MATERIAU COMPRENANT UNE MATRICE INORGANIQUE TELLE QUE CIMENT,
MORTIER, PLATRE OU BETON, RENFORCEE PAR DES MICROFIBRES ET
PRODUITS DE TYPE FIBROCIMENT.
L'invention concerne des matériaux comprenant une matrice inorganique telle que ciment, mortier, plâtre ou béton renforcée par des microfibres, qui peuvent être utilisées dans divers types de produits, tels que les matériaux de construction, par exemple les pavés, les tuiles, les réservoirs d'eau, et les tubulures, en particulier pour le transport des eaux usées. Grâce à leur rigidité, leur résistance aux chocs, leur stabilité hydrolytique et leur faible coefficient thermique d'expansion/contraction, les fibrociments sont des produits largement utilisés dans de nombreux matériaux de construction, tels que les tuiles, les tubulures, notamment pour le transport des eaux usées. Le fibrociment comprend typiquement un mélange de ciment (c'est-à-dire chaux, silice et alumine), d'argile, un épaississant, des charges inorganiques tels que le carbonate de calcium, et un ou plusieurs matériaux fibreux, comme décrit dans le brevet US 5891516.
Une technique déjà connue de l'homme du métier pour préparer des articles de fibrociment est le procédé Hatschek. Ce procédé, décrit en détail dans le document "Asbestzement" de Harald Klos (Springer Verlag, 1967), consiste à réaliser une pâte aqueuse de fibrociment (contenant du ciment, de la silice, des fibres de renfort et éventuellement des épaississants, des plastifiants, des argiles, des pigments etc), à déposer cette pâte sous la forme d'une couche fine sur une nappe de tissu poreux, et à transporter la pâte à travers une série de tambours pour aplatir et mettre en forme la pâte. Pendant le transport de la pâte, l'eau contenue dans la pâte est éliminée à travers les ouvertures du tissu. L'élimination de l'eau peut être améliorée par application du vide à la pâte à travers le tissu, généralement au moyen d'une caisse d'aspiration placée sous le tissu poreux. Après passage à travers la série de rouleaux compresseurs, la couche de fibrociment peut être séchée et coupée en feuilles individuelles, recueillie sur un cylindre collecteur pour un déroulement et une coupe en feuilles individuelles ultérieures, ou recueillie sur un cylindre collecteur sous la forme d'une série de couches superposées qui forment au final un tube de fibrociment.
Les produits de type fibrociment peuvent se présenter sous diverses formes telles que sous une forme plane, ondulée ou tubulaire.
Autrefois, l'amiante était la fibre la plus couramment utilisée, pour ses propriétés de module et de résistance à la traction élevés et sa bonne adhésion au ciment. Le brevet US 4,216,043 décrit l'utilisation de cette fibre. Parmi les produits finaux hydratés, la combinaison d'une résistance à la traction et d'un module élastique élevés avec un faible
allongement à la rupture des fibres de renfort contribuent à la résistance à la flexion élevée des produits de type fibrociment.
A cause des problèmes au niveau de l'environnement et de la santé liés à l'utilisation de l'amiante, plusieurs études ont été réalisées en ce qui concerne l'utilisation de fibres organiques et inorganiques, naturelles ou synthétiques dans le fibrociment. Des fibres de cellulose, de polyamide (PA), de polyester (PET), de polyacrylonitrile (PAN), de polypropylène (PP) et de poly(alcool vinylique) (PVA), entre autres ont déjà été étudiées pour le renfort de ciment. Des travaux sur des fibres de verre, d'acier, d'aramide et de carbone ont aussi été réalisés. Cependant, aucune de ces fibres ne présente toutes les propriétés requises notamment pour les matrices de ciment. Par "fibres" on entend des fils, filaments ou fibres.
Il est difficile de trouver des fibres naturelles ou synthétiques qui présentent les propriétés de l'amiante. La résistance aux alcalis en solution saturée d'hydroxyde de calcium est un point critique. Une autre caractéristique importante est que les fibres doivent pouvoir se disperser aisément dans la pâte aqueuse de ciment, et rester dispersées après l'addition des autres additifs. Une bonne dispersion des fibres est importante pour prévenir la formation d'agglomérats et pour obtenir une densité de fibres homogène dans le produit fini de type fibrociment. D'autre part, les fibres ne doivent pas être orientées dans la même direction, car sinon le produit de type fibrociment présentera une résistance différente selon la direction de la force de rupture appliquée.
À titre de comparaison : le verre présente une faible résistance chimique ; l'acier engendre des problèmes de corrosion et présente une densité très élevée ; le carbone est très fragile, n'a pas une bonne adhésion, a un coût élevé ; la cellulose a une durabilité insuffisante ; et le polyéthylène et le polypropylène n'ont tous deux aucune adhésion et présentent une résistance à la traction insuffisante. Grâce à son faible coût, à sa durabilité et à son excellente résistance aux alcalis même à des températures élevées (jusqu'à 110°C), le polypropylène a fait l'objet de plusieurs travaux pour améliorer ses propriétés, tel que décrit dans les documents JP 6 219 797, GB 2 030 891, EP 0310 100, EP 0525737, EP 0525737, et EP 1044939. Cependant, les produits finis ont tendance à présenter des fissures ou à être fragiles au niveau des bords de ces produits, effet qui tend à s'intensifier avec le temps. De nombreux types de fibres de polypropylène ont vu leurs propriétés améliorées en ce sens, d'après les documents EP 0535373, EP 1044938 et WO 9919268.
Le tableau 1 indique quelques propriétés de fibres utilisées pour le renfort de ciment.
TABLEAU 1
Parmi les fibres de renfort actuellement utilisées, les fibres de polyacrylonitrile (PAN) et d'alcool polyvinylique sont en général préférées. Seules ou en combinaison, ces fibres permettent d'obtenir des produits de type fibrociment présentant une résistance à la traction élevée et une ductilité raisonnable. L'inconvénient de ces fibres est leur coût élevé et donc la considérable augmentation du prix de revente des produits de type fibrociment.
Le brevet US 6,001,476 décrit des fibres de nylon pour renfort de matrices de ciment dont le titre varie entre 1 et 15 deniers, le module entre 25 et 40 g/denier, la ténacité entre 3 et 5 g/denier.
Le brevet US 4,902,347 décrit l'obtention d'une composition de ciment obtenue par mélange de ciment Portland, d'un superplastifiant, de fibres de polyamide
(préférentiellement des fibres d'aramides), d'eau et de microsilice, les fibres ayant été préalablement traitées en surface par des particules de microsilice et par une partie du superplastifiant, pour augmenter la résistance des fibres aux alcalis.
Il est connu de l'homme du métier que les propriétés mécaniques des fibres peuvent être améliorées par étirage de ces dernières ; cet aspect est par exemple décrit dans le brevet US 3,741,716. Ainsi, en augmentant le taux d'étirage dans le procédé d'étirage, il est possible d'augmenter les propriétés telles que le module, la résistance à la rupture et la ténacité.
Le travail à la rupture a une importance considérable dans l'utilisation des produits de type fibrociment. Des produits présentant une ductilité élevée sont recherchés. Une ductilité élevée est, entre autres, importante pour usiner des pièces en fibrociment, si nécessaire, par exemple pour percer, fixer, scier, etc. La sécurité lors de l'utilisation des produits, tels que les tuiles, est augmentée également, puisque des ruptures très rapides ou violentes sous sollicitation d'une charge sont ainsi évitées.
La figure 1 en annexe décrit le comportement en flexion de fibrociment contenant différents types de fibres. Les fibrociments contenant des fibres d'amiante présentent une tension maximum à la rupture très élevée, mais aucune ductilité. Les fibrociments contenant des fibres de PVA n'atteignent pas une tension aussi élevée, mais ils présentent une bonne ductilité. Les fibrociments contenant des fibres de PA66 standard n'apportent pas de renfort à cause d'une très faible adhésion fibre/matrice, et présentent des propriétés mécaniques insuffisantes.
Les fibres de PA66 standard sont utilisées en petite quantité dans le béton pour réduire la fissuration. Ce type de fibres n'est cependant pas adapté pour le renfort des produits de type fibrociment, à cause des propriétés mécaniques insuffisantes de tels produits.
En fait, les produits de type fibrociment sont caractérisés par un rapport surface/épaisseur très grand. Le problème des fissures dans ces produits est donc complètement différent de celui des produits massifs en béton. Dans les produits de type fibrociment, les fibres doivent vraiment avoir une fonction de renfort, tandis que dans le béton la quantité de fibres est moins importante et ne joue pas réellement un rôle de renfort. De plus, entre les produits de type fibrociment et les produits de type béton, les proportions des différents composants, en particulier du ciment, sont très différentes. Les conditions de préparation et d'utilisation finale sont également complètement différentes.
L'objet de la présente invention est de développer un matériau comprenant une matrice de ciment ou une autre matrice inorganique qui peut durcir par contact avec l'eau, renforcée par des fibres de polyamide, les fibres présentant:
- une bonne adhésion avec la matrice inorganique - de bonnes propriétés mécaniques (module, résistance à la traction et ténacité);
- une bonne durabilité en milieu alcalin:
- un coût pas trop élevé
La Demanderesse a particulièrement développé des matériaux comprenant une matrice inorganique telle que ciment, mortier, plâtre ou béton, renforcée par des microfibres de polyamide, ces microfibres présentant un titre inférieur ou égal à 1 dtex, et de préférence un module élastique supérieur à 1 GPa. Les fibres de l'invention
présentant un haut module permettent une augmentation de la tension après rupture des produits de type fibrociment, ce qui conduit à des produits de plus grande ductilité.
L'effet de renfort du polyamide dans le fibrociment peut être amélioré par l'utilisation de fibres de titre très faible de haut module (de titre inférieur ou égal à 1 dtex). Le titre des fibres peut être réduit en diminuant le flux du polymère fondu à travers les trous de la filière, tandis que de hauts modules peuvent être obtenus en mettant en œuvre des taux d'étirage élevés. Des taux d'étirage importants peuvent être obtenus avec des filaments peu orientés lors du filage, tel que décrit dans le brevet US 3,741,716.
Les figures 2, 3 et 4, en annexe, montrent l'effet du diamètre et du module de la fibre sur le comportement mécanique du fibrociment.
La figure 2, en annexe, concerne l'effet du diamètre du filament sur les courbes tension/allongement du fibrociment. On observe sur la figure 2 que la tension résiduelle, c'est-à-dire la tension après la rupture du matériau/ augmente avec la diminution du titre du filament, c'est-à-dire avec la diminution du diamètre de ce dernier, ce qui conduit à une plus grande ductilité du produit de type fibrociment.
La figure 3, en annexe, concerne la tension résiduelle à une déformation de 2mm en fonction des paramètres géométriques L/d du filament ( de titre 22, 6.7, 3.3 et 0.9dtex), où L et d sont, respectivement, la longueur et le diamètre du filament. Le figure montre l'évolution de la tension résiduelle avec le diamètre de la fibre, laquelle tension résiduelle a été déterminée à une déformation de 2mm. L'avantage d'utiliser des fibres de titre très faible, et en particulier des titres inférieurs à 1 dtex, est clairement montré.
La figure 4, en annexe, montre l'effet du module de la fibre sur la courbe tension- allongement du fibrociment. Les fibres utilisées présentent un titre semblable, proche de 0,9dtex, mais des modules différents. Tandis que Les fibrociments contenant des fibres de module 5GPa présentent un allongement à la rupture de près de 11%, les fibrociments contenant des fibres de module 1GPa présentent un allongement à la rupture de près de 70%. On observe clairement qu'une fibre de plus haut module conduit à un produit de type fibrociment de plus grande ductilité.
Les fibres de l'invention sont filées avec un flux de matériau fondu à travers le capillaire réduit, et ensuite soumises à des taux d'étirage élevés pour obtenir des fibres de haut module et de faible titre.
Les fibres de l'invention peuvent être aussi bien obtenues à partir de fils faiblement orientés (LOY), qu'à partir de fils partiellement orientés (POY), ou encore à partir d'un mélange de ces derniers. Les conditions mises en œuvre pour le fil LOY sont : un flux de polymère fondu dans les trous de filière compris entre 0,1 et 0,4 g/min; une vitesse de bobinage comprise entre 200 et 2000 m/min; un taux d'étirage compris entre 3 et 6. Pour un fil POY les conditions sont les suivantes : un flux de polymère fondu dans les trous de
filière compris entre 0,3 et 0,7 m/min; une vitesse de bobinage comprise entre 4000 et 6000 m/min; un taux d'étirage de 1 à 2. De manière générale, on peut mettre en œuvre un flux de polymère fondu dans les trous de filière compris entre 0,1 et 0,7 g/min; une vitesse d'appel (bobine ou récipient) comprise entre 200 et 6000 m/min; un taux d'étirage compris entre 1 et 6.
Le polyamide des microfibres de l'invention est de préférence du polyhexaméthylène adipamide, ou PA 66, ou NY 6.6, polymère obtenu par polycondensation discontinue ou continue, contenant entre 0 et 2% d'agent opacifiant tel que TiO2. Ce polyamide présente généralement une viscosité intrinsèque (mesurée dans l'acide formique à 90%) comprise entre 100 et 200 ml/g, et peut être un homopolymère, un copoiymère ou un polymère greffé.
L'invention concerne des matériaux comprenant une matrice inorganique telle que ciment, mortier, plâtre ou béton renforcée par des microfibres présentant un titre inférieur ou égal à 1 dtex, particulièrement des microfibres de PA66, présentant avantageusement un module élastique supérieur à 1GPa, de préférence supérieur à 3GPa. Ces microfibres de polyamide peuvent être des fibres monocomposantes, bicomposantes, ou de type cœur/peau. Elles peuvent être éventuellement frisées et ou tordues. La longueur des fibres peut varier entre 4mm et 15mm (de préférence entre 5 et 10mm) pour le renfort de produits de type fibrociment, plâtre etc. L'utilisation de microfibres de haut module dans ces produits augmente leur tension après la rupture, conduisant à des produits de plus grande ductilité. Les fibres de l'invention présentent un allongement à la rupture compris entre 8 et 100% (de préférence compris entre 30 et 100%) et une ténacité comprise entre 30 et 100cN/tex.
La caractéristique fondamentale qui affecte le renfort est l'adhésion fibre/matrice et le contrôle des pertes par dissipation à l'interface (par frottement : « debonding », « pull- out »). Il est donc nécessaire de développer l'adhésion entre les fibres PA et la matrice de ciment. Etant donné que la tension résiduelle résulte des fibres et du frottement entre les fibres et la matrice (la matrice est déjà rompue), l'optimisation de l'effet de frottement conduira à une tension résiduelle maximale. Une façon d' augmenter le frottement est d'utiliser des fibres avec une géométrie irrégulière, telle qu'une géométrie de type multilobal. Il est intéressant de noter qu'à volume égal, la surface du filament est inversement proportionnelle au cube du diamètre du filament, ce qui signifie qu'une diminution du titre du filament de moitié conduira à une surface huit fois plus grande, comme décrit dans le brevet US 5, 310, 514. La section transversale des filaments constituant les microfibres de l'invention peut être circulaire, irrégulière ou multilobée. Lorsque la section transversale est multilobée, la section est de préférence en forme de X ou de Y.
Les fibres de l'invention peuvent également être des fibres de polypropylène (PP), ou de polyvinyl alcool (PVA). Dans ce cas, les fibres présentent un titre inférieur ou égal à 1 dtex et une longueur comprise entre 4 et 15mm, de préférence comprise entre 5 et 10mm. Les produits de type fibrociment peuvent se présenter sous une forme plane, ondulée ou tubulaire.
Les exemples suivants ont comme objectif d'illustrer l'invention et ne doivent pas être considérés comme une restriction de l'invention.
EXEMPLES
Exemple 1
Préparation de microfibres PA66 (viscosité intrinsèque mesurée dans l'acide formique à 90% : 128 ml/g) 35f68 (35 dtex, 68 filaments) à partir de fil partiellement orienté (POY) 60f68 (60 dtex, 68 filaments). Les conditions opératoires du filage sont les suivantes :
- Température de filage : 275°C
- Flux dans les trous de filière : 0,35g/min
- Nombre de trous de filière : 68 - Diamètre des trous : 0,30mm
- Longueur des trous : 1 ,20mm
- Température de l'air de refroidissement : 19°C
- Vitesse de l'air de refroidissement : 0,80m/s
- Vitesse d'appel (bobine): 4200m/min Les filaments obtenus ont les propriétés suivantes :
- Titre: 0,88 dtex
- Module initial : 0,5 GPa
- Allongement à la rupture : 70%
Après le filage le fil est soumis à l'étirage à froid avec un taux d'étirage de près de 2. Les filaments résultants ont les propriétés suivantes :
- Titre: 0,51 dtex
- Module initial : 7,0 GPa
- Allongement à la rupture : 11%
- Ténacité : 75 cN/tex Les filaments étirés sont ensuite rassemblés et coupés sous forme de fibres courtes de 6mm pour être additionnées postérieurement à la pâte de ciment.
Exemple 2
Préparation de microfibres PA66 (viscosité intrinsèque mesurée dans l'acide formique à 90% : 128 ml/g) 35f68 (35 dtex, 68 filaments) à partir de fil partiellement orienté (POY) 60f68 (60 dtex, 68 filaments). Les conditions opératoires du filage sont les suivantes :
- Température de filage : 275°C
- Flux dans les trous de filière : 0,23g/min
- Nombre de trous de filière : 68 - Diamètre des trous : 0,30mm
- Longueur des trous : 1,20mm
- Température de l'air de refroidissement : 19°C
- Vitesse de l'air de refroidissement : 0,80m/s
- Vitesse d'appel (bobine) : 4200m/min Les filaments obtenus ont les propriétés suivantes :
- Titre: 0,7 dtex
Après le filage le fil est soumis à l'étirage à froid avec un taux d'étirage de près de 2. Les filaments résultants ont les propriétés suivantes :
- Titre: 0,4 dtex - Module initial : 3 GPa
- Allongement à la rupture : 11 %
- Ténacité : 59 cN/tex
Les filaments étirés sont ensuite rassemblés et coupés sous forme de fibres courtes de 6mm pour être additionnées postérieurement à la pâte de ciment.
Exemple 3
Préparation de microfibres de PA66 (viscosité intrinsèque mesurée dans l'acide formique à 90% : environ 135 ml/g) à partir de fil faiblement orienté selon un procédé de type fibres. Les conditions opératoires du filage sont les suivantes :
- Température de filage : environ 285°C
- Vitesse d'extrusion : 7m/min
- L(longueur des capillaires) / d(diamètre des capillaires) : 2
- Température de l'air de refroidissement : 20°C - Vitesse de l'air de refroidissement : 1 m/s
- Vitesse d'appel (récipient) : 1400m/min
Les ultifilaments issus de plusieurs filières sont rassemblés pour former une mèche déposée dans un pot.
Les filaments obtenus présentent un titre de 1.61 dtex.
Les mèches des différents pots sont rassemblées pour former une nappe étirée sur une chaîne. Les conditions opératoires de l'étirage sont les suivantes :
- Température (bain et rouleaux) : 80°C
- Taux d'étirage : 2.4
Les filaments résultants ont les propriétés suivantes : Titre: 0.67 dtex Allongement à la rupture : environ 45 %
Ténacité : 57 cN/tex
Les filaments étirés sont ensuite rassemblés et coupés sous forme de fibres courtes de 6mm pour être additionnées postérieurement à la pâte de ciment.
Exemples 4 à 7: préparation des mélanges de fibrociment
Préparation du fibrociment La composition de fibrociment réalisé est la suivante :
- ciment, commercialisé par Lafarge sous la référence HTS 52.5 200 g
- fumée de silice, commercialisée par Elkem sous la référence 940 U 35 g - cellulose extraite de Pinus Radiata 10 g
- fibres de renfort polyamide de l'exemple 1 ,2, ou 3 5 g
- eau 750 g.
La cellulose est d'abord dépulpée durant une heure sous agitation intense, puis les autres ingrédients sont ajoutés. L'ensemble, après malaxage pendant 15 minutes, est versé dans un moule, tiré sous léger vide primaire. Le gâteau est alors soumis à une pression de 10 tonnes (10 MPa) afin de mettre en forme les échantillons. Pour chaque formulation, 6 éprouvettes de fibrociment sont effectuées : dimensions 120 x 30 x 5 mm. Ces éprouvettes sont laissées 24 heures à température ambiante dans une enceinte saturée en humidité, puis sont mises en maturation 24 heures à 60°C dans une enceinte toujours saturée en humidité, et finalement laissées au moins 24 heures dans une salle conditionnée à 20°C et avec une humidité relative (HR) de 65% avant test.
Les essais mécaniques sont réalisés en flexion 3 points (entre axe : 100 mm), à une vitesse d'essai de 0,1 mm/min. Ce test est un test classique de flexion 3 points. On enregistre la courbe Force-Déplacement, et on calcule la contrainte équivalente correspondant au maximum de charge, comme présenté aux figures 2 et 4.
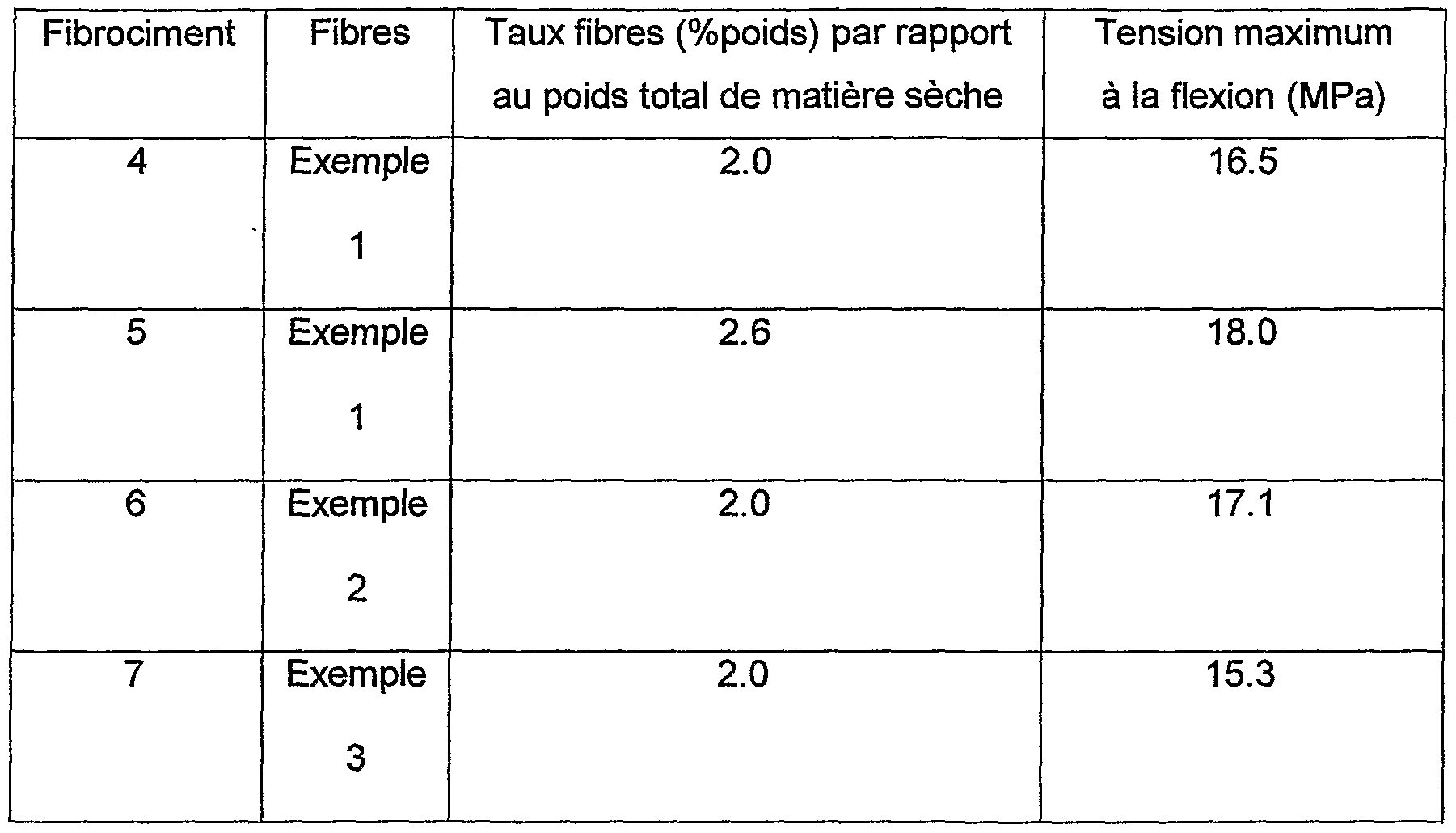
Quelques résultats sont présentés dans le tableau 2 ci-dessous pour des plaques de fibrociment contenant des microfibres de polyamide 66 avec une section transversale ronde et une longueur de 6mm.
TABLEAU 2