RU2387542C2 - Способ изготовления штампованных отверстий иллюминаторов на плоских участках предварительно пропитанных деталей из композита - Google Patents
Способ изготовления штампованных отверстий иллюминаторов на плоских участках предварительно пропитанных деталей из композита Download PDFInfo
- Publication number
- RU2387542C2 RU2387542C2 RU2007128933/12A RU2007128933A RU2387542C2 RU 2387542 C2 RU2387542 C2 RU 2387542C2 RU 2007128933/12 A RU2007128933/12 A RU 2007128933/12A RU 2007128933 A RU2007128933 A RU 2007128933A RU 2387542 C2 RU2387542 C2 RU 2387542C2
- Authority
- RU
- Russia
- Prior art keywords
- stamped
- section
- matrix
- porthole
- shape
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/541—Positioning reinforcements in a mould, e.g. using clamping means for the reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/12—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor of articles having inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/545—Perforating, cutting or machining during or after moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/549—Details of caul plates, e.g. materials or shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1039—Surface deformation only of sandwich or lamina [e.g., embossed panels]
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Insertion Pins And Rivets (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
Abstract
Изобретение относится к способу формирования штампованного отверстия иллюминатора на плоском участке предварительно пропитанной детали. Способ заключается в расположении детали между матрицей, имеющей окончательную форму нижней стороны штампованной детали, и накладной плитой, имеющей окончательную форму верхней стороны штампованной детали, кроме участка, который должен быть отштампован и который не покрывают накладной плитой. Затем прикладывают давление к накладной плите во время всего процесса для предотвращения формирования морщин на той части детали, которая должна сохраняться по существу плоской. Затем осуществляют приложение пуансона к участку детали, которая должна быть отштампована, со скоростью подачи, обеспечивающей текучесть смолы во время проскальзывания волокон материала так, чтобы этот участок можно было деформировать, придавая ему форму матрицы. Достигаемый при этом технический результат заключается в повышении качества изготавливаемого изделия и удешевлении способа изготовления. 3 з.п. ф-лы, 5 ил.
Description
Область изобретения
Настоящее изобретение относится к способу изготовления штампованных отверстий иллюминаторов на плоских участках предварительно пропитанных деталей из композита и, в частности, деталей, выполненных на автоматической укладочной машине.
Предпосылки создания изобретения
Известно использование штампованных отверстий иллюминаторов в структурных деталях для повышения жесткости без увеличения веса и с минимумом издержек.
Способ изготовления штампованных отверстий иллюминаторов в листовом металле широко используется в отрасли и позволяет получить требуемую деформацию листа за счет его пластической деформации.
Однако для деталей из композита, выполненных из жестких непрерывных волокон, механизм, позволяющий адаптировать к требуемой форме штампованного отверстия иллюминатора, основан на относительном проскальзывании волокон.
В деталях, выполненных из композитов, традиционный способ изготовления штампованных отверстий иллюминаторов состоит из нанесения вручную каждого слоя, адаптируя его к геометрии штампованного отверстия иллюминатора. Этот способ дорог, поскольку он выполняется полностью вручную и требует применения материалов, которые могут адаптироваться к сложной геометрии штампованного отверстия иллюминатора, не образуя морщин. Наиболее адаптируемым типом материала является ткань, которая по сравнению с лентой более дорога и имеет худшие структурные свойства.
Краткое описание изобретения
Согласно настоящему изобретению предлагается новый способ получения штампованных отверстий иллюминаторов в плоских или квазиплоских участках многослойных деталей из предварительно пропитанного композита, который особенно применим к деталям, изготовленным с использованием предварительно пропитанной ленты, ламинирование которой происходит в автоматической укладочной машине.
Детали такого типа находят особенно широкое применение в авиационной промышленности.
Способ содержит следующие этапы.
- Размещение детали между матрицей, имеющей окончательную форму нижней стороны штампованной детали, и накладной плитой, имеющей окончательную форму верхней стороны штампованной детали, и приложение давления к накладной плите, применяя способ предотвращения образования морщин на той области детали, которая должна остаться по существу плоской. Накладная плита не воздействует на эту область детали с штампованным иллюминатором.
- Воздействие пуансоном на ту область детали, которая должна быть отштампована, с такой скоростью подачи, которая обеспечивает текучесть смолы во время проскальзывания волокон композита так, что эта область может деформироваться, принимая форму матрицы.
Способ может дополнительно включать нагревание детали во время обработки до температуры, облегчающей проскальзывание волокон материала, и окончательное охлаждение, если деталь требуется переместить немедленно после изготовления штампованного отверстия иллюминатора.
Другие признаки и преимущества настоящего изобретения будут очевидны из нижеследующего подробного описания его иллюстративного варианта со ссылками на прилагаемые чертежи, где:
Фиг. 1 показывает начальную часть процесса по настоящему изобретению.
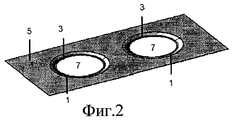
Фиг. 2 показывает деталь на фиг. 1, после изготовления двух штампованных отверстий иллюминаторов способом по настоящему изобретению.
Фиг. 3 показывает деталь, в которой сначала сформированы фланцы, а после этого способом по настоящему изобретению выполнены штампованные отверстия иллюминаторов.
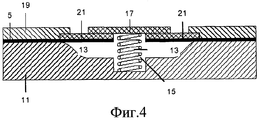
Фиг. 4 показывает схематический вид детали и устройств, используемых для изготовления штампованного отверстия иллюминатора по настоящему изобретению в начале процесса.
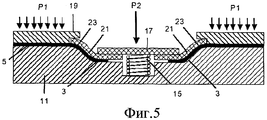
Фиг. 5 показывает схематический вид детали и устройств по завершении процесса.
Подробное описание изобретения
Ниже описан вариант способа по настоящему изобретению для выполнения штампованного отверстия 1 иллюминатора, при котором, как показано на фиг. 2 и 3, участок 3 детали 5, окружающий отверстие 7, заглубляют для придания S-образного профиля. Специалисту в данной области техники понятно, что штампованное отверстие иллюминатора может иметь и другую форму.
Штампованные отверстия 3 иллюминатора выполнены в плоском или квазиплоском участке детали 5, но эта деталь может иметь и неплоскую форму, как деталь 5, показанная на фиг. 3, которая соответствует ребру С-образного сечения, в котором перед выполнением штамповки по настоящему изобретению изготавливают фланцы 6.
Деталь 5 покрывают тонкой пластмассовой пленкой (не показана), предотвращающей ее прилипание к оснастке процесса изготовления штампованных отверстий иллюминаторов, и ее помещают, соответственно центруя, на матрицу 11, верхняя поверхность которой представляет форму, которую должна принять деталь в процессе штамповки, в частности, образуя полость 13 нужной формы для штампованного отверстия 1 иллюминатора.
Пуансон 17 и накладную плиту 19 устанавливают на детали 5. Эта накладная плита 19 должна покрывать всю площадь, затронутую движением, которое процесс штамповки вызовет в волокнах композита, за исключением самих участков штампованных отверстий. Таким образом, деталь 5 заключена между матрицей 11 и накладной плитой 19, кроме участка 3.
Пуансон 17 отвечает за придание детали 5 формы матрицы 11 и, в частности, за придание части 3 этой детали формы полости 13. Пуансон 17 изначально должен быть поднят над деталью 5, что достигается путем поддержки его на матрице 11 пружинами 15.
Пуансон 17 может иметь конечную форму штампованного отверстия 1 иллюминатора на той своей стороне, которая прижимается к детали 5 или, как показано на фиг. 4 и 5, содержать дополнительную деталь 21, контактирующую с деталью 5 и выполненную из деформируемого материала так, что она может начинать контакт с деталью в области 23, где начинается штампованное отверстие иллюминатора, и постепенно деформироваться до равномерного приложения давления на участке 3 детали 5 против полости 13 матрицы 11.
После операций, описанных выше, осуществляют процесс штампования отверстия иллюминатора, содержащий следующие этапы.
- Приложение давления Р1 к накладной плите 19 так, чтобы деталь 5 была заключена и зажата между накладной плитой 19 и матрицей 11, что предотвращает образование морщин.
- При использовании материала, предварительно пропитанного высоковязкой смолой, приложение тепла до достижения подходящей температуры для уменьшения вязкости смолы, облегчая проскальзывание волокон между друг другом.
- Приложение давления Р2 к пуансону 17 так, что он движется на часть 5 с такой скоростью, чтобы обеспечить возможность проскальзывания волокон внутри детали по мере формирования геометрии участка 3 до тех пор, пока она не примет полностью форму матрицы, формируя штампованное отверстие 1 иллюминатора.
- Если деталь 5 нагревается и требуется дальнейшее ее перемещение, охлаждение ее до комнатной температуры, чтобы вернуть ей первоначальную консистенцию.
В описанный выше предпочтительный вариант могут вноситься любые модификации, входящие в объем защиты изобретения, определяемый приложенной формулой изобретения.
Claims (4)
1. Способ формирования штампованного отверстия (1) иллюминатора в плоском или квазиплоском участке детали (5), выполненной из предварительно пропитанного композита, отличающийся тем, что содержит следующие этапы:
a) расположение детали (5) между матрицей (11), имеющей окончательную форму нижней стороны штампованной детали, и накладной плитой (19), имеющей окончательную форму верхней стороны штампованной детали, кроме участка (3), который должен быть отштампован, который не покрывают накладной плитой (19), и приложение давления к накладной плите (19) во время всего процесса для предотвращения формирования морщин на той части детали (5), которая должна сохраняться, по существу, плоской;
b) приложение пуансона (17) к участку (3) детали (5), которая должна быть отштампована, со скоростью подачи, обеспечивающей текучесть смолы во время проскальзывания волокон материала так, чтобы этот участок (3) можно было деформировать, придавая ему форму матрицы (11).
a) расположение детали (5) между матрицей (11), имеющей окончательную форму нижней стороны штампованной детали, и накладной плитой (19), имеющей окончательную форму верхней стороны штампованной детали, кроме участка (3), который должен быть отштампован, который не покрывают накладной плитой (19), и приложение давления к накладной плите (19) во время всего процесса для предотвращения формирования морщин на той части детали (5), которая должна сохраняться, по существу, плоской;
b) приложение пуансона (17) к участку (3) детали (5), которая должна быть отштампована, со скоростью подачи, обеспечивающей текучесть смолы во время проскальзывания волокон материала так, чтобы этот участок (3) можно было деформировать, придавая ему форму матрицы (11).
2. Способ по п.1, отличающийся тем, что часть пуансона (17), находящаяся в контакте с деталью (5), имеет окончательную форму штампованного отверстия (1) иллюминатора и не деформируется во время процесса.
3. Способ по п.1, отличающийся тем, что часть пуансона (17), находящаяся в контакте с деталью (5), выполнена деформируемой так, что она может оказывать равномерное давление на участок (3) детали (5), который должен быть отштампован для принятия формы матрицы (11).
4. Способ по п.1, отличающийся тем, что также содержит нагревание детали (5) до температуры, при которой смола облегчает проскальзывание волокон материала и при необходимости окончательный этап охлаждения детали (5).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ESP200403146 | 2004-12-30 | ||
| ES200403146 | 2004-12-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2007128933A RU2007128933A (ru) | 2009-02-10 |
| RU2387542C2 true RU2387542C2 (ru) | 2010-04-27 |
Family
ID=36011981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007128933/12A RU2387542C2 (ru) | 2004-12-30 | 2005-12-26 | Способ изготовления штампованных отверстий иллюминаторов на плоских участках предварительно пропитанных деталей из композита |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US7935290B2 (ru) |
| EP (1) | EP1838518B1 (ru) |
| JP (1) | JP4675384B2 (ru) |
| CN (1) | CN101119840B (ru) |
| AT (1) | ATE462553T1 (ru) |
| BR (1) | BRPI0519460B1 (ru) |
| CA (1) | CA2594206C (ru) |
| DE (1) | DE602005020357D1 (ru) |
| ES (1) | ES2343643T3 (ru) |
| RU (1) | RU2387542C2 (ru) |
| WO (1) | WO2006069989A1 (ru) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007004314B4 (de) * | 2007-01-29 | 2012-02-23 | Airbus Operations Gmbh | Verfahren zur Herstellung eines Faserverbundbauteils mit wenigstens einem durchsetzten Bereich für ein Luft- oder Raumfahrzeug |
| FR2960470B1 (fr) * | 2010-05-31 | 2014-04-25 | Airbus Operations Sas | Procede de fabrication d'un raidisseur en materiau composite avec une section en omega |
| DE102010039955A1 (de) * | 2010-08-30 | 2012-03-01 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Fertigungsanlage zur Herstellung von Faserverbundmaterial-Bauteilen |
| DE102011007235A1 (de) * | 2011-04-12 | 2012-10-18 | Airbus Operations Gmbh | Verfahren und Vorrichtung zur Herstellung eines Faserverbundbauteils und Faserverbundbauteil |
| FR2980733B1 (fr) | 2011-10-03 | 2014-06-20 | Daher Aerospace | Procede pour la realisation d'un trou a bord tombe dans un panneau composite et panneau obtenu par un tel procede |
| FR3023504B1 (fr) * | 2014-07-08 | 2017-01-13 | Airbus Operations Sas | Outillage pour la realisation d'une piece en materiau composite, procede de realisation d'une piece en materiau composite utilisant ledit outillage et piece en materiau composite ainsi obtenue |
| CN108262990A (zh) * | 2017-01-04 | 2018-07-10 | 巧新科技工业股份有限公司 | 汽车装饰件及其制程 |
| NL2024776B1 (en) * | 2020-01-28 | 2021-09-09 | Dutch Thermoplastic Components B V | Thermoplastic composite having one or more inner openings |
| US20240100793A1 (en) * | 2022-09-28 | 2024-03-28 | The Boeing Company | Countersinks in thin gauge thermoplastic skins |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1872482A (en) * | 1930-04-17 | 1932-08-16 | Bull Dog Electric Products Com | Process of bending laminated sheets |
| US3616012A (en) * | 1967-02-20 | 1971-10-26 | Salvarani Soc In Nome Colletti | Plastic laminates bending method |
| US3973651A (en) * | 1972-03-15 | 1976-08-10 | Humphrey Thompson Enterprises Limited | Vehicle chock |
| JPS5342786B2 (ru) * | 1972-12-12 | 1978-11-14 | ||
| JPS50132070A (ru) * | 1974-04-08 | 1975-10-18 | ||
| NL8702487A (nl) * | 1987-10-19 | 1989-05-16 | Dsm Resins Bv | Werkwijze voor de vervaardiging van persprodukten. |
| JPH0433728A (ja) * | 1990-05-25 | 1992-02-05 | Toshiba Corp | バーリング加工方法 |
| JP3126393B2 (ja) * | 1990-12-21 | 2001-01-22 | 富士重工業株式会社 | 複合材の成形装置 |
| US5714179A (en) * | 1995-10-30 | 1998-02-03 | The Boeing Company | Rigid tooling with compliant forming surface for forming parts from composite materials |
| US5882462A (en) * | 1996-02-02 | 1999-03-16 | Dow-United Technologies Composite Products | Method for fabricating a corrugated composite channel |
| US5746553A (en) * | 1996-04-08 | 1998-05-05 | The Boeing Company | Dual purpose lay-up tool |
| JP3698517B2 (ja) * | 1997-04-25 | 2005-09-21 | 富士重工業株式会社 | 複合材の成形装置 |
| US6814916B2 (en) * | 2002-08-30 | 2004-11-09 | The Boeing Company | Forming method for composites |
-
2005
- 2005-12-26 CA CA2594206A patent/CA2594206C/en not_active Expired - Fee Related
- 2005-12-26 ES ES05825181T patent/ES2343643T3/es active Active
- 2005-12-26 US US11/794,221 patent/US7935290B2/en not_active Expired - Fee Related
- 2005-12-26 CN CN2005800453903A patent/CN101119840B/zh not_active Expired - Fee Related
- 2005-12-26 WO PCT/EP2005/057171 patent/WO2006069989A1/en active Application Filing
- 2005-12-26 AT AT05825181T patent/ATE462553T1/de not_active IP Right Cessation
- 2005-12-26 BR BRPI0519460A patent/BRPI0519460B1/pt not_active IP Right Cessation
- 2005-12-26 DE DE602005020357T patent/DE602005020357D1/de active Active
- 2005-12-26 RU RU2007128933/12A patent/RU2387542C2/ru not_active IP Right Cessation
- 2005-12-26 EP EP05825181A patent/EP1838518B1/en not_active Not-in-force
- 2005-12-26 JP JP2007548815A patent/JP4675384B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN101119840B (zh) | 2011-07-27 |
| ATE462553T1 (de) | 2010-04-15 |
| EP1838518B1 (en) | 2010-03-31 |
| DE602005020357D1 (de) | 2010-05-12 |
| US7935290B2 (en) | 2011-05-03 |
| JP4675384B2 (ja) | 2011-04-20 |
| US20090020217A1 (en) | 2009-01-22 |
| RU2007128933A (ru) | 2009-02-10 |
| CN101119840A (zh) | 2008-02-06 |
| ES2343643T3 (es) | 2010-08-05 |
| EP1838518A1 (en) | 2007-10-03 |
| WO2006069989A1 (en) | 2006-07-06 |
| JP2008531322A (ja) | 2008-08-14 |
| CA2594206A1 (en) | 2006-07-06 |
| CA2594206C (en) | 2013-09-17 |
| BRPI0519460A2 (pt) | 2009-01-27 |
| BRPI0519460B1 (pt) | 2016-01-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2387542C2 (ru) | Способ изготовления штампованных отверстий иллюминаторов на плоских участках предварительно пропитанных деталей из композита | |
| US20110186209A1 (en) | Complex geometries made of composite material and forming process for same | |
| JPH10296737A (ja) | 複合材の成形装置 | |
| JP6667208B2 (ja) | プレス成形装置及びプレス成形方法 | |
| US20080053599A1 (en) | Method for continuously preforming composite material in uncured state | |
| JP6538311B2 (ja) | 連続圧縮成形用ツーリングダイの、ずらして配置された斜面 | |
| RU2616939C2 (ru) | Пластическое формоизменение профилированного конструкционного элемента из полуфабриката композитного пластика | |
| US20220410503A1 (en) | Method and device for producing a component from a fiber composite material | |
| JP2020104411A (ja) | 熱プレス装置および金属樹脂複合体の成形方法 | |
| EP2186627A2 (en) | Method for continuously forming composite material shape member having varied cross-sectional shape | |
| RU2399491C2 (ru) | Способ изготовления панели с ребрами жесткости из полимерных композиционных материалов | |
| KR100571972B1 (ko) | 목재합성물로부터 성형도어스킨제조방법, 이로부터 제조된 도어스킨, 그리고 이를 갖도록 제조된 도어 | |
| KR20190045926A (ko) | 3차원 프리폼의 제조를 위한 방법 및 드레이핑 장치 | |
| KR20010006962A (ko) | 열가소성 물품을 몰딩하기 위한 장치 | |
| JPH09131788A (ja) | ハニカムパネルの加工方法 | |
| US8985995B2 (en) | Process for manufacturing a stiffener of composite material | |
| EP0938963B1 (en) | Method of forming a cassette from a metal-thermoplastic-metal laminate | |
| EP2349691A1 (en) | Hot drape forming by means of a stiffness controlled vacuum bag | |
| US20200039865A1 (en) | Thermal bending device and glass thermal bending molding method | |
| EP4096906B1 (en) | Thermoplastic composite having one or more inner openings and method for moulding said composite | |
| JP6667922B1 (ja) | 中空熱可塑性樹脂製品の製造方法 | |
| JP2807824B2 (ja) | 成形方法及び成形装置 | |
| JP2021130226A (ja) | 成形品の製造方法 | |
| JP2022188995A (ja) | 金属樹脂複合体を製造するための金型、装置、および方法 | |
| JPS62164513A (ja) | 定着シ−トの製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20201227 |