RU2198060C2 - Устройство для получения непрерывнолитых деформированных заготовок - Google Patents
Устройство для получения непрерывнолитых деформированных заготовок Download PDFInfo
- Publication number
- RU2198060C2 RU2198060C2 RU2000128535A RU2000128535A RU2198060C2 RU 2198060 C2 RU2198060 C2 RU 2198060C2 RU 2000128535 A RU2000128535 A RU 2000128535A RU 2000128535 A RU2000128535 A RU 2000128535A RU 2198060 C2 RU2198060 C2 RU 2198060C2
- Authority
- RU
- Russia
- Prior art keywords
- pair
- sleeve
- working
- walls
- shaft
- Prior art date
Links
- 238000003825 pressing Methods 0.000 claims description 6
- 230000001360 synchronised effect Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000002184 metal Substances 0.000 abstract description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 3
- 238000005266 casting Methods 0.000 abstract description 2
- 238000009749 continuous casting Methods 0.000 abstract description 2
- 238000005272 metallurgy Methods 0.000 abstract description 2
- 150000002739 metals Chemical class 0.000 abstract description 2
- 239000011324 bead Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 206010039509 Scab Diseases 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 244000309464 bull Species 0.000 description 1
- 230000001364 causal effect Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000003534 oscillatory effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000013024 troubleshooting Methods 0.000 description 1
Images

Landscapes
- Forging (AREA)
Abstract
Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией заготовок. В устройстве для получения непрерывнолитых деформированных заготовок дополнительно на поверхности горизонтальных валов изготовлены шлицы и на каждый вал с двух сторон относительно суппорта устанавливается втулка с эксцентрично расположенным отверстием, на поверхности которого также изготовлены шлицы. На наружной поверхности каждой втулки устанавливается подшипник, на поверхности которого закрепляется кольцо с тягой. Кольцо с внутренней стороны может иметь буртики и выполнено разборным, состоящим из двух половин. Эксцентричность отверстия во втулке е, диаметр вала D1 и наружный диаметр втулки D2 связаны следующими соотношениями: D1/D2=0,5÷0,75; 2е/(D2-D1)= 0,07÷0,15. Технический результат - повышение надежности работы устройства, расширение возможностей его работы и уменьшение затрат времени на подготовку его к работе при разливке различных металлов. 1 з.п. ф-лы, 4 ил.
Description
Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией заготовок.
Известно устройство для получения непрерывнолитых деформированных заготовок [Патент 2147483 RU. Устройство для получения непрерывнолитых деформированных заготовок /В.В.Стулов, В.И.Одиноков. Опубл.20.04.2000. Бюл. 11], содержащее сборный вертикальный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, два эксцентриковых параллельных горизонтальных вала с синхронным приводом их перемещения, соединенных с первой парой рабочих стенок, два нажимных приспособления, соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок, каждая рабочая стенка первой пары установлена в своем суппорте, нажимное приспособление содержит подшипник, выполненный с горизонтальными канавками с установленными в них шариками, в нижней части каждой рабочей стенки второй пары расположено приводное приспособление, связанное с двумя эксцентриковыми параллельными валами, а в верхней части каждого суппорта расположен дополнительный эксцентриковый вал.
Недостаток известного устройства заключается в том, что отсутствие сведений о связи приводного приспособления с двумя эксцентриковыми параллельными горизонтальными валами не позволяет реализовать устройство на практике.
Технический результат, получаемый при осуществлении заявляемого устройства заключается в повышении надежности его работы, расширении возможностей его работы и уменьшении затрат времени на подготовку его к работе при разливке различных металлов.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: сборный вертикальный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок; каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности; два эксцентриковых параллельных горизонтальных вала с синхронным приводом их перемещения, соединенных с первой парой рабочих стенок; два нажимных приспособления, соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок; каждая рабочая стенка первой пары установлена в своем суппорте; нажимное приспособление содержит подшипник, выполненный с горизонтальными канавками с установленными в них шариками; в нижней части каждой рабочей стенки второй пары расположено приводное приспособление, связанное с двумя эксцентриковыми параллельными горизонтальными валами; в верхней части каждого суппорта расположен дополнительный эксцентриковый вал.
Отличительные признаки: на поверхности параллельных горизонтальных валов изготовлены шлицы; втулка с эксцентрично расположенным отверстием, на поверхности которого также изготовлены шлицы; втулки устанавливаются на каждый вал с двух сторон относительно суппорта; на наружной поверхности каждой втулки устанавливается подшипник; на поверхности подшипника закрепляется кольцо с тягой; кольцо с внутренней стороны имеет буртики и выполнено разборным из двух половин; эксцентричность отверстия во втулке "e", диаметр вала "D1" и наружный диаметр втулки "D2" связаны следующими соотношениями D1/D2= 0,5÷0,75; 2е/(D2-D1)=0,07÷0,15.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Изготовление на поверхности горизонтальных валов шлицов позволяет осуществить взаимосвязь с ними.
Наличие втулки с эксцентрично расположенным отверстием, на поверхности которого изготовлены шлицы позволяет осуществить связь с валом с передачей вращения на втулку.
Установление втулок на каждый вал с двух сторон относительно суппорта позволяет организовать возвратно-поступательные движения рабочих стенок второй пары.
Установление на наружной поверхности каждой втулки подшипника исключает износ этой поверхности и обеспечивает стабильность процесса движения рабочих стенок второй пары.
Закрепление на поверхности подшипника кольца с тягой позволяет организовать взаимосвязь с рабочими стенками второй пары и обеспечить их привод.
Выполнение с внутренней стороны кольца буртиков исключает его смещение по поверхности подшипника и обеспечивает заданную настройку устройства.
Выполнение кольца разборным из двух половин обеспечивает возможность его закрепления на поверхности подшипника и уменьшает затраты времени на устранение неисправностей с разработкой устройства.
Уменьшение соотношения D1/D2<0,5 (где D1 - диаметр вала, D2 - наружный диаметр втулки) приводит к нерациональному увеличению наружного диаметра втулки относительно спроектированного диаметра вала.
Увеличение соотношения D1/D2>0,75 затрудняет изготовление отверстия во втулке с заданной эксцентричностью "e".
Уменьшение соотношения 2e/(D2-D1)<0,07 (где "e" - эксцентричность отверстия во втулке) приводит к недостаточной производительности устройства и возможности переохлаждения металла в кристаллизаторе с деформацией валов.
Увеличение соотношения 2e/(D2-D1)>0,15 не обеспечивает заданного качества поверхности заготовки с возможностью обрыва заготовки по причине недостаточной толщины корочки.
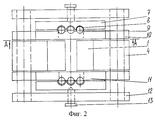
На фиг. 1 и 2 приведен внешний вид устройства для получения непрерывнолитых деформированных заготовок.
На фиг.3 показано сечение А-А на фиг.2 с расположением на горизонтальном валу втулки с эксцентричным отверстием и подшипника с кольцом.
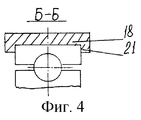
На фиг.4 показано сечение Б-Б фиг.3 с закреплением кольца нв поверхности подшипника.
Устройство на фиг.1 и 2 содержит сборный вертикальный кристаллизатор с четырьмя расположенными попарно продольными рабочими стенками, при этом каждая рабочая из рабочих стенок первой пары 1 выполнена с расширенным верхним 2 и вертикальным нижним 3 участками рабочей поверхности, установленными в суппортах 4, два эксцентриковых параллельных горизонтальных вала 5, дополнительные эксцентриковые валы 6, нажимное приспособление с подшипником 7 с канавками 8 и установленными в них шариками 9, приводное приспособление 10 стенок второй пары 11, опорные плиты 12 с болтом 13.
На фиг.3 на поверхности горизонтального вала 5 показаны шлицы 14, втулка 15 с эксцентрично расположенным отверстием, на поверхности которого изготовлены шлицы 16, подшипник 17 с кольцом 18 и тягой 19. Кольцо 18 стягивается болтом 20.
На фиг. 4 у кольца 18 показаны буртики 21, при помощи которых оно удерживается на поверхности подшипника 17.
При сборке кристаллизатора на каждый горизонтальный вал 5 со шлицами 14 с двух сторон относительно суппорта 4 устанавливаются втулки 15 с заданной эксцентричностью отверстия со шлицами 16. К тягам 19, закрепленным на кольцах 18 с буртиками 21, присоединяется приводное приспособление 10 со стенками второй пары 11. Стенки второй пары 11 равномерно прижимаются к рабочим стенками первой пары 1 подшипником 7 с установленными в канавках 8 шариками 9. Усилие прижатия стенок регулируется болтами 13, вворачиваемыми в опорные плиты 12.
Работа устройства осуществляется следующим образом.
Включается привод параллельных горизонтальных валов 5. В результате суппорты 4 со стенками первой пары 1 совершают вращательное движение, а дополнительные эксцентриковые валы 6 совершают колебательное движение. От валов 5 вращение передается втулкам 15 с эксцентрично расположенным отверстием с закрепленными подшипниками 17 и кольцами 18. При этом кольцо 18 с тягой 19 и приводное приспособление 10 со стенками второй пары 11 совершают возвратно-поступательное движение. Между вертикальными нижними участками 3 рабочих стенок первой пары 1 устанавливается затравка и проковывается за счет ее захватывания и проталкивания стенками. Одновременно на расширенный верхний участок 2 стенок первой пары 1 производится непрерывная заливка жидкого металла с его кристаллизацией и одновременной деформацией корочек с проталкиванием заготовки вслед затравки.
Claims (2)
1. Устройство для получения непрерывнолитых деформированных заготовок, содержащее сборный вертикальный кристаллизатор, состоящий из четырех расположенных попарно продольных рабочих стенок, при этом каждая из рабочих стенок первой пары выполнена с расширенным верхним и вертикальным нижним участками рабочей поверхности, два эксцентриковых параллельных горизонтальных вала с синхронным приводом их перемещения, соединенных с первой парой рабочих стенок, два нажимных приспособления, соединенных со второй парой рабочих стенок, совершающих возвратно-поступательные движения, смещенные к первой паре рабочих стенок, каждая рабочая стенка первой пары установлена в своем суппорте, нажимное приспособление содержит подшипник, выполненный с горизонтальными канавками с установленными в них шариками, в нижней части каждой рабочей стенки второй пары расположено приводное приспособление, связанное с двумя эксцентриковыми параллельными горизонтальными валами, а в верхней части каждого суппорта расположен дополнительный эксцентриковый вал, отличающееся тем, что на поверхности параллельных горизонтальных валов изготовлены шлицы и на каждый вал с двух сторон относительно суппорта устанавливаются втулки с эксцентрично расположенным отверстием, на поверхности которого также изготовлены шлицы, на наружной поверхности каждой втулки устанавливается подшипник, на поверхности которого закрепляется кольцо с тягой.
2. Устройство по п.1, отличающееся тем, что кольцо с внутренней стороны имеет буртики и выполнено разборным, состоящим из двух половин, а эксцентричность отверстия во втулке е, диаметр вала D1 и наружный диаметр втулки D2 связаны следующими соотношениями: D1/D2=0,5-0,75 и 2е/(D2-D1)=0,07-0,15.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000128535A RU2198060C2 (ru) | 2000-11-14 | 2000-11-14 | Устройство для получения непрерывнолитых деформированных заготовок |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2000128535A RU2198060C2 (ru) | 2000-11-14 | 2000-11-14 | Устройство для получения непрерывнолитых деформированных заготовок |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2000128535A RU2000128535A (ru) | 2002-11-10 |
| RU2198060C2 true RU2198060C2 (ru) | 2003-02-10 |
Family
ID=20242157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2000128535A RU2198060C2 (ru) | 2000-11-14 | 2000-11-14 | Устройство для получения непрерывнолитых деформированных заготовок |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2198060C2 (ru) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1011330A1 (ru) * | 1981-03-30 | 1983-04-15 | Gulyaev Anatolij V | Способ отливки крупных слитков и устройство дл его осуществлени |
| AT374128B (de) * | 1978-06-14 | 1984-03-26 | Voest Alpine Ag | Stranggiesskokille |
| SU1336943A3 (ru) * | 1984-01-05 | 1987-09-07 | Смс Шлемман-Зимаг Аг (Фирма) | Кристаллизатор и способ непрерывного вертикального лить стальной ленты |
| FR2645460A1 (fr) * | 1989-04-06 | 1990-10-12 | Clecim Sa | Lingotiere de coulee continue |
| RU2113313C1 (ru) * | 1996-06-13 | 1998-06-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Устройство для получения непрерывно-литых заготовок |
| RU2147483C1 (ru) * | 1999-05-20 | 2000-04-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Устройство для получения непрерывнолитых деформированных заготовок |
-
2000
- 2000-11-14 RU RU2000128535A patent/RU2198060C2/ru active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT374128B (de) * | 1978-06-14 | 1984-03-26 | Voest Alpine Ag | Stranggiesskokille |
| SU1011330A1 (ru) * | 1981-03-30 | 1983-04-15 | Gulyaev Anatolij V | Способ отливки крупных слитков и устройство дл его осуществлени |
| SU1336943A3 (ru) * | 1984-01-05 | 1987-09-07 | Смс Шлемман-Зимаг Аг (Фирма) | Кристаллизатор и способ непрерывного вертикального лить стальной ленты |
| FR2645460A1 (fr) * | 1989-04-06 | 1990-10-12 | Clecim Sa | Lingotiere de coulee continue |
| RU2113313C1 (ru) * | 1996-06-13 | 1998-06-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Устройство для получения непрерывно-литых заготовок |
| RU2147483C1 (ru) * | 1999-05-20 | 2000-04-20 | Институт машиноведения и металлургии Дальневосточного отделения РАН | Устройство для получения непрерывнолитых деформированных заготовок |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101497097B (zh) | 高速精密冲床 | |
| CN111017704B (zh) | 一种钢筋笼定位吊装设备 | |
| RU2198060C2 (ru) | Устройство для получения непрерывнолитых деформированных заготовок | |
| JP2003071554A (ja) | 鋳造装置の上金型昇降機構 | |
| CN109736568A (zh) | 铝模板固定用插销结构 | |
| JP2002013598A (ja) | 掘削機等における減速装置 | |
| RU2147483C1 (ru) | Устройство для получения непрерывнолитых деформированных заготовок | |
| RU2113313C1 (ru) | Устройство для получения непрерывно-литых заготовок | |
| RU2198059C2 (ru) | Устройство для получения непрерывнолитых деформированных заготовок | |
| CN213317137U (zh) | 一种侧冲孔工装机构 | |
| CN215241595U (zh) | 弧形异形墙预制模具 | |
| CN104084456B (zh) | 波纹管校波机 | |
| RU2176173C2 (ru) | Устройство для получения непрерывнолитых деформированных цилиндрических заготовок | |
| RU2202439C2 (ru) | Устройство для получения непрерывнолитых деформированных заготовок | |
| CN114474304A (zh) | 一种大型圆弧多孔薄壁素混凝土结构的浇筑设备 | |
| CN102162242A (zh) | 旋转挤扩支盘机 | |
| CN113319981A (zh) | 弧形异形墙预制模具 | |
| SE450218B (sv) | Sett att tillverka kulbultar | |
| RU2125921C1 (ru) | Устройство для получения непрерывно литых деформированных заготовок | |
| RU2647721C1 (ru) | Устройство для получения непрерывно-литой деформируемой заготовки с большим поперечным сечением | |
| RU2761835C1 (ru) | Устройство для непрерывного литья и деформации плоских заготовок | |
| JP2003071538A (ja) | パイプ状加工品の製法 | |
| CN119641084B (zh) | 一种标准化卫生间导墙模板加固方法 | |
| JP2696528B2 (ja) | 二連式油圧クラッチのクラッチアウタおよびクラッチアウタ用環状隔壁付ドラム素材の製造方法 | |
| CN222886975U (zh) | 一种定型钢模 |