RU2472682C2 - Устройство для подготовки резервуаров из пластмассы к их использованию - Google Patents
Устройство для подготовки резервуаров из пластмассы к их использованию Download PDFInfo
- Publication number
- RU2472682C2 RU2472682C2 RU2010125707/13A RU2010125707A RU2472682C2 RU 2472682 C2 RU2472682 C2 RU 2472682C2 RU 2010125707/13 A RU2010125707/13 A RU 2010125707/13A RU 2010125707 A RU2010125707 A RU 2010125707A RU 2472682 C2 RU2472682 C2 RU 2472682C2
- Authority
- RU
- Russia
- Prior art keywords
- blocks
- section
- tanks
- knives
- vibrating
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
- B65B61/08—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting using rotary cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/007—Forming single grooves or ribs, e.g. tear lines, weak spots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06905—Using combined techniques for making the preform
- B29C49/0691—Using combined techniques for making the preform using sheet like material, e.g. sheet blow-moulding from joined sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4273—Auxiliary operations after the blow-moulding operation not otherwise provided for
- B29C49/428—Joining
- B29C49/42802—Joining a closure or a sealing foil to the article or pincing the opening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4273—Auxiliary operations after the blow-moulding operation not otherwise provided for
- B29C49/42808—Filling the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/72—Deflashing outside the mould
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/02—Other than completely through work thickness
- Y10T83/0333—Scoring
- Y10T83/0363—Plural independent scoring blades
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/647—With means to convey work relative to tool station
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/768—Rotatable disc tool pair or tool and carrier
- Y10T83/7872—Tool element mounted for adjustment
- Y10T83/7876—Plural, axially spaced tool elements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forests & Forestry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Treatment Of Water By Ion Exchange (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Crushing And Pulverization Processes (AREA)
- Devices That Are Associated With Refrigeration Equipment (AREA)
Abstract
Изобретение относится к устройству для подготовки к использованию резервуаров из пластмассы, в частности ампул, отформованных в блоки, в которых боковые поверхности ампул присоединены друг к другу по разделительным линиям для их последующего отделения при использовании. При этом устройство содержит секцию предварительного разделения, в которую вводят блоки, где для каждой разделительной линии предусмотрен вибрирующий нож, производящий предварительный разделительный надрез. Ножи соединены с общим приводом, а резание по меньшей мере одного ножа осуществляют со смещением во времени относительно резания по меньшей мере одного из прочих ножей. Изобретение обеспечивает снижение энергозатарат и удобство пользования. 9 з.п. ф-лы, 4 ил.
Description
Область техники
Изобретение относится к устройству для подготовки к использованию резервуаров из пластмассы, а именно таких резервуаров, в частности ампул, которые сформированы в блоки резервуаров с боковыми поверхностями ампул, присоединенными друг к другу по разделительным линиям, по которым возможно отделение резервуаров друг от друга с целью их использования.
Уровень техники
Из уровня техники (патентный документ DE 19926329 A1) известны способы и устройства для производства изделий типа резервуара из пластмассы. Для изготовления каждого из соответствующих изделий шланг из размягченного синтетического материала, такого как полиэтилен или полипропилен, экструдируется в формовочный инструмент, один конец шланга закрывается путем сваривания, и при помощи создания воздействующего на шланг градиента пневматического давления он расширяется и для образования резервуара прилегает к определяющим его форму стенкам формовочного инструмента, состоящего из двух отдельных профильных деталей, расположенных напротив друг друга. При осуществлении известного в этой области техники способа bottelpack® после этого каждый пластмассовый резервуар стерильно заполняется через соответствующий наполнительный мундштук внутри формовочного инструмента и затем после удаления наполнительного мундштука герметично закрывается с образованием задаваемой геометрической формы головки, причем для образования собственно пластмассового резервуара, в котором позже содержится жидкость, две отдельных профильных детали в виде формообразующих колодок перемещаются, например, посредством гидравлических или электрических средств привода, в противоположных направлениях - навстречу друг другу для создания закрытого положения и удаляясь друг от друга для создания одного из открытых положений. Чтобы достигать при этом очень высокой производительности по количеству выпускаемых изделий-резервуаров, в патентном документе DE 10323335 A1 описана многосекционная установка, в которой, благодаря разделению различных операций формообразования между различными секциями, расположенными последовательно на дуге воображаемой окружности, создано что-то вроде карусельной конструкции, которая делает возможными очень высокие тактовые частоты для выпускаемой пластмассовой продукции. В таких устройствах она выходит из технологической линии в форме цепи резервуаров, в которой большое количество отдельных резервуаров расположены в ряд и обращены друг к другу боковыми поверхностями. Последующая обработка заключается в том, что на продолжении технологической линии при помощи перфорирующего устройства из цепи резервуаров, в частности, имеющей форму ленты из ампул, вырубаются блоки резервуаров или блоки ампул, каждый из которых имеет подходящее для отправки и для употребления количество отдельных резервуаров, причем часто предусматриваются имеющими по 5 ампул, связанных друг с другом разделительными линиями.
Расположение резервуаров, в частности ампул, в виде блоков целесообразно и удобно в том, что касается упаковки и отправки. С другой стороны, использование отдельных резервуаров или ампул недостаточно удобно для пользователя. Даже если разделительные линии блоков выполнены точно и с тонкими стенками, отделение бывает сложным или даже затрудненным, в особенности если пластмасса достаточно жесткая, как в случае с резервуарами из полипропилена.
Раскрытие изобретения
Поэтому задачей изобретения является создание устройства, которое обеспечивает такую подготовку резервуаров, при которой отдельные резервуары или ампулы легко и удобно отделяемы для эксплуатации, сохраняя тем не менее стабильное сцепление по разделительным линиям для упаковки и отправки.
Решение этой задачи согласно изобретению достигнуто в устройстве, имеющем совокупность признаков пункта 1 формулы изобретения.
В соответствии с этим в изобретении предусмотрена секция предварительного разделения, в которую могут вводиться блоки резервуаров в ходе операций транспортировки (транспортных шагов) и в которой на каждой разделительной линии блоков предусмотрен вибрирующий нож, с помощью которого на каждой соответствующей разделительной линии образуется предварительный разделительный разрез. В зависимости от прочностных свойств пластмассы резервуара длина предварительного разделительного разреза по отношению к общей длине разделительной линии выбирается такой, что для упаковки и отправки сохраняется устойчивое соединение за счет оставшейся длины разделительной линии, однако отделение осуществляется легко и без применения большой силы. В связи с высокими тактовыми частотами, характерными для рационально функционирующих систем изготовления резервуаров, следует стремиться к тому, чтобы за один шаг транспортировки как можно большее количество резервуаров вводилось в секцию предварительного разделения, которая, следовательно, должна быть устроена таким образом, чтобы имелось нужное количество вибрирующих ножей, приводимых в движение для выполнения надреза. Ввиду относительно твердого синтетического материала (это относится прежде всего к пропилену), значительного усилия резания, необходимого в связи с этим, и соответственно высокой приводной мощности, необходимой для совместного приведения в действие вибрирующих ножей, приводное устройство должно быть выполнено чрезвычайно мощным и требовать слишком много монтажного пространства, если одновременно производится режущее движение большего количества вибрирующих ножей. Принимая во внимание это обстоятельство, расположение ножей в устройстве согласно изобретению организовано таким образом, что вибрирующие ножи специально сцеплены общим приводом так, что режущие движения производятся поочередно, друг за другом, со смещением во времени.
Благодаря достигаемому таким образом распределению нагрузки во времени становится возможным приводить в действие большее количество вибрирующих ножей при той же мощности привода.
В связи с этим в особенно предпочтительном варианте осуществления для проходящего по круговой траектории режущего движения режущей кромки вибрирующих ножей они расположены, выступая в радиальном направлении, на общем, соединенном с вращательным приводом, ножевом валу, на котором, для последовательного осуществления режущих ударов со смещением во времени, по меньшей мере один вибрирующий нож расположен со смещением на определенный угол поворота относительно по меньшей мере одного из других вибрирующих ножей.
Если при этом предусматривается, что за одну транспортировочную операцию (транспортировочный шаг) в секцию предварительного разделения вводится более одного блока резервуаров, причем для каждого блока, снабжаемого предварительным разделительным разрезом, имеется своя группа вибрирующих ножей, то в предпочтительном варианте исполнения имеется возможность расположить последние на ножевом валу таким образом, что предварительные разделительные разрезы производятся одновременно на более чем одном блоке.
В устройствах, рассчитанных на высокие тактовые частоты, где за одну транспортировочную операцию в секцию предварительного разделения подаются три блока по пять ампул в каждом, преимущество дает такое выполнение конструкций, при котором каждые четыре вибрирующих ножа каждой из групп расположены на ножевом валу таким образом, что режущее движение производят одновременно четыре ножа, относящиеся к двум различным группам. Это приводит не только к оптимальному распределению во времени нагрузки от вращающего момента на приводной вал, но и к оптимизации нагрузки на вал от изгибающего момента благодаря разнесенному в осевом направлении вала приложению силы резания.
В предпочтительных вариантах исполнения блоки резервуаров с помощью транспортировочного устройства вводятся из секции подачи в секцию предварительного разделения, а оттуда выводятся в секцию выдачи, служащую для вывода блоков резервуаров, снабженных предварительным разделительным разрезом, благодаря чему возникает возможность автоматизированной работы, начиная от экструдирования пластмассы и до операции упаковки, причем секция подачи включается как непосредственное продолжение технологической линии после перфорирующего устройства, в котором блоки резервуаров вырубаются из ленты из ампул.
В предпочтительном варианте исполнения транспортирующее устройство снабжено направляющей, вдоль которой движется транспортировочный ползун, имеющий держатель (рамку) для транспортируемых блоков резервуаров.
При этом конструкция выполняется таким образом, что транспортировочный ползун перемещается возвратно-поступательно по прямолинейной направляющей между секцией подачи и секцией предварительного разделения.
При этом возможно наличие в секции предварительного разделения подъемного устройства, с помощью которого блоки резервуаров поднимаются с транспортировочного ползуна в разделительную позицию для осуществления предварительных разделительных разрезов, транспортировочный ползун же освобождается для движения обратно к подающей секции и таким образом подготавливается к следующей операции транспортировки. Для блоков, снабженных предварительными разделительными разрезами, транспортирующее устройство может иметь ленточный транспортер для перемещения этих блоков к секции выдачи, из которой блоки резервуаров, снабженные предварительными разделительными разрезами, выдаются, например, с помощью конвейера в направлении транспортировки, перпендикулярном направлению транспортера.
Краткий перечень чертежей
Ниже изобретение подробно поясняется на основе варианта исполнения, изображенного на чертежах.
На них показано следующее:
фигура 1: вид сбоку варианта исполнения устройства согласно изобретению со значительным схематическим упрощением;
фигура 2: горизонтальная проекция варианта исполнения, показанного на фиг.1, также в значительно упрощенном изображении;
фигура 3: разрез по линии III-III по фиг.1, представленный в увеличенном относительно фиг.1 и 2 виде;
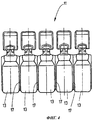
фигура 4: вид сбоку блока ампул в готовом виде, но до подготовки к эксплуатации, представленный приблизительно в натуральную величину.
Осуществление изобретения
Представленный на чертежах вариант исполнения устройства согласно изобретению имеет секцию 1 подачи, секцию 3 предварительного разделения и секцию 5 выдачи. В секции 1 подачи начинается транспортировочное устройство, с помощью которого транспортировочный ползун 7 перемещается вдоль прямолинейной горизонтальной направляющей 8. Он образует рамку 9 (см. фиг.2), служащую основанием, на котором рядом друг с другом лежат три блока 11 ампул по пять ампул 13 в каждом, для введения их в секцию 3 предварительного разделения в направлении стрелки 15 на фиг.1. На фиг.4 показан отдельно такой блок 11 ампул с пятью отдельными ампулами 13, которые приформованы друг к другу вдоль их соприкасающихся боковых краев, по разделительным линиям 17.
Показанный вариант исполнения изобретения представляет продолжение технологической линии изготовления резервуаров, причем устройство примыкает к подключенному к секции 1 подачи перфорирующему устройству (не представлено), в котором блоки 11 ампул вырубаются из так называемой ленты ампул, изготовленной, например, с помощью системы bottelpack®. Выходя из перфорирующего устройства, блоки 11, как показано стрелкой 19 на фиг.1, вкладываются в транспортировочный ползун 7, находящийся в начале направляющей 8, таким образом, что в рамке 9 находится три лежащих рядом блока 11.
После того как транспортировочный ползун 7 с блоками 11 перемещен в секцию 3 предварительного разделения, для выполнения предварительных разделительных разрезов по разделительным линиям 17 блоки 11 поднимаются из рамки 9 транспортировочного ползуна 7 и перемещаются в позицию разделения, как показано на фиг.3. Это осуществляется с помощью подъемного устройства, имеющего подъемные планки 21, которые с открытого конца ползуна 7 через находящиеся в нем нижние отверстия прилегают к нижней стороне ампул 13, чтобы приподнимать блоки 11 из рамки 9. Для достижения этой цели планки 21 выполнены с возможностью перемещения по вертикали при помощи устройства 25 подъемного цилиндра. Когда блоки 11 подняты в положение разделения и тем самым освобожден транспортировочный ползун 7, он возвращается из секции предварительного разделения обратно в секцию подачи, чтобы снова принять три блока ампул для последующей транспортировочной операции.
Для выполнения предварительных разделительных разрезов на блоках 11, находящихся в положении разделения, секция 3 предварительного разделения имеет количество разделительных линий 17, соответствующее количеству вибрирующих ножей 27, из которых на чертеже цифрами обозначены только некоторые из вибрирующих ножей, видимых на фиг.3. Каждый из вибрирующих ножей имеет режущую кромку 29 (не все обозначены цифрами), которая приводится в движение по круговой траектории для осуществления предварительного разделительного разреза, в то время как вибрирующие ножи 27 производят колебательное движение. Для этого вибрирующие ножи 27 размещены на общем приводном валу 31, который приводится во вращение с помощью приводного устройства 33. Последнее представляет собой в настоящем примере исполнения реечный привод 27, в котором гидравлическим, пневматическим или электрическим путем приводится в возвратно-поступательное движение зубчатая рейка, которая с помощью шестерни и обгонной муфты 37 (фиг.2) приводит в движение вал 31.
В настоящем примере, где три блока 11 по пять ампул 13 одновременно транспортируются в секцию 3 предварительного разделения в положение разделения, а двенадцать вибрирующих ножей 27 расположены на валу 31, одновременно осуществляемый предварительный разделительный разрез по всем разделительным линиям 17 потребовал бы очень высокой мощности для приводного вала 31, в особенности в случае, если ампулы 13 выполнены из пластмассы, которая, как, например, полипропилен, относительно жестка. Для устранения этого недостатка конструкция в изобретении такова, что вибрирующие ножи 27 размещены на приводном валу 31 специальным образом, а именно так, что режущие кромки 29 одних ножей 27 расположены на валу 31 со смещением на определенный угол поворота относительно режущих кромок 29 других ножей 27. В устройстве согласно изобретению ножи 27 расположены в соответствии с тремя блоками 11 в виде трех групп 41, 43 и 45 ножей (фиг.1 и 2), каждая из которых включает в себя четыре ножа 27. При этом их расположение относительно вала 31 выбрано таким образом, что разрез осуществляется одновременно четырьмя режущими кромками и что при этом каждый раз задействованы ножи 27 двух различных групп 41, 43, 45.
Как видно из сравнения фиг.1 и 2, для этого возможен выбор такого распределения положений поворота, что, как на фиг.1, оба средних ножа 27 находящихся рядом групп 41 и 43 ориентированы одинаково. Фиг.2 иллюстрирует распределение, при котором одинаково ориентированы на валу 31 оба внешних ножа 27 в группе 41 и оба внутренних ножа 27 в группе 45.
Из фиг.3 понятно, что в ходе вращательного движения вала 31 против часовой стрелки режущие кромки 29 движутся по круговой траектории и что при этом участки режущих кромок 29, наиболее удаленные в радиальном направлении, движутся через большую часть длины ампул 13, но дальние наружные концы режущих кромок 29 выходят из области разделительной линии ампул 17 до того, как прорезана вся разделительная линия 17. Иначе говоря, длина режущих кромок 29 в радиальном направлении, относительно оси вращения 31, и положение ампул 13 в положении разделения определяют длину предварительного разделительного разреза, которая каждый раз выбирается таким образом, что ампулы 13 в предварительно надрезанных блоках 11 достаточно хорошо соединены, как того требует упаковка и пересылка, однако для использования ампул 13 их легко отделять.
После того как транспортирующий ползун, который освобождается благодаря подъему блоков 11, возвращается обратно к секции 1 подачи, а поднимающее устройство освобождает блоки 11 с осуществленным предварительным надрезом, опуская подъемные планки 21 вниз, блоки 11 с осуществленным предварительным надрезом попадают на ленту 47 транспортера, вследствие чего они попадают по направлению стрелки 49 на фиг.1 к секции выдачи. Для окончательной выдачи блоков 11 с осуществленным предварительным надрезом с целью их упаковки и пересылки секция выдачи 5 имеет ленту 51 транспортера, которая, как показано стрелкой 53, выдает блоки 11 в направлении транспортировки, перпендикулярном направлению ленты 47 транспортера.
Claims (10)
1. Устройство для подготовки к использованию резервуаров из пластмассы, а именно таких резервуаров, в частности, ампул (13), которые отформованы в блоки (11) резервуаров с боковыми поверхностями ампул, присоединенными друг к другу по разделительным линиям (17), по которым возможно отделение резервуаров (13) друг от друга для их использования, отличающееся тем, что предусмотрена секция (3) предварительного разделения, в которую операциями транспортировки вводятся блоки (11) резервуаров и в которой для каждой разделительной линии (17) предусмотрен вибрирующий нож (27), причем для осуществления режущего движения, производящего предварительный разделительный надрез на соответствующей разделительной линии (17), вибрирующие ножи (27) соединены с общим приводом (31, 33) таким образом, что режущие движения по меньшей мере одного вибрирующего ножа (27) происходят со смещением во времени относительно режущих движений по меньшей мере одного из других вибрирующих ножей (27).
2. Устройство по п.1, отличающееся тем, что для обеспечения проходящего по круговой траектории режущего движения режущей кромки (29) вибрирующих ножей (27) они расположены, выступая в радиальном направлении, на общем, соединенном с вращательным приводом (33), ножевом валу (31), на котором для последовательного осуществления режущих ударов через заданные временные промежутки по меньшей мере один вибрирующий нож (27) расположен со смещением относительно по меньшей мере одного из других вибрирующих ножей (27) на заданный угол поворота.
3. Устройство по п.1 или 2, отличающееся тем, что выполнено с возможностью ввода в секцию (3) предварительного разделения за одну операцию транспортировки более чем одного блока (11) резервуаров, что для каждого блока (11), снабжаемого предварительными разделительными надрезами, имеется группа (41, 43, 45) вибрирующих ножей (27) и что они расположены на ножевом валу (31) таким образом, что предварительные разделительные надрезы производятся одновременно на более чем одном блоке.
4. Устройство по п.3, отличающееся тем, что за одну операцию транспортировки в секцию (3) предварительного разделения вводятся три блока (11) по пять ампул (13) в каждом, и что каждые четыре вибрирующих ножа (27) из трех групп (41, 43, 45) расположены на ножевом валу (31) таким образом, что режущее движение производят одновременно четыре ножа (27), относящиеся к двум различным группам (41, 43, 45).
5. Устройство по п.4, отличающееся тем, что блоки (11) резервуаров при помощи транспортировочного устройства заводятся из секции (1) подачи в секцию (3) предварительного разделения, а оттуда в секцию (5) выдачи, служащую для вывода блоков (11) резервуаров, снабженных предварительными разделительными надрезами.
6. Устройство по п.5, отличающееся тем, что транспортировочное устройство имеет направляющую (8), вдоль которой движется транспортировочный ползун (7), имеющий рамку (9) для блоков (11) резервуаров, транспортируемых к секции (3) предварительного разделения.
7. Устройство по п.6, отличающееся тем, что транспортировочный ползун (7) движется возвратно-поступательно по прямолинейной направляющей (8) между секцией (1) подачи и секцией (3) предварительного разделения.
8. Устройство по п.7, отличающееся тем, что в секции (3) предварительного разделения предусмотрено подъемное устройство (21), с помощью которого блоки (11) резервуаров поднимаются из транспортировочного ползуна (7) в положение разделения для осуществления предварительных разделительных надрезов.
9. Устройство по п.8, отличающееся тем, что транспортирующее устройство для блоков (11) резервуаров, снабжаемых предварительными разделительными надрезами, образует ленту (47) транспортера для перемещения в секцию выдачи (5).
10. Устройство по п.9, отличающееся тем, что в секции выдачи (5) предусмотрен конвейер (51) выдачи, который выдает блоки (11) резервуаров в направлении транспортировки, перпендикулярном направлению ленты (47) транспортера.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007060419.1 | 2007-12-14 | ||
| DE102007060419A DE102007060419B3 (de) | 2007-12-14 | 2007-12-14 | Vorrichtung zum Konditionieren von Behältern aus Kunststoff für ihre Ingebrauchnahme |
| PCT/EP2008/009265 WO2009077039A1 (de) | 2007-12-14 | 2008-11-04 | Vorrichtung zum konditionieren von behältern aus kunststoff für ihre ingebrauchnahme |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2010125707A RU2010125707A (ru) | 2012-01-20 |
| RU2472682C2 true RU2472682C2 (ru) | 2013-01-20 |
Family
ID=39917650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010125707/13A RU2472682C2 (ru) | 2007-12-14 | 2008-11-04 | Устройство для подготовки резервуаров из пластмассы к их использованию |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US8549974B2 (ru) |
| EP (1) | EP2217502B1 (ru) |
| JP (1) | JP5462181B2 (ru) |
| KR (1) | KR101514638B1 (ru) |
| CN (1) | CN101878155B (ru) |
| AT (1) | ATE517033T1 (ru) |
| AU (1) | AU2008338002B2 (ru) |
| BR (1) | BRPI0821185B1 (ru) |
| CA (1) | CA2708026C (ru) |
| DE (1) | DE102007060419B3 (ru) |
| DK (1) | DK2217502T3 (ru) |
| ES (1) | ES2366010T3 (ru) |
| HK (1) | HK1146023A1 (ru) |
| PL (1) | PL2217502T3 (ru) |
| PT (1) | PT2217502E (ru) |
| RU (1) | RU2472682C2 (ru) |
| WO (1) | WO2009077039A1 (ru) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101109621B1 (ko) * | 2010-01-28 | 2012-02-06 | 하나제약 주식회사 | 수지재 앰플의 제조장치 |
| CN102249174B (zh) * | 2011-07-04 | 2012-11-07 | 楚天科技股份有限公司 | 一种塑料安瓿的成型装置 |
| CN102431947B (zh) * | 2011-11-17 | 2013-08-14 | 楚天科技股份有限公司 | 一种塑料安瓿的吹灌封一体机 |
| CN102501266B (zh) * | 2011-11-17 | 2014-03-19 | 楚天科技股份有限公司 | 用于塑料安瓿的模切装置 |
| CN102381673B (zh) * | 2011-11-17 | 2013-08-21 | 楚天科技股份有限公司 | 塑料安瓿的吹灌封一体机 |
| ITBO20120692A1 (it) * | 2012-12-20 | 2014-06-21 | Bonfiglioli Engineering S P A | Macchina per la separazione di contenitori da un gruppo di contenitori uniti in barretta. |
| CN104029866B (zh) * | 2013-03-06 | 2016-09-14 | 楚天科技股份有限公司 | 一种模切检漏装置 |
| CN105174180B (zh) * | 2015-09-24 | 2018-05-01 | 山东新华医疗器械股份有限公司 | 塑料安瓿旋转式割缝机构 |
| DE102018009238A1 (de) | 2018-11-23 | 2020-05-28 | Kocher-Plastik Maschinenbau Gmbh | Vorrichtung zum Vorbereiten von Behältern aus Kunststoff für ihre Ingebrauchnahme |
| CN109969501B (zh) * | 2019-02-26 | 2020-12-08 | 泉州台商投资区海雅达新材料有限公司 | 一种基于动态特性原理的塑料袋液体包装机分离结构 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2122937C1 (ru) * | 1993-08-25 | 1998-12-10 | Пластод С.п.А. | Устройство для перфорации пластырных лент |
| WO1999065777A1 (en) * | 1998-06-18 | 1999-12-23 | Genentech, Inc. | Method and apparatus for splitting articles |
| US20040139834A1 (en) * | 2003-01-17 | 2004-07-22 | Weiler Gerhard H. | Ampoule card splitter |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3083746A (en) * | 1960-08-30 | 1963-04-02 | Elton L Fenton | Feed mill |
| GB1214543A (en) * | 1968-05-03 | 1970-12-02 | Scragg & Sons | Textile process and apparatus |
| JPS5122398Y2 (ru) * | 1971-09-20 | 1976-06-09 | ||
| CH565592A5 (ru) * | 1972-08-31 | 1975-08-29 | Tecmed Ag | |
| US5127211A (en) * | 1980-11-28 | 1992-07-07 | Twinpak, Inc. | Packaging machine |
| GB8828441D0 (en) * | 1988-12-06 | 1989-01-05 | Wright Pugson Ltd | Cutting of blocks |
| US5054257A (en) * | 1989-07-27 | 1991-10-08 | Grip-Pak, Inc. | Cut-off device for can-container packaging equipment |
| EP0539169B1 (en) * | 1991-10-22 | 1996-05-08 | WEILER ENGINEERING Inc | Article with position-defining structure and method and apparatus for making and processing same |
| JP3026353U (ja) * | 1995-12-27 | 1996-07-12 | 太田製薬株式会社 | 医療用ゼリー剤の使い捨て容器 |
| IT1295218B1 (it) * | 1997-10-07 | 1999-05-04 | Sacmi | Dispositivo per effettuare una linea di incisione nella parete cilindrica di uno scodellino in materiale plastico, in particolare di |
| JP2000238847A (ja) * | 1999-02-17 | 2000-09-05 | Ohta Pharmaceut Co Ltd | 多層分包容器 |
| DE19926329A1 (de) * | 1999-06-09 | 2000-12-21 | Bernd Hansen | Verfahren zum Herstellen von Behältern und Vorrichtung zum Durchführen des Verfahrens |
| FR2825681B1 (fr) * | 2001-06-08 | 2004-08-27 | Erca Formseal | Procede et installation de fabrication et de remplissage de recipients ayant un opercule muni d'une languette de prehension |
| DE10323335A1 (de) * | 2003-05-23 | 2004-12-16 | Hansen, Bernd, Dipl.-Ing. | Herstellvorrichtung |
| US6994003B2 (en) * | 2003-07-03 | 2006-02-07 | Diamond Machine Werks, Inc. | Load cell deflasher assembly and method |
| JP4283612B2 (ja) * | 2003-07-08 | 2009-06-24 | 三光機械株式会社 | ロータリー式自動包装機におけるノッチ機構 |
| US7267036B1 (en) * | 2004-04-01 | 2007-09-11 | Barr Wayne R | Vial card slitting apparatus |
-
2007
- 2007-12-14 DE DE102007060419A patent/DE102007060419B3/de not_active Expired - Fee Related
-
2008
- 2008-11-04 PL PL08861186T patent/PL2217502T3/pl unknown
- 2008-11-04 WO PCT/EP2008/009265 patent/WO2009077039A1/de active Application Filing
- 2008-11-04 PT PT08861186T patent/PT2217502E/pt unknown
- 2008-11-04 DK DK08861186T patent/DK2217502T3/da active
- 2008-11-04 EP EP20080861186 patent/EP2217502B1/de active Active
- 2008-11-04 BR BRPI0821185-0A patent/BRPI0821185B1/pt not_active IP Right Cessation
- 2008-11-04 CN CN2008801169522A patent/CN101878155B/zh not_active Expired - Fee Related
- 2008-11-04 KR KR1020107012752A patent/KR101514638B1/ko active IP Right Grant
- 2008-11-04 JP JP2010537267A patent/JP5462181B2/ja active Active
- 2008-11-04 RU RU2010125707/13A patent/RU2472682C2/ru active
- 2008-11-04 AT AT08861186T patent/ATE517033T1/de active
- 2008-11-04 CA CA2708026A patent/CA2708026C/en active Active
- 2008-11-04 AU AU2008338002A patent/AU2008338002B2/en not_active Ceased
- 2008-11-04 ES ES08861186T patent/ES2366010T3/es active Active
- 2008-11-04 US US12/734,003 patent/US8549974B2/en active Active
-
2011
- 2011-01-10 HK HK11100166A patent/HK1146023A1/xx not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2122937C1 (ru) * | 1993-08-25 | 1998-12-10 | Пластод С.п.А. | Устройство для перфорации пластырных лент |
| WO1999065777A1 (en) * | 1998-06-18 | 1999-12-23 | Genentech, Inc. | Method and apparatus for splitting articles |
| US20040139834A1 (en) * | 2003-01-17 | 2004-07-22 | Weiler Gerhard H. | Ampoule card splitter |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100224048A1 (en) | 2010-09-09 |
| AU2008338002B2 (en) | 2013-07-04 |
| WO2009077039A1 (de) | 2009-06-25 |
| CN101878155B (zh) | 2012-06-27 |
| ES2366010T3 (es) | 2011-10-14 |
| JP5462181B2 (ja) | 2014-04-02 |
| HK1146023A1 (en) | 2011-05-13 |
| CN101878155A (zh) | 2010-11-03 |
| PL2217502T3 (pl) | 2011-12-30 |
| PT2217502E (pt) | 2011-08-17 |
| BRPI0821185A2 (pt) | 2015-06-16 |
| ATE517033T1 (de) | 2011-08-15 |
| KR20100091213A (ko) | 2010-08-18 |
| EP2217502B1 (de) | 2011-07-20 |
| RU2010125707A (ru) | 2012-01-20 |
| DE102007060419B3 (de) | 2008-12-04 |
| BRPI0821185A8 (pt) | 2018-12-11 |
| US8549974B2 (en) | 2013-10-08 |
| DK2217502T3 (da) | 2011-09-19 |
| KR101514638B1 (ko) | 2015-04-23 |
| BRPI0821185B1 (pt) | 2019-02-12 |
| JP2011506215A (ja) | 2011-03-03 |
| EP2217502A1 (de) | 2010-08-18 |
| AU2008338002A1 (en) | 2009-06-25 |
| CA2708026A1 (en) | 2009-06-25 |
| CA2708026C (en) | 2015-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2472682C2 (ru) | Устройство для подготовки резервуаров из пластмассы к их использованию | |
| JP4989159B2 (ja) | ストリング状の材料を分割する方法および装置 | |
| SE454681B (sv) | Anordning for applicering av foremal pa forpackningsbehallare | |
| CN100445169C (zh) | 用于包装容器的机器 | |
| US20070289665A1 (en) | Container transportation line bottling plants | |
| EP2061639A2 (de) | Verfahren und vorrichtung zur herstellung von kunststoffverpackungsbehältern | |
| JP6787887B2 (ja) | フィルム被嵌ヘッド | |
| US20060105077A1 (en) | Installation for producing and packing tubes | |
| EA016433B1 (ru) | Способ и устройство для заполнения контейнеров сжимаемого типа | |
| JP2016069050A (ja) | フィルム被嵌ヘッド | |
| JPS62130656A (ja) | 豆腐の切断及びパツク詰め装置 | |
| EP2086843B1 (en) | Apparatus for packaging a product | |
| EP2537766B1 (de) | Komplettschnittstation und Verfahren zum Vereinzeln von Verpackungen | |
| US6435079B2 (en) | Machine for preparing food products | |
| BRPI1105178A2 (pt) | Processo e equipamento para a produção de produtos planos encadernados | |
| KR102119229B1 (ko) | 용품 적층 포장장치 | |
| CN1697730A (zh) | 用于制造特别是用于储存食品的容器的系统和方法 | |
| US9481123B2 (en) | Labeling device for a thermoforming system and method | |
| EP2018942A1 (en) | A method and apparatus for feeding semifinished roll products of tissue paper to a roll cutting station. | |
| US7040078B2 (en) | Apparatus for fitting stretchable sleeves | |
| CN214828921U (zh) | 无菌吹灌封设备 | |
| CN113119523B (zh) | 一种直线易撕包装袋的加工工艺 | |
| US20190039326A1 (en) | Unit for assembling and/or treating components | |
| CN2736155Y (zh) | 瓶胚浇口切除机 | |
| CN112938868A (zh) | 无菌吹灌封设备以及无菌吹灌封方法 |