DLC Hartstoffbeschichtungen auf upferhaltigen Lagerwerkstoffen
Technisches Gebiet
Die Erfindung betrifft einen Lagerwerkstoff aus einer kupferhaltigen Legierung für den Einsatz in Gleitlagern gemäss dem Oberbegriff des Anspruchs 1.
Stand der Technik
Kupferhaltige Lagerwerkstoffe sind ebenso aus dem Stand der Technik bekannt, wie die gute Eignung von Kupferwerkstoffen für das Aufbringen von galvanischen Schichten für die Oberflächenveredelung. Hingegen wurden PVD-, CVD- bzw. PVD/CVD-Schichten bis heute auf den relativ weichen Kupferlagerwerkstoffen kaum eingesetzt, da beispielsweise bei einer Gleitbeanspruchungen mit hoher Belastungen die Schicht in den Grundwerksto f gedrückt wird bzw. durchbricht und viele für die Werkzeugbeschichtung eingesetzte Schichtsysteme einen zu hohen Reibkoeffizient, zu hohe Rauhigkeit oder ähnliche Mänge1 aufweisen.
Aus EP 0288677 ist weiters bekannt wälzbeanspruchte Bauteile aus verschiedenen Stahlsorten mit kupferhaltigen
Gleitlagerwerkstoffen mittels eines PVD-Verfahrens zu beschichten. Auch die Offenlegungsschrift DE 3742317 AI beschreibt ein Verfahren zur Herstellung von korrosions-, verschleiß- und pressfesten Schichten mit Hilfe der PVD- Technik auf Stahl und Edelstahl.
In DE 4006550 wird eine texturierte Walze für die Umformung und Verarbeitung von Stahl beschrieben, die zum Schutz der Textur mit galvanischem Hartchrom und einer darauf mittels
PVD- bzw. CVD-Verfahren abgeschiedenen Hartstoffschicht gegen Verschleiss geschützt wird. Bei diesem Verfahren werden allerdings die Texturspitzen mit einer dickeren Schicht versehen, während die Vertiefungen nur dünner oder gar nicht beschichtet werden.
DE 3011694 offenbart ein Verfahren zur Beschichtung von Verschleissflächen von Kontaktflächen. Dabei wird unter anderem das Aufbringen einer galvanischen Haftschicht auf verschiedenen metallischen Werkstoffen und eine daran anschliessende PVD-Beschichtung im Hochfrequenzplasma beschrieben, bei der eine Hartstoffschicht auf Karbidbasis abgeschieden wird. Dadurch wird eine gute elektrische Leitfähigkeit sowie ein erhöhter Verschleisschutz erreicht, wobei sich aber aus der Carbidbeschichtung ein relativ hoher Reibkoeffizient ergibt.
Aus der DE 10018143 sind DLC-Schichtsysteme mit einer Hafteiner Übergangs- und einer Deckschicht bekannt, bei denen die Deckschicht ausschliesslich Kohlenstoff und Wasserstoff enthält .
Aus DE 4421144 sind beschichtete Werkzeuge bekannt, bei denen zur Erhöhung der Standzeit zunächst eine Hartstoffschicht aus Metallcarbid und anschliessend eine freien Kohlenstoff enthaltende ReibminderungsSchicht auf Wolframcarbidbasis aufgebracht wird.
Darstellung der Erfindung
Der Erfindung liegt die Aufgabe zu Grunde, einen kupferhaltigen Lagerwerkstoff zur Verfügung zu stellen, bei welchem die Nachteile des Standes der Technik vermieden werden
und ein besseres Standzeitverhalten gegenüber herkömmlich beschichteten Werkstoffen erreicht wird.
Diese Aufgabe wird durch die erfindungsgemässen Merkmale im kennzeichnenden Teil des Anspruchs 1 gelöst.
Durch die Anwendung erfidnungsgemäss modifizierter DLC (diamond like carbon) Gleit- bzw. Hartschichten, die auf Kupfer- oder Kupferlegierungen abgeschieden werden, ist es möglich die Härte der Oberfläche und damit die Verschleiß- und Abriebfestigkeit der Werkstoffe zu erhöhen, ohne dass sich deren ausgezeichneten tribologischen Werkstoffeigenschaften wesentlich ändern. Dabei wird mit einem wie unten näher beschriebenen Verfahren eine Hartschicht mit definierten tribologischen Eigenschaften abgeschieden, die zu einer Verlängerung der Standzeit der Lagerwerkstoffe führt. Die Schichten sind gegenüber dem Trägerwerkstoff hart und schützen diesen dadurch gegen abrasiven Verschleiß. Darüber hinaus haben diese Hartschichten, beispielsweise im Einsatz mit Stahl als Gegenlaufpartner, einen niedrigen Reibwert und verhindern damit eine übermässige Temperaturerhöhung bei Gleit- oder Wälzbelastung der Oberfläche.
Diese Eigenschaften machen solche Lagerwerkstoffe besonders geeignet für den Einsatz als einbaufertige Gleitlager im Allgemeinen, sowie als Gleitlager für den Motorenbau im Besonderen. Die niedrigen Reibwerte verhindern einen zu hohen Wärmeeintrag in das Lager und garantieren auch unter minimaler Schmierung einen sicheren Lauf der Anwendung und damit eine wesentliche Steigerung der Lebensdauer.
Auf folgenden erfindungsgemäss beschichteten kupferhaltigen Legierungen konnte bis jetzt beim Einsatz als Gleitlager eine besonders markante Verbesserung der Belastbarkeit festgestellt
werden: Bronze, Messing oder Neusilber. Auch bei Verwendung von Kupfer bzw. anderen Legierungen, bzw. bei unterschiedlichen Belastungen, beispielsweise wie sie bei Wälzlagern auftreten, konnten teilweise deutliche Verbesserungen erzielt werden.
Weiters kann es auch vorteilhaft sein galvanisch vorbeschichtete Lagerwerkstoffe zu verwenden. Beispiele dafür sind Cr-, Ni- bzw. CrNi-Schichten, die vor der Stützschicht aufgebracht werden.
Aufgrund der niedrigen Abscheidungstemperaturen eignen sich Plasma CVD-, PVD- bzw. PVD/CVD-Hybridverfahren besonders zur Abscheidung von DLC Schichten für die Beschichtung von Kupferwerkstoffen.
Bei der Abscheidung von üblichen, beispielsweise in DE10018143 beschriebenen DLC-Schichten auf dem Lagerwerkstoff, konnte jedoch, weitgehende unabhängig von der Schichtdicke, auf dem Gegenlaufkörper abrasiver Verschleiss in Form von Riefenbildung und auf dem Lagerwerkstoff teils punktuelles Abplatzen der Schicht beobachtet werden. Weiters trat teilweise auch Blauverfärbung durch hohe Temperaturbelastung auf den Laufflächen des Gegenkörpers auf. Dies wurde zunächst auf die zu hohe Härte der DLC-Schicht zurückgeführt.
Erstaunlicherweise konnte aber durch Aufbringen einer zusätzlichen Stützschicht, die zumindest ein Metall Me aus den Elementen der IV, V, und VI Nebengruppe des Periodensystems der Elemente (d.h. Ti, Zr, Hf; V, Nb, Ta; Cr, Mo, W) bzw. Aluminium oder Si umfasst, dieser nachteilige Effekt vermieden werden. Als besonders vorteilhaft haben sich dabei Stützschichten erwiesen, die neben der metallischen Phase auch noch ein Nichtmetall wie C, N, B, oder 0 bzw. die
HartstoffVerbindungen der Metalle mit diesen Nichtmetallen enthalten. Lediglich beispielhaft seien hier die Stützschichtsysteme TiN bzw. Ti/TiN (d.h. eine metallische Titanschicht mit einer daran anschliessenden Titannitridhartschicht) , CrN bzw. Cr/CrN, CrxCγ bzw. Cr/CrxCy, Crx(CN)y bzw. Cr/Crx(CN)y, TiAl bzw. TiAlN und TiAl/TiAlN erwähnt .
Allerdings ist dabei je nach Anwendungsfall zu beachten, dass die Stützschicht eine Mindestschichtdicke aufweist. Dies ist vor allem von der je nach Anwendungsfall auftretenden
Flächenpressung abhängig. Beispielsweise konnte bei einer geringen Flächenpressung bereits mit Schichtdicken von 0.5 μm eine ausreichende Stützwirkung der DLC-Schicht erreicht werden, während bei einer Stützschicht von 0.3 μm die Stützwirkung nicht mehr ausreichend gegeben war. Im
Allgemeinen ist jedoch eine Schichtdicke von zumindest 1 bis ca. 3 μm empfehlenswert. Für Anwendungen bei denen besonders hohe Flächenpressungen auftreten, können auch grössere Schichtdicken vorteilhaft sein.
Zusätzlich kann noch zwischen der Stützschicht und der
Gleitschicht eine metallische Zwischenschicht mit oder ohne gradiertem Übergang, oder direkt eine ÜbergangsSchicht, beispielsweise in Form einer Gradientenschicht mit gegen die Gleitschicht hin zunehmendem Kohlenstoffgehalt aufgebracht werden.
Die DLC-Gleitschicht selbst wird daher vorteilhafterweise wie folgt ausgeführt. Direkt auf der Stützschicht wird eine metallische Zwischenschicht, die zumindest ein Metall Me aus den Elementen der IV, V, VI Nebengruppe, AI oder Si umfasst, abgelegt. Bevorzugt wird eine Zwischenschicht aus den
Elementen Cr oder Ti verwendet, die sich für diesen Zweck als
besonders geeignet erwiesen haben. Es können aber auch nitridische, karbidische, boridische, oder oxydische Zwischenschichten, bzw. Zwischenschichten, die eine Mischung aus einem oder mehreren Metallen mit einem oder mehreren der genannten Nichtmetalle verwendet werden, die bei Bedarf selbst auf einer metallischen Grundschicht mit oder ohne gradiertem Übergang aufgebaut sein können.
Daran, oder alternativ direkt, ohne Zwischenschicht, schliesst sich bevorzugt eine ÜbergangsSchicht insbesondere in Form einer Gradientenschicht an, in deren Verlauf senkrecht zur Werkstückoberfläche der Metallgehalt ab- und der C-Gehalt zunimmt. Der Zuwachs des Kohlenstoffs kann dabei durch Zunahme gegebenenfalls unterschiedlicher karbidischer Phasen, durch Zunahme des freien Kohlenstoffs, bzw. durch eine Mischung derartiger Phasen mit der metallischen Phase der
Zwischenschicht erfolgen. Die Dicke der Gradientenschicht kann dabei, wie dem Fachmann bekannt, durch Einstellung geeigneter Prozessrampen eingestellt werden. Die Zunahme des C-Gehalts bzw. Abnahme der metallischen Phase kann kontinuierlich oder stufenweise erfolgen, weiters kann zumindest in einem Teil der Gradientenschicht auch eine Abfolge metallreicher und C- reicher Einzelschichten zum weiteren Abbau von SchichtSpannungen vorgesehen werden. Durch die erwähnten Ausbildungen der Gradientenschicht werden die Materialeigenschaften (beispielsweise E-Modul, Struktur etc.) der Stütz- und der DLC-Schicht im wesentlichen kontinuierlich aneinander angepasst und damit der Gefahr der Rissbildung entlang einer sonst auftretenden Metall bzw. Si / DLC-Grenzfläche entgegengewirkt .
Will man besonders harte Oberflächen erzielen, wird der Abschluss des Schichtpakets als eine im wesentlichen ausschliesslich aus Kohlenstoff und Wasserstoff bestehende
Schicht, mit einer im Vergleich zur Zwischenschicht grösseren Schichtdicke gebildet. Solche Beschichtungen eignen sich generell für nicht nachbearbeitbare Lagerstellen mit hoher spezifischer Belastung und eingeschränkten Schmierbedingungen wie z.B. in der Baumaschinenindustrie oder im Motorenbau.
Die Härte der gesamten DLC-Schicht wird dabei auf einen Wert grösser 15 GPa, bevorzugt grösser/gleich 20 GPa eingestellt wobei auch bei Schichtdicken > 1 μm, bevorzugt > 2 μm auf einem Stahlprüfkörper mit einer Härte von ca. 60 HRC eine Haftfestigkeit besser oder gleich HF 3, bevorzugt aber gleich HF 1 nach VDI 3824 Blatt 4 erreicht wird. Der
Oberflächenwiderstand der DLC-Schicht liegt zwischen δ = 10~6 Ω und δ = 5 MΩ, bevorzugt zwischen 1 Ω und 500 kΩ, bei einem Elektrodenabstand von 20 mm. Gleichzeitig zeichnet sich die vorliegende DLC-Schicht durch die für DLC typischen niedrigen Reibkoeffizienten, bevorzugt μ ≤ 0.3 im Stift / Scheibetest, aus .
Schichtrauhigkeit: Ra=0.01-0.04; Rz DIN < 0.8 bevorzugt < 0.5
Die Wachstumsgeschwindigkeit der DLC Schicht liegt beim Beschichtungsprozess bei etwa 1-3 μm/h und hängt, neben den Prozessparametern, auch von der Beladung der Beschichtungsanlage und der Halterung der Teile ab. Insbesondere wirkt sich hierbei aus ob die zu beschichtenden Teile 1-, 2- oder dreifach drehend, auf Magnethalterungen, oder geklemmt bzw. gesteckt befestigt werden. Auch die
Gesamtmasse und Plasmadurchgängigkeit der Halterungen ist von Bedeutung, so werden beispielsweise mit leichtgebauten Halterungen, z.B. durch Verwendung von Speichentellern, statt Tellern aus Vollmaterial, höhere Wachstumsgeschwindigkeiten und eine gesamthaft bessere Schichtqualität erzielt. Die
SchichtSpannung liegt dann bei 1-4 GPa und somit im üblichen Bereich von harten DLC-Schichten.
Will man hingegen besonders gute Gleit- und Einlaufeigenschaften erzielen, so ist es vorteilhaft auch im abschliesssenden Schichtpaket einen Restmetallgehalt von einem bis maximal 20% vorzusehen, da solche Schichten, bei etwas geringerer Härte (9 bis 15 GPa) einen deutlich geringeren Reibkoeffizienten aufweisen und weiters eine noch bessere Abfuhr der im Lager entstehenden Reibwärme ermöglichen.
Infolge des mechanischen Einlaufens der Schicht ist die Beschichtung besonders für Gleitlager geeignet, da auch beispielsweise eine Schädigung des Lagers durch eventuell auftretende MangelSchmierung verhindert wird. Gegebenenfalls ist sogar eine InitialSchmierung ausreichend.
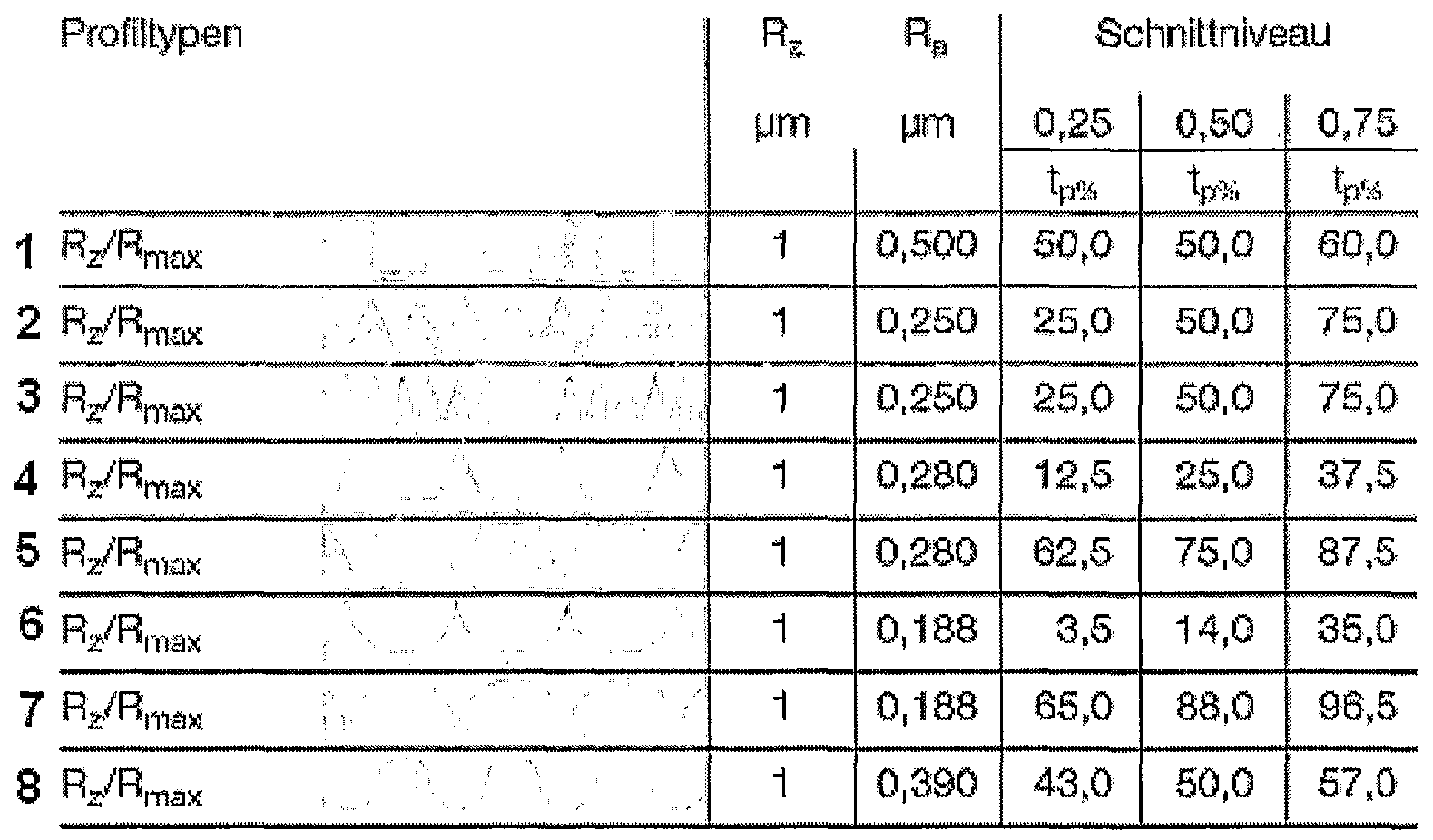
Auf Grund der ausgezeichneten Leitfähigkeit solcher metallhaltigen DLC-Schichten können diese auch dann vorteilhaft angewandt werden, wenn neben der Lagerfunktion auch eine Übertragung elektrischer Signale ermöglicht werden soll. Ein weiterer wichtiger Faktor für die Leistungsfähigkeit erfindungsgemässer Lagerwerkstoffe ist die richtige Einstellung des Traganteils um einerseits eine möglichst gleichverteilte grossflächige Stützwirkung und andererseits eine gleichmässige Verteilung des Schmierfilms durch Bereitstellung einer genügend grossen Anzahl von sogenannten Öltaschen auf der Oberfläche sicherzustellen. Durch einen hohen Traganteil A der Lagerfläche wird vermieden, dass durch die auftretende Lagerkraft F eine zu hohe punktuelle Belastung, auch Pressung p genannt, und ein damit einhergehender Verschleiss auftritt (p = F / A) . Die
Rauhigkeit (Rz) der Oberfläche wird daher vorteilhaft kleiner bzw. maximal gleich 4 μm eingestellt.
Tabelle 1 zeigt hier in beispielhafter Weise durch unterschiedliche Bearbeitung der Oberfläche entstandene Profile, die alle denselben Rz-Wert, nämlich 1 μm aufweisen. Einen besonders hohen Traganteil zeigen dabei die Profile 5 und 7. Vorteilhaft wird daher der Traganteil tp bei einem Schnittniveau von 0.75 μm zwischen 60 bis 98%, bevorzugt zwischen 75 und 95% eingestellt, bei einem Schnittniveau von 0.50 μm zwischen 50 bis 90%, bevorzugt zwischen 70 und 90%.
Die Einstellung derartiger Oberflächenstrukturen erfolgt dabei jedenfalls vor dem Aufbringen der PVD- bzw. CVD-Beschichtung, da diese Verfahren die Struktur der Oberfläche erhalten. Erfüllt auch eine eventuell vorgesehene galvanische Vorbeschichtung diese Anforderung kann die Feinbearbeitung der Oberfläche vorteilhaft noch vor diesem Schritt erfolgen.
Tabelle 1
Im folgenden wird die Erfindung anhand verschiedener Ausführungsbeispiele beschrieben. Alle DLC Schichten, bzw. Stützschichten wurden bei Temperaturen von weniger als 250 °C auf Kupferwerkstoffen, in einer, wie in DE 100 18 143 unter Figur 1 und dazugehöriger Beschreibung [0076] bis [0085] modifizierten, Balzers BAI 830 C Produktionsanlage, abgeschieden. Dazu wurde bei allen Beschichtungen eine Vorbehandlung mit einem, wie aus Prozessbeispiel 1 obiger
Schrift bekannten Heiz- und Ätzprozess unter Verwendung eines Niedervoltbogens vorgenommen. Die entsprechend bezeichneten Stellen obiger Offenbarungsschrift werden zum integralen Bestandteil vorliegender Anmeldung erklärt.
Vergleichendes Beispiel 1
Dabei wurde eine im abschliesenden d.h. äusseren Schichtbereich metallfreie DLC-Gleitschicht auf einer CuSnδ- Bronze mittels ChromhaftSchicht, aber ohne zusätzliche Stützschicht aufgebracht. Nach der oben erwähnten Vorbehandlung wurden folgende Verfahrensschritte gewählt:
Zunächst wird mit der Aufbringung der Cr-Haftschicht begonnen, indem zwei an gegenüberliegenden Stellen des Innendurchmessers der Vakuumbeschichtungsanlage positionierte Cr-Magnetron- Sputtertargets aktiviert werden. Der Ar-Gasfluss wird auf 115 sccm eingestellt. Die Cr-Sputter-Targets werden mit einer
Leistung von 8 kW angesteuert und die Substrate werden nun für eine Zeit von 6 min an den Targets vorbei rotiert. Der sich einstellende Druckbereich liegt dann zwischen 10~3 mbar und 10~4 mbar. Der Sputterprozess wird während der ersten drei Minuten
durch die Zuschaltung des Niedervoltbogens und durchgehend durch das Anlegen einer negativen DC-BiasSpannung von 75 V am Substrat unterstützt.
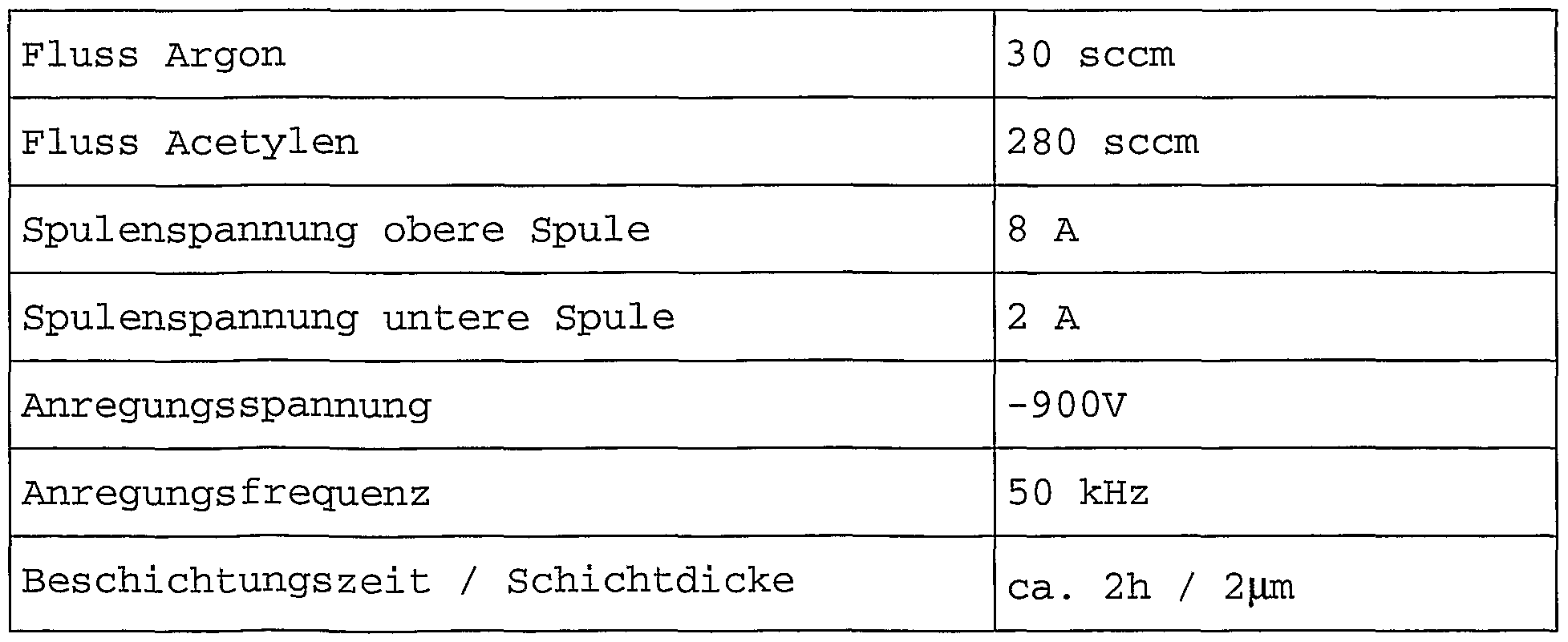
Nach Ablauf dieser Zeit und Abschalten der DC-BiasSpannung wird durch Einschalten einer anderen ebenfalls am Werkstückhalter angelegten Biasspannung mit einem bipolaren Pulsgenerator ein zusätzliches Plasma gezündet, Acetylengas mit einem Anfangsdruck von 50 sccm eingelassen und der Fluss jede Minute um 10 sccm erhöht. Der bipolare Puls-Plasmagenerator wird dabei bei einer Frequenz von 50 kHz auf eine Pulsspannung von -900 V eingestellt. Der Generator ist zwischen den Werkstückhalterungen und der Gehäusewand des Rezipienten geschaltet. Die am Rezipienten angebrachten Helmholtzspulen sind dabei beide mit einem konstanten Stromdurchfluss von 2 A in der unteren Spule und 8 A in der oberen Spule aktiviert. Bei einem Acetylenfluss von 230 sccm werden die Cr-Targets deaktiviert und die ausschliesslich Kohlenstoff und Wasserstoff enthaltende Deckschicht unter Einhaltung der in Tabelle 2 angegebenen Parametern aufgebracht.
Tabelle 2) Beschichtungsparameter DLC-Deckschicht
Für die Versuche mit einer CrN-Stützschicht wurde eine DLC- Gleitschicht wie in Beispiel 1 beschrieben auf der Stützschicht aufgebracht. Zur Abscheidung der direkt auf dem Werkstück aufgebrachten Stützschicht wurden die in Tabelle 3 angegebenen Prozessparameter verwendet.
Tabelle 3) Beschichtungsparameter CrN-Stützschicht
Vergleichendes Beispiel 3
Dabei wurde eine im abschliessenden d.h. äusseren Schichtbereich metallhaltige DLC-Gleitschicht auf einer CuSn8- Bronze mittels Chromhaftschicht, aber ohne zusätzliche Stützschicht aufgebracht. Nach der oben erwähnten Vorbehandlung wurde zunächst eine Chromhaftschicht wie in Beispiel 1 aufgebracht
Anschliessend wurden bei aktivierten Cr-Targets sechs WC- Targets mit 1kW Leistung aktiviert und beide Targettypen für 2
min gleichzeitig laufengelassen. Dabei wird die Leistung der WC-Targets bei gleich bleibendem Ar-Fluss in 2 Minuten von 1kW auf 3,5 kW erhöht. Gleichzeitig wird auf den Bauteilen der negative Substratbias in Form einer Rampe erhöht. Dieser wurde ausgehend von der am Ende der Cr-Haftschicht angelegten Spannung in 2 min bis auf -300V erhöht. Die -300V sind also dann erreicht, wenn die WC-Targets auf höchster Leistung laufen. Anschliessend werden die Cr-Targets abgeschaltet. Die WC-Targets werden 6 min bei konstantem Ar-Fluss laufengelassen, dann wird der Acetylengasfluss in 11 min. auf 200sccm erhöht.
Während der letzten Beschichtungsphase zum Aufbringen der metallhaltigen DLC-Deckschicht werden die in Tabelle 4 beschriebenen Parameter konstant gehalten. Tabelle 4) Beschichtungsparameter metallhaltige DLC- Deckschicht
Beispiel 4
Für die Versuche mit einer CrN-Stützschicht wurde eine metallhaltige DLC-Gleitschicht wie in Beispiel 3 beschrieben auf einer wie in Beispiel 2 ausgeführten CrN-Stützschicht aufgebracht .
Tribometertests
Zur Beurteilung der Eignung der jeweiligen Schicht für den Einsatz als Lagerwerkstoff wurden verschiedene Versuche mit einem Wazau TRM 1000 Ring/Scheibe Tribometer (Flächenkontakt) durchgeführt .
Dabei wurden folgende Testbedingungen eingestellt:
Kontaktgeometrie : Ring/Scheibe Flächenkontakt, Ringdurchmesser 30/35 mm; Fläche 255,3 mm Umfang 102, 1 mm
Bewegung: rotierend, 30 U/min
Gleitgeschwindigkeit : 0,5 m/s
Belastung Einlauf: 300 N, 5 Minuten
Belastung Lauf: 1000 N
Spezifische Belastung (Pressung) 4 MPa
Prüfdauer (inkl. Einlauf): 10 Stunden
Gleitweg nach 10h: 18.378 m
Ring (Buchse) : CuSn8 beschichtet
Rauhigkeit: Rz < 4 μm
Scheibe (Gegenkörper) : 100 Cr6, 60-62 HRc, geläppt, Rz ca. 1 μm, Ra ca. 0,7 μm
Schmierstoff (Tauchschmierung) : Motorenöl SAE30 Ausgangstemperatur : Räumtemp. ohne Kühlung Messgrossen: Reibungsmoment & Verschleiss (kontinuierlich, online) und lichtmikroskopische Bewertung der Laufflächen nach dem Versuch.
Für die Beurteilung der Lagerbelastung ist das Produkt aus Pressung p und Gleitgeschwindigkeit v signifikant, p * v - Werte um 2 sind übliche Grössenordnungen. Erhöht man einen Faktor des Produktes ist zur Sicherstellung eines beherrsch- baren Laufes der andere entsprechend zu reduzieren. In
Abhängigkeit der Grundfestigkeit des Lagerwerkstoffes sind Pressungen bis 200 MPa realisierbar. Übliche Grössenordnungen hoch belasteter Lager z. B. in Baumaschinen liegen bei 100 MPa.
Die folgende Tabelle 5 gibt einen Überblick über die Versuche bei denen jeweils eine unbeschichtete Scheibe (Gegenkörper) auf einer unbeschichteten bzw. beschichteten stehenden Scheibe (Lager) rotiert. Auf den beschichteten Lagern wurden hierbei eine DLC-Schichten gemäss Beispiel 1 und 2 (metallfreie Deckschicht) aufgebracht.
Versuche 1, beide Scheiben unbeschichtet: Die Verschleissge- schwindigkeit ist immer sehr hoch und die Streuung des Verschleiss extrem. Würden solche Werkstoffkombinationen beispielsweise in Motorenlagern unter derart hohen Lasten eingesetzt käme es sofort oder zumindest sehr rasch zu einem völligen Lagerversagen.
Versuche 2 und 3, Gegenkörper DLC beschichtet, ohne Stützschicht: Die Verschleissgeschwindigkeit ist um den Faktor 2 bis 7 kleiner als bei den Versuchen mit unbeschichteten Scheiben. Allerdings erkennt man bei der optischen Beurteilung mit freiem Auge bzw. unter dem Makroskop immer noch Schädigungen der Oberfläche, wie eine teilweise Blauverfärbung durch Überhitzung, punktuelle Abplatzungen der Schicht, punktuelles Auftreten von Adhäsionserscheinungen auf dem Gegenkörper und ähnliches.
Versuch 4 und 5, Gegenkörper mit Stütz- und DLC-Schicht nach Beispiel 2 beschichtet: Verschleissgeschwindigkeit ähnlich niedrig wie bei Versuchen 2 und 3. Gleichzeitig sind bei der optischen Beurteilung keinerlei Fehlstellen mehr auf dem beschichteten Lager zu erkennen. Auf den Gegenkörper sind auch nach 18.378 m (= Gleitweg nach 10 h) nur milde Abrasionserscheinungen unter dem Mikroskop erkennbar.
Tabelle 6 gibt einen Überblick über die Versuche, bei denen auf den beschichteten Scheiben eine metallhaltige DLC-Schicht gemäss Beispiel 3 und 4 aufgebracht wurde.
Dabei zeigt sich, wie in Versuchen 6 und 7 erkennbar, dass sich bei direkter Aufbringung der Gleitschicht keine ausreichende Stabilität der Schicht auf dem Grundwerkstoff erzielen lässt. Unter Gleitbeanspruchung kommt es zu einem frühzeitigen Versagen der Oberfläche mit schuppenförmiger
Abplatzung einzelner Schichtteile, was einen stark abrasiven Verschleiß auf beiden Laufpartnern verursachen kann.
Versuch 8 und 9, Gegenkörper mit Stütz- und DLC-Schicht nach Beispiel 4 beschichtet: Im Gegensatz zu der bei den Versuchen 6 und 7 festgestellten hohen Verschleissgeschwindigkeit auf teils beiden Scheiben zeigt eine derartige Lager/Gegenkörperkombination nur eine sehr geringe Verschleissgeschwindigkeit. Die bei der optischen Beurteilung auf dem beschichteten Lager erkennbaren Fehlstellen sind nur noch unter dem Mikroskop vereinzelt und punktuell erkennbar. Auf den Gegenkörper sind auch nach 18.378 m (= Gleitweg nach 10 h) nur milde Abrasionserscheinungen unter dem Mikroskop erkennbar.
Tabelle 5
I
oo I