RU2420371C2 - Устройство для ограничения подачи режущего инструмента к обрабатываемой детали в процессе сверления - Google Patents
Устройство для ограничения подачи режущего инструмента к обрабатываемой детали в процессе сверления Download PDFInfo
- Publication number
- RU2420371C2 RU2420371C2 RU2008123251/02A RU2008123251A RU2420371C2 RU 2420371 C2 RU2420371 C2 RU 2420371C2 RU 2008123251/02 A RU2008123251/02 A RU 2008123251/02A RU 2008123251 A RU2008123251 A RU 2008123251A RU 2420371 C2 RU2420371 C2 RU 2420371C2
- Authority
- RU
- Russia
- Prior art keywords
- thrust
- drill
- tool
- drilling bit
- case
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B47/00—Constructional features of components specially designed for boring or drilling machines; Accessories therefor
- B23B47/34—Arrangements for removing chips out of the holes made; Chip- breaking arrangements attached to the tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B49/00—Measuring or gauging equipment on boring machines for positioning or guiding the drill; Devices for indicating failure of drills during boring; Centering devices for holes to be bored
- B23B49/003—Stops attached to drilling tools, tool holders or drilling machines
- B23B49/005—Attached to the drill
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/10—Bits for countersinking
- B23B51/104—Bits for countersinking with stops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/48—Chip breakers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/18—Cutting by use of rotating axially moving tool with stopping upon completion of prescribed operation
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/50—Cutting by use of rotating axially moving tool with product handling or receiving means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/55—Cutting by use of rotating axially moving tool with work-engaging structure other than Tool or tool-support
- Y10T408/564—Movable relative to Tool along tool-axis
- Y10T408/5653—Movable relative to Tool along tool-axis with means to bias Tool away from work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/892—Tool or Tool with support with work-engaging structure detachable from cutting edge
- Y10T408/8925—Depth-limiting member
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
- Earth Drilling (AREA)
- Drilling Tools (AREA)
Abstract
Устройство содержит корпус с упорным решетчатым каркасом, вал, установленный в корпусе с возможностью вращения и осевого перемещения, и упор, регулируемый в осевом направлении и предназначенный для ограничения подачи инструмента. Для исключения повреждения обрабатываемой детали витками стружки упорный решетчатый каркас содержит палец из пластмассового материала, прикрепленный к корпусу и предназначенный для дробления стружки, имеющий конец со стороны корпуса и свободный конец и расположенный по существу параллельно в непосредственной близости к поверхности детали и по существу радиально снаружи по направлению к сверлильному инструменту в виде ступенчатого сверла, с обеспечением возможности отделения указанного свободного конца зенкером в процессе подачи инструмента. Устройство может быть снабжено конусом, надетым и закрепленным на ступенчатом сверле. 1 з.п. ф-лы, 5 ил.
Description
Область техники, к которой относится изобретение
Изобретение относится к устройству для ограничения подачи инструмента в процессе сверления, причем устройство может работать в комбинации как с ручной дрелью, так и со станками-автоматами с числовым программным управлением.
Уровень техники
В качестве примера такое устройство содержит цилиндрический корпус с валом, который установлен в нем коаксиально с возможностью вращения, имеет конец со стороны привода и конец со стороны инструмента и может ограниченно перемещаться в осевом направлении. Приводной конец вала выполнен таким образом, что может быть зажат в сверлильном патроне ручной дрели или в соответствующем приемном устройстве станка-автомата. Конец вала со стороны инструмента снабжен внутренней резьбой, в которую может быть завинчен соответствующий сверлильный инструмент. В качестве сверлильного инструмента для работы в комбинации с устройствами такого типа используются так называемые ступенчатые сверлильные инструменты, которые содержат сверло и зенкер. Сверлильный инструмент окружен упорным решетчатым каркасом с поперечными отверстиями, который жестко прикреплен к корпусу и устанавливается с опорой на деталь перед операцией сверления. Предполагается, что производимая во время сверления стружка должна выходить из упорного решетчатого каркаса через поперечные отверстия. Для ограничения подачи по направлению к детали внутри корпуса предусмотрен регулируемый упор. Такие устройства используются для того, чтобы обеспечивать повторяемую глубину раззенковки при выполнении отверстий с раззенковкой. В этом отношении, с одной стороны, при выполнении раззенковки слишком глубокой деталь может быть отбракована, а при слишком мелкой раззенковке необходима сложная доработка.
Недостаток устройств указанного типа заключается в том, что производимая при сверлении стружка может приводить к нежелательному вторичному эффекту в зависимости от обрабатываемого материала в том случае, когда обрабатываемые детали имеют чувствительную поверхность. Этот нежелательный эффект состоит в том, что в особенности при сверлении гнезд раззенковки создается непрерывный поток стружки, которая завивается вокруг инструмента и образует спиральные витки. Эта спиральная стружка кружится вокруг инструмента, совершая неуправляемые движения, и при этом царапает и повреждает поверхность детали в большей или меньшей степени. Удаление таких царапин требует значительного объема дополнительных работ. Кроме того, последовательность операций прерывается из-за того, что спиральная стружка должна удаляться вручную после каждого цикла сверления.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в создании устройства указанного типа, в котором надежно предотвращается повреждение поверхности деталей витками спиральной стружки.
В соответствии с пунктом 1 формулы изобретения решение поставленной задачи достигается за счет того, что упорный решетчатый каркас содержит прикрепленный к корпусу палец для дробления стружки, имеющий конец со стороны корпуса и свободный конец и расположенный таким образом, что он проходит по существу параллельно в непосредственной близости к поверхности детали и по существу радиально снаружи по направлению к сверлильному инструменту (ступенчатому сверлу), так что указанный свободный конец по существу соприкасается с зенкером.
Предпочтительный вариант изобретения охарактеризован в зависимом пункте формулы. Благодаря решению по изобретению предотвращается повреждение поверхности деталей, так что устраняется необходимость в соответствующей повторной обработке. Кроме того, отпадает необходимость в удалении из сверлильного инструмента спиральной стружки после каждого цикла сверления.
Краткое описание чертежей
Далее со ссылками на прилагаемые чертежи будут подробно описаны примеры осуществления изобретения. На чертежах:
фиг.1 изображает в разрезе устройство для ограничения подачи инструмента при работе с ручной дрелью,
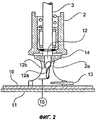
фиг.2 изображает часть устройства по фиг.1 в начале операции сверления,
фиг.3 изображает устройство по фиг.2 в процессе сверления,
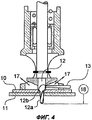
фиг.4 изображает устройство по фиг.3 в конце операции сверления,
фиг.5 изображает в разрезе часть упорного решетчатого каркаса в другом примере выполнения.
Осуществление изобретения
На фиг.1 показано устройство 1 известного типа для ограничения подачи инструмента при работе, в качестве примера, с ручной дрелью. Устройство 1 содержит корпус 2 и установленный в нем с возможностью вращения вал 3 с расширенной частью 3а и хвостовиком 3b. Нижний игольчатый подшипник 4 и верхний игольчатый подшипник 5 служат для установки вала 3. Вал 3 показан в его верхнем положении. В этом положении стопорное кольцо 6 на валу 3 упирается в часть 4а игольчатого подшипника 4, укрепленную на корпусе. Нижний конец расширенной части 3а образует уступ, на который опирается упорный шарикоподшипник 7. Пружина 8 сжатия, нижний конец которой опирается на укрепленную на корпусе часть 4а игольчатого подшипника 4, воздействует на этот упорный шарикоподшипник 7 снизу. Регулируемый в осевом направлении упор 9 расположен внутри корпуса 2. Пружина 8 сжатия рассчитана таким образом, что вал 3 удерживается в показанном верхнем положении за счет предварительного сжатия пружины. Нижний конец корпуса 2 образован упорным решетчатым каркасом 2а. Этот упорный решетчатый каркас 2а помещают на деталь 10, которая должна быть просверлена насквозь совместно с другой деталью 11. Ступенчатое сверло 12 ввинчено в нижний конец вала 3 и служит в качестве сверлильного инструмента. К корпусу прикреплен палец 13, который имеет один конец со стороны корпуса и свободный конец, расположенный внутри упорного решетчатого каркаса 2а таким образом, что палец проходит примерно параллельно непосредственно вблизи поверхности детали 10 и примерно радиально снаружи по направлению к сверлильному инструменту.
Конус 14 надевают и укрепляют на ступенчатом сверле 12. Ручная дрель 15 со сверлильным патроном 16 и подсоединением 17 для сжатого воздуха служит для привода устройства 1. Когда в деталях 10 и 11 требуется выполнить отверстие, при вращении ступенчатого сверла 12 вал 3 подают к детали 10 против усилия пружины 8 сжатия с помощью ручки дрели 15. При этом игольчатый подшипник 5 и упорный шарикоподшипник 7 следуют за движением подачи вместе с валом 3. Когда упорный шарикоподшипник 7 касается упора 9, достигается конечное положение подачи, установленное положением упора 9.
На фиг.2 показана нижняя часть устройства 1 по фиг.1, включая часть корпуса 2, упорный решетчатый каркас 2а, вал 3, детали 10, 11, сверло 12, конус 14 и палец 13. Ступенчатое сверло 12 служит одновременно для сверления и раззенковки и, соответственно, содержит спиральное сверло 12а и конический зенкер 12b. Для того чтобы избежать повреждения стружкой во время сверления раззенкованных отверстий в деталях 10 и 11, в соответствии с изобретением устройство 1 снабжено пальцем 13 и конусом 14. В данном случае палец 13 выполняет функцию стружколома. В показанном примере выполнения палец 13 изготовлен из подходящего пластмассового материала, например из полиамида, и расположен таким образом, что проходит примерно параллельно непосредственно вблизи поверхности детали и примерно радиально снаружи к сверлу 12. Благодаря такому расположению пальца 13, стружка, непрерывно идущая в процессе сверления и раззенковки, периодически разрывается, так что отдельные куски стружки могут выходить из упорного решетчатого каркаса 2а наружу и предотвращается образование витков стружки. Палец 13 имеет коническую форму и вставляется с натягом в соответствующую коническую приемную проточку в упорном решетчатом каркасе, так что надежно удерживается в ней путем самозапирания. Конус 14 препятствует проходу стружки в верхнюю часть упорного решетчатого каркаса 2а. Позицией 15 в кружке обозначено стартовое положение спирального сверла 12а.
На фиг.3 показано устройство по фиг.2, при этом ступенчатое сверло 12 уже подано настолько, что спиральное сверло 12а прошло через детали 10 и 11. В этом процессе палец 13 уже работал в качестве стружколома, так что производимая текущая стружка была разделена на мелкие куски. Траектории, по которым куски выходят из упорного решетчатого каркаса 2а, обозначены стрелками 17. Для подготовки устройства 1 к сверлению серии раззенкованных отверстий вставляют соответствующее ступенчатое сверло 12. При этом в каждом случае также заменяют палец 13. В этом показанном положении 16 ступенчатое сверло 12 как раз касается вновь вставленного пальца 13 своим зенкером 12b.
На фиг.4 показано устройство по фиг.3, при этом ступенчатое сверло 12 со спиральным сверлом 12а и зенкером 12b достигло конечного положения подачи. В этом положении 18 только что закончено выполнение отверстия с раззенкованным гнездом в детали 10. При этом глубина раззенковки точно соответствует величине, установленной с помощью упора 9 по фиг.1. В процессе подачи, при переходе от положения 16 по фиг.3 к положению 18 по фиг.4, свободный конец пальца 13 отделяется зенкером 12b, так что вновь образованная форма пальца 13, который соприкасается с зенкером 12b, сохраняется для всех последующих отверстий до замены ступенчатого сверла 12. Только тогда вставляют новый палец 13. Благодаря этому устраняется необходимость в специальной подготовке пальца для конкретного частного случая. Требуемая форма пальца 13 получается автоматически в процессе использования устройства 1.
На фиг.5 показана в разрезе часть упорного решетчатого каркаса 2а в примере дальнейшего развития изобретения, которое заключается в том, что упорный решетчатый каркас 2а содержит регулируемый винт 19 для разрушения стружки. В данном случае в соответствующем месте упорного решетчатого каркаса выполнена внутренняя резьба для ввинчивания регулируемого винта 19. Регулируемый винт устанавливают таким образом, чтобы создать минимальный воздушный зазор между свободным концом винта 19 и зенкером в положении 18 по фиг.4. Эту установку не нужно менять до тех пор, пока не будет использоваться ступенчатое сверло с зенкером другого диаметра.
Благодаря решению по изобретению эффективно предотвращаются повреждение поверхностей деталей и помехи при выполнении последовательности операций.
Claims (2)
1. Устройство для ограничения подачи инструмента во время операции сверления, содержащее корпус с упорным решетчатым каркасом, вал, установленный в корпусе с возможностью вращения и осевого перемещения, и упор, регулируемый в осевом направлении и предназначенный для ограничения подачи инструмента, отличающееся тем, что упорный решетчатый каркас (2а) содержит палец (13) из пластмассового материала, прикрепленный к корпусу и предназначенный для дробления стружки, имеющий конец со стороны корпуса и свободный конец и расположенный по существу параллельно в непосредственной близости к поверхности детали и по существу радиально снаружи по направлению к сверлильному инструменту в виде ступенчатого сверла (12), с обеспечением возможности отделения указанного свободного конца зенкером (12b) в процессе подачи инструмента, тем самым по существу соприкосновения с зенкером (12b).
2. Устройство по п.1, отличающееся тем, что предусмотрен конус (14), который надет и закреплен на ступенчатом сверле (12).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005061190.7 | 2005-12-21 | ||
| DE102005061190A DE102005061190B4 (de) | 2005-12-21 | 2005-12-21 | Einrichtung zur Begrenzung des Vorschubes bei einem Bohrvorgang |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2008123251A RU2008123251A (ru) | 2010-01-27 |
| RU2420371C2 true RU2420371C2 (ru) | 2011-06-10 |
Family
ID=37814175
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008123251/02A RU2420371C2 (ru) | 2005-12-21 | 2006-12-21 | Устройство для ограничения подачи режущего инструмента к обрабатываемой детали в процессе сверления |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8684639B2 (ru) |
| EP (1) | EP1963041B1 (ru) |
| JP (1) | JP4966978B2 (ru) |
| CN (1) | CN101346205B (ru) |
| BR (1) | BRPI0620181A2 (ru) |
| CA (1) | CA2634412A1 (ru) |
| DE (2) | DE102005061190B4 (ru) |
| RU (1) | RU2420371C2 (ru) |
| WO (1) | WO2007071757A1 (ru) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4946967B2 (ja) * | 2008-05-09 | 2012-06-06 | 横浜ゴム株式会社 | 面取り工具 |
| JP5360805B2 (ja) * | 2008-10-30 | 2013-12-04 | 日立ビアメカニクス株式会社 | 工具位置決め装置 |
| CN101905338A (zh) * | 2009-06-03 | 2010-12-08 | 鸿富锦精密工业(深圳)有限公司 | 除屑器及钻头 |
| US8601706B1 (en) | 2009-12-03 | 2013-12-10 | Jeffry R. Maxwell | Adjustable front stop for a chuck and method of use |
| US8651776B2 (en) * | 2010-08-30 | 2014-02-18 | Sudershan Khurana | Drill/countersink assembly and method for producing countersunk holes |
| JP5735362B2 (ja) * | 2011-06-30 | 2015-06-17 | 富士重工業株式会社 | 内径溝加工方法及び溝切り工具 |
| KR101465614B1 (ko) * | 2012-05-30 | 2014-11-27 | 김용기 | 비산방지컵이 장착된 앙카 천공용 비트 |
| DE102013214154A1 (de) * | 2013-07-18 | 2015-01-22 | Airbus Operations Gmbh | Kopfstück, Anschlaghalter und Verfahren zum Stabilisieren einer Bohrmaschine |
| KR101553971B1 (ko) | 2015-03-25 | 2015-09-18 | 주식회사 천경기업 | 드릴 천공 가이드 장치 |
| CN104907598A (zh) * | 2015-05-22 | 2015-09-16 | 蚌埠市金林数控机床制造有限公司 | 一种便于除屑的机床 |
| CN106964818A (zh) * | 2016-01-13 | 2017-07-21 | 哈尔滨飞机工业集团有限责任公司 | 一种钻头限位装置 |
| FR3066939B1 (fr) * | 2017-06-02 | 2019-08-23 | Charles Boutissou | Butee micrometrique pourvue d'un anneau de protection de la surface a usiner |
| US11772172B2 (en) * | 2020-09-28 | 2023-10-03 | Phillips Screw Company | Debris ejection techniques for drilling tools |
| CN115647914B (zh) * | 2022-10-24 | 2023-06-23 | 浙江欣兴工具股份有限公司 | 一种夹具、钻头组件及钻孔装置 |
| CN116851806B (zh) * | 2023-09-04 | 2023-11-24 | 泰州汇锦电子有限公司 | 一种电视支架制造用具有孔径调节功能的开孔装置 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2301151A (en) * | 1941-07-14 | 1942-11-03 | Lockheed Aircraft Corp | Adjustable stop countersink |
| US2409377A (en) * | 1944-01-31 | 1946-10-15 | Aircraft Tools Inc | Micrometer stop countersink |
| US2608114A (en) * | 1950-10-17 | 1952-08-26 | Martin | Countersinking tool |
| US2794353A (en) * | 1954-10-07 | 1957-06-04 | Bashlow Archie | Depth limiting means for drills |
| US2968975A (en) * | 1958-07-28 | 1961-01-24 | Acf Ind Inc | Combined drill support and chip cutter device |
| US3060722A (en) * | 1960-01-11 | 1962-10-30 | Aerojet General Co | Device for detecting small quantities of gas in a liquid |
| US3060772A (en) * | 1960-03-07 | 1962-10-30 | Aircraft Tools Inc | Countersink tool and control means |
| US3301101A (en) * | 1964-05-04 | 1967-01-31 | Gen Motors Corp | Cutting stop and chip remover |
| SE409181B (sv) * | 1976-03-17 | 1979-08-06 | Wilhelmsson Wilhelm | Anordning for borrning av hal med forutbestemt djup |
| SU814656A1 (ru) * | 1978-06-27 | 1981-03-25 | Московский Автомобильный Заводим. И.A.Лихачева (Производственноеобъединение Зил) | Устройство дл очистки от стружкиОСЕВОгО иНСТРуМЕНТА |
| SU946811A1 (ru) * | 1980-05-27 | 1982-07-30 | За витель ., 946811 (I | Устройство дл дроблени стружки к сверлильному станку |
| US4514120A (en) * | 1982-04-29 | 1985-04-30 | Hougen Everett D | Chip breaker for annular hole cutting tools |
| SU1252073A1 (ru) | 1984-10-23 | 1986-08-23 | Предприятие П/Я М-5618 | Устройство дл дроблени стружки |
| SU1237382A2 (ru) * | 1984-12-20 | 1986-06-15 | Предприятие П/Я Р-6564 | Устройство дл удалени стружки |
| JPS61172718U (ru) * | 1984-12-29 | 1986-10-27 | ||
| JPS61172718A (ja) | 1985-01-25 | 1986-08-04 | Sekisui Chem Co Ltd | プラスチツク押出成形ラインにおける制御システム |
| JPH0714523B2 (ja) | 1986-07-01 | 1995-02-22 | 石川島播磨重工業株式会社 | ストリツプエツジヤ− |
| JPS6310012U (ru) * | 1986-07-07 | 1988-01-22 | ||
| US4743148A (en) * | 1987-05-27 | 1988-05-10 | Jancy Engineering Company | Chip breaker |
| US4824299A (en) * | 1987-09-24 | 1989-04-25 | Nitto Kohki Co., Ltd. | Chip breaking device for annular cutters |
| JPH023313U (ru) * | 1988-06-09 | 1990-01-10 | ||
| FR2632552B1 (fr) * | 1988-06-09 | 1993-06-18 | Aerospatiale | Perceuse perfectionnee, notamment pour machine programmable |
| JP2607274B2 (ja) | 1988-06-21 | 1997-05-07 | キヤノン株式会社 | インクジェット記録ヘッド |
| JPH0632267Y2 (ja) * | 1989-07-13 | 1994-08-24 | 幸雄 平野 | ドリル用切りくず除去具 |
| JPH03212161A (ja) | 1990-01-12 | 1991-09-17 | Tdk Corp | 自励発振式dc―dcコンバータの制御回路 |
| JPH04294960A (ja) * | 1991-03-22 | 1992-10-19 | Fujitsu General Ltd | 切削屑除去方法 |
| US5421680A (en) * | 1994-05-26 | 1995-06-06 | Wu; Chin-Long | Method and device for preventing a drilling chip from winding around drill bit and for removing a drilling chip deposited in flutes of drill bit |
| JPH0825118A (ja) * | 1994-07-13 | 1996-01-30 | Nippon Mektron Ltd | 穿孔装置 |
| JPH08174321A (ja) * | 1994-12-27 | 1996-07-09 | Eiichi Kosaka | 切粉切断用ブッシュ |
| US5630683A (en) * | 1995-11-30 | 1997-05-20 | The Boeing Company | Chip breaker drill bushing assembly |
| JPH106172A (ja) * | 1996-06-25 | 1998-01-13 | Hitachi Cable Ltd | ドリル切粉飛散防止治具 |
| JPH10337605A (ja) * | 1997-06-06 | 1998-12-22 | Nippon Mektron Ltd | ドリルリング |
| JP4170535B2 (ja) * | 1999-09-08 | 2008-10-22 | 本田技研工業株式会社 | 切削加工装置 |
| JP2002126921A (ja) * | 2000-10-20 | 2002-05-08 | Kawasaki Heavy Ind Ltd | 切削工具の切屑巻付防止装置およびスリーブ装置 |
| JP2006305704A (ja) * | 2005-05-02 | 2006-11-09 | Mitsubishi Electric Corp | 切り屑除去方法 |
| JP2008188744A (ja) * | 2007-02-07 | 2008-08-21 | Shoshin Kosan:Kk | 切り屑排除器具および回転切削工具 |
| JP5360805B2 (ja) * | 2008-10-30 | 2013-12-04 | 日立ビアメカニクス株式会社 | 工具位置決め装置 |
-
2005
- 2005-12-21 DE DE102005061190A patent/DE102005061190B4/de not_active Expired - Fee Related
-
2006
- 2006-12-21 DE DE602006009141T patent/DE602006009141D1/de active Active
- 2006-12-21 RU RU2008123251/02A patent/RU2420371C2/ru not_active IP Right Cessation
- 2006-12-21 JP JP2008546465A patent/JP4966978B2/ja not_active Expired - Fee Related
- 2006-12-21 US US12/085,610 patent/US8684639B2/en not_active Expired - Fee Related
- 2006-12-21 BR BRPI0620181-4A patent/BRPI0620181A2/pt not_active IP Right Cessation
- 2006-12-21 CN CN200680048769.4A patent/CN101346205B/zh not_active Expired - Fee Related
- 2006-12-21 CA CA002634412A patent/CA2634412A1/en not_active Abandoned
- 2006-12-21 WO PCT/EP2006/070070 patent/WO2007071757A1/en active Application Filing
- 2006-12-21 EP EP06841540A patent/EP1963041B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| US8684639B2 (en) | 2014-04-01 |
| DE102005061190B4 (de) | 2007-10-18 |
| JP2009520605A (ja) | 2009-05-28 |
| EP1963041B1 (en) | 2009-09-09 |
| CN101346205A (zh) | 2009-01-14 |
| WO2007071757A1 (en) | 2007-06-28 |
| EP1963041A1 (en) | 2008-09-03 |
| JP4966978B2 (ja) | 2012-07-04 |
| CA2634412A1 (en) | 2007-06-28 |
| BRPI0620181A2 (pt) | 2011-11-01 |
| CN101346205B (zh) | 2011-11-16 |
| DE102005061190A1 (de) | 2007-07-05 |
| US20090304467A1 (en) | 2009-12-10 |
| RU2008123251A (ru) | 2010-01-27 |
| DE602006009141D1 (de) | 2009-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2420371C2 (ru) | Устройство для ограничения подачи режущего инструмента к обрабатываемой детали в процессе сверления | |
| CN1185764A (zh) | 反离心力卡头及安装系统 | |
| US6918717B2 (en) | Tool and method for the machine working of workpieces | |
| CN211840431U (zh) | 一种轴向浮动正向去毛刺刀 | |
| CN108098083A (zh) | 复合丝锥 | |
| KR20180052303A (ko) | 복합 기능을 갖춘 면취 절삭 공구 | |
| CN2645850Y (zh) | 变径珩磨刀具 | |
| KR101615016B1 (ko) | 선반용 나사 가공 장치 및 이를 이용한 나사 가공 방법 | |
| KR101959173B1 (ko) | 볼 스터드 가공기 | |
| JP5375987B2 (ja) | シート面加工方法 | |
| JP4946967B2 (ja) | 面取り工具 | |
| KR101064753B1 (ko) | 절삭공구용 홀더의 연결장치 | |
| CN205437259U (zh) | 一种花键对齿钻孔夹具 | |
| KR100631818B1 (ko) | 공작기계의 잔류칩 제거용 공구 | |
| KR101733974B1 (ko) | 선반용 다이스와 탭 가공용 안전토크 툴 | |
| CN219444377U (zh) | 一种进给手柄 | |
| CN215240131U (zh) | 一种数控珩磨头 | |
| KR102466656B1 (ko) | 원심력이 최소화되면서 호환성이 향상된 건드릴 어셈블리 | |
| JP5251063B2 (ja) | 切削工具 | |
| CN110756867B (zh) | 台式钻床钻头快换装置 | |
| JP2009083071A (ja) | シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法 | |
| CN207343848U (zh) | 排屑钻套 | |
| JP2007245304A (ja) | 軸状工作物の製造方法 | |
| RU1808508C (ru) | Устройство дл обработки кольцевым сверлом | |
| CN104801773B (zh) | 一种正反螺纹锥夹式倒角器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20171222 |