RU2280546C2 - Инструмент для фиксации лопаток и его применение для сварки лопаток трением - Google Patents
Инструмент для фиксации лопаток и его применение для сварки лопаток трением Download PDFInfo
- Publication number
- RU2280546C2 RU2280546C2 RU2001133277/02A RU2001133277A RU2280546C2 RU 2280546 C2 RU2280546 C2 RU 2280546C2 RU 2001133277/02 A RU2001133277/02 A RU 2001133277/02A RU 2001133277 A RU2001133277 A RU 2001133277A RU 2280546 C2 RU2280546 C2 RU 2280546C2
- Authority
- RU
- Russia
- Prior art keywords
- tool according
- blade
- clamping jaws
- tool
- possibility
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/1205—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using translation movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/129—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding specially adapted for particular articles or workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
Изобретение может использоваться при изготовлении моноблочных облопаченных дисков. Инструмент для фиксации заготовки лопатки содержит раму, в которой лопатка установлена на трех боковых удерживающих поверхностях. Зажимные губки и толкатели обеспечивают захват лопатки и ее удержание в вертикальном положении на двух удерживающих горизонтальных поверхностях. Лопатка одновременно удерживается точно на месте и захватывается достаточно плотно с помощью единого основного механизма управления. Установка лопатки при этом существенно упрощается, и она может подвергаться сварке трением с диском рабочего колеса турбины без каких-либо дополнительных регулировок. 21 з.п. ф-лы, 8 ил.
Description
Настоящее изобретение относится к инструменту для фиксации лопаток и применение этого инструмента для сварки лопаток трением.
Рабочие колеса некоторых машин включают то, что называется моноблочными облопаченными дисками, то есть части рабочего колеса, с которыми вращающиеся каскады лопаток жестко соединены сваркой, в отличие от традиционной конструкции, в которой основания лопаток с выпуклой или раздвоенной формой или другой формой такого типа устанавливают со скольжением в пазы на диске взаимодополняющего поперечного сечения. Моноблочные диски обычно получаются более легкими и по этой причине являются предпочтительными.
Собственно диски обычно изготавливают с втулками для лопаток, а лопатки формируют отдельно и приваривают к втулкам, обычно используя сварку трением. В конце обработки излишний материал лопаток удаляют путем механической обработки на станке. Недостаток такого производственного процесса состоит в том, что лопатки должны жестко удерживаться во время сварки, что может быть проблематичным, если они имеют сложную форму, в особенности закрученную форму. Во французском патенте 2716397, в котором описана сварка лопаток трением, лопатки удерживают между зажимными губками, которые прижимаются приблизительно по всему их периметру вблизи к кромке для соединения с втулками лопаток. Такое решение является практичным, но не обязательно обеспечивает установку лопаток с большой точностью в машине и не всегда обеспечивает требуемую фиксацию положения. Кроме того, при машинной обработке зажимных губок со сложной поверхностью удержания может оказаться трудно обеспечить достаточную точность.
Задачей данного изобретения является создание инструмента, лишенного указанных недостатков. Улучшенный инструмент для фиксации лопатки предложен в настоящем изобретении. В общем, он содержит раму, оснащенную тремя боковыми удерживающими поверхностями, выполненными с возможностью поперечного удержания лопатки, из которых верхняя удерживающая поверхность расположена вблизи верхней части лопатки, и две нижние удерживающие поверхности расположены вблизи нижних частей передней и задней кромок лопатки, подвижный замок, установленный на раме напротив верхней удерживающей поверхности, две подвижные зажимные губки, установленные на раме с возможностью перемещения в направлении к нижним частям передней и задней кромок устанавливаемой лопатки, приблизительно совпадающие но не совмещенные, и также установленные приблизительно по направлению к нижним удерживающим поверхностям, систему управления зажимными губками и две горизонтальные удерживающие поверхности.
Точная установка лопатки в заданном положении обеспечивается удержанием на пяти поверхностях, при этом зажимные губки захватывают лопатку, прочно установленную на раме, удерживая ее на нижних боковых держателях, кроме того, для удержания лопатки в прижатом к верхней удерживающей поверхности положении используется замок.
Зажимные губки предпочтительно имеют углы, входящие в выемки на лопатке, которые сформированы заранее. Аналогично предпочтительно, чтобы горизонтальные удерживающие поверхности были сформированы горизонтальными верхними поверхностями зажимных губок, в то время как нижние поверхности зажимных губок расположены под углом так, что формируется угол, используемый для зажима.
Система управления может включать передающие толкатели, которые прикладывают толкающее воздействие на задние поверхности зажимных губок; в предпочтительной форме настоящего изобретения планируется, что эти передающие толкатели содержат механизм для отвода зажимных губок для устранения зажима лопатки при съеме толкателей, что позволяет снять инструмент.
Такой инструмент легко совместим с единой системой управления, которая может включать кроме управляющего органа, который предпочтительно выполнен в виде системы винтовой передачи, толкатель привода, включающий механизм для отвода стержней.
Другие аспекты настоящего изобретения и их преимущества будут более понятны при чтении приведенного ниже описания с одновременным рассмотрением чертежей, где:
на фиг.1 представлен общий вид лопатки, предназначенной для установки на моноблочный облопаченный диск с помощью сварки трением, используя процесс, для которого был разработан инструмент в соответствии с настоящим изобретением;
на фиг.2 - общий вид инструмента;
на фиг.3 - вид сверху части, который, по существу, представляет поверхности, удерживающие лопатку в инструменте, или зажимные губки;
на фиг.4 и 5 - вертикальное сечение и горизонтальное сечение механизма для отвода зажимных губок в соответствии с настоящим изобретением;
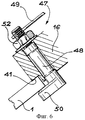
на фиг.6 - замок, используемый в верхней части инструмента;
на фиг.7 и 8 - установка новой лопатки в инструмент.
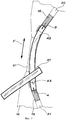
Заготовка лопатки моноблочного облопаченного диска может быть изготовлена способом ковки, механической обработки или скручивания листового металла, как ясно показано на фигуре 1. Эта заготовка лопатки обозначена цифрой 1, и лопатка в законченном виде представлена пунктирными линиями; после сварки она будет обработана со стороны разрежения и стороны поверхности лопасти с помощью фрезерования, которое позволяет удалить излишний материал заготовки 1, а область 3 передней кромки и область 4 задней кромки также подвергаются соответствующей механической обработке. Заготовка 1 также содержит выступ 5, который стирается во время сварки трением, также показана втулка 6 на диске 7, к которому должна быть приварена лопатка. Две выемки 8 и 9 сформированы на лопатке 1 в нижней части передней и задней кромок 3 и 4 соответственно, и выемки 8 и 9 ограничиваются верхней удерживающей фаской 10, нижней удерживающей фаской 11 и нижней наклонной фаской 12.
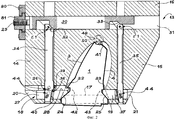
На фигуре 2 изображена заготовка 1, установленная в инструмент в соответствии с настоящим изобретением. Последний содержит раму 13, состоящую, по существу, из двух колонок 14 и 15, установленных с обеих сторон заготовки 1 рядом с передней кромкой 3 и задней кромкой 4, и верхней части 16, соединяющей верхние части колонок 14 и 15. Полотно 17, которое в основном представлено на фигуре 3, может соединять колонки 14 и 15 для придания раме 13 жесткости и для обеспечения улучшенного крепления заготовки 1, как представлено ниже.
Зажимные губки 18 и 19 установлены в нижней части колонок 14 и 15 и передвигаются со скольжением в горизонтальных пазах 20 и 21 в совпадающих направлениях, как видно на фигуре 3, которые, однако, не являются совмещенными. Зажимные губки 18 и 19 имеют горизонтальные удерживающие поверхности соответственно 22 и 23 в их верхней части и наклонные нижние поверхности 24 или 25 соответственно на их концевой части, которая упирается в лопатку. Кроме того, зажимная губка 19 выполнена в виде единой детали, а зажимная губка 18 состоит из двух установленных друг на друге частей 26 и 27, разделенных горизонтальной поверхностью 28, первая из которых упирается в горизонтальную удерживающую поверхность 22 и вторая упирается в наклонную нижнюю поверхность 24.
Инструмент также содержит систему управления, состоящую из единого управляющего органа в форме гайки 81, которая удерживается внутри обоймы 80 на боковой стороне колонки 14, винт 29 ввинчен в гайку 81, горизонтальный толкатель 30 привода, скользящий в пазу 31 верхней части 16 и прикрепленный к винту 29, содержит две подъемные поверхности 32 и 33, наклоненные в одном направлении; и кроме того, система управления содержит два стержня толкателя вертикальной передачи, выполненных в виде передающих толкателей 34, 35, которые передвигаются со скольжением в колонках 14 и 15, и содержат на своих верхних концах поверхности для скольжения по поверхностям 32 и 33 толкателя, толкателя 30 привода и на их нижних концах подъемные поверхности 36 и 37, которые предназначены для воздействия на дополнительные скользящие поверхности зажимных губок 18 и 19. Поскольку зажимная губка 18 разделена, соответствующая подъемная поверхность 36 также разделена на верхнюю часть 39, выступающую над нижней частью 40, и они соответственно взаимосвязаны с частями 26 и 27 зажимной губки 18.
Заготовку 1 устанавливают в инструмент следующим образом. При убранных зажимных губках 18 и 19 заготовку 1 устанавливают между колонками 14 и 15 на двух горизонтальных удерживающих поверхностях 22 и 23 и на трех боковых удерживающих фасках, одна из которых представляет собой верхнюю удерживающую поверхность 41, которая расположена под верхней частью 16, и две другие представляют собой нижние удерживающие поверхности 42 и 43, которые расположены вблизи колонок 14 и 15 и на которых заготовка 1 устанавливается частями, расположенными вблизи к выемкам 8 и 9.
После установки заготовки 1 включают систему управления путем вращения гайки 81, при этом толкатель 30 привода смещается влево по фигуре 1 так, что его подъемные поверхности 32 и 33 упираются в стержни 34 и 35 и опускают их; нижние поверхности 36 и 37 толкателя стержней, выполненных в виде передающих толкателей 34 и 35, упираются, в свою очередь, в зажимные губки 18 и 19 и сдвигают их по направлению друг к другу до тех пор, пока они не войдут в выемки 8 и 9 и не упрутся в заготовку 1. Затягивание должно быть достаточным, чтобы прекратить любой люфт и полностью зафиксировать лопатку в инструменте. Усилия, направленные перпендикулярно поверхности сварки и параллельно направлению трения, передаются от инструмента на лопатку при зажиме наклонных нижних поверхностей 24 и 25 зажимных губок 18 и 19. Эти поверхности вместе с нижними наклонными фасками 12 заготовки 1, которые соответствуют им, должны иметь соответствующие размеры, что требует, чтобы заготовка 1 в областях передней кромки 3 и задней кромки 4 имела достаточную толщину. Они сформированы как можно ближе к зоне сварки для предотвращения передачи усилий по высоте лопатки, которая выполнена закрученной. Другие элементы инструмента также сконструированы таким образом, чтобы они в достаточной степени передавали усилия.
На фигуре 3 представлены силы, которые зажимные губки 18 и 19 передают для улучшения фиксации заготовки 1 на нижних удерживающих поверхностях 42 и 43, поскольку направления их смещения не совпадают, но направлены по направлению к этим фаскам. Это позволяет жестко удерживать заготовку 1 во время сварки трением несмотря на усилия, прилагаемые к ней. Как видно, зажимные губки 18 и 19 продвинуты в достаточной степени в направлении лопатки в областях передней и задней кромок 3 и 4, что является достаточным, если движение трения направлено в соответствии со стрелкой F в направлении линии лопатки; если направление трения прилагается в другом направлении, зажимные губки 18 и 19 будут, вероятно, выталкивать заготовку 1 в направлении нижних удерживающих поверхностей 42 и 43.
Следует отметить некоторые тонкости синхронизации работы механизма. Предпочтительно, чтобы лопатка полностью удерживалась перед затяжкой. По этой причине зажимная губка 18 выполнена разделенной, ее верхняя часть 26 смещается поверхностью толкателя 39 до того, как ее нижняя часть 27 будет смещена поверхностью толкателя 40 так, что верхняя горизонтальная удерживающая поверхность 22 входит в выемку 8 и обеспечивает требуемое горизонтальное удержание на этой стороне в самом начале управления, точно так же верхняя горизонтальная удерживающая поверхность 23 другой зажимной губки 19 быстро входит под фаску 10, соответствующую другой выемке 9.
В месте положения подъемных поверхностей 32 и 33 толкателя 30 привода существует другая несимметричность: подъемная поверхность 33, связанная со стержнем 35 и цельной зажимной губкой 19, расположена так, что она заканчивает свое действие раньше другой подъемной поверхности 32; в результате, когда будет достигнуто горизонтальное удержание лопатки на удерживающих поверхностях 22 и 23, верхняя часть 26 зажимной губки 18 фиксируется, в то время как зажимная губка 19 продолжает движение и, наконец, нижняя часть 27 зажимной губки 18 начинает движение и продолжает его, когда зажимная губка 19 фиксируется так, что стержень 35 проходит за пределы подъемной поверхности 33 так, что зажим лопатки между наклонными нижними поверхностями 24 и 25 зажимных губок 18 и 19 завершается только после этого при продолжении вращения гайки 81. Такая независимость операции установки и зажима несмотря на уникальность системы управления является весьма предпочтительной для обеспечения легкой установки заготовки 1 в требуемом положении в инструмент.
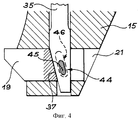
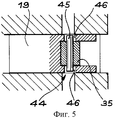
Система управления также позволяет отводить зажимные губки 18 и 19, а также стержни, выполненные в виде передающих толкателей 34, 35, после окончания сварки заготовки 1 со втулкой 6, при этом используются такие системы, как представлены на фигурах 4 и 5, установленные между стержнем, выполненным в виде передающего толкателя 35 и единой зажимной губкой 19, и которые в целом обозначены позицией 44: они содержат, по меньшей мере, один штырь 45, который установлен на стержне, выполненном в виде передающего толкателя 35 так, что он проходит через него в поперечном направлении за его пределы, и опорную поверхность 46, которая расположена напротив стержня 45, сформированную на зажимных губках 19. Опорная поверхность 46 пересекает направление отвода зажимной губки 19 и наклонена по направлению к заготовке 1, когда она проходит по направлению вверх. Когда стержень, выполненный в виде передающего толкателя 35, поднимается, штырь 45 входит в контакт с этой поверхностью 46 и выталкивает его в обратном направлении, что отводит зажимную губку 19 и освобождает заготовку 1. Такой механизм 44 отвода установлен в идентичной или близкой к идентичной форме, между толкателем 30 привода и каждым из стержней, выполненных в виде передающих толкателей 34 и 35, между толкателем 34 и каждой из частей 26 и 27 зажимных губок 18 и, как было показано выше, между стержнем, выполненным в виде передающего толкателя 35 и зажимной губкой 19. Толкатель 30 привода включает механизм 61 для отвода стержней. Управление при отводе, прикладываемое к гайке 81, приводит к тому, что толкатель 30 привода передвигается вправо и поднимает стержни, выполненные в виде передающих толкателей 34 и 35, и это отводит зажимные губки 18 и 19.
Последний элемент настоящего изобретения раскрыт со ссылкой на фигуру 6, он представляет собой замок 47, состоящий из вала 48, который проходит через верхнюю часть 16 рамы 13, и соединен с рукояткой 49 привода с одной стороны головки 16 и с задвижкой 50 на другой стороне. Поворот рукоятки 49 приводит к вращению задвижки 50 и выводит ее в положение перед верхней удерживающей поверхностью 41, что фиксирует заготовку 1 в этом месте, и предотвращает какой-либо наклон во время сварки трением. Гайка 52, установленная на резьбовую часть вала 48, может удерживать замок 47 благодаря зажиму вала 48 на раме 13 между гайкой 52 и задвижкой 50. При этом, как видно, формируется упор на верхней удерживающей поверхности 41.
Операция по сварке трением производится традиционным способом так, что рама 13, в которой зафиксирована заготовка 1, представляет собой единую деталь с одной из взаимно перемещающихся частей машины, на другой части которой закреплен диск 7. Однако рассмотрим более подробно последовательность установки заготовок 1 лопаток в инструмент и на диск 7. На фигурах 7 и 8 представлены соответственно виды сверху и сбоку инструмента, диска 7 и двух заготовок, первая из которых представляет собой заготовку 55, уже приваренную к своей втулке 6 с образованием сварного фланца 57, а вторая представляет собой новую заготовку 56, аналогичную заготовке 1, описанной выше. После окончания сварки заготовки 55 зажимные губки 18 и 19 открывают, инструмент немного поднимают для отделения его от фланца 57 и диск 7 поворачивают на один шаг лопатки в направлении стрелки 58. Новую заготовку 56 затем устанавливают на втулке 6, фиксируя ее на поперечных удерживающих поверхностях 41, 42 и 43, выполняя поперечное и волнообразное движение, представленное стрелкой 59, которое проходит между инструментом и приваренной заготовкой 55 над фланцем 57. Инструмент затем отводят обратно в требуемое положение, зажимные губки 18 и 19 зажимают и снова включают сварку трением. Следует отметить, что нижняя поверхность 60 полотна 17, которая проходит несколько выше сварного соединения, ограничивает подъем фланца, который формируется при этом, и обеспечивает то, что он не будет мешать вводу следующей заготовки.
Инструмент снимают с машины, только когда будет приварена последняя заготовка. После сварки последней лопатки съем инструмента облегчается, если полотно 17 будет выполнено съемным.
Инструмент, в общем, имеет такие размеры, которые позволяют выполнить последовательную сварку всех лопаток на диске 7 без необходимости его съема: колонки 14 и 15, в частности, не должны излишне охватывать новую заготовку 56 и затруднять движение ввода, и при этом они не должны быть слишком толстыми с задней стороны новой заготовки 56, чтобы не было биения о заготовку, которая была приварена первой, при окончании сварки диска 7.
Наконец, следует отметить, что инструмент позволяет фиксировать заготовки без выступа 5, который может привариваться к диску 7 с использованием другой технологии, кроме сварки трением, так как не требуется опора этого выступа 5.
Поскольку настоящее изобретение не относится ни к самим машинам сварки трением, ни к процессам сварки, нет необходимости приводить их описание.
Claims (22)
1. Инструмент для фиксации лопатки, отличающийся тем, что он содержит раму (13), имеющую боковые удерживающие поверхности (41, 42, 43), выполненные с возможностью поперечного удержания лопатки (1), верхняя из которых расположена вблизи верхней части устанавливаемой лопатки, и две нижние - вблизи нижних частей передней и задней кромок (3, 4) лопатки, подвижный замок (47), установленный на раме напротив верхней удерживающей поверхности, две подвижные зажимные губки (18, 19), установленные на раме с возможностью перемещения в направлении к нижним частям передней и задней кромок устанавливаемой лопатки, приблизительно совпадающих, но не совмещенных, и также установленные приблизительно по направлению к нижним удерживающим поверхностям, систему управления зажимными губками и две горизонтальные удерживающие поверхности (22, 23).
2. Инструмент по п.1, отличающийся тем, что зажимные губки имеют углы с возможностью введения их в выемки (8, 9) устанавливаемой лопатки на ее передней и задней кромках.
3. Инструмент по п.2, отличающийся тем, что горизонтальные удерживающие поверхности (22, 23) сформированы горизонтальными верхними поверхностями зажимных губок, в то время как нижние поверхности (24, 25) зажимных губок выполнены наклонными.
4. Инструмент по п.3, в котором одна из зажимных губок (18) выполнена разделенной на две части (26, 27), расположенные друг на друге.
5. Инструмент по любому из пп.1-4, отличающийся тем, что система управления содержит передающие толкатели (34, 35), которые выполнены с возможностью толкающего воздействия на задние поверхности зажимных губок.
6. Инструмент по любому из пп.1-5, отличающийся тем, что система управления содержит единый орган (81) привода для обеих зажимных губок (18, 19).
7. Инструмент по п.6, отличающийся тем, что орган привода соединен с толкателем (30) привода с помощью двух смещаемых подъемных поверхностей (32, 33).
8. Инструмент по п.5 или 7, отличающийся тем, что передающие толкатели (34, 35) выполнены в виде стержней с возможностью толкающего воздействия на зажимные губки (18, 19) нижними концами, а подъемные поверхности (32, 33) толкателя привода выполнены с возможностью толкающего воздействия на верхние концы стержней.
9. Инструмент по п.8, отличающийся тем, что стержни выполнены вертикальными и проходят внутри двух колонок (14, 15) рамы (13), а толкатель (30) привода расположен горизонтально и проходит внутри верхней части (16) рамы (13).
10. Инструмент по любому из пп.5-9, отличающийся тем, что передающие толкатели содержат механизм (44) для отвода зажимных губок.
11. Инструмент по п.8 или 9, отличающийся тем, что толкатель привода включает механизм (61) для отвода стержней.
12. Инструмент по п.10 или 11, отличающийся тем, что механизм для отвода включает штыри (45), размещенные поперек толкателей с возможностью взаимодействия с упорными поверхностями (46) на зажимных губках, которые расположены поперек направления отвода.
13. Инструмент по п.5, отличающийся тем, что один из передающих толкателей (34), который выполнен с возможностью толкающего воздействия на заднюю поверхность разделенной зажимной губки, содержит верхнюю подъемную поверхность (39), выступающую над нижней подъемной поверхностью (40).
14. Инструмент по п.7 или 13, отличающийся тем, что подъемные поверхности (32, 33) толкателя привода расположены на расстоянии друг от друга так, что нижняя подъемная поверхность (40) передающего толкателя (34) разделенной зажимной губки (18) выполнена с возможностью последующего толкающего воздействия на зажимную губку после того, как другой передающий толкатель (35) прошел за пределы другой подъемной поверхности (33) толкателя привода.
15. Инструмент по любому из пп.1-14, отличающийся тем, что система управления содержит винтовую передачу (29).
16. Инструмент по любому из пп.1-15, отличающийся тем, что замок (47) содержит поворотную задвижку (50) и зажимную гайку, навинченную на вал, проходящий поперек рамы.
17. Инструмент по любому из пп.1-16, отличающийся тем, что рама содержит полотно (17) для поперечного удержания лопатки между нижними удерживающими поверхностями (42, 43) и для повышения жесткости инструмента.
18. Инструмент по любому из пп.1-17, отличающийся тем, что он выполнен с возможностью установки лопатки для процесса сварки.
19. Инструмент по п.18, отличающийся тем, что процесс сварки представляет собой сварку трением
20. Инструмент по п.18 или 19, отличающийся тем, что полотно (17) содержит нижнюю поверхность (60), предотвращающую перемещение вверх лопатки при сварке трением.
21. Инструмент по любому из пп.18-20, отличающийся тем, что полотно (17) предназначено для съема инструмента после сварки последней лопатки.
22. Инструмент по любому из пп.18-21, отличающийся тем, что он выполнен с возможностью проведения последовательной сварки всех лопаток на диске без необходимости съема инструмента с машины.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0015891 | 2000-12-07 | ||
| FR0015891A FR2817783B1 (fr) | 2000-12-07 | 2000-12-07 | Outillage de maintien d'une aube, et son application au soudage par friction des aubes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2001133277A RU2001133277A (ru) | 2003-07-27 |
| RU2280546C2 true RU2280546C2 (ru) | 2006-07-27 |
Family
ID=8857348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001133277/02A RU2280546C2 (ru) | 2000-12-07 | 2001-12-06 | Инструмент для фиксации лопаток и его применение для сварки лопаток трением |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6595401B2 (ru) |
| EP (1) | EP1213088B1 (ru) |
| JP (1) | JP4104849B2 (ru) |
| CA (1) | CA2364588C (ru) |
| DE (1) | DE60133711T2 (ru) |
| FR (1) | FR2817783B1 (ru) |
| RU (1) | RU2280546C2 (ru) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2456143C2 (ru) * | 2010-06-18 | 2012-07-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин |
| RU2456141C2 (ru) * | 2010-06-18 | 2012-07-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением деталей из титановых сплавов |
| RU2496989C1 (ru) * | 2012-07-16 | 2013-10-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением лопаток с диском для получения блиска |
| WO2015163786A1 (ru) * | 2014-04-23 | 2015-10-29 | Федеральное Государственное Бюджетное Образовательное Учреждение Высшего Профессионального Образования "Уфимский Государственный Авиационный Технический Университет" (Фгбоу Впо "Угату") | Устройство для линейной сварки трением блисков |
| RU2582405C2 (ru) * | 2010-03-05 | 2016-04-27 | Снекма | Опора для фиксации лопатки посредством ее лопасти в процессе механической обработки хвостовика указанной лопатки |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6844515B2 (en) * | 2001-10-10 | 2005-01-18 | Brett Wayne Byrnes | Method and apparatus for turbine blade machining |
| DE10245904A1 (de) * | 2002-10-01 | 2004-04-15 | Mann + Hummel Gmbh | Einrichtung zum Verschweißen zweier thermoplastischer Formteile |
| GB0316158D0 (en) * | 2003-07-10 | 2003-08-13 | Rolls Royce Plc | Method of making aerofoil blisks |
| FR2859933B1 (fr) * | 2003-09-19 | 2006-02-10 | Snecma Moteurs | Procede de fabrication ou de reparation d'un disque aubage monobloc |
| DE102005006047A1 (de) * | 2005-02-10 | 2006-09-07 | Mtu Aero Engines Gmbh | Verfahren zur Herstellung und/oder Reparatur eines integral beschaufelten Rotors |
| US7503113B2 (en) * | 2005-10-13 | 2009-03-17 | Siemens Energy, Inc. | Turbine vane airfoil reconfiguration system |
| US7536783B2 (en) * | 2005-10-13 | 2009-05-26 | Siemens Energy, Inc. | Turbine vane airfoil reconfiguration method |
| GB0723406D0 (en) * | 2007-11-29 | 2008-01-09 | Prosurgics Ltd | A clamp |
| US20090185908A1 (en) * | 2008-01-21 | 2009-07-23 | Honeywell International, Inc. | Linear friction welded blisk and method of fabrication |
| DE102008051933A1 (de) * | 2008-10-09 | 2010-04-15 | Mtu Aero Engines Gmbh | Haltevorrichtung zum Halten wenigstens einer Rotorschaufel und Verfahren zum Montieren eines Schaufelkranzes |
| GB0913655D0 (en) * | 2009-08-06 | 2009-09-16 | Rolls Royce Plc | A method of friction welding |
| DE102009052882A1 (de) | 2009-11-13 | 2011-05-19 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zur Herstellung eines integral beschaufelten Rotors sowie mittels des Verfahrens hergestellter Rotor |
| EP2535516B1 (fr) * | 2011-06-17 | 2014-02-26 | Techspace Aero S.A. | Procédé de soudage par friction d'aubes à un tambour de compresseur axial et dispositif correspondant |
| US8651361B1 (en) * | 2013-02-13 | 2014-02-18 | The Boeing Company | Method for angular oscillation friction welding to an axially symmetric weld surface |
| JP6156022B2 (ja) * | 2013-09-30 | 2017-07-05 | 株式会社Ihi | 一体型翼車の線形摩擦接合装置用治具ユニット |
| EP3238868A1 (de) * | 2016-04-27 | 2017-11-01 | MTU Aero Engines GmbH | Verfahren zum herstellen einer schaufel für eine strömungsmaschine |
| JP7005245B2 (ja) * | 2017-09-19 | 2022-01-21 | 三菱重工業株式会社 | 部材の接合方法 |
| JP7003666B2 (ja) * | 2018-01-04 | 2022-01-20 | 株式会社Ihi | ブリスクの製作方法及び保持治具 |
| CN112276220A (zh) * | 2020-10-28 | 2021-01-29 | 中国航发贵州黎阳航空动力有限公司 | 一种用于航空发动机低压涡轮盘的压紧工装 |
| CN114043144B (zh) * | 2021-12-27 | 2024-08-02 | 江苏鲁安特智能装备科技有限公司 | 一种顶框架焊接夹具 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3818646A (en) * | 1973-01-12 | 1974-06-25 | Trw Inc | Fixture for holding precisely shaped parts |
| US4128929A (en) * | 1977-03-15 | 1978-12-12 | Demusis Ralph T | Method of restoring worn turbine components |
| US4222172A (en) * | 1979-01-12 | 1980-09-16 | General Motors Corporation | Vane area measuring device |
| CA1114301A (en) * | 1979-06-27 | 1981-12-15 | Ivor J. Roberts | Locking device for blade mounting |
| US4448405A (en) * | 1981-07-06 | 1984-05-15 | General Electric Company | Versatile gripping device |
| DE8438413U1 (de) * | 1984-10-27 | 1986-06-12 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Vorrichtung zur Herstellung eines Eingußspannblockes für mehrteilige Werkstücke, insbesondere für Turbinenschaufeln |
| US4638602A (en) * | 1986-01-03 | 1987-01-27 | Cavalieri Dominic A | Turbine blade holding device |
| DE3634268A1 (de) * | 1986-10-08 | 1988-04-21 | Hauni Werke Koerber & Co Kg | Werkstueckspanneinrichtung |
| US4829720A (en) * | 1988-06-20 | 1989-05-16 | Cavalieri Dominic A | Turbine blade positioning fixture |
| GB2227191B (en) * | 1988-09-16 | 1993-03-03 | Refurbished Turbine Components | Turbine blade repair |
| GB8910452D0 (en) * | 1989-05-06 | 1989-06-21 | Allwood Searle & Timney | Friction welding |
| GB8914156D0 (en) * | 1989-06-20 | 1989-08-09 | Refurbished Turbine Components | Apparatus for use in the repair of machines |
| GB9000580D0 (en) * | 1990-01-10 | 1990-03-14 | Refurbished Turbine Components | Apparatus for and methods of the repair of turbine blades |
| US5183244A (en) * | 1990-02-22 | 1993-02-02 | Southern California Edison | Blade assembling |
| US5191711A (en) * | 1991-12-23 | 1993-03-09 | Allied-Signal Inc. | Compressor or turbine blade manufacture |
| DE4237052A1 (de) * | 1992-11-03 | 1994-05-05 | Mtu Muenchen Gmbh | Vorrichtung zur Reparaturschweißung der Blattspitzen von Leit- oder Laufschaufeln für Turbomaschinen |
| FR2709997B1 (fr) * | 1993-09-16 | 1995-10-20 | Snecma | Dispositif de bridage d'une pièce à travailler et application à l'usinage d'une pale de turbomachine par électrochimie. |
| FR2716397B1 (fr) * | 1994-02-23 | 1996-04-05 | Snecma | Procédé de soudage de deux parties d'aube. |
| US5503589A (en) * | 1994-06-17 | 1996-04-02 | Wikle; Kenneth C. | Apparatus and method for contour grinding gas turbine blades |
| US5560841A (en) * | 1994-10-11 | 1996-10-01 | United Technologies Corporation | Stator vane extraction |
| DE69502467T2 (de) * | 1994-12-23 | 1998-12-24 | Rolls-Royce Plc, London | Reibschweisswerkzeug |
| US6139412A (en) * | 1996-04-30 | 2000-10-31 | United Technologies Corporation | Fixture for manufacturing precisely shaped parts |
| US6007628A (en) * | 1997-12-19 | 1999-12-28 | United Technologies Corporation | Clamping fixture for a rotor blade shroud |
| US6244495B1 (en) * | 1998-11-06 | 2001-06-12 | United Technologies Corporation | Gripper |
| US6354482B1 (en) * | 1998-11-06 | 2002-03-12 | United Technologies Corporation | Friction welder |
-
2000
- 2000-12-07 FR FR0015891A patent/FR2817783B1/fr not_active Expired - Fee Related
-
2001
- 2001-11-22 JP JP2001356928A patent/JP4104849B2/ja not_active Expired - Lifetime
- 2001-12-03 US US09/998,669 patent/US6595401B2/en not_active Expired - Lifetime
- 2001-12-03 CA CA2364588A patent/CA2364588C/en not_active Expired - Lifetime
- 2001-12-06 DE DE60133711T patent/DE60133711T2/de not_active Expired - Lifetime
- 2001-12-06 EP EP01403140A patent/EP1213088B1/fr not_active Expired - Lifetime
- 2001-12-06 RU RU2001133277/02A patent/RU2280546C2/ru active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2582405C2 (ru) * | 2010-03-05 | 2016-04-27 | Снекма | Опора для фиксации лопатки посредством ее лопасти в процессе механической обработки хвостовика указанной лопатки |
| RU2456143C2 (ru) * | 2010-06-18 | 2012-07-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением заготовок из титановых сплавов для моноблоков турбомашин |
| RU2456141C2 (ru) * | 2010-06-18 | 2012-07-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением деталей из титановых сплавов |
| RU2496989C1 (ru) * | 2012-07-16 | 2013-10-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ линейной сварки трением лопаток с диском для получения блиска |
| WO2015163786A1 (ru) * | 2014-04-23 | 2015-10-29 | Федеральное Государственное Бюджетное Образовательное Учреждение Высшего Профессионального Образования "Уфимский Государственный Авиационный Технический Университет" (Фгбоу Впо "Угату") | Устройство для линейной сварки трением блисков |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2817783A1 (fr) | 2002-06-14 |
| CA2364588A1 (en) | 2002-06-07 |
| DE60133711T2 (de) | 2009-07-02 |
| DE60133711D1 (de) | 2008-06-05 |
| EP1213088A1 (fr) | 2002-06-12 |
| US6595401B2 (en) | 2003-07-22 |
| US20020070492A1 (en) | 2002-06-13 |
| EP1213088B1 (fr) | 2008-04-23 |
| JP4104849B2 (ja) | 2008-06-18 |
| CA2364588C (en) | 2010-07-06 |
| JP2002224855A (ja) | 2002-08-13 |
| FR2817783B1 (fr) | 2003-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2280546C2 (ru) | Инструмент для фиксации лопаток и его применение для сварки лопаток трением | |
| CA2142423C (en) | Process for welding two blade parts | |
| RU2001133277A (ru) | Инструмент для фиксации лопаток и его применение для сварки лопаток трением | |
| US5081765A (en) | Methods for repair of turbine blades | |
| KR101907670B1 (ko) | 척 기구, 스테어부착 클로 및 공작기계 | |
| JP5714582B2 (ja) | 建築用パネルの縁加工に関する方法及び構成 | |
| RU2534569C2 (ru) | Способы и устройства, относящиеся к обработке кромок строительных панелей | |
| US20120269588A1 (en) | Grooving insert and method for producing a grooving insert | |
| JP4999636B2 (ja) | タービンのロータに正面側で配置される密封要素の周方向の変位を防ぐためのロック機構を構成するための組付け装置、およびこのようなロック機構を構成するための方法 | |
| JPH0553561B2 (ru) | ||
| JPH0133285B2 (ru) | ||
| AU4125896A (en) | Slot milling tool | |
| US20080025804A1 (en) | Deburring cutter for a deburring tool | |
| RU2440871C2 (ru) | Державка инструмента, в частности прорезного резца, а также режущий элемент для нее | |
| JPH0641064B2 (ja) | 歯切り工具並びにその製作方法 | |
| MX2008012788A (es) | Inserto cortante y metodo de mecanizado de piezas giratorias. | |
| CN104841997B (zh) | 插床进让刀机构 | |
| JP2008106765A6 (ja) | タービンのロータに正面側で配置される密封要素の周方向の変位を防ぐためのロック機構を構成するための組付け装置、およびこのようなロック機構を構成するための方法 | |
| JP2002224855A5 (ru) | ||
| JP2002178204A (ja) | 精密切削加工用工具 | |
| EP0458630B1 (en) | Friction bonding | |
| US4668132A (en) | Cutting tool | |
| KR100259549B1 (ko) | 인덱스가능한 쐐기형 지지부재 및 인서트를 갖는 다중 배향 밀링 커터 | |
| RU2532205C2 (ru) | Сверло, устройство для изготовления и способ для изготовления сверла | |
| CN107000079A (zh) | 用于铣削方肩的切削刀片和切削刀具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner | ||
| PD4A | Correction of name of patent owner |