyvinyl chloride resins, and polyphenylene sulfide resins.
- a plastic resin is preferable, and a thermoplastic resin made of at least one selected from the group consisting of a fluororesin, a polyamide resin, a polyvinyl alcohol resin, and a polyphenylene sulfide resin is more preferable.
- surface treatment may be performed as necessary.
- the type of the surface treatment is not particularly limited as long as it is a treatment method that enables adhesion.
- discharge treatment such as plasma discharge treatment or corona discharge treatment, wet metal sodium / naphthalene liquid treatment Etc.
- a primer treatment is also suitable as the surface treatment.
- Primer treatment can be performed according to a conventional method. When the primer treatment is applied, the surface of the fluororubber that has not been surface-treated can be treated, but if the primer treatment is further performed after plasma discharge treatment, corona discharge treatment, metal sodium / naphthalene liquid treatment, etc. are performed in advance. Is more effective.
- the fluorororubber cross-linked product of the present invention satisfies the required characteristics for anti-vibration rubber at a high level by using it as a rubber layer of a single layer and a multilayer structure in anti-vibration rubber.
- An anti-vibration rubber for automobiles having characteristics can be provided.
- examples of the layer made of other materials include a layer made of other rubber, a layer made of thermoplastic resin, various fiber reinforced layers, a metal foil layer, and the like. .
- acrylonitrile-butadiene rubber or its hydrogenated rubber blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber
- a rubber comprising at least one selected from the group consisting of EPDM and acrylic rubber is preferred, and acrylonitrile-butadiene rubber or hydrogenated rubber thereof, blend rubber of acrylonitrile-butadiene rubber and polyvinyl chloride, fluorine rubber, epichlorohydrin rubber More preferably, it is made of at least one rubber selected from the group consisting of:
- the thermoplastic resin is a heat composed of at least one selected from the group consisting of fluororesins, polyamide resins, polyolefin resins, polyester resins, polyvinyl alcohol resins, polyvinyl chloride resins, and polyphenylene sulfide resins.
- a plastic resin is preferable, and a thermoplastic resin made of at least one selected from the group consisting of a fluororesin, a polyamide resin, a polyvinyl alcohol resin, and a polyphenylene sulfide resin is more preferable.
- surface treatment may be performed as necessary.
- the type of the surface treatment is not particularly limited as long as it is a treatment method that enables adhesion.
- discharge treatment such as plasma discharge treatment or corona discharge treatment, wet metal sodium / naphthalene liquid treatment Etc.
- a primer treatment is also suitable as the surface treatment.
- Primer treatment can be performed according to a conventional method. When the primer treatment is applied, the surface of the fluororubber that has not been surface-treated can be treated, but if the primer treatment is further performed after plasma discharge treatment, corona discharge treatment, metal sodium / naphthalene liquid treatment, etc. are performed in advance. Is more effective.
- the fluororubber crosslinked product of the present invention can be suitably used for the following diaphragms.
- applications of automobile engines include diaphragms such as fuel systems, exhaust systems, brake systems, drive systems, and ignition systems that require heat resistance, oxidation resistance, fuel resistance, low gas permeability, and the like.
- Examples of the diaphragm used in the fuel system of an automobile engine include a fuel pump diaphragm, a carburetor diaphragm, a pressure regulator diaphragm, a pulsation damper diaphragm, an ORVR diaphragm, a canister diaphragm, and an auto fuel cock diaphragm.
- Examples of the diaphragm used in the exhaust system of the automobile engine include a waste gate diaphragm, an actuator diaphragm, an EGR diaphragm, and the like.
- Examples of the diaphragm used for the brake system of the automobile engine include an air brake diaphragm.
- Examples of the diaphragm used in the drive system of the automobile engine include an oil pressure diaphragm.
- Examples of the diaphragm used in the ignition system of the automobile engine include a distributor diaphragm.
- Diaphragms for industrial equipment diaphragms for control equipment, diaphragms for water supply, diaphragms used for pumps supplying hot water for hot water supply, diaphragms for high-temperature steam, diaphragms for semiconductor devices (for example, transfer of chemicals used in manufacturing processes, etc.)
- Diaphragms for food processing equipment diaphragms for liquid storage tanks, diaphragms for pressure switches, diaphragms used in oil exploration and oil drilling applications (for example, diaphragms for supplying lubricating oil such as oil drilling bits), gas water heaters, Gas meter Gas appliance diaphragm of the accumulator diaphragm, air spring diaphragm such as a suspension,
- Dynamic viscoelasticity test (A) Dynamic viscoelasticity measurement at the time of non-crosslinking (shear elastic modulus G ′) Method of measuring difference ⁇ G ′ between shear modulus G ′ (1%) when dynamic strain is 1% and shear modulus G ′ (100%) when dynamic strain is 100% Using a rubber process analyzer (model: RPA2000) manufactured by Alpha Technologies, the dynamic viscoelasticity is measured at 100 ° C. and 1 Hz.
- B Dynamic viscoelasticity measurement of crosslinked product (storage elastic modulus E ′ and loss elastic modulus E ′′) Measuring device: Dynamic viscoelasticity measuring device DVA-220 manufactured by IT Measurement Control Co., Ltd. Measurement conditions Specimen: 3mm wide x 2mm thick rectangular cross-linked rubber Measurement mode: tension Distance between chucks: 20mm Measurement temperature: 160 ° C Tensile strain: 1% Initial weight: 157 cN Frequency: 10Hz
- Tensile breaking strength, tensile breaking elongation RTA-1T manufactured by Orientec Co., Ltd. and AG-I manufactured by Shimadzu Corporation are used as test machines.
- the tensile breaking strength and tensile breaking elongation are measured using a dumbbell of No. 6 with a tensile speed of 500 mm / min set to 50 mm between chucks. Measurement temperature shall be 25 degreeC and 160 degreeC.
- Mooney viscosity (ML 1 + 10 (100 ° C.) Mooney viscosity was measured in accordance with ASTM-D1646 and JIS K6300. The measurement temperature is 100 ° C.
- Organic amine compound (C1): Stearylamine (Farmin 86T) (manufactured by Kao Corporation)
- Example 1 Using a kneading machine (MixLabo 0.5L manufactured by Moriyama Co., Ltd., rotor diameter: 6.6 cm, tip clearance: 0.05 cm), the front rotor rotation speed: 60 rpm, the back rotor rotation speed: 50 rpm, and fluorine 100 parts by mass of rubber (A1) is kneaded with 20 parts by mass of carbon black (B1), 0.5 parts by mass of stearylamine (C1) and 1.0 parts by mass of zinc oxide (F1), and a fluororubber precompound (NP) is added. Prepared. The maximum temperature of the discharged kneaded material was 175 ° C.
- the fluororubber full compound prepared in Example 1 was pressed at 170 ° C. for 30 minutes for crosslinking, and further oven-crosslinked at 200 ° C. for 1 hour to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- Example 2 Using a kneading machine (MixLabo 0.5L manufactured by Moriyama Co., Ltd., rotor diameter: 6.6 cm, tip clearance: 0.05 cm), the front rotor rotation speed: 60 rpm, the back rotor rotation speed: 50 rpm, and fluorine 100 parts by mass of rubber (A1) is kneaded with 20 parts by mass of carbon black (B1), 2.0 parts by mass of stearylamine (C1) and 1.0 part by mass of zinc oxide (F1), and a fluororubber pre-compound (NP) is added. Prepared. The maximum temperature of the discharged kneaded material was 163 ° C.
- the fluororubber full compound prepared in Example 2 was pressed at 170 ° C. for 30 minutes for crosslinking, and further oven-crosslinked at 200 ° C. for 1 hour to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- Example 3 Using a kneading machine (MixLabo 0.5L manufactured by Moriyama Co., Ltd., rotor diameter: 6.6 cm, tip clearance: 0.05 cm), the front rotor rotation speed: 60 rpm, the back rotor rotation speed: 50 rpm, and fluorine 100 parts by mass of rubber (A1) is kneaded with 20 parts by mass of carbon black (B1), 0.5 parts by mass of stearylamine (C1), 2.0 parts by mass of zinc oxide (F1), and a fluororubber pre-compound (NP) is added. Prepared. The maximum temperature of the discharged kneaded material was 162 ° C.
- the fluororubber full compound prepared in Example 3 was pressed at 170 ° C. for 30 minutes for crosslinking, and further oven-crosslinked at 200 ° C. for 1 hour to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- Example 4 Using a kneading machine (MixLabo 0.5L manufactured by Moriyama Co., Ltd., rotor diameter: 6.6 cm, tip clearance: 0.05 cm), the front rotor rotation speed: 60 rpm, the back rotor rotation speed: 50 rpm, and fluorine 20 parts by mass of carbon black (B1) and 0.5 parts by mass of stearylamine (C1) were kneaded with 100 parts by mass of rubber (A1) to prepare a fluororubber pre-compound (NP). The maximum temperature of the discharged kneaded material was 160 ° C.
- the fluororubber full compound prepared in Example 4 was pressed at 170 ° C. for 30 minutes for crosslinking, and further oven-crosslinked at 200 ° C. for 1 hour to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- Example 5 Using a kneading machine (MixLabo 0.5L manufactured by Moriyama Co., Ltd., rotor diameter: 6.6 cm, tip clearance: 0.05 cm), the front rotor rotation speed: 60 rpm, the back rotor rotation speed: 50 rpm, and fluorine 30 parts by mass of carbon black (B1), 1.0 part by mass of zinc oxide (F1) and 0.5 part by mass of stearylamine (C1) are kneaded with 100 parts by mass of rubber (A1), and a fluororubber pre-compound (NP) is added. Prepared. The maximum temperature of the discharged kneaded material was 208 ° C.
- the fluororubber full compound prepared in Example 5 was subjected to crosslinking by pressing at 160 ° C. for 60 minutes to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- Example 6 In Example 1, a fluororubber pre-compound (NP) was prepared by kneading under the same conditions as in Example 1 except that stearylamine (C1) was not blended in the preparation of the fluororubber pre-compound (NP). The maximum temperature of the discharged kneaded material was 168 ° C.
- the fluororubber full compound prepared in Example 6 was pressed at 170 ° C. for 30 minutes for crosslinking, and further oven-crosslinked at 200 ° C. for 1 hour to produce a sheet-like test piece having a thickness of 2 mm as a crosslinked product.
- the tensile strength at break and tensile elongation at 25 ° C. were measured. Further, the tensile breaking strength and tensile breaking elongation at 160 ° C. were measured, and a high temperature tensile repeated test was conducted. The results are shown in Table 1. Furthermore, the dynamic viscoelasticity measurement of the obtained crosslinked product was performed. The results are shown in Table 1.
- the fluororubber full compound prepared in Comparative Example 1 was subjected to crosslinking by pressing at 170 ° C. for 30 minutes, but the sheet could not be formed by under cure.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Sealing Material Composition (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Abstract
耐熱性だけではなく、高温時の機械物性にも優れた架橋物を与えるフッ素ゴム組成物の製造方法を提供する。フッ素ゴム組成物を製造する方法であって、該製造方法は、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程を含み、該工程における混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度が夫々80~220℃であるフッ素ゴム組成物の製造方法。
Description
(関連出願への相互参照)
本願は、本明細書において全体にわたって参照として組み込まれた2010年8月25日出願の米国仮特許出願第61/377,009号の35U.S.C.§119(e)に基づく利益を請求する。
本願は、本明細書において全体にわたって参照として組み込まれた2010年8月25日出願の米国仮特許出願第61/377,009号の35U.S.C.§119(e)に基づく利益を請求する。
本発明は、高温時の機械物性に優れた架橋物を与えるフッ素ゴム組成物の製造方法に関する。
フッ素ゴムは耐薬品性、耐油性、耐熱性に優れて、高温において良好な耐圧縮永久歪み性を有することが知られているが、高温時の機械物性、たとえば熱時強度、熱時伸びなどの向上が近年望まれており、たとえば100℃を超える高温環境下でフッ素ゴム架橋物を使用する場合、耐熱性だけではなく、高温時の機械特性にも優れた耐久性に富むことが求められる。
たとえば、圧縮永久歪み改善の観点からは、特許文献1に示されるような組成物が提案されているが、室温伸びが小さいので、熱時伸びについては更に小さくなると予想される。また、熱時伸びの改善としては、特許文献2に示されているが、更に苛酷な使用環境下では耐えうるような物性ではない。高温時強度の改善としては、特許文献3に示されているように、フッ素ゴムと含フッ素熱可塑性エラストマーの組合せが例示されているが、室温伸びが小さいので、熱時伸びについては更に小さくなると予想される。
本発明は、耐熱性だけではなく、高温時の機械物性にも優れた架橋物を与えるフッ素ゴム組成物の製造方法を提供することを目的とする。
すなわち本発明は、予め、有機アミン化合物(C1)および/または受酸剤(C2)の存在下で、フッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練するフッ素ゴム組成物の製造方法に関する。
言い換えれば、本発明は、フッ素ゴム組成物を製造する方法であって、該製造方法は、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程を含み、該工程における混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度が夫々80~220℃であることを特徴とするフッ素ゴム組成物の製造方法に関する。
言い換えれば、本発明は、フッ素ゴム組成物を製造する方法であって、該製造方法は、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程を含み、該工程における混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度が夫々80~220℃であることを特徴とするフッ素ゴム組成物の製造方法に関する。
カーボンブラック(B)としては、窒素吸着比表面積(N2SA)が5~180m2/gであって、ジブチルフタレート(DBP)吸油量が40~180ml/100gであるカーボンブラックが好ましい。
フッ素ゴム(A)としては、フッ化ビニリデン系共重合体ゴム、テトラフルオロエチレン/パーフルオロ(アルキルビニルエーテル)系共重合体ゴム、またはテトラフルオロエチレン/プロピレン系共重合体ゴムが、耐熱性(耐熱老化性)、耐油性が良好な点から好ましい。
フッ素ゴム(A)100質量部に対するカーボンブラック(B)の配合量は5~50質量部であることが好ましい。
フッ素ゴム(A)100質量部に対する有機アミン化合物(C1)および/または受酸剤(C2)の配合量は0.01~10質量部であることが好ましい。
フッ素ゴム組成物は、ラバープロセスアナライザ(RPA)による動的粘弾性試験(測定周波数:1Hz、測定温度:100℃)において、未架橋時の動的歪み1%時の剪断弾性率G’(1%)および動的歪み100%時の剪断弾性率G’(100%)の差δG’(G’(1%)-G’(100%))が、120kPa以上3,000kPa以下であることが好ましい。
本発明によれば、耐熱性だけではなく、高温時の機械物性にも優れた架橋物を与えるフッ素ゴム組成物の製造方法を提供することができる。
本発明のフッ素ゴム組成物の製造方法では、予め、有機アミン化合物(C1)および/または受酸剤(C2)の存在下で、フッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練して、フッ素ゴム組成物を得る。すなわち、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程を経て、フッ素ゴム組成物を得る。該工程においては、混練時の混練物の最高温度Tmが80~220℃に制御され、混練物が排出される際にも、最高温度が80~220℃となるように制御されている。なお、本願発明の製造方法は、このような、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程であって、混練時の混練物の最高温度Tm及び排出時の混練物の最高温度が夫々80~220℃である工程を含む限り、更にその他の工程を含んでいてもよい。
まず各成分について説明する。
(A)フッ素ゴム
本発明に用いるフッ素ゴム(A)としては、たとえばテトラフルオロエチレン(TFE)、フッ化ビニリデン(VdF)および式(1):
CF2=CF-Rf a (1)
(式中、Rf aは-CF3または-ORf b(Rf bは炭素数1~5のパーフルオロアルキル基))で表されるパーフルオロエチレン性不飽和化合物(たとえばヘキサフルオロプロピレン(HFP)、パーフルオロ(アルキルビニルエーテル)(PAVE)など)よりなる群から選ばれる少なくとも1種の単量体に由来する構造単位を含むことが好ましい。
本発明に用いるフッ素ゴム(A)としては、たとえばテトラフルオロエチレン(TFE)、フッ化ビニリデン(VdF)および式(1):
CF2=CF-Rf a (1)
(式中、Rf aは-CF3または-ORf b(Rf bは炭素数1~5のパーフルオロアルキル基))で表されるパーフルオロエチレン性不飽和化合物(たとえばヘキサフルオロプロピレン(HFP)、パーフルオロ(アルキルビニルエーテル)(PAVE)など)よりなる群から選ばれる少なくとも1種の単量体に由来する構造単位を含むことが好ましい。
別の観点からは、フッ素ゴムとしては、非パーフルオロフッ素ゴムおよびパーフルオロフッ素ゴムが好ましい。
非パーフルオロフッ素ゴムとしては、フッ化ビニリデン(VdF)系フッ素ゴム、テトラフルオロエチレン(TFE)/プロピレン(Pr)系フッ素ゴム、テトラフルオロエチレン(TFE)/プロピレン(Pr)/ビニリデンフルオライド(VdF)系フッ素ゴム、エチレン/ヘキサフルオロプロピレン(HFP)系フッ素ゴム、エチレン(Et)/ヘキサフルオロプロピレン(HFP)/ビニリデンフルオライド(VdF)系フッ素ゴム、エチレン(Et)/ヘキサフルオロプロピレン(HFP)/テトラフルオロエチレン(TFE)系フッ素ゴム、フルオロシリコーン系フッ素ゴム、またはフルオロホスファゼン系フッ素ゴムなどが挙げられ、これらをそれぞれ単独で、または本発明の効果を損なわない範囲で任意に組み合わせて用いることができる。これらの中でも、VdF系フッ素ゴム、TFE/Pr系ゴム、TFE/Pr/VdF系ゴムが、耐熱老化性、耐油性が良好な点からより好適である。
上記VdF系ゴムは、VdF繰り返し単位が、VdF繰り返し単位とその他の共単量体に由来する繰り返し単位との合計モル数の20モル%以上、90モル%以下が好ましく、40モル%以上、85モル%以下であることがより好ましい。更に好ましい下限は45モル%、特に好ましい下限は50モル%であり、更に好ましい上限は80モル%である。
そして、上記VdF系ゴムにおける共単量体としてはVdFと共重合可能であれば特に限定されず、たとえば、TFE、HFP、PAVE、クロロトリフルオロエチレン(CTFE)、トリフルオロエチレン、トリフルオロプロピレン、テトラフルオロプロピレン、ペンタフルオロプロピレン、トリフルオロブテン、テトラフルオロイソブテン、ヘキサフルオロイソブテン、フッ化ビニル、ヨウ素含有フッ素化ビニルエーテル、一般式(2)
CH2=CFRf (2)
(式中、Rfは炭素数1~12の直鎖または分岐したフルオロアルキル基)で表される含フッ素単量体などのフッ素含有単量体;エチレン(Et)、プロピレン(Pr)、アルキルビニルエーテル等のフッ素非含有単量体、架橋性基(キュアサイト)を与える単量体、および反応性乳化剤などが挙げられ、これらの単量体や化合物のなかから1種または2種以上を組み合わせて用いることができる。
CH2=CFRf (2)
(式中、Rfは炭素数1~12の直鎖または分岐したフルオロアルキル基)で表される含フッ素単量体などのフッ素含有単量体;エチレン(Et)、プロピレン(Pr)、アルキルビニルエーテル等のフッ素非含有単量体、架橋性基(キュアサイト)を与える単量体、および反応性乳化剤などが挙げられ、これらの単量体や化合物のなかから1種または2種以上を組み合わせて用いることができる。
前記PAVEとしては、パーフルオロ(メチルビニルエーテル)(PMVE)、パーフルオロ(プロピルビニルエーテル)(PPVE)がより好ましく、特にPMVEが好ましい。
また、前記PAVEとして、式:CF2=CFOCF2ORf
c
(式中、Rf cは炭素数1~6の直鎖または分岐状パーフルオロアルキル基、炭素数5~6の環式パーフルオロアルキル基、1~3個の酸素原子を含む炭素数2~6の直鎖または分岐状パーフルオロオキシアルキル基である)で表されるパーフルオロビニルエーテルを用いてもよく、CF2=CFOCF2OCF3、CF2=CFOCF2OCF2CF3、または、CF2=CFOCF2OCF2CF2OCF3を用いることが好ましい。
(式中、Rf cは炭素数1~6の直鎖または分岐状パーフルオロアルキル基、炭素数5~6の環式パーフルオロアルキル基、1~3個の酸素原子を含む炭素数2~6の直鎖または分岐状パーフルオロオキシアルキル基である)で表されるパーフルオロビニルエーテルを用いてもよく、CF2=CFOCF2OCF3、CF2=CFOCF2OCF2CF3、または、CF2=CFOCF2OCF2CF2OCF3を用いることが好ましい。
上記式(2)で表される含フッ素単量体としては、Rfが直鎖のフルオロアルキル基である単量体が好ましく、Rfが直鎖のパーフルオロアルキル基である単量体がより好ましい。Rfの炭素数は1~6であることが好ましい。上記式(2)で表される含フッ素単量体としては、CH2=CFCF3、CH2=CFCF2CF3、CH2=CFCF2CF2CF3、CH2=CFCF2CF2CF2CF3などが挙げられ、なかでも、CH2=CFCF3で示される2,3,3,3-テトラフルオロプロピレンが好ましい。
上記VdF系ゴムとしては、VdF/HFP共重合体、VdF/TFE/HFP共重合体、VdF/CTFE共重合体、VdF/CTFE/TFE共重合体、VdF/PAVE共重合体、VdF/TFE/PAVE共重合体、VdF/HFP/PAVE共重合体、VdF/HFP/TFE/PAVE共重合体、VdF/TFE/プロピレン(Pr)共重合体、VdF/エチレン(Et)/HFP共重合体及びVdF/式(2)で表される含フッ素単量体の共重合体からなる群より選択される少なくとも1種の共重合体が好ましく、また、VdF以外の他の共単量体として、TFE、HFP及びPAVEからなる群より選択される少なくとも1種の共単量体を有するものであることがより好ましい。このなかでも、VdF/HFP共重合体、VdF/TFE/HFP共重合体、VdF/式(2)で表される含フッ素単量体の共重合体、VdF/PAVE共重合体、VdF/TFE/PAVE共重合体、VdF/HFP/PAVE共重合体及びVdF/HFP/TFE/PAVE共重合体からなる群より選択される少なくとも1種の共重合体が好ましく、VdF/HFP共重合体、VdF/HFP/TFE共重合体、VdF/式(2)で表される含フッ素単量体の共重合体及びVdF/PAVE共重合体からなる群より選択される少なくとも1種の共重合体がより好ましく、VdF/HFP共重合体、VdF/式(2)で表される含フッ素単量体の共重合体及びVdF/PAVE共重合体からなる群より選択される少なくとも1種の共重合体が特に好ましい。
VdF/HFP共重合体は、VdF/HFPの組成が、(45~85)/(55~15)(モル%)であることが好ましく、より好ましくは(50~80)/(50~20)(モル%)であり、更に好ましくは(60~80)/(40~20)(モル%)である。
VdF/TFE/HFP共重合体は、VdF/TFE/HFPの組成が(30~80)/(4~35)/(10~35)(モル%)のものが好ましい。
VdF/PAVE共重合体としては、VdF/PAVEの組成が(65~90)/(35~10)(モル%)のものが好ましい。
VdF/TFE/PAVE共重合体としては、VdF/TFE/PAVEの組成が(40~80)/(3~40)/(15~35)(モル%)のものが好ましい。
VdF/HFP/PAVE共重合体としては、VdF/HFP/PAVEの組成が(65~90)/(3~25)/(3~25)(モル%)のものが好ましい。
VdF/HFP/TFE/PAVE共重合としては、VdF/HFP/TFE/PAVEの組成が(40~90)/(0~25)/(0~40)/(3~35)(モル%)のものが好ましく、(40~80)/(3~25)/(3~40)/(3~25)(モル%)のものがより好ましい。
VdF/式(2)で表される含フッ素単量体(2)系共重合体としては、VdF/含フッ素単量体(2)単位のモル%比が85/15~20/80であり、VdFおよび含フッ素単量体(2)以外の他の単量体単位が全単量体単位の0~50モル%のものが好ましく、VdF/含フッ素単量体(2)単位のモル%比が80/20~20/80であることがより好ましい。またVdF/含フッ素単量体(2)単位のモル%比が85/15~50/50であり、VdFおよび含フッ素単量体(2)以外他の単量体単位が全単量体単位の1~50モル%であるものも好ましい。VdFおよび含フッ素単量体(2)以外の他の単量体としては、TFE、HFP、PMVE、パーフルオロエチルビニルエーテル(PEVE)、PPVE、CTFE、トリフルオロエチレン、ヘキサフルオロイソブテン、フッ化ビニル、エチレン(Et)、プロピレン(Pr)、アルキルビニルエーテル、架橋性基を与える単量体、および反応性乳化剤などの上記VdFの共単量体として例示した単量体が好ましく、なかでもPMVE、CTFE、HFP、TFEであることがより好ましい。
TFE/プロピレン(Pr)系フッ素ゴムとは、TFE45~70モル%、プロピレン(Pr)55~30モル%からなる含フッ素共重合体をいう。これら2成分に加えて、特定の第3成分(たとえばPAVE)を0~40モル%含んでいてもよい。
エチレン(Et)/HFP共重合体としては、Et/HFPの組成が、(35~80)/(65~20)(モル%)であることが好ましく、(40~75)/(60~25)(モル%)がより好ましい。
Et/HFP/TFE共重合体は、Et/HFP/TFEの組成が、(35~75)/(25~50)/(0~15)(モル%)であることが好ましく、(45~75)/(25~45)/(0~10)(モル%)がより好ましい。
パーフルオロフッ素ゴムとしては、TFE/PAVEからなるものなどが挙げられる。TFE/PAVEの組成は、(50~90)/(50~10)(モル%)であることが好ましく、より好ましくは、(50~80)/(50~20)(モル%)であり、更に好ましくは、(55~75)/(45~25)(モル%)である。
この場合のPAVEとしては、たとえばPMVE、PPVEなどが挙げられ、これらをそれぞれ単独で、または任意に組み合わせて用いることができる。
フッ素ゴム(A)は数平均分子量Mn5000~500000のものが好ましく、10000~500000のものが更に好ましく、特に20000~500000のものが好ましい。
また、たとえばフッ素ゴム組成物の粘度を低くしたい場合などでは、上記のフッ素ゴム(A)に他のフッ素ゴムをブレンドしてもよい。他のフッ素ゴムとしては、低分子量液状フッ素ゴム(数平均分子量1000以上)、数平均分子量が10000程度の低分子量フッ素ゴム、更には数平均分子量が100000~200000程度のフッ素ゴムなどが挙げられる。
加工性の観点から、フッ素ゴム(A)は100℃におけるムーニー粘度が20~200、更には30~180の範囲にあることが好ましい。ムーニー粘度は、ASTM-D1646およびJIS K6300に準拠して測定する。
以上説明した非パーフルオロフッ素ゴムおよびパーフルオロフッ素ゴムは、乳化重合、懸濁重合、溶液重合などの常法により製造することができる。特にヨウ素(臭素)移動重合として知られるヨウ素(臭素)化合物を使用した重合法によれば、分子量分布が狭いフッ素ゴムを製造できる。
前記非パーフルオロフッ素ゴムやパーフルオロフッ素ゴムとして例示したものは主単量体の構成であり、架橋性基を与える単量体を共重合したものも好適に用いることができる。架橋性基を与える単量体としては、製造法や架橋系に応じて適切な架橋性基を導入できるものであればよく、たとえばヨウ素原子、臭素原子、炭素-炭素二重結合、シアノ基、カルボキシル基、水酸基、アミノ基、エステル基などを含む公知の重合性化合物、連鎖移動剤などが挙げられる。
好ましい架橋性基を与える単量体としては、
一般式(3):
CY1 2=CY2Rf 2X1 (3)
(式中、Y1、Y2はフッ素原子、水素原子または-CH3;Rf 2は1個以上のエーテル結合性酸素原子を有していてもよく、芳香環を有していてもよい、水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基;X1はヨウ素原子または臭素原子)
で示される化合物が挙げられる。具体的には、たとえば、一般式(4):
CY1 2=CY2Rf 3CHR1-X1 (4)
(式中、Y1、Y2、X1は前記同様であり、Rf 3は1個以上のエーテル結合性酸素原子を有していてもよく水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基、すなわち水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基、水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素オキシアルキレン基、または水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素ポリオキシアルキレン基;R1は水素原子またはメチル基)
で示されるヨウ素含有モノマー、臭素含有モノマー、一般式(5)~(22):
CY4 2=CY4(CF2)n-X1 (5)
(式中、Y4は、同一又は異なり、水素原子またはフッ素原子、nは1~8の整数)
CF2=CFCF2Rf 4-X1 (6)
(式中、

であり、nは0~5の整数)
CF2=CFCF2(OCF(CF3)CF2)m
(OCH2CF2CF2)nOCH2CF2-X1 (7)
(式中、mは0~5の整数、nは0~5の整数)
CF2=CFCF2(OCH2CF2CF2)m
(OCF(CF3)CF2)nOCF(CF3)-X1 (8)
(式中、mは0~5の整数、nは0~5の整数)
CF2=CF(OCF2CF(CF3))mO(CF2)n-X1 (9)
(式中、mは0~5の整数、nは1~8の整数)
CF2=CF(OCF2CF(CF3))m-X1 (10)
(式中、mは1~5の整数)
CF2=CFOCF2(CF(CF3)OCF2)nCF(-X1)CF3 (11)
(式中、nは1~4の整数)
CF2=CFO(CF2)nOCF(CF3)-X1 (12)
(式中、nは2~5の整数)
CF2=CFO(CF2)n-(C6H4)-X1 (13)
(式中、nは1~6の整数)
CF2=CF(OCF2CF(CF3))nOCF2CF(CF3)-X1 (14)
(式中、nは1~2の整数)
CH2=CFCF2O(CF(CF3)CF2O)nCF(CF3)-X1 (15)
(式中、nは0~5の整数)、
CF2=CFO(CF2CF(CF3)O)m(CF2)n-X1 (16)
(式中、mは0~5の整数、nは1~3の整数)
CH2=CFCF2OCF(CF3)OCF(CF3)-X1 (17)
CH2=CFCF2OCH2CF2-X1 (18)
CF2=CFO(CF2CF(CF3)O)mCF2CF(CF3)-X1 (19)
(式中、mは0以上の整数)
CF2=CFOCF(CF3)CF2O(CF2)n-X1 (20)
(式中、nは1以上の整数)
CF2=CFOCF2OCF2CF(CF3)OCF2-X1 (21)
CH2=CH-(CF2)nX1 (22)
(式中、nは2~8の整数)
(一般式(5)~(22)中、X1は前記と同様)
で表されるヨウ素含有モノマー、臭素含有モノマーなどが挙げられ、これらをそれぞれ単独で、または任意に組合わせて用いることができる。
一般式(3):
CY1 2=CY2Rf 2X1 (3)
(式中、Y1、Y2はフッ素原子、水素原子または-CH3;Rf 2は1個以上のエーテル結合性酸素原子を有していてもよく、芳香環を有していてもよい、水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基;X1はヨウ素原子または臭素原子)
で示される化合物が挙げられる。具体的には、たとえば、一般式(4):
CY1 2=CY2Rf 3CHR1-X1 (4)
(式中、Y1、Y2、X1は前記同様であり、Rf 3は1個以上のエーテル結合性酸素原子を有していてもよく水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基、すなわち水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素アルキレン基、水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素オキシアルキレン基、または水素原子の一部または全部がフッ素原子で置換された直鎖状または分岐状の含フッ素ポリオキシアルキレン基;R1は水素原子またはメチル基)
で示されるヨウ素含有モノマー、臭素含有モノマー、一般式(5)~(22):
CY4 2=CY4(CF2)n-X1 (5)
(式中、Y4は、同一又は異なり、水素原子またはフッ素原子、nは1~8の整数)
CF2=CFCF2Rf 4-X1 (6)
(式中、
CF2=CFCF2(OCF(CF3)CF2)m
(OCH2CF2CF2)nOCH2CF2-X1 (7)
(式中、mは0~5の整数、nは0~5の整数)
CF2=CFCF2(OCH2CF2CF2)m
(OCF(CF3)CF2)nOCF(CF3)-X1 (8)
(式中、mは0~5の整数、nは0~5の整数)
CF2=CF(OCF2CF(CF3))mO(CF2)n-X1 (9)
(式中、mは0~5の整数、nは1~8の整数)
CF2=CF(OCF2CF(CF3))m-X1 (10)
(式中、mは1~5の整数)
CF2=CFOCF2(CF(CF3)OCF2)nCF(-X1)CF3 (11)
(式中、nは1~4の整数)
CF2=CFO(CF2)nOCF(CF3)-X1 (12)
(式中、nは2~5の整数)
CF2=CFO(CF2)n-(C6H4)-X1 (13)
(式中、nは1~6の整数)
CF2=CF(OCF2CF(CF3))nOCF2CF(CF3)-X1 (14)
(式中、nは1~2の整数)
CH2=CFCF2O(CF(CF3)CF2O)nCF(CF3)-X1 (15)
(式中、nは0~5の整数)、
CF2=CFO(CF2CF(CF3)O)m(CF2)n-X1 (16)
(式中、mは0~5の整数、nは1~3の整数)
CH2=CFCF2OCF(CF3)OCF(CF3)-X1 (17)
CH2=CFCF2OCH2CF2-X1 (18)
CF2=CFO(CF2CF(CF3)O)mCF2CF(CF3)-X1 (19)
(式中、mは0以上の整数)
CF2=CFOCF(CF3)CF2O(CF2)n-X1 (20)
(式中、nは1以上の整数)
CF2=CFOCF2OCF2CF(CF3)OCF2-X1 (21)
CH2=CH-(CF2)nX1 (22)
(式中、nは2~8の整数)
(一般式(5)~(22)中、X1は前記と同様)
で表されるヨウ素含有モノマー、臭素含有モノマーなどが挙げられ、これらをそれぞれ単独で、または任意に組合わせて用いることができる。
一般式(4)で示されるヨウ素含有モノマーまたは臭素含有モノマーとしては、一般式(23):

(式中、mは1~5の整数であり、nは0~3の整数)
で表されるヨウ素含有フッ素化ビニルエーテルが好ましく挙げられ、より具体的には、
などが挙げられるが、これらの中でも、ICH2CF2CF2OCF=CF2が好ましい。
で表されるヨウ素含有フッ素化ビニルエーテルが好ましく挙げられ、より具体的には、
一般式(5)で示されるヨウ素含有モノマーまたは臭素含有モノマーとしてより具体的には、ICF2CF2CF=CH2、I(CF2CF2)2CF=CH2が好ましく挙げられる。
一般式(9)で示されるヨウ素含有モノマーまたは臭素含有モノマーとしてより具体的には、I(CF2CF2)2OCF=CF2が好ましく挙げられる。
一般式(22)で示されるヨウ素含有モノマーまたは臭素含有モノマーとしてより具体的には、CH2=CHCF2CF2I、I(CF2CF2)2CH=CH2が好ましく挙げられる。
また、式:R2R3C=CR4-Z-CR5=CR6R7
(式中、R2、R3、R4、R5、R6およびR7は同じかまたは異なり、いずれもH、または炭素数1~5のアルキル基;Zは、直鎖もしくは分岐状の、酸素原子を含んでいてもよい、好ましくは少なくとも部分的にフッ素化された炭素数1~18のアルキレンもしくはシクロアルキレン基、または(パー)フルオロポリオキシアルキレン基)で示されるビスオレフィン化合物も架橋性基を与える単量体として好ましい。なお、本明細書において、「(パー)フルオロポリオキシアルキレン基」とは、「フルオロポリオキシアルキレン基又はパーフルオロポリオキシアルキレン基」を意味する。
(式中、R2、R3、R4、R5、R6およびR7は同じかまたは異なり、いずれもH、または炭素数1~5のアルキル基;Zは、直鎖もしくは分岐状の、酸素原子を含んでいてもよい、好ましくは少なくとも部分的にフッ素化された炭素数1~18のアルキレンもしくはシクロアルキレン基、または(パー)フルオロポリオキシアルキレン基)で示されるビスオレフィン化合物も架橋性基を与える単量体として好ましい。なお、本明細書において、「(パー)フルオロポリオキシアルキレン基」とは、「フルオロポリオキシアルキレン基又はパーフルオロポリオキシアルキレン基」を意味する。
Zは好ましくは炭素数4~12の(パー)フルオロアルキレン基であり、R2、R3、R4、R5、R6およびR7は好ましくは水素原子である。
Zが(パー)フルオロポリオキシアルキレン基である場合、式:
-(Q)p-CF2O-(CF2CF2O)m-(CF2O)n-CF2-(Q)p-
(式中、Qは炭素数1~10のアルキレン基または炭素数2~10のオキシアルキレン基であり、pは0または1であり、m及びnはm/n比が0.2~5となり且つ該(パー)フルオロポリオキシアルキレン基の分子量が500~10000、好ましくは1000~4000の範囲となるような整数である。)で表される(パー)フルオロポリオキシアルキレン基であることが好ましい。この式において、Qは好ましくは、-CH2OCH2-及び-CH2O(CH2CH2O)sCH2-(s=1~3)の中から選ばれる。
-(Q)p-CF2O-(CF2CF2O)m-(CF2O)n-CF2-(Q)p-
(式中、Qは炭素数1~10のアルキレン基または炭素数2~10のオキシアルキレン基であり、pは0または1であり、m及びnはm/n比が0.2~5となり且つ該(パー)フルオロポリオキシアルキレン基の分子量が500~10000、好ましくは1000~4000の範囲となるような整数である。)で表される(パー)フルオロポリオキシアルキレン基であることが好ましい。この式において、Qは好ましくは、-CH2OCH2-及び-CH2O(CH2CH2O)sCH2-(s=1~3)の中から選ばれる。
好ましいビスオレフィンは、
CH2=CH-(CF2)4-CH=CH2、
CH2=CH-(CF2)6-CH=CH2、
式:CH2=CH-Z1-CH=CH2
(式中、Z1は-CH2OCH2-CF2O-(CF2CF2O)m-(CF2O)n-CF2-CH2OCH2-(m/nは0.5))
などが挙げられる。
CH2=CH-(CF2)4-CH=CH2、
CH2=CH-(CF2)6-CH=CH2、
式:CH2=CH-Z1-CH=CH2
(式中、Z1は-CH2OCH2-CF2O-(CF2CF2O)m-(CF2O)n-CF2-CH2OCH2-(m/nは0.5))
などが挙げられる。
なかでも、CH2=CH-(CF2)6-CH=CH2で示される3,3,4,4,5,5,6,6,7,7,8,8-ドデカフルオロ-1,9-デカジエンが好ましい。
(B)カーボンブラック
本発明のフッ素ゴム組成物において、カーボンブラック(B)は、フッ素ゴム(A)、有機アミン化合物(C1)および/または受酸剤(C2)と、更に架橋剤(D)および/または架橋促進剤(E)を配合した形態で架橋することにより、耐熱性だけではなく、高温時の機械物性にも優れたフッ素ゴム架橋物を与えるものであれば限定されない。
本発明のフッ素ゴム組成物において、カーボンブラック(B)は、フッ素ゴム(A)、有機アミン化合物(C1)および/または受酸剤(C2)と、更に架橋剤(D)および/または架橋促進剤(E)を配合した形態で架橋することにより、耐熱性だけではなく、高温時の機械物性にも優れたフッ素ゴム架橋物を与えるものであれば限定されない。
そうしたカーボンブラックとしては、ファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、グラファイトなどが挙げられ、具体的にはたとえば、SAF-HS(N2SA:142m2/g、DBP:130ml/100g)、SAF(N2SA:142m2/g、DBP:115ml/100g)、N234(N2SA:126m2/g、DBP:125ml/100g)、ISAF(N2SA:119m2/g、DBP:114ml/100g)、ISAF-LS(N2SA:106m2/g、DBP:75ml/100g)、ISAF-HS(N2SA:99m2/g、DBP:129ml/100g)、N339(N2SA:93m2/g、DBP:119ml/100g)、HAF-LS(N2SA:84m2/g、DBP:75ml/100g)、HAS-HS(N2SA:82m2/g、DBP:126ml/100g)、HAF(N2SA:79m2/g、DBP:101ml/100g)、N351(N2SA:74m2/g、DBP:127ml/100g)、LI-HAF(N2SA:74m2/g、DBP:101ml/100g)、MAF-HS(N2SA:56m2/g、DBP:158ml/100g)、MAF(N2SA:49m2/g、DBP:133ml/100g)、FEF-HS(N2SA:42m2/g、DBP:160ml/100g)、FEF(N2SA:42m2/g、DBP:115ml/100g)、SRF-HS(N2SA:32m2/g、DBP:140ml/100g)、SRF-HS(N2SA:29m2/g、DBP:152ml/100g)、GPF(N2SA:27m2/g、DBP:87ml/100g)、SRF(N2SA:27m2/g、DBP:68ml/100g)、SRF-LS(N2SA:23m2/g、DBP:51ml/100g)、FT(N2SA:19m2/g、DBP:42ml/100g)、MT(N2SA:8m2/g、DBP:43ml/100g)などが挙げられる。これらのカーボンブラックは単独で使用してもよいし、また2種以上を併用してもよい。
なかでも、カーボンブラックの好ましいものとしては、窒素吸着比表面積(N2SA)が5~180m2/gであって、ジブチルフタレート(DBP)吸油量が40~180ml/100gであるカーボンブラックが挙げられる。なお、カーボンブラックとして、N2SAやDBPの値の高いものを用いるときは、後述する損失弾性率E”や貯蔵弾性率E’の値が高くなる。
窒素吸着比表面積(N2SA)が5m2/gよりも小さくなると、ゴムに配合した場合の機械物性が低下する傾向にあり、この観点から、窒素吸着比表面積(N2SA)は10m2/g以上が好ましく、20m2/g以上がより好ましく、25m2/g以上が特に好ましい。上限は、一般的に入手しやすい観点から180m2/gが好ましい。
ジブチルフタレート(DBP)吸油量が40ml/100gよりも小さくなると、ゴムに配合した場合の機械物性が低下する傾向にあり、この観点から、50ml/100g以上、更には60ml/100g以上、特には80ml/100g以上が好ましい。上限は一般的に入手しやすい観点から、175ml/100g、更には170ml/100gが好ましい。
カーボンブラック(B)の配合量は、フッ素ゴム(A)100質量部に対して5~50質量部が好ましい。カーボンブラック(B)が多くなりすぎると機械物性が低下する傾向にあり、また、少なくなりすぎると機械物性が低下する傾向にある。更に好ましい配合量は、物性バランスが良好な点から、フッ素ゴム(A)100質量部に対して6質量部以上が好ましく、10質量部以上がより好ましく、物性バランスが良好な点から49質量部以下が好ましく、45質量部以下がより好ましい。
(C1)有機アミン化合物
有機アミン化合物(C1)の存在下で、予めフッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練することにより、すなわち、フッ素ゴム(A)およびカーボンブラック(B)を混練し、かつその混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度を夫々80℃~220℃とすることにより、高温時の機械特性の向上、高温時の疲労特性(たとえば繰返し使用における耐疲労性)の向上という点で優れた効果を奏する。フッ素ゴムを架橋剤などと共に混練する際に、単に加工助剤としてアルキルアミン化合物を配合することは知られているが、上述のような温度範囲で有機アミン化合物を混練することは、従来のアルキルアミン化合物の配合目的からみて予定されていない。
有機アミン化合物(C1)の存在下で、予めフッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練することにより、すなわち、フッ素ゴム(A)およびカーボンブラック(B)を混練し、かつその混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度を夫々80℃~220℃とすることにより、高温時の機械特性の向上、高温時の疲労特性(たとえば繰返し使用における耐疲労性)の向上という点で優れた効果を奏する。フッ素ゴムを架橋剤などと共に混練する際に、単に加工助剤としてアルキルアミン化合物を配合することは知られているが、上述のような温度範囲で有機アミン化合物を混練することは、従来のアルキルアミン化合物の配合目的からみて予定されていない。
有機アミン化合物(C1)を混練する際、最高温度Tmが80℃よりも低いと、補強性が低下し、好ましくない。好ましい温度Tmの下限は90℃、より好ましくは95℃、特に好ましくは100℃である。上限は220℃であり、この温度を超えると有機アミン化合物が揮発し、好ましくない。好ましい上限温度Tmは、215℃、より好ましくは210℃、特に好ましくは200℃である。
本発明で用いる有機アミン化合物(C1)としては、R1NH2で示される1級アミン、R1R2NHで示される2級アミン、R1R2R3Nで示される3級アミンが好ましく挙げられる。R1、R2、R3は同じかまたは異なり、いずれも炭素数1~50のアルキル基が好ましく、アルキル基は官能基としてベンゼン環を含んでいてもよいし、二重結合、共役二重結合を含んでいてもよい。なお、アルキル基は直鎖型であってもよいし、分岐型でもあってもよい。
1級アミンとしては、たとえばココナッツアミン、オクチルアミン、ラウリルアミン、ステアリルアミン、オレイルアミン、牛脂アミン、17-フェニル-ヘプタデシルアミン、オクタデカ-7,11-ジエニルアミン、オクタデカ-7,9-ジエニルアミン、オクタデック-9-エニルアミン、7-メチル-オクタデック-7-エニルアミンなどが挙げられ、2級アミンとしては、たとえばジステアリルアミンなどが、3級アミンとしては、たとえばジメチルオクチルアミン、ジメチルデシルアミン、ジメチルラウリルアミン、ジメチルミリスチルアミン、ジメチルパルミチルアミン、ジメチルステアリルアミン、ジメチルベヘニルアミンなどが挙げられる。なかでも炭素数が20個程度のアミン、特に1級アミンが入手の容易性や補強性が増大する点から好ましい。
有機アミン化合物(C1)の配合量は、フッ素ゴム(A)100質量部に対して0.01~10質量部が好ましく、0.01~5質量部が更に好ましい。有機アミン化合物(C1)が多くなりすぎると混練しにくくなる傾向にあり、また、少なくなりすぎると補強性が低下する傾向にある。更に好ましい配合量は、補強性の観点から、フッ素ゴム(A)100質量部に対して0.1質量部以上であり、補強性の観点と混練しやすさの観点から4質量部以下である。
(C2)受酸剤
受酸剤(C2)の存在下で、予めフッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練することにより、すなわち、フッ素ゴム(A)およびカーボンブラック(B)を混練し、かつその混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度を夫々80℃~220℃とすることにより、高温時の機械特性の向上、高温時の疲労特性(たとえば繰返し使用における耐疲労性)の向上という点で優れた効果を奏する。水酸化カルシウムや酸化マグネシウム、ハイドロタルサイトなどは受酸剤として架橋の際に共存させることは知られているが、上述のような温度範囲で受酸剤を混練することは、従来の受酸剤の配合目的からみて予定されていない。
受酸剤(C2)の存在下で、予めフッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練することにより、すなわち、フッ素ゴム(A)およびカーボンブラック(B)を混練し、かつその混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度を夫々80℃~220℃とすることにより、高温時の機械特性の向上、高温時の疲労特性(たとえば繰返し使用における耐疲労性)の向上という点で優れた効果を奏する。水酸化カルシウムや酸化マグネシウム、ハイドロタルサイトなどは受酸剤として架橋の際に共存させることは知られているが、上述のような温度範囲で受酸剤を混練することは、従来の受酸剤の配合目的からみて予定されていない。
受酸剤(C2)を混練する際、最高温度Tmが80℃よりも低いと、補強性が低下し、好ましくない。好ましい温度Tmの下限は90℃、より好ましくは95℃、特に好ましくは100℃である。上限は220℃であり、この温度を超えると物性低下の観点から、好ましくない。好ましい上限温度Tmは、215℃、より好ましくは210℃、特に好ましくは200℃である。
本発明で用いる受酸剤(C2)としては、酸化カルシウム、酸化マグネシウム、酸化鉛、酸化亜鉛、水酸化マグネシウム、水酸化カルシウム、水酸化アルミニウム、ハイドロタルサイトなどが挙げられ、これらの単独または2種以上を適宜配合してもよい。受酸剤(C2)は、水酸化カルシウムなどの金属水酸化物;酸化マグネシウム、酸化亜鉛などの金属酸化物、ハイドロタルサイトなどが、補強性の観点から好ましく、特に酸化亜鉛が好ましい。
受酸剤(C2)の配合量は、フッ素ゴム(A)100質量部に対して0.01~10質量部が好ましい。受酸剤(C2)が多くなりすぎると混練しにくくなる傾向にあり、また、少なくなりすぎると補強性が低下する傾向にある。更に好ましい配合量は、補強性の観点から、フッ素ゴム(A)100質量部に対して0.1質量部以上であり、物性の観点と混練しやすさの観点から8質量部以下が好ましく、5質量部以下がより好ましい。
本発明においては、有機アミン化合物(C1)および/または受酸剤(C2)は、フッ素ゴム(A)およびカーボンブラック(B)を最高温度Tm80℃~220℃で混練するにあたって、フッ素ゴム(A)およびカーボンブラック(B)を一旦混練した後に添加混練するのではなく、有機アミン化合物(C1)および/または受酸剤(C2)の存在下でフッ素ゴム(A)およびカーボンブラック(B)を混練すること、すなわち、有機アミン化合物(C1)および/または受酸剤(C2)とフッ素ゴム(A)とカーボンブラック(B)とを、1回の工程において混練することが好ましい。これにより、得られるゴム組成物の架橋物における高温時の機械特性の向上、高温時の疲労特性(たとえば繰返し使用における耐疲労性)の向上という点でより優れた効果を期待できる。
有機アミン化合物(C1)および/または受酸剤(C2)は、なかでも有機アミン化合物(C1)が高温時の疲労特性(たとえば繰返し使用における耐疲労性)の点から好ましく、特にアルキルアミン化合物が特に好ましい。
本発明のフッ素ゴム組成物の製造方法では、有機アミン化合物(C1)および/または受酸剤(C2)の存在下で、フッ素ゴム(A)およびカーボンブラック(B)を、混練時の混練物の最高温度Tm80℃~220℃とし、その温度で排出する条件にて混練されていればよく、すなわち、フッ素ゴム(A)およびカーボンブラック(B)が混練され、かつその混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度が夫々80℃~220℃であればよく、他の成分の混練の順序や、混練の回数は特に制限されず、通常のゴム練り方法で調製できる。
より具体的には、つぎの各方法が挙げられるが、これらの方法に限定されるものではない。
(1)密閉式混練機にフッ素ゴム(A)とカーボンブラック(B)、有機アミン化合物(C1)および/または受酸剤(C2)を所定量投入し、ローターの平均剪断速度を50~1000(1/秒)、好ましくは100~1000(1/秒)、更に好ましくは200~1000(1/秒)に調整して、最高温度Tmが80~220℃となる条件で混練する方法。なお、密閉式混練機には、加圧ニーダーやバンバリーミキサー、一軸混練機、二軸混練機などが挙げられる。
(2)ロール練り機にフッ素ゴム(A)とカーボンブラック(B)、有機アミン化合物(C1)および/または受酸剤(C2)を所定量投入し、ローターの平均剪断速度を50(1/秒)以上、最高温度Tmが80~220℃となる条件で混練する方法。
上記(1)、(2)の方法で得られるフッ素ゴム組成物は架橋剤(および/または架橋助剤)や架橋促進剤などを含んでいない。また、上記(1)、(2)の方法の混練を複数回行ってもよい。複数回行う場合、2回目以降の混練条件は、最高温度Tmを140℃以下とする以外は上記(1)、(2)の方法と同じ条件でよい。
フッ素ゴム組成物を架橋性のフッ素ゴム組成物に調製する方法の1つは、たとえば、上記(1)、(2)の方法で得られた、あるいは上記(1)、(2)の方法を複数回繰り返して得られたフッ素ゴム組成物に、更に架橋剤(D)(および/または架橋助剤(F))および架橋促進剤(E)を配合し混練する方法である。
架橋剤(D)(および/または架橋助剤(F))と架橋促進剤(E)は同時に配合し混練してもよいし、まず架橋促進剤(E)を配合混練し、ついで架橋剤(D)(および/または架橋助剤(F))を配合混練してもよい。架橋剤(D)(および/または架橋助剤(F))と架橋促進剤(E)の混練条件は、最高温度Tmが130℃以下であるほかは、上記(1)、(2)の方法と同じ条件でよい。
架橋性のフッ素ゴム組成物の別の調製法は、たとえばロール練り機にフッ素ゴム(A)とカーボンブラック(B)と有機アミン化合物(C1)および/または受酸剤(C2)と、架橋剤(D)(および/または架橋助剤(F))および架橋促進剤(E)を適切な順序で所定量投入し、ローターの平均剪断速度を50(1/秒)以上の条件で混練し、最高温度Tmを80~130℃とする方法が挙げられる。
また、ポリオール架橋系の場合は、予めフッ素ゴム(A)と架橋剤(D)と架橋促進剤(E)を混合し、均一分散体にしたものを使用してもよい。たとえば、フッ素ゴム(A)とポリオール系架橋剤と架橋促進剤をまず混練し、ついでカーボンブラック(B)と有機アミン化合物(C1)を配合して混練し、最高温度Tmを80~220℃とする。そして、最後に受酸剤を配合して混練し、最高温度Tm130℃以下とする方法が挙げられる。なお混練するにあたっては、平均剪断速度50(1/秒)以上で混練する方法を採用するのがより好ましい。
本発明の好ましいゴム組成物は、ラバープロセスアナライザによる動的粘弾性試験(測定周波数:1Hz、測定温度:100℃)において、未架橋時の動的歪み1%時の剪断弾性率G’(1%)および動的歪み100%時の剪断弾性率G’(100%)の差δG’(G’(1%)-G’(100%))が、120kPa以上3,000kPa以下である。なお、前述の予備混練(上記(1)、(2)の混練など)を行う場合は、得られた予備混練物が前記差δG’を有することがより好ましい。
差δG’は、ゴム組成物の補強性という性質を評価する指標として用い、ラバープロセスアナライザによる動的粘弾性試験で測定算出される。
差δG’が120kPa以上3,000kPa以下の範囲にあるフッ素ゴム組成物は、常態物性および高温時の機械物性、高温時の疲労特性などの点で有利である。
差δG’は、常態物性および高温時の機械物性、高温時の疲労特性などが良好な点から、好ましくは150kPa以上、更には160kPa以上であり、常態物性および高温時の機械物性、高温時の疲労特性などが良好な点から、好ましくは2800kPa以下、更に好ましくは2500kPa以下である。
なお、良好なカーボンゲルネットワーク補強構造を形成させて、後述する特定の差δG’を有するフッ素ゴム組成物や、後述する特定の損失弾性率E”や貯蔵弾性率E’を有する架橋物を得るという観点からは、50(1/秒)以上の平均剪断速度にて混練を行うことが望ましい。
平均剪断速度(1/秒)は、つぎの式により算出される。
平均剪断速度(1/秒)=(π×D×R)/(60(秒)×c)
(式中、
D:ローター径またはロール径(cm)
R:回転速度(rpm)
c:チップクリアランス(cm。ローターとケーシングとの間隙の距離、またはロール同士の間隙の距離)
平均剪断速度(1/秒)=(π×D×R)/(60(秒)×c)
(式中、
D:ローター径またはロール径(cm)
R:回転速度(rpm)
c:チップクリアランス(cm。ローターとケーシングとの間隙の距離、またはロール同士の間隙の距離)
架橋性のゴム組成物を構成する架橋剤(D)、架橋促進剤(E)としてはたとえばつぎのものが例示できる。
(D)架橋剤
架橋剤(D)は、架橋系、架橋するフッ素ゴム(A)の種類(たとえば共重合組成、架橋性基の有無や種類など)、得られる架橋物の具体的用途や使用形態、そのほか混練条件などに応じて、適宜選択することができる。
架橋剤(D)は、架橋系、架橋するフッ素ゴム(A)の種類(たとえば共重合組成、架橋性基の有無や種類など)、得られる架橋物の具体的用途や使用形態、そのほか混練条件などに応じて、適宜選択することができる。
架橋系としては、たとえば過酸化物架橋系、ポリオール架橋系、ポリアミン架橋系、オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系、トリアジン架橋系などが採用できる。
(過酸化物架橋系)
過酸化物架橋系により架橋する場合は、架橋点に炭素-炭素結合を有しているので、架橋点に炭素-酸素結合を有するポリオール架橋系および炭素-窒素二重結合を有するポリアミン架橋系に比べて、耐薬品性および耐スチーム性に優れているという特徴がある。
過酸化物架橋系により架橋する場合は、架橋点に炭素-炭素結合を有しているので、架橋点に炭素-酸素結合を有するポリオール架橋系および炭素-窒素二重結合を有するポリアミン架橋系に比べて、耐薬品性および耐スチーム性に優れているという特徴がある。
過酸化物架橋系の架橋剤としては、熱や酸化還元系の存在下で容易にパーオキシラジカルを発生し得る過酸化物であればよく、具体的には、たとえば1,1-ビス(t-ブチルパーオキシ)-3,5,5-トリメチルシクロヘキサン、2,5-ジメチルヘキサン-2,5-ジヒドロパーオキサイド、ジ-t-ブチルパーオキサイド、t-ブチルクミルパーオキサイド、ジクミルパーオキサイド、α,α-ビス(t-ブチルパーオキシ)-p-ジイソプロピルベンゼン、α,α-ビス(t-ブチルパーオキシ)-m-ジイソプロピルベンゼン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)-ヘキシン-3、ベンゾイルパーオキサイド、t-ブチルパーオキシベンゼン、t-ブチルパーオキシベンゾエート、t-ブチルパーオキシマレイン酸、t-ブチルパーオキシイソプロピルカーボネートなどの有機過酸化物を挙げることができる。これらの中でも、2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)ヘキサン又は2,5-ジメチル-2,5-ジ(t-ブチルパーオキシ)-ヘキシン-3が好ましい。
また、過酸化物架橋系では、通常、架橋促進剤(E1)を含むことが好ましい。過酸化物系架橋剤、特に有機過酸化物系架橋剤の架橋促進剤としては、たとえば、トリアリルシアヌレート、トリアリルイソシアヌレート(TAIC)、トリアクリルホルマール、トリアリルトリメリテート、マレイミド、N―フェニレンマレイミド、N,N’-m-フェニレンビスマレイミド、p-キノンジオキシム、p,p’-ジベンゾイルキノンジオキシム、ジプロパルギルテレフタレート、ジアリルフタレート、テトラアリルテレフタレートアミド、トリアリルホスフェート、ビスマレイミド、フッ素化トリアリルイソシアヌレート(1,3,5-トリス(2,3,3-トリフルオロ-2-プロペニル)-1,3,5-トリアジン-2,4,6-トリオン)、トリス(ジアリルアミン)-S-トリアジン、亜リン酸トリアリル、N,N-ジアリルアクリルアミド、1,6-ジビニルドデカフルオロヘキサン、ヘキサアリルホスホルアミド、N,N,N’,N’-テトラアリルフタルアミド、N,N,N’,N’-テトラアリルマロンアミド、トリビニルイソシアヌレート、2,4,6-トリビニルメチルトリシロキサン、トリ(5-ノルボルネン-2-メチレン)シアヌレート、トリアリルホスファイト、トリメタリルイソシアヌレート(TMAIC)、3,3,4,4,5,5,6,6,7,7,8,8-ドデカフルオロ-1,9-デカジエンなどが挙げられる。これらの中でも、架橋性、架橋物の物性の点から、トリアリルイソシアヌレート(TAIC)、トリメタリルイソシアヌレート(TMAIC)、3,3,4,4,5,5,6,6,7,7,8,8-ドデカフルオロ-1,9-デカジエン、マレイミド、N,N’-m-フェニレンビスマレイミド、p-キノンジオキシム、p,p’-ジベンゾイルキノンジオキシム、が好ましい。
過酸化物架橋系に好適なフッ素ゴム(A)としては、TFE単位、VdF単位または式(1)の含フッ素単量体単位を少なくとも含むパーフルオロフッ素ゴムおよび非パーフルオロフッ素ゴムのいずれもが使用できるが、特にVdF系ゴム、および、TFE/Pr系ゴムからなる群より選択される少なくとも1種のゴムが好ましい。
また、架橋性の観点から、過酸化物架橋系に好適なフッ素ゴム(A)としては、架橋点としてヨウ素原子および/または臭素原子を含むフッ素ゴムが好ましい。ヨウ素原子および/または臭素原子の含有量としては、0.001~10質量%、更には0.01~5質量%が好ましく、特に0.01~3質量%が好ましい。
過酸化物架橋剤の配合量としては、フッ素ゴム(A)100質量部に対して、0.01~10質量部であることが好ましく、より好ましくは0.1~9質量部である。過酸化物架橋剤が、0.01質量部未満であると、フッ素ゴム(A)の架橋が充分に進行しない傾向があり、10質量部を超えると、物性のバランスが低下する傾向がある。
また、架橋促進剤(E1)の配合量は、フッ素ゴム(A)100質量部に対して、0.01~10質量部であり、好ましくは0.1~5質量部である。架橋促進剤が、0.01質量部より少ないと、架橋時間が実用に耐えないほど長くなる傾向があり、10質量部を超えると、架橋時間が速くなり過ぎることに加え、物性バランスが低下する傾向がある。架橋促進剤(E1)の好ましい上限は、9質量部、更には8質量部、また8質量部未満、特に7質量部である。
(ポリオール架橋系)
ポリオール架橋系により架橋する場合は、架橋点に炭素-酸素結合を有しており、圧縮永久歪みが小さく、成形性に優れているという特徴がある点で好適である。
ポリオール架橋系により架橋する場合は、架橋点に炭素-酸素結合を有しており、圧縮永久歪みが小さく、成形性に優れているという特徴がある点で好適である。
ポリオール架橋剤としては、従来、フッ素ゴムの架橋剤として知られている化合物を用いることができ、たとえば、ポリヒドロキシ化合物、特に、耐熱性に優れる点からポリヒドロキシ芳香族化合物が好適に用いられる。
上記ポリヒドロキシ芳香族化合物としては、特に限定されず、たとえば、2,2-ビス(4-ヒドロキシフェニル)プロパン(以下、ビスフェノールAという)、2,2-ビス(4-ヒドロキシフェニル)パーフルオロプロパン(以下、ビスフェノールAFという)、レゾルシン、1,3-ジヒドロキシベンゼン、1,7-ジヒドロキシナフタレン、2,7-ジヒドロキシナフタレン、1,6-ジヒドロキシナフタレン、4,4’-ジヒドロキシジフェニル、4,4’-ジヒドロキシスチルベン、2,6-ジヒドロキシアントラセン、ヒドロキノン、カテコール、2,2-ビス(4-ヒドロキシフェニル)ブタン(以下、ビスフェノールBという)、4,4-ビス(4-ヒドロキシフェニル)吉草酸、2,2-ビス(4-ヒドロキシフェニル)テトラフルオロジクロロプロパン、4,4’-ジヒドロキシジフェニルスルホン、4,4’-ジヒドロキシジフェニルケトン、トリ(4-ヒドロキシフェニル)メタン、3,3’,5,5’-テトラクロロビスフェノールA、3,3’,5,5’-テトラブロモビスフェノールAなどが挙げられる。これらのポリヒドロキシ芳香族化合物は、アルカリ金属塩、アルカリ土類金属塩などであってもよいが、酸を用いて共重合体を凝析した場合は、上記金属塩は用いないことが好ましい。
これらの中でも、得られる架橋物などの圧縮永久歪みが小さく、成形性も優れているという点から、ポリヒドロキシ化合物が好ましく、耐熱性が優れることからポリヒドロキシ芳香族化合物がより好ましく、ビスフェノールAFが更に好ましい。
また、ポリオール架橋系では、通常、架橋促進剤(E2)を含むことが好ましい。架橋促進剤を用いると、フッ素ゴム主鎖の脱フッ酸反応における分子内二重結合の生成と、生成した二重結合へのポリヒドロキシ化合物の付加を促進することにより架橋反応を促進することができる。
ポリオール架橋系の架橋促進剤(E2)としては、一般にオニウム化合物が用いられる。オニウム化合物としては特に限定されず、たとえば、第4級アンモニウム塩等のアンモニウム化合物、第4級ホスホニウム塩等のホスホニウム化合物、オキソニウム化合物、スルホニウム化合物、環状アミン、1官能性アミン化合物などが挙げられ、これらの中でも第4級アンモニウム塩、第4級ホスホニウム塩が好ましい。
第4級アンモニウム塩としては特に限定されず、たとえば、8-メチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド、8-メチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムアイオダイド、8-メチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムハイドロキサイド、8-メチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムメチルスルフェート、8-エチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムブロミド、8-プロピル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムブロミド、8-ドデシル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド、8-ドデシル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムハイドロキサイド、8-エイコシル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド、8-テトラコシル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド、8-ベンジル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド(以下、DBU-Bとする)、8-ベンジル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムハイドロキサイド、8-フェネチル-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリド、8-(3-フェニルプロピル)-1,8-ジアザビシクロ[5,4,0]-7-ウンデセニウムクロリドなどが挙げられる。これらの中でも、架橋性、架橋物の物性の点から、DBU-Bが好ましい。
また、第4級ホスホニウム塩としては特に限定されず、たとえば、テトラブチルホスホニウムクロリド、ベンジルトリフェニルホスホニウムクロリド(以下、BTPPCとする)、ベンジルトリメチルホスホニウムクロリド、ベンジルトリブチルホスホニウムクロリド、トリブチルアリルホスホニウムクロリド、トリブチル-2-メトキシプロピルホスホニウムクロリド、ベンジルフェニル(ジメチルアミノ)ホスホニウムクロリドなどを挙げることができ、これらの中でも、架橋性、架橋物の物性の点から、ベンジルトリフェニルホスホニウムクロリド(BTPPC)が好ましい。
また、架橋促進剤(E2)として、第4級アンモニウム塩、第4級ホスホニウム塩とビスフェノールAFの固溶体、特開平11-147891号公報に開示されている塩素フリー架橋促進剤を用いることもできる。
ポリオール架橋系に好適なフッ素ゴム(A)としては、TFE単位、VdF単位または式(1)の含フッ素単量体単位を少なくとも含むパーフルオロフッ素ゴムおよび非パーフルオロフッ素ゴムのいずれもが使用できるが、特にVdF系ゴム、TFE/Pr系ゴムが好ましい。
ポリオール架橋剤の配合量としては、フッ素ゴム(A)100質量部に対して、0.01~10質量部であることが好ましく、より好ましくは0.1~7質量部である。ポリオール架橋剤が、0.01質量部未満であると、フッ素ゴム(A)の架橋が充分に進行しない傾向があり、10質量部を超えると、物性のバランスが低下する傾向がある。
また、架橋促進剤(E2)の配合量は、フッ素ゴム(A)100質量部に対して、0.01~8質量部であることが好ましく、より好ましくは0.02~5質量部である。架橋促進剤が、0.01質量部未満であると、フッ素ゴム(A)の架橋が充分に進行しない傾向があり、8質量部を超えると、物性のバランスが低下する傾向がある。
(ポリアミン架橋系)
ポリアミン架橋により架橋してなる場合は、架橋点に炭素-窒素二重結合を有しているものであり、動的機械特性に優れているという特徴がある。しかし、ポリオール架橋系または過酸化物架橋系架橋剤を用いて架橋する場合に比べて、圧縮永久歪みが大きくなる傾向がある。
ポリアミン架橋により架橋してなる場合は、架橋点に炭素-窒素二重結合を有しているものであり、動的機械特性に優れているという特徴がある。しかし、ポリオール架橋系または過酸化物架橋系架橋剤を用いて架橋する場合に比べて、圧縮永久歪みが大きくなる傾向がある。
ポリアミン系架橋剤としては、たとえば、ヘキサメチレンジアミンカーバメート、N,N’-ジシンナミリデン-1,6-ヘキサメチレンジアミン、4,4’-ビス(アミノシクロヘキシル)メタンカルバメートなどのポリアミン化合物が挙げられる。これらの中でも、N,N’-ジシンナミリデン-1,6-ヘキサメチレンジアミンが好ましい。
ポリアミン架橋系に好適なフッ素ゴム(A)としては、TFE単位、VdF単位または式(1)の含フッ素単量体単位を少なくとも含むパーフルオロフッ素ゴムおよび非パーフルオロフッ素ゴムのいずれもが使用できるが、特にVdF系ゴム、TFE/Pr系ゴムが好ましい。
ポリアミン系架橋剤の配合量としては、フッ素ゴム(A)100質量部に対して、0.01~10質量部であることが好ましく、より好ましくは0.2~7質量部である。ポリアミン系架橋剤が、0.01質量部未満であると、フッ素ゴム(A)の架橋が充分に進行しない傾向があり、10質量部を超えると、物性のバランスが低下する傾向がある。
(オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系)
オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系は、圧縮永久歪みが小さく、耐熱性に優れた架橋系である。
オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系は、圧縮永久歪みが小さく、耐熱性に優れた架橋系である。
オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系に用いる架橋剤としては、
式(24):

(式中、R1は同じかまたは異なり、-NH2、-NHR2、-OHまたは-SHであり、R2はフッ素原子または1価の有機基である)で示される架橋性反応基を少なくとも2個含む化合物、式(25):
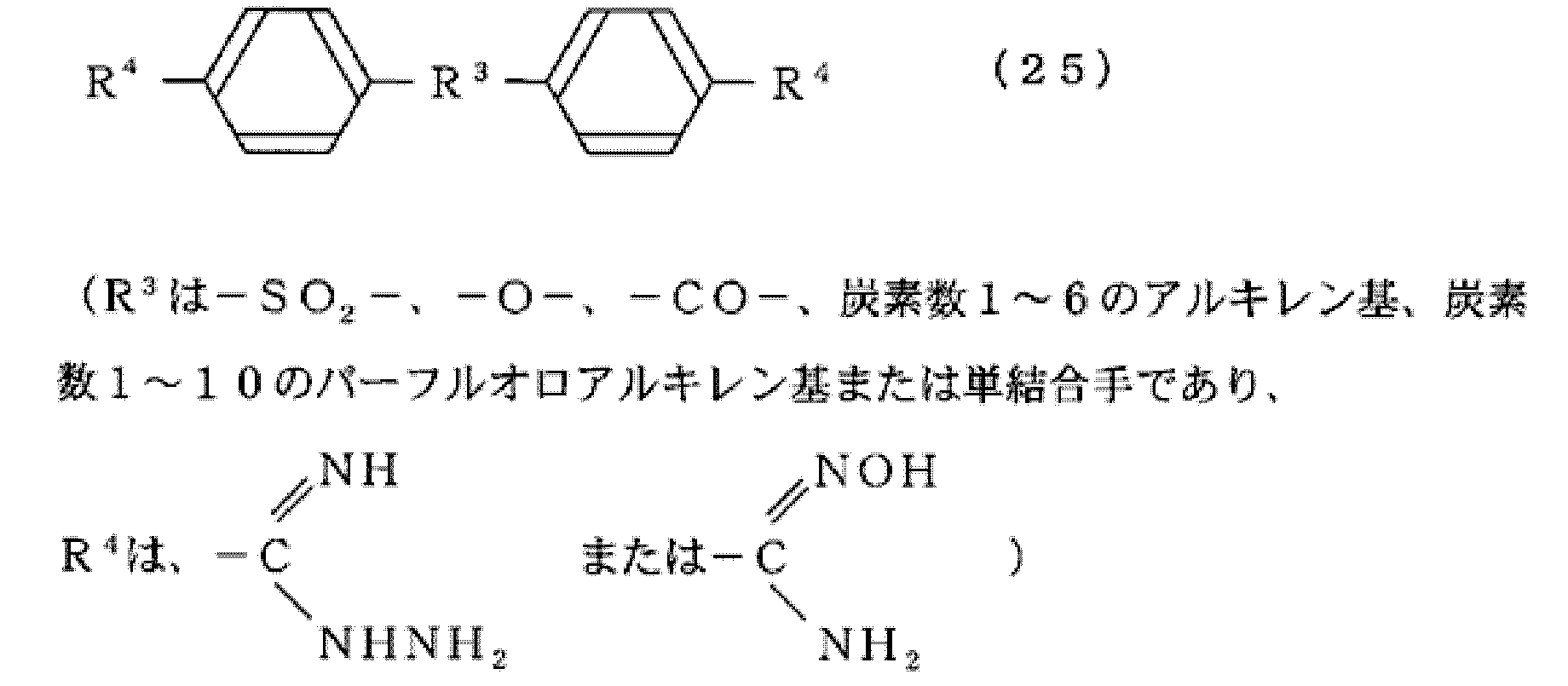
で示される化合物、式(26):

(式中、Rf
1は炭素数1~10のパーフルオロアルキレン基)で示される化合物、および式(27):

(式中、nは1~10の整数)で示される化合物などが例示できる。
式(24):
具体的な架橋剤としては、式(24)で示される架橋性反応基を2個有する一般式(28):

(式中、R1は前記と同じ、R5は、-SO2-、-O-、-CO-、炭素数1~6のアルキレン基、炭素数1~10のパーフルオロアルキレン基、単結合手、または

で示される基である)で示される化合物や、2,2-ビス(3-アミノ-4-ヒドロキシフェニル)ヘキサフルオロプロパン、2,2-ビス(3-アミノ-4-メルカプトフェニル)ヘキサフルオロプロパン、2,2-ビス(3,4-ジアミノフェニル)ヘキサフルオロプロパンなどのほか、
式(29):
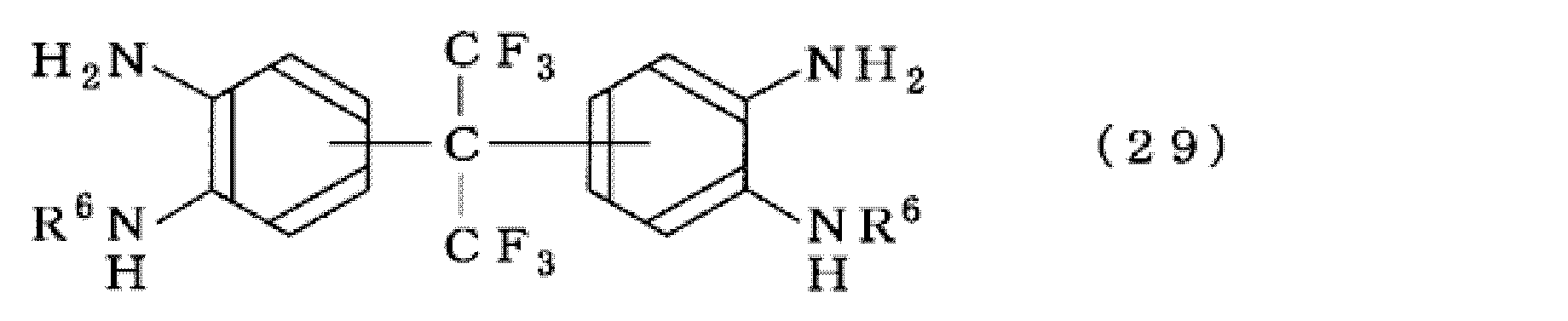
(式中、R6は同じかまたは異なり、いずれも炭素数1~10のアルキル基;フッ素原子を含有する炭素数1~10のアルキル基;フェニル基;ベンジル基;フッ素原子および/または-CF3で1~5個の水素原子が置換されたフェニル基またはベンジル基である)で示される化合物が挙げられる。
式(29):
これらの具体例としては、限定的ではないが、たとえば2,2-ビス(3,4-ジアミノフェニル)ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-メチルアミノ)フェニル]ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-エチルアミノ)フェニル]ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-プロピルアミノ)フェニル]ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-フェニルアミノ)フェニル]ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-パーフルオロフェニルアミノ)フェニル]ヘキサフルオロプロパン、2,2-ビス[3-アミノ-4-(N-ベンジルアミノ)フェニル]ヘキサフルオロプロパンなどのビスアミノフェノール系架橋剤などが挙げられる。
上記の架橋剤の中でも、耐熱性が優れており、架橋反応性が特に良好である点から、2,2-ビス(3-アミノ-4-ヒドロキシフェニル)ヘキサフルオロプロパン(OH-AF)、2,2-ビス[3-アミノ-4-(N-フェニルアミノ)フェニル]ヘキサフルオロプロパン(Nph-AF)、2,2-ビス(3,4-ジアミノフェニル)ヘキサフルオロプロパン(TA-AF)が更に好ましい。
また、これらのオキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系では、架橋速度が大きく改善される点から、架橋助剤(F)を併用してもよい。
オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系に併用する架橋助剤(F)としては、たとえば(F1)40~330℃でアンモニアを発生させる化合物、または(F2)無機窒化物粒子が例示できる。
(F1)40~330℃でアンモニアを発生させる化合物(アンモニア発生化合物)
アンモニア発生化合物(F1)は、架橋反応温度(40~330℃)で発生したアンモニアが架橋を引き起こすことにより硬化を生じさせるとともに、架橋剤により硬化も促進する。また微量の水と反応して、アンモニアを発生させるものもある。
アンモニア発生化合物(F1)は、架橋反応温度(40~330℃)で発生したアンモニアが架橋を引き起こすことにより硬化を生じさせるとともに、架橋剤により硬化も促進する。また微量の水と反応して、アンモニアを発生させるものもある。
アンモニア発生化合物(F1)としては、尿素又はその誘導体、アンモニウム塩が好ましく挙げられ、アンモニウム塩としては有機アンモニウム塩でも無機アンモニウム塩でもよい。
尿素の誘導体としては、ビウレア、チオウレア、尿素塩酸塩、ビウレットなどの他、尿素も含まれる。
有機アンモニウム塩としては、特開平9-111081号公報、国際公開第00/09603号パンフレット、国際公開第98/23675号パンフレットに記載された化合物、たとえばパーフルオロヘキサン酸アンモニウム、パーフルオロオクタン酸アンモニウムなどのポリフルオロカルボン酸のアンモニウム塩;パーフルオロヘキサンスルホン酸アンモニウム、パーフルオロオクタンスルホン酸アンモニウムなどのポリフルオロスルホン酸のアンモニウム塩;パーフルオロヘキサンリン酸アンモニウム、パーフルオロオクタンリン酸アンモニウムなどのポリフルオロアルキル基含有リン酸、ホスホン酸のアンモニウム塩;安息香酸アンモニウム、アジピン酸アンモニウム、フタル酸アンモニウムなどの非フッ素系のカルボン酸またはスルホン酸のアンモニウム塩が例示できる。なかでも、分散性の観点からはフッ素系のカルボン酸、スルホン酸またはリン酸のアンモニウム塩が好ましく、一方、安価な点からは、非フッ素系のカルボン酸、スルホン酸またはリン酸のアンモニウム塩が好ましい。
無機アンモニウム塩としては、特開平9-111081号公報に記載された化合物、たとえば硫酸アンモニウム、炭酸アンモニウム、硝酸アンモニウム、リン酸アンモニウムなどが例示でき、なかでも加硫特性を考慮すると、リン酸アンモニウムが好ましい。
そのほか、アセトアルデヒドアンモニア、ヘキサメチレンテトラミン、ホルムアミジン、ホルムアミジン塩酸塩、ホルムアミジン酢酸塩、t-ブチルカルバメート、ベンジルカルバメート、HCF2CF2CH(CH3)OCONH2、フタルアミドなども使用できる。
これらのアンモニア発生化合物(F1)は、単独でも2種以上併用してもよい。
(F2)無機窒化物粒子
無機窒化物粒子(F2)としては、特に限定されるものではないが、窒化ケイ素(Si3N4)、窒化リチウム、窒化チタン、窒化アルミニウム、窒化ホウ素、窒化バナジウム、窒化ジルコニウムなどが挙げられる。これらの中でも、ナノサイズの微粒子が供給可能であることから、窒化ケイ素粒子であることが好ましい。また、これらの窒化物粒子は2種以上混合使用してもよい。
無機窒化物粒子(F2)としては、特に限定されるものではないが、窒化ケイ素(Si3N4)、窒化リチウム、窒化チタン、窒化アルミニウム、窒化ホウ素、窒化バナジウム、窒化ジルコニウムなどが挙げられる。これらの中でも、ナノサイズの微粒子が供給可能であることから、窒化ケイ素粒子であることが好ましい。また、これらの窒化物粒子は2種以上混合使用してもよい。
無機窒化物粒子(F2)の粒径としては、特に限定されるものではないが、1000nm以下であることが好ましく、300nm以下であることがより好ましく、100nm以下であることが更に好ましい。下限値は特に限定されない。
また、これらの無機窒化物粒子(F2)は、アンモニア発生化合物(F1)を併用してもよい。
これらのオキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系は、つぎの特定の架橋性基を有するVdF系ゴム、および特定の架橋性基を有するTFE/Pr系ゴムが対象となる。
(特定の架橋性基を有するVdF系ゴム)
特定のVdF系ゴムは、VdFと、TFE、HFPおよび(パー)フルオロ(ビニルエーテル)よりなる群から選ばれる少なくとも1種の(パー)フルオロオレフィンと、シアノ基、カルボキシル基またはアルコキシカルボニル基を含有する単量体との共重合体であるVdF系ゴムである。
特定のVdF系ゴムは、VdFと、TFE、HFPおよび(パー)フルオロ(ビニルエーテル)よりなる群から選ばれる少なくとも1種の(パー)フルオロオレフィンと、シアノ基、カルボキシル基またはアルコキシカルボニル基を含有する単量体との共重合体であるVdF系ゴムである。
ただし、VdFの共重合割合は20モル%を超えていることが、低温での脆弱性を改善するために重要である。
(パー)フルオロ(ビニルエーテル)としては、一般式(30):
CF2=CFO(CF2CFY2O)p-(CF2CF2CF2O)q-Rf 5 (30)
(式中Y2は、フッ素原子または-CF3を表し、Rf 5は、炭素数1~5のパーフルオロアルキル基を表す。pは、0~5の整数を表し、qは、0~5の整数を表す。)
または、一般式(31):
CFX=CXOCF2OR (31)
(式中、XはFまたはH;Rは炭素数1~6の直鎖状もしくは分岐状のフルオロアルキル基、炭素数5~6の環状のフルオロアルキル基、またはフルオロオキシアルキル基。ただし、H、Cl、Br、Iから選択される1~2個の原子を含んでもよい)で表されるものを1種または2種以上を組み合わせて用いることができる。
CF2=CFO(CF2CFY2O)p-(CF2CF2CF2O)q-Rf 5 (30)
(式中Y2は、フッ素原子または-CF3を表し、Rf 5は、炭素数1~5のパーフルオロアルキル基を表す。pは、0~5の整数を表し、qは、0~5の整数を表す。)
または、一般式(31):
CFX=CXOCF2OR (31)
(式中、XはFまたはH;Rは炭素数1~6の直鎖状もしくは分岐状のフルオロアルキル基、炭素数5~6の環状のフルオロアルキル基、またはフルオロオキシアルキル基。ただし、H、Cl、Br、Iから選択される1~2個の原子を含んでもよい)で表されるものを1種または2種以上を組み合わせて用いることができる。
一般式(30)、一般式(31)で示されるものの中でも、パーフルオロ(メチルビニルエーテル)、パーフルオロ(プロピルビニルエーテル)が好ましく、特にパーフルオロ(メチルビニルエーテル)が好ましい。
これらはそれぞれ単独で、または任意に組み合わせて用いることができる。
VdFと特定のパーフルオロオレフィンとの共重合割合は、VdFが20モル%を超えていればよいが、なかでもVdF45~85モル%と、特定のパーフルオロオレフィン55~15モル%とからなるVdF系ゴムが好ましく、更にはVdF50~80モル%と特定のパーフルオロオレフィン50~20モル%とからなるVdF系ゴムが好ましい。
VdFと特定のパーフルオロオレフィンとの具体的な組合せとしては、具体的には、VdF/HFP共重合体、VdF/HFP/TFE共重合体、VdF/PAVE共重合体、VdF/TFE/PAVE共重合体、VdF/HFP/PAVE共重合体及びVdF/HFP/TFE/PAVE共重合体からなる群より選択される少なくとも1種であることが好ましい。
VdF/HFP共重合体は、VdF/HFPの組成が、45~85/55~15モル%であることが好ましく、より好ましくは、50~80/50~20モル%であり、更に好ましくは、60~80/40~20モル%である。
VdF/TFE/HFP共重合体は、VdF/TFE/HFPの組成が、40~80/10~35/10~35モル%のものが好ましい。
VdF/PAVE共重合体としては、VdF/PAVEの組成が、65~90/35~10モル%のものが好ましい。
VdF/TFE/PAVE共重合体としては、VdF/TFE/PAVEの組成が、40~80/3~40/15~35モル%のものが好ましい。
VdF/HFP/PAVE共重合体としては、VdF/HFP/PAVEの組成が、65~90/3~25/3~25モル%のものが好ましい。
VdF/HFP/TFE/PAVE共重合としては、VdF/HFP/TFE/PAVEの組成が、40~90/0~25/0~40/3~35のものが好ましく、40~80/3~25/3~40/3~25モル%のものがより好ましい。
シアノ基、カルボキシル基またはアルコキシカルボニル基を含有する単量体は、良好な架橋特性および耐熱性の観点から、VdFと特定のパーフルオロオレフィンの合計量に対して、0.1~5モル%であることが好ましく、0.3~3モル%であることがより好ましい。
シアノ基またはカルボキシル基、またはアルコキシカルボニル基を含有する単量体としては、たとえば、式(32)~(35):
CY1 2=CY1(CF2)n-X1 (32)
(式中、Y1は、同一又は異なって、水素原子またはフッ素原子、nは1~8の整数である)
CF2=CFCF2Rf 6-X1 (33)
(式中、Rf 6は-(OCF2)n-、-(OCF(CF3))n-
であり、nは0~5の整数である)
CF2=CF(OCF2CF(CF3))mO(CF2)n-X1 (34)
(式中、mは0~5の整数、nは1~8の整数である)
CF2=CF(OCF2CF(CF3))m-X1 (35)
(式中、mは1~5の整数)
(式(32)~(35)中、X1は、シアノ基(-CN基)、カルボキシル基(-COOH基)、またはアルコキシカルボニル基(-COOR基、Rは炭素数1~10のフッ素原子を含んでいてもよいアルキル基))で表される単量体などが挙げられ、これらをそれぞれ単独で、または任意に組み合わせて用いることができる。
CY1 2=CY1(CF2)n-X1 (32)
(式中、Y1は、同一又は異なって、水素原子またはフッ素原子、nは1~8の整数である)
CF2=CFCF2Rf 6-X1 (33)
(式中、Rf 6は-(OCF2)n-、-(OCF(CF3))n-
であり、nは0~5の整数である)
CF2=CF(OCF2CF(CF3))mO(CF2)n-X1 (34)
(式中、mは0~5の整数、nは1~8の整数である)
CF2=CF(OCF2CF(CF3))m-X1 (35)
(式中、mは1~5の整数)
(式(32)~(35)中、X1は、シアノ基(-CN基)、カルボキシル基(-COOH基)、またはアルコキシカルボニル基(-COOR基、Rは炭素数1~10のフッ素原子を含んでいてもよいアルキル基))で表される単量体などが挙げられ、これらをそれぞれ単独で、または任意に組み合わせて用いることができる。
これらの特定の架橋性基を有するVdF系ゴムは、常法により製造することができる。
また、これらの架橋性基の導入方法としては、国際公開第00/05959号パンフレットに記載の方法も用いることができる。
また、特定の架橋性基を有するVdF系ゴムは、加工性が良好な点から、ムーニー粘度(ML1+10(121℃))が5~140、更には5~120、特に5~100であるものが好ましい。
(特定の架橋性基を有するTFE/Pr系ゴム)
特定の架橋性基を有するTFE/Pr系ゴムは、TFE単位40~70モル%とPr単位30~60モル%とシアノ基、カルボキシル基またはアルコキシカルボニル基を有する単量体単位を有する非パーフルオロゴムである。
特定の架橋性基を有するTFE/Pr系ゴムは、TFE単位40~70モル%とPr単位30~60モル%とシアノ基、カルボキシル基またはアルコキシカルボニル基を有する単量体単位を有する非パーフルオロゴムである。
また、必要に応じてVdF単位0~15モル%および/またはPAVE単位0~15モル%を含んでいてもよい。
TFE単位は40~70モル%、好ましくは50~65モル%であり、Prとこの範囲においてエラストマー性が得られる。
Pr単位は30~60モル%、好ましくは35~50モル%であり、TFEとこの範囲においてエラストマー性が得られる。
シアノ基、カルボキシル基またはアルコキシカルボニル基を有する単量体としては、特定の架橋性基を有するVdF系ゴムで説明した単量体が好ましいものも含めて、特定の架橋性基を有するTFE/Pr系ゴムにも使用できる。
任意の単位であるVdF単位またはPAVE単位は15モル%まで、更には10モル%までであり、これを超えると前者は耐アミン性、後者は高コストの点で好ましくない。
また特定の架橋性基を有するTFE/Pr系ゴムは、ムーニー粘度(ML1+10(121℃))が5~100である。ムーニー粘度が5を下回ると加硫性が低下して加硫ゴムとしての十分な物理特性が出なくなり、100を超えると流動性が低下し、成型加工性が悪くなる傾向にある。好ましいムーニー粘度(ML1+10(121℃))は、10~80である。
特定の架橋性基を有するTFE/Pr系ゴムは、通常の乳化重合法でも製造できるが、TFEとPrの重合速度は比較的遅いため、たとえば2段重合法(シード重合法)で製造するときは、効率よく製造できる。
これらのオキサゾール系、チアゾール系、イミダゾール系架橋剤の添加量は、上記特定のフッ素ゴム100質量部に対して、0.1~20質量部であることが好ましく、0.5~10質量部であることがより好ましい。架橋剤が、0.1質量部未満であると、実用上充分な機械的強度、耐熱性、耐薬品性が得られない傾向があり、20質量部を超えると、架橋に長時間がかかるうえ、架橋物が硬くなり柔軟性がなくなる傾向がある。
これらのオキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系で架橋助剤(F)を併用する場合、架橋助剤(F)の添加量は、通常、上記特定のフッ素ゴム100質量部に対して、0.01~10質量部であり、0.02~5質量部であることが好ましく、0.05~3質量部であることがより好ましい。
(トリアジン架橋系)
トリアジン架橋系は、圧縮永久歪みが小さく、耐熱性に優れた架橋系である。トリアジン架橋系では、架橋反応を開始する架橋助剤(F)のみを用いる。
トリアジン架橋系は、圧縮永久歪みが小さく、耐熱性に優れた架橋系である。トリアジン架橋系では、架橋反応を開始する架橋助剤(F)のみを用いる。
トリアジン架橋系に用いる架橋助剤(F)としては、たとえば上記オキサゾール架橋系、チアゾール架橋系およびイミダゾール架橋系において架橋剤と併用可能な架橋助剤である(F1)40~330℃でアンモニアを発生させる化合物、または(F2)無機窒化物粒子が例示できる。
トリアジン架橋系は、上記オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系が対象とする特定の架橋性基を有するフッ素ゴムのうち、架橋性基の少なくとも1つがシアノ基であるフッ素ゴムが好ましい。
アンモニア発生化合物(F1)の添加量は発生するアンモニアの量により適宜選択すればよいが、通常、上記シアノ基含有フッ素ゴム100質量部に対して、0.05~10質量部であり、0.1~5質量部であることが好ましく、0.2~3質量部であることがより好ましい。アンモニア発生化合物が、少なすぎると架橋密度が低くなるため、実用上、充分な耐熱性、耐薬品性を発現しない傾向があり、多くなりすぎると、スコーチの懸念があり保存安定性が悪くなるという傾向がある。
無機窒化物粒子(F2)の添加量は、上記シアノ基含有フッ素ゴム100質量部に対して、0.1~20質量部であり、0.2~5質量部であることが好ましく、0.2~1質量部であることがより好ましい。無機窒化物粒子(F2)が、0.1質量部未満であると加硫密度が低くなるため、実用上、充分な耐熱性、耐薬品性を発現しない傾向があり、20質量部を超えると、スコーチの懸念があり保存安定性が悪くなるという傾向がある。
本発明においては、架橋系として過酸化物架橋系、ポリオール架橋系、オキサゾール架橋系、チアゾール架橋系、イミダゾール架橋系、またはトリアジン架橋系が好ましく、それぞれの架橋系に適した架橋剤(D)、架橋促進剤(E)または架橋助剤(F)を用いることが好ましい。なかでも、過酸化物架橋系、オキサゾール架橋系、チアゾール架橋系およびイミダゾール架橋系の架橋剤、またはトリアジン架橋系の架橋助剤を用いることがより好ましい。
本発明において、フッ素ゴム組成物に対して、必要に応じて通常のゴム配合物、たとえば充填材、加工助剤、可塑剤、着色剤、接着助剤、受酸剤、顔料、難燃剤、滑剤、光安定剤、耐候安定剤、帯電防止剤、紫外線吸収剤、酸化防止剤、離型剤、発泡剤、香料、オイル、柔軟化剤のほか、ポリエチレン、ポリプロピレン、ポリアミド、ポリエステル、ポリウレタンなどの他の重合体などを本発明の効果を損なわない範囲で配合してもよい。
充填材としては、酸化カルシウム、酸化マグネシウム、酸化チタン、酸化アルミニウムなどの金属酸化物;水酸化マグネシウム、水酸化アルミニウム、水酸化カルシウムなどの金属水酸化物;炭酸マグネシウム、炭酸アルミニウム、炭酸カルシウム、炭酸バリウムなどの炭酸塩;ケイ酸マグネシウム、ケイ酸カルシウム、ケイ酸ナトリウム、ケイ酸アルミニウムなどのケイ酸塩;硫酸アルミニウム、硫酸カルシウム、硫酸バリウムなどの硫酸塩;合成ハイドロタルサイト;二硫化モリブデン、硫化鉄、硫化銅などの金属硫化物;ケイ藻土、アスベスト、リトポン(硫化亜鉛/硫化バリウム)、グラファイト、フッ化カーボン、フッ化カルシウム、コークス、石英微粉末、タルク、雲母粉末、ワラストナイト、炭素繊維、アラミド繊維、各種ウィスカー、ガラス繊維、有機補強剤、有機充填材、ポリテトラフルオロエチレン、マイカ、シリカ、セライト、クレーなどが例示できる。
加工助剤としては、ステアリン酸、オレイン酸、パルミチン酸、ラウリン酸などの高級脂肪酸;ステアリン酸ナトリウム、ステアリン酸亜鉛などの高級脂肪酸塩;ステアリン酸アミド、オレイン酸アミドなどの高級脂肪酸アミド;オレイン酸エチルなどの高級脂肪酸エステル;カルナバワックス、セレシンワックスなどの石油系ワックス;エチレングリコール、グリセリン、ジエチレングリコールなどのポリグリコール;ワセリン、パラフィンなどの脂肪族炭化水素;シリコーン系オイル、シリコーン系ポリマー、低分子量ポリエチレン、フタル酸エステル類、リン酸エステル類、ロジン、(ハロゲン化)ジアルキルアミン、界面活性剤、スルホン化合物、フッ素系助剤などが例示できる。
なお、上記(1)、(2)の方法で調製したフッ素ゴム組成物に、架橋剤などを配合する場合、アルキルアミン化合物および/または受酸剤を更に配合してもよい。この架橋剤などの混練工程で配合するアルキルアミン化合物は、上記(1)、(2)の方法において配合する有機アミン化合物(C1)と同じでも異なっていてもよい。配合量は、フッ素ゴム(A)100質量部に対して0.1~3質量部が好ましい。また、受酸剤を配合する場合、上記(1)、(2)の方法において配合する受酸剤(C2)と同じでも異なっていてもよい。配合量は、フッ素ゴム(A)100質量部に対して0.1~3質量部が好ましい。
本発明の製造方法で得られるフッ素ゴム組成物の架橋法は、適宜選択すればよいが、たとえば押出法やプレス法、射出法などの通常の架橋方法を採用することができる。また、ホースなどの管状に架橋する場合は、架橋缶などを用いた架橋方法等が採用される。また、押出成形、巻蒸し成形などの成形方法を採用することもできる。また、架橋物の使用目的によって二次架橋が必要な場合は、更にオーブン架橋を施してもよい。
得られるフッ素ゴム架橋物はまた、動的粘弾性試験(測定モード:引張、チャック間距離:20mm、引張歪み:1%、測定周波数:10Hz、初期加重:157cN、測定温度:160℃)において、損失弾性率E”が、400kPa以上6000kPa以下であるとき、常態物性および高温時の機械物性などに特に優れたものとなる。
損失弾性率E”が上記範囲であるとき、常態物性および高温時の機械物性などに特に優れたものとなる。下限としては好ましくは420kPa、より好ましくは430kPaであり、上限としては好ましくは5900kPa、より好ましくは5800kPaである。
また、得られるフッ素ゴム架橋物は、動的粘弾性試験(測定モード:引張、チャック間距離:20mm、測定温度:160℃、引張歪み:1%、初期加重:157cN、周波数:10Hz)において、貯蔵弾性率E’が1500kPa以上20000kPa以下であることが、高温時の機械物性の向上の点から更に好ましい。下限としては、好ましくは1600kPa、より好ましくは1800kPaであり、上限としては、好ましくは19000kPa、より好ましくは18000kPaである。
また、フッ素ゴム架橋物は、160℃において、100~700%、更には110%以上、特に120%以上、また680%以下、特に650%以下の引張破断伸びを有していることが、高温環境下での使用などに適したものとなることから好ましい。
また、フッ素ゴム架橋物は、160℃において、1MPa以上、更には1.5MPa以上、特に2MPa以上、また30MPa以下、特に28MPa以下の引張破断強度を有していることが、高温環境下での使用などに適したものとなることから好ましい。
また、フッ素ゴム架橋物は、160℃において、3~30kN/m、更には4kN/m以上、特に5kN/m以上、また29kN/m以下、特に28kN/m以下の引裂き強度を有していることが、高温環境下での使用などに適したものとなることから好ましい。
また、フッ素ゴム架橋物は、200℃において、100~700%、更には110%以上、特に120%以上、また680%以下、特に650%以下の引張破断伸びを有していることが、高温環境下での使用などに適したものとなることから好ましい。
また、フッ素ゴム架橋物は、200℃において、1~30MPa、更には1.5MPa以上、特に2MPa以上、また29MPa以下、特に28MPa以下の引張破断強度を有していることが、高温環境下での使用などに適したものとなることから好ましい。引張破断強度および引張破断伸びは、JIS-K6251に準じて、6号ダンベルを用いて測定する。
また、フッ素ゴム架橋物は、200℃において、3~30kN/m、更には4kN/m以上、特に5kN/m以上、また29kN/m以下、特に28kN/m以下の引裂き強度を有していることが、高温環境下での使用などに適したものとなることから好ましい。
こうした特性を有するフッ素ゴム架橋物は、たとえばつぎのような各種の用途に好適に使用できる。
(1)ホース
ホースとしては、本発明のフッ素ゴム組成物を架橋して得られるフッ素ゴム架橋物のみからなる単層構造のホースであってもよいし、他の層との積層構造の多層ホースであってもよい。
ホースとしては、本発明のフッ素ゴム組成物を架橋して得られるフッ素ゴム架橋物のみからなる単層構造のホースであってもよいし、他の層との積層構造の多層ホースであってもよい。
単層構造のホースとしては、たとえば排気ガスホース、EGRホース、ターボチャージャーホース、燃料ホース、ブレーキホース、オイルホースなどが例示できる。
多層構造のホースとしても、たとえば排気ガスホース、EGRホース、ターボチャージャーホース、燃料ホース、ブレーキホース、オイルホースなどが例示できる。
ターボシステムはディーゼルエンジンに多く装備され、エンジンからの排気ガスをタービンに送って回転させることによりタービンに連結されているコンプレッサーを動かし、エンジンに供給する空気の圧縮比を高め、出力を向上させるシステムである。エンジンの排気ガスを利用し、かつ高出力を得るこのターボシステムは、エンジンの小型化、自動車の低燃費化および排気ガスのクリーン化にも繋がる。
ターボチャージャーホースは、圧縮空気をエンジンに送り込むためのホースとしてターボシステムに用いられている。狭いエンジンルームの空間を有効活用するためには、可撓性や柔軟性に優れたゴム製のホースが有利であり、典型的には、耐熱老化性や耐油性に優れたゴム(特にフッ素ゴム)層を内層とし、シリコーンゴムやアクリルゴムを外層とする多層構造のホースが採用されている。しかし、エンジンルームなどのエンジン周りは高温に曝されており、しかも振動も加えられる過酷な環境にあり、耐熱老化性だけでなく、高温時の機械特性が優れたものが必要になっている。
ホースは、単層および多層構造のゴム層として、本発明のフッ素ゴム組成物を架橋して得られる架橋フッ素ゴム層を用いることにより、これらの要求特性を高い水準で満たすものであり、優れた特性を有するターボチャージャーホースを提供することができる。
ターボチャージャーホース以外の多層構造のホースにおいて、他の材料からなる層としては、他のゴムからなる層や熱可塑性樹脂からなる層、各種繊維補強層、金属箔層などが挙げられる。
他のゴムとしては、耐薬品性や柔軟性が特に要求される場合は、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴム、EPDMおよびアクリルゴムからなる群より選ばれる少なくとも1種からなるゴムが好ましく、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴムからなる群より選ばれる少なくとも1種のゴムからなることがより好ましい。
また、熱可塑性樹脂としては、フッ素樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂が好ましく、フッ素樹脂、ポリアミド系樹脂、ポリビニルアルコール系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂がより好ましい。
また、多層構造のホースを作製する場合、必要に応じて表面処理を行ってもよい。この表面処理としては、接着を可能とする処理方法であれば、その種類は特に制限されるものではなく、例えばプラズマ放電処理やコロナ放電処理等の放電処理、湿式法の金属ナトリウム/ナフタレン液処理などが挙げられる。また、表面処理としてプライマー処理も好適である。プライマー処理は常法に準じて行うことができる。プライマー処理を施す場合、表面処理を行っていないフッ素ゴムの表面を処理することもできるが、プラズマ放電処理、コロナ放電処理、金属ナトリウム/ナフタレン液処理などを予め施したうえで、更にプライマー処理すると、より効果的である。
本発明の架橋物を用いるホースは、そのほか以下に示す分野で好適に用いることができる。
半導体製造装置、液晶パネル製造装置、プラズマパネル製造装置、プラズマアドレス液晶パネル、フィールドエミッションディスプレイパネル、太陽電池基板等の半導体製造関連分野では、高温環境に曝されるCVD装置、ドライエッチング装置、ウェットエッチング装置、酸化拡散装置、スパッタリング装置、アッシング装置、洗浄装置、イオン注入装置、排気装置などのホースに用いることができる。
自動車分野では、エンジンならびに自動変速機の周辺装置に用いることができ、ターボチャージャーホースのほか、EGRホース、排気ガスホース、燃料ホース、オイルホース、ブレーキホースなどとして用いることができる。
そのほか、航空機分野、ロケット分野および船舶分野、化学プラント分野、分析・理化学機分野、食品プラント機器分野、原子力プラント機器分野などのホースにも用いることができる。
(2)シール材
シール材としては、以下に示す分野で好適に用いることができる。
シール材としては、以下に示す分野で好適に用いることができる。
たとえば、自動車用エンジンのエンジン本体、主運動系、動弁系、滑剤・冷却系、燃料系、吸気・排気系;駆動系のトランスミッション系;シャーシのステアリング系;ブレーキ系;電装品の基本電装部品、制御系電装部品、装備電装部品などの、耐熱性・耐油性・燃料油耐性・エンジン冷却用不凍液耐性・耐スチーム性が要求されるガスケットや非接触型および接触型のパッキン類(セルフシールパッキン、ピストンリング、割リング形パッキン、メカニカルシール、オイルシールなど)などのシール材などが挙げられる。
自動車用エンジンのエンジン本体に用いられるシール材としては、特に限定されないが、たとえば、シリンダーヘッドガスケット、シリンダーヘッドカバーガスケット、オイルパンパッキン、一般ガスケットなどのガスケット、Oリング、パッキン、タイミングベルトカバーガスケットなどのシール材などが挙げられる。
自動車用エンジンの主運動系に用いられるシール材としては、特に限定されるものではないが、たとえば、クランクシャフトシール、カムシャフトシールなどのシャフトシールなどが挙げられる。
自動車用エンジンの動弁系に用いられるシール材としては、特に限定されるものではないが、たとえば、エンジンバルブのバルブステムオイルシール、バタフライバルブのバルブシートなどが挙げられる。
自動車用エンジンの滑剤・冷却系に用いられるシール材としては、特に限定されるものではないが、たとえば、エンジンオイルクーラーのシールガスケットなどが挙げられる。
自動車用エンジン燃料系に用いられるシール材としては、特に限定されるものではないが、たとえば、燃料ポンプのオイルシール、燃料タンクのフィラーシール、タンクパッキンなど、燃料チューブのコネクターOリンクなど、燃料噴射装置のインジェクタークッションリング、インジェクターシールリング、インジェクターOリングなど、キャブレターのフランジガスケットなど、EGRのシール材などが挙げられる。
自動車用エンジンの吸気・排気系に用いられるシール材としては、特に限定されるものではないが、たとえば、マニホールドの吸気マニホールドパッキン、排気マニホールドパッキン、スロットルのスロットルボディパッキン、ターボチャージのタービンシャフトシールなどが挙げられる。
自動車用のトランスミッション系に用いられるシール材としては、特に限定されるものではないが、たとえば、トランスミッション関連のベアリングシール、オイルシール、Oリング、パッキンなど、オートマチックトランスミッションのOリング、パッキン類などが挙げられる。
自動車用のブレーキ系に用いられるシール材としては、特に限定されるものではないが、たとえば、オイルシール、Oリング、パッキンなど、マスターシリンダーのピストンカップ(ゴムカップ)など、キャリパーシール、ブーツ類などが挙げられる。
自動車用の装備電装品に用いられるシール材としては、特に限定されるものではないが、たとえば、カーエアコンのOリング、パッキンなどが挙げられる。
シール材としては、特にセンサー用シール材(ブッシュ)に適し、更には酸素センサー用シール材、酸化窒素センサー用シール材、酸化硫黄センサー用シール材などに適する。Oリングは角リングであってもよい。
自動車分野以外の用途としては、特に限定されず、航空機分野、ロケット分野、船舶分野、油田掘削分野(たとえばパッカーシール、MWD用シール、LWD用シール等)、プラント等の化学品分野、医薬品等の薬品分野、現像機等の写真分野、印刷機械等の印刷分野、塗装設備等の塗装分野、分析・理化学機分野、食品プラント機器分野、原子力プラント機器分野、鉄板加工設備等の鉄鋼分野、一般工業分野、電気分野、燃料電池分野、電子部品分野、現場施工型の成形などの分野で広く用いることができる。
たとえば、船舶、航空機などの輸送機関における耐油、耐薬品、耐熱、耐スチームまたは耐候用のパッキン、Oリング、その他のシール材;油田掘削における同様のパッキン、Oリング、シール材;化学プラントにおける同様のパッキン、Oリング、シール材;食品プラント機器および食品機器(家庭用品を含む)における同様のパッキン、Oリング、シール材;原子力プラント機器における同様のパッキン、Oリング、シール材;一般工業部品における同様のパッキン、Oリング、シール材などが挙げられる。
(3)ベルト
本発明のフッ素ゴム架橋物は、以下に示すベルトに好適に用いることができる。
本発明のフッ素ゴム架橋物は、以下に示すベルトに好適に用いることができる。
動力伝達ベルト(平ベルト、Vベルト、Vリブドベルト、歯付きベルトなどを含む)や搬送用ベルト(コンベアベルト)のベルト材に用いることができる。また、半導体製造装置、液晶パネル製造装置、プラズマパネル製造装置、プラズマアドレス液晶パネル、フィールドエミッションディスプレイパネル、太陽電池基板等の半導体製造関連分野では、高温環境に曝されるCVD装置、ドライエッチング装置、ウェットエッチング装置、酸化拡散装置、スパッタリング装置、アッシング装置、洗浄装置、イオン注入装置、排気装置などのベルト材に用いることができる。
平ベルトとしては、たとえば農業用機械、工作機械、工業用機械などのエンジン周りなど各種高温となる部位に使用される平ベルトが挙げられる。コンベアベルトとしては、たとえば石炭、砕石、土砂、鉱石、木材チップなどのバラ物や粒状物を高温環境下で搬送するためのコンベアベルトや、高炉などの製鉄所などで使用されるコンベヤベルト、精密機器組立工場、食品工場などで、高温環境下に曝される用途におけるコンベアベルトが挙げられる。VベルトおよびVリブドベルトとしては、たとえば農業用機械、一般機器(OA機器、印刷機械、業務用乾燥機など)、自動車用などのVベルト、Vリブドベルトが挙げられる。歯付きベルトとしては、たとえば搬送ロボットの伝動ベルト、食品機械、工作機械の伝動ベルトなどの歯付きベルトが挙げられ、自動車用、OA機器、医療用、印刷機械などで使用される歯付きベルトが挙げられる。特に、自動車用歯付きベルトとしては、タイミングベルトが挙げられる。
なお、多層構造のベルト材において、他の材料からなる層としては、他のゴムからなる層や熱可塑性樹脂からなる層、各種繊維補強層、帆布、金属箔層などが挙げられる。
他のゴムとしては、耐薬品性や柔軟性が特に要求される場合は、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴム、EPDMおよびアクリルゴムからなる群より選ばれる少なくとも1種からなるゴムが好ましく、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴムからなる群より選ばれる少なくとも1種のゴムからなることがより好ましい。
また、熱可塑性樹脂としては、フッ素樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂が好ましく、フッ素樹脂、ポリアミド系樹脂、ポリビニルアルコール系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂がより好ましい。
また、多層構造のベルト材を作製する場合、必要に応じて表面処理を行ってもよい。この表面処理としては、接着を可能とする処理方法であれば、その種類は特に制限されるものではなく、例えばプラズマ放電処理やコロナ放電処理等の放電処理、湿式法の金属ナトリウム/ナフタレン液処理などが挙げられる。また、表面処理としてプライマー処理も好適である。プライマー処理は常法に準じて行うことができる。プライマー処理を施す場合、表面処理を行っていないフッ素ゴムの表面を処理することもできるが、プラズマ放電処理、コロナ放電処理、金属ナトリウム/ナフタレン液処理などを予め施したうえで、更にプライマー処理すると、より効果的である。
(4)防振ゴム
本発明のフッ素ゴム架橋物は、防振ゴムにおける単層および多層構造のゴム層として用いることにより、防振ゴムへの要求特性を高い水準で満たすものであり、優れた特性を有する自動車用防振ゴムを提供することができる。
本発明のフッ素ゴム架橋物は、防振ゴムにおける単層および多層構造のゴム層として用いることにより、防振ゴムへの要求特性を高い水準で満たすものであり、優れた特性を有する自動車用防振ゴムを提供することができる。
自動車用防振ゴム以外の多層構造の防振ゴムにおいて、他の材料からなる層としては、他のゴムからなる層や熱可塑性樹脂からなる層、各種繊維補強層、金属箔層などが挙げられる。
他のゴムとしては、耐薬品性や柔軟性が特に要求される場合は、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴム、EPDMおよびアクリルゴムからなる群より選ばれる少なくとも1種からなるゴムが好ましく、アクリロニトリル-ブタジエンゴムまたはその水素添加ゴム、アクリロニトリル-ブタジエンゴムとポリ塩化ビニルとのブレンドゴム、フッ素ゴム、エピクロロヒドリンゴムからなる群より選ばれる少なくとも1種のゴムからなることがより好ましい。
また、熱可塑性樹脂としては、フッ素樹脂、ポリアミド系樹脂、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリビニルアルコール系樹脂、ポリ塩化ビニル系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂が好ましく、フッ素樹脂、ポリアミド系樹脂、ポリビニルアルコール系樹脂、ポリフェニレンスルフィド系樹脂からなる群より選ばれる少なくとも1種からなる熱可塑性樹脂がより好ましい。
また、多層構造の防振ゴムを作製する場合、必要に応じて表面処理を行ってもよい。この表面処理としては、接着を可能とする処理方法であれば、その種類は特に制限されるものではなく、例えばプラズマ放電処理やコロナ放電処理等の放電処理、湿式法の金属ナトリウム/ナフタレン液処理などが挙げられる。また、表面処理としてプライマー処理も好適である。プライマー処理は常法に準じて行うことができる。プライマー処理を施す場合、表面処理を行っていないフッ素ゴムの表面を処理することもできるが、プラズマ放電処理、コロナ放電処理、金属ナトリウム/ナフタレン液処理などを予め施したうえで、更にプライマー処理すると、より効果的である。
(5)ダイヤフラム
本発明のフッ素ゴム架橋物は、以下に示すダイヤフラムに好適に用いることができる。
本発明のフッ素ゴム架橋物は、以下に示すダイヤフラムに好適に用いることができる。
例えば、自動車エンジンの用途としては、耐熱性、耐酸化性、耐燃料性、低ガス透過性などが求められる、燃料系、排気系、ブレーキ系、駆動系、点火系などのダイヤフラムが挙げられる。
自動車エンジンの燃料系に用いられるダイヤフラムとしては、例えば燃料ポンプ用ダイヤフラム、キャブレター用ダイヤフラム、プレッシャレギュレータ用ダイヤフラム、パルセーションダンパー用ダイヤフラム、ORVR用ダイヤフラム、キャニスター用ダイヤフラム、オートフューエルコック用ダイヤフラムなどが挙げられる。
自動車エンジンの排気系に用いられるダイヤフラムとしては、例えばウェイストゲート用ダイヤフラム、アクチュエータ用ダイヤフラム、EGR用ダイヤフラムなどが挙げられる。
自動車エンジンのブレーキ系に用いられるダイヤフラムとしては、例えばエアーブレーキ用ダイヤフラムなどが挙げられる。
自動車エンジンの駆動系に用いられるダイヤフラムとしては、例えばオイルプレッシャー用ダイヤフラムなどが挙げられる。
自動車エンジンの点火系に用いられるダイヤフラムとしては、例えばディストリビューター用ダイヤフラムなどが挙げられる。
自動車エンジンのブレーキ系に用いられるダイヤフラムとしては、例えばエアーブレーキ用ダイヤフラムなどが挙げられる。
自動車エンジンの駆動系に用いられるダイヤフラムとしては、例えばオイルプレッシャー用ダイヤフラムなどが挙げられる。
自動車エンジンの点火系に用いられるダイヤフラムとしては、例えばディストリビューター用ダイヤフラムなどが挙げられる。
自動車エンジン以外の用途としては、耐熱性、耐油性、耐薬品性、耐スチーム性、低ガス透過性などが求められる、一般ポンプ用ダイヤフラム、バルブ用ダイヤフラム、フィルタープレス用ダイヤフラム、ブロワー用ダイヤフラム、空調用機器用ダイヤフラム、制御機器用ダイヤフラム、給水用ダイヤフラム、給湯用の熱水を送液するポンプなどに用いられるダイヤフラム、高温蒸気用ダイヤフラム、半導体装置用ダイヤフラム(例えば製造工程などで使用される薬液移送用ダイヤフラム)、食品加工処理装置用ダイヤフラム、液体貯蔵タンク用ダイヤフラム、圧力スイッチ用ダイヤフラム、石油探索・石油掘削用途で用いられるダイヤフラム(例えば石油掘削ビットなどの潤滑油供給用ダイヤフラム)、ガス瞬間湯沸かし器やガスメーター等のガス器具用ダイヤフラム、アキュムレーター用ダイヤフラム、サスペンションなどの空気ばね用ダイヤフラム、船舶用のスクリューフィダー用ダイヤフラム、医療用の人工心臓用ダイヤフラムなどが挙げられる。
つぎに本発明を実施例を挙げて説明するが、本発明はかかる実施例のみに限定されるものではない。
本発明で採用した各種の物性の測定方法は、以下のとおりである。
(1)動的粘弾性試験
(A)未架橋時動的粘弾性測定(剪断弾性率G’)
動的歪み1%時の剪断弾性率G’(1%)及び動的歪み100%時の剪断弾性率G’(100%)の差δG’の測定方法
アルファテクノロジーズ社製のラバープロセスアナライザ(型式:RPA2000)を用いて、100℃、1Hzで動的粘弾性を測定する。
(B)架橋物の動的粘弾性測定(貯蔵弾性率E’および損失弾性率E”)
測定装置:アイティー計測制御(株)製の動的粘弾性測定装置DVA-220
測定条件
試験片: 幅3mm×厚さ2mmサイズの長方体の架橋済みゴム
測定モード:引張
チャック間距離:20mm
測定温度:160℃
引張歪み:1%
初期加重:157cN
周波数:10Hz
(A)未架橋時動的粘弾性測定(剪断弾性率G’)
動的歪み1%時の剪断弾性率G’(1%)及び動的歪み100%時の剪断弾性率G’(100%)の差δG’の測定方法
アルファテクノロジーズ社製のラバープロセスアナライザ(型式:RPA2000)を用いて、100℃、1Hzで動的粘弾性を測定する。
(B)架橋物の動的粘弾性測定(貯蔵弾性率E’および損失弾性率E”)
測定装置:アイティー計測制御(株)製の動的粘弾性測定装置DVA-220
測定条件
試験片: 幅3mm×厚さ2mmサイズの長方体の架橋済みゴム
測定モード:引張
チャック間距離:20mm
測定温度:160℃
引張歪み:1%
初期加重:157cN
周波数:10Hz
(2)引張破断強度、引張破断伸び
試験機は、オリエンテック社製のRTA-1T、(株)島津製作所製のAG-Iを用いる。JIS-K6251に準じ、チャック間50mmに設定、引張速度500mm/min、6号ダンベルを用いて引張破断強度、引張破断伸びを測定する。測定温度は、25℃、160℃とする。
試験機は、オリエンテック社製のRTA-1T、(株)島津製作所製のAG-Iを用いる。JIS-K6251に準じ、チャック間50mmに設定、引張速度500mm/min、6号ダンベルを用いて引張破断強度、引張破断伸びを測定する。測定温度は、25℃、160℃とする。
(3)高温引張繰り返し試験
試験機は(株)島津製作所製のAG-Iを用いる。引張条件は、JIS-K6251に準じ、6号ダンベルを用い、チャック間を50mmに、チャック移動速度を500mm/minに設定する。温調は160℃とする。300%伸張を繰り返し、破断までのサイクル数を測定した。
試験機は(株)島津製作所製のAG-Iを用いる。引張条件は、JIS-K6251に準じ、6号ダンベルを用い、チャック間を50mmに、チャック移動速度を500mm/minに設定する。温調は160℃とする。300%伸張を繰り返し、破断までのサイクル数を測定した。
(4)ムーニー粘度(ML1+10(100℃))
ムーニー粘度は、ASTM-D1646およびJIS K6300に準拠して測定した。測定温度は100℃である。
ムーニー粘度は、ASTM-D1646およびJIS K6300に準拠して測定した。測定温度は100℃である。
実施例および比較例では、つぎのフッ素ゴム、カーボンブラック、有機アミン化合物、過酸化物架橋剤および架橋促進剤を使用した。
(フッ素ゴム)
A1:82Lのステンレススチール製のオートクレーブに純水44L、CH2=CFCF2OCF(CF3)CF2OCF(CF3)COONH4の50%水溶液を8.8g、F(CF2)3COONH4の50%水溶液176gを仕込み、系内を窒素ガスで充分に置換した。230rpmで攪拌しながら80℃に昇温した後、初期槽内モノマー組成をVdF/HFP=50/50モル%、1.52MPaとなるようにモノマーを圧入した。ついでAPS1.0gを220mlの純水に溶解した重合開始剤溶液を窒素ガスで圧入し、反応を開始した。重合の進行に伴い内圧が1.42MPaに降下した時点で追加モノマーであるVdF/HFP=78/22モル%の混合モノマーを内圧が1.52MPaとなるまで圧入した。このとき、ジヨウ素化合物I(CF2)4Iの73gを圧入した。昇圧、降圧を繰り返しつつ、3時間ごとにAPSの1.0g/純水220ml水溶液を窒素ガスで圧入して、重合反応を継続した。混合モノマーを14000g追加した時点で、未反応モノマーを放出し、オートクレーブを冷却して、固形分濃度23.1質量%のフッ素ゴムのディスパージョンを得た。このフッ素ゴムをNMR分析により共重合組成を調べたところ、VdF/HFP=78/22(モル%)であり、ムーニー粘度(ML1+10(100℃))は55であった。このフッ素ゴムをフッ素ゴムA1とする。
A1:82Lのステンレススチール製のオートクレーブに純水44L、CH2=CFCF2OCF(CF3)CF2OCF(CF3)COONH4の50%水溶液を8.8g、F(CF2)3COONH4の50%水溶液176gを仕込み、系内を窒素ガスで充分に置換した。230rpmで攪拌しながら80℃に昇温した後、初期槽内モノマー組成をVdF/HFP=50/50モル%、1.52MPaとなるようにモノマーを圧入した。ついでAPS1.0gを220mlの純水に溶解した重合開始剤溶液を窒素ガスで圧入し、反応を開始した。重合の進行に伴い内圧が1.42MPaに降下した時点で追加モノマーであるVdF/HFP=78/22モル%の混合モノマーを内圧が1.52MPaとなるまで圧入した。このとき、ジヨウ素化合物I(CF2)4Iの73gを圧入した。昇圧、降圧を繰り返しつつ、3時間ごとにAPSの1.0g/純水220ml水溶液を窒素ガスで圧入して、重合反応を継続した。混合モノマーを14000g追加した時点で、未反応モノマーを放出し、オートクレーブを冷却して、固形分濃度23.1質量%のフッ素ゴムのディスパージョンを得た。このフッ素ゴムをNMR分析により共重合組成を調べたところ、VdF/HFP=78/22(モル%)であり、ムーニー粘度(ML1+10(100℃))は55であった。このフッ素ゴムをフッ素ゴムA1とする。
(カーボンブラック)
(B1):東海カーボン(株)製のシースト6(ISAF)(N2SA=119m2/g、DBP吸油量=114ml/100g)
(B1):東海カーボン(株)製のシースト6(ISAF)(N2SA=119m2/g、DBP吸油量=114ml/100g)
(有機アミン化合物)
(C1):ステアリルアミン(ファーミン86T)(花王(株)製)
(C1):ステアリルアミン(ファーミン86T)(花王(株)製)
(架橋剤)
(D1):パーヘキサ25B(日油(株)製)
(D1):パーヘキサ25B(日油(株)製)
(架橋促進剤)
(E1)トリアリルイソシアヌレート(TAIC)(日本化成(株)製)
(E1)トリアリルイソシアヌレート(TAIC)(日本化成(株)製)
(受酸剤)
(F1)酸化亜鉛(一種)(堺化学工業(株)製)
(F1)酸化亜鉛(一種)(堺化学工業(株)製)
実施例1
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部、酸化亜鉛(F1)1.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は175℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部、酸化亜鉛(F1)1.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は175℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は602kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)121.5質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部、ステアリルアミン(C1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、71℃であった。
実施例1で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行い、更に200℃で1時間オーブン架橋して架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
実施例2
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)2.0質量部、酸化亜鉛(F1)1.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は163℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)2.0質量部、酸化亜鉛(F1)1.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は163℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は525kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)123.0質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、70℃であった。
実施例2で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行い、更に200℃で1時間オーブン架橋して架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
実施例3
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部、酸化亜鉛(F1)2.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は162℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部、酸化亜鉛(F1)2.0質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は162℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は628kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)122.5質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部、ステアリルアミン(C1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、67℃であった。
実施例3で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行い、更に200℃で1時間オーブン架橋して架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
実施例4
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は160℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部、ステアリルアミン(C1)0.5質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は160℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は554kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)120.5質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、72℃であった。
実施例4で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行い、更に200℃で1時間オーブン架橋して架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
実施例5
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)30質量部、酸化亜鉛(F1)1.0質量部、ステアリルアミン(C1)0.5質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は208℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)30質量部、酸化亜鉛(F1)1.0質量部、ステアリルアミン(C1)0.5質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は208℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は1416kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)131.5質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部、ステアリルアミン(C1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、76℃であった。
実施例5で調製したフッ素ゴムフルコンパウンドを160℃で60分間プレスして架橋を行い、架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
実施例6
実施例1において、フッ素ゴムプレコンパウンド(NP)の調製においてステアリルアミン(C1)を配合しなかった他は実施例1と同じ条件で混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は、168℃であった。
実施例1において、フッ素ゴムプレコンパウンド(NP)の調製においてステアリルアミン(C1)を配合しなかった他は実施例1と同じ条件で混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は、168℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は405kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)121.0質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部、ステアリルアミン(C1)0.5質量部を混練し、フッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、70℃であった。
実施例6で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行い、更に200℃で1時間オーブン架橋して架橋物として厚さ2mmのシート状試験片を作製した。
得られた架橋試験片について、25℃における引張破断強度、引張破断伸びを測定した。また、160℃における引張破断強度、引張破断伸びを測定し、また高温引張繰り返し試験を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
更に得られた架橋物の動的粘弾性測定を行った。結果を表1に示す。
比較例1
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は174℃であった。
混練機((株)モリヤマ製のMixLabo0.5L、ローター直径:6.6cm、チップクリアランス:0.05cm)を用いて、フロントローター回転数:60rpm、バックローター回転数:50rpmの混練条件で、フッ素ゴム(A1)100質量部にカーボンブラック(B1)20質量部を混練し、フッ素ゴムプレコンパウンド(NP)を調製した。なお、排出された混練物の最高温度は174℃であった。
得られたフッ素ゴムプレコンパウンド(NP)について、ラバープロセスアナライザ(RPA2000)を用いて、動的粘弾性試験を実施したところ、差δG’は453kPaであった。
得られたフッ素ゴムプレコンパウンド(NP)120.0質量部に、8インチオープンロール(関西ロール(株)製)を用いて、フロントロール回転数21rpm、バックロール回転数19rpm、ロール間隙0.1cmとし、パーヘキサ25B(D1)0.75質量部、TAIC(E1)0.5質量部を混練しフッ素ゴムフルコンパウンド(PR)を調製した。なお、排出された混練物の最高温度は、70℃であった。
比較例1で調製したフッ素ゴムフルコンパウンドを170℃で30分間プレスして架橋を行ったが、アンダーキュアでシート成形できなかった。
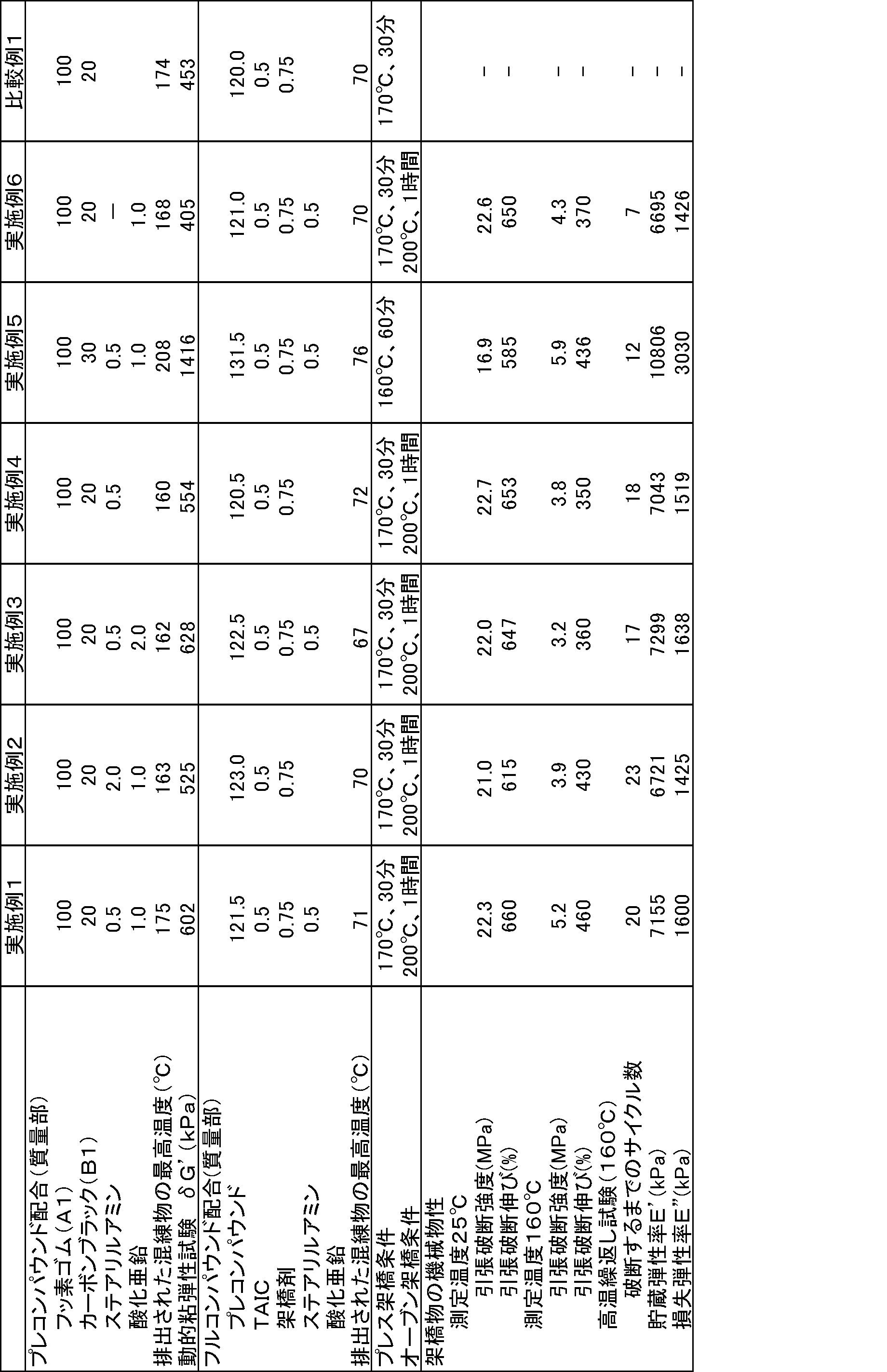
Claims (9)
- フッ素ゴム組成物を製造する方法であって、
該製造方法は、有機アミン化合物(C1)及び/又は受酸剤(C2)の存在下で、フッ素ゴム(A)及びカーボンブラック(B)を混練する工程を含み、
該工程における混練時の混練物の最高温度Tm、及び、排出時の混練物の最高温度が夫々80~220℃である
ことを特徴とするフッ素ゴム組成物の製造方法。 - フッ素ゴム(A)100質量部に対してカーボンブラック(B)を5~50質量部含む請求項1記載の製造方法。
- 前記カーボンブラック(B)が、窒素吸着比表面積(N2SA)が5~180m2/gであって、ジブチルフタレート(DBP)吸油量が40~180ml/100gであるカーボンブラックである請求項1または2記載の製造方法。
- 前記フッ素ゴム(A)が、フッ化ビニリデン系共重合体ゴム、テトラフルオロエチレン/パーフルオロ(アルキルビニルエーテル)系共重合体ゴム、またはテトラフルオロエチレン/プロピレン系共重合体ゴムである請求項1~3のいずれか1項に記載の製造方法。
- フッ素ゴム(A)100質量部に対して有機アミン化合物(C1)および/または受酸剤(C2)を0.1~10質量部含む請求項1~4のいずれか1項に記載の製造方法。
- 未架橋時のフッ素ゴム組成物が、ラバープロセスアナライザ(RPA)による動的粘弾性試験(測定周波数:1Hz、測定温度:100℃)において、動的歪み1%時の剪断弾性率G’(1%)および動的歪み100%時の剪断弾性率G’(100%)の差δG’(G’(1%)-G’(100%))が、120kPa以上3,000kPa以下である請求項1~5のいずれか1項に記載の製造方法。
- 請求項1~6のいずれか1項に記載の製造方法により得られたフッ素ゴム組成物を架橋して得られるフッ素ゴム架橋物。
- 動的粘弾性試験(測定温度:160℃、引張歪み:1%、初期加重:157cN、周波数:10Hz)において、損失弾性率E”が、400kPa以上6000kPa以下である請求項7記載のフッ素ゴム架橋物。
- 動的粘弾性試験(測定温度:160℃、引張歪み:1%、初期加重:157cN、周波数:10Hz)において、貯蔵弾性率E’が1500kPa以上20000kPa以下である請求項7または8記載のフッ素ゴム架橋物。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011800400511A CN103080215A (zh) | 2010-08-25 | 2011-08-25 | 氟橡胶组合物的制造方法 |
| JP2012530719A JP5686137B2 (ja) | 2010-08-25 | 2011-08-25 | フッ素ゴム組成物の製造方法 |
| EP11820014.6A EP2568006A4 (en) | 2010-08-25 | 2011-08-25 | METHOD FOR MANUFACTURING FLUORINATED RUBBER COMPOSITION |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US37700910P | 2010-08-25 | 2010-08-25 | |
| US61/377,009 | 2010-08-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012026552A1 true WO2012026552A1 (ja) | 2012-03-01 |
Family
ID=45723543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/069228 WO2012026552A1 (ja) | 2010-08-25 | 2011-08-25 | フッ素ゴム組成物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120077926A1 (ja) |
| EP (1) | EP2568006A4 (ja) |
| JP (1) | JP5686137B2 (ja) |
| CN (1) | CN103080215A (ja) |
| WO (1) | WO2012026552A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013125735A1 (en) * | 2012-02-24 | 2013-08-29 | Daikin Industries, Ltd. | Fluororubber composition |
| US9403954B2 (en) | 2012-01-20 | 2016-08-02 | Daikin Industries, Ltd. | Fluororubber composition and method for producing same |
| CN107383710A (zh) * | 2011-08-25 | 2017-11-24 | 大金工业株式会社 | 隔膜 |
| US9976016B2 (en) | 2012-02-24 | 2018-05-22 | Daikin Industries, Ltd. | Fluororubber composition |
| JP2020512466A (ja) * | 2017-03-31 | 2020-04-23 | ソルベイ スペシャルティ ポリマーズ イタリー エス.ピー.エー. | 硬化部品の製造方法 |
| US11898661B2 (en) | 2012-02-24 | 2024-02-13 | Daikin Industries, Ltd. | Fluororubber composition |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5790655B2 (ja) | 2010-08-25 | 2015-10-07 | ダイキン工業株式会社 | フッ素ゴム組成物 |
| EP2610303B1 (en) | 2010-08-25 | 2016-07-20 | Daikin Industries, Ltd. | Fluoro rubber molding with complex shape |
| JP5720689B2 (ja) | 2010-08-25 | 2015-05-20 | ダイキン工業株式会社 | フッ素ゴム組成物 |
| US11054066B2 (en) | 2010-08-25 | 2021-07-06 | Daikin Industries, Ltd. | Hose |
| US9068653B2 (en) | 2010-08-25 | 2015-06-30 | Daikin Industries, Ltd. | Sealing material |
| EP2610301B1 (en) | 2010-08-25 | 2017-10-11 | Daikin Industries, Ltd. | Belt material |
| US9107737B2 (en) | 2011-11-21 | 2015-08-18 | Alan Schwartz | Goggles with facial conforming eyepieces |
| CN103465560B (zh) * | 2013-09-13 | 2016-05-11 | 东港久久胶业有限公司 | 传感器膜片的制备方法 |
| US10251770B2 (en) * | 2014-01-03 | 2019-04-09 | Hollister Incorporated | Lubricated valve for ostomy pouch |
| EP3135485B1 (en) * | 2014-04-24 | 2019-03-13 | Daikin Industries, Ltd. | Laminate |
| WO2017086323A1 (ja) * | 2015-11-19 | 2017-05-26 | 旭硝子株式会社 | 含フッ素共重合体を含む架橋性組成物、架橋物および半導体製造装置用シール材 |
| KR102213323B1 (ko) * | 2016-03-04 | 2021-02-05 | 미쓰이 가가쿠 가부시키가이샤 | 적층체 및 그의 용도 |
| JP6784300B2 (ja) * | 2018-02-09 | 2020-11-11 | ダイキン工業株式会社 | フッ素ゴム組成物及びその成形品 |
| CN114654869B (zh) * | 2022-02-28 | 2023-12-01 | 上海众泰辊业有限公司 | 一种腐蚀与雕刻结合的烫金版工艺 |
| CN114874570A (zh) * | 2022-06-13 | 2022-08-09 | 上海杜实新材料科技有限公司 | 一种提高与含硅弹性体粘合力的氟弹性体组合物及其制备方法和应用 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278951A (en) * | 1975-12-25 | 1977-07-02 | Daikin Ind Ltd | Fluorine-containing rubber compositions |
| JPS5837041A (ja) * | 1981-08-28 | 1983-03-04 | Daikin Ind Ltd | フツ素ゴム組成物 |
| JPS6055050A (ja) | 1983-08-15 | 1985-03-29 | イー・アイ・デユポン・デ・ニモアス・アンド・カンパニー | 過酸化物加硫可能なフッ素ゴム組成物 |
| JPH0625500A (ja) | 1992-07-09 | 1994-02-01 | Daikin Ind Ltd | 新規なフッ素ゴム組成物 |
| JPH09111081A (ja) | 1995-03-31 | 1997-04-28 | Nippon Mektron Ltd | 含フッ素エラストマー組成物 |
| WO1998023675A1 (en) | 1996-11-25 | 1998-06-04 | E.I. Du Pont De Nemours And Company | Perfluoroelastomer composition having enhanced curing performance |
| JPH11147891A (ja) | 1997-11-14 | 1999-06-02 | Nippon Mektron Ltd | 含フッ素エラストマー用加硫促進剤の製造法 |
| WO2000005959A1 (en) | 1998-07-30 | 2000-02-10 | Syngenta Participations Ag | Pesticidal compositions comprising 1,2,3-benzothiadiazole derivatives |
| WO2000009603A1 (en) | 1998-08-10 | 2000-02-24 | Dupont Dow Elastomers L.L.C. | Curable perfluoroelastomer composition |
| JP2004210830A (ja) * | 2002-12-27 | 2004-07-29 | Jsr Corp | エラストマー組成物およびその製造方法 |
| JP2005239835A (ja) * | 2004-02-25 | 2005-09-08 | Nippon Valqua Ind Ltd | 架橋性フッ素ゴム組成物 |
| JP2008184496A (ja) | 2007-01-29 | 2008-08-14 | Yunimatekku Kk | 含フッ素エラストマーおよびその組成物 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4925892A (en) * | 1988-04-27 | 1990-05-15 | E. I. Du Pont De Nemours And Company | Fluoroelastomer compositions containing a tetraalkylammonium halide and vulcanization accelerator |
| JP2509345B2 (ja) * | 1989-10-05 | 1996-06-19 | イー・アイ・デユポン・ドウ・ヌムール・アンド・カンパニー | 高い引張強度を有するフッ素ゴム加硫組成物 |
| JP3307046B2 (ja) * | 1993-12-29 | 2002-07-24 | ダイキン工業株式会社 | フッ素ゴム組成物および成形品 |
| JP2788212B2 (ja) * | 1994-11-11 | 1998-08-20 | 横浜ゴム株式会社 | 表面処理カーボンブラック及びそれを用いたゴム組成物 |
| US7098270B2 (en) * | 2002-09-10 | 2006-08-29 | Freudenberg-Nok General Partnership | Fluoroelastomer composition |
| JP2005067279A (ja) * | 2003-08-20 | 2005-03-17 | Bridgestone Corp | タイヤ |
| EP1865025B1 (en) * | 2004-07-28 | 2012-05-23 | Daikin Industries, Ltd. | Peroxide-curable fluoroelastomer composition |
| JP5061510B2 (ja) * | 2006-06-13 | 2012-10-31 | 旭硝子株式会社 | 含フッ素弾性共重合体組成物および架橋ゴム |
| KR101530105B1 (ko) * | 2007-09-14 | 2015-06-18 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 초저점도 요오드 함유 무정형 플루오로중합체 |
| JP2010100777A (ja) * | 2008-10-27 | 2010-05-06 | Kokoku Intech Co Ltd | 耐熱性アクリルゴム組成物 |
-
2011
- 2011-08-25 EP EP11820014.6A patent/EP2568006A4/en not_active Withdrawn
- 2011-08-25 WO PCT/JP2011/069228 patent/WO2012026552A1/ja active Application Filing
- 2011-08-25 US US13/217,777 patent/US20120077926A1/en not_active Abandoned
- 2011-08-25 JP JP2012530719A patent/JP5686137B2/ja active Active
- 2011-08-25 CN CN2011800400511A patent/CN103080215A/zh active Pending
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5278951A (en) * | 1975-12-25 | 1977-07-02 | Daikin Ind Ltd | Fluorine-containing rubber compositions |
| JPS5837041A (ja) * | 1981-08-28 | 1983-03-04 | Daikin Ind Ltd | フツ素ゴム組成物 |
| JPS6055050A (ja) | 1983-08-15 | 1985-03-29 | イー・アイ・デユポン・デ・ニモアス・アンド・カンパニー | 過酸化物加硫可能なフッ素ゴム組成物 |
| JPH0625500A (ja) | 1992-07-09 | 1994-02-01 | Daikin Ind Ltd | 新規なフッ素ゴム組成物 |
| JPH09111081A (ja) | 1995-03-31 | 1997-04-28 | Nippon Mektron Ltd | 含フッ素エラストマー組成物 |
| WO1998023675A1 (en) | 1996-11-25 | 1998-06-04 | E.I. Du Pont De Nemours And Company | Perfluoroelastomer composition having enhanced curing performance |
| JPH11147891A (ja) | 1997-11-14 | 1999-06-02 | Nippon Mektron Ltd | 含フッ素エラストマー用加硫促進剤の製造法 |
| WO2000005959A1 (en) | 1998-07-30 | 2000-02-10 | Syngenta Participations Ag | Pesticidal compositions comprising 1,2,3-benzothiadiazole derivatives |
| WO2000009603A1 (en) | 1998-08-10 | 2000-02-24 | Dupont Dow Elastomers L.L.C. | Curable perfluoroelastomer composition |
| JP2004210830A (ja) * | 2002-12-27 | 2004-07-29 | Jsr Corp | エラストマー組成物およびその製造方法 |
| JP2005239835A (ja) * | 2004-02-25 | 2005-09-08 | Nippon Valqua Ind Ltd | 架橋性フッ素ゴム組成物 |
| JP2008184496A (ja) | 2007-01-29 | 2008-08-14 | Yunimatekku Kk | 含フッ素エラストマーおよびその組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2568006A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107383710A (zh) * | 2011-08-25 | 2017-11-24 | 大金工业株式会社 | 隔膜 |
| US9403954B2 (en) | 2012-01-20 | 2016-08-02 | Daikin Industries, Ltd. | Fluororubber composition and method for producing same |
| WO2013125735A1 (en) * | 2012-02-24 | 2013-08-29 | Daikin Industries, Ltd. | Fluororubber composition |
| US9499678B2 (en) | 2012-02-24 | 2016-11-22 | Daikin Industries, Ltd. | Fluororubber composition |
| US9976016B2 (en) | 2012-02-24 | 2018-05-22 | Daikin Industries, Ltd. | Fluororubber composition |
| US11898661B2 (en) | 2012-02-24 | 2024-02-13 | Daikin Industries, Ltd. | Fluororubber composition |
| JP2020512466A (ja) * | 2017-03-31 | 2020-04-23 | ソルベイ スペシャルティ ポリマーズ イタリー エス.ピー.エー. | 硬化部品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2012026552A1 (ja) | 2013-10-28 |
| EP2568006A4 (en) | 2014-03-05 |
| EP2568006A1 (en) | 2013-03-13 |
| CN103080215A (zh) | 2013-05-01 |
| US20120077926A1 (en) | 2012-03-29 |
| JP5686137B2 (ja) | 2015-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5686137B2 (ja) | フッ素ゴム組成物の製造方法 | |
| JP6120572B2 (ja) | フッ素ゴム成形品 | |
| JP5790655B2 (ja) | フッ素ゴム組成物 | |
| JP6120571B2 (ja) | フッ素ゴム成形品 | |
| JP5720689B2 (ja) | フッ素ゴム組成物 | |
| JP5939306B2 (ja) | フッ素ゴム組成物 | |
| JP5641049B2 (ja) | シール材 | |
| JP5862787B2 (ja) | フッ素ゴム組成物 | |
| JP5776840B2 (ja) | フッ素ゴム組成物、及び、その製造方法 | |
| WO2012026556A1 (ja) | 複雑形状フッ素ゴム成形体 | |
| JP5862762B2 (ja) | フッ素ゴム組成物、及び、その製造方法 | |
| WO2012026549A1 (ja) | ホース | |
| JP5907276B2 (ja) | フッ素ゴム組成物 | |
| JP2013173930A (ja) | 耐バイオディーゼル燃料部材 | |
| US10000619B2 (en) | Diaphragm |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180040051.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11820014 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012530719 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011820014 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |