RU2320876C2 - Стыковое соединение функциональных частей гидравлических или пневматических силовых устройств - Google Patents
Стыковое соединение функциональных частей гидравлических или пневматических силовых устройств Download PDFInfo
- Publication number
- RU2320876C2 RU2320876C2 RU2005109938/03A RU2005109938A RU2320876C2 RU 2320876 C2 RU2320876 C2 RU 2320876C2 RU 2005109938/03 A RU2005109938/03 A RU 2005109938/03A RU 2005109938 A RU2005109938 A RU 2005109938A RU 2320876 C2 RU2320876 C2 RU 2320876C2
- Authority
- RU
- Russia
- Prior art keywords
- wall
- parts
- sections
- casting
- hydraulic
- Prior art date
Links
- 239000000463 material Substances 0.000 claims abstract description 23
- 239000012530 fluid Substances 0.000 claims abstract description 11
- 238000010438 heat treatment Methods 0.000 claims abstract description 11
- 238000005065 mining Methods 0.000 claims abstract description 9
- 210000001503 joint Anatomy 0.000 claims description 54
- 238000005266 casting Methods 0.000 claims description 39
- 239000002861 polymer material Substances 0.000 claims description 36
- 238000002347 injection Methods 0.000 claims description 21
- 239000007924 injection Substances 0.000 claims description 21
- 150000001875 compounds Chemical class 0.000 claims description 7
- 239000004952 Polyamide Substances 0.000 claims description 6
- 229920002647 polyamide Polymers 0.000 claims description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 5
- -1 polybutylene terephthalate Polymers 0.000 claims description 4
- 239000002033 PVDF binder Substances 0.000 claims description 3
- 229920001955 polyphenylene ether Polymers 0.000 claims description 3
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 3
- 229920001169 thermoplastic Polymers 0.000 claims description 2
- 239000004416 thermosoftening plastic Substances 0.000 claims description 2
- 238000010008 shearing Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 3
- 238000007711 solidification Methods 0.000 abstract description 3
- 230000008023 solidification Effects 0.000 abstract description 3
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 230000008030 elimination Effects 0.000 abstract 1
- 238000003379 elimination reaction Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 238000009826 distribution Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- 238000000926 separation method Methods 0.000 description 8
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 238000009434 installation Methods 0.000 description 5
- 229920000642 polymer Polymers 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000004323 axial length Effects 0.000 description 3
- 239000011152 fibreglass Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 230000001939 inductive effect Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B3/00—Key-type connections; Keys
- F16B3/005—Key-type connections; Keys the key being formed by solidification of injected material
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21D—SHAFTS; TUNNELS; GALLERIES; LARGE UNDERGROUND CHAMBERS
- E21D15/00—Props; Chocks, e.g. made of flexible containers filled with backfilling material
- E21D15/14—Telescopic props
- E21D15/16—Telescopic props with parts held together by positive means, with or without relative sliding movement when the prop is subject to excessive pressure
- E21D15/24—Telescopic props with parts held together by positive means, with or without relative sliding movement when the prop is subject to excessive pressure with axial screw-and-nut, rack-and-worm, or like mechanism
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21D—SHAFTS; TUNNELS; GALLERIES; LARGE UNDERGROUND CHAMBERS
- E21D15/00—Props; Chocks, e.g. made of flexible containers filled with backfilling material
- E21D15/14—Telescopic props
- E21D15/44—Hydraulic, pneumatic, or hydraulic-pneumatic props
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
- F16B11/008—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing of tubular elements or rods in coaxial engagement
Landscapes
- Engineering & Computer Science (AREA)
- Mining & Mineral Resources (AREA)
- Mechanical Engineering (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Structural Engineering (AREA)
- Geology (AREA)
- General Engineering & Computer Science (AREA)
- Actuator (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Standing Axle, Rod, Or Tube Structures Coupled By Welding, Adhesion, Or Deposition (AREA)
- Connection Of Plates (AREA)
Abstract
Изобретение относится к области горного дела, в частности к стыковым соединениям функциональных частей гидравлических или пневматических силовых устройств, например гидравлических стоек и цилиндров для подземных горных разработок. Технический результат - сокращение времени на монтаж между функциональными частями, исключение негативного влияния на структуру материалов и обеспечение герметизации стыковой щели между функциональными частями. Стыковое соединение для функциональных частей гидривлических или пневматических силовых устройств с имеющей участок внешней стенки первой частью и имеющей участок внутренней стенки второй частью, которые сочленяются перекрывающимися участками стенок и соединяются друг с другом. При этом оба участка стенок содержат по углублению, которые в соединенном положении образуют полость, которая заполняется пластифицированной за счет нагрева текучей литейной массой из полимерного материала, которая после ее отверждения или застывания выдерживает нагружение срезащим усилием, по меньшей мере, 20 Н/мм2 и образует соединение обеих частей с геометрическим замыканием, выполненное с возможностью разъединения при нагреве и пластификации полимерного материала. Причем одна из частей содержит отверстие для залива или впрыска литейной массы, которое через литейный канал оканчивается в соответствующем углублении. Причем углубления имеют возрастающие к участкам стенок участки дна, которые расположены под прямым углом друг к другу, и при этом угол наклона более длинного участка дна к участку стенки составляет от 25° до 35°. 3 н. и 6 з.п. ф-лы, 6 ил.
Description
Изобретение относится к способу стыкового соединения функциональных частей гидравлических или пневматических силовых устройств, в частности рабочих цилиндров, например стоек для подземных горных разработок, с имеющей участок внешней стенки первой частью и имеющей участок внутренней стенки второй частью, которые сочленяются перекрывающимися участками стенок и соединяются в этой области друг с другом. Изобретение касается далее также стыкового соединения для соответствующих функциональных частей, которое содержит первую часть с участком внешней стенки и вторую часть с участком внутренней стенки, которые могут сочленяться перекрывающимися участками стенок и соединяться друг с другом.
В особенности в подземных горных разработках требуется множество гидравлически приводимых рудничных стоек или стоек крепи, чтобы держать доступными произведенные горные подземные выработки, например лаву или штрек. Далее гидравлические силовые цилиндры находят применение также при передвижке добычных устройств и т.п. Стойки крепи или рудничные стойки могут быть выполнены как простой силовой цилиндр или как телескопический многосекционный силовой цилиндр, в то время как гидравлические передвижные цилиндры выполняются в большинстве случаев как действующие в двух направлениях гидравлические силовые цилиндры, создающие подъемную силу в направлении вытягивания и втягивания. Каждый силовой цилиндр содержит при этом, по меньшей мере, одну полость внутри цилиндра, а также один поршень с поршневым штоком, в качестве аксиально подвижного тела, которые соответственно состоят, по меньшей мере, из двух частей, которые должны герметично соединяться друг с другом и должны также выдерживать в соединенном состыкованном состоянии высокие гидравлические давления в несколько сотен бар.
Телескопические рудничные стойки известны, например, из DE-AS 1207317, DE 10045680 A1 или DE 4323462. Каждая ступень цилиндра содержит цилиндрическую трубу как первую функциональную часть и крышку головки цилиндра как вторую функциональную часть, которые герметично соединены друг с другом с помощью пружинных стопорных колец, сварным или резьбовым соединением. Сварка имеет то преимущество, что в местах соединения не может появляться негерметичность. Однако недостатком при сварке является то, что структура использованных для цилиндров труб и структура крышек головки цилиндра, связующих колец или оснований может ухудшаться или разрушаться при сваривании. Чтобы можно было использовать для цилиндров холоднотянутые трубы, в DE 4323462 C2 предлагалось скреплять участки стенок цилиндров с соответствующими основаниями или крышками цилиндров обводными проволоками, которые вбиваются в соединительный паз. Другие стыковые соединения между функциональными частями гидравлических или пневматических силовых устройств состоят из сопряженных друг с другом резьб, шплинтов, зажимных втулок и т.п. Герметизация стыковой или разделительной щели между связанными друг с другом частями происходит посредством статических уплотнений.
Задача изобретения состоит в разработке стыкового соединения функциональных частей гидравлических или пневматических силовых устройств и способа стыкового соединения для этих функциональных частей, чтобы обеспечить короткое время монтажа между функциональными частями, не влиять негативно на структуру использованных для функциональных частей материалов и одновременно обеспечить герметизацию стыковой щели между функциональными частями.
Эти и другие задачи решаются в соответствии с заявленным изобретением согласно пункту 1 формулы изобретения.
Стыковое соединение согласно изобретению отличается тем, что оба участка стенок имеют по углублению, которые в соединенном положении образуют полость, которая заполнена текучей литейной массой из полимерного материала, которая, после ее отверждения или застывания соединяет обе части друг с другом с геометрическим замыканием. У стыкового соединения согласно изобретению углубления в состоящих преимущественно из металла функциональных частях заполнены литейной массой, затвердевшей до твердого фиксирующего тела, и это входящее с геометрическим замыканием в углубления тело предотвращает относительные смещения между обеими функциональными частями. Одновременно затвердевшая в полости литейная масса принимает на себя герметизацию стыковой щели между участками стенок обеих функциональных частей, так что больше не нужны уплотняющие средства, подобные локтиту, которые применялись при компоновке функциональных частей силовых цилиндров до сих пор и производят чрезмерное загрязнение окружающей среды. Время, требующееся для производства стыкового соединения, очень короткое и зависит от продолжительности впрыскивания полимерного материала и времени его отверждения. В целом стыковым соединением согласно изобретению можно значительно уменьшить время монтажа для частей.
В предпочтительном варианте осуществления соответствующая одна из функциональных частей имеет отверстие для впрыска или заливки литейной массы, которое через внутренний литейный канал оканчивается в соответствующем углублении. Этот литейный канал в самом простом случае может представлять собой просверленное отверстие. Преимущественно оба участка стенок имеют несколько углублений. Таким образом, в области перекрытия обеих функциональных частей возникает несколько, в случае необходимости совершенно раздельных друг от друга образованных полостей, в которых соответственно затвердевает фиксирующее тело, вследствие чего повышается воспринимаемое стыковым соединением усилие. Это требуется, в частности, у гидравлических силовых цилиндров, которые образуют предпочтительную область применения изобретения и предназначены для рабочего давления в несколько сотен бар. Целесообразным образом углубления представляют собой окружные выемки, желобки, пазы и т.п. Они могут быть ориентированы, в частности, поперечно разделительному зазору между функциональными частями. Особенно благоприятно, если выемки, желобки, пазы и т.п. имеют возрастающие к участку стенки участки дна, причем преимущественно участки дна наклонены под прямым углом друг к другу и/или угол наклона более длинных участков дна к участкам стенки составляет от 25° до 35°, в частности примерно 30°. При угле наклона более длинного участка дна углубления примерно 30° неожиданно получилось оптимальное значение удерживающей силы стыкового соединения, произведенного согласно изобретению с помощью залитого полимерного материала. С другой стороны, воспринимаемая стыковым соединением удерживающая сила линейно увеличивается с увеличением количества желобков, пазов или выемок и с эффективным поперечным сечением в направлении действия основной нагрузки, параллельном разделительному зазору.
Целесообразным образом в участке стенки, по меньшей мере, одной из частей предусмотрен проходящий поперечно всем углублениям распределительный канал, причем литейный канал преимущественно оканчивается в распределительном канале. Это выгодно тем, что участки стенок обеих функциональных частей могут вставляться друг в друга без того, чтобы для оптимального распределения впрыскиваемого текучего полимерного материала требовалась определенная позиция между обеими функциональными частями. Одновременно застывший или затвердевший в распределительном канале полимерный материал образует дополнительный, предотвращающий поворот элемент между соединенными друг с другом частями и может отпадать нужда в таких отдельных предотвращающих от поворота средствах как потайные винты или шплинты.
В частности, предпочтительно, когда выемки, желобки, пазы и т.п. расположены в участках стенок обеих частей таким образом, что литейная масса затвердевает или отверждается в виде колец со сравнительно небольшими поперечными сечениями, преимущественно прямоугольными поперечными сечениями. Кольца могут тогда образовываться в углублениях или в полостях таким образом, что главная диагональ поперечных сечений затвердевших колец совпадает с направлением действия основной нагрузки разделительной силы между функциональными частями, вызванной силами сжатия и растяжения. При этом особенно выгодно, если смежные углубления отделены друг от друга промежуточным участком, причем в соединенном положении промежуточные участки участков стенок первой и второй части расположены непосредственно друг над другом. Это улучшает, в частности, также уплотнительное действие стыкового соединения согласно изобретению, так как граничащие друг с другом промежуточные участки соответственно образуют герметичную щель, к обеим сторонам которой примыкает затвердевшее тело из полимерного материала и принимает на себя уплотнительную функцию.
Стыковое соединение согласно изобретению дополнительно выгодно тем, что при определенных функциональных частях одновременно с образованием стыкового соединения может также из литейной массы отливаться направляющая манжета или т.п., для аксиально подвижного внутри данной функциональной части тела или для самой этой части, в то время как углубление участка стенки этой функциональной части через подводящий канал оканчивается в кольцевом пространстве. Подразумевается, что при этом в случае необходимости по обе стороны кольцевого пространства должны располагаться подходящие уплотнения, например двухлепестковыми манжетам или съемниками, которые, с одной стороны, предотвращают выпуск литейной массы из кольцевого пространства, а с другой стороны, после затвердевания литейной массы в направляющую манжету принимают на себя уплотнение камеры нагнетания внутри цилиндра и т.п. Система уплотнения для направляющей манжеты может также заливаться одновременно с направляющей манжетой или перед ней.
Чтобы иметь возможность производить стыковое соединение в короткое время, особенно выгодно, если литейная масса - это формуемая литьем под давлением масса. Для предпочтительной реализации способа и стыкового соединения в гидравлических силовых устройствах, например стойкам крепи, гидроцилиндрам и передвижным цилиндрам, выбирается целесообразным образом литейная масса из полимерного материала, который в затвердевшем или отвержденном состоянии выдерживает нагружение срезающим усилием, по меньшей мере, 20 Н/мм2, преимущественно, по меньшей мере, 45 Н/мм2. Литейная масса может быть термопластом, в частности полиамидом (PA) или полифенилен-эфиром (PPE), или политерефталатом (PTP), в частности полибутилентерефталатом (PBT), или поливинилиденфторидом (PVDF). Особенно выгодно, если литейная масса - это усиленная волокном литейная масса, в частности усиленная стекловолокном литейная масса, содержащая, к примеру, около 30% стекловолокна.
Для осуществления стыкового соединения применяется способ, который характеризуется этапами расположения частей с перекрывающимися участками стенок с образованием полости посредством углубления, предусмотренных в обоих участках стенок, и заполнения полости текучей в нагретом или пластифицированном состоянии литейной массой из полимерного материала, которая в отвержденном или застывшем состоянии соединяет обе части друг с другом с геометрическим замыканием. Введенный в полость между участками стенок функциональных частей полимерный материал, как только он отверждается или застывает, предотвращает за счет геометрического замыкания относительные перемещения между функциональными частями, так как он проникает в предусмотренные в обоих участках стенок углубления, полностью их заполняет и затвердевает в полости до почти жесткого тела, стабильного по форме. Температуры пластификации для литейных масс полимерного материала лежат около 300°C, что существенно ниже температуры плавления металлов, так что воздействие на строение структуры функциональных частей, состоящих из металлов, не может осуществляться. Вместе с тем, особенно предпочтительно, что функциональные части, в частности цилиндры, могут состоять из холоднотянутых труб и уже перед производством стыкового соединения на все функциональные части, например, могут наноситься покрытия. Также не существует опасности коробления состоящих из металла функциональных частей, как это может иметь место при соединении частей сваркой. Одновременно полезно то, что неточности производства в перекрывающихся участках стенок почти полностью устраняются залитым полимерным материалом при учете степени усадки полимерного материала примерно от 0,2% до 1%.
В предпочтительном варианте осуществления способа в качестве литейной массы применяется литьевой материал, который впрыскивается в полость, в частности, под высоким давлением. Давление при впрыске может составлять, например, 200 бар, чтобы заполнять всю полость, несмотря на сравнительно длинный литейный канал, полностью и за короткое время. Преимущественно перед заполнением или впрыском литейной массы, по меньшей мере, участки стенок функциональных частей, образующих область перекрытия, подогреваются, например, посредством индуктивного нагрева. Кроме того, выгодно, что у определенных функциональных частей с геометрическим замыканием, на внутренней стороне одной из функциональных частей или для самой части на ее внешней стороне, одновременно может образовываться направляющая манжета или т.п. для аксиально подвижного тела, например стержня поршня или внутреннего цилиндра, и/или также может образовываться система уплотнения для направляющей манжеты. Тогда при монтаже и при соединении функциональных частей может выпадать дополнительный этап монтажа направляющих лент для аксиально подвижной части, в частности штока поршня или внутреннего цилиндра одной ступени цилиндров многоступенчатого силового цилиндра.
Стыковое соединение и способ его осуществления могут предпочтительно применяться, если функциональные части образуют цилиндр рабочего цилиндра и одна из частей состоит из цилиндрического трубчатого участка, а другая часть - из крышки цилиндра. Крышка цилиндра может быть снабжена при этом цельной присоединительной проушиной, в то время как цилиндрическая труба может особенно выгодно состоять из холоднотянутой трубы. Посредством использования холоднотянутых труб как исходного материала можно достигать экономии материальных затрат в цилиндрах до 50% по сравнению с горячекатаными трубами. Способ и стыковое соединение могут предпочтительно использоваться, если функциональные части образуют ступень цилиндра многоступенчатой гидравлической рудничной стойки, или если первая часть состоит из цилиндра рабочего цилиндра, а вторая часть состоит из центрально пропускающего поршневой шток запорного кольца для камеры нагнетания цилиндра. При таком запорном кольце далее особенно благоприятно, когда одновременно со стыковым соединением также отливается и направляющая манжета. Поршень гидравлического силового цилиндра образует следующую область применения для способа и стыкового соединения, причем тогда первая часть может состоять из поршневого штока, а вторая часть - из круглого в поперечном сечении поршневого кольца.
Кроме того, стыковое соединение согласно изобретению обеспечивает преимущество простого и быстрого технического обслуживания, приведения в исправное состояние и восстановления стыкового соединения, функциональных частей и/или использованных уплотнений и т.п., посредством того, что участки стенок соединенных друг с другом частей и стыковое соединение нагреваются определенным способом, к примеру, индуктивным нагревом, в температурном диапазоне от температуры пластификации использованного полимерного материала, до примерно 300°C, чтобы разъединять стыковое соединение и функциональные части при пластифицированном и соответственно размягченном полимерном материале. Затем может быть удален полимерный материал, оставшийся в углублениях, распределительном канале и литьевом канале, к примеру, посредством чистки или выгорания, и после обновленного вставления друг в друга участков стенок частей может производиться новое стыковое соединение методом литья под давлением.
Дальнейшие преимущества и варианты изобретения следуют из зависимых пунктов формулы изобретения и последующего описания различных возможностей применения стыкового соединения в показанных на чертежах гидроцилиндрах и стойках крепи для подземных горных разработок. На фиг.1-6 показано:
Фиг.1. Продольное сечение гидроцилиндра, содержащего в целом три стыковых соединения согласно изобретению: в корпусе цилиндра, в запорном кольце цилиндрического пространства и между поршнем и поршневым штоком;
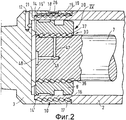
Фиг.2. Схематический вид участка II на фиг.1;
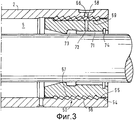
Фиг.3. Схематический вид участка III на фиг.1;
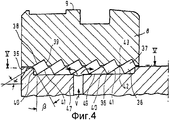
Фиг.4. Схематический вид в разрезе участка IV на фиг.2 с полостью между поршневым кольцом и поршневым штоком;
Фиг.5. Схематический вид вдоль V-V на фиг.4;
Фиг.6. Схематическое сечение телескопической стойки крепи, части которой с помощью стыкового соединения согласно изобретению соединены друг с другом.
Обозначенный на фиг.1 в целом позицией 1 гидроцилиндр может использоваться, например, как передвижной цилиндр в шагающей крепи, чтобы продвигать транспортер и соответственно добычной агрегат в направлении фронта очистных работ, а затем подтягивать присоединенный каркас крепи за счет втягивания активируемого в обоих направлениях гидроцилиндра. Гидроцилиндр 1 содержит внешнюю цилиндрическую трубу 2, левый на фиг.1 конец которой посредством первого, обозначенного в целом позицией 10 соответствующего изобретению стыкового соединения из затвердевшего полимерного литейного материала жестко и одновременно герметично соединен с крышкой 3 цилиндра. В крышке 3 цилиндра цельновыполненная соединительная проушина 4 для шарнирного присоединения цилиндра 1 к контрфорсу, например кронштейну подшипника. Во внутреннее пространство 5 гидроцилиндра 1 установлен с возможностью перемещения поршень 6, который состоит из поршневого штока 7 и кольцеобразного тела 8 поршня, которые жестко и герметично соединены друг с другом вторым соответствующим изобретению стыковым соединением 30 из затвердевшего полимерного литейного материала. В переднем, правом на фиг.1 конце гидроцилиндра 1 проведен поршневой шток 7 внутри запорного кольца 11, которое запирает камеру 5 нагнетания в этом конце цилиндра и жестко и герметично соединено с внутренней стенкой внешней цилиндрической трубы 2 посредством третьего соответствующего изобретению стыкового соединения 50 из затвердевшего полимерного литейного материала. Тело 8 поршня 6 может нагружаться с обеих сторон рабочим давлением, причем для выдвигания поршневого штока 7 рабочая жидкость через отверстие 12 поступает в левую рабочую полость, а для втягивания цилиндра рабочая полость 5 с обратной стороны тела 8 поршня, как представлено, через отверстие 13 нагружается рабочей жидкостью. Рабочее давление рабочей жидкости в соответствующей рабочей полости может достигать при этом нескольких сотен бар, как это известно и необходимо для соответствующих, используемых в горных разработках гидроцилиндров.
В гидроцилиндре 1 изобретение представлено, в частности, стыковыми соединениями 10, 30 и 50, обозначенными на фиг.1 в виде зачерненных участков, причем они на фиг.2-5 не представлены. На этих фигурах можно заметить только полости, в которые проникает пластифицированная, текучая литейная масса из подходящего полимерного материала. Далее это объясняется с помощью фиг.2-5.
Фиг.2 показывает в деталях стыковое соединение 10 между внешней цилиндрической трубой 2 и крышкой 3 цилиндра, а также стыковое соединение 30 между концом поршневого стержня 7 и телом 8 поршня. Состоящая из холоднотянутой металлической трубы внешняя цилиндрическая труба 2 имеет с торцевой стороны бурт с кольцеобразной надставкой 14, участок 14' внешней стенки которой снабжен здесь в целом шестью аксиальными расположенными рядом друг с другом, концентрическими желобками 16 в виде углублений. Участок 14' надставки 14 в показанном соединенном положении перекрывается цельной надставкой 15 на крышке 3 цилиндра, на внутренней стенке 15' которой здесь также образован ряд из шести желобков 17. Надставки 14, 15 с участками стенок 14', 15' стенок могут вдвигаться друг в друга с незначительным люфтом (посадка с зазором или переходная посадка), а желобки 16, 17 состоят из наклоненных друг к другу под прямым углом участков дна, которые при вдвинутых друг в друга надставках создают полости с прямоугольным поперечным сечением, в которые подходящий полимерный материал, например усиленный 30% стекловолокна полиамид (не показан) в пластифицированном, текучем состоянии, может впрыскиваться с высоким давлением через отверстие 18 для впрыска в надставке 15 крышки 3 цилиндра, чтобы образовать стыковое соединение 10. Распределение расплавленного полимерного материала по отдельным полостям или соответственно желобкам с прямоугольным поперечным сечением происходит через представленный схематически непосредственно под отверстием 18 для впрыска и связанный с ним через литейный канал 26 распределительный канал 19, который проходит в аксиальном направлении по всей ширине снабженных желобками 16, 17 областей участков 14', 15' стенок. Концы 20, 21 надставок 14, 15 каждый раз наталкиваются на бурт цилиндра 2 и соответственно крышки 3 цилиндра, чтобы в осевом направлении с обеих сторон замыкать полости и удерживать под высоким давлением, к примеру, 300 бар, и при температуре около 300°C впрыскнутую литейную массу из полимерного материала в полостях. После застывания или соответственно отверждения полимерного материала крышка 3 цилиндра и цилиндр 2 будут соединены друг с другом с геометрическим замыканием за счет заполнивших углубления 16, 17 затвердевших колец (фиг.1) из полимерного материала, причем кольца одновременно способствуют герметизации разделительного промежутка между обеими частями 2, 3. Полимерный материал выбирается преимущественно таким образом, что в затвердевшем состоянии он может воспринимать растягивающие нагрузки около 50 Н/мм2. Подходящие материалы, например полиамид STANYL® или полибутилентерефталат ARNITE® фирмы DSM соответственно усилены 30% стекловолокна. При количестве колец шесть или больше и их расположении таким образом, что отдельные кольца нагружаются усилиями сжатия между частями 2, 3 вдоль своей самой широкой диагонали, стыковое соединение 10 может подвергаться гидравлическим давлениям более 300 бар в рабочей полости, без того, чтобы части 2, 3 разъединялись друг с другом или образовывалась негерметичность между ними.
Фиг.2, 4 и 5 показывают в качестве другого примера осуществления стыковое соединение 30 для жесткого и герметичного крепления тела 8 поршня на конце поршневого штока 7. Кольцеобразное тело 8 поршня, которое своей внешней стенкой 9 может герметично скользить вдоль внутренней стенки цилиндра 2 (фиг.2), чтобы образовывать камеры нагнетания по обеим сторонам тела 8 поршня, снабжено на своей кольцеобразной внутренней стенке 35, как хорошо видно из фиг.4, здесь шестью желобообразными углублениями 37, каждое из которых имеет наклоненные друг к другу под прямым углом участки 38, 39 дна. В показанном монтажном положении, в котором поршневой шток 7 и тело 8 поршня соединены друг с другом, желобообразные углубления 37 в теле 8 поршня расположены напротив углублений 36, которые образованы на внешней стенке 34 поршневого штока 7 и имеют также наклоненные друг к другу под прямым углом участки 40, 41 дна. Внешний диаметр на участке 34 стенки поршневого штока 7 при посадке с зазором или переходной посадке меньше, чем внутренний диаметр на участке 35 внутренней стенки тела 8 поршня, так что тело 8 поршня и поршневой шток 7 могут вставляться друг в друга. Между участками 40, 41 дна смежных желобков 36 образованы цилиндрические промежуточные участки 42, а между участками 38, 39 дна смежных желобков 37 образованы цилиндрические промежуточные участки 43, составляющие несколько миллиметров аксиальной длины, которые в монтажном положении расположены непосредственно друг над другом и которые полностью или почти полностью разделяют образованные соответствующими углублениями 36, 37 полости друг от друга. Угол α наклона соответствующего более длинного участка 38 или 41 дна углублений 37, 36 составляет относительно участков 35 или соответственно 34 стенки примерно 30°, а угол β наклона более коротких участков 39 или 40 дна к перпендикуляру к участкам стенок 34, 35 соответственно 60°. Осевая длина цилиндрических промежуточных участков 42, 43 значительно короче, чем осевая длина углублений 36, 37, и может составлять, например, около 4 мм. Для впрыска полимерного материала в торцевой стороне поршневого штока 7 предусмотрено отверстие 43 для впрыска (фиг.2), которое через два состоящих из отверстий литейных канала 46 и 47 оканчивается в распределительном канале 49, который проходит в аксиальном направлении поршневого штока 7 через все углубления 36. Таким образом, как показано стрелками V на фиг.4 и 5, текучий полимерный материал может распределяться через распределительный канал 49 по отдельным полостям и полностью заполнять полости или соответственно углубления 36, 37 в обеих соединяемых друг с другом функциональных частях 7, 8. Полимерный материал затвердевает в углублениях 35, 37 в виде заполняющих их колец, которые соединяют с геометрическим замыканием обе части 7, 8 и одновременно полностью герметизируют разделительный промежуток между участками 34 и 35 стенок.
Фиг.3 показывает третий пример осуществления стыкового соединения 50 согласно изобретению для соединения цилиндра 2 с запорным кольцом 11, которое одновременно с помощью направляющей манжеты 70 (фиг.1) образует на его внутренней стороне направляющую для поршневого штока 7. Стыковое соединение 50 состоит здесь в целом из восьми последовательно расположенных в аксиальном направлении углублений 56 и соответственно 57 на цилиндрическом участке внутренней стенки 55 цилиндра 2 и соответственно на цилиндрическом участке 54 внешней стенки запорного кольца 11, причем геометрия углублений 56, 57 соответствует геометрии углублений в предыдущих примерах осуществления. Полимерный материал, с помощью которого производится геометрическое замыкание в стыковом соединении 50, может вводиться через отверстие 58 для впрыска и литейный канал 66 в цилиндре 2, а также через распределительный канал 59, который расположен здесь на участке 54 внешней стенки запорного кольца 11, в отдельные углубления или желобки 56, 57. Позиционирование распределительного канала 59 происходит преимущественно таким образом, что литейный канал 66 оканчивается непосредственно в распределительном канале 59, чтобы достичь оптимального распределения и ввода полимерного материала в полость и все углубления 56, 57. В примере осуществления на фиг.3 впрыскиваемым полимерным материалом одновременно образуется направляющая манжета 70 (фиг.1) для поршневого штока 7. Для этого на внутренней стенке запорного кольца 11 выполнена кольцевая полость 71, в которой оканчивается исходящий от дна распределительный канал 59 и преимущественно состоящий из отверстия подводящий канал 72. Кольцевая полость 71 ограничивается с обеих сторон установочными областями 73 и соответственно 74 для уплотнительных элементов, которые предотвращают боковое просачивание полимерного материала из кольцевой полости 71, по меньшей мере, при заливке кольцевой полости 71. Соответствующие уплотнения могут после затвердевания полимерного материала в кольцевой полости 71 удаляться к направляющей манжете 70 (фиг.1) для поршневого штока 7, и уплотнение между поршневым штоком 7 и запорным кольцом 11 затем осуществляется исключительно за счет щелевого уплотнения между поршневым штоком 7 и направляющей манжетой 70, или в одном или обоих промежуточных областях 73, 74 располагаются подходящие уплотнения или съемники, которые обеспечивают уплотнения при длительной эксплуатации гидроцилиндра 1. Заливка стыкового соединения 50 с одновременным образованием направляющей манжеты 70 происходит преимущественно при уже вставленном поршневом штоке 7. По внешнему периметру он может частично покрываться смазкой и т.п., чтобы предотвращать налипание впрыскиваемого полимерного материала на поршневой шток 7.
Для производства соответствующего стыкового соединения 10, 30, 50 и соответственно направляющей манжеты 70 используется подходящий жидкотекучий или текучий в пластифицированном состоянии полимерный материал, в частности подходящий, формуемый литьем под давлением материал, например усиленный стекловолокном полиамид или усиленный стекловолокном полибутилентерефталат, которые имеют необходимую механическую прочность после затвердевания. Полимерный материал пластифицируется при температурах до примерно 300°С и затем впрыскивается в текучем состоянии через соответствующие отверстия 18, 48 или 58 для впрыска в предусмотренные согласно изобретению полости, которые охватывают задние по отношению к разделительному промежутку сечения в обеих соединяемых друг с другом частях. Полный объем данных полостей известен, и литейная масса дозированно впрыскивается под высоким давлением - более 200 бар. В силу относительно длинных и тонких проточных каналов процесс впрыскивания может требовать определенного периода времени, так что перед впрыском полимерного материала предпочтительно подогревать соединяемые друг с другом части из металла, например поршневой шток 7 и тело 8 поршня или крышку 3 цилиндра и цилиндр 2, до температуры 100°С или выше. Как только впрыскиваемая полимерная масса затвердела, части могут эксплуатироваться. В целом, время монтажа незначительно и он может проводиться полностью автоматизировано.
Фиг.6 показывает на другом примере осуществления как с помощью стыкового соединения, согласно изобретению могут соединяться функциональные части телескопической гидравлической стойки 100, которая может вступать в действие, например, как рудничная стойка или стойка крепи для подпирания кровли в подземных горных разработках. В показанном примере осуществления отдельные элементы стойки 100 крепи соединяются друг с другом в целом пятью соответствующими изобретению стыковыми соединениями 110, 120, 130, 140 и 150, причем все стыковые соединения, как показано выше, состоят из впрыскнутого полимерного материала, который впрыскивается в полость между соединяемыми частями, заполняет ее полностью и затвердевает, чтобы соединять части друг с другом с геометрическим замыканием и одновременно герметизировать разделительные промежутки. Стыковое соединение 110 соединяет крышку 103 цилиндра с внешним цилиндром 102 первой ступени цилиндров. Стыковое соединение 120 соединяет крышку 104 цилиндра с цилиндрической трубой 105 второй ступени цилиндров. Цилиндрическая труба 105 установлена с возможностью перемещения в запорном кольце 111, которое закреплено посредством стыкового соединения 130 из залитой пластмассы во внутреннем объеме внешнего цилиндра 102. Одновременно крышка 104 цилиндра образует головку поршня для второй ступени. Внутри цилиндра 105 расположен аксиально подвижный поршневой шток 107, у которого на левом согласно фиг.6 конце с помощью другого стыкового соединения 140, согласно изобретению закреплено здесь относительно тонкостенное поршневое кольцо 108. Одновременно поршневой шток 107 установлен во втором запорном кольце 112, которое закреплено посредством пятого стыкового соединения 150 на внутренней стенке цилиндра 105. Все части могут соединяться друг с другом в течение очень короткого времени и геометрия полостей для стыковых соединений 110, 120, 130, 140 и 150 соответствует предыдущим примерам осуществления.
Для специалиста из предыдущего описания очевиден ряд модификаций, которые должны подпадать под объем защиты зависимых подпунктов формулы изобретения. Количество углублений или соответственно желобков в перекрывающихся друг с другом участков стенок соединяемых частей соотносится со свойствами используемого полимерного материала. Чем выше его предел прочности при растяжении в отвержденном состоянии, тем меньше нужно желобков. Минимальное количество, например, шесть желобков, тем не менее, предоставляет преимущества как относительно достигающейся прочности стыкового соединения, так и относительно эффекта уплотнения между частями. Геометрия желобков или углублений и геометрия возникающего в конце процесса затвердевания тела из полимерного материала может варьироваться, и для специалиста понятно, что обработка, в частности, температура пластификации, температура впрыскивания, температура предварительного разогрева частей и давление впрыскивания используемого материала, а также геометрия и объемы соответствующей полости могут согласовываться. Обе соединяемые части могут дополнительно иметь согласованные между собой резьбовые участки, с помощью которых они образуют резьбовое соединение на первом этапе монтажа друг с другом, прежде чем пластмасса заливается в полость. Для демонтажа частей стыковое соединение нужно только пластифицировать посредством достаточного нагрева перекрывающихся участков стенок. После удаления из углублений всех полимерных материалов части могут быть снова соединены.
Описание изобретения осуществлено со ссылками на цилиндрические части гидроцилиндра. Тем не менее, изобретение может использоваться также для пневматических цилиндров или для других соединяемых друг с другом частей, в особенности если при соединении этих частей должна одновременно достигаться герметизация разделительного промежутка.
Claims (9)
1. Стыковое соединение для функциональных частей гидравлических или пневматических силовых устройств с имеющей участок внешней стенки первой частью и имеющей участок внутренней стенки второй частью, которые имеют возможность сочленения перекрывающимися участками стенок и соединения друг с другом, отличающееся тем, что оба участка стенок имеют, по меньшей мере, по одному углублению, которые в положении соединения соответственно образуют полость, которая заполняется пластифицированной за счет нагрева текучей литейной массой из полимерного материала, которая после своего отверждения или застывания выдерживает нагружение срезающим усилием, по меньшей мере, 20 н/мм2 и образует соединение обеих частей с геометрическим замыканием, выполненное с возможностью разъединения при нагреве и пластификации полимерного материала, причем одна из частей содержит отверстие для залива или впрыска литейной массы, которое через литейный канал оканчивается в соответствующем углублении, причем углубления имеют возрастающие к участкам стенок участки дна, которые расположены под прямым углом друг к другу, и при этом угол наклона более длинного участка дна к участку стенки составляет от 25 до 35°.
2. Соединение по п.1, отличающееся тем, что угол наклона более длинного участка дна к участку стенки составляет примерно 30°.
3. Соединение по п.1, отличающееся тем, что углубления ориентированы поперечно разделительному промежутку между частями.
4. Стыковое соединение для функциональных частей гидравлических или пневматических силовых устройств с имеющей участок внешней стенки первой частью и имеющей участок внутренней стенки второй частью, которые имеют возможность сочленения перекрывающимися участками стенок и соединения друг с другом, отличающееся тем, что оба участка стенок имеют, по меньшей мере, по одному углублению, которые в положении соединения соответственно образуют полость, которая заполняется пластифицированной за счет нагрева текучей литейной массой из полимерного материала, которая после своего отверждения или застывания выдерживает нагружение срезающим усилием, по меньшей мере, 20 н/мм2 и образует соединение обеих частей с геометрическим замыканием, выполненное с возможностью разъединения при нагреве и пластификации полимерного материала, причем одна из частей содержит отверстие для залива или впрыска литейной массы, которое через литейный канал оканчивается в соответствующем углублении, причем смежные углубления в участках стенок отделены друг от друга промежуточным участком, причем в монтажном положении промежуточные участки участков стенок первой и второй частей расположены непосредственно друг над другом.
5. Стыковое соединение для функциональных частей гидравлических или пневматических силовых устройств с имеющей участок внешней стенки первой частью и имеющей участок внутренней стенки второй частью, которые имеют возможность сочленения перекрывающимися участками стенок и соединения друг с другом, отличающееся тем, что оба участка стенок имеют, по меньшей мере, по одному углублению, которые в положении соединения соответственно образуют полость, которая заполняется пластифицированной за счет нагрева текучей литейной массой из полимерного материала, которая после своего отверждения или застывания выдерживает нагружение срезающим усилием, по меньшей мере, 20 н/мм2 и образует соединение обеих частей с геометрическим замыканием, выполненное с возможностью разъединения при нагреве и пластификации полимерного материала, причем одна из частей содержит отверстие для залива или впрыска литейной массы, которое через литейный канал оканчивается в соответствующем углублении, причем углубление участка стенки одной из частей оканчивается в подводящем канале к кольцевой полости, в которой из литейной массы может отливаться направляющая манжета для аксиально подвижного внутри этой части тела или для самой части.
6. Соединение по любому из пп.1, 4 или 5, отличающееся тем, что литейная масса из полимерного материала выдерживает в отвержденном или застывшем состоянии нагружение срезающим усилием, по меньшей мере, 45 н/мм2.
7. Соединение по любому из пп.1, 4 или 5, отличающееся тем, что литейная масса - это термопласт, в частности, полиамид или полифениленэфир, или политерефталат, в частности, полибутилентерефталат, или поливинилиденфторид.
8. Соединение по любому из пп.1, 4 или 5, отличающееся тем, что литейная масса - это усиленная волокном литейная масса, в частности, усиленная стекловолокном литейная масса.
9. Соединение по любому из пп.1, 4 или 5, отличающееся тем, что силовые устройства представляют собой силовые устройства стоек для подземных горных разработок.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10241801A DE10241801A1 (de) | 2002-09-06 | 2002-09-06 | Verfahren zum Fügeverbinden der Funktionsteile von hydraulischen oder pneumatischen Arbeitsvorrichtungen und Fügeverbindung |
| DE10241801.2 | 2002-09-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005109938A RU2005109938A (ru) | 2005-09-20 |
| RU2320876C2 true RU2320876C2 (ru) | 2008-03-27 |
Family
ID=31724580
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005109938/03A RU2320876C2 (ru) | 2002-09-06 | 2003-08-23 | Стыковое соединение функциональных частей гидравлических или пневматических силовых устройств |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7228787B2 (ru) |
| EP (1) | EP1534929B1 (ru) |
| CN (1) | CN100494631C (ru) |
| AU (1) | AU2003258655B2 (ru) |
| DE (2) | DE10241801A1 (ru) |
| PL (1) | PL199454B1 (ru) |
| RU (1) | RU2320876C2 (ru) |
| WO (1) | WO2004022917A1 (ru) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8092312B2 (en) * | 2009-01-29 | 2012-01-10 | American Axle & Manufacturing, Inc. | Multi-piece yoke assembly |
| DE202009008315U1 (de) * | 2009-06-17 | 2009-09-24 | M & Fc Holding Llc | Gehäuse aus faserverstärktem Kunststoff |
| DE102009048135B4 (de) * | 2009-10-02 | 2017-05-24 | Audi Ag | Gehäuse für eine elektronische Steuereinheit |
| US20120325083A1 (en) * | 2011-06-27 | 2012-12-27 | Sai-Pei Ting | Piston guide ring comprising polyamide-poly(arylene ether) composition |
| DE102013006453B4 (de) * | 2013-04-03 | 2020-09-10 | Festo Se & Co. Kg | Fluidtechnisches Gerät und Verfahren zu seiner Herstellung |
| WO2015154856A2 (en) | 2014-04-07 | 2015-10-15 | Caterpillar Global Mining Europe Gmbh | Sleeve holder for a hydraulic cylinder |
| CN105275408A (zh) * | 2014-06-24 | 2016-01-27 | 中国石油化工股份有限公司 | 浮箍 |
| EP3059163B1 (en) * | 2015-02-18 | 2019-06-19 | Safran Landing Systems UK Limited | Aircraft assembly |
| US20160281851A1 (en) * | 2015-03-26 | 2016-09-29 | Caterpillar Inc. | Sealing face for a component |
| EP3081820B1 (en) | 2015-04-16 | 2017-11-01 | Safran Landing Systems UK Limited | Hydraulic actuator and method of producing the same |
| CN106522947A (zh) * | 2016-11-22 | 2017-03-22 | 武汉理工大学 | 预应力人工矿柱 |
| ES2684624B8 (es) * | 2017-03-29 | 2019-10-16 | Zenit Polimeros Y Composites Sl | Sistema y procedimiento de unión entre elementos de tipo cilíndrico mediante adhesivo |
| US11110514B2 (en) * | 2017-12-14 | 2021-09-07 | Divergent Technologies, Inc. | Apparatus and methods for connecting nodes to tubes in transport structures |
| US11512462B2 (en) * | 2018-03-21 | 2022-11-29 | Udi Yahav | Bamboo connector system |
| US11174908B2 (en) * | 2019-04-04 | 2021-11-16 | Warner Electric Technology Llc | Miniature brake and method of assembly |
| CN110130953A (zh) * | 2019-05-23 | 2019-08-16 | 辽宁工程技术大学 | 一种复合型防冲吸能装置 |
| CN113700744B (zh) * | 2021-09-23 | 2022-11-25 | 珠海格力电器股份有限公司 | 磁悬浮轴承、压缩机和空调器 |
| GB2614924A (en) * | 2022-01-25 | 2023-07-26 | Ocado Innovation Ltd | Glue joint |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL278544A (ru) | 1962-02-03 | |||
| DE1408812B1 (de) * | 1966-12-24 | 1969-11-06 | Demag Ag | Konverter,der sich auf einen mit Abstand angeordneten Tragring nachgiebig abstuetzt |
| FR2072357A5 (ru) * | 1970-11-23 | 1971-09-24 | Garcia Jean Claude | |
| FR2118637A5 (ru) | 1970-12-18 | 1972-07-28 | Schaeffler Ohg Industriewerk | |
| DE2548534C2 (de) | 1975-10-30 | 1985-04-04 | Klöckner-Humboldt-Deutz AG, 5000 Köln | Verbindung von Zylinderkopf und Zylinderrohr einer Brennkraftmaschine |
| DE2613682A1 (de) * | 1976-03-31 | 1977-10-13 | Rosenthal Technik Ag | Vorrichtung fuer die elastische einspannung von glasfaserstaeben |
| GB2078858A (en) * | 1980-06-19 | 1982-01-13 | Dowty Mining Equipment Ltd | Hydraulic pit prop |
| JP2835837B2 (ja) * | 1985-04-03 | 1998-12-14 | 住友金属工業株式会社 | 力伝達材の接合部 |
| NL8703076A (nl) * | 1987-12-18 | 1989-07-17 | Pieter De Jong | Houtverbinding. |
| DE4111758C2 (de) | 1991-04-11 | 1996-10-17 | Tetra Pak Gmbh | Verfahren und Vorrichtung zum Verschließen einer Packung |
| JP3181375B2 (ja) * | 1992-05-30 | 2001-07-03 | 株式会社豊夢 | 接合具及びそれを用いた構造部材の接合方法並びに構造部材間の接合構造 |
| US5606839A (en) * | 1992-06-03 | 1997-03-04 | Baumann; Hanns U. | Energy dissipating connector |
| DE4323462C2 (de) | 1993-07-14 | 1995-05-04 | Vos Richard Grubenausbau Gmbh | Ausbaustempel für den Untertageeinsatz mit integriertem Druckbegrenzungsventil |
| DE19818475C2 (de) | 1998-04-24 | 2001-05-31 | Siemens Ag | Fluiddichtungsanordnung und Verfahren zur Abdichtung |
| DE10045680B4 (de) | 2000-09-15 | 2006-03-09 | Dbt Gmbh | Hydraulikzylinder als Grubenstempel oder Rückzylindereinheit im untertägigen Bergbau |
-
2002
- 2002-09-06 DE DE10241801A patent/DE10241801A1/de not_active Withdrawn
-
2003
- 2003-08-23 RU RU2005109938/03A patent/RU2320876C2/ru not_active IP Right Cessation
- 2003-08-23 EP EP03793750A patent/EP1534929B1/de not_active Expired - Lifetime
- 2003-08-23 AU AU2003258655A patent/AU2003258655B2/en not_active Ceased
- 2003-08-23 DE DE50305378T patent/DE50305378D1/de not_active Expired - Lifetime
- 2003-08-23 CN CN03818162.2A patent/CN100494631C/zh not_active Expired - Fee Related
- 2003-08-23 PL PL373790A patent/PL199454B1/pl unknown
- 2003-08-23 US US10/524,567 patent/US7228787B2/en not_active Expired - Fee Related
- 2003-08-23 WO PCT/EP2003/009361 patent/WO2004022917A1/de active IP Right Grant
Non-Patent Citations (1)
| Title |
|---|
| ОРЛОВ П.И. Основы конструирования, Справочно-методическое пособие. - М.: Машиностроение, 1988, т.2, с.243. МИКУЛЬСКИЙ В.Г. Склеивание бетона. - М.: Стройиздат, 1975, с.196-197, рис.91. * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1534929B1 (de) | 2006-10-11 |
| PL199454B1 (pl) | 2008-09-30 |
| US7228787B2 (en) | 2007-06-12 |
| RU2005109938A (ru) | 2005-09-20 |
| EP1534929A1 (de) | 2005-06-01 |
| US20050271481A1 (en) | 2005-12-08 |
| AU2003258655A1 (en) | 2004-03-29 |
| CN1671947A (zh) | 2005-09-21 |
| AU2003258655B2 (en) | 2007-05-31 |
| DE50305378D1 (de) | 2006-11-23 |
| PL373790A1 (en) | 2005-09-19 |
| CN100494631C (zh) | 2009-06-03 |
| DE10241801A1 (de) | 2004-03-18 |
| WO2004022917A1 (de) | 2004-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2320876C2 (ru) | Стыковое соединение функциональных частей гидравлических или пневматических силовых устройств | |
| FI68189C (fi) | Foerfarande foer tillverkning av roerfoerbindning eller -muff och roerfoerbindning eller -muff | |
| RU2277454C2 (ru) | Инжекционное сопло для машины, предназначенной для литья под давлением материала с металлическими свойствами, и соединение сопла и литниковой втулки | |
| CN111016065B (zh) | 一种塑料注射成型装置及注射成型方法 | |
| CN102527997B (zh) | 受控压力铸造 | |
| CN201265702Y (zh) | 可拆卸的钢结构中继间 | |
| IE42251B1 (en) | Improvements relating to the manufacture of pipe couplings | |
| CN1331627C (zh) | 垂直压铸机以及制造压铸金属件的方法 | |
| CN1032959C (zh) | 带有自行支撑驱动机构的注模注嘴 | |
| KR100320569B1 (ko) | 합성수지 제품 자동사출장치 | |
| CN201973392U (zh) | 复合软管接头 | |
| JP4656797B2 (ja) | パイプラインへのシェル組立体の固定方法 | |
| EP2486995B1 (en) | Cast light metal products, such as a heat exchanger, with casting hole plugs, plug and method for manufacturing the same | |
| CN106715926B (zh) | 工作缸 | |
| CN201925292U (zh) | 带有化学剂的机械锚栓 | |
| CN208503759U (zh) | 油气集输管道维修封堵装置 | |
| CN207138806U (zh) | 一种压铸机的压射结构 | |
| JPH07290496A (ja) | ルーズフランジ付き内面樹脂ライニング管の製造方法 | |
| CN217292742U (zh) | 一种混凝土桩模具 | |
| CN213541494U (zh) | 一种控制阀阀杆填料函内腔多级膨胀固化装置 | |
| CN110789080B (zh) | 一种塑料复合管的连接管件生产装置及生产方法和应用 | |
| JP2001246613A (ja) | さや管向け推進管の製造方法、さや管向け推進管製造型枠およびさや管向け推進管 | |
| CN116265212A (zh) | 一种混凝土桩模具 | |
| FI123543B (fi) | Muotti tilaelementin valmistamiseksi | |
| KR101170447B1 (ko) | 상하수도관용 연결소켓의 성형방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140824 |