RU2357862C2 - Покрытая путем соэкструзии плита с перегородками без эффекта треугольника - Google Patents
Покрытая путем соэкструзии плита с перегородками без эффекта треугольника Download PDFInfo
- Publication number
- RU2357862C2 RU2357862C2 RU2005139124A RU2005139124A RU2357862C2 RU 2357862 C2 RU2357862 C2 RU 2357862C2 RU 2005139124 A RU2005139124 A RU 2005139124A RU 2005139124 A RU2005139124 A RU 2005139124A RU 2357862 C2 RU2357862 C2 RU 2357862C2
- Authority
- RU
- Russia
- Prior art keywords
- partitions
- plate
- layer
- coextruded
- extrusion
- Prior art date
Links
- 238000005192 partition Methods 0.000 title claims abstract description 74
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000001125 extrusion Methods 0.000 title claims abstract description 21
- 230000000694 effects Effects 0.000 title abstract description 12
- 238000000576 coating method Methods 0.000 claims abstract description 41
- 239000000463 material Substances 0.000 claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 claims abstract description 24
- 239000011248 coating agent Substances 0.000 claims abstract description 21
- 229920000515 polycarbonate Polymers 0.000 claims description 36
- 239000004417 polycarbonate Substances 0.000 claims description 34
- 229920001169 thermoplastic Polymers 0.000 claims description 10
- 239000004416 thermosoftening plastic Substances 0.000 claims description 8
- 230000005855 radiation Effects 0.000 claims description 5
- 229920006352 transparent thermoplastic Polymers 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 abstract description 20
- 230000008569 process Effects 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract description 2
- 238000010079 rubber tapping Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 33
- 239000000203 mixture Substances 0.000 description 20
- -1 1,1,3,3-tetramethylbutyl Chemical group 0.000 description 19
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 19
- 229920000642 polymer Polymers 0.000 description 17
- 125000004432 carbon atom Chemical group C* 0.000 description 16
- 239000006096 absorbing agent Substances 0.000 description 15
- 150000002148 esters Chemical class 0.000 description 15
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 14
- 229910052739 hydrogen Inorganic materials 0.000 description 14
- 239000001257 hydrogen Substances 0.000 description 14
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 12
- 239000000654 additive Substances 0.000 description 11
- 125000000217 alkyl group Chemical group 0.000 description 11
- 150000002431 hydrogen Chemical class 0.000 description 10
- 229920000728 polyester Polymers 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 9
- 238000003786 synthesis reaction Methods 0.000 description 9
- 150000001298 alcohols Chemical class 0.000 description 8
- 229940106691 bisphenol a Drugs 0.000 description 8
- MVPPADPHJFYWMZ-UHFFFAOYSA-N chlorobenzene Chemical compound ClC1=CC=CC=C1 MVPPADPHJFYWMZ-UHFFFAOYSA-N 0.000 description 8
- 239000000155 melt Substances 0.000 description 8
- 239000012778 molding material Substances 0.000 description 8
- 239000003381 stabilizer Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 7
- 229930185605 Bisphenol Natural products 0.000 description 6
- 239000002216 antistatic agent Substances 0.000 description 6
- 229910052736 halogen Inorganic materials 0.000 description 6
- 150000002367 halogens Chemical class 0.000 description 6
- 239000002966 varnish Substances 0.000 description 6
- 239000002585 base Substances 0.000 description 5
- 150000001565 benzotriazoles Chemical class 0.000 description 5
- 239000006085 branching agent Substances 0.000 description 5
- 235000011187 glycerol Nutrition 0.000 description 5
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 5
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 125000001931 aliphatic group Chemical group 0.000 description 4
- 125000003118 aryl group Chemical group 0.000 description 4
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 4
- 238000007872 degassing Methods 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000005809 transesterification reaction Methods 0.000 description 4
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 3
- CVSXFBFIOUYODT-UHFFFAOYSA-N 178671-58-4 Chemical compound C=1C=CC=CC=1C(C=1C=CC=CC=1)=C(C#N)C(=O)OCC(COC(=O)C(C#N)=C(C=1C=CC=CC=1)C=1C=CC=CC=1)(COC(=O)C(C#N)=C(C=1C=CC=CC=1)C=1C=CC=CC=1)COC(=O)C(C#N)=C(C=1C=CC=CC=1)C1=CC=CC=C1 CVSXFBFIOUYODT-UHFFFAOYSA-N 0.000 description 3
- LEVFXWNQQSSNAC-UHFFFAOYSA-N 2-(4,6-diphenyl-1,3,5-triazin-2-yl)-5-hexoxyphenol Chemical compound OC1=CC(OCCCCCC)=CC=C1C1=NC(C=2C=CC=CC=2)=NC(C=2C=CC=CC=2)=N1 LEVFXWNQQSSNAC-UHFFFAOYSA-N 0.000 description 3
- ZEKCYPANSOJWDH-UHFFFAOYSA-N 3,3-bis(4-hydroxy-3-methylphenyl)-1H-indol-2-one Chemical compound C1=C(O)C(C)=CC(C2(C3=CC=CC=C3NC2=O)C=2C=C(C)C(O)=CC=2)=C1 ZEKCYPANSOJWDH-UHFFFAOYSA-N 0.000 description 3
- UMPGNGRIGSEMTC-UHFFFAOYSA-N 4-[1-(4-hydroxyphenyl)-3,3,5-trimethylcyclohexyl]phenol Chemical compound C1C(C)CC(C)(C)CC1(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 UMPGNGRIGSEMTC-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- FQUNFJULCYSSOP-UHFFFAOYSA-N bisoctrizole Chemical compound N1=C2C=CC=CC2=NN1C1=CC(C(C)(C)CC(C)(C)C)=CC(CC=2C(=C(C=C(C=2)C(C)(C)CC(C)(C)C)N2N=C3C=CC=CC3=N2)O)=C1O FQUNFJULCYSSOP-UHFFFAOYSA-N 0.000 description 3
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- IPCSVZSSVZVIGE-UHFFFAOYSA-N palmitic acid group Chemical group C(CCCCCCCCCCCCCCC)(=O)O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 3
- 239000011253 protective coating Substances 0.000 description 3
- UIAFKZKHHVMJGS-UHFFFAOYSA-N 2,4-dihydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1O UIAFKZKHHVMJGS-UHFFFAOYSA-N 0.000 description 2
- CJWNFAKWHDOUKL-UHFFFAOYSA-N 2-(2-phenylpropan-2-yl)phenol Chemical compound C=1C=CC=C(O)C=1C(C)(C)C1=CC=CC=C1 CJWNFAKWHDOUKL-UHFFFAOYSA-N 0.000 description 2
- KIHBGTRZFAVZRV-UHFFFAOYSA-N 2-hydroxyoctadecanoic acid Chemical class CCCCCCCCCCCCCCCCC(O)C(O)=O KIHBGTRZFAVZRV-UHFFFAOYSA-N 0.000 description 2
- BRPSWMCDEYMRPE-UHFFFAOYSA-N 4-[1,1-bis(4-hydroxyphenyl)ethyl]phenol Chemical compound C=1C=C(O)C=CC=1C(C=1C=CC(O)=CC=1)(C)C1=CC=C(O)C=C1 BRPSWMCDEYMRPE-UHFFFAOYSA-N 0.000 description 2
- PVFQHGDIOXNKIC-UHFFFAOYSA-N 4-[2-[3-[2-(4-hydroxyphenyl)propan-2-yl]phenyl]propan-2-yl]phenol Chemical compound C=1C=CC(C(C)(C)C=2C=CC(O)=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 PVFQHGDIOXNKIC-UHFFFAOYSA-N 0.000 description 2
- QHPQWRBYOIRBIT-UHFFFAOYSA-N 4-tert-butylphenol Chemical compound CC(C)(C)C1=CC=C(O)C=C1 QHPQWRBYOIRBIT-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- 239000004425 Makrolon Substances 0.000 description 2
- 235000021314 Palmitic acid Nutrition 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 235000021355 Stearic acid Nutrition 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 150000001335 aliphatic alkanes Chemical class 0.000 description 2
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 2
- QMKYBPDZANOJGF-UHFFFAOYSA-N benzene-1,3,5-tricarboxylic acid Chemical compound OC(=O)C1=CC(C(O)=O)=CC(C(O)=O)=C1 QMKYBPDZANOJGF-UHFFFAOYSA-N 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000012792 core layer Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 125000000753 cycloalkyl group Chemical group 0.000 description 2
- UKMSUNONTOPOIO-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O UKMSUNONTOPOIO-UHFFFAOYSA-N 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- BXWNKGSJHAJOGX-UHFFFAOYSA-N hexadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCO BXWNKGSJHAJOGX-UHFFFAOYSA-N 0.000 description 2
- 239000001023 inorganic pigment Substances 0.000 description 2
- 239000002346 layers by function Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 150000002943 palmitic acids Chemical class 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 2
- SCYULBFZEHDVBN-UHFFFAOYSA-N 1,1-Dichloroethane Chemical class CC(Cl)Cl SCYULBFZEHDVBN-UHFFFAOYSA-N 0.000 description 1
- ULQISTXYYBZJSJ-UHFFFAOYSA-N 12-hydroxyoctadecanoic acid Chemical compound CCCCCCC(O)CCCCCCCCCCC(O)=O ULQISTXYYBZJSJ-UHFFFAOYSA-N 0.000 description 1
- YIYBRXKMQFDHSM-UHFFFAOYSA-N 2,2'-Dihydroxybenzophenone Chemical class OC1=CC=CC=C1C(=O)C1=CC=CC=C1O YIYBRXKMQFDHSM-UHFFFAOYSA-N 0.000 description 1
- VPVTXVHUJHGOCM-UHFFFAOYSA-N 2,4-bis[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound C=1C=C(O)C(C(C)(C)C=2C=CC(O)=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 VPVTXVHUJHGOCM-UHFFFAOYSA-N 0.000 description 1
- MAQOZOILPAMFSW-UHFFFAOYSA-N 2,6-bis[(2-hydroxy-5-methylphenyl)methyl]-4-methylphenol Chemical compound CC1=CC=C(O)C(CC=2C(=C(CC=3C(=CC=C(C)C=3)O)C=C(C)C=2)O)=C1 MAQOZOILPAMFSW-UHFFFAOYSA-N 0.000 description 1
- QUWAJPZDCZDTJS-UHFFFAOYSA-N 2-(2-hydroxyphenyl)sulfonylphenol Chemical class OC1=CC=CC=C1S(=O)(=O)C1=CC=CC=C1O QUWAJPZDCZDTJS-UHFFFAOYSA-N 0.000 description 1
- OLFNXLXEGXRUOI-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4,6-bis(2-phenylpropan-2-yl)phenol Chemical compound C=1C(N2N=C3C=CC=CC3=N2)=C(O)C(C(C)(C)C=2C=CC=CC=2)=CC=1C(C)(C)C1=CC=CC=C1 OLFNXLXEGXRUOI-UHFFFAOYSA-N 0.000 description 1
- IYAZLDLPUNDVAG-UHFFFAOYSA-N 2-(benzotriazol-2-yl)-4-(2,4,4-trimethylpentan-2-yl)phenol Chemical compound CC(C)(C)CC(C)(C)C1=CC=C(O)C(N2N=C3C=CC=CC3=N2)=C1 IYAZLDLPUNDVAG-UHFFFAOYSA-N 0.000 description 1
- ZSSVCEUEVMALRD-UHFFFAOYSA-N 2-[4,6-bis(2,4-dimethylphenyl)-1,3,5-triazin-2-yl]-5-(octyloxy)phenol Chemical compound OC1=CC(OCCCCCCCC)=CC=C1C1=NC(C=2C(=CC(C)=CC=2)C)=NC(C=2C(=CC(C)=CC=2)C)=N1 ZSSVCEUEVMALRD-UHFFFAOYSA-N 0.000 description 1
- VADKRMSMGWJZCF-UHFFFAOYSA-N 2-bromophenol Chemical compound OC1=CC=CC=C1Br VADKRMSMGWJZCF-UHFFFAOYSA-N 0.000 description 1
- ISPYQTSUDJAMAB-UHFFFAOYSA-N 2-chlorophenol Chemical compound OC1=CC=CC=C1Cl ISPYQTSUDJAMAB-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- XGLSKFBRXABDSV-UHFFFAOYSA-N 3-[4-(3-hydroxy-3-phenylpropyl)phenyl]-1-phenylpropan-1-ol Chemical class C=1C=CC=CC=1C(O)CCC(C=C1)=CC=C1CCC(O)C1=CC=CC=C1 XGLSKFBRXABDSV-UHFFFAOYSA-N 0.000 description 1
- NEQFBGHQPUXOFH-UHFFFAOYSA-N 4-(4-carboxyphenyl)benzoic acid Chemical compound C1=CC(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C=C1 NEQFBGHQPUXOFH-UHFFFAOYSA-N 0.000 description 1
- XJGTVJRTDRARGO-UHFFFAOYSA-N 4-[2-(4-hydroxyphenyl)propan-2-yl]benzene-1,3-diol Chemical compound C=1C=C(O)C=C(O)C=1C(C)(C)C1=CC=C(O)C=C1 XJGTVJRTDRARGO-UHFFFAOYSA-N 0.000 description 1
- PREWTCFQARLUPB-UHFFFAOYSA-N 4-[2-[3,5-bis[2-(4-hydroxyphenyl)propan-2-yl]phenyl]propan-2-yl]phenol Chemical compound C=1C(C(C)(C)C=2C=CC(O)=CC=2)=CC(C(C)(C)C=2C=CC(O)=CC=2)=CC=1C(C)(C)C1=CC=C(O)C=C1 PREWTCFQARLUPB-UHFFFAOYSA-N 0.000 description 1
- RQTDWDATSAVLOR-UHFFFAOYSA-N 4-[3,5-bis(4-hydroxyphenyl)phenyl]phenol Chemical compound C1=CC(O)=CC=C1C1=CC(C=2C=CC(O)=CC=2)=CC(C=2C=CC(O)=CC=2)=C1 RQTDWDATSAVLOR-UHFFFAOYSA-N 0.000 description 1
- CIEGINNQDIULCT-UHFFFAOYSA-N 4-[4,6-bis(4-hydroxyphenyl)-4,6-dimethylheptan-2-yl]phenol Chemical compound C=1C=C(O)C=CC=1C(C)CC(C)(C=1C=CC(O)=CC=1)CC(C)(C)C1=CC=C(O)C=C1 CIEGINNQDIULCT-UHFFFAOYSA-N 0.000 description 1
- IQNDEQHJTOJHAK-UHFFFAOYSA-N 4-[4-[2-[4,4-bis(4-hydroxyphenyl)cyclohexyl]propan-2-yl]-1-(4-hydroxyphenyl)cyclohexyl]phenol Chemical compound C1CC(C=2C=CC(O)=CC=2)(C=2C=CC(O)=CC=2)CCC1C(C)(C)C(CC1)CCC1(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 IQNDEQHJTOJHAK-UHFFFAOYSA-N 0.000 description 1
- BOCLKUCIZOXUEY-UHFFFAOYSA-N 4-[tris(4-hydroxyphenyl)methyl]phenol Chemical compound C1=CC(O)=CC=C1C(C=1C=CC(O)=CC=1)(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 BOCLKUCIZOXUEY-UHFFFAOYSA-N 0.000 description 1
- HJSPWKGEPDZNLK-UHFFFAOYSA-N 4-benzylphenol Chemical compound C1=CC(O)=CC=C1CC1=CC=CC=C1 HJSPWKGEPDZNLK-UHFFFAOYSA-N 0.000 description 1
- 125000004203 4-hydroxyphenyl group Chemical group [H]OC1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 235000021357 Behenic acid Nutrition 0.000 description 1
- GIXXQTYGFOHYPT-UHFFFAOYSA-N Bisphenol P Chemical compound C=1C=C(C(C)(C)C=2C=CC(O)=CC=2)C=CC=1C(C)(C)C1=CC=C(O)C=C1 GIXXQTYGFOHYPT-UHFFFAOYSA-N 0.000 description 1
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 1
- 229920001651 Cyanoacrylate Polymers 0.000 description 1
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 1
- UNXHWFMMPAWVPI-QWWZWVQMSA-N D-Threitol Natural products OC[C@@H](O)[C@H](O)CO UNXHWFMMPAWVPI-QWWZWVQMSA-N 0.000 description 1
- HEBKCHPVOIAQTA-QWWZWVQMSA-N D-arabinitol Chemical compound OC[C@@H](O)C(O)[C@H](O)CO HEBKCHPVOIAQTA-QWWZWVQMSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- UNXHWFMMPAWVPI-UHFFFAOYSA-N Erythritol Natural products OCC(O)C(O)CO UNXHWFMMPAWVPI-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- HTLZVHNRZJPSMI-UHFFFAOYSA-N N-ethylpiperidine Chemical compound CCN1CCCCC1 HTLZVHNRZJPSMI-UHFFFAOYSA-N 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- YGYAWVDWMABLBF-UHFFFAOYSA-N Phosgene Chemical compound ClC(Cl)=O YGYAWVDWMABLBF-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- 230000006750 UV protection Effects 0.000 description 1
- TVXBFESIOXBWNM-UHFFFAOYSA-N Xylitol Natural products OCCC(O)C(O)C(O)CCO TVXBFESIOXBWNM-UHFFFAOYSA-N 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000002877 alkyl aryl group Chemical group 0.000 description 1
- 150000008051 alkyl sulfates Chemical class 0.000 description 1
- 229940045714 alkyl sulfonate alkylating agent Drugs 0.000 description 1
- 150000008052 alkyl sulfonates Chemical class 0.000 description 1
- 150000001449 anionic compounds Chemical class 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 125000003710 aryl alkyl group Chemical group 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- KCXMKQUNVWSEMD-UHFFFAOYSA-N benzyl chloride Chemical compound ClCC1=CC=CC=C1 KCXMKQUNVWSEMD-UHFFFAOYSA-N 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 229940114055 beta-resorcylic acid Drugs 0.000 description 1
- VCCBEIPGXKNHFW-UHFFFAOYSA-N biphenyl-4,4'-diol Chemical group C1=CC(O)=CC=C1C1=CC=C(O)C=C1 VCCBEIPGXKNHFW-UHFFFAOYSA-N 0.000 description 1
- 125000005587 carbonate group Chemical group 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 150000001767 cationic compounds Chemical class 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 229960000541 cetyl alcohol Drugs 0.000 description 1
- 229960001701 chloroform Drugs 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- MGNCLNQXLYJVJD-UHFFFAOYSA-N cyanuric chloride Chemical compound ClC1=NC(Cl)=NC(Cl)=N1 MGNCLNQXLYJVJD-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 150000005690 diesters Chemical class 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- UNXHWFMMPAWVPI-ZXZARUISSA-N erythritol Chemical compound OC[C@H](O)[C@H](O)CO UNXHWFMMPAWVPI-ZXZARUISSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- OTTZHAVKAVGASB-UHFFFAOYSA-N hept-2-ene Chemical compound CCCCC=CC OTTZHAVKAVGASB-UHFFFAOYSA-N 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000004435 hydrogen atom Chemical group [H]* 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 125000004464 hydroxyphenyl group Chemical group 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 150000008040 ionic compounds Chemical class 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 150000002763 monocarboxylic acids Chemical class 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- SNMVRZFUUCLYTO-UHFFFAOYSA-N n-propyl chloride Chemical compound CCCCl SNMVRZFUUCLYTO-UHFFFAOYSA-N 0.000 description 1
- OLAPPGSPBNVTRF-UHFFFAOYSA-N naphthalene-1,4,5,8-tetracarboxylic acid Chemical compound C1=CC(C(O)=O)=C2C(C(=O)O)=CC=C(C(O)=O)C2=C1C(O)=O OLAPPGSPBNVTRF-UHFFFAOYSA-N 0.000 description 1
- UTOPWMOLSKOLTQ-UHFFFAOYSA-N octacosanoic acid Chemical class CCCCCCCCCCCCCCCCCCCCCCCCCCCC(O)=O UTOPWMOLSKOLTQ-UHFFFAOYSA-N 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000000546 pharmaceutical excipient Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 description 1
- QCDYQQDYXPDABM-UHFFFAOYSA-N phloroglucinol Chemical compound OC1=CC(O)=CC(O)=C1 QCDYQQDYXPDABM-UHFFFAOYSA-N 0.000 description 1
- 229960001553 phloroglucinol Drugs 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003003 phosphines Chemical class 0.000 description 1
- AQSJGOWTSHOLKH-UHFFFAOYSA-N phosphite(3-) Chemical class [O-]P([O-])[O-] AQSJGOWTSHOLKH-UHFFFAOYSA-N 0.000 description 1
- XYFCBTPGUUZFHI-UHFFFAOYSA-O phosphonium Chemical compound [PH4+] XYFCBTPGUUZFHI-UHFFFAOYSA-O 0.000 description 1
- OJMIONKXNSYLSR-UHFFFAOYSA-N phosphorous acid Chemical compound OP(O)O OJMIONKXNSYLSR-UHFFFAOYSA-N 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 125000001453 quaternary ammonium group Chemical group 0.000 description 1
- 239000011541 reaction mixture Substances 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000003678 scratch resistant effect Effects 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000600 sorbitol Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 239000003017 thermal stabilizer Substances 0.000 description 1
- 238000009757 thermoplastic moulding Methods 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- IMFACGCPASFAPR-UHFFFAOYSA-N tributylamine Chemical compound CCCCN(CCCC)CCCC IMFACGCPASFAPR-UHFFFAOYSA-N 0.000 description 1
- 150000005691 triesters Chemical class 0.000 description 1
- HVLLSGMXQDNUAL-UHFFFAOYSA-N triphenyl phosphite Chemical class C=1C=CC=CC=1OP(OC=1C=CC=CC=1)OC1=CC=CC=C1 HVLLSGMXQDNUAL-UHFFFAOYSA-N 0.000 description 1
- WGKLOLBTFWFKOD-UHFFFAOYSA-N tris(2-nonylphenyl) phosphite Chemical compound CCCCCCCCCC1=CC=CC=C1OP(OC=1C(=CC=CC=1)CCCCCCCCC)OC1=CC=CC=C1CCCCCCCCC WGKLOLBTFWFKOD-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 150000003738 xylenes Chemical class 0.000 description 1
- 239000000811 xylitol Substances 0.000 description 1
- HEBKCHPVOIAQTA-SCDXWVJYSA-N xylitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)CO HEBKCHPVOIAQTA-SCDXWVJYSA-N 0.000 description 1
- 235000010447 xylitol Nutrition 0.000 description 1
- 229960002675 xylitol Drugs 0.000 description 1
- 238000004383 yellowing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/695—Flow dividers, e.g. breaker plates
- B29C48/70—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows
- B29C48/705—Flow dividers, e.g. breaker plates comprising means for dividing, distributing and recombining melt flows in the die zone, e.g. to create flow homogeneity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0017—Combinations of extrusion moulding with other shaping operations combined with blow-moulding or thermoforming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0032—Pigments, colouring agents or opacifiyng agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0044—Stabilisers, e.g. against oxydation, light or heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0047—Agents changing thermal characteristics
- B29K2105/005—Heat sensitisers or absorbers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0025—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0029—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/60—Multitubular or multicompartmented articles, e.g. honeycomb
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24562—Interlaminar spaces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
Abstract
Изобретение относится к способу изготовления бесклиновых, покрытых путем соэкструзии плит с перегородками и к изделиям, содержащим многослойную плиту с перегородками. Способ изготовления многослойной плиты с перегородками включает основной слой и, по меньшей мере, один соэкструдированный слой путем соэкструзии, при этом от потока материала, образующего основной слой, ответвляют отдельный поток, который направляется прямо в форму для перегородки и образует перегородки. Ответвление отдельного потока осуществляют через экструзионную головку для изготовления плиты с перегородками, имеющую одно отверстие. Отверстие предназначено для прямой подачи части материала, образующего основной слой, в форму для перегородки. Покрытая путем соэкструзии многослойная плита с перегородками обладает однородным соэкструдированным покрытием. Изобретение позволяет избежать клинообразования, т.е. эффекта треугольника. Таким образом, способ пригоден для изготовления плит с перегородками, снабженных как односторонним, так и двухсторонним покрытием. 3 н. и 5 з.п. ф-лы, 5 ил.
Description
Настоящее изобретение относится к способу изготовления бесклиновых, покрытых путем соэкструзии плит с перегородками, специальным экструзионным головкам для изготовления таких плит и их применению для изготовления таких плит, а также к многослойным соэкструдированным плитам с перегородками без эффекта треугольника, включающим, по меньшей мере, один слой, содержащий термопласт, и, по меньшей мере, одно покрытие, и к другим изделиям, которые содержат такую плиту с перегородками.
Нередко одну или обе наружные стороны плит с перегородками соответственно снабжают соэкструдированным покрытием, которое может выполнять различные функции: например, речь может идти об УФ-защитном слое, предохраняющем плиту от воздействия ультрафиолетового излучения (в частности, от пожелтения), а также о слоях, выполняющих другие функции, например отражение инфракрасного излучения.
Ниже обобщается уровень техники в области подобных плит с перегородками.
Из европейской заявки на патент ЕР-А 0110221 известны плиты, состоящие из двух слоев поликарбоната, причем один слой содержит, по меньшей мере, 3 мас.% УФ-абсорбера. Согласно данной заявке такие плиты могут быть изготовлены путем соэкструзии.
Из европейской заявки на патент ЕР-А 0320632 известны формованные изделия, состоящие из двух слоев термопластичного полимера, предпочтительно поликарбоната, причем один слой содержит в качестве УФ-абсорберов особые замещенные бензотриазолы. В заявке сообщается также об изготовлении указанных формованных изделий путем соэкструзии.
Из европейской заявки на патент ЕР-А 0247480 известны многослойные плиты, которые, кроме слоя из термопластичного полимера, имеют слой из разветвленного поликарбоната, причем слой из поликарбоната содержит в качестве УФ-абсорберов особые замещенные бензотриазолы. Кроме того, из этой заявки известно об изготовлении указанных плит путем соэкструзии.
Из европейской заявки на патент ЕР-А 0500496 известны полимерные композиции, стабилизированные относительно воздействия УФ-излучения особыми триазинами, а также применение таких композиций в качестве наружного слоя многослойных систем. В качестве полимеров упоминаются поликарбонат, сложные полиэфиры, полиамиды, полиацетали, полифениленоксид и полифениленсульфид.
Однако любым, известным из уровня техники, снабженным покрытием плитам с перегородками присуща проблема, обусловленная так называемым эффектом треугольника, которая состоит в том, что при соэкструзии возникают клинья, состоящие из материала соэкструдируемого слоя, которые обусловливают определенную неровность поверхности плит.
Подобное клинообразование схематически показано на разрезе плиты с перегородками (фиг.1). Стрелками обозначено направление течения полимерного расплава в форме (1), предназначенной для формирования перегородки плиты, приводящее к возникновению клина (2) соэкструдируемого слоя.
Исходя из уровня техники, в основу настоящего изобретения была положена задача предложить плиту с перегородками, при необходимости снабженную несколькими наносимыми путем соэкструзии покрытиями, которая не обладает присущим уровню техники эффектом треугольника.
В случае плит с односторонним покрытием указанную задачу можно было бы решить путем изменения подачи соэкструдируемого материала, а именно путем более интенсивной подачи материала с непокрываемой стороны плиты, благодаря чему можно было бы избежать образования клина с покрываемой стороны плиты.
На разрезе плиты с перегородками схематически показано (фиг.2), каким образом можно было бы реализовать подобный способ.
Вследствие усиления потока полимерного расплава в направлении от нижней непокрываемой стороны (3) плиты с перегородками происходит перераспределение потока в направлении покрываемой стороны, благодаря чему образуется соответствующий соэкструдированный слой (4) без клина.
Однако указанный способ не пригоден для изготовления плит с двухсторонним покрытием. В этом случае более интенсивная подача расплава в направлении от нижней стороны плиты сопровождалась бы усилением клинообразования с этой стороны плиты, то есть выигрыш, полученный на одной стороне плиты, обернулся бы ущербом для другой ее стороны.
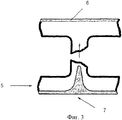
На представленном на фиг.3 разрезе плиты с перегородками схематически показан результат, который был бы получен при обозначенной позицией (5) подаче полимерного расплава: на верхнем соэкструдированном покрытии (6) клин отсутствует, в то время как на нижнем соэкструдированном покрытии (7) образуется большой клин.
Неожиданно было обнаружено, что можно практически полностью избежать клинообразования, соответственно эффекта треугольника с любой из сторон плиты, если модифицировать потоки экструдируемого материала таким образом, чтобы от потока, обычно огибающего гребень экструзионной головки, ответвлялся отдельный поток, направляемый прямо в среднюю часть формы, предназначенной для формирования перегородки плиты. Гребень экструзионной головки обычно делит материальный поток на верхний и нижний ручьи, которые сливаются в формах для перегородки, образуя соответствующую перегородку. Однако такое слияние верхнего и нижнего ручьев приводит к возникновению характерной «воронки слива», которая заполняется стекающим с соэкструдируемой стороны материалом, используемым в качестве соэкструдата. Вследствие этого образуется показанный на фиг.1 клин. Благодаря тому что согласно изобретению часть материала поступает непосредственно в формы для перегородки (8), материальный поток, соответствующий верхнему и нижнему ручьям, уменьшается или даже вовсе прекращается (смотри фиг.4), и вероятность образования «воронки слива», а следовательно, клина (эффекта треугольника) сводится к минимуму, предпочтительно даже полностью устраняется. Таким образом, предлагаемый в изобретении способ пригоден для изготовления плит с перегородками, снабженных как односторонним, так и двухсторонним покрытием.
На разрезе плиты с перегородками (фиг.4) схематически показано осуществление предлагаемого в изобретении способа.
Благодаря дополнительной подаче полимерного расплава (8), например, через отверстие в форме для перегородки оба соэкструдированных покрытия (9) и (10) не имеют клиньев.
Полной неожиданностью явилось то обстоятельство, что существовавшую столь долгое время проблему удалось решить благодаря реализации столь простого мероприятия.
Таким образом, предметом настоящего изобретения является специальный способ изготовления покрытий плит с перегородками путем соэкструзии, а также получаемые этим способом плиты, характеризующиеся отсутствием клиньев, соответственно эффекта треугольника. Подобные плиты обладают особенно ровной поверхностью и однородными, то есть не имеющими клиньев соэкструдированными покрытиями. В предпочтительном варианте осуществления изобретения плита с перегородками обладает двухсторонним покрытием.
Таким образом, другим предметом настоящего изобретения является специальная экструзионная головка, с помощью которой осуществляют предлагаемый в изобретении способ.
Кроме обычных отверстий, прорезей и форм, необходимых для достижения тех или иных целей, гребень экструзионной головки дополнительно имеет отверстия, через которые часть направляемого в экструзионную головку материала поступает прямо в форму для перегородки. При этом в одном из предпочтительных вариантов осуществления изобретения материал направляется прямо в форму для перегородки из задней части экструзионной головки.
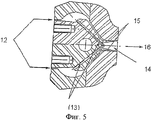
Один из возможных вариантов конструктивного исполнения предлагаемой в изобретении экструзионной головки (формы для перегородки плиты) схематически показан на фиг.5 в виде соответствующего поперечного сечения.
Позицией (12) обозначена подача полимерного расплава. Расплав поступает в форму для перегородки (14) через отверстия (13). Позицией (15) обозначена форма, предназначенная для формирования покрытия верхней, соответственно нижней, стороны плиты, а позицией (16) - выходное отверстие плиты.
Кроме того, предметом настоящего изобретения является изделие, содержащее указанные плиты с перегородками. При этом предлагаемое в изобретении изделие, содержащее, например, указанную выше многослойную плиту, предпочтительно выбрано из группы, включающей остекления окон, теплицы, зимние сады, веранды, навесы для автомобилей, автобусные остановки, перекрытия, перегородки, кассовые кабинки и солнечные коллекторы.
Важное преимущество предлагаемого в изобретении способа состоит в отсутствии эффекта треугольника, обычно приводящего к таким негативным последствиям, как клинообразование и обусловленный клинообразованием бессмысленный расход материалов, а также неровная поверхность формуемых плит. Бесполезно расходуемый вследствие клинообразования материал, как правило, содержит ценные термопласты с дорогостоящими добавками. Благодаря экономии этих материалов можно обеспечить существенное снижение издержек производства.
Предлагаемый в изобретении способ пригоден для изготовления самых разных соэкструдируемых покрытий и в принципе любых мыслимых функциональных слоев, в том числе в виде соответствующих комбинаций (сверху УФ-защитное покрытие и функциональный слой, например, для отражения инфракрасного излучения, снизу УФ-защитное покрытие), причем способ особенно пригоден для изготовления плит с перегородками, снабженных двухсторонним УФ-защитным покрытием.
Предлагаемые в изобретении многослойные изделия, такие как плиты с перегородками, обладают и другими преимуществами по сравнению с уровнем техники. Предлагаемые в изобретении многослойные изделия, такие как плиты с перегородками, могут быть изготовлены путем соэкструзии. Отсюда вытекают преимущества этих изделий по сравнению с аналогичными изделиями с лаковым покрытием. Так, например, для осуществления соэкструзии не нужны растворители, обычно используемые при нанесении лаковых покрытий.
Кроме того, лаки не подлежат длительному хранению. При использовании соэкструзии этот недостаток отсутствует.
Недостатком лаковых покрытий является также необходимость использования для их нанесения дорогостоящих технических средств. Так, например, для нанесения лаков необходимы соответствующие взрывозащищенные устройства и должен быть обеспечен рецикл растворителей, а это требует крупных капиталовложений в технологическое оборудование. Использование соэкструзии позволяет исключить этот недостаток.
В одном из предпочтительных вариантов осуществления настоящего изобретения изготавливают многослойную плиту с перегородками, основной и соэкструдируемый слои которой могут быть выполнены из разных или одинаковых материалов, причем основным компонентом обоих слоев предпочтительно является одинаковый материал.
В качестве пригодных термопластичных формовочных масс можно использовать любые формовочные массы, содержащие, например, поликарбонат, сложный полиэфир, полиэфиркарбонаты, сложные полиэфиры, полиметилметакрилаты, полистиролы, и/или сополимеры стирола с акрилонитрилом, и/или смеси, состоящие из поликарбоната и сложных полиэфиров с полиметилметакрилатами, полистиролами и/или сополимерами стирола с акрилонитрилом.
Предпочтительными являются формовочные массы, содержащие прозрачные термопласты, такие как поликарбонат и/или сложный полиэфир, а также смеси, в состав которых входит, по меньшей мере, один из указанных термопластов. Особенно предпочтительно используют поликарбонат и сложный полиэфир, еще более предпочтительно поликарбонат.
Синтез указанных термопластов хорошо известен специалистам, и его осуществляют известными методами.
Согласно изобретению предпочтительными являются многослойные изделия, соэкструдированный слой которых дополнительно содержит от 1 до 20 мас.% УФ-абсорберов и обладает толщиной от 5 до 200 мкм, предпочтительно от 30 до 100 мкм.
Плиты с перегородками могут быть двойными, тройными, четверными и более. Плиты с перегородками могут обладать также различными профилями, например Х-образным, соответственно ХХ-образным профилем. Кроме того, плиты с перегородками могут быть волнистыми.
Одним из предпочтительных вариантов осуществления настоящего изобретения является плита с перегородками, снабженная двухсторонним соэкструдированным покрытием, причем основной слой плиты и оба соэкструдированных слоя состоят из поликарбоната.
Предлагаемые в изобретении многослойные изделия в зависимости от типа используемых для их изготовления термопластов и добавок могут быть полупрозрачными, матовыми или прозрачными.
В особенно предпочтительном варианте многослойные изделия являются прозрачными.
Как в основном слое, так и в соэкструдированном покрытии (соэкструдированных покрытиях) предлагаемых в изобретении плит с перегородками могут содержаться добавки.
Соэкструдированное покрытие прежде всего может содержать УФ-абсорбер и смазку для извлечения готового изделия.
При этом концентрация УФ-абсорбера или смесей УФ-абсорберов составляет от 0 до 20 мас.%. Их предпочтительная концентрация составляет от 0,1 до 20 мас.%, особенно предпочтительная от 2 до 10 мас.%, еще более предпочтительная от 3 до 8 мас.%. Если имеются два или более соэкструдированных покрытия, они могут содержать разные количества УФ-абсорбера.
Ниже приведены примеры УФ-абсорберов, которые могут быть использованы согласно изобретению.
а) Производные бензотриазола формулы (I)

в которой
R и Х одинаковые или разные и означают водород, алкил или алкиларил.
Предпочтительными соединениями формулы (I) являются:
Tinuvin 329 с X = 1,1,3,3-тетраметилбутил, и R = водород,
Tinuvin 350 с Х = трет-бутил и R = 2-бутил,
Tinuvin 234 с Х = R=1,1-диметил-1-фенил.
b) Димерные производные бензотриазола формулы (II)

в которой
R1 и R2 одинаковые или разные и означают водород, галоген, алкил с 1-10 атомами углерода, циклоалкил с 5-10 атомами углерода, аралкил с 7-13 атомами углерода, арил с 6-14 атомами углерода, -OR5 или -(CO)-O-R5 с R5, означающим водород или алкил с 1-4 атомами углерода,
R3 и R4 также одинаковые или разные и означают водород, алкил с 1-4 атомами углерода, циклоалкил с 5-6 атомами углерода, бензил или арил с 6-14 атомами углерода,
m означает 1, 2 или 3 и
n означает 1, 2, 3 или 4.
Предпочтительным соединением формулы (II) является Tinuvin 360 с R1=R3=R4=водород, n=4, R2=1,1,3,3-тетраметилбутил и m=1.
b1) Димерные производные бензотриазола формулы (III)

в которой
«мостик» означает
R1, R2, m и n такие, как указано в формуле (II),
p означает целое число от 0 до 3,
q означает целое число от 1 до 10,
Y означает -CH2-CH2-, -(CH2)3-, -(CH2)4-, -(CH2)5-, -(CH2)6- или СН(СН3)-СН2- и
R3 и R4 такие, как указано в формуле (II).
Предпочтительным соединением формулы (III) является Tinuvin 840 с R1=водород, n=4, R2=трет-бутил, m=1, гидроксильной группой, находящейся в ортоположении к R2, R3=R4=водород, p=2, Y=-(СН2)5- и q=1.
с) Производные триазина формулы (IV)

в которой
R1, R2, R3, R4 одинаковые или разные и означают водород, алкил, CN или галоген и
Х означает алкил.
Предпочтительными соединениями формулы (IV) являются
Tinuvin 1577 с R1=R2=R3=R4=водород, Х = гексил и
Cyasorb UV-1164 с R1=R2=R3=R4=метил, X = октил.
d) Производные триазина формулы (IVa)

в которой
R1 означает алкил с 1-17 атомами углерода,
R2 означает водород или алкил с 1-4 атомами углерода и
n означает 0-20.
е) Димерные производные триазина формулы (V)

в которой
R1, R2, R3, R4, R5, R6, R7, R8 могут быть одинаковыми или разными и означают водород, алкил, CN или галоген и
Х означает алкил или -(СН2СН2-O-)n-С(=O).
f) Диарилцианоакрилаты формулы (VI)

в которой
R1-R40 могут быть одинаковыми или разными и означают водород, алкил, CN или галоген.
При этом предпочтительным является Uvinul 3030 с остатками R1-R40, означающими водород.
Особенно предпочтительными являются УФ-абсорберы, выбранные из группы, включающей Tinuvin 360, Tinuvin 1577 и Uvinul 3030.
Tinuvin 360

Tinuvin 1577

Uvinul 3030

Указанные УФ-абсорберы являются коммерчески доступными продуктами.
Дополнительно, а также вместо УФ-абсорберов, образующие плиту с перегородками слои могут содержать также другие обычные технологические добавки, прежде всего смазки для извлечения готовых изделий и средства для улучшения текучести, а также обычные, используемые в составе поликарбонатов добавки, например стабилизаторы, прежде всего термостабилизаторы, красители, оптические осветлители и неорганические пигменты.
Предпочтительными термопластами, пригодными для предлагаемых в изобретении изделий, являются любые известные поликарбонаты.
Такие поликарбонаты могут быть гомополикарбонатами, сополикарбонатами и термопластичными полиэфиркарбонатами.
Предпочтительная среднемассовая молекулярная масса (Mw) используемых поликарбонатов, определенная методом гельпроникающей хроматографии с калибровкой по поликарбонату, составляет от 18000 до 40000, предпочтительно от 26000 до 36000 и прежде всего от 28000 до 35000.
Синтез поликарбонатов описан, например, в Schnell, Chemistry and Physics of Polycarbonats, Polymer Reviews, Vol.9, Interscience Publishers, New York, London, Sydney 1964; D.C.Prevorsek, B.T.Debona and Y.Kesten, Corporate Research Center, Allied Chemical Corporation, Morristown, New Jersey 07960, "Synthesis of Poly(ester)carbonate Copolymers" in Journal of Polymer Science, Polymer Chemistry Edition, Vol.19, 75-90 (1980); D.Freitag, U.Grigo, P.R.Müller, N.Nouvertne, Bayer AG, "Polycarbonates" in Encyclopedia of Polymer Science and Engineering, Vol.11, Second Edition, 1988, Seiten 648-718; Dres.U.Grigo, K.Kircher, P.R.Müller, "Polycarbonate" in Becker/Braun, Kunststoff-Handbuch, Band 3/1, Polycarbonate, Polyacetale. Polyester, Celluloseester, Carl Hanser Verlag München, Wien 1992, 117-299.
Синтез поликарбонатов предпочтительно осуществляют на границе раздела фаз или переэтерификацией в расплаве, и ниже он рассмотрен на примере первого из указанных методов.
Предпочтительно используемыми исходными соединениями являются бисфенолы общей формулы
HO-Z-OH,
в которой Z означает двухвалентный органический остаток с 6-30 атомами углерода, содержащий одну или несколько ароматических групп.
Примерами таких соединений являются бисфенолы из группы дигидроксидифенилов, бис(гидроксифенил)алканов, инданбисфенолов, простых бисгидроксифениловых эфиров, бис(гидроксифенил)сульфонов, бис-(гидроксифенил)кетонов, 1,3-бис(гидроксифенилпропил)бензолов или 1,4-бис(гидроксифенилпропил)бензолов.
Особенно предпочтительньми бисфенолами из указанной группы соединений являются бисфенол-А, тетраалкилбисфенол-А, 1,3-бис[2-(4-гидроксифенил)-2-пропил]бензол (бисфенол М), 1,4-бис[2-(4-гидроксифенил)-2-пропил]бензол, 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексан (бисфенол-ТМС), а также при необходимости их смеси.
Используемые согласно изобретению бисфенольные соединения предпочтительно подвергают взаимодействию с производными угольной кислоты, прежде всего фосгеном, или, в случае переэтерификации в расплаве, с дифенилкарбонатом, соответственно диметилкарбонатом.
Полиэфиркарбонаты предпочтительно получают путем взаимодействия указанных выше бисфенолов, по меньшей мере, с одной ароматической дикарбоновой кислотой и при необходимости эквивалентами угольной кислоты. Пригодными ароматическими дикарбоновыми кислотами являются, например, фталевая, терефталевая, изофталевая, 3,3'-дифенилдикарбоновая или 4,4'-дифенилдикарбоновая кислота и бензофенондикарбоновые кислоты. Определенная часть содержащихся в поликарбонатах карбонатных групп, которая не превышает 80 мас.%, предпочтительно составляя от 20 до 50 мас.%, может быть заменена группами сложных эфиров ароматических дикарбоновых кислот.
Инертными органическими растворителями, используемыми в соответствии с методом синтеза поликарбонатов на границе раздела фаз, являются, например, дихлорметан, различные производные дихлорэтана и хлорпропана, тетрахлорметан, трихлорметан, хлорбензол и хлортолуол, предпочтительно хлорбензол или дихлорметан, соответственно смеси дихлорметана с хлорбензолом.
Взаимодействие на границе раздела фаз может быть ускорено благодаря использованию таких катализаторов, как третичные амины, прежде всего N-алкилпиперидины или ониевые соли. Предпочтительными катализаторами являются трибутиламин, триэтиламин и N-этилпиперидин. Если синтез поликарбоната осуществляют методом переэтерификации в расплаве, то предпочтительно используют катализаторы, указанные в немецкой заявке на патент DE-A 4238123.
Поликарбонаты могут быть подвергнуты целенаправленному и контролируемому разветвлению благодаря использованию небольших количеств агентов разветвления. Пригодными агентами разветвления являются флороглюцин, 4,6-диметил-2,4,6-три(4-гидроксифенил)гептен-2, 4,6-диметил-2,4,6-три(4-гидроксифенил)гептан, 1,3,5-три(4-гидроксифенил)-бензол, 1,1,1-три(4-гидроксифенил)этан, три(4-гидроксифенил)фенил-метан, 2,2-бис[4,4-бис(4-гидроксифенил)циклогексил]пропан, 2,4-бис(4-гидроксифенилизопропил)фенол, 2,6-бис(2-гидрокси-5'-метилбензил)-4-метилфенол, 2-(4-гидроксифенил)-2-(2,4-дигидроксифенил)пропан, сложный эфир гекса(4-(4-гидроксифенилизопропил)-фенил)ортотерефталевой кислоты, тетра(4-гидроксифенил)метан, тетра-(-4-(4-гидроксифенилизопропил)фенокси)метан, 1,3,5-трис[2-(4-гидроксифенил)-2-пропил]бензол, 2,4-дигидроксибензойная кислота, тримезиновая кислота, цианурхлорид, 3,3-бис(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол, 1,4-бис(4',4''-дигидрокситрифенил)метил)бензол и прежде всего 1,1,1-три(4-гидроксифенил)этан и бис(3-метил-4-гидроксифенил)-2-оксо-2,3-дигидроиндол.
Агенты разветвления, соответственно их смеси, при необходимости добавляемые в количестве от 0,05 до 2 мол.% в расчете на используемые дифенолы, могут использоваться совместно с дифенолами, а также могут быть добавлены на более поздней стадии синтеза.
В качестве агентов обрыва полимерных цепей предпочтительно используют фенолы, например фенол, алкилфенолы, например крезол и 4-трет-бутилфенол, хлорфенол, бромфенол, кумилфенол или их смеси в количестве от 1 до 20 мол.%, предпочтительно от 2 до 10 мол.%, на моль бисфенола. Предпочтительными агентами обрыва цепей являются фенол, 4-трет-бутилфенол, соответственно кумилфенол.
Агенты обрыва и разветвления полимерных цепей можно добавлять в реакционную смесь отдельно или вместе с бисфенолом.
Синтез поликарбонатов методом переэтерификации в расплаве известен, например, из немецкой заявки на патент DE-A 4238123.
Согласно изобретению предпочтительными поликарбонатами являются гомополикарбонат на основе бисфенола А, гомополикарбонат на основе 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана, сополикарбонаты на основе двух мономеров, а именно бисфенола А и 1,1-бис(4-гидроксифенил)-3,3,5-триметилциклогексана, и сополикарбонаты на основе двух мономеров, а именно бисфенола-А и 4,4'-дигидроксидифенила.
Особенно предпочтительным является гомополикарбонат на основе бисфенола А.
Используемый полимер может содержать стабилизаторы. Пригодными стабилизаторами являются, например, фосфины, фосфиты или кремнийсодержащие стабилизаторы и другие описанные в европейской заявке на патент ЕР-А 0500496 соединения. Примерами пригодных стабилизаторов являются трифенилфосфиты, дифенилалкилфосфиты, фенилдиалкилфосфиты, трис(нонилфенил)фосфит, тетра-кис(2,4-дитрет-бутилфенил)-4,4'-бифенилендифосфонит и триарилфосфит. Особенно предпочтительными стабилизаторами являются трифенилфосфин и трис(2,4-дитрет-бутилфенил)фосфит.
Указанные стабилизаторы можно использовать в составе любых слоев предлагаемой в изобретении плиты с перегородками. Таким образом, их можно использовать в составе как основного слоя плиты, так и соэкструдированного покрытия (соэкструдированных покрытий). В каждом слое могут присутствовать разные стабилизаторы соответственно в разных концентрациях.
Кроме того, предлагаемая в изобретении плита с перегородками может содержать от 0,01 до 0,5 мас.% сложных эфиров или неполных сложных эфиров спиртов, обладающих атомностью от 1 до 6, прежде всего сложных эфиров глицерина, пентаэритрита или гвербетовых спиртов.
Одноатомными спиртами являются, например, стеариловый спирт, пальмитиловый спирт или гвербетовые спирты.
Двухатомным спиртом является, например, гликоль.
Трехатомным спиртом является, например, глицерин.
Четырехатомными спиртами являются, например, пентаэритрит и мезоэритрит.
Пятиатомными спиртами являются, например, арабит, рибит и ксилит.
Шестиатомными спиртами являются, например, маннит, глюцит (сорбит) и дульцит.
Сложные эфиры предпочтительно являются сложными моноэфирами, диэфирами, триэфирами, тетраэфирами, пентаэфирами и гексаэфирами или их смесями, прежде всего статистическими смесям, полученными из насыщенных алифатических монокарбоновых кислот с 10-36 атомами углерода и при необходимости гидроксимонокарбоновых кислот, предпочтительно из насыщенных алифатических монокарбоновых кислот с 14-32 атомами углерода и при необходимости гидроксимонокарбоновых кислот.
Имеющиеся в продаже сложные эфиры алифатические кислот прежде всего на основе пентаэритрита и глицерина могут содержать менее 60% различных неполных сложных эфиров, что обусловлено спецификой синтеза подобных соединений.
Насыщенными алифатическими монокарбоновыми кислотами с 10-36 атомами углерода являются, например, каприновая, лауриновая, миристиновая, пальмитиновая, стеариновая, гидроксистеариновая, арахиновая, бегеновая, лигноцериновая, церотиновая и монтановая кислоты.
Предпочтительными насыщенными алифатическими монокарбоновыми кислотами с 14-22 атомами углерода являются, например, миристиновая, пальмитиновая, стеариновая, гидроксистеариновая, арахиновая и бегеновая кислоты.
Особенно предпочтительными являются такие насыщенные алифатические монокарбоновые кислоты, как пальмитиновая, стеариновая и гидроксистеариновая кислоты.
Насыщенные алифатические монокарбоновые кислоты с 10-36 атомами углерода и сложные эфиры алифатических кислот известны из литературы или могут быть синтезированы известными из литературы методами. Примерами сложных эфиров пентаэритрита и алифатических кислот являются сложные эфиры монокарбоновых кислот, указанных выше в качестве особенно предпочтительных.
Особенно предпочтительными являются сложные эфиры, образованные пентаэритритом и глицерином со стеариновой и пальмитиновой кислотами.
Особенно предпочтительными являются также сложные эфиры, образованные гвербетовыми спиртами и глицерином со стеариновой и пальмитиновой кислотами и при необходимости гидроксистеариновой кислотой.
Указанные сложные эфиры могут присутствовать как в основном слое, так и в соэкструдированном покрытии или соэкструдированных покрытиях плиты. Каждый слой может содержать разные сложные эфиры соответственно в разных концентрациях.
Предлагаемые в изобретении плиты с перегородками могут содержать антистатики.
Примерами используемых антистатиков являются катионоактивные соединения, например четвертичные соли аммония, фосфония или сульфония, анионактивные соединения, например алкилсульфонаты, алкилсульфаты, алкилфосфаты, карбоксилаты в виде солей щелочных или щелочно-земельных металлов, неионогенные соединения, например сложные эфиры полиэтиленгликоля, простые эфиры полиэтиленгликоля, сложные эфиры алифатических кислот, этоксилированные алифатические амины. Предпочтительными антистатиками являются неионогенные соединения.
Указанные антистатики могут присутствовать как в основном слое, так и в соэкструдированном покрытии или соэкструдированных покрытиях плиты. Каждый слой может содержать разные антистатики соответственно в разных концентрациях. Антистатики предпочтительно используют в составе соэкструдированного покрытия или соэкструдированных покрытий.
Предлагаемые в изобретении плиты с перегородками могут содержать органические красители, цветные неорганические пигменты, флуоресцентные красители и особенно предпочтительно оптические осветлители.
Указанные красящие средства могут присутствовать как в основном слое, так и в соэкструдированном покрытии или соэкструдированных покрытиях плиты. Каждый слой может содержать разные красящие средства соответственно в разных концентрациях.
Все формовочные массы, используемые для изготовления предлагаемой в изобретении плиты с перегородками, в процессе изготовления и хранения могут быть загрязнены соответствующими примесями, причем следует стремиться к использованию как можно более чистых исходных продуктов.
Смешивание отдельных составных частей можно осуществлять известными методами, вводя их в смесь как поочередно, так и одновременно, как при комнатной, так и при повышенной температуре.
Введение добавок, прежде всего УФ-абсорберов и других указанных выше вспомогательных веществ, в состав формовочных масс, используемых для изготовления предлагаемых в изобретении плит с перегородками, предпочтительно осуществляют известными методами путем перемешивания гранулированного полимера с добавками, осуществляемого при температуре от 200 до 330°С в обычных перемешивающих устройствах, таких как закрытые смесители, одночервячные и двухчервячные экструдеры, например, путем компаундирования или экструзии расплава или путем перемешивания растворов полимера с растворами добавок и последующего испарения растворителей, осуществляемого известными методами. Содержание добавок в составе формовочной массы можно варьировать в широких пределах, и оно зависит от желаемых свойств формовочной массы. Общее содержание добавок в составе формовочной массы предпочтительно не превышает 20 мас.%, предпочтительно составляет от 0,2 до 12 мас.%, в расчете на массу формовочной массы.
УФ-абсорберы можно вводить в состав формовочных масс также путем перемешивания растворов УФ-абсорберов и при необходимости других указанных выше добавок с растворами полимеров в соответствующих органических растворителях, таких как дихлорметан, галогенсодержащие алканы, галогенсодержащие ароматические углеводороды, хлорбензол и ксилолы. Затем полученные смеси растворов известными методами, предпочтительно путем экструзии гомогенизируют, и из гомогенизированных смесей известными методами, предпочтительно путем испарения и последующей экструзии, удаляют растворитель, например компаундируют их.
Предлагаемые в изобретении плиты с перегородками могут быть обработаны, например, путем глубокой вытяжки или поверхностной отделки, например, путем нанесения стойких к царапанию лаков, водоотталкивающих и подобных им покрытий, причем обработанные указанным образом изделия также являются предметом настоящего изобретения.
Сама по себе соэкструзия известна из литературы (смотри, например, европейские заявки на патент ЕР-А 0110221 и ЕР-А 0110238). В рассматриваемом случае соэкструзию предпочтительно осуществляют следующим образом. К соэкструзионному адаптеру присоединены экструдеры, предназначенные для изготовления сердцевинного слоя и наружного покрытия (наружных покрытий). Адаптер обладает конструкцией, которая обеспечивает нанесение на сердцевинный слой образующего наружное покрытие (наружные покрытия) расплава в виде прилипающего к расплавленной сердцевине тонкого слоя. Полученной многослойной расплавленной стренге в присоединенной к адаптеру экструзионной головке придают желаемую форму (форму плиты с перегородками). Затем расплавленную стренгу (в виде плиты с перегородками) известным методом подвергают охлаждению путем выполняемой в контролируемых условиях вакуумной калибровки и разрезают на заданную длину. Для устранения внутренних напряжений калиброванное изделие при необходимости может быть помещено в печь для отжига. Вместо монтирования адаптера перед экструзионной головкой последнюю можно выполнить таким образом, чтобы совмещение расплавов происходило в ней.
В предлагаемом в изобретении способе указанную технологию реализуют, используя описанную выше (фиг.5) модифицированную экструзионную головку, которая снабжена отверстием для прямой подачи материала в форму для перегородки. Таким образом, предметом настоящего изобретения является также применение предлагаемой в изобретении экструзионной головки для изготовления бесклиновой покрытой плиты с перегородками.
Нижеследующие примеры служат для более подробного пояснения настоящего изобретения, не ограничивая его объема. Примеры выполнены исключительно в соответствии с предпочтительными вариантами осуществления изобретения.
Ниже перечислены оборудование и устройства, используемые для изготовления многослойной монолитной плиты. В их состав входят:
- главный экструдер с червяком длиной от 25 до 36 D и диаметром от 70 до 200 мм, с зоной дегазации и без зоны дегазации,
- один или несколько соэкструдеров для нанесения покрытий с червяком длиной от 25 до 36 D, причем D означает диаметр экструдера, и диаметром D от 25 до 70 мм, с зоной дегазации и без зоны дегазации,
- соэкструзионный адаптер,
- специальная головка для экструзии плит с перегородками,
- калибрующее устройство,
- устройство для вытяжки,
- роликовый транспортер,
- устройство для резки на заданную длину (пила),
- приемный стол.
Гранулированный поликарбонат в качестве материала для основного слоя вводили в загрузочную воронку главного экструдера, а соэкструдируемый материал - в загрузочную воронку соэкструдера. В зонах пластикации соответствующих экструдеров (зазоре между цилиндром и червяком) происходило плавление и перемещение соответствующих материалов. Оба расплавленных материала вводили в соэкструзионный адаптер и головку для экструзии плит с перегородками, и после выхода из головки и последующего остывания в калибрующем устройстве они образовывали комбинированный материал. Остальные устройства служили для перемещения, резки на заданную длину и раскладки экструдированных плит.
В заключение выполняли внешнюю оценку полученных плит.
Изготовлены поликарбонатные плиты с перегородками без видимых клиньев (то есть без эффекта треугольника), которые обладали следующими размерами:
двойная плита с перегородками, толщина 10 мм, расстояние между перегородками 11 мм, ширина 2100 мм, 1,7 кг/см2 (SN2 10/11-2100 1,7 кг/см2),
двойная плита с перегородками, толщина 10 мм, расстояние между перегородками 11 мм, ширина 2100 мм, 2,0 кг/см2 (SS2 10/11-2100 2,0 кг/см2),
двойная плита с перегородками, толщина 8 мм, расстояние между перегородками 11 мм, ширина 2100 мм, 1,5 кг/см2 (SN2 8/11-2100 1,5 кг/см2),
двойная плита с перегородками, толщина 8 мм, расстояние между перегородками 11 мм, ширина 2100 мм, 1,7 кг/см2 (SS2 8/11-2100 1,7 кг/см2).
В этих опытах для соэкструзии в качестве материала основного слоя использовали следующие поликарбонаты:
- Makrolon® 1243, разветвленный поликарбонат на основе бисфенола-А с 0,3 мол.% изатинбискрезола в качестве разветвляющего агента и среднемассовой молекулярной массой (Mw) 29234, а также относительной вязкостью раствора 0,5 г/100 мл,
- Makrolon® 3103, линейный поликарбонат на основе бисфенола-А со среднемассовой молекулярной массой (Mw) 31887, а также относительной вязкостью раствора 0,5 г/100 мл,
а также
- DPI-1816, линейный поликарбонат на основе бисфенола А со среднемассовой молекулярной массой (Mw) 33560 и добавками для защиты от ультрафиолета.
Claims (8)
1. Способ изготовления многослойной плиты с перегородками, включающей основной слой и, по меньшей мере, один соэкструдированный слой путем соэкструзии, отличающийся тем, что от потока материала, образующего основной слой, ответвляют отдельный поток, направляемый прямо в форму для перегородки и образующий перегородки.
2. Способ по п.1, отличающийся тем, что ответвление отдельного потока осуществляют через экструзионную головку для изготовления плиты с перегородками, имеющую, по меньшей мере, одно отверстие, предназначенное для прямой подачи части материала, образующего основной слой, в форму для перегородки.
3. Покрытая путем соэкструзии многослойная плита с перегородками, обладающая однородным соэкструдированным покрытием.
4. Плита с перегородками по п.3, отличающаяся тем, что она содержит прозрачные термопласты.
5. Плита с перегородками по п.3, отличающаяся тем, что основным компонентом всех слоев являются термопласты.
6. Плита с перегородками по п.3, отличающаяся тем, что она состоит из поликарбоната.
7. Плита с перегородками по п.3, отличающаяся тем, что соэкструдированные покрытия предназначены для защиты от ультрафиолета.
8. Изделие, содержащее многослойную плиту с перегородками по пп.3-7.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2003122003 DE10322003A1 (de) | 2003-05-16 | 2003-05-16 | Durch Coextrusion beschichtete Stegplatte ohne Triangeleffekt |
| DE10322003.8 | 2003-05-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005139124A RU2005139124A (ru) | 2006-05-10 |
| RU2357862C2 true RU2357862C2 (ru) | 2009-06-10 |
Family
ID=33394644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005139124A RU2357862C2 (ru) | 2003-05-16 | 2004-05-04 | Покрытая путем соэкструзии плита с перегородками без эффекта треугольника |
Country Status (15)
| Country | Link |
|---|---|
| US (2) | US7824589B2 (ru) |
| EP (2) | EP1625006B1 (ru) |
| JP (1) | JP5058601B2 (ru) |
| KR (1) | KR101183814B1 (ru) |
| CN (1) | CN1791502A (ru) |
| AT (2) | ATE473852T1 (ru) |
| DE (3) | DE10322003A1 (ru) |
| DK (1) | DK1792703T3 (ru) |
| ES (2) | ES2284009T3 (ru) |
| IL (1) | IL171946A (ru) |
| PL (1) | PL1792703T3 (ru) |
| PT (1) | PT1792703E (ru) |
| RU (1) | RU2357862C2 (ru) |
| UA (2) | UA86022C2 (ru) |
| WO (1) | WO2004101257A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2531391C2 (ru) * | 2009-06-11 | 2014-10-20 | Манфред А.А. ЛУПКЕ | Экструзионная оснастка для экструзии трубчатого изделия |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006021275A1 (de) * | 2006-05-05 | 2007-11-08 | Breyer Gmbh Maschinenfabrik | Extrusionsdüse für die Herstellung von Hohlkammerprofilen |
| US7544830B2 (en) * | 2007-01-10 | 2009-06-09 | The University Of Connecticut | Methods and systems for alkyl ester production |
| US8568860B2 (en) * | 2007-11-12 | 2013-10-29 | Sabic Innovative Plastics Ip B.V. | Multiwall polymer sheet comprising branched polycarbonate |
| WO2013167542A1 (de) | 2012-05-08 | 2013-11-14 | Bayer Materialscience Gmbh | Lichtführungspiatte |
| CN103612378A (zh) * | 2013-12-11 | 2014-03-05 | 湖北凯乐科技股份有限公司 | 一种尼龙与聚乙烯护套双层共挤模具 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3485912A (en) * | 1965-02-09 | 1969-12-23 | Dow Chemical Co | Composite article formation |
| US3606636A (en) * | 1967-05-05 | 1971-09-21 | Dow Chemical Co | Extrusion die |
| US3764245A (en) * | 1971-05-10 | 1973-10-09 | F Miyamoto | Apparatus for producing light structural board of thermoplastic resin |
| DE8113747U1 (de) * | 1981-05-09 | 1982-01-21 | Röhm GmbH, 6100 Darmstadt | "koextrudiertes lichtdurchlaessiges kunststoffprofil" |
| JPS57207032A (en) * | 1981-06-17 | 1982-12-18 | Hashimoto Forming Co Ltd | Method of extrusion molding of molding |
| DE8233007U1 (de) * | 1982-11-25 | 1983-03-24 | Röhm GmbH, 6100 Darmstadt | Polycarbonat-kunststofftafel |
| JPS60234840A (ja) * | 1984-05-07 | 1985-11-21 | 東罐興業株式会社 | 合成樹脂成形体 |
| JPS6293685A (ja) | 1985-10-21 | 1987-04-30 | Seiko Epson Corp | 電子時計 |
| US4927675A (en) * | 1985-12-31 | 1990-05-22 | General Electric Company | Filled core materials having unfilled outer attached layers |
| DE3617978A1 (de) * | 1986-05-28 | 1987-12-03 | Bayer Ag | Verzweigte thermoplastische polycarbonate mit verbessertem schutz gegen uv-licht |
| DE3739765A1 (de) | 1987-11-24 | 1989-06-08 | Bayer Ag | Beschichtete formkoerper und ein verfahren zu ihrer herstellung |
| US4877657A (en) * | 1989-02-06 | 1989-10-31 | The D.L. Auld Company | Decorative trim strip with enhanced depth of vision |
| AU620286B2 (en) * | 1989-08-07 | 1992-02-13 | Hashimoto Forming Industry Co. Limited | Method of, and apparatus for manufacturing elongate articles |
| US5474817A (en) * | 1991-02-15 | 1995-12-12 | Tokai Kogyo Kabushiki Kaisha | Molding and production method thereof |
| TW222292B (ru) * | 1991-02-21 | 1994-04-11 | Ciba Geigy Ag | |
| US6189269B1 (en) * | 1992-05-29 | 2001-02-20 | Royal Building Systems (Cdn) Limited | Thermoplastic wall forming member with wiring channel |
| US5980226A (en) * | 1993-11-05 | 1999-11-09 | Guillemette; A. Roger | Modular die assembly |
| IL116039A0 (en) * | 1995-11-16 | 1996-01-31 | Polygal | Plastic panel |
| DE29823984U1 (de) * | 1998-04-16 | 2000-03-23 | Cpm Compounding Processing Mac | Vorrichtung zur Herstellung mehrschichtiger Kunststoffrohre aus Polymermaterialien |
| JP2000167902A (ja) * | 1998-12-09 | 2000-06-20 | Sekisui Chem Co Ltd | 異形押出金型、並びに、異形押出成形方法 |
| FR2820360B1 (fr) * | 2001-02-05 | 2003-11-07 | Kaysersberg Packaging Sa | Plaques alveolaires en matiere thermoplastique, procede et dispositif pour la fabrication de ces plaques |
| DE10129702A1 (de) * | 2001-06-22 | 2003-01-02 | Roehm Gmbh | Extrusionswerkzeug zur Herstellung von Hohlkammerprofilplatten aus thermoplastischem Kunststoff mit innen liegender coextrudierter Schicht |
| US6844040B2 (en) * | 2002-10-01 | 2005-01-18 | Arunas Antanas Pabedinskas | Reinforced composite structural members |
| ES2385983T3 (es) * | 2003-03-17 | 2012-08-06 | Tech-Wood International Ltd | Método para fabricar un perfil de plástico reforzado |
-
2003
- 2003-05-16 DE DE2003122003 patent/DE10322003A1/de not_active Withdrawn
-
2004
- 2004-05-04 AT AT06027045T patent/ATE473852T1/de active
- 2004-05-04 KR KR1020057021746A patent/KR101183814B1/ko not_active IP Right Cessation
- 2004-05-04 PT PT06027045T patent/PT1792703E/pt unknown
- 2004-05-04 AT AT04731178T patent/ATE355958T1/de not_active IP Right Cessation
- 2004-05-04 RU RU2005139124A patent/RU2357862C2/ru not_active IP Right Cessation
- 2004-05-04 DK DK06027045T patent/DK1792703T3/da active
- 2004-05-04 UA UAA200512143A patent/UA86022C2/ru unknown
- 2004-05-04 DE DE200450003146 patent/DE502004003146D1/de active Active
- 2004-05-04 WO PCT/EP2004/004704 patent/WO2004101257A1/de active IP Right Grant
- 2004-05-04 JP JP2006529732A patent/JP5058601B2/ja not_active Expired - Fee Related
- 2004-05-04 PL PL06027045T patent/PL1792703T3/pl unknown
- 2004-05-04 EP EP20040731178 patent/EP1625006B1/de not_active Not-in-force
- 2004-05-04 CN CNA200480013473XA patent/CN1791502A/zh active Pending
- 2004-05-04 ES ES04731178T patent/ES2284009T3/es active Active
- 2004-05-04 EP EP20060027045 patent/EP1792703B1/de not_active Not-in-force
- 2004-05-04 ES ES06027045T patent/ES2347269T3/es active Active
- 2004-05-04 UA UAA200812517A patent/UA89910C2/ru unknown
- 2004-05-04 DE DE200450011407 patent/DE502004011407D1/de active Active
- 2004-05-12 US US10/843,995 patent/US7824589B2/en not_active Expired - Fee Related
-
2005
- 2005-11-14 IL IL17194605A patent/IL171946A/en not_active IP Right Cessation
-
2010
- 2010-09-22 US US12/888,106 patent/US20110008579A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2531391C2 (ru) * | 2009-06-11 | 2014-10-20 | Манфред А.А. ЛУПКЕ | Экструзионная оснастка для экструзии трубчатого изделия |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007533484A (ja) | 2007-11-22 |
| US7824589B2 (en) | 2010-11-02 |
| PL1792703T3 (pl) | 2010-12-31 |
| ATE355958T1 (de) | 2007-03-15 |
| ATE473852T1 (de) | 2010-07-15 |
| ES2284009T3 (es) | 2007-11-01 |
| UA89910C2 (ru) | 2010-03-10 |
| US20110008579A1 (en) | 2011-01-13 |
| UA86022C2 (ru) | 2009-03-25 |
| DK1792703T3 (da) | 2010-10-18 |
| EP1625006B1 (de) | 2007-03-07 |
| EP1792703A3 (de) | 2007-11-28 |
| CN1791502A (zh) | 2006-06-21 |
| ES2347269T3 (es) | 2010-10-27 |
| EP1625006A1 (de) | 2006-02-15 |
| RU2005139124A (ru) | 2006-05-10 |
| PT1792703E (pt) | 2010-09-10 |
| KR101183814B1 (ko) | 2012-09-17 |
| KR20060034641A (ko) | 2006-04-24 |
| EP1792703B1 (de) | 2010-07-14 |
| DE502004003146D1 (de) | 2007-04-19 |
| DE10322003A1 (de) | 2004-12-02 |
| IL171946A0 (en) | 2006-04-10 |
| JP5058601B2 (ja) | 2012-10-24 |
| IL171946A (en) | 2010-11-30 |
| DE502004011407D1 (de) | 2010-08-26 |
| EP1792703A2 (de) | 2007-06-06 |
| WO2004101257A1 (de) | 2004-11-25 |
| US20040229062A1 (en) | 2004-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100361786B1 (ko) | Uv-보호된 다층 폴리카르보네이트 시트 | |
| RU2415161C2 (ru) | Состав, содержащий поликарбонат, и изделие, содержащее названный состав | |
| RU2293749C2 (ru) | Композиция, содержащая термопластичные полимеры | |
| RU2366580C2 (ru) | Массивное формованное изделие из поликарбоната с улучшенными оптическими свойствами и способностью к технологической переработке | |
| US20110008579A1 (en) | Multi-wall sheet without the triangle effect, coated by coextrusion | |
| US20030152775A1 (en) | Multilayered article of manufacture | |
| KR100658548B1 (ko) | 폴리카르보네이트를 포함하는 조성물 | |
| AU774115B2 (en) | Polycarbonate moulding compounds | |
| KR20060037349A (ko) | 보다 용이하게 인식될 수 있는 공압출면을 갖는 다층 제품 | |
| JP4153788B2 (ja) | 熱可塑性合成物質を含有する組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20150505 |