RU2425754C2 - Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала - Google Patents
Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала Download PDFInfo
- Publication number
- RU2425754C2 RU2425754C2 RU2007126521/05A RU2007126521A RU2425754C2 RU 2425754 C2 RU2425754 C2 RU 2425754C2 RU 2007126521/05 A RU2007126521/05 A RU 2007126521/05A RU 2007126521 A RU2007126521 A RU 2007126521A RU 2425754 C2 RU2425754 C2 RU 2425754C2
- Authority
- RU
- Russia
- Prior art keywords
- pipe
- composite material
- laid
- corners
- inner layer
- Prior art date
Links
Images
Abstract
Изобретение относится к области машиностроения и касается способа изготовления многогранной трубы из слоистого композиционного материала и многогранной трубы из слоистого композиционного материала. На оправку укладывают внутренний слой и силовую оболочку, создают при термообработке в уложенных слоях контактное давление через цулаги. На внутренний слой в углах трубы укладывают вставки из ткани, силовую оболочку обматывают термоусаживающим материалом, а цулаги устанавливают на грани трубы поверх термоусаживающего материала и обматывают их вторым слоем термоусаживающего материала. Многогранная труба содержит внутренний слой и силовую оболочку, при этом труба снабжена вставками в форме профильного уголка, расположенными в углах трубы между внутренним слоем и силовой оболочкойна всю длину трубы. Изобретение обеспечивает создание коробчатых труб многоугольного сечения повышенной технологичности и повышенной надежности работы. 2 н.п. ф-лы, 6 ил.
Description
Изобретения относятся к области машиностроения и могут быть использованы при создании коробчатых пусковых труб герметичного исполнения из слоистого композиционного материала многоугольного сечения для ракет с оперением.
Известна пусковая труба по патенту USA №4646618, НКИ 89-20, публ. 1987 г., содержащая слоистую стеклопластиковую силовую оболочку.
Известен способ изготовления пусковых труб и пусковая труба по патенту RU №2115056 от 20.06.96 г., МПК7 F41F 3/042.
Также известен способ изготовления многогранных труб и многогранная труба по патенту RU №2030336 от 1991.03.05, МПК7 B64F 5/00.
В известном решении реализован способ изготовления многогранной трубы из слоистого композиционного материала, при котором на оправку укладывают внутренний слой и силовую оболочку, создают в уложенных слоях контактное давление, например, через цулаги.
Известная многогранная труба из слоистого композиционного материала содержит внутренний слой и силовую оболочку.
Недостатком известного способа является его низкая технологичность при намотке трубы с внутренним герметизирующим слоем из резиноподобного материала и обусловленное этим низкое качество трубы, выражающееся в снижении герметичности из-за повреждения податливого резиноподобного материала в углах трубы при намотке и термообработке, а также в снижении надежности работы трубы из-за недостаточной прочности и жесткости плоских граней под действием внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы.
Недостатком известного устройства является низкая надежность его работы из-за снижения герметичности при повреждении податливого резиноподобного материала в углах трубы при намотке и термообработке, а также из-за недостаточной прочности и жесткости плоских граней под действием внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы.
Известный способ и известная труба, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание многогранных пусковых труб повышенной технологичности и повышенной надежности работы.
Технический результат, который может быть достигнут при решении поставленной задачи для способа, заключается в повышении технологичности труб с внутренним герметизирующим слоем из резиноподобного материала и повышении качества труб, выражающегося в повышении герметичности за счет исключения возможности повреждения податливого резиноподобного материала в углах трубы при намотке и термообработке, а также в повышении надежности работы трубы за счет повышения прочности и жесткости плоских граней при действии внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы.
Технический результат, который может быть достигнут при решении поставленной задачи для устройства, заключается в повышении герметичности труб за счет исключения возможности повреждения податливого резиноподобного материала в углах трубы при намотке и термообработке, а также в повышении надежности работы трубы за счет повышения прочности и жесткости плоских граней при действии внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы.
Поставленная задача с достижением технического результата решается за счет того, что способ изготовления многогранной трубы из слоистого композиционного материала, при котором на оправку укладывают внутренний слой и силовую оболочку, создают при термообработке в уложенных слоях контактное давление, например, через цулаги, при этом, в соответствии с изобретением, на внутренний слой в углах трубы укладывают вставки из ткани, силовую оболочку обматывают термоусаживающим материалом, а цулаги устанавливают на грани трубы поверх термоусаживающего материала и обматывают их вторым слоем термоусаживающего материала.
Для устройства поставленная задача с достижением технического результата решается тем, что многогранная труба из слоистого композиционного материала содержит внутренний слой и силовую оболочку, а, в соответствии с изобретением, труба снабжена вставками в форме профильного уголка, расположенными в углах трубы между внутренним слоем и силовой оболочкой на всю длину трубы.
Отличительными признаками для способа являются следующие признаки:
- на внутренний слой в углах трубы укладывают вставки из ткани - признак существенный, предусматривает новую последовательность операций и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности труб с внутренним герметизирующим слоем из резиноподобного материала и обусловленное этим повышение качества труб, выражающееся в повышении герметичности за счет исключения возможности повреждения податливого резиноподобного материала в углах трубы при намотке и термообработке, а также в повышении надежности работы трубы за счет повышения прочности и жесткости плоских граней от действия внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы, при снижении этих напряжений увеличением количества армирующих нитей критического сечения;
- силовую оболочку обматывают термоусаживающим материалом - признак существенный, предусматривает наличие новой операции и новое ее исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности труб и их качества за счет создания контактного давления в процессе термообработки в слоях материала трубы, преимущественно в ее углах и улучшения тем самым структуры материала, а исключение повреждения герметизирующего материала обеспечивается предыдущим признаком;
- цулаги устанавливают на грани трубы поверх термоусаживающего материала и обматывают их вторым слоем термоусаживающего материала - признак существенный, предусматривает наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности труб и их качества за счет создания контактного давления в процессе термообработки в слоях материала трубы и улучшения тем самым структуры материала.
Отличительными признаками устройства являются следующие признаки:
- труба снабжена вставками в форме профильного уголка, расположенными в углах трубы между внутренним слоем и силовой оболочкой на всю длину трубы - признак существенный, предусматривает наличие новых элементов, их новую форму, их новое расположение и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы трубы за счет повышения герметичности при исключении возможности повреждения податливого резиноподобного материала в углах трубы при намотке и термообработке, а также за счет повышения прочности и жесткости плоских граней от действия внутреннего давления и возникновения в этом случае дополнительных изгибных напряжений, достигающих максимума по краю грани, то есть в углах трубы, при снижении этих напряжений увеличением количества армирующих нитей критического сечения.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы пусковых труб без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
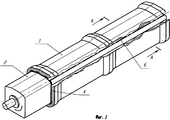
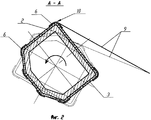
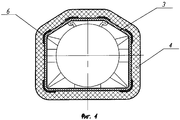
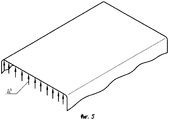
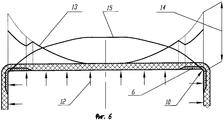
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид (в аксонометрии) способа намотки, на фиг.2 - поперечный разрез способа намотки, на фиг.3 - поперечное сечение способа при термообработке, на фиг.4 - поперечное сечение трубы, на фиг.5 - схема действия внутреннего давления, на фиг.6 - схема стенки трубы с эпюрами.
Способ изготовления многогранной трубы 1 из слоистого композиционного материала, при котором на оправку 2 укладывают внутренний слой 3 и силовую оболочку 4, создают при термообработке в уложенных слоях контактное давление, например, через цулаги 5. На внутренний слой в углах трубы укладывают вставки 6 из ткани, силовую оболочку обматывают термоусаживающим материалом 7, а цулаги 5 устанавливают на грани трубы поверх термоусаживающего материала 7 и обматывают их вторым слоем термоусаживающего материала 8.
Вариант исполнения способа заключается в том, что при намотке силовой оболочки (см. фиг.2) максимальное воздействие на резиноподобный материал внутреннего герметизирующего слоя 3 с возможным его повреждением наматываемый материал 9, например стекловолокно, пропитанное эпоксидным связующим, оказывает в момент его укладки на угол трубы 10. Предварительная же укладка вставки 6 из стеклоткани, пропитанной аналогичным связующим, полностью исключает такую возможность.
Многогранная труба 1 из слоистого композиционного материала содержит внутренний слой 3 и силовую оболочку 4, при этом труба снабжена вставками 6 в форме профильного уголка, расположенными в углах трубы 10 между внутренним слоем 3 и силовой оболочкой 4 на всю длину трубы.
Работает труба следующим образом. При сходе ракеты 11 стенка трубы 1 находится под действием внутреннего давления 12 (см. фиг.5). В материале стенки возникают дополнительные изгибные напряжения 13, максимальные 14 - в углах трубы (см. фиг.6). Снижение максимальных напряжений 14 достигается за счет увеличения количества армирующих нитей критического сечения благодаря наличию вставок 6. Кроме того, снижается и деформация 15 стенки трубы, влияющая на точностные параметры схода ракеты 11.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию многогранной пусковой трубы с повышенной надежностью ее работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
Claims (2)
1. Способ изготовления многогранной трубы из слоистого композиционного материала, при котором на оправку укладывают внутренний слой и силовую оболочку, создают при термообработке в уложенных слоях контактное давление, например, через цулаги, отличающийся тем, что на внутренний слой в углах трубы укладывают полосы из ткани, силовую оболочку обматывают термоусаживающим материалом, а цулаги устанавливают на грани трубы поверх термоусаживающего материала, и обматывают их вторым слоем термоусаживающего материала.
2. Многогранная труба из слоистого композиционного материала, изготовленная способом по п.1, содержащая внутренний слой и силовую оболочку, отличающаяся тем, что труба снабжена вставками в форме профильного уголка, расположенными в углах трубы между внутренним слоем и силовой оболочкой на всю длину трубы.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007126521/05A RU2425754C2 (ru) | 2007-07-11 | 2007-07-11 | Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007126521/05A RU2425754C2 (ru) | 2007-07-11 | 2007-07-11 | Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007126521A RU2007126521A (ru) | 2009-01-20 |
| RU2425754C2 true RU2425754C2 (ru) | 2011-08-10 |
Family
ID=40375650
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007126521/05A RU2425754C2 (ru) | 2007-07-11 | 2007-07-11 | Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2425754C2 (ru) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1944152A1 (de) * | 1969-08-30 | 1971-03-04 | Messerschmitt Boelkow Blohm | Munition,bestehend aus einem Abschussrohr und einem darin befindlichen Flugkoerper |
| US4646618A (en) * | 1982-04-05 | 1987-03-03 | Dynamit Nobel Aktiengesellschaft | Launching tube for missiles |
| RU2030336C1 (ru) * | 1991-03-05 | 1995-03-10 | Евгений Григорьевич Сабадаш | Способ изготовления полых панельно-каркасных конструкций |
| RU2115056C1 (ru) * | 1996-06-20 | 1998-07-10 | Акционерное общество "Центральный научно-исследовательский институт специального машиностроения" | Стеклопластиковая труба-оболочка |
| RU2201550C2 (ru) * | 2000-10-23 | 2003-03-27 | Кашин Сергей Михайлович | Отвод из композиционного материала и способ его изготовления |
-
2007
- 2007-07-11 RU RU2007126521/05A patent/RU2425754C2/ru active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1944152A1 (de) * | 1969-08-30 | 1971-03-04 | Messerschmitt Boelkow Blohm | Munition,bestehend aus einem Abschussrohr und einem darin befindlichen Flugkoerper |
| US4646618A (en) * | 1982-04-05 | 1987-03-03 | Dynamit Nobel Aktiengesellschaft | Launching tube for missiles |
| RU2030336C1 (ru) * | 1991-03-05 | 1995-03-10 | Евгений Григорьевич Сабадаш | Способ изготовления полых панельно-каркасных конструкций |
| RU2115056C1 (ru) * | 1996-06-20 | 1998-07-10 | Акционерное общество "Центральный научно-исследовательский институт специального машиностроения" | Стеклопластиковая труба-оболочка |
| RU2201550C2 (ru) * | 2000-10-23 | 2003-03-27 | Кашин Сергей Михайлович | Отвод из композиционного материала и способ его изготовления |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007126521A (ru) | 2009-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015199347A5 (ru) | ||
| CN104964624A (zh) | 钢筋混凝土梁轴向预埋炮孔及拆除爆破方法 | |
| KR101202761B1 (ko) | 돔형 지붕 | |
| US11525272B2 (en) | Anti-seismic performance reinforcement and crack repair structure of masonry structure and construction method of same | |
| RU2425754C2 (ru) | Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала | |
| JP6399695B2 (ja) | トンネルの剥落防止工法 | |
| RU2344934C2 (ru) | Способ изготовления многогранной трубы из слоистого композиционного материала и многогранная труба из слоистого композиционного материала | |
| JP2008129062A (ja) | ドロップケーブル | |
| JP5069605B2 (ja) | 煉瓦壁の補強構造及び補強方法 | |
| JP2012229732A (ja) | フランジ付管体構造、及びフランジ付管体構造の構築方法 | |
| KR20190127072A (ko) | 스페이서 구조체를 포함하는 복층유리 | |
| RU2390414C2 (ru) | Способ изготовления трубы из слоистого композиционного материала и труба из слоистого композиционного материала | |
| RU2333103C2 (ru) | Способ изготовления трубы из слоистого композиционного материала и труба из слоистого композиционного материала | |
| JP6097772B2 (ja) | 電力ケーブルの修理用ジョイント | |
| WO2017072815A1 (ja) | シース継手およびこれを含むシース管路構造 | |
| KR200415963Y1 (ko) | 조적벽체 보강에 사용되는 픽스 홀더 | |
| JP2009127348A (ja) | コンクリート構造物の補強構造及び補強方法 | |
| RU2261800C1 (ru) | Способ изготовления трубы из слоистого композиционного материала с винтовым прямоугольным пазом и труба из слоистого композиционного материала с винтовым прямоугольным пазом | |
| BR102014010863B1 (pt) | estrutura tubular para uso em ambientes de alta pressão e método de manufatura de uma estrutura tubular para uso em ambientes de alta pressão | |
| JP6914032B2 (ja) | 保温フレキシブルダクト | |
| JP5470110B2 (ja) | 分岐管継手 | |
| RU2602114C1 (ru) | Способ изготовления отсека летательного аппарата в виде оболочки вращения и отсек летательного аппарата в виде оболочки вращения | |
| JP2021085502A (ja) | 配管更新工法 | |
| KR200298055Y1 (ko) | 엘보 배관 보온용 커버 | |
| EP2759399A1 (en) | Multilayer wall and method for forming said wall |