RU2013165C1 - Гидравлический пресс двойного действия - Google Patents
Гидравлический пресс двойного действия Download PDFInfo
- Publication number
- RU2013165C1 RU2013165C1 SU4940214A RU2013165C1 RU 2013165 C1 RU2013165 C1 RU 2013165C1 SU 4940214 A SU4940214 A SU 4940214A RU 2013165 C1 RU2013165 C1 RU 2013165C1
- Authority
- RU
- Russia
- Prior art keywords
- plate
- press
- clamp
- holder
- hydraulic
- Prior art date
Links
Images



Landscapes
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Использование: относится к обработке металлов давлением, позволяет расширить возможность штамповки листовых деталей путем преобразования пульсирующих перемещений прижима в качательные. Сущность изобретения: гидравлический пресс двойного действия содержит основание и архитрав со скрепляющими их колоннами, а также гидроприводы пуансона и плиты с прижимом, установленным с возможностью пульсирующего перемещения вдоль оси пресса. Пресс содержит узел преобразования пульсирующего перемещения плиты в качательные перемещения прижима. Узел выполнен в виде группы стержней, размещенных на одну сторону от оси пресса и шарнирно закрепленных на плите и прижиме, а также группы гидроцилиндров, установленных с другой стороны от оси пресса. Корпуса гидроцилиндров и штоки шарнирно связаны соответственно с плитой и прижимом. 5 ил.
Description
Изобретение относится к обработке металлов давлением, а именно к гидравлическим прессам двойного действия для глубокой вытяжки листовых деталей.
Цель изобретения - расширение возможностей штамповки листовых деталей путем преобразования пульсирующего перемещения плиты в качательные перемещения прижима.
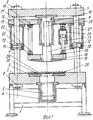
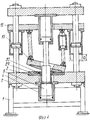
На фиг. 1 изображено продольное сечение пресса в исходном положении; на фиг. 2 - то же, перед началом вытяжки листовой заготовки; на фиг. 3 - то же, в крайнем нижнем положении; на фиг. 4 - продольное сечение пресса в положении плиты, поднятой вверх на амплитуду пульсации; на фиг. 5 - то же, в положении после окончания штамповки детали.
На сварной раме 1 закреплено основание 2, в соответствующих гнездах которого установлены матрица 3 и гидроцилиндр 4 с плунжером-выталкивателем 5.
Основание 2 и архитрав 6 скрепляются при помощи колонн 7 и гаек 8 и 9. К архитраву 6 прикреплен гидроцилиндр 10, на шток-поршне 11 которого фиксируется пуансон 12.
В центральной части колонн 7 выполнены поршневые участки 13 с уплотнительными кольцами, относительно которых перемещаются гидроцилиндры 14 вместе с прикрепленной к ним плитой 15. На плите 15 размещен преобразователь ее пульсирующих перемещений в качательные перемещения прижима 16, который состоит из размещенных слева от оси пресса группы жестких стержней 17, соединенных шарнирно с плитой 15 и плитой-водилом 18 при помощи верхних 19 и нижних 20 опор и пальцев 21 и 22, а также из размещенных справа от оси пресса группы штоков-поршней 23 и гидроцилиндров 24, соединенных шарнирно с плитой 15 и водилом 17 при помощи верхних 25 и нижних 26 опор и пальцев 27 и 28.
В основание 2 запрессованы штыри 29 с головками сферической формы, которые взаимодействуют с соответствующими лунками в плите-водиле 18 во время качания последнего. Этим обеспечивается точное ориентирование плиты-водила 18 с прижимом 16 относительно основания 2 с матрицей 3.
Исходной заготовке присвоена позиция 30, заготовке в положении на фиг. 3 - позиция 31, заготовке в положении на фиг. 4 - позиция 32, а отштампованной детали - позиция 33.
Пресс работает следующим образом.
В исходном положении пресса (см. фиг. 1) листовую заготовку 30 устанавливают на матрицу 2, фиксируя ее при помощи буртика 35.
При включении рабочего хода пресса жидкость под давлением подается в подпоршневые участки 13 гидроприводов 14 и в надпоршневую полость гидроцилиндра 10, что приводит к опусканию прижима 16 и пуансона 12 до соприкосновения их с матрицей 2 и заготовкой 30 (см. фиг. 2). Дальнейшее опускание плиты 15 с прижимом 16, а также пуансона 12 из-за жесткости стержней 17 приводит к перекатыванию прижима 16 по его цилиндрической поверхности 34, в результате чего осуществляется вытяжка с одновременным образованием и разглаживанием гофров во фланцевой части заготовки 31.
Необходимое усилие разглаживания заготовки 31 задается при помощи жидкости под давлением в надпоршневой полости гидроцилиндров 24 (см. фиг. 3).
При достижении плитой 15 или плитой-водилом 18 с прижимом 16 крайнего нижнего положения дается команда (например, от конечного выключателя) для подъема плиты 15 на заданную амплитуду пульсации Hп. , что приводит к качанию плиты-водила 18 с прижимом 16 при перемещении линии контакта последнего с заготовкой 32 и матрицей 2 слева направо (см. фиг. 4). Таким образом, сообщая плите 15 пульсирующее перемещение вдоль оси пресса на заданную амплитуду пульсации Hп. , обеспечивают преобразование пульсирующих перемещений плиты 15 в качательное движение плиты-водила 18 с прижимом 16, что позволяет в значительной мере расширить возможности глубокой вытяжки с преднамеренным гофрированием и разглаживанием фланца заготовки.
При достижении заданной глубины вытяжки прессу сообщают обратный ход, при котором с помощью своих гидроцилиндров пуансон 12 и плита 15 возвращаются в крайнее положение, а отштампованная деталь 33 выталкивается из матрицы 2 при перемещении плунжера-выталкивателя 5 вверх (см. фиг. 5) и после удаления отштампованной детали 33 из рабочей зоны пресса, последний принимает готовность к штамповке следующей детали.
Локальное приложение усилия разглаживания со стороны качающегося прижима обеспечивает вытяжку листовых заготовок 30 в детали 33 из высокопрочных сплавов, что не обеспечивает вытяжка с пульсирующим прижимом.
Этим же обеспечивается расширение технологических возможностей глубокой вытяжки с качающимся прижимом на базе использования существующего парка прессов двойного действия, предназначенных как для обычной вытяжки, так и для вытяжки с пульсирующим прижимом.
Claims (1)
- ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ, содержащий матрицу, размещенную на основании, соединенном колоннами с архитравом, несущем пуансон с гидроприводом, а также прижим, смонтированный на плите, имеющей гидропривод и установленный с возможностью пульсирующего перемещения, отличающийся тем, что, с целью расширения возможностей штамповки листовых деталей путем преобразования пульсирующих перемещений прижима в качательные, он снабжен узлом преобразования пульсирующего перемещения плиты в качательные перемещения прижима, выполненным в виде группы стержней, установленных по одну сторону от оси пресса и шарнирно связанных с плитой и прижимом, и группы гидроцилиндров, размещенных по другую сторону от оси пресса, штоки и корпуса которых шарнирно связаны соответственно с прижимом и плитой, при этом рабочая поверхность прижима выполнена цилиндрической.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4940214 RU2013165C1 (ru) | 1991-04-09 | 1991-04-09 | Гидравлический пресс двойного действия |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4940214 RU2013165C1 (ru) | 1991-04-09 | 1991-04-09 | Гидравлический пресс двойного действия |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2013165C1 true RU2013165C1 (ru) | 1994-05-30 |
Family
ID=21576624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU4940214 RU2013165C1 (ru) | 1991-04-09 | 1991-04-09 | Гидравлический пресс двойного действия |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2013165C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2619421C2 (ru) * | 2015-08-03 | 2017-05-15 | АО Технопарк промышленных технологий "Инновационно-технологический центр "КНИАТ" | Пресс для глубокой вытяжки листовых деталей |
| CN109092965A (zh) * | 2018-07-30 | 2018-12-28 | 河北创联机械制造有限公司 | 一种三维曲面拉伸机 |
-
1991
- 1991-04-09 RU SU4940214 patent/RU2013165C1/ru active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2619421C2 (ru) * | 2015-08-03 | 2017-05-15 | АО Технопарк промышленных технологий "Инновационно-технологический центр "КНИАТ" | Пресс для глубокой вытяжки листовых деталей |
| CN109092965A (zh) * | 2018-07-30 | 2018-12-28 | 河北创联机械制造有限公司 | 一种三维曲面拉伸机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2000507880A (ja) | ナイフエッジリングシリンダと対向シリンダとを備えた精密打抜きプレス装置 | |
| GB1229539A (ru) | ||
| JP2004524978A (ja) | 油圧機械式閉鎖装置 | |
| RU2013165C1 (ru) | Гидравлический пресс двойного действия | |
| KR930017705A (ko) | 터릿 펀치 프레스 | |
| SU1005990A1 (ru) | Устройство дл сферодвижной штамповки деталей | |
| RU1784362C (ru) | Устройство дл пробивки отверстий в стенках полых деталей | |
| RU2050214C1 (ru) | Специальный гидравлический пресс для глубокой вытяжки полых изделий | |
| RU1617747C (ru) | Устройство для штамповки тройников | |
| JPH0337806B2 (ru) | ||
| SU593934A1 (ru) | Пресс гидравлический двойного действи | |
| SU925480A1 (ru) | Устройство дл штамповки деталей бочкообразной формы | |
| SU1613218A1 (ru) | Устройство дл штамповки | |
| SU710730A1 (ru) | Штамп дл гидромеханической выт жки | |
| JPH0320014Y2 (ru) | ||
| SU1503937A1 (ru) | Устройство дл выт жки полых деталей из листовых заготовок | |
| SU650835A1 (ru) | Гидравлический пресс двойного действи | |
| SU640790A1 (ru) | Штамп дл чистовой вырубки деталей из листовых заготовок | |
| SU946980A1 (ru) | Гидравлический пресс | |
| SU1466840A1 (ru) | Устройство дл пробивки в полых издели х отверстий | |
| SU1196281A1 (ru) | Двухпозиционное устройство для штамповки | |
| SU1461580A1 (ru) | Штамп дл объемной штамповки | |
| SU269138A1 (ru) | Гидравлический пресс двойного действия | |
| SU1247303A1 (ru) | Вертикальный гидравлический пресс | |
| JPH069759Y2 (ja) | 加圧装置 |