WO2011118622A1 - 燃料用ホース - Google Patents
燃料用ホース Download PDFInfo
- Publication number
- WO2011118622A1 WO2011118622A1 PCT/JP2011/056958 JP2011056958W WO2011118622A1 WO 2011118622 A1 WO2011118622 A1 WO 2011118622A1 JP 2011056958 W JP2011056958 W JP 2011056958W WO 2011118622 A1 WO2011118622 A1 WO 2011118622A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- modified
- acid
- pmma
- resin composition
- fuel
- Prior art date
Links
- 239000000446 fuel Substances 0.000 title claims abstract description 69
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 claims abstract description 51
- 239000011342 resin composition Substances 0.000 claims abstract description 39
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims abstract description 33
- 239000004926 polymethyl methacrylate Substances 0.000 claims abstract description 33
- 229920005989 resin Polymers 0.000 claims abstract description 33
- 239000011347 resin Substances 0.000 claims abstract description 33
- 239000004760 aramid Substances 0.000 claims abstract description 12
- 229920003235 aromatic polyamide Polymers 0.000 claims abstract description 12
- 239000004953 Aliphatic polyamide Substances 0.000 claims abstract description 8
- 229920003231 aliphatic polyamide Polymers 0.000 claims abstract description 8
- 229920005672 polyolefin resin Polymers 0.000 claims abstract description 7
- 229920001971 elastomer Polymers 0.000 claims description 16
- 239000000806 elastomer Substances 0.000 claims description 16
- 239000005977 Ethylene Substances 0.000 claims description 11
- 239000004793 Polystyrene Substances 0.000 claims description 9
- 229920002223 polystyrene Polymers 0.000 claims description 9
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 239000000956 alloy Substances 0.000 claims description 5
- 150000001412 amines Chemical class 0.000 claims 1
- 239000010410 layer Substances 0.000 abstract description 124
- 239000011229 interlayer Substances 0.000 abstract description 21
- 230000035699 permeability Effects 0.000 abstract description 12
- 239000000463 material Substances 0.000 description 50
- 230000000052 comparative effect Effects 0.000 description 14
- 229920006128 poly(nonamethylene terephthalamide) Polymers 0.000 description 13
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 9
- 229920001577 copolymer Polymers 0.000 description 9
- 229920001903 high density polyethylene Polymers 0.000 description 9
- 239000004700 high-density polyethylene Substances 0.000 description 9
- -1 polybutylene terephthalate Polymers 0.000 description 8
- 229920000299 Nylon 12 Polymers 0.000 description 7
- 239000003502 gasoline Substances 0.000 description 7
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 4
- 229920002292 Nylon 6 Polymers 0.000 description 4
- 229920000572 Nylon 6/12 Polymers 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 239000000295 fuel oil Substances 0.000 description 4
- 239000003915 liquefied petroleum gas Substances 0.000 description 4
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 229920001707 polybutylene terephthalate Polymers 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 3
- 229920000305 Nylon 6,10 Polymers 0.000 description 3
- 229920002302 Nylon 6,6 Polymers 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000002283 diesel fuel Substances 0.000 description 3
- 238000004090 dissolution Methods 0.000 description 3
- 239000011737 fluorine Substances 0.000 description 3
- 229910052731 fluorine Inorganic materials 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000004513 sizing Methods 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 229920006154 PA11T Polymers 0.000 description 2
- 229920006155 PA13T Polymers 0.000 description 2
- 229920006153 PA4T Polymers 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical group OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 229920012310 Polyamide 9T (PA9T) Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 125000003172 aldehyde group Chemical group 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 2
- 125000002843 carboxylic acid group Chemical group 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- 125000005395 methacrylic acid group Chemical group 0.000 description 2
- 239000003345 natural gas Substances 0.000 description 2
- 125000002270 phosphoric acid ester group Chemical group 0.000 description 2
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 2
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 2
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 229920002620 polyvinyl fluoride Polymers 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 125000002130 sulfonic acid ester group Chemical group 0.000 description 2
- 125000000542 sulfonic acid group Chemical group 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 125000002813 thiocarbonyl group Chemical group *C(*)=S 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- NHTMVDHEPJAVLT-UHFFFAOYSA-N Isooctane Chemical compound CC(C)CC(C)(C)C NHTMVDHEPJAVLT-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical compound FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 229920001940 conductive polymer Polymers 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- JVSWJIKNEAIKJW-UHFFFAOYSA-N dimethyl-hexane Natural products CCCCCC(C)C JVSWJIKNEAIKJW-UHFFFAOYSA-N 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000002737 fuel gas Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 125000000896 monocarboxylic acid group Chemical group 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 238000012827 research and development Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- AWIJRPNMLHPLNC-UHFFFAOYSA-N thiocarboxylic acid group Chemical group C(=S)O AWIJRPNMLHPLNC-UHFFFAOYSA-N 0.000 description 1
- 150000003566 thiocarboxylic acids Chemical class 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 230000005068 transpiration Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
- B32B1/08—Tubular products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L11/00—Hoses, i.e. flexible pipes
- F16L11/04—Hoses, i.e. flexible pipes made of rubber or flexible plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/103—Metal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2597/00—Tubular articles, e.g. hoses, pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/139—Open-ended, self-supporting conduit, cylinder, or tube-type article
- Y10T428/1393—Multilayer [continuous layer]
Definitions
- the present invention relates to a fuel hose used for transportation of fuel such as automobiles (gasoline, alcohol-mixed gasoline, diesel fuel, etc.).
- PPS and PBT have a high specific gravity, which leads to an increase in the weight of the hose as it is, and as a result, it becomes difficult to contribute to, for example, an improvement in the fuel consumption of an automobile.
- low-permeability resins such as PPS, PBT, and PA9T have high rigidity, and when only this is used as a hose having a single-layer structure, it is inferior in flexibility. Prone to occur.
- the fuel low-permeability layer made of the above-described resin is made thin, and a layer made of a thermoplastic resin having excellent flexibility, such as polyamide resin or polyethylene resin, on its outer periphery.
- a thermoplastic resin having excellent flexibility such as polyamide resin or polyethylene resin
- the low fuel permeability resins listed above have poor adhesion to other materials
- the low fuel permeability layer and the thermoplastic resin layer are usually laminated at the interface between the two layers. It is necessary to provide an adhesive layer. As a result, the manufacturing process is complicated by the amount of the adhesive layer, and the hose weight increases.
- the present invention has been made in view of such circumstances, and is a fuel hose that is lightweight, excellent in low fuel permeability, low in cost, and excellent in interlayer adhesion, flexibility, low temperature impact resistance, and heat resistance.
- the purpose is to provide
- a fuel hose according to the present invention includes a tubular inner layer composed of the following (A) and an outer layer composed of the following (B) provided in contact with the outer peripheral surface thereof.
- This is a fuel hose that satisfies the following requirement ( ⁇ ) or ( ⁇ ) and has a configuration in which both layers are bonded to each other.
- a resin composition comprising an aromatic polyamide resin as a main component.
- B A resin composition mainly comprising at least one of a polyolefin-based resin and an aliphatic polyamide resin.
- the resin composition (B) comprises acid-modified polystyrene-poly (ethylene / butylene) block-polystyrene [acid-modified SEBS] and acid-modified polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate [acid-modified PMMA-PBA. -PMMA].
- the resin composition (A) is an acid-modified polystyrene-poly (ethylene / butylene) block-polystyrene [acid-modified SEBS] and acid-modified polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate [acid-modified PMMA-PBA. -PMMA], and the resin composition (B) contains amine-modified polystyrene-poly (ethylene / butylene) block-polystyrene [amine-modified SEBS].
- the present inventors are lightweight, highly flexible and excellent in the outer periphery of an inner layer made of an aromatic polyamide resin such as PA9T, which is advantageous in terms of low fuel permeation performance and cost.
- Research and development of hoses that can contribute to fuel efficiency improvement by providing an outer layer made of polyolefin resin such as high density polyethylene (HDPE) and aliphatic polyamide resin such as PA12, as well as being excellent in flexibility and reducing the total weight of the hose Started.
- HDPE high density polyethylene
- PA12 aliphatic polyamide resin
- the interlayer adhesion between the inner layer and the outer layer becomes a problem.
- the present inventors have flexibly applied the outer layer by blending a modified elastomer that is a counter ion modification of an aromatic polyamide resin such as PA9T into the outer layer material.
- a modified elastomer that is a counter ion modification of an aromatic polyamide resin such as PA9T
- PA9T aromatic polyamide resin
- the fuel hose of the present invention includes a tubular inner layer made of a resin composition mainly composed of an aromatic polyamide resin such as PA9T, and a resin composition mainly composed of a polyolefin resin or an aliphatic polyamide resin.
- the outer layer-forming resin composition contains acid-modified SEBS or acid-modified PMMA-PBA-PMMA [requirement ( ⁇ )], or the inner-layer-forming resin composition contains acid-modified SEBS. Or acid-modified PMMA-PBA-PMMA, and the outer layer forming resin composition contains amine-modified SEBS [Requirement ( ⁇ )].
- the fuel hose of the present invention has high interlayer adhesion, is lightweight, has excellent fuel low permeability, and is excellent in flexibility, low temperature impact resistance, and heat resistance.
- the fuel hose of the present invention can be bonded between the layers without using an adhesive, and the material cost is low. Costing can be achieved.
- the layer containing the modified SEBS or acid-modified PMMA-PBA-PMMA modified elastomer described in the above requirement ( ⁇ ) or ( ⁇ ) is made of an alloy material having the modified elastomer as an island phase (domain), High interlayer adhesion can be obtained.
- the fuel has low fuel permeability.
- the fuel hose of the present invention is configured, for example, by laminating an outer layer 2 on the outer peripheral surface of a tubular inner layer 1 through which fuel flows, as shown in FIG.
- the inner layer 1 is composed of the following (A)
- the outer layer 2 is composed of the following (B)
- ⁇ the following requirements
- ⁇ the following requirements
- ⁇ the following requirements
- ⁇ the following requirements
- ⁇ the following requirements
- ⁇ both layers are bonded to each other.
- the “main component” of the resin composition of the following (A) and (B) has a great influence on the characteristics of the entire resin composition, and in the present invention, 50% by weight or more of the whole Means.
- a resin composition comprising an aromatic polyamide resin as a main component.
- the resin composition (B) comprises acid-modified polystyrene-poly (ethylene / butylene) block-polystyrene [acid-modified SEBS] and acid-modified polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate [acid-modified PMMA-PBA. -PMMA].
- the resin composition (A) is an acid-modified polystyrene-poly (ethylene / butylene) block-polystyrene [acid-modified SEBS] and acid-modified polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate [acid-modified PMMA-PBA. -PMMA], and the resin composition (B) contains amine-modified polystyrene-poly (ethylene / butylene) block-polystyrene [amine-modified SEBS].
- the acid-modified SEBS and acid-modified polymethyl methacrylate-polybutyl acrylate-polymethyl methacrylate [acid-modified PMMA-PBA-PMMA] in the resin composition (B) as the material for the outer layer 2 are used.
- the content ratio is preferably in the range of 1.5 to 50% by weight, and more preferably in the range of 5 to 20% by weight. That is, if it is less than the above range, the desired interlayer adhesion effect cannot be obtained.
- the resin composition (A) which is the material for the inner layer 1 contains amine-modified SEBS, whereby higher interlayer adhesion can be obtained.
- the compounding amount of the amine-modified SEBS is preferably less than 50% by weight of the resin composition (A) so as not to hinder the performance.
- the content ratio of acid-modified SEBS and acid-modified PMMA-PBA-PMMA in the resin composition (A) is in the range of 2.0 to 30% by weight, and the resin composition (B
- the content of amine-modified SEBS is preferably in the range of 1.5 to 50% by weight. More preferably, the content ratio of acid-modified SEBS or acid-modified PMMA-PBA-PMMA in the resin composition (A) is in the range of 5 to 20% by weight, and the content ratio of amine-modified SEBS in the resin composition (B) is It is in the range of 5 to 20% by weight.
- the layer containing the modified SEBS or acid-modified PMMA-PBA-PMMA modified elastomer described in the above requirement ( ⁇ ) or ( ⁇ ) is made of an alloy material having the modified elastomer as an island phase (domain), High interlayer adhesion can be obtained. Whether or not the layer is made of an alloy material can be confirmed by observation with a scanning electron microscope (SEM).
- SEM scanning electron microscope
- aromatic polyamide resin used as the material for forming the inner layer 1 examples include polyamide 4T (PA4T), polyamide 6T (PA6T), polyamide MXD6 (PAMXD6), polyamide 9T (PA9T), polyamide 10T (PA10T), and polyamide 11T. (PA11T), polyamide 12T (PA12T), polyamide 13T (PA13T) and the like. These may be used alone or in combination of two or more. Of these, PA9T is preferably used from the viewpoints of flexibility and barrier properties.
- polyolefin resin used as the material for forming the outer layer 2 examples include high-density polyethylene (HDPE), low-density polyethylene (LDPE), polypropylene, polybutene, polymethylpentene, ⁇ -polyolefin, modified polyolefin (maleic anhydride, Polyethylene modified by epoxy modification or the like). These may be used alone or in combination of two or more. Of these, HDPE is preferably used from the viewpoint of high-temperature sealability.
- Examples of the aliphatic polyamide resin used as the material for forming the outer layer 2 include polyamide 46 (PA46), polyamide 6 (PA6), polyamide 66 (PA66), polyamide 99 (PA99), polyamide 610 (PA610), Polyamide 612 (PA612), polyamide 11 (PA11), polyamide 912 (PA912), polyamide 12 (PA12), copolymer of polyamide 6 and polyamide 66 (PA6 / 66), copolymer of polyamide 6 and polyamide 12 (PA 6/12). These may be used alone or in combination of two or more.
- the amine-modified SEBS blended in the material for the inner layer 1 or the material for the outer layer 2 can be obtained, for example, by reacting SEBS with a modifier having an amino group at the end of the copolymerization and then hydrotreating. .
- the acid-modified SEBS blended in the material for the inner layer 1 or the material for the outer layer 2 is, for example, SEBS, carboxyl group, carbonyl group, thiocarbonyl group, carboxylic acid group, thiocarboxylic acid group, aldehyde group, thioaldehyde group.
- Sulfonic acid groups, sulfonic acid ester groups, phosphoric acid groups, phosphoric acid ester groups, maleic anhydride groups, acrylic acid groups, methacrylic acid groups and the like are used. These may be used alone or in combination of two or more.
- maleic anhydride-modified SEBS is preferably used because it has excellent reactivity with the resin that is the main component of the layer forming material.
- the acid-modified PMMA-PBA-PMMA blended in the material for the inner layer 1 and the material for the outer layer 2 is, for example, PMMA-PBA-PMMA, a carboxyl group, a carbonyl group, a thiocarbonyl group, a carboxylic acid group, a thiocarboxylic acid.
- a group, an aldehyde group, a thioaldehyde group, a sulfonic acid group, a sulfonic acid ester group, a phosphoric acid group, a phosphoric acid ester group, a maleic anhydride group, an acrylic acid group, a methacrylic acid group or the like is used. These may be used alone or in combination of two or more.
- maleic anhydride-modified PMMA-PBA-PMMA is preferably used because it has excellent reactivity with the resin that is the main component of the layer forming material.
- the material for the inner layer 1 and the material for the outer layer 2 include carbon black, titanium oxide, if necessary, in addition to the resin as the main component and the modified SEBS and acid-modified PMMA-PBA-PMMA added thereto.
- Pigments such as calcium carbonate, plasticizers such as fatty acid esters and mineral oils, antioxidants such as hindered phenol antioxidants, phosphorus heat stabilizers, stearic acid, calcium stearate, magnesium stearate, etc. It may contain a lubricant, an ultraviolet ray preventive agent, an antistatic agent, a reinforcing agent such as organic fiber, glass fiber, carbon fiber and metal whisker, a flame retardant, and the like.
- the fuel hose of the present invention shown in FIG. 1 can be produced, for example, as follows. That is, the inner layer 1 material and the outer layer 2 material as described above are prepared. At this time, when a modified elastomer such as modified SEBS or acid-modified PMMA-PBA-PMMA is blended together with the resin as the main component of the layer forming material, it is uniform using a twin-screw kneading extruder (TEX30 ⁇ manufactured by Nippon Steel). To form a layer-forming material (inner layer material is kneaded at 260 to 330 ° C. and outer layer material is kneaded at 200 to 250 ° C.).
- TEX30 ⁇ twin-screw kneading extruder
- each material is extruded and merged into one die, and this co-extruded molten tube is passed through a sizing die so that the outer surface of the inner layer 1 is formed.
- a fuel hose having a two-layer structure in which the outer layer 2 is formed can be produced.
- the inner diameter of the hose is preferably in the range of 1 to 40 mm, particularly preferably in the range of 2 to 36 mm, and the outer diameter of the hose is preferably in the range of 2 to 44 mm. Particularly preferably, it is in the range of 3 to 40 mm.
- the thickness of the inner layer 1 is preferably in the range of 0.02 to 1.0 mm, particularly preferably in the range of 0.05 to 0.6 mm.
- the thickness of the outer layer 2 is preferably in the range of 0.03 to 1.5 mm, particularly preferably in the range of 0.05 to 1.0 mm.
- the fuel hose of the present invention is not limited to the two-layer structure as shown in FIG. 1.
- the fuel hose is formed in a three-layer structure in which the innermost layer is formed on the inner peripheral surface of the inner layer 1. Is also possible.
- the innermost layer is made of a fluororesin because the fuel hose of the present invention is more excellent in low fuel permeability.
- the fluorine-based resin include polyvinyl fluoride (PVF), polyvinylidene fluoride (PVDF), polychlorotrifluoroethylene (CTFE), polytetrafluoroethylene (PTFE), tetrafluoroethylene / hexafluoro copolymer.
- FEP tetrafluoroethylene / perfluoroalkyl vinyl ether copolymer
- PFA perfluoroalkyl vinyl ether copolymer
- TSV tetrafluoroethylene / hexafluoropropylene / vinylidene fluoride copolymer
- ETFE ethylene and tetrafluoroethylene
- ECTFE polychlorotrifluoroethylene
- the fuel hose of the present invention in which the innermost layer is formed on the inner peripheral surface of the inner layer 1 can be produced, for example, as follows. That is, by preparing an innermost layer material, using an innermost layer extruder, the material is extruded together with the forming material of each layer and merged into one die, and this co-extruded molten tube is passed through a sizing die, whereby the inner layer 1 A fuel hose having an innermost layer formed on the inner peripheral surface can be produced.
- the thickness of the innermost layer is preferably in the range of 0.03 to 0.5 mm, particularly preferably in the range of 0.05 to 0.3 mm.
- the fuel hose of the present invention may have a structure in which the outermost layer is formed on the outer periphery of the outer layer 2 as necessary.
- the fuel hose of the present invention is preferably used as a transportation hose for automobile fuel such as gasoline, alcohol-mixed gasoline, diesel fuel, CNG (compressed natural gas), LPG (liquefied petroleum gas), but is not limited thereto. It can be used as a fuel transportation hose for fuel cell vehicles such as methanol, hydrogen and dimethyl ether (DME).
- automobile fuel such as gasoline, alcohol-mixed gasoline, diesel fuel, CNG (compressed natural gas), LPG (liquefied petroleum gas), but is not limited thereto.
- fuel transportation hose for fuel cell vehicles such as methanol, hydrogen and dimethyl ether (DME).
- Examples 1 to 15, Comparative Examples 1 to 9 The innermost layer material (only Examples 12 to 15), inner layer material, and outer layer material shown in Tables 1 to 5 below were prepared, and the above materials were hot melt extruded from each extruder filled with these materials.
- a smooth hose having an inner diameter of 6 mm was produced by (co-extrusion) and merging into one die and passing this through a sizing die.
- the layer forming material is not described in Tables 1 to 5, the layer is not formed.
- the layer forming material containing a modified elastomer such as modified SEBS or acid-modified PMMA-PBA-PMMA together with a polymer such as PA9T, HDPE, PA12, etc.
- the cured material of the layer forming material is an alloy material in which the polymer is a sea phase (matrix) and a modified elastomer such as modified SEBS is an island phase (domain).
- SEM scanning electron microscope
- the inner layer has a thickness of 0.3 mm / outer layer has a thickness of 0.7 mm.
- the thickness of the inner layer was 0.05 mm / the thickness of the inner layer was 0.25 mm / the thickness of the outer layer was 0.7 mm.
- the peel strength is 20 N / cm or more
- a target value that the interlayer adhesion is good is set, and in the evaluation, it is expressed as ⁇ , and those that are 10 N / cm or more and less than 20 N / cm are ⁇ or less than 10 N / cm Was rated as x.
- an evaluation ( ⁇ and ⁇ ) of ⁇ or higher is required.
- the product of Comparative Example 1 having a PA9T single-layer structure is inferior in low-temperature flexibility.
- the product of Comparative Example 2 having an HDPE single-layer structure is excellent in low-temperature flexibility, but has high fuel permeability and is not suitable for use as a fuel hose.
- the product of Comparative Example 3 has a laminated structure of a PA9T inner layer and an HDPE outer layer, but both layers do not contain a specific modified elastomer, and are inferior in interlayer adhesion and low temperature flexibility.
- the product of Comparative Example 4 has a laminated structure of PA9T inner layer and amine-modified SEBS outer layer, but dissolution of the outer layer material occurred in the fuel oil resistance test.
- Comparative Example 4 is inferior in interlayer adhesion and low temperature flexibility.
- the product of Comparative Example 5 had a laminated structure of the PA9T inner layer and the acid-modified SEBS outer layer, but the outer layer material was dissolved in the fuel oil resistance test as described above.
- the product of Comparative Example 6 has a PA12 single-layer structure, has high fuel permeability, and is not suitable for use as a fuel hose.
- Comparative Examples 7 to 9 have a laminated structure of an inner layer of PA9T and an outer layer of an aliphatic polyamide resin (PA12, PA610, PA612), but both layers do not contain a specific modified elastomer, have an interlayer adhesion, low temperature Inflexible.
- the fuel hose of the present invention can be suitably used as a transportation hose for automobile fuel such as gasoline, alcohol-mixed gasoline, diesel fuel, CNG (compressed natural gas), LPG (liquefied petroleum gas) and the like.
- automobile fuel such as gasoline, alcohol-mixed gasoline, diesel fuel, CNG (compressed natural gas), LPG (liquefied petroleum gas) and the like.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Laminated Bodies (AREA)
Abstract
下記の(A)からなる管状の内層1と、その外周面に接して設けられた下記の(B)からなる外層2とを備え、下記の(α)または(β)の要件を満たす燃料用ホースである。このため、軽量で、燃料低透過性に優れるとともに、低コストで、層間接着性、柔軟性、低温衝撃性、耐熱性にも優れた燃料用ホースを提供することができる。 (A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。 (B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。 (α)上記樹脂組成物(B)が、酸変性SEBSおよび酸変性PMMA-PBA-PMMAの少なくとも一方を含有する。 (β)上記樹脂組成物(A)が、酸変性SEBSおよび酸変性PMMA-PBA-PMMAの少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性SEBSを含有する。
Description
本発明は、自動車等の燃料(ガソリン、アルコール混合ガソリン、ディーゼル燃料等)の輸送等に用いられる燃料用ホースに関するものである。
近年、自動車を取り巻く燃料ガスの蒸散規制は厳しくなってきており、これに対応する低透過な燃料用ホースが各種検討されている。このような燃料用ホースとしては、従来はフッ素樹脂製のホースが使用されてきたが、より厳しい燃料低透過性能が要求される場合には、フッ素樹脂層の厚みを厚くせざるを得ず、そのためホースが高価になるという難点がある。そこで、フッ素樹脂よりも安価であり、燃料低透過性に優れる樹脂として、例えば、ポリフェニレンサルファイド樹脂(PPS)、ポリアミド9T(PA9T)等の芳香族ポリアミド樹脂、ポリブチレンテレフタレート(PBT)等の芳香族ポリエステル樹脂が注目されている。これらの樹脂からなる燃料低透過層を備えたホースは、近年、各種提案されている(例えば、特許文献1~3参照)。
しかしながら、PPSやPBTは、比重が重く、そのままではホース重量の増加に繋がり、その結果、例えば自動車の燃費向上に貢献することが困難となる。また、PPS、PBT、PA9T等の燃料低透過性樹脂は、剛性が高く、これのみを用いて単層構造のホースとした場合、柔軟性に劣り、特に低温での衝撃に弱く、ホース割れを生じやすい。このような問題を解決するため、従来、上記列記した樹脂からなる燃料低透過層の厚みを薄くし、その外周に、ポリアミド樹脂,ポリエチレン樹脂等の、柔軟性に優れた熱可塑性樹脂からなる層が構成された積層ホースが提案されているが、それでも、低温衝撃性においては充分な性能が得られてないのが現状である。
また、上記列記した燃料低透過性樹脂は、他の材料との接着性が悪いことから、上記燃料低透過層と上記熱可塑性樹脂層との積層化には、通常、その両層の界面に接着剤層を設ける必要がある。そのため、上記接着剤層の分だけ製造工程が複雑化し、さらにホース重量の増加にもつながるといった問題が生じる。
本発明は、このような事情に鑑みなされたもので、軽量で、燃料低透過性に優れるとともに、低コストで、層間接着性、柔軟性、低温衝撃性、耐熱性にも優れた燃料用ホースの提供をその目的とする。
上記の目的を達成するために、本発明の燃料用ホースは、下記の(A)からなる管状の内層と、その外周面に接して設けられた下記の(B)からなる外層とを備えた燃料用ホースであって、下記の(α)または(β)の要件を満たし、両層が層間接着されているという構成をとる。
(A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。
(B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。
(α)上記樹脂組成物(B)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有する。
(β)上記樹脂組成物(A)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔アミン変性SEBS〕を含有する。
(A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。
(B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。
(α)上記樹脂組成物(B)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有する。
(β)上記樹脂組成物(A)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔アミン変性SEBS〕を含有する。
すなわち、本発明者らは、前記課題を解決するため、燃料低透過性能や価格面の点で有利なPA9T等の芳香族ポリアミド樹脂製内層の外周に、軽量で、柔軟性等に優れた高密度ポリエチレン(HDPE)等のポリオレフィン系樹脂やPA12等の脂肪族ポリアミド樹脂からなる外層を配置することにより、柔軟性に優れるとともに、ホース総重量を軽量化し、燃費向上に貢献し得るホースの研究開発に着手した。しかしながら、このような層構成をとる場合、先に述べたように、内層/外層間の層間接着力が課題となる。そこで、本発明者らは、この課題を解決するため鋭意研究を重ねた結果、外層材料中に、PA9T等の芳香族ポリアミド樹脂のカウンターイオン変性となる変性エラストマーをブレンドすることにより、外層に柔軟性を付与するとともに、接着剤レスで内層との層間接着性を得ることを検討し、各種実験を繰り返し行った。その結果、外層材料と相溶性の高い酸変性SEBS(無水マレイン酸等により変性されたSEBS)等の酸変性エラストマーを外層材料中に配合すると、その両末端のカルボキシル基(COOH基)が、内層材料の芳香族ポリアミド樹脂分子末端のアミノ基(NH2基)と反応(アミド結合)し、所望の層間接着力が得られることを突き止めた。また、このとき、さらに内層材料中に、芳香族ポリアミド樹脂と相溶性の高いエラストマーとして、アミン変性SEBSを配合すると、そのSEBS両末端の変性基(NH2基)と、上記酸変性SEBS等の酸変性エラストマーの両末端のカルボキシル基との反応により、より高い層間接着力が得られるようになる。また、この原理を利用し、PA9T等の芳香族ポリアミド樹脂製内層の材料中に酸変性SEBS等の酸変性エラストマーを配合し、かつ外層材料中にアミン変性SEBSを配合した場合も、上記と同様に、高い層間接着力が得られるようになることを突き止めた。
以上のように、本発明の燃料用ホースは、PA9T等の芳香族ポリアミド樹脂を主成分とする樹脂組成物からなる管状の内層と、ポリオレフィン系樹脂や脂肪族ポリアミド樹脂を主成分する樹脂組成物からなる外層とを備え、上記外層形成用樹脂組成物に酸変性SEBSや酸変性PMMA-PBA-PMMAを含有する〔要件(α)〕か、または、上記内層形成用樹脂組成物に酸変性SEBSや酸変性PMMA-PBA-PMMAを含有し、かつ上記外層形成用樹脂組成物にアミン変性SEBSを含有する〔要件(β)〕ものである。そのため、本発明の燃料用ホースは、層間接着性が高く、また、軽量で、燃料低透過性に優れるとともに、柔軟性、低温衝撃性、耐熱性にも優れている。また、本発明の燃料用ホースは、その層間の接着を接着剤レスで行うことが可能であり、しかも、材料コストが安価であるため、上記のように高性能であるにもかかわらず、低コスト化を達成することができる。
特に、上記要件(α)を満たすとともに、内層形成用樹脂組成物にアミン変性SEBSを含有すると、より高い層間接着力が得られるようになる。
また、上記要件(α)または(β)に記載の変性SEBSや酸変性PMMA-PBA-PMMAの変性エラストマーを含有する層が、その変性エラストマーを島相(ドメイン)とするアロイ材からなると、より高い層間接着力が得られるようになる。
また、上記内層の内周面上に、さらに、フッ素系樹脂からなる最内層を備えると、より燃料低透過性に優れるようになる。
つぎに、本発明の実施の形態について説明する。
本発明の燃料用ホースは、例えば、図1に示すように、燃料を流通させる管状の内層1の外周面に、外層2が積層形成されて、構成されている。そして、上記内層1が下記の(A)からなり、上記外層2が下記の(B)からなり、下記の(α)または(β)の要件を満たし、両層が層間接着されているという構成をとる。なお、下記(A)および(B)の樹脂組成物の「主成分」とは、その樹脂組成物全体の特性に大きな影響を与えるもののことであり、本発明においては、全体の50重量%以上を意味する。
(A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。
(B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。
(α)上記樹脂組成物(B)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有する。
(β)上記樹脂組成物(A)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔アミン変性SEBS〕を含有する。
(A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。
(B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。
(α)上記樹脂組成物(B)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有する。
(β)上記樹脂組成物(A)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔アミン変性SEBS〕を含有する。
上記要件(α)を満たす場合において、外層2用材料である樹脂組成物(B)における酸変性SEBSや酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の含有割合は、1.5~50重量%の範囲であることが好ましく、より好ましくは、5~20重量%の範囲である。すなわち、上記範囲未満である場合、所望の層間接着効果が得られないからであり、逆に、上記範囲を超えると、外層材料が燃料油〔例えば、Fuel C/M15(Fuel C:メタノール=85容量%:15容量%の混合燃料液)〕において、溶解するからである。
また、上記要件(α)を満たす場合において、内層1用材料である樹脂組成物(A)が、アミン変性SEBSを含有するものであると、より高い層間接着力が得られるようになり、好ましい。しかしながら、内層1は燃料低透過性能をもたらすため、その性能を阻害しないよう、アミン変性SEBSの配合量は、樹脂組成物(A)の50重量%未満とすることが好ましい。
一方、上記要件(β)を満たす場合において、樹脂組成物(A)における酸変性SEBSや酸変性PMMA-PBA-PMMAの含有割合は2.0~30重量%の範囲とし、樹脂組成物(B)におけるアミン変性SEBSの含有割合は1.5~50重量%の範囲とすることが好ましい。より好ましくは、樹脂組成物(A)における酸変性SEBSや酸変性PMMA-PBA-PMMAの含有割合が5~20重量%の範囲であり、樹脂組成物(B)におけるアミン変性SEBSの含有割合が5~20重量%の範囲である。このように設定することにより、燃料低透過性能を阻害することなく、所望の層間接着効果が得られるようになる。
また、上記要件(α)または(β)に記載の変性SEBSや酸変性PMMA-PBA-PMMAの変性エラストマーを含有する層が、その変性エラストマーを島相(ドメイン)とするアロイ材からなると、より高い層間接着力が得られるようになる。なお、上記層がアロイ材からなるものであるか否かは、走査電子顕微鏡(SEM)での観察により確認することができる。
上記内層1の形成材料として用いられる芳香族ポリアミド樹脂としては、例えば、ポリアミド4T(PA4T)、ポリアミド6T(PA6T)、ポリアミドMXD6(PAMXD6)、ポリアミド9T(PA9T)、ポリアミド10T(PA10T)、ポリアミド11T(PA11T)、ポリアミド12T(PA12T)、ポリアミド13T(PA13T)等があげられる。これらは単独であるいは二種以上併せて用いられる。なかでも、柔軟性とバリア性の観点から、PA9Tが好ましく用いられる。
上記外層2の形成材料として用いられるポリオレフィン系樹脂としては、例えば、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、ポリプロピレン、ポリブテン、ポリメチルペンテン、α-ポリオレフィン、変性ポリオレフィン(無水マレイン酸、エポキシ変性等により変性されたポリエチレン)等があげられる。これらは単独であるいは二種以上併せて用いられる。なかでも、高温シール性の観点から、HDPEが好ましく用いられる。
また、上記外層2の形成材料として用いられる脂肪族ポリアミド樹脂としては、例えば、ポリアミド46(PA46)、ポリアミド6(PA6)、ポリアミド66(PA66)、ポリアミド99(PA99)、ポリアミド610(PA610)、ポリアミド612(PA612)、ポリアミド11(PA11)、ポリアミド912(PA912)、ポリアミド12(PA12)、ポリアミド6とポリアミド66との共重合体(PA6/66)、ポリアミド6とポリアミド12との共重合体(PA6/12)等があげられる。これらは単独でもしくは二種以上併せて用いられる。
上記内層1用材料や外層2用材料に配合されるアミン変性SEBSは、例えば、SEBSを、共重合終了時にアミノ基を有する変性剤を反応させ、その後、水素化処理することにより得ることができる。
また、上記内層1用材料や外層2用材料に配合される酸変性SEBSは、例えば、SEBSを、カルボキシル基、カルボニル基、チオカルボニル基、カルボン酸基、チオカルボン酸基、アルデヒド基、チオアルデヒド基、スルホン酸基、スルホン酸エステル基、リン酸基、リン酸エステル基、無水マレイン酸基,アクリル酸基,メタクリル酸基等で変性したものが用いられる。これらは単独でもしくは2種以上併せて用いられる。上記酸変性SEBSのなかでも、層形成材料の主成分である樹脂との反応性に優れる点から、無水マレイン酸変性SEBSが好ましく用いられる。
また、上記内層1用材料や外層2用材料に配合される酸変性PMMA-PBA-PMMAは、例えば、PMMA-PBA-PMMAを、カルボキシル基、カルボニル基、チオカルボニル基、カルボン酸基、チオカルボン酸基、アルデヒド基、チオアルデヒド基、スルホン酸基、スルホン酸エステル基、リン酸基、リン酸エステル基、無水マレイン酸基,アクリル酸基,メタクリル酸基等で変性したものが用いられる。これらは単独でもしくは2種以上併せて用いられる。上記酸変性PMMA-PBA-PMMAのなかでも、層形成材料の主成分である樹脂との反応性に優れる点から、無水マレイン酸変性PMMA-PBA-PMMAが好ましく用いられる。
なお、上記内層1用材料や外層2用材料には、その主成分である樹脂や、それに添加される変性SEBS、酸変性PMMA-PBA-PMMA以外にも、必要に応じ、カーボンブラック、酸化チタン等の顔料、炭酸カルシウム等の充填剤、脂肪酸エステル、ミネラルオイル等の可塑剤、ヒンダートフェノール系酸化防止剤、リン系熱安定剤等の酸化防止剤、ステアリン酸、ステアリン酸カルシウム、ステアリン酸マグネシウム等の滑剤、紫外線防止剤、帯電防止剤、有機繊維、ガラス繊維、炭素繊維、金属ウィスカー等の補強剤、難燃剤等を含有しても差し支えない。
前記図1に示した本発明の燃料用ホースは、例えば、つぎのようにして作製することができる。すなわち、先に述べたような、内層1用材料および外層2用材料をそれぞれ準備する。このとき、その層形成材料の主成分である樹脂とともに、変性SEBSや酸変性PMMA-PBA-PMMAといった変性エラストマーを配合する場合、二軸混練押出機(日本製鋼所製TEX30α)等を用いて均一に混練し、層形成材料を調製する必要がある(内層材料は260~330℃、外層材料は200~250℃で混練する)。つぎに、内層1用押出機および外層2用押出機を用いて、各材料を押し出して1つのダイに合流させ、この共押出した溶融チューブをサイジングダイスに通すことにより、内層1の外周面に外層2が形成されてなる、2層構造の燃料用ホースを作製することができる。
なお、ホースを蛇腹状に形成する場合には、上記共押出した溶融チューブをコルゲート成形機に通すことにより、所定寸法の蛇腹状ホースを作製することが可能である。
このようにして得られる本発明の燃料用ホースにおいて、ホース内径は1~40mmの範囲内が好ましく、特に好ましくは2~36mmの範囲内であり、ホース外径は2~44mmの範囲内が好ましく、特に好ましくは3~40mmの範囲内である。また、内層1の厚みは0.02~1.0mmの範囲内が好ましく、特に好ましくは0.05~0.6mmの範囲内である。外層2の厚みは、0.03~1.5mmの範囲内が好ましく、特に好ましくは0.05~1.0mmの範囲内である。
なお、本発明の燃料用ホースは、前記図1に示したような2層構造に限定されるものではなく、例えば、内層1の内周面に最内層を形成した3層構造に形成することも可能である。
そして、上記最内層は、フッ素系樹脂からなるものであると、本発明の燃料用ホースが、より燃料低透過性に優れるようになり、好ましい。上記フッ素系樹脂としては、例えば、ポリビニルフルオライド(PVF)、ポリビニリデンフルオライド(PVDF)、ポリクロロトリフルオロエチレン(CTFE)、ポリテトラフルオロエチレン(PTFE)、テトラフロオロエチレン・ヘキサフルオロ共重合体(FEP)、テトラフルオロエチレン・パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン・ヘキサフルオロプロピレン・ビニリデンフルオライド共重合体(THV)、エチレンとテトラフルオロエチレンの共重合体(ETFE)、エチレンとポリクロロトリフルオロエチレンの共重合体(ECTFE)等の共重合体や、それらの変性共重合体、各種グラフト重合体及びブレンド体、さらに、これらにカーボンブラック、炭素繊維、カーボンナノチューブ、導電性高分子等を添加し、導電性が付与された導電フッ素系樹脂等があげられる。これらは単独でもしくは二種以上併せて用いられる。
上記内層1の内周面に最内層を形成してなる、本発明の燃料用ホースは、例えば、つぎのようにして作製することができる。すなわち、最内層用材料を準備し、最内層用押出機を用いて、各層の形成材料とともに押し出して1つのダイに合流させ、この共押出した溶融チューブをサイジングダイスに通すことにより、内層1の内周面に最内層が形成されてなる燃料用ホースを作製することができる。
上記最内層の厚みは、0.03~0.5mmの範囲内が好ましく、特に好ましくは0.05~0.3mmの範囲内である。
また、本発明の燃料用ホースは、必要に応じて、例えば、外層2の外周に最外層を形成した構造であっても差し支えない。
本発明の燃料用ホースは、ガソリン、アルコール混合ガソリン、ディーゼル燃料、CNG(圧縮天然ガス)、LPG(液化石油ガス)等の自動車用燃料の輸送用ホースとして好適に用いられるが、これに限定されるものではなく、メタノールや水素、ジメチルエーテル(DME)等の燃料電池自動車用の燃料輸送用ホースとしても使用可能である。
つぎに、実施例について比較例と併せて説明する。ただし、本発明はこれら実施例に限定されるものではない。
まず、実施例および比較例に先立ち、下記に示す材料を準備した。
〔PA9T〕
N1001A、クラレ社製
N1001A、クラレ社製
〔HDPE〕
HB111R、日本ポリエチレン社製
HB111R、日本ポリエチレン社製
〔アミン変性SEBS〕
タフテックM10、旭化成ケミカルズ社製
タフテックM10、旭化成ケミカルズ社製
〔酸変性SEBS〕
タフテックM1913、旭化成ケミカルズ社製
タフテックM1913、旭化成ケミカルズ社製
〔酸変性PMMA-PBA-PMMA〕
NABSTAR(酸変性品)、カネカ社製
NABSTAR(酸変性品)、カネカ社製
〔PA12〕
AESN P20TL、アルケマ社製
AESN P20TL、アルケマ社製
〔PA610〕
CM2402、東レ社製
CM2402、東レ社製
〔PA612〕
7034U、宇部興産社製
7034U、宇部興産社製
〔フッ素樹脂〕
RP5000、ダイキン工業社製
RP5000、ダイキン工業社製
〔導電フッ素樹脂〕
RP5000AS、ダイキン工業社製
RP5000AS、ダイキン工業社製
つぎに、上記材料を用いて、以下に示すようにホースを作製した。
〔実施例1~15、比較例1~9〕
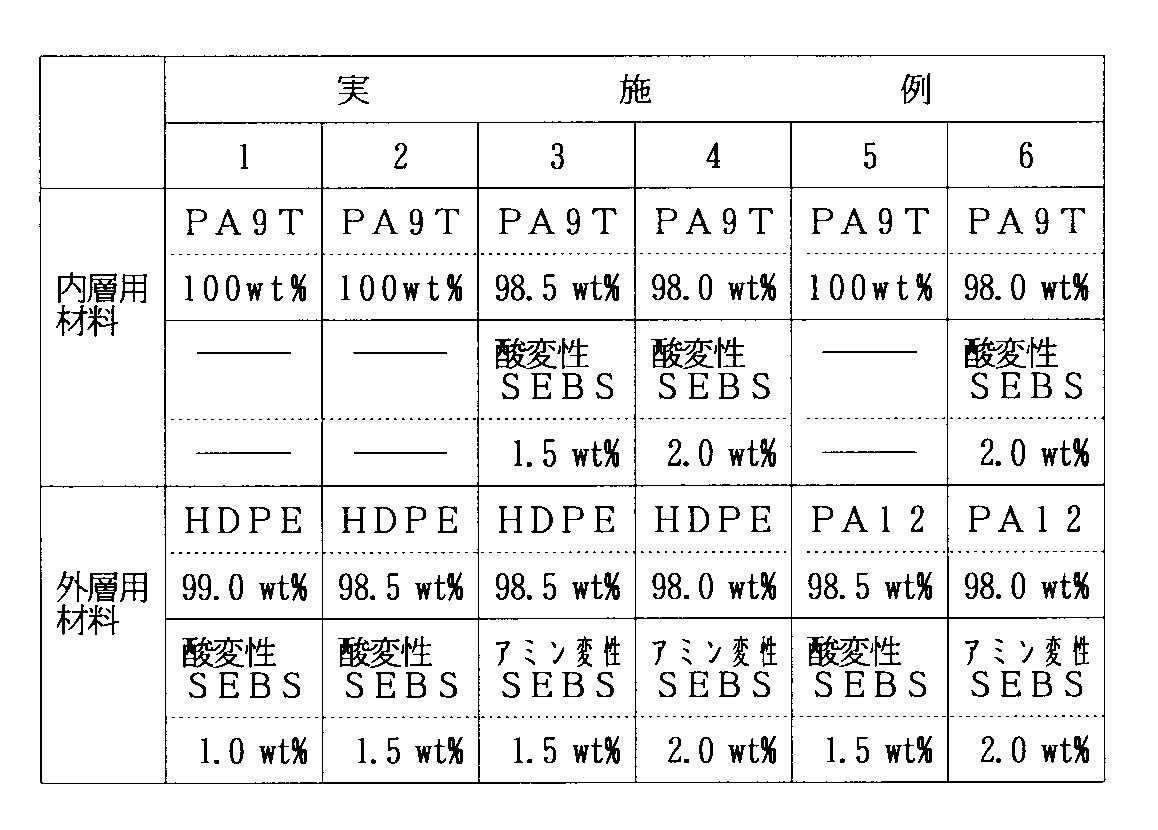
下記の表1~表5に示す、最内層用材料(実施例12~15のみ),内層用材料,外層用材料を準備し、これらを充填した各押出機から、上記各材料を熱溶融押し出し(共押し出し)して1つのダイに合流させ、これをサイジングダイスに通すことにより、内径6mmの平滑ホースを作製した。なお、表1~表5に層形成材料の記載がないものは、その層の形成は行っていない。また、下記の表1~表5において、PA9T,HDPE,PA12等のポリマーとともに、変性SEBSや酸変性PMMA-PBA-PMMAといった変性エラストマーを含有する層形成材料は、同表に示す重量比(wt%)で、二軸混練押出機(日本製鋼所製TEX30α)を用いて均一に混練(内層材料は260~330℃、外層材料は200~250℃で混練)されたものであり、さらに、この層形成材料の硬化物は、上記ポリマーを海相(マトリクス)とし、変性SEBS等の変性エラストマーを島相(ドメイン)とするアロイ材であることが、走査電子顕微鏡(SEM)での観察により確認されている。また、上記作製した平滑ホースが1層構造の場合、その層の厚みは1mmとし、2層構造の場合、内層の厚み0. 3mm/外層の厚み0. 7mmとし、3層構造の場合、最内層の厚み0.05mm/内層の厚み0.25mm/外層の厚み0.7mmとした。
下記の表1~表5に示す、最内層用材料(実施例12~15のみ),内層用材料,外層用材料を準備し、これらを充填した各押出機から、上記各材料を熱溶融押し出し(共押し出し)して1つのダイに合流させ、これをサイジングダイスに通すことにより、内径6mmの平滑ホースを作製した。なお、表1~表5に層形成材料の記載がないものは、その層の形成は行っていない。また、下記の表1~表5において、PA9T,HDPE,PA12等のポリマーとともに、変性SEBSや酸変性PMMA-PBA-PMMAといった変性エラストマーを含有する層形成材料は、同表に示す重量比(wt%)で、二軸混練押出機(日本製鋼所製TEX30α)を用いて均一に混練(内層材料は260~330℃、外層材料は200~250℃で混練)されたものであり、さらに、この層形成材料の硬化物は、上記ポリマーを海相(マトリクス)とし、変性SEBS等の変性エラストマーを島相(ドメイン)とするアロイ材であることが、走査電子顕微鏡(SEM)での観察により確認されている。また、上記作製した平滑ホースが1層構造の場合、その層の厚みは1mmとし、2層構造の場合、内層の厚み0. 3mm/外層の厚み0. 7mmとし、3層構造の場合、最内層の厚み0.05mm/内層の厚み0.25mm/外層の厚み0.7mmとした。



このようにして得られた実施例および比較例のホースを用い、下記の基準に従い、各特性の評価を行った。これらの結果を、後記の表6~表10に併せて示した。
〔耐燃料油性〕
各ホースを、10mm幅で短冊状に切断して、サンプルを作製した。そして、上記サンプルを、Fuel C/M15(Fuel C:メタノール=85容量%:15容量%の混合燃料液)に、60℃×168時間浸漬した。そして、上記浸漬後のサンプルの各層の溶解状態を目視評価し、各層とも溶解しなかったものを○、いずれかの層に溶解がみられたものを×と評価した。
各ホースを、10mm幅で短冊状に切断して、サンプルを作製した。そして、上記サンプルを、Fuel C/M15(Fuel C:メタノール=85容量%:15容量%の混合燃料液)に、60℃×168時間浸漬した。そして、上記浸漬後のサンプルの各層の溶解状態を目視評価し、各層とも溶解しなかったものを○、いずれかの層に溶解がみられたものを×と評価した。
〔燃料透過量〕
各ホースに対し、等圧式ホース透過率測定装置(GTRテック社製、GTR-TUBE3-TG)を用いて、トルエン/イソオクタン/エタノールを45:45:10(体積比)の割合で混合した模擬アルコール添加ガソリンの透過係数を、40℃で一カ月間測定した(単位:mg/m/day)。なお、表に記載した値は、平衡に達したときの値である。そして、この値が、50(mg/m/day)未満のものを○、50(mg/m/day)以上のものを×と評価した。
各ホースに対し、等圧式ホース透過率測定装置(GTRテック社製、GTR-TUBE3-TG)を用いて、トルエン/イソオクタン/エタノールを45:45:10(体積比)の割合で混合した模擬アルコール添加ガソリンの透過係数を、40℃で一カ月間測定した(単位:mg/m/day)。なお、表に記載した値は、平衡に達したときの値である。そして、この値が、50(mg/m/day)未満のものを○、50(mg/m/day)以上のものを×と評価した。
〔層間接着力〕
各ホースを、10mm幅で短冊状に切断して、サンプルを作製した。そして、各サンプルの層間(実施例1~11,比較例3~5,比較例7~9においては、内層/外層間。実施例12~15においては、最内層/内層、および内層/外層間。)を剥離させ、各々引張試験機のチャックに挟み、引張速度50mm/分の条件で、180°剥離強度(N/cm)を測定した。なお、剥離強度が20N/cm以上であれば、層間接着性が良好という目標値を設定し、その評価において○と表記し、10N/cm以上20N/cm未満のものは△、10N/cm未満のものは×と評価した。なお、本発明においては、△以上の評価(○および△)が要求される。
各ホースを、10mm幅で短冊状に切断して、サンプルを作製した。そして、各サンプルの層間(実施例1~11,比較例3~5,比較例7~9においては、内層/外層間。実施例12~15においては、最内層/内層、および内層/外層間。)を剥離させ、各々引張試験機のチャックに挟み、引張速度50mm/分の条件で、180°剥離強度(N/cm)を測定した。なお、剥離強度が20N/cm以上であれば、層間接着性が良好という目標値を設定し、その評価において○と表記し、10N/cm以上20N/cm未満のものは△、10N/cm未満のものは×と評価した。なお、本発明においては、△以上の評価(○および△)が要求される。
〔低温柔軟性〕
各ホースを、低温(-40℃)環境下に24時間放置した後、上記ホースを90°に折り曲げた。これにより、ホースに亀裂や折れといった異常がみられたものを×、上記異常がみられなかったものを○と評価した。
各ホースを、低温(-40℃)環境下に24時間放置した後、上記ホースを90°に折り曲げた。これにより、ホースに亀裂や折れといった異常がみられたものを×、上記異常がみられなかったものを○と評価した。





上記結果から、実施例品は、いずれも燃料透過量が小さく、耐燃料油性、層間接着性、低温柔軟性に優れていることがわかる。
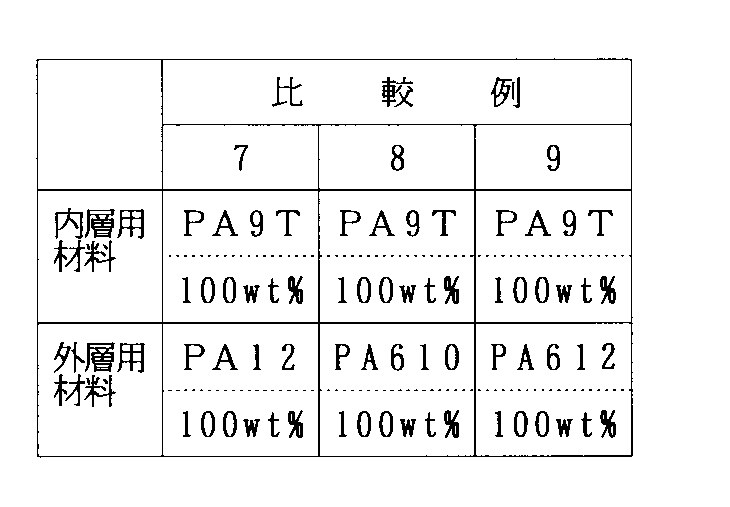
これに対して、PA9T単層構造である比較例1品は、低温柔軟性に劣る。HDPE単層構造である比較例2品は、低温柔軟性には優れるものの、燃料透過性が高く、燃料用ホース用途に適さない。比較例3品は、PA9T内層とHDPE外層との積層構造をとるが、両層とも特定の変性エラストマーを含有しておらず、層間接着性、低温柔軟性に劣る。比較例4品は、PA9T内層とアミン変性SEBS外層との積層構造をとるが、耐燃料油性試験において外層材の溶解が生じた。また、比較例4品は、層間接着性、低温柔軟性にも劣る。比較例5品は、PA9T内層と酸変性SEBS外層との積層構造をとるが、上記と同様、耐燃料油性試験において外層材の溶解が生じた。比較例6品は、PA12単層構造であり、燃料透過性が高く、燃料用ホース用途に適さない。比較例7~9品は、PA9T内層と脂肪属ポリアミド樹脂(PA12,PA610,PA612)外層との積層構造をとるが、両層とも特定の変性エラストマーを含有しておらず、層間接着性、低温柔軟性に劣る。
なお、上記実施例においては、本発明における具体的な形態について示したが、上記実施例は単なる例示にすぎず、限定的に解釈されるものではない。さらに、請求の範囲の均等範囲に属する変更は、全て本発明の範囲内である。
本発明の燃料用ホースは、ガソリン、アルコール混合ガソリン、ディーゼル燃料、CNG(圧縮天然ガス)、LPG(液化石油ガス)等の自動車用燃料の輸送用ホースして好適に用いることができる。
1 内層
2 外層
2 外層
Claims (6)
- 下記の(A)からなる管状の内層と、その外周面に接して設けられた下記の(B)からなる外層とを備えた燃料用ホースであって、下記の(α)または(β)の要件を満たし、両層が層間接着されていることを特徴とする燃料用ホース。
(A)芳香族ポリアミド樹脂を主成分とする樹脂組成物。
(B)ポリオレフィン系樹脂および脂肪族ポリアミド樹脂の少なくとも一方を主成分とする樹脂組成物。
(α)上記樹脂組成物(B)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有する。
(β)上記樹脂組成物(A)が、酸変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔酸変性SEBS〕および酸変性ポリメチルメタクリレート-ポリブチルアクリレート-ポリメチルメタクリレート〔酸変性PMMA-PBA-PMMA〕の少なくとも一方を含有し、上記樹脂組成物(B)が、アミン変性ポリスチレン-ポリ(エチレン/ブチレン)ブロック-ポリスチレン〔アミン変性SEBS〕を含有する。 - 上記要件(α)を満たし、樹脂組成物(B)における酸変性SEBSおよび酸変性PMMA-PBA-PMMAの含有割合が、1.5~50重量%の範囲である請求項1記載の燃料用ホース。
- 上記要件(α)を満たすとともに、樹脂組成物(A)が、アミン変性SEBSを含有する請求項1または2記載の燃料用ホース。
- 上記要件(β)を満たし、樹脂組成物(A)における酸変性SEBSおよび酸変性PMMA-PBA-PMMAの含有割合が2.0~30重量%の範囲であり、樹脂組成物(B)におけるアミン変性SEBSの含有割合が1.5~50重量%の範囲である請求項1記載の燃料用ホース。
- 上記要件(α)または(β)に記載の変性SEBSおよび酸変性PMMA-PBA-PMMAの変性エラストマーを含有する層が、その変性エラストマーを島相(ドメイン)とするアロイ材からなる請求項1~4のいずれか一項に記載の燃料用ホース。
- 上記内層の内周面上に、さらに、フッ素系樹脂からなる最内層を備える請求項1~5のいずれか一項に記載の燃料用ホース。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11759427.5A EP2551101A4 (en) | 2010-03-24 | 2011-03-23 | FLEXIBLE FOR FUEL |
| CN2011800042070A CN102596555A (zh) | 2010-03-24 | 2011-03-23 | 燃料用软管 |
| US13/232,698 US20120003416A1 (en) | 2010-03-24 | 2011-09-14 | Fuel Hose |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010068868A JP5474623B2 (ja) | 2010-03-24 | 2010-03-24 | 燃料用ホース |
| JP2010-068868 | 2010-03-24 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/232,698 Continuation US20120003416A1 (en) | 2010-03-24 | 2011-09-14 | Fuel Hose |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011118622A1 true WO2011118622A1 (ja) | 2011-09-29 |
Family
ID=44673173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/056958 WO2011118622A1 (ja) | 2010-03-24 | 2011-03-23 | 燃料用ホース |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20120003416A1 (ja) |
| EP (1) | EP2551101A4 (ja) |
| JP (1) | JP5474623B2 (ja) |
| CN (1) | CN102596555A (ja) |
| WO (1) | WO2011118622A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3042758B1 (en) * | 2013-09-04 | 2020-05-06 | UBE Industries, Ltd. | Laminated tube |
| RU2672233C2 (ru) * | 2014-06-26 | 2018-11-12 | Сано Индастриал Ко., Лтд. | Трубчатое формованное изделие |
| EP3069875B1 (de) | 2015-03-17 | 2017-07-05 | Evonik Degussa GmbH | Mehrschichtverbund mit einer fluorpolymerschicht |
| KR102472750B1 (ko) * | 2015-03-20 | 2022-11-30 | 주식회사 쿠라레 | 연료 수송용 다층 튜브 및 그것을 구비한 연료 펌프 모듈, 그리고 이것들의 사용 방법 |
| JP6532261B2 (ja) * | 2015-03-27 | 2019-06-19 | 住友理工株式会社 | 燃料ホース |
| CN109311259B (zh) | 2016-03-31 | 2021-05-25 | 宇部兴产株式会社 | 层叠管 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10138372A (ja) | 1996-11-08 | 1998-05-26 | Toray Ind Inc | 多層燃料チューブ |
| JP2002173601A (ja) * | 2000-11-30 | 2002-06-21 | Hyundai Motor Co Ltd | 耐ガソリン性と耐寒衝撃性に優れたポリアミド樹脂組成物 |
| JP2003110736A (ja) | 2001-10-01 | 2003-04-11 | Nakayo Telecommun Inc | 動画像配信サーバ |
| US20030153685A1 (en) * | 1999-07-14 | 2003-08-14 | Biotronik Mess Und Therapiegeraete Gmbh & Co. | Polymer material |
| JP2003287165A (ja) | 2002-01-24 | 2003-10-10 | Tokai Rubber Ind Ltd | 燃料用ホース |
| JP2004299402A (ja) * | 1999-03-16 | 2004-10-28 | Atofina | ポリアミドベースのガソリン輸送用多層チューブ |
| JP2006212966A (ja) * | 2005-02-04 | 2006-08-17 | Tokai Rubber Ind Ltd | 低透過樹脂ホースおよびその製法 |
| JP2006281507A (ja) * | 2005-03-31 | 2006-10-19 | Kuraray Co Ltd | 積層構造体 |
| JP2007502726A (ja) * | 2003-08-19 | 2007-02-15 | ソルヴェイ アドバンスド ポリマーズ リミテッド ライアビリティ カンパニー | 耐衝撃性の改善された、ポリアミド中空体 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19507025A1 (de) * | 1995-03-01 | 1996-09-05 | Huels Chemische Werke Ag | Mehrschichtrohr mit elektrisch leitfähiger Innenschicht |
| JP2000274562A (ja) * | 1999-03-24 | 2000-10-03 | Tokai Rubber Ind Ltd | 積層コルゲートチューブ |
| JP4175942B2 (ja) * | 2002-10-29 | 2008-11-05 | 株式会社クラレ | 積層構造体 |
| BRPI0510314B1 (pt) * | 2004-04-27 | 2016-10-18 | Kuraray Co | estrutura em multicamadas |
| JP2009538384A (ja) * | 2006-05-25 | 2009-11-05 | アーケマ・インコーポレイテッド | 酸性官能基を有するグラジエントブロック共重合体 |
-
2010
- 2010-03-24 JP JP2010068868A patent/JP5474623B2/ja not_active Expired - Fee Related
-
2011
- 2011-03-23 CN CN2011800042070A patent/CN102596555A/zh active Pending
- 2011-03-23 EP EP11759427.5A patent/EP2551101A4/en not_active Withdrawn
- 2011-03-23 WO PCT/JP2011/056958 patent/WO2011118622A1/ja active Application Filing
- 2011-09-14 US US13/232,698 patent/US20120003416A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10138372A (ja) | 1996-11-08 | 1998-05-26 | Toray Ind Inc | 多層燃料チューブ |
| JP2004299402A (ja) * | 1999-03-16 | 2004-10-28 | Atofina | ポリアミドベースのガソリン輸送用多層チューブ |
| US20030153685A1 (en) * | 1999-07-14 | 2003-08-14 | Biotronik Mess Und Therapiegeraete Gmbh & Co. | Polymer material |
| JP2002173601A (ja) * | 2000-11-30 | 2002-06-21 | Hyundai Motor Co Ltd | 耐ガソリン性と耐寒衝撃性に優れたポリアミド樹脂組成物 |
| JP2003110736A (ja) | 2001-10-01 | 2003-04-11 | Nakayo Telecommun Inc | 動画像配信サーバ |
| JP2003287165A (ja) | 2002-01-24 | 2003-10-10 | Tokai Rubber Ind Ltd | 燃料用ホース |
| JP2007502726A (ja) * | 2003-08-19 | 2007-02-15 | ソルヴェイ アドバンスド ポリマーズ リミテッド ライアビリティ カンパニー | 耐衝撃性の改善された、ポリアミド中空体 |
| JP2006212966A (ja) * | 2005-02-04 | 2006-08-17 | Tokai Rubber Ind Ltd | 低透過樹脂ホースおよびその製法 |
| JP2006281507A (ja) * | 2005-03-31 | 2006-10-19 | Kuraray Co Ltd | 積層構造体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2551101A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102596555A (zh) | 2012-07-18 |
| JP5474623B2 (ja) | 2014-04-16 |
| JP2011201081A (ja) | 2011-10-13 |
| US20120003416A1 (en) | 2012-01-05 |
| EP2551101A4 (en) | 2014-05-28 |
| EP2551101A1 (en) | 2013-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5568356B2 (ja) | 燃料用ホースおよびその製法 | |
| JP4175942B2 (ja) | 積層構造体 | |
| KR101111370B1 (ko) | 하나 이상의 안정화된 층을 포함하는 다중층 구조 | |
| US7011114B2 (en) | Automotive fuel hose | |
| JP5474623B2 (ja) | 燃料用ホース | |
| US20070104907A1 (en) | Multilayer structure and multilayer shaped article | |
| JP5577409B2 (ja) | 樹脂製フューエルインレットパイプおよびその製法 | |
| WO2006107096A1 (ja) | 積層構造体 | |
| RU2518776C1 (ru) | Низкопроницаемый гибкий шланг подачи топлива | |
| JP2006281507A (ja) | 積層構造体 | |
| JP2010030276A (ja) | 積層体 | |
| JP5972572B2 (ja) | 燃料チューブ | |
| JP4501704B2 (ja) | 燃料用ホース | |
| JP2004239429A (ja) | 自動車用燃料系ホース | |
| JP2004169851A (ja) | 多層チューブ | |
| JP2011245773A (ja) | 燃料用ホース | |
| JP2013064423A (ja) | 燃料ホース | |
| JP2006212966A (ja) | 低透過樹脂ホースおよびその製法 | |
| JP2004216780A (ja) | 自動車用燃料系ホース | |
| JP2009154466A (ja) | 多層ホース | |
| JP2004216779A (ja) | 自動車用燃料系ホース | |
| JP2022044082A (ja) | 燃料用チューブおよびその製法 | |
| JP5883322B2 (ja) | 樹脂製フューエルチューブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180004207.0 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11759427 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011759427 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |