RU2654635C1 - Упаковка и способ ее изготовления - Google Patents
Упаковка и способ ее изготовления Download PDFInfo
- Publication number
- RU2654635C1 RU2654635C1 RU2017101447A RU2017101447A RU2654635C1 RU 2654635 C1 RU2654635 C1 RU 2654635C1 RU 2017101447 A RU2017101447 A RU 2017101447A RU 2017101447 A RU2017101447 A RU 2017101447A RU 2654635 C1 RU2654635 C1 RU 2654635C1
- Authority
- RU
- Russia
- Prior art keywords
- packaging material
- packaging
- item
- package
- fold lines
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/025—Making parallelepipedal containers from a single carton blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/02—Machines characterised by incorporation of means for making the containers or receptacles
- B65B5/024—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/004—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material in blanks, e.g. sheets precut and creased for folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/005—Packaging other articles presenting special problems packaging of confectionery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/02—Packaging agricultural or horticultural products
- B65B25/04—Packaging fruit or vegetables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/065—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of meat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/068—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of cheese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/16—Packaging bread or like bakery products, e.g. unsliced loaves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/08—Forming three-dimensional [3D] containers from sheet material
- B65B43/10—Forming three-dimensional [3D] containers from sheet material by folding the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/02—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for perforating, scoring, slitting, or applying code or date marks on material prior to packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/073—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/02—Wrappers or flexible covers
- B65D65/14—Wrappers or flexible covers with areas coated with adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/40—Packages formed by enclosing successive articles, or increments of material, in webs, e.g. folded or tubular webs, or by subdividing tubes filled with liquid, semi-liquid, or plastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/60—Containers, packaging elements or packages, specially adapted for particular articles or materials for sweets or like confectionery products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/08—Creating fin seals as the longitudinal seal on horizontal or vertical form fill seal [FFS] machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Agronomy & Crop Science (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Making Paper Articles (AREA)
- Cartons (AREA)
Abstract
Способ содержит этапы, на которых: а) обеспечивают упаковочный материал, содержащий картон, b) формируют линии сгиба и/или надрезы в упаковочном материале путем применения к материалу лазерной или механической биговки, с) складывают материал вдоль линий сгиба и/или надрезов и закрепляют его в положении с образованием, по существу, трубчатого контейнера и d) формируют по меньшей мере один шов путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей заготовки, чтобы сформировать по меньшей мере частично герметизированную упаковку, е) выполняют по меньшей мере один из этапов b), с) и d) в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа. Упаковка изготовлена вышеописанным способом. Группа изобретений обеспечивает упрощение и повышение производительности. 2 н. и 13 з.п. ф-лы, 7 ил.
Description
Область техники
Настоящее изобретение относится к картонной упаковке и способам ее изготовления.
Уровень техники
Известен способ получения так называемой упаковки поточного обертывания (flow-wrap), которая состоит из гибкого контейнера, содержащего переднюю и заднюю панели, боковые панели, которые герметизируются с обоих концов обычно путем обжима или тиснения с получением структурированных герметично соединенных участков.
Как правило, упаковку поточного обертывания такого типа изготавливают способами горизонтальной (HFFS) или вертикальной (VFFS) формовки, заполнения и герметизации. В способах горизонтального заполнения, формовки и герметизации гибкую упаковочную пленку пропускают через машину, которая оборачивает материал вокруг изделия, а затем обжимает и герметично соединяет концы обернутого материала с последующей обрезкой для получения герметичной упаковки. Такая упаковка может быть относительно быстро пропущена через соответствующую машину, что позволяет изготавливать множество заполненных упаковок в минуту. Примерами таких машин являются упаковочная машина с горизонтальной схемой упаковки Pack 401 Horizontal Flow Wrapper, выпускаемая компанией Bosch GmbH, Германия, и упаковочная машина горизонтального типа для формования, наполнения и герметизации 8000МН, выпускаемая компанией Ossid, США.
Кроме того, существует множество типов картонной упаковки, которые формируются из картонных заготовок и в сложенном виде образуют упаковочный контейнер, который затем может быть герметизирован с помощью соответствующих средств. Примеры картонных упаковок включают в себя стандартные картонные коробки, упаковки, готовые к выкладке на полки, и т.п.
До сих пор не рассматривалась возможность производства картонной упаковки с использованием стандартных способов горизонтальной или вертикальной формовки, заполнения и герметизации.
Поэтому было бы преимуществом предложить способ изготовления картонной упаковки с использованием стандартных способов горизонтальной или вертикальной формовки, заполнения и герметизации, который, будучи экономичным и простым, позволял бы изготавливать упаковку из картонных заготовок, предпочтительно с использованием стандартных картонных упаковочных материалов.
Также было бы преимуществом предложить способ изготовления картонной упаковки, имитирующей форму и внешний вид стандартной упаковки поточного обертывания, который, будучи экономичным и простым, позволял бы изготавливать упаковку из картонных заготовок.
Кроме того, было бы преимуществом предложить способ изготовления картонной упаковки, в которой имелись бы обжатые или структурированные участки концевых ребер упаковки поточного обертывания, чтобы придать картонной упаковке по существу внешний вид упаковки поточного обертывания.
Таким образом, цель вариантов осуществления настоящего изобретения состоит в том, чтобы преодолеть или уменьшить по меньшей мере некоторые проблемы предшествующего уровня техники.
Сущность изобретения
В соответствии с первым аспектом настоящего изобретения предложен способ формирования упаковки, включающий этапы, на которых:
a) обеспечивают упаковочный материал, содержащий картон, полужесткие пластмассы или другой полужесткий упаковочный материал или любую их комбинацию;
b) формируют линии сгиба и/или надрезы в упаковочном материале путем применения к упаковке лазерной или механической биговки;
c) складывают упаковочный материал вдоль линий сгиба и/или надрезов и закрепляют его в положении с образованием по существу трубчатого контейнера; и
d) формируют по меньшей мере один шов путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей упаковочного материала, чтобы сформировать упаковку, которая по меньшей мере частично герметизирована;
при этом по меньшей мере один из этапов b), с) и d) выполняют в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа.
В некоторых вариантах осуществления в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа выполняются по меньшей мере этапы с) и d), а в других вариантах осуществления в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа выполняется каждый из этапов b), с) и d).
Устройство для формования, наполнения и герметизации горизонтального типа может представлять собой устройство поточного обертывания горизонтального типа.
Термин «полужесткий упаковочный материал» охватывает любой материал, который в настоящее время из-за своей жесткости считается непригодным для обычных способов поточного обертывания путем горизонтальной или вертикальной формовки, заполнения и герметизации. В предпочтительных вариантах осуществления упаковочный материал содержит картон, пластмассы или их комбинацию (включая множество слоев из этих материалов).
В соответствии со вторым аспектом настоящего изобретения предложен способ формирования упаковки, включающий этапы, на которых:
a) обеспечивают упаковочный материал, содержащий картон или пластмассовый материал, имеющий толщину по меньшей мере 125 мкм;
b) формируют линии сгиба и/или надрезы в упаковочном материале путем применения к упаковочному материалу лазерной или механической биговки;
c) складывают упаковочный материал вдоль линий сгиба и/или надрезов и закрепляют его в положении с образованием по существу трубчатого контейнера; и
d) формируют по меньшей мере один шов путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей упаковочного материала, чтобы сформировать упаковку, которая по меньшей мере частично герметизирована;
при этом по меньшей мере один из этапов b), с) или d) выполняют в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа.
В некоторых вариантах осуществления в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа выполняются по меньшей мере этапы с) и d), или в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа выполняется каждый из этапов b), с) и d).
Упаковочный материал может содержать картон со средней длиной волокна от 0,5 мм до 15 мм или от 0,7 мм до 12 мм. В некоторых вариантах осуществления средняя длина волокна картона составляет по меньшей мере 0,5 мм, 0,6 мм, 0,7 мм или 0,8 мм. В некоторых вариантах осуществления средняя длина волокна картона не превышает 20 мм, 18 мм, 16 мм, 14 мм или 12 мм. Картон может содержать волокна, имеющие по существу плоскую форму, цилиндрическую форму или любую другую применимую форму. Картон может содержать волокна, имеющие диаметр в диапазоне от 10 мкм до 100 мкм, например от 15 мкм до 60 мкм. Длины, формы и диаметры волокон, находящиеся в этих предпочтительных диапазонах параметров, обеспечивают правильный баланс гибкости материала при биговке соответствующим образом с использованием способов настоящего изобретения для пропускания через устройство для формования, наполнения и герметизации горизонтального или вертикального типа и при этом сохраняют достаточную прочность для формования требуемой упаковки.
В некоторых вариантах осуществления способ может включать этап, на котором обеспечивают упаковочный материал, который состоит по существу из картона, но может включать небольшие количества других материалов, например, таких как многослойная пленка на одной или обеих его сторонах, печатный материал или т.п.
Упаковочный материал может иметь толщину по меньшей мере 125 мкм, по меньшей мере 150 мкм, по меньшей мере 175 мкм, по меньшей мере 200 мкм, по меньшей мере 250 мкм, по меньшей мере 350 мкм, по меньшей мере 500 мкм или по меньшей мере 750 мкм. В некоторых вариантах осуществления упаковочный материал имеет толщину по меньшей мере 1 мм, 1,5 мм, 2 мм или более.
В некоторых вариантах осуществления этап b) способа может включать формирование отдельных заготовок путем формирования в упаковочном материале линий сгиба и/или надрезов.
В некоторых вариантах осуществления способ включает формирование множества соединенных друг с другом упаковок из упаковочного материала, которые могут быть соединены вдоль по меньшей мере их участка. В некоторых вариантах осуществления данный способ может дополнительно включать разделение множества сформированных упаковок, например, путем разрезания вдоль соединяющих их участков. Соединяющие участки могут содержать смежные герметизированные участки соединенных упаковок.
Множество упаковок может быть образовано из листа или рулона упаковочного материала.
В некоторых вариантах осуществления способ может включать формирование заготовки отдельно перед загрузкой в устройство, используемое в обычных способах горизонтальной или вертикальной формовки, заполнения и герметизации.
Линии сгиба и/или надрезы могут быть выполнены в упаковочном материале во время реализации способа горизонтальной или вертикальной формовки, заполнения и герметизации. В некоторых вариантах осуществления линии сгиба и/или надрезы формируют в упаковочном материале перед расположением какого-либо предмета на упаковочном материале. В других вариантах осуществления линии сгиба и/или надрезы формируют в упаковочном материале после расположения предмета на упаковочном материале. В дополнительных вариантах осуществления по меньшей мере одну линию сгиба и/или по меньшей мере один надрез формируют в упаковочном материале перед расположением предмета на упаковке и по меньшей мере одну линию сгиба и/или по меньшей мере один надрез формируют в упаковочном материале после расположения предмета на упаковочном материале.
В некоторых вариантах осуществления способ может включать обеспечение непрерывного листа или рулона упаковочного материала, из которого может быть образовано множество заготовок. В таких вариантах осуществления способ может включать разделение упаковочного материала на отдельные заготовки перед загрузкой в устройство, используемое для реализации обычных способов горизонтальной или вертикальной формовки, заполнения и герметизации.
В других вариантах осуществления способ может включать загрузку непрерывного листа или рулона в устройство, которое может дополнительно содержать средство для разделения листа на отдельные заготовки в процессе изготовления.
Упаковочный материал может быть разрезан на отдельные заготовки посредством лазерной или механической биговки, как при формировании линий сгиба. В некоторых вариантах осуществления линии сгиба формируются посредством лазерной биговки, а упаковочный материал разделяется на отдельные заготовки с помощью механической биговки.
По меньшей мере один шов может быть образован путем нанесения адгезива на по меньшей мере участок по меньшей мере одной из областей упаковочного материала. Адгезив может представлять собой съемный адгезив или адгезив, способствующий повторному закрытию материала. По меньшей мере один шов может быть образован с помощью съемного адгезива, который может представлять собой адгезив для повторной герметизации, такой как, например, термочувствительный адгезив, адгезив холодной склейки или т.п. В альтернативных вариантах осуществления или в дополнение к применению адгезива шов может быть образован как сварной шов, например отслаиваемый сварной шов.
В других вариантах осуществления по меньшей мере один шов может быть сформирован с помощью механической герметизации по меньшей мере двух областей упаковочного материала. Механическая герметизация может включать в себя, например, застежку «молния», уплотняющую планку, которая прижимается пальцем, прижимную застежку или т.п.
По меньшей мере один шов может представлять собой шов, соединяющий края материала, образованный путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей упаковочного материала.
Данный способ может включать обжим или тиснение по меньшей мере одного шва вдоль по меньшей мере его участка для получения структурированных герметично соединенных областей упаковки. В некоторых вариантах осуществления способ включает обжим или тиснение по меньшей мере одного шва вдоль по существу всей длины уплотнения или каждого уплотнения. Обжим или тиснение герметично соединенных областей в дополнение к конфигурации общей структуры упаковки позволяет картонной упаковке выглядеть идентично или по существу идентично эквивалентной полимерной упаковке поточного обертывания, образованной обычными способами горизонтальной или вертикальной формовки, заполнения и герметизации.
Способ может включать в себя формирование упаковки, внутри которой содержится по меньшей мере один предмет. В некоторых вариантах осуществления способ включает размещение по меньшей мере одного предмета на внутренней поверхности заготовки перед складыванием заготовки вдоль сформированных линий сгиба для формирования трубчатого контейнера. В других вариантах осуществления в трубчатом контейнере, сформированном после складывания упаковочного материала вдоль линий сгиба, может быть размещен по меньшей мере один предмет.
В дополнительных вариантах осуществления способ может включать размещение по меньшей мере одного предмета в частично герметизированной упаковке после формирования по меньшей мере одного шва. В таких вариантах осуществления способ может включать формирование первого шва путем герметичного соединения друг с другом по меньшей мере двух областей упаковочного материала, размещение по меньшей мере одного предмета в частично герметизированной упаковке и последующее формирование второго шва путем герметичного соединения друг с другом по меньшей мере еще двух областей упаковочного материала. В результате формирования первого и второго швов способ может включать формирование полностью герметичной упаковки, содержащей внутри себя по меньшей мере один предмет.
По меньшей мере один предмет может представлять собой пищевой продукт, который может содержать вторичную упаковку, такую как, например, обертка или т.п. Пищевой продукт может представлять собой кондитерское изделие, хлебобулочное изделие, фрукт, овощ, мясо, сыр, снэк или т.п. Применимые кондитерские изделия включают, например, шоколад, шоколадные продукты, конфеты, жевательную резинку или их комбинацию. Применимые хлебобулочные изделия могут включать печенье, чипсы, хлебцы, изделия из теста или т.п. Они могут представлять собой один пищевой продукт или множество пищевых продуктов и могут представлять собой комбинацию различных пищевых продуктов, такую как, например, комбинация кондитерских и хлебобулочных изделий или различных кондитерских изделий. В некоторых вариантах осуществления пищевой продукт представляет собой плитку шоколада или шоколадный батончик.
В соответствии с третьим аспектом изобретения предложена упаковка, изготовленная с применением способа в соответствии с первым или вторым аспектом настоящего изобретения, содержащая по меньшей мере один набор противолежащих и отстоящих друг от друга первой и второй поверхностей, причем области каждого конца первой и второй поверхностей герметично соединены друг с другом.
В предпочтительных вариантах осуществления упаковочный материал содержит картон, пластмассы или любую их комбинацию (включая множество слоев из этих материалов).
В некоторых вариантах осуществления упаковка может быть сформирована по существу из картона, но может включать небольшие количества других материалов, таких как, например, многослойная пленка на одной или обеих его сторонах, печатный материал или т.п.
По меньшей мере одна герметично соединенная область может, например, содержать шов, соединяющий края материала. В таких вариантах осуществления шов (швы), соединяющий (-ие) края материала, может (могут) быть получен (-ы) путем обжима или тиснения вдоль по меньшей мере его участка с образованием структурированных герметично соединенных областей упаковки. Изготовленная в результате упаковка может выглядеть идентично или по существу идентично эквивалентной полимерной упаковке поточного обертывания, сформированной обычными способами горизонтальной или вертикальной формовки, заполнения и герметизации из нежесткого материала.
Подробное описание изобретения
Для лучшего понимания изобретения далее исключительно в качестве примера будет описан вариант его осуществления со ссылками на прилагаемые чертежи, на которых изображено следующее:
на Фиг. 1 представлен вид в перспективе этапа биговки способа в соответствии с настоящим изобретением;
на Фиг. 2 представлен вариант осуществления заготовки, изготовленной способом в соответствии с настоящим изобретением;
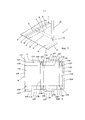
на Фиг. 3 представлен вид в перспективе этапа складывания в рамках способа в соответствии с настоящим изобретением;
на Фиг. 4 представлен вид в перспективе варианта осуществления упаковки настоящего изобретения;
на Фиг. 5 представлена принципиальная схема устройства для формования, наполнения и герметизации горизонтального типа, которое можно использовать для осуществления способа в соответствии с настоящим изобретением;
на Фиг. 6 представлен дополнительный вариант осуществления заготовки, изготовленной способом в соответствии с настоящим изобретением;
на Фиг. 7 представлен вид в перспективе варианта осуществления упаковки настоящего изобретения, сформированной из заготовки, показанной на Фиг. 6.
Способ в соответствии с принципами настоящего изобретения будет описан со ссылкой на Фиг. 1-4.
Сначала осуществляется обеспечение листа упаковочного материала 2. В представленном варианте осуществления лист упаковочного материала 2 содержит картон, имеющий толщину около 205 мкм. Однако могут быть использованы и другие формы полужесткого материала. На листе упаковочного материала 2 формируются заготовки 4, 4', которые определяются кромками 5, 6, как показано на Фиг. 1. На упаковочном материале 2 формируются линии сгиба (показаны пунктирными линиями 8). Линии сгиба 8 формируются на листе 2 с помощью лазерного луча 10 от лазерного резака 12. Хотя в проиллюстрированном способе используется лазерный резак 12, следует понимать, что можно применять и другие устройства формирования линий сгиба 8 на листе 2, в том числе механические фальцевальные устройства, такие как, например, высекательный пресс.
В данном варианте осуществления отдельные заготовки 4, 4' остаются соединенными вдоль кромок 5, 5', однако предполагается, что в некоторых вариантах осуществления заготовки 4, 4' могут быть разделены путем выполнения надрезов в упаковочном материале 2 вдоль кромок 5, 6. Надрезы 5, 6 могут быть также выполнены на листе 2 с помощью лазерного луча 10 от лазерного резака 12.
На Фиг. 2 представлен вариант осуществления отдельной заготовки 4, изготовленной на этапе биговки, представленном на Фиг. 1. Полученная заготовка 4 включает в себя переднюю панель 102 и заднюю панель 104, каждая из которых содержит противоположные продольные кромки. Между кромками передней и задней панелей 102, 104 проходит первая боковая панель 105, выполненная зацело с передней и задней панелями 102, 104 и соединенная линиями сгиба 109, 109'. Зацело с противоположной кромкой передней панели 102, к которой присоединена первая боковая панель 105, выполнена вторая боковая панель 110, проходящая вдоль этой кромки, которая присоединена к передней панели 102 линией сгиба 107. Зацело с противоположной кромкой второй боковой панели 110, к которой присоединена передняя панель 102, выполнен соединительный язычок 120. Соединительный язычок 120 присоединен к кромке второй боковой панели 110 по линии сгиба 111.
На продольных концах передней панели 102 и задней панели 104 находятся концевые области 112, 114 на первом конце и концевые области 116, 118 на противоположном конце. Концевые области 112, 114, 116, 118 определены на передней панели 102 и задней панели 104 соответствующими линиями сгиба 108, 108', 108'', 108'''. Зацело с каждой концевой областью 112, 114, 116, 118 выполнены соответствующие уплотнительные области 122, 124, 126, 128, присоединенные к соответствующим концевым областям 112, 114, 116, 118 по линиям сгиба 107, 107', 107'', 107'''. Уплотнительные области 122, 124, 126, 128 проходят наружу от соответствующих им концевых областей 112, 114, 116, 118.
Первая боковая панель 105 и вторая боковая панель 110 имеют на своих концах концевые области 130, 132, 134, 136. Концевые области 132, 136 расположены смежно с концевыми областями 112, 114, а концевые области 116, 118 расположены, соответственно, смежно с передней и задней панелями 102, 104. Концевые области 130, 134 расположены смежно с концевой областью 112, а концевая область 116 расположена, соответственно, смежно с передней панелью 102. Кроме того, каждая концевая область 130, 132, 134, 136 боковой панели включает в себя треугольные узлы 140, 140', 140'', 140''' линий сгиба.
После формирования заготовок 4, 4' и т.п. в упаковочном материале 2 упаковочный материал 2 затем складывают с образованием трубчатого контейнера 200, как показано на Фиг. 3. Контейнер 200 формируют путем складывания вдоль линий сгиба, сформированных в упаковочном материале 2, которые определяют панели 102, 104, 105, 110 заготовок 4, 4' и т.п. Линии сгиба сгибают в постоянном направлении, и определенный соединительный язычок 120 прикрепляют к внутренней поверхности задней панели 104. В результате сгибания упаковочного материала 2 с образованием трубчатого контейнера 200 уплотнительные области 122, 16 передней панели 102 каждой заготовки 4, 4' и т.п. располагаются напротив соответствующих уплотнительных областей 124, 128 задней панели 104.
На Фиг. 3 дополнительно показано положение продукта 202 в трубчатом контейнере 200. Продукт 202 располагают на внутренней поверхности передней панели 102 или задней панели 104 заготовки 4 до сгибания упаковочного материала с применением вышеупомянутого способа. При этом упаковочный материал 2 может быть сложен вокруг продукта 202 с образованием трубчатого контейнера 200, содержащего внутри себя продукт 202. В представленном варианте осуществления трубчатый контейнер 200 содержит множество соединенных заготовок 4, 4'. В таких вариантах осуществления представлен продукт 202 на панели 102, 104 каждой заготовки 4, 4', сформированной в упаковочном материале 2. Таким образом, трубчатый контейнер 200 охватывает множество продуктов 202.
Описанный выше способ имитирует обычные способы поточного обертывания. Однако предполагается, что продукт 202 может быть расположен внутри трубчатого контейнера 200 после формирования последнего путем вложения продукта 202 в открытый конец контейнера 200.
Для завершения процесса обертывания с формированием при этом упаковки 300 смежные поверхности уплотнительных областей 122, 124 и уплотнительных областей 126, 128 герметично соединяются друг с другом с образованием герметично соединенных концевые областей.
Чтобы способствовать герметичному соединению уплотнительных областей 122, 124, 126, 128, по меньшей мере на одну из уплотнительных областей 122, 124 и по меньшей мере на одну из уплотнительных областей 126, 128 наносят липкую ленту. Липкую ленту можно нанести на заготовку 4 перед сгибанием упаковочного материала 2 или нанести на уплотнительные области 122, 124, 126, 128 каждой заготовки 4, 4' после формирования трубчатого контейнера 200 из упаковочного материала 2. Липкая лента 200 может содержать термоплавкий адгезив или другой применимый адгезив. В других вариантах осуществления уплотнительные области соединены термосваркой без использования адгезива.
Этот процесс повторяют для уплотнительных областей каждой заготовки 4, 4', сформированной в упаковочном материале 2. Таким образом, после этого трубчатый контейнер 200 содержит ряд соединенных герметичных отсеков, каждый из которых вмещает в себя один продукт 202. Для формирования упаковки 300, как показано на Фиг. 3, ряд герметичных отсеков разделяют путем выполнения надрезов вдоль смежных уплотнительных областей смежных герметичных отсеков.
Сформированная упаковка 300 вмещает в себя один продукт 202 и содержит герметично соединенные концевые области в виде швов 302, 304, соединяющих края материала. Сформированная упаковка также включает остроконечные концевые области 306, 308, 310, 312. Остроконечные концевые области 306, 308, 310, 312 формируют во время герметичного соединения областей 122, 126 и 124, 128 путем сгибания концевых областей 130, 132, 134, 136 первой и второй боковых панелей 105, 110 вокруг соответствующих им треугольных узлов 140, 140', 140'', 140''' линий сгиба. Треугольные узлы 140, 140', 140'', 140''' линий сгиба позволяют сгибать концевые области 130, 132, 134, 136, не нарушая ориентации первой и второй боковых панелей 105, 110, которые остаются по существу перпендикулярными передней панели 102 и задней панели 104. Таким образом формируют упаковку 300, вмещающую в себя продукт 202 и имеющую конфигурацию, имитирующую обычную упаковку поточного обертывания. Упаковка 300 может быть декорирована любым подходящим способом с использованием фирменной символики и графики, что позволит скрыть внешний вид картона и дополнительно придать упаковке внешний вид упаковки, изготовленной способом поточного обертывания.
Поскольку уплотнительные области 122, 124, 126, 128 соединены друг с другом, они могут также быть подвергнуты тиснению с использованием запечатывающих губок с подходящим рисунком с получением тисненого рисунка. В альтернативных вариантах осуществления изображение тисненого рисунка может быть напечатано на уплотнительных областях 122, 124, 126, 128 вместо фактического тиснения этих областей.
В некоторых вариантах осуществления упаковочный материал 2 может быть разделен на отдельные заготовки 4, 4' и т.п. путем формирования надрезов вдоль кромок 5 и 6 перед сгибанием упаковочного материала 2 вокруг продуктов 202. Предполагается, что отдельные заготовки 4, 4' могут быть загружены в обычное устройство, используемое для реализации способов горизонтальной или вертикальной формовки, заполнения и герметизации, после их разделения вместо загрузки листа упаковочного материала 2 в такое устройство с последующим разделением формованного трубчатого контейнера.
На Фиг. 5 представлено обычное устройство 400 для формования, наполнения и герметизации горизонтального типа, которое можно использовать для осуществления способа в соответствии с настоящим изобретением. Устройство 400 содержит загрузочный модуль 402, оберточный модуль 404, модуль 406 герметизации и режущий модуль 408.
Загрузочный модуль 402 содержит конвейер 410, выполненный с возможностью использования для транспортировки предметов 202. Модуль 406 герметизации включает в себя зажим 409, выполненный с возможностью использования для герметичного соединения поверхностей упаковочного материала 2. Режущий модуль 408 включает в себя гильотину 411, выполненную с возможностью использования для формирования надрезов на упаковочном материале 2, чтобы разделять упаковочный материал 2 на отдельные упаковки.
В процессе эксплуатации сначала в устройство 400 загружают упаковочный материал 2. В представленном варианте осуществления перед загрузкой в устройство 400 упаковочный материал 2 биговали лазером. Лазерную биговку осуществляют с помощью лазерного резака, который образует линии сгиба и/или надрезы на упаковочном материале 2 (по способу, представленному на Фиг. 1).
Упаковочный материал загружают в устройство 400 и оборачивают вокруг приводных цилиндров 414, 415, 416. Приводные цилиндры 414, 415, 416 выполнены с возможностью использования для перемещения упаковочного материала 2 через устройство 400.
Сначала лист упаковочного материала 2 перемещают через оберточный модуль 404, где его оборачивают вокруг продуктов 202, расположенных на конвейере 402. Затем упаковочный материал 2 герметизируют вдоль кромки так, что он образует частично герметизированный трубчатый контейнер 200 (как показано на Фиг. 3), вмещающий в себя множество продуктов 202. Трубчатый контейнер 200 затем пропускают через модуль 406 герметизации, где области трубчатого контейнера 200 между смежными продуктами 202 герметично соединяются друг с другом. Это осуществляется с помощью зажима 409, который оказывает давление на наружные поверхности трубчатого контейнера 200. В результате приложения давления к наружным поверхностям трубчатого контейнера 200 активируются чувствительные к давлению адгезивы (не показаны), расположенные на по меньшей мере одной внутренней поверхности трубчатого контейнера 200. Адгезивы могут быть нанесены до загрузки упаковочного материала 2 в устройство 400, например во время биговки упаковочного материала 2, или внутрь самого модуля 406 герметизации.
Затем трубчатый контейнер 200, имеющий герметично соединенные области между расположениями смежных продуктов 202, пропускают через режущий модуль 408. Режущий модуль 408 разделяет контейнер 200 на сформированные упаковки 300, разрезая контейнер 200 поперек вдоль смежных герметично соединенных областей. Таким образом формируется упаковка 300, вмещающая в себя продукт 202, имеющий герметично соединенные концевые области.
Устройство 400 дополнительно содержит второй конвейер 412, выполненный с возможностью использования для транспортировки сформированной упаковки 300 от режущего модуля 408.
В варианте осуществления устройства 400, показанного на Фиг. 4, упаковочный материал 2 бигуют до загрузки упаковочного материала 2 в устройство 400. Однако предполагается возможность использования и других вариантов осуществления устройства для реализации заявленного способа, где предусмотрен узел биговки, выполненный с возможностью использования для формирования линий сгиба и/или надрезов в упаковочном материале 2 и образующий часть устройства 400. Узел биговки может быть расположен, например, после приводных цилиндров 414, 415, 416.
Дополнительный вариант осуществления заготовки 500, полученной с использованием способа в соответствии с настоящим изобретением, показан на Фиг. 6. Заготовка 500 включает в себя переднюю панель 502, имеющую противоположные продольные кромки. Вдоль первой кромки передней панели 502 проходит первая боковая панель 505, выполненная зацело с передней панелью 502 и соединенная с ней соединительной областью 540. Соединительная область 540 выполнена зацело с передней панелью 502 и боковой панелью 505 вдоль противолежащих кромок по линиям сгиба 506, 506'. Зацело с противоположной кромкой передней панели 502, к которой присоединена первая боковая панель 505, выполнена вторая боковая панель 510, проходящая вдоль этой кромки, которая присоединена к передней панели 502 с помощью второй соединительной области 542. Соединительная область 542 выполнена зацело с передней панелью 502 и боковой панелью 510 вдоль противолежащих кромок по линиям сгиба 509, 509'. Зацело с противоположными кромками первой и второй боковых панелей 505, 510, к которой присоединена передняя панель 502, выполнены соединительные язычки 520, 520'. Соединительные язычки 520, 520' присоединены к кромкам первой и второй боковых панелей 505, 510 посредством соответствующих линий сгиба 511, 511'.
На продольных концах передней панели расположены концевые области 512, 516. Концевые области 512, 516 присоединены к передней панели 502 посредством третьей и четвертой соединительных областей 541, 543. Соединительные области 541, 543 выполнены зацело с передней панелью 502 и соответствующими концевыми областями 512, 516 вдоль противолежащих кромок, которые определены по линиям сгиба 507, 507', 508, 508'.
Первая боковая панель 505 и вторая боковая панель 510 имеют на своих концах концевые области 530, 532, 534, 536. Концевые области 530, 532 расположены смежно с концевой областью 512, а концевые области 534, 536 расположены смежно с концевой областью 516. Дополнительно также предусмотрены треугольные узлы 550 линий сгиба, соединяющие каждую из соединительных областей 540, 541, 542, 543.
Заготовку 500, представленную на Фиг. 6, можно применять таким же образом, как описано выше со ссылкой на Фиг. 5. Заготовка 500 специально выполнена с возможностью обертывания продуктов, которые имеют треугольное, а не прямоугольное поперечное сечение, как показано на Фиг. 5.
На Фиг. 7 представлен вариант осуществления упаковки 600, сформированной с применением заготовки, представленной на Фиг. 6. Упаковка 600 вмещает в себя один продукт с треугольным поперечным сечением и включает в себя герметично соединенные концевые области в виде швов 602, 604, соединяющих края материала. Вариант осуществления упаковки 600, представленный на Фиг. 7, также содержит тиснение, нанесенное на швы 602, 604, соединяющие края материала, в декоративных целях. Кроме того, швы 602, соединяющие края материала, также в декоративных целях дополнительно включают в себя вырезанные области 608, расположенные вдоль кромки.
Указанные выше варианты осуществления описаны только в качестве примера. Возможны различные вариации без отступления от сущности и объема изобретения, как определено в прилагаемой формуле изобретения.
Claims (20)
1. Способ изготовления упаковки, включающий этапы, на которых:
a) обеспечивают упаковочный материал, содержащий картон;
b) формируют линии сгиба и/или надрезы в упаковочном материале путем применения к упаковочному материалу лазерной или механической биговки;
c) складывают упаковочный материал вдоль линий сгиба и/или надрезов и закрепляют его в положении с образованием, по существу, трубчатого контейнера и
d) формируют по меньшей мере один шов путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей упаковочного материала, чтобы сформировать по меньшей мере частично герметизированную упаковку;
e) выполняют по меньшей мере один из этапов b), с) и d) в устройстве для формования, наполнения и герметизации горизонтального или вертикального типа.
2. Способ по п. 1, где по меньшей мере один шов представляет собой шов, соединяющий края материала, образованный путем герметичного соединения друг с другом по меньшей мере двух противолежащих областей упаковочного материала.
3. Способ по п. 1 или 2, дополнительно включающий обжим или тиснение по меньшей мере одного шва вдоль по меньшей мере его участка для получения структурированных герметично соединенных областей упаковки.
4. Способ по любому из пп. 1-2, где по меньшей мере один шов образован путем нанесения адгезива на по меньшей мере участок по меньшей мере одной из областей упаковочного материала.
5. Способ по п. 4, где адгезив представляет собой съемный адгезив или адгезив, способствующий повторному закрытию материала.
6. Способ по любому из пп. 1-2, 5, где по меньшей мере один предмет помещают на внутреннюю поверхность упаковочного материала после этапа b) или помещают в контейнер после этапа с).
7. Способ по любому из пп. 1-2, 5, где после выполнения этапа d) сформированную упаковку герметизируют только частично и внутрь частично герметизированной упаковки помещают по меньшей мере один предмет.
8. Способ по п. 7, где после размещения по меньшей мере одного предмета в частично герметизированной упаковке формируют по меньшей мере один дополнительный шов так, чтобы сформировать полностью герметичную упаковку, вмещающую в себя по меньшей мере один предмет.
9. Способ по п. 6, где по меньшей мере один предмет представляет собой пищевой продукт, выбранный из кондитерского изделия, хлебобулочного изделия, фрукта, овоща, мяса, сыра, порошкообразного пищевого продукта, сухого напитка и снэка.
10. Способ по любому из пп. 1-2, 5, 8-9, где линии сгиба и/или надрезы формируют в упаковочном материале на отдельном этапе перед загрузкой упаковочного материала в устройство, используемое для реализации обычных способов горизонтальной или вертикальной формовки, заполнения и герметизации.
11. Способ по любому из пп. 1-2, 5, 8-9, где линии сгиба и/или надрезы формируют в упаковочном материале во время реализации способа горизонтальной или вертикальной формовки, заполнения и герметизации.
12. Способ по п. 11, где линии сгиба и/или надрезы формируют в упаковочном материале перед расположением какого-либо предмета на упаковочном материале.
13. Способ по п. 11, где по меньшей мере одну линию сгиба и/или по меньшей мере один надрез формируют в упаковочном материале перед расположением предмета на упаковке и по меньшей мере одну линию сгиба и/или по меньшей мере один надрез формируют в упаковочном материале после расположения предмета на упаковочном материале.
14. Способ по любому из пп. 1-2, 5, 8-9, 12-13, где упаковочный материал имеет толщину по меньшей мере 125 мкм.
15. Упаковка, изготовленная с применением способа по любому из пп. 1-14, которая содержит по меньшей мере один набор противолежащих и отстоящих друг от друга первой и второй поверхностей, причем области каждого конца первой и второй поверхностей герметично соединены друг с другом.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1414735.9 | 2014-08-19 | ||
| GB1414735.9A GB2529431A (en) | 2014-08-19 | 2014-08-19 | Packaging and a method of manufacture |
| PCT/IB2015/001313 WO2016027141A1 (en) | 2014-08-19 | 2015-07-17 | Packaging and a method of manufacture thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2654635C1 true RU2654635C1 (ru) | 2018-05-21 |
Family
ID=51662664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017101447A RU2654635C1 (ru) | 2014-08-19 | 2015-07-17 | Упаковка и способ ее изготовления |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US11945621B2 (ru) |
| EP (1) | EP3183173B1 (ru) |
| JP (1) | JP2017520486A (ru) |
| KR (1) | KR20170013983A (ru) |
| CN (2) | CN114056629A (ru) |
| AU (1) | AU2015304918B2 (ru) |
| BR (1) | BR112016028188B1 (ru) |
| CA (1) | CA2946256C (ru) |
| ES (1) | ES2699874T3 (ru) |
| GB (1) | GB2529431A (ru) |
| PL (1) | PL3183173T3 (ru) |
| RU (1) | RU2654635C1 (ru) |
| WO (1) | WO2016027141A1 (ru) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017002934A1 (de) * | 2017-03-24 | 2018-09-27 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von (Zigaretten-)Packungen |
| GB201902605D0 (en) * | 2019-02-27 | 2019-04-10 | Intercontinental Great Brands Llc | Apparatus and methods for packaging |
| CN110510161A (zh) * | 2019-09-14 | 2019-11-29 | 青岛吉凯乐包装有限公司 | 一种包装材料及用其制作的容器 |
| FR3106341B1 (fr) | 2020-01-22 | 2022-01-28 | Bel | Emballage pour produit alimentaire formé d’une feuille scellée sur elle-même |
| DE102020203360A1 (de) * | 2020-03-16 | 2021-09-16 | Bicma Hygiene Technologie Gmbh | Verfahren zum Umhüllen eines Hygieneartikels oder eines Stapels aus einer Anzahl von Hygieneartikeln |
| DE102020007609A1 (de) * | 2020-12-11 | 2022-06-15 | HDG - Verpackungsmaschinen GmbH | Verpackungsmaschine für Papierbeutel |
| US20230339667A1 (en) * | 2022-04-21 | 2023-10-26 | Eunice Marchman | Blu Max Treats Device |
| CN118596647B (zh) * | 2024-08-08 | 2024-11-05 | 泰州正大塑料包装有限公司 | 一种塑料包装袋热封装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU689609A3 (ru) * | 1977-05-05 | 1979-09-30 | Окули Ой (Фирма) | Картонна лента дл изготовлени пакетов |
| US4819414A (en) * | 1986-12-17 | 1989-04-11 | International Paper Company | Apparatus for forming a tube from polyfoil web for high capacity aseptic form, fill, and seal machines |
| FR2923747A1 (fr) * | 2007-11-15 | 2009-05-22 | Tecnimodern Automation S A Sa | Systeme de fabrication a la chaine de conteneurs en film plastique semi-rigide epais. |
Family Cites Families (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA902569A (en) * | 1972-06-13 | International Paper Company | Laminated container | |
| US3402524A (en) * | 1952-09-19 | 1968-09-24 | Nat Biscuit Co | Apparatus for packaging articles |
| US3983680A (en) * | 1974-03-08 | 1976-10-05 | Toni Casutt | Method of making a pack for packaging fragile articles |
| US4731980A (en) * | 1986-12-17 | 1988-03-22 | International Paper Company | Apparatus for forming a tube from polyfoil web for high capacity aseptic form, fill, and seal machines |
| AU611890B2 (en) * | 1987-04-10 | 1991-06-27 | Minnesota Mining And Manufacturing Company | Gable-top container closure system |
| CA1291092C (en) * | 1988-03-11 | 1991-10-22 | Donald A. Poole | Easy opening gable top carton |
| US4924659A (en) * | 1988-07-19 | 1990-05-15 | International Sankoh Kabushiki Kaisha | Sealing height adjusting device for package wrapping apparatus |
| US5050368A (en) * | 1990-01-11 | 1991-09-24 | Tokiwa Kogyo Co., Ltd. | Shrink packaging apparatus |
| JPH07501029A (ja) * | 1991-07-02 | 1995-02-02 | ウェルドトロン オブ デラウェア,インコーポレイテッド | 封着と包装方法及びその装置 |
| US5301491A (en) * | 1992-02-14 | 1994-04-12 | Sam Moore Furniture Industries, Inc. | Method of packaging a chair for shipment |
| JPH07171917A (ja) * | 1993-12-21 | 1995-07-11 | Toppan Printing Co Ltd | 包装シートの作成方法 |
| DK0905032T3 (da) * | 1997-09-09 | 2003-05-26 | Pillopak Bv | Emne til fremstilling af en beholder samt derfra fremstillet beholder og et fremstillingsanlæg dertil |
| DE19840077C2 (de) * | 1998-09-03 | 2003-12-11 | Winkler & Duennebier Ag | Vorrichtung zum Verpacken von Gegenständen oder von Stapeln |
| US6195967B1 (en) * | 1998-11-03 | 2001-03-06 | Klockner Bartelt, Inc. | Packaging machine having continuous and intermittent modes |
| JP4086386B2 (ja) * | 1998-12-04 | 2008-05-14 | 大森機械工業株式会社 | 乾電池等の円筒状物品群の包装方法並びに装置 |
| US6349525B1 (en) * | 1999-07-01 | 2002-02-26 | Kimberly-Clark Worldwide, Inc. | Method of filling an upright facial tissue carton with tissue and a support member |
| US6629400B1 (en) * | 2000-01-07 | 2003-10-07 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for sealing packages |
| ITTO20011044A1 (it) * | 2001-11-02 | 2003-05-02 | Tetra Laval Holdings E Finance | Materiale in nastro per il confezionamento di prodotti alimentari. |
| US7516596B2 (en) * | 2002-03-18 | 2009-04-14 | Frito-Lay North America, Inc. | Bandolier format packaging |
| DE10237544A1 (de) | 2002-08-16 | 2004-03-04 | Tetra Laval Holdings & Finance S.A. | Verpackung, Zuschnitt für dieselbe und Verfahren zu deren Herstellung |
| JP2004075136A (ja) * | 2002-08-20 | 2004-03-11 | Shikoku Kakoki Co Ltd | 包装機械 |
| EP1508519A1 (en) * | 2003-08-20 | 2005-02-23 | Mars Incorporated | Method and device for packaging products and array of packaged products |
| US7517307B2 (en) | 2005-01-21 | 2009-04-14 | Kraft Foods Global Brands Llc | Method of assembling a carton blank into a carton |
| ITBO20050167A1 (it) * | 2005-03-17 | 2005-06-16 | Gd Spa | Metodo e dispositivo per il confezionamento di pacchetti per articoli da fumo |
| JP4854664B2 (ja) * | 2005-06-06 | 2012-01-18 | イビデン株式会社 | ハニカム構造体の輸送方法 |
| JP4701058B2 (ja) * | 2005-10-04 | 2011-06-15 | 卓 中崎 | 梱包方法及びその梱包装置 |
| GB0608845D0 (en) * | 2006-05-04 | 2006-06-14 | Burgopak Ltd Uk | Production of band-driven packages and their components |
| DE602006011596D1 (de) * | 2006-06-29 | 2010-02-25 | Procter & Gamble | Verfahren zum Herstellen von Verpackungen für Hygieneartikel |
| JP2008094456A (ja) * | 2006-10-13 | 2008-04-24 | Ishida Co Ltd | 縦シール機構 |
| EP1914168B1 (en) * | 2006-10-19 | 2008-12-31 | Tetra Laval Holdings & Finance S.A. | Process of manufacturing sealed packages containing a pourable food product and packaging equipment for performing such process |
| EP2128037A4 (en) * | 2006-10-27 | 2014-02-19 | Chokoku Plast Corp | FOLDED STANDING PACK, FOLDED STANDARD PACKAGING, MASTER ROLL FOR FOLDED STANDARD PACKAGING, AND METHOD FOR PRODUCING A FOLDED STANDING PACKAGING |
| US8231024B2 (en) * | 2007-08-08 | 2012-07-31 | Clear Lam Packaging, Inc. | Flexible, stackable container and method and system for manufacturing same |
| US20090127323A1 (en) * | 2007-11-15 | 2009-05-21 | Bernhard Zeiler | Packaging machine and packages made therewith |
| EP2151390B1 (en) * | 2008-08-09 | 2015-09-30 | Tetra Laval Holdings & Finance S.A. | Packaging method and unit for producing sealed packages of a food product pourable into a tube of packaging material |
| US8875478B2 (en) * | 2008-08-28 | 2014-11-04 | Momentive Performance Materials Inc. | Method and apparatus for forming and filling a flexible package |
| US10710773B2 (en) * | 2009-09-11 | 2020-07-14 | Avery Dennison Corporation | Resealable laminate for heat sealed packaging |
| US9828125B2 (en) * | 2009-10-20 | 2017-11-28 | Cvp Systems, Inc. | Modified atmosphere packaging apparatus and method with automated bag production |
| GB2475720A (en) * | 2009-11-27 | 2011-06-01 | Ashwell Packaging Supplies Ltd | Inner pack suspended within pressurized outer pack |
| JP5476107B2 (ja) * | 2009-12-07 | 2014-04-23 | 株式会社イシダ | 製袋包装機 |
| EP2360099B1 (en) * | 2010-02-23 | 2015-07-15 | Kraft Foods R & D, Inc. | Wrapping method and wrapper comprising a flexible material with laser-formed crease lines. |
| NZ591354A (en) * | 2010-02-26 | 2012-09-28 | Kraft Foods Global Brands Llc | A low-tack, UV-cured pressure sensitive acrylic ester based adhesive for reclosable packaging |
| EP2368811B1 (en) * | 2010-03-23 | 2012-08-22 | Generale Biscuit | Resealable packaging for food products and method of manufacturing |
| US20140069061A1 (en) * | 2010-04-29 | 2014-03-13 | Illinois Tool Works Inc. | Full mouth opening flow wrapper package |
| PE20130908A1 (es) * | 2010-05-18 | 2013-08-26 | Kraft Foods Global Brands Llc | Pelicula flexible de apertura facil para envasar productos y metodos de fabricacion |
| DK2571766T3 (da) * | 2010-05-18 | 2014-12-08 | Intercontinental Great Brands Llc | Genlukkelig fleksibel emballage og fremgangsmåder til fremstilling deraf |
| GB201010080D0 (en) * | 2010-06-16 | 2010-07-21 | Cadbury Adams Usa Llc | Packaging |
| US10427851B2 (en) * | 2010-12-30 | 2019-10-01 | Mark Steele | Package with heat score |
| US8800250B2 (en) * | 2011-02-16 | 2014-08-12 | Cryovac, Inc. | Easy open and reclosable package with discrete laminate, with die-cut, anchored to second side panel |
| ES2546501T3 (es) * | 2011-03-17 | 2015-09-24 | Intercontinental Great Brands Llc | Envase de película flexible con cierre reutilizable, laminado, método y aparato para su fabricación |
| BR112013028762A2 (pt) * | 2011-05-08 | 2017-01-24 | Intercontinental Great Brands Llc | embalagem de película flexível passível de novo fechamento e métodos de fabricação |
| ITTO20110626A1 (it) * | 2011-07-15 | 2013-01-16 | M G Automazioni Di Lorenzo Bonariv A | Macchina per la produzione di scatole di imballaggio |
| JP5789457B2 (ja) * | 2011-09-07 | 2015-10-07 | 株式会社イシダ | 製袋包装機 |
| EP2644529A1 (en) * | 2012-03-30 | 2013-10-02 | Kraft Foods R & D, Inc. | A package for a liquid filled, solidified food stuff, method of forming and method of opening |
| JP2014005066A (ja) * | 2012-06-26 | 2014-01-16 | Ishida Co Ltd | 包装機 |
| CA2842774A1 (en) * | 2013-02-13 | 2014-08-13 | Multi-Pack Solutions | Systems and methods for forming openings in water soluble packets |
| WO2014168870A1 (en) * | 2013-04-08 | 2014-10-16 | Disc Graphics Inc. | Package and container assembly and method of manufacturing same |
-
2014
- 2014-08-19 GB GB1414735.9A patent/GB2529431A/en not_active Withdrawn
-
2015
- 2015-07-17 PL PL15750107T patent/PL3183173T3/pl unknown
- 2015-07-17 RU RU2017101447A patent/RU2654635C1/ru active
- 2015-07-17 ES ES15750107T patent/ES2699874T3/es active Active
- 2015-07-17 US US15/501,581 patent/US11945621B2/en active Active
- 2015-07-17 WO PCT/IB2015/001313 patent/WO2016027141A1/en not_active Ceased
- 2015-07-17 CN CN202111412505.5A patent/CN114056629A/zh active Pending
- 2015-07-17 AU AU2015304918A patent/AU2015304918B2/en active Active
- 2015-07-17 CN CN201580043858.9A patent/CN106573691A/zh active Pending
- 2015-07-17 JP JP2016575908A patent/JP2017520486A/ja active Pending
- 2015-07-17 KR KR1020177000119A patent/KR20170013983A/ko not_active Ceased
- 2015-07-17 CA CA2946256A patent/CA2946256C/en active Active
- 2015-07-17 BR BR112016028188-8A patent/BR112016028188B1/pt active IP Right Grant
- 2015-07-17 EP EP15750107.3A patent/EP3183173B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU689609A3 (ru) * | 1977-05-05 | 1979-09-30 | Окули Ой (Фирма) | Картонна лента дл изготовлени пакетов |
| US4819414A (en) * | 1986-12-17 | 1989-04-11 | International Paper Company | Apparatus for forming a tube from polyfoil web for high capacity aseptic form, fill, and seal machines |
| FR2923747A1 (fr) * | 2007-11-15 | 2009-05-22 | Tecnimodern Automation S A Sa | Systeme de fabrication a la chaine de conteneurs en film plastique semi-rigide epais. |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114056629A (zh) | 2022-02-18 |
| JP2017520486A (ja) | 2017-07-27 |
| GB201414735D0 (en) | 2014-10-01 |
| US11945621B2 (en) | 2024-04-02 |
| WO2016027141A1 (en) | 2016-02-25 |
| BR112016028188B1 (pt) | 2021-11-30 |
| CA2946256C (en) | 2018-06-19 |
| EP3183173B1 (en) | 2018-09-12 |
| BR112016028188A2 (pt) | 2018-06-26 |
| PL3183173T3 (pl) | 2019-02-28 |
| ES2699874T3 (es) | 2019-02-13 |
| CA2946256A1 (en) | 2016-02-25 |
| CN106573691A (zh) | 2017-04-19 |
| US20170217610A1 (en) | 2017-08-03 |
| EP3183173A1 (en) | 2017-06-28 |
| AU2015304918B2 (en) | 2018-06-21 |
| GB2529431A (en) | 2016-02-24 |
| KR20170013983A (ko) | 2017-02-07 |
| AU2015304918A1 (en) | 2016-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2654635C1 (ru) | Упаковка и способ ее изготовления | |
| US3426499A (en) | Method of packaging food articles | |
| AU2011200608B2 (en) | Method and apparatus pertaining to a flexible wrapping material having laser-formed crease lines | |
| US11077983B2 (en) | Packaging and packaging blank | |
| RU2576006C2 (ru) | Упаковка | |
| US10562684B2 (en) | Method and apparatus pertaining to a flexible wrapping material having laser-formed crease lines | |
| US3877630A (en) | Method and blank for forming a package within a wrapping | |
| RU2379218C2 (ru) | Способ и устройство упаковки продуктов и комплект упакованных продуктов | |
| EP0417252A1 (en) | RECTANGULAR CARDBOARD PACKAGE AND MANUFACTURING METHOD THEREOF. | |
| US12060177B2 (en) | Vertical bag-making/filling/packaging machine, manufacturing method of film packaging bag with content, and film packaging bag with content | |
| JP7323627B2 (ja) | チューブ状梱包物を生成するための装置及び方法 | |
| GB2527342A (en) | Packaging and packaging blank | |
| JP7540693B2 (ja) | サンドイッチ包装袋の組立シート | |
| US20080028731A1 (en) | Method and Apparatus for Packaging Products, and Associated Package Blank | |
| JP7471196B2 (ja) | 食品用包装袋及び食品用包装袋の製造方法 | |
| JP2022520065A (ja) | チューブ状梱包物を生成するための装置及び方法 | |
| JP2005239186A (ja) | 包装装置 | |
| JP2019059519A (ja) | 食品包装袋とその製造方法 | |
| JP2012096848A (ja) | ガム・キャンディ・チューイングキャンディ等菓子類用包装パッケージ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC41 | Official registration of the transfer of exclusive right |
Effective date: 20201022 |