RU2199794C2 - Изолирующая печатная плата и мощное полупроводниковое устройство, использующее ее - Google Patents
Изолирующая печатная плата и мощное полупроводниковое устройство, использующее ее Download PDFInfo
- Publication number
- RU2199794C2 RU2199794C2 RU2000122998/28A RU2000122998A RU2199794C2 RU 2199794 C2 RU2199794 C2 RU 2199794C2 RU 2000122998/28 A RU2000122998/28 A RU 2000122998/28A RU 2000122998 A RU2000122998 A RU 2000122998A RU 2199794 C2 RU2199794 C2 RU 2199794C2
- Authority
- RU
- Russia
- Prior art keywords
- circuit board
- conductor
- relief
- printed circuit
- insulating
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0213—Electrical arrangements not otherwise provided for
- H05K1/0254—High voltage adaptations; Electrical insulation details; Overvoltage or electrostatic discharge protection ; Arrangements for regulating voltages or for using plural voltages
- H05K1/0257—Overvoltage protection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3735—Laminates or multilayers, e.g. direct bond copper ceramic substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0306—Inorganic insulating substrates, e.g. ceramic, glass
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/01—Dielectrics
- H05K2201/0137—Materials
- H05K2201/0175—Inorganic, non-metallic layer, e.g. resist or dielectric for printed capacitor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/03—Conductive materials
- H05K2201/0332—Structure of the conductor
- H05K2201/0335—Layered conductors or foils
- H05K2201/0355—Metal foils
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09145—Edge details
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2201/00—Indexing scheme relating to printed circuits covered by H05K1/00
- H05K2201/09—Shape and layout
- H05K2201/09209—Shape and layout details of conductors
- H05K2201/09654—Shape and layout details of conductors covering at least two types of conductors provided for in H05K2201/09218 - H05K2201/095
- H05K2201/098—Special shape of the cross-section of conductors, e.g. very thick plated conductors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/03—Metal processing
- H05K2203/0346—Deburring, rounding, bevelling or smoothing conductor edges
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/10—Using electric, magnetic and electromagnetic fields; Using laser light
- H05K2203/105—Using an electrical field; Special methods of applying an electric potential
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/10—Using electric, magnetic and electromagnetic fields; Using laser light
- H05K2203/107—Using laser light
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/12—Using specific substances
- H05K2203/128—Molten metals, e.g. casting thereof, or melting by heating and excluding molten solder
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/22—Secondary treatment of printed circuits
- H05K3/24—Reinforcing the conductive pattern
- H05K3/244—Finish plating of conductors, especially of copper conductors, e.g. for pads or lands
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/38—Improvement of the adhesion between the insulating substrate and the metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
- Y10T29/49124—On flat or curved insulated base, e.g., printed circuit, etc.
- Y10T29/49155—Manufacturing circuit on or in base
- Y10T29/49156—Manufacturing circuit on or in base with selective destruction of conductive paths
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Structure Of Printed Boards (AREA)
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
- Manufacturing Of Printed Wiring (AREA)
Abstract
Изобретение относится к способу изготовления изолирующей подложки, более конкретно к печатной плате, которая может обеспечивать изоляцию внутри корпуса, например, мощного полупроводникового устройства. Настоящее изобретение предусматривает способ изготовления изолирующей печатной платы, включающий приложение напряжения между рельефом схемы печатной платы в атмосферном воздухе или газе с пониженным давлением для обеспечения электрического разряда на печатной плате или облучение лазерным лучом, в результате чего выступы концевой части проводника электрода расплавляются и сглаживаются для ограничения концентрации электрического поля. Технический результат - ограничение локальной концентрации электрического поля в концевой части слоя проводника изолирующей печатной платы и повышение начального напряжения парциального электрического разряда, что приводит к улучшению изоляционной надежности изолирующей печатной платы и использующего ее мощного полупроводникового устройства. 8 с. и 10 з.п. ф-лы, 19 ил.
Description
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу изготовления изолирующей подложки, которая может обеспечить изоляцию внутри корпуса, например, мощного полупроводникового устройства, и более конкретно к изолирующей печатной плате, предназначенной для улучшения свойств изоляции составного элемента, содержащего изолирующую подложку и проводник электрода, присоединенный к изолирующей подложке с помощью соединительного элемента, а также изобретение относится к мощному полупроводниковому устройству, использующему изолирующую печатную плату.
Изобретение относится к способу изготовления изолирующей подложки, которая может обеспечить изоляцию внутри корпуса, например, мощного полупроводникового устройства, и более конкретно к изолирующей печатной плате, предназначенной для улучшения свойств изоляции составного элемента, содержащего изолирующую подложку и проводник электрода, присоединенный к изолирующей подложке с помощью соединительного элемента, а также изобретение относится к мощному полупроводниковому устройству, использующему изолирующую печатную плату.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известно полупроводниковое устройство, которое получают путем герметизации полупроводникового прибора, такого как IGBT (прибор на основе комбинации биополярного транзистора и полевого транзистора с изолированным затвором), диод, GTO (двухоперационный диодный тиристор), транзистор и т.п., внутри изолирующего корпуса. Такое устройство применяется в различных типах инверторов или им подобных устройств в соответствии с их свойствами прочности по напряжению и допустимой нагрузки по току. Устройство выполнено так, что изолирует электрическую схему от основания посредством изолирующей подложки, например, из окиси алюминия (Аl2O3), нитрида алюминия (AlN) и т.п. устройства, упрощая тем самым монтаж. Среди этих приборов преимуществом является простота управления и высокочастотный режим работы при большом значении тока, поскольку IGBT является прибором, предназначенным для управления напряжением. В последние годы прибор IGBT совершенствовался для обеспечения большей допустимой нагрузки по току, так что его рабочие характеристики улучшены вплоть до области, соответствующей обычным GTO. В соответствии с повышением допустимой нагрузки по току устройства площадь изолирующей подложки, используемой в устройстве, становится большой, ввиду увеличения размера и увеличения количества микросхем полупроводниковых приборов, используемых в устройстве. Для разрешения проблемы увеличения этой площади использовался способ создания террасной части (ступенчатой части) в концевой части проводящего слоя, присоединенного к изолирующей подложке, как показано в японской патентной публикации 5-152461. Способ размещения концевой части соединительного элемента для соединения проводника электрода и изолирующей подложки снаружи проводника электрода, как показано в японской патентной публикации JP-B2-7-77989, и т.д. Эти способы уменьшают максимальное механическое напряжение, создаваемое в проводнике электрода или между соединительным элементом и изолирующей подложкой, что позволяет снизить опасность возникновения трещин, создаваемых в цикле нагревания изолирующей подложки. Кроме того, необходимо увеличить допустимое напряжение внутри устройства в соответствии с высоким допустимым напряжением устройства. В частности, для изоляции между основанием и электрической схемой необходимо обеспечить допустимое напряжение класса 10 кВ. Чтобы удовлетворить это требование, средняя напряженность электрического поля уменьшается, в принципе, путем увеличения толщины изолирующей подложки, так, чтобы уменьшить напряженность электрического поля, или путем увеличения расстояния утечки по поверхности между конфигурацией схемы и концевой частью изолирующей подложки.
Известно полупроводниковое устройство, которое получают путем герметизации полупроводникового прибора, такого как IGBT (прибор на основе комбинации биополярного транзистора и полевого транзистора с изолированным затвором), диод, GTO (двухоперационный диодный тиристор), транзистор и т.п., внутри изолирующего корпуса. Такое устройство применяется в различных типах инверторов или им подобных устройств в соответствии с их свойствами прочности по напряжению и допустимой нагрузки по току. Устройство выполнено так, что изолирует электрическую схему от основания посредством изолирующей подложки, например, из окиси алюминия (Аl2O3), нитрида алюминия (AlN) и т.п. устройства, упрощая тем самым монтаж. Среди этих приборов преимуществом является простота управления и высокочастотный режим работы при большом значении тока, поскольку IGBT является прибором, предназначенным для управления напряжением. В последние годы прибор IGBT совершенствовался для обеспечения большей допустимой нагрузки по току, так что его рабочие характеристики улучшены вплоть до области, соответствующей обычным GTO. В соответствии с повышением допустимой нагрузки по току устройства площадь изолирующей подложки, используемой в устройстве, становится большой, ввиду увеличения размера и увеличения количества микросхем полупроводниковых приборов, используемых в устройстве. Для разрешения проблемы увеличения этой площади использовался способ создания террасной части (ступенчатой части) в концевой части проводящего слоя, присоединенного к изолирующей подложке, как показано в японской патентной публикации 5-152461. Способ размещения концевой части соединительного элемента для соединения проводника электрода и изолирующей подложки снаружи проводника электрода, как показано в японской патентной публикации JP-B2-7-77989, и т.д. Эти способы уменьшают максимальное механическое напряжение, создаваемое в проводнике электрода или между соединительным элементом и изолирующей подложкой, что позволяет снизить опасность возникновения трещин, создаваемых в цикле нагревания изолирующей подложки. Кроме того, необходимо увеличить допустимое напряжение внутри устройства в соответствии с высоким допустимым напряжением устройства. В частности, для изоляции между основанием и электрической схемой необходимо обеспечить допустимое напряжение класса 10 кВ. Чтобы удовлетворить это требование, средняя напряженность электрического поля уменьшается, в принципе, путем увеличения толщины изолирующей подложки, так, чтобы уменьшить напряженность электрического поля, или путем увеличения расстояния утечки по поверхности между конфигурацией схемы и концевой частью изолирующей подложки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Чтобы улучшить характеристику выдерживаемого напряжения, необходимо уменьшить напряженность локального электрического поля, которая вызывает ухудшение изоляции. Во многих случаях использования изолирующей печатной платы в полупроводниковом устройстве вся изолирующая печатная плата покрывается органической смолой, такой как силиконовый гель. В структуре, покрытой смолой, парциальный электрический разряд создается в концентрирующей электрическое поле части, имеющей локально большую напряженность электрического поля, как предшественник явления диэлектрического пробоя, в результате чего образуются пустоты или электрическая древовидная структура. В случае, когда напряжение подается постоянно, электрический разряд генерируется непрерывно, так что имеется риск того, что древовидная структура разрастается, что может привести к диэлектрическому пробою. В случае, когда напряжение приложено внутри полупроводникового устройства, место, в котором концентрируется электрическое поле, находится в области утечки на поверхности изолирующей печатной платы, более конкретно, в концевой части вывода проводника электрода в части утечки по поверхности изолирующего основания. Однако в известных способах, предусматривавших выполнение проводника электрода с тонкой концевой частью вывода, расположение соединительного элемента снаружи проводника электрода, которое используется в качестве меры противодействия растрескиванию изолирующего основания, не принимается во внимание соотношение между формой концевой части вывода проводника электрода и начальным напряжением парциального электрического разряда между проводниками электродов (в случае приложения между электродами на схемной стороне) и между проводниками электрода и электродом на обратной поверхности изолирующей подложки (в случае приложения напряжения между электрической схемой и основанием).
Чтобы улучшить характеристику выдерживаемого напряжения, необходимо уменьшить напряженность локального электрического поля, которая вызывает ухудшение изоляции. Во многих случаях использования изолирующей печатной платы в полупроводниковом устройстве вся изолирующая печатная плата покрывается органической смолой, такой как силиконовый гель. В структуре, покрытой смолой, парциальный электрический разряд создается в концентрирующей электрическое поле части, имеющей локально большую напряженность электрического поля, как предшественник явления диэлектрического пробоя, в результате чего образуются пустоты или электрическая древовидная структура. В случае, когда напряжение подается постоянно, электрический разряд генерируется непрерывно, так что имеется риск того, что древовидная структура разрастается, что может привести к диэлектрическому пробою. В случае, когда напряжение приложено внутри полупроводникового устройства, место, в котором концентрируется электрическое поле, находится в области утечки на поверхности изолирующей печатной платы, более конкретно, в концевой части вывода проводника электрода в части утечки по поверхности изолирующего основания. Однако в известных способах, предусматривавших выполнение проводника электрода с тонкой концевой частью вывода, расположение соединительного элемента снаружи проводника электрода, которое используется в качестве меры противодействия растрескиванию изолирующего основания, не принимается во внимание соотношение между формой концевой части вывода проводника электрода и начальным напряжением парциального электрического разряда между проводниками электродов (в случае приложения между электродами на схемной стороне) и между проводниками электрода и электродом на обратной поверхности изолирующей подложки (в случае приложения напряжения между электрической схемой и основанием).
В противоположность этому, в способе, предусматривающем утолщение изолирующей подложки), чтобы уменьшить среднюю напряженность электрического поля, поскольку теплопроводность изолирующей подложки меньше теплопроводности проводника электрода (например, коэффициент теплопроводности меди, обычно используемой в качестве проводника электрода, равен 398 Вт/мК, а теплопроводность окиси алюминия и AIN, используемых в качестве изолирующей подложки, равны 36 Вт/мК и 175 Вт/мК соответственно, что составляет половину или меньше от теплопроводности меди), термоустойчивость устройства возрастает. Кроме того, способ, предусматривающий увеличение расстояния поверхности утечки, чтобы улучшить характеристику выдерживаемого напряжения, приводит к увеличению габаритов устройства.
Задачей настоящего изобретения является создание изолирующей печатной платы, имеющей высокое выдерживаемое напряжение (соответствующее начальному напряжению парциального электрического разряда и напряжению пробоя), и создание мощного полупроводникового устройства, имеющего высокую надежность изоляции за счет использования изолирующей печатной платы.
Для решения указанной задачи, согласно настоящему изобретению, предложен способ изготовления изолирующей печатной платы, имеющей изолирующую подложку и проводник электрода, присоединенный к поверхности изолирующей подложки с помощью соединительного элемента, чтобы сформировать рельеф (рисунок) схемы на поверхности изолирующей подложки, включающий этап, на котором в концевой части проводника рисунка схемы обеспечивается разряд электричества в атмосферном воздухе или газе с пониженным давлением для расплавления и восстановления в твердое состояние концевой части проводника рельефа схемы.
В этом способе к рельефу схемы может быть приложено переменное напряжение в атмосферном воздухе или газе с пониженным давлением для обеспечения в концевой части проводника разряда электричества по существу в каждом из циклов.
Как вариант, к рельефу схемы может быть приложено постоянное напряжение в газе под атмосферным или пониженным давлением для обеспечения в концевой части проводника разряда электричества один или более раз в секунду.
В случае разряда электричества в концевой части проводника в газе под атмосферным или пониженным давлением напряжение может быть приложено к рельефу схемы с использованием схемы, содержащей сопротивление, соединенное последовательно с рельефом схемы, чтобы обеспечить разряд электричества в концевой части проводника.
Как вариант, концевая часть проводника рельефа схемы может быть расплавлена и восстановлена в твердое состояние с помощью облучения лучом лазера.
В результате осуществления этих способов температура возрастает под воздействием энергии электрического разряда в области, где генерируется электрический разряд за счет концентрации электрического поля вследствие остроугольной формы концевой части проводника электрода, или под воздействием лазера, в облучаемой лазером области, вследствие чего металл проводника в концевой части проводника электрода расплавляется, деформируя остроугольную форму в концевой части проводника электрода с образованием сглаженной формы. В частности, в случае верхней поверхности изолирующей печатной платы, неровности (т.е. пики и выемки), имеющие остроугольную форму в концевой части проводника электрода, уменьшаются за счет расплавления и восстановления твердого состояния, а в случае поперечного сечения изолирующей печатной платы радиус кривизны формы выступа в концевой части проводника электрода увеличивается за счет расплавления и восстановления твердого состояния. В результате можно предотвратить концентрацию электрического поля в концевой части проводника электрода, вследствие чего напряжение, требуемое для возникновения парциального электрического разряда, возрастает.
Поскольку возможно формирование электрического разряда при напряжении, более низком, чем выдерживаемое напряжение полупроводникового прибора, за счет приложения напряжения в газе при атмосферном и пониженном давлении, то можно прикладывать напряжение и формировать электрический разряд даже в процессе сборки полупроводникового устройства, а также отдельной изолирующей печатной платы. В этом случае напряжение может быть приложено, и электрический разряд может быть сформирован до этапа покрытия органической смолой, например силиконовым гелем. Кроме того, поскольку энергия электрического разряда концентрируется вблизи области электрического разряда, то даже в случае электрического разряда при сравнительно низком напряжении можно получить эффект, достаточный для расплавления и деформации металла проводника.
Ниже приведено описание варианта осуществления в соответствии с настоящим изобретением и приведенного для сравнения известного варианта осуществления со ссылками на чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематичное представление процесса изготовления для пояснения варианта осуществления в соответствии с настоящим изобретением.
Фиг. 1 - схематичное представление процесса изготовления для пояснения варианта осуществления в соответствии с настоящим изобретением.
Фиг.2А - вид в поперечном сечении изолирующей печатной платы в соответствии.
Фиг. 2В - вид сверху известной изолирующей печатной платы, приведенной для сравнения.
Фиг. 3А - увеличенный вид в поперечном сечении концевой части проводника электрода для известной изолирующей печатной платы, приведенной для сравнения.
Фиг. 3В - увеличенный вид сверху концевой части проводника электрода известной изолирующей печатной платы, приведенной для сравнения.
Фиг. 4А - вид поперечного сечения изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 4В - вид сверху изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 5А - увеличенный вид в поперечном сечении концевой части проводника электрода изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 5В - увеличенный вид сверху концевой части проводника электрода изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения.
Фиг. 6 - вид, иллюстрирующий пример формы напряжения, когда переменное напряжение прикладывается к рельсу схемы на изолирующей печатной плате и электрически разряжается в соответствии с вариантом осуществления настоящего изобретения.
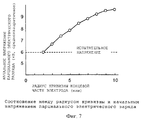
Фиг. 7 - график, иллюстрирующий соотношение между радиусом кривизны концевой части электрода и начальным напряжением парциального электрического разряда.
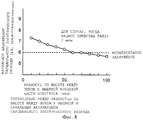
Фиг. 8 - график, иллюстрирующий соотношение между разницей между пиком и выемкой в выступе концевой части электрода и начальным напряжением парциального электрического разряда.
Фиг.9 - график, иллюстрирующий соотношение между количеством разрядов на один цикл и начальным напряжением парциального электрического разряда при приложении переменного напряжения.
Фиг. 10 - график, иллюстрирующий соотношение между количеством электрических разрядов в одну секунду и начальным напряжением парциального электрического разряда при приложении постоянного напряжения.
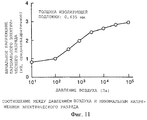
Фиг. 11 - график, иллюстрирующий соотношение между давлением воздуха и минимальным напряжением для электрического разряда.
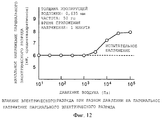
Фиг. 12 - график, иллюстрирующий соотношение между давлением воздуха и возникновением электрического разряда (начальным напряжением парциального электрического разряда).
Фиг. 13А, 13В и 13С - графики, иллюстрирующие примеры различных видов условий обработки и их влияние (начального напряжения парциального электрического разряда) в соответствии с вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1 иллюстрирует этапы изготовления изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения. Процесс изготовления в соответствии с настоящим изобретением включает этапы от (а) до (е), показанные на фиг. 1. Сначала, на этапе (а), чтобы присоединить пластину электрода 3, изготовленную из фольги Сu, на изолирующую подложку 1 из AIN наносится компонент припоя 2, например, из сплава Cu-Ag-Ti, в соответствии с конфигурацией печатной схемы. Затем, на этапе (b), после размещения фольги 3 из Сu, выполняется операция соединения с помощью термической обработки при температуре около 800oС с одновременным применением нагрузки грузом или т.п. В процессе термической обработки N, содержащийся в изолирующей печатной плате 1 из AIN, и Ti, содержащийся в сплаве компонента 2 припоя Cu-Ag-Ti, вступает в реакцию, формируя реактивный слой TiN 4. Реактивный слой TiN 4 также формируется в части компонента 5 припоя, расплавляясь и вытекая из первой печатной области компонента 2 припоя из сплава Cu-Ag-Ti. В подложке, на которой имеет небольшое количество вытекшего компонента 5 припоя, на этапе (а) осуществляется нанесение покрытия 6 из Ni, как такового. Кроме того, на подложке, где имеется большое количество вытекшего припоя 5, часть слоя проводника, требуемая для улучшения устойчивости цикла нагревания, маскируется, и вытекший компонент припоя 5 вытравляется и удаляется. В то же время, поскольку скорость травления различна для компонента 2 припоя из сплава Cu-Ag-Ti и для реактивного слоя 4 из Ti-N, то реактивный слой остается. В вышеупомянутой структуре, когда на этапе (а) наносится покрытие 6 из Ni, это покрытие 6 частично наносится на реактивный слой 4 из TiN, так что формируется тонкий слой 7, образованный покрытием из Ni, на конце вывода проводника.
Фиг.1 иллюстрирует этапы изготовления изолирующей печатной платы в соответствии с вариантом осуществления настоящего изобретения. Процесс изготовления в соответствии с настоящим изобретением включает этапы от (а) до (е), показанные на фиг. 1. Сначала, на этапе (а), чтобы присоединить пластину электрода 3, изготовленную из фольги Сu, на изолирующую подложку 1 из AIN наносится компонент припоя 2, например, из сплава Cu-Ag-Ti, в соответствии с конфигурацией печатной схемы. Затем, на этапе (b), после размещения фольги 3 из Сu, выполняется операция соединения с помощью термической обработки при температуре около 800oС с одновременным применением нагрузки грузом или т.п. В процессе термической обработки N, содержащийся в изолирующей печатной плате 1 из AIN, и Ti, содержащийся в сплаве компонента 2 припоя Cu-Ag-Ti, вступает в реакцию, формируя реактивный слой TiN 4. Реактивный слой TiN 4 также формируется в части компонента 5 припоя, расплавляясь и вытекая из первой печатной области компонента 2 припоя из сплава Cu-Ag-Ti. В подложке, на которой имеет небольшое количество вытекшего компонента 5 припоя, на этапе (а) осуществляется нанесение покрытия 6 из Ni, как такового. Кроме того, на подложке, где имеется большое количество вытекшего припоя 5, часть слоя проводника, требуемая для улучшения устойчивости цикла нагревания, маскируется, и вытекший компонент припоя 5 вытравляется и удаляется. В то же время, поскольку скорость травления различна для компонента 2 припоя из сплава Cu-Ag-Ti и для реактивного слоя 4 из Ti-N, то реактивный слой остается. В вышеупомянутой структуре, когда на этапе (а) наносится покрытие 6 из Ni, это покрытие 6 частично наносится на реактивный слой 4 из TiN, так что формируется тонкий слой 7, образованный покрытием из Ni, на конце вывода проводника.
Изолирующая печатная плата, изготовленная на этапах от (а) до (а), характеризует собой приведенный для примера сопоставимый вариант осуществления.
Фиг. 2А и 2В иллюстрируют сопоставительный вариант, то есть изолирующую печатную плату, полученную после этапа (а), а фиг.3А и 3В иллюстрируют увеличенный вид концевой части проводящего электрода изолирующей печатной платы. На фиг.2А и 3А показаны виды в поперечном сечении изолирующей печатной платы, а фиг. 2В и 3В - виды сверху изолирующей печатной платы. В соответствии с этапом (d), покрытие 6 из Ni также частично нанесено на реактивный слой 4 из TiN, а тонкий слой 7, образованный только покрытием из Ni, сформирован в конечной части проводящего электрода.
Радиус кривизны концевой части 11а проводящего электрода на удаленном конце в тонком слое, образованном только покрытием из Ni, равен 3 мкм или меньше, например, как показано на фиг.3А. Вид сверху на фиг.2В показывает форму части, в которую вытекает компонент припоя. Форма конца вывода компонента припоя определяется вытеканием компонента припоя и протравленной формой. Соответственно, трудно сформировать ровную плоскую форму, так что концевая часть проводящего электрода представляет собой неровность 12 с выступами 11b. Например, разница "d" между пиком и выемкой неровной части в концевой части проводящего электрода может быть равна 50 мкм или больше, как показано на фиг. 3В. При установке изолирующей печатной платы, имеющей электрод вышеупомянутой формы, в полупроводниковое устройство и приложении к ней испытательного напряжения, создается парциальный электрический разряд от удаленного конца выступа 11а или другой подобной концевой части проводящего электрода, в которой концентрируется электрическое поле. Соответственно, существует возможность создания древообразной структуры 13 и пустоты 14 в органической герметизирующей смоле, такой как силиконовый гель, что способствует ухудшению характеристик устройства. Испытательное напряжение означает максимальное напряжение, прилагаемое при проверке на выдерживаемое или иное напряжение, выполняемой перед отгрузкой продукции.
В способе, соответствующем настоящему изобретению, добавлен этап (е) на фиг. 1. То есть, до установки изолирующей печатной платы в полупроводниковое устройство подается напряжение на рельеф схемы с атмосферным или пониженным давлением для обеспечения разряда 10 на рельефе схемы с использованием источника питания 8, при этом заостренная концевая часть электрода проводника расплавляется и заново отверждается под действием энергии электрического разряда, приобретая гладкую форму. В этом случае, сопротивление, соединенное с рельефом схемы последовательно, ограничивает ток электрического разряда, протекающий во время электрического разряда, и используется для предотвращения короткого замыкания (и образования обугленной проводящей перемычки вследствие короткого замыкания) между рельефами схем вследствие электрического разряда, и для управления степенью расплавления концевой части электрода проводника.
Фиг. 4А и 4В показывают изолирующую печатную плату, выполненную в соответствии с вариантом осуществления настоящего изобретения, а фиг.5А и 5В показывают увеличенный вид концевой части ее проводящего электрода. Фиг.4А и 5А представляют вид в поперечном сечении изолирующей печатной платы, а фиг. 4В и 5В - виды сверху изолирующей печатной платы. Кроме того, фиг.6 иллюстрирует пример формы напряжения, получаемой приложением переменного напряжения 16, имеющего частоту промышленного источника питания (50 Гц), к рельефу схемы на изолирующей печатной плате в соответствии с настоящим изобретением, так чтобы формировать электрический разряд по существу в каждом цикле. Цикл означает один период переменного напряжения.
В соответствии с настоящим изобретением переменное напряжение 16 подается между элементами рельефа на изолирующей печатной плате или между элементами рельефа на передней стороне и обратной стороне изолирующей печатной платы, чтобы обеспечивать в рельефе схемы электрический разряд 17 по существу в каждом из циклов, как показано на фиг.6. В результате выступы 11а и 11b концевых частей проводящего электрода расплавляются и вновь отверждаются за счет энергии электрического разряда, в результате приобретают сглаженную форму. (В случае изолирующего основания, имеющего толщину 0,635 мм, переменное напряжение от 3 кВ до 5 кВ прикладывается между передним и задним электродами в течение от тридцати секунд до пяти минут, для обеспечения электрического разряда по существу в каждом цикле. Если приложенное напряжение мало, и частота электрического разряда мала, эффект уменьшается.) На фиг.5А, где представлено в увеличенном виде поперечное сечение, показано, что радиус кривизны концевой части 11а проводящего электрода увеличивается по сравнению с известной изолирующей печатной платой в сопоставимом варианте осуществления, показанном на фиг. 3А, например, он равен или превышает 3 мкм, как указано ссылочной позицией 15а. На виде сверху на фиг.4В неровность 12 в концевой части проводящего электрода, которая имеет выступы 11b, уменьшена так, что образуется сглаженная форма, как указано ссылочной позицией 15b. В частности, как показано на фиг.5В, образуется такая структура, разность "d" между пиком и выемкой концевой части проводящего электрода равна или меньше 50 мкм.
На фиг. 7 показано соотношение между радиусом кривизны концевой части электрода и начальным напряжением парциального электрического разряда. При реализации настоящего изобретения и установлении радиуса кривизны концевой части электрода в 3 мкм или более характеристика начального напряжения парциального электрического разряда улучшается, и при испытательном напряжении не формируется никакого парциального электрического разряда. Соответственно, радиус кривизны концевой части электрода предпочтительно устанавливается равным 3 мкм или больше. Кроме того, чем больше радиус кривизны концевой части электрода, как показано на фиг.7, тем значительнее снижается концентрация электрического поля, так что характеристика начального напряжения парциального электрического разряда улучшается. Соответственно, более предпочтительно, радиус кривизны концевой части электрода устанавливается равным 5 мкм или больше.
На фиг. 8 показано соотношение между разностью расстояний между пиком и выемкой в выступе концевой части электрода и начальным напряжением парциального электрического разряда. При установке разности между пиком и выемкой в выступе концевой части электрода, равной 50 мкм или меньше, характеристика начального напряжения парциального электрического разряда улучшается, и при испытательном напряжении не формируется никакой парциальный электрический разряд. Соответственно, желательно установить разность расстояний между пиком и выемкой выступающей части концевой части электрода равной 50 мкм или меньше. Кроме того, чем меньше разность между пиком и выемкой в выступающей части концевой части электрода, как показано на фиг.8, тем значительнее улучшается характеристика начального напряжения парциального электрического разряда. Соответственно, предпочтительно установить ее равной 30 мкм или меньше.
Как упоминалось выше, в соответствии с настоящим изобретением, поскольку форма концевой части электрода становится сглаженной, за счет расплавления и повторного затвердевания под действием электрического разряда, можно уменьшить концентрацию электрического поля в концевой части проводящего электрода и локальную напряженность электрического поля, за счет чего можно увеличить начальное напряжение парциального электрического разряда.
Расплавление концевой части проводящего электрода под действием энергии электрического разряда не ограничивается использованием переменного напряжения с частотой промышленного источника энергии (50 Гц или 60 Гц). Тот же эффект может быть получен под действием переменного напряжения любой другой частоты или применением напряжения постоянного тока.
Фиг. 9 показывает соотношение между частотой электрического разряда и полученным результатом (начальным напряжением парциального электрического разряда) при приложении переменного напряжения, а фиг.10 показывает соотношение между числом электрических разрядов в одну секунду и полученным результатом (начальным напряжением парциального электрического разряда) при приложении постоянного напряжения. Как показано на фиг.9, в случае переменного напряжения, характеристика начального напряжения парциального электрического разряда улучшается путем разряда, однако, чтобы получить эффект, желательно осуществить электрический разряд 0,2 раза или больше за один цикл. Более предпочтительно осуществлять электрический разряд по существу в каждом цикле (т. е. 0,8 раз или более за один цикл). В случае постоянного напряжения, характеристика начального напряжения парциального электрического разряда улучшается, как показано на фиг.10, применением напряжения, примерно в 1,4 раза большего, чем напряжение переменного тока, для получения электрического разряда. Для получения требуемого результата, желательно осуществлять разряд 0,2 раза или более в секунду, и более предпочтительно осуществить электрический разряд один раз или более в секунду.
Фиг. 11 показывает соотношение между давлением воздуха и минимальным напряжением электрического разряда при приложении напряжения в атмосферном воздухе и газе с пониженным давлением для осуществления электрического разряда. В случае, когда толщина изолирующей подложки равна 0,635 мм, электрический разряд генерируется примерно при 2 кВ при пониженном давлении, например, при 1000 Па, однако, при атмосферном давлении воздуха (1,013•105 Па), электрический разряд возникает только примерно при 3 кВ или более.
Фиг.12 иллюстрирует влияние давления воздуха и эффект, полученный электрическим разрядом (начальное напряжение парциального электрического разряда после установки в полупроводниковое устройство). Как следует из фиг.12, значительный эффект достигается в атмосферном воздухе, но он мал при пониженном давлении, потому что при пониженном давлении электрический разряд переходит в тлеющий разряд со слабым электрическим током. Соответственно, желательно использовать давление воздуха порядка 103 Па или больше, а более предпочтительно использовать атмосферное давление от 104 Па.
Воздух, азот, аргон и подобные им газы могут быть использованы для осуществления электрического разряда. Поскольку поверхность покрытия 7 окисляется под действием тепла, создаваемого электрическим разрядом, желательно вести обработку в инертном газе, например в аргоне, однако, в случае обработки в воздухе, время обработки (время приложения к рельефу схемы) может составлять порядка 10 мин или меньше.
Фиг. 13 показывает соотношение между напряжением, током и временем обработки (временем приложения напряжения) для рельефа схемы на изолирующей печатной плате в соответствии с настоящим изобретением и полученным результатом. Фиг. 13А показывает соотношение между напряжением, приложенным к рельефу схемы, и начальным напряжением парциального электрического разряда. При увеличении напряжения, приложенного к рельефу схемы, частота электрического разряда возрастает, и таким образом концевая часть проводящего электрода легко расплавляется, так что эффект возрастает, и характеристика начального напряжения парциального электрического разряда улучшается. Фиг. 13А-13С иллюстрируют результаты, полученные при условии, что толщина изолирующей печатной платы равна 0,635 мм, и обработка осуществляется в атмосферном воздухе. В этом случае электрический разряд возникает, когда напряжение равно 3 кВ или больше, и эффект возрастает в соответствии с увеличением напряжения. В этом случае, как показано на фиг.11, электрический разряд возникает примерно при 1 кВ при пониженном давлении, и эффект возрастает в соответствии с увеличением напряжения таким же образом. Однако, на уровне выше 8 кВ происходит повреждение иоляционной подложки. Следовательно, величину напряжения для приложения к рельефу схемы желательно выбирать в диапазоне от 1 кВ до 8 кВ.
На фиг. 13В показано соотношение между током электрического разряда и начальным напряжением парциального электрического разряда. При уменьшении сопротивления цепи и увеличении тока электрического разряда эффект возрастает. Однако, когда ток электрического разряда увеличивается чрезмерно, часть подложки в области утечки по поверхности обугливается электрическим разрядом, так что эффект не достигается. Поэтому желательно, чтобы величина сопротивления, вводимого последовательно в рельеф схемы, находилась в диапазоне от 1 КОМ до 10 MOM.
Фиг.13С показывает соотношение между временем обработки (временем приложения напряжения) и ее результатом. Как показано на фиг.13С, чем дольше время обработки, тем больший эффект может быть получен. Однако при увеличении времени обработки до определенной степени выступы 11а и 11b уменьшаются (сглаживаются), и эффект переходит в состояние насыщения. При дальнейшем увеличении времени обработки поверхность проводящего электрода окисляется на воздухе, и свойство смачивания припоем ухудшается. Поэтому время обработки желательно устанавливать равным 10 мин или меньше, предпочтительно примерно от 1 до 5 мин. Однако, в случае использования инертного газа, позволяющего предотвратить окисление, это правило можно не применять.
Для расплавления концевой части проводящего электрода, помимо использования энергии электрического разряда, можно использовать облучение лазерным лучом, для расплавления и повторного отверждения концевой части проводящего электрода под действием энергии лазерного излучения. В качестве такого лазера может быть использован газовый (СO2)-лазер, YAG-лазер (на алюмоиттриевом гранате), эксимерный лазер и т.п. Выходная мощность лазера порядка нескольких сотен ватт достаточна для расплавления только концевой части проводящего электрода, и облучение лазера направляется на концевую часть проводящего электрода с обеспечением плотности энергии 105 Вт/см2 или меньше. Если плотность энергии превышает 106 Вт/см2, то расплавленный проводник распыляется, таким образом оказывая вредное влияние на изолирующую подложку. Если рельеф схемы сильно окисляется вследствие расплавления лазерным лучом, возможно использовать инертный газ для предотвращения окисления.
Как указано выше, можно обеспечить сглаживание формы выступа концевой части проводящего электрода и ограничить концентрацию электрического поля для увеличения начального напряжения парциального электрического разряда, посредством чего обеспечивается изготовление изолирующей печатной платы с высокой надежностью изоляции и мощных полупроводниковых устройств, использующих такую плату. Если увеличить толщину изолирующего основания и расстояние утечки по поверхности, то при необходимости можно дополнительно повысить выдерживаемое напряжение.
В соответствии с настоящим изобретением обеспечивается возможность сглаживания формы выступа концевой части проводящего электрода на изолирующей печатной плате и ограничения концентрации электрического поля до повышения начального напряжения парциального электрического разряда, и, следовательно, получение изолирующей печатной платы с высокой надежностью изоляции и мощное полупроводниковое устройство, использующее эту плату.
Claims (18)
1. Способ изготовления изолирующей печатной платы, включающий этап приложения напряжения к рельефу печатной схемы в атмосферном воздухе или газе с пониженным давлением для обеспечения электрического разряда в концевой части проводника рельефа для расплавления и повторного затвердевания концевой части проводника рельефа схемы.
2. Способ изготовления изолирующей печатной платы, включающий этапы присоединения проводника электрода к поверхности изолирующей подложки с помощью соединительного элемента для формирования рельефа печатной схемы на поверхности изолирующей подложки; приложения напряжения к рельефу схемы в атмосферном воздухе или газе с пониженным давлением для обеспечения электрического разряда в концевой части проводника рельефа схемы для расплавления и повторного затвердевания концевой части проводника рельефа схемы.
3. Способ по п. 2, отличающийся тем, что при повторном затвердевании упомянутая концевая часть проводника имеет радиус кривизны, равный 3 мкм или больше в поперечном сечении изолирующей печатной платы.
4. Способ по п. 2, отличающийся тем, что при повторном затвердевании упомянутая концевая часть проводника имеет разность по высоте между пиком и выемкой упомянутой концевой части проводника, равную 50 мкм и меньше при наблюдении сверху изолирующей печатной платы.
5. Способ по п.2, отличающийся тем, что для обеспечения электрического разряда с концевой части проводника на рельеф схемы подают переменное или постоянное напряжение, меньшее, чем испытательное напряжение.
6. Способ по п.2, отличающийся тем, что переменное напряжение прикладывается к рельефу схемы так, чтобы электрический разряд с концевой части проводника осуществился, по существу, в каждом цикле переменного напряжения.
7. Способ по п.2, отличающийся тем, что постоянное напряжение прикладывается к рельефу схемы так, чтобы электрический разряд с концевой части проводника осуществился один или более раз в секунду.
8. Способ по п.2, отличающийся тем, что переменное напряжение или постоянное напряжение прикладывается к рельефу схемы с использованием схемы, содержащей сопротивление, включенное последовательно с рельефом схемы, для обеспечения электрического разряда с концевой части проводника.
9. Способ по п.8, отличающийся тем, что величина сопротивления, соединенного с рельефом схемы, находится в диапазоне от 1 КОм до 10 МОм.
10. Способ по п.2, отличающийся тем, что величина напряжения, подаваемого на рельеф схемы, находится в диапазоне от 1 до 8 кВ.
11. Способ изготовления изолирующей печатной платы, включающий этапы присоединения проводника электрода к поверхности изолирующей подложки с помощью соединительного элемента для формирования рельефа схемы печатной платы на поверхности изолирующей подложки, и подачи лазерного луча на рельеф схемы для расплавления и повторного затвердевания концевой части проводника рельефа схемы.
12. Способ по п.11, отличающийся тем, что при повторном затвердевании упомянутая концевая часть проводника имеет радиус кривизны, равный 3 мкм или больше в поперечном сечении изолирующей печатной платы.
13. Способ по п.11, отличающийся тем, что при повторном затвердевании упомянутая концевая часть проводника имеет разность по высоте между пиком и выемкой упомянутой концевой части проводника, равную 50 мкм или меньше при наблюдении сверху изолирующей печатной платы.
14. Изолирующая печатная плата, имеющая изолирующую подложку и проводник электрода, присоединенный к поверхности изолирующей подложки с помощью соединительного элемента, для формирования рельефа схемы печатной платы на поверхности изолирующей подложки, причем концевая часть проводника рельефа схемы имеет радиус кривизны, равный 3 мкм или больше в поперечном сечении изолирующей печатной платы.
15. Изолирующая печатная плата, имеющая изолирующую положку и проводник электрода, присоединенный к поверхности изолирующей подложки с помощью соединительного элемента для формирования рельефа схемы печатной платы на поверхности изолирующей подложки, причем концевая часть проводника схемной структуры имеет разность по высоте между пиком и выемкой упомянутой концевой части проводника, равную 50 мкм или меньше при наблюдении сверху изолирующей печатной платы.
16. Мощное полупроводниковое устройство, изготовленное способом по п.2.
17. Мощное полупроводниковое устройство, использующее изолирующую печатную плату по п.14.
18. Мощное полупроводниковое устройство, использующее изолирующую печатную плату по п.15.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP36035799A JP3849381B2 (ja) | 1999-12-20 | 1999-12-20 | 絶縁回路基板の製造方法 |
| JP11-360357 | 1999-12-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2000122998A RU2000122998A (ru) | 2002-09-10 |
| RU2199794C2 true RU2199794C2 (ru) | 2003-02-27 |
Family
ID=18469062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2000122998/28A RU2199794C2 (ru) | 1999-12-20 | 2000-09-04 | Изолирующая печатная плата и мощное полупроводниковое устройство, использующее ее |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6504110B1 (ru) |
| EP (1) | EP1111970B1 (ru) |
| JP (1) | JP3849381B2 (ru) |
| DE (1) | DE60012868T2 (ru) |
| RU (1) | RU2199794C2 (ru) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10158185B4 (de) * | 2000-12-20 | 2005-08-11 | Semikron Elektronik Gmbh | Leistungshalbleitermodul mit hoher Isolationsfestigkeit |
| JP4391391B2 (ja) * | 2004-11-12 | 2009-12-24 | 大日本印刷株式会社 | 放射線検出器の製造方法 |
| JP5542399B2 (ja) | 2009-09-30 | 2014-07-09 | 株式会社日立製作所 | 絶縁回路基板およびそれを用いたパワー半導体装置、又はインバータモジュール |
| JP5829139B2 (ja) * | 2012-02-03 | 2015-12-09 | 日東電工株式会社 | 配線回路基板およびその製造方法ならびに接続端子 |
| JP2014120728A (ja) * | 2012-12-19 | 2014-06-30 | Fuji Electric Co Ltd | 半導体装置およびその製造方法 |
| JP6152681B2 (ja) * | 2013-03-28 | 2017-06-28 | 三菱マテリアル株式会社 | パワーモジュール用基板およびその製造方法 |
| US9586279B2 (en) | 2013-09-17 | 2017-03-07 | Kangmin Hsia | Method and system of surface polishing |
| JP6500565B2 (ja) * | 2015-04-01 | 2019-04-17 | 富士電機株式会社 | 半導体モジュール |
| JP6898203B2 (ja) * | 2017-10-27 | 2021-07-07 | 株式会社 日立パワーデバイス | パワー半導体モジュール |
| JP6965706B2 (ja) * | 2017-11-29 | 2021-11-10 | 三菱電機株式会社 | 半導体モジュール、その製造方法及び電力変換装置 |
| JP7283038B2 (ja) * | 2018-08-03 | 2023-05-30 | 富士電機株式会社 | 積層基板の製造方法、半導体モジュールの製造方法、並びに、積層基板、半導体モジュール |
| DE102020132808B4 (de) * | 2020-12-09 | 2023-03-09 | Schweizer Electronic Aktiengesellschaft | Leiterplattenmodul, Leiterplatte, Kühlkörper und Wärmeleitelement |
| DE102021000469A1 (de) * | 2021-01-30 | 2022-08-04 | Rolls-Royce Deutschland Ltd & Co Kg | Elektronische Vorrichtung |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4129243A (en) * | 1975-07-30 | 1978-12-12 | General Electric Company | Double side cooled, pressure mounted semiconductor package and process for the manufacture thereof |
| US4630355A (en) * | 1985-03-08 | 1986-12-23 | Energy Conversion Devices, Inc. | Electric circuits having repairable circuit lines and method of making the same |
| JPH0777989B2 (ja) * | 1989-01-25 | 1995-08-23 | 同和鉱業株式会社 | セラミックスと金属の接合体の製造法 |
| US5340617A (en) * | 1992-08-18 | 1994-08-23 | International Business Machines Corporation | Electrostatic patterning of multi-layer module lamina |
| JP3491414B2 (ja) * | 1995-11-08 | 2004-01-26 | 三菱電機株式会社 | 回路基板 |
| US5834321A (en) * | 1995-12-18 | 1998-11-10 | General Electric Company | Low noise address line repair method for thin film imager devices |
-
1999
- 1999-12-20 JP JP36035799A patent/JP3849381B2/ja not_active Expired - Fee Related
-
2000
- 2000-09-04 DE DE60012868T patent/DE60012868T2/de not_active Expired - Fee Related
- 2000-09-04 EP EP00307630A patent/EP1111970B1/en not_active Expired - Lifetime
- 2000-09-04 RU RU2000122998/28A patent/RU2199794C2/ru not_active IP Right Cessation
- 2000-09-05 US US09/655,488 patent/US6504110B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1111970A2 (en) | 2001-06-27 |
| EP1111970B1 (en) | 2004-08-11 |
| US6504110B1 (en) | 2003-01-07 |
| DE60012868D1 (de) | 2004-09-16 |
| EP1111970A3 (en) | 2003-03-12 |
| JP2001177054A (ja) | 2001-06-29 |
| DE60012868T2 (de) | 2005-08-18 |
| JP3849381B2 (ja) | 2006-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2199794C2 (ru) | Изолирующая печатная плата и мощное полупроводниковое устройство, использующее ее | |
| US9406592B2 (en) | Conductor strip with contact areas having cutouts | |
| US6798060B2 (en) | Power device and direct aluminum bonded substrate thereof | |
| KR101603861B1 (ko) | 전도성 기판을 포함하는, 특히 전력전자모듈용 회로기판 | |
| CN103828079B (zh) | 承载设备、具有承载设备的电气设备和其制造方法 | |
| WO2018061517A1 (ja) | パワーモジュール、その製造方法および電力変換装置 | |
| CN109698179B (zh) | 半导体装置及半导体装置的制造方法 | |
| KR20130120385A (ko) | 기판 및 적어도 하나의 전력반도체 부품용 기판의 제조방법 | |
| WO2019219535A1 (de) | Entwärmungsanordnung für ein halbleiterleistungsmodul | |
| WO2004088748A1 (en) | Insulated power semiconductor module with reduced partial discharge and manufacturing method | |
| US7405448B2 (en) | Semiconductor device having a resistance for equalizing the current distribution | |
| US6440574B2 (en) | Substrate for high-voltage modules | |
| RU2000122998A (ru) | Изолирующая печатная плата и мощное полупроводниковое устройство, использующее ее | |
| JP2013105761A (ja) | パワー半導体装置の製造方法 | |
| CN112602183A (zh) | 用于制造导体电路的方法和电子模块 | |
| CN102576705B (zh) | 电路装置及其制造方法 | |
| JP7286016B2 (ja) | パワー半導体装置及びその製造方法並びに電力変換装置 | |
| JP3671123B2 (ja) | 集積回路ウエハに取り付けられた絶縁ゲート型バイポーラトランジスタチップを電気接続する方法 | |
| JPH08288174A (ja) | 高周波電力用積層セラミックコンデンサ | |
| CN212851213U (zh) | 一种高压碳化硅功率模块 | |
| JP2000307040A (ja) | 絶縁回路基板の製造方法およびそれを用いた半導体装置の製造方法 | |
| JP3381602B2 (ja) | 電子部品製造方法 | |
| JP2001102521A (ja) | 絶縁回路基板およびそれを用いた半導体装置 | |
| JP2013235948A (ja) | 半導体デバイス | |
| CN221885099U (zh) | 一种分立式功率半导体器件封装结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20090905 |