RU2013149C1 - Устройство для измерения диаметра разматывающегося рулона металлической полосы - Google Patents
Устройство для измерения диаметра разматывающегося рулона металлической полосы Download PDFInfo
- Publication number
- RU2013149C1 RU2013149C1 SU5007786A RU2013149C1 RU 2013149 C1 RU2013149 C1 RU 2013149C1 SU 5007786 A SU5007786 A SU 5007786A RU 2013149 C1 RU2013149 C1 RU 2013149C1
- Authority
- RU
- Russia
- Prior art keywords
- strip
- input
- output
- unwinding
- counter
- Prior art date
Links
Images

Landscapes
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Abstract
Использование: при автоматизации производства металлического полосового материала. Сущность: устройство для измерения диаметра разматывающегося рулона металлической полосы снабжено блоком вычисления толщины разматываемой полосы, на вход которого подается информация от счетчика о диаметре рулона, измеренном по средней линии полосы, а на выход блока - сигнал, учитывающий толщину полосы, т. е. сигнал, соответствующий действительному диаметру рулона. 2 ил.
Description
Изобретение относится к автоматизации производства металлического полосового материала, а именно к автоматическому измерению диаметра и толщины разматывающегося рулона в линиях раскроя металла.
Известно устройство для измерения диаметра разматывающегося рулона металлической полосы, содержащее мерительный ролик, счетчик, импульсный датчик для измерения длины полосы, два бесконтактных датчика фиксации заданного угла поворота рулона, выход первого из которых соединен с первым входом счетчика, выход второго - с вторым входом счетчика, а выход импульсного датчика для измерения длины полосы - с третьим входом счетчика [1] .
Вычисление текущего диаметра рулона в устройстве производится при помощи измерения длины полосы, на которую полоса переместилась при повороте рулона на угол, ограниченный двумя бесконтактными датчиками. На вход привода разматывающего устройства подается сигнал, зависящий от измеренного диаметра рулона, по которому происходит снижение скорости.
Недостатком известного устройства является то, что в нем не учитывается толщина полосы, а управление приводом разматывающего устройства осуществляется в зависимости от диаметра (Dизм) рулона, измеренного по средней линии полосы без учета толщины Δ.
При значительных величинах толщин полосы и малых диаметрах рулона регулирование привода разматывающего устройства в зависимости от измеренного диаметра (Dизм) без учета толщины происходит со значительной погрешностью, в результате ухудшается качество регулирования, точность обработки полосы.
Целью изобретения является повышение качества регулирования процесса разматывания рулонной полосы, точности его обработки при раскрое.
Это достигается тем, что устройство снабжено блоком вычисления толщины разматываемой полосы, первый вход которого соединен с выходом счетчика, второй вход - с выходом первого бесконтактного датчика фиксации заданного угла поворота рулона, а выход которого является выходом устройства.
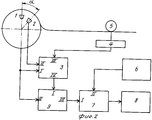
На фиг. 1 изображен разматываемый рулон полосы; на фиг. 2 - предлагаемое устройство.
Устройство состоит из двух бесконтактных датчиков 1 и 2, расположенных на корпусе разматывающего устройства, счетчика 3, импульсного датчика 4, механически связанного с мерительным роликом 5, задатчика 6, блока 7 сравнения, привода 8 разматывающего устройства и блока 9 вычисления толщины разматываемой полосы.
Устройство работает следующим образом.
С импульсного датчика 4 на вход III счетчика 3 поступает информация в форме импульсов о длине, на которую перемещается полоса при повороте рулона на угол α, ограниченный бесконтактными датчиками 1 и 2. Имеется блок вычисления толщины разматываемой полосы 9. На вход I блока вычисления 9 поступает с выхода IV счетчика 3 информация о текущем измеренном диаметре (Dизм). На вход II блока вычисления 9 поступает сигнал с бесконтактного датчика 1, который фиксирует поворот рулона на один оборот. В блоке вычисления 9 толщина полосы определяется как разность между значениями текущих диаметров Dизм. n и Dизм. n+1 за один оборот рулона, где Dизм. n - измеренный диаметр до поворота рулона на один оборот; Dизм. n+1и- измеренный диаметр после поворота рулона на один оборот, т. е. толщина полосы
Δ= .
.
Δ=
Вычисленная толщина полосыΔ в блоке 9 вычисления вычитается из величины текущего диаметра Dизм.
Dвыч. = Dизм -Δ.
Значение Dвыч. с выхода III блока вычисления 9 поступает на вход I блока 7 сравнения, на вход II которого подается число от задатчика 6. С выхода III блока сравнения 7 подается сигнал на вход привода 8, по которому происходит регулирование скорости с учетом толщины полосы.
Учитывание толщины полосы при регулировании скорости вращения разматывающего устройства улучшает качество регулирования, точность продольного или поперечного раскроя рулона.
Claims (1)
- УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРА РАЗМАТЫВАЮЩЕГОСЯ РУЛОНА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ, содержащее мерительный ролик, счетчик, импульсный датчик для измерения длины полосы, два бесконтактных датчика фиксации заданного угла поворота рулона, выход первого из которых соединен с первым входом счетчика, выход второго - с вторым входом счетчика, а выход импульсного датчика для измерения длины полосы соединен с третьим входом счетчика, отличающееся тем, что оно снабжено блоком вычисления толщины разматываемой полосы, первый вход которого соединен с выходом счетчика, второй вход с выходом первого бесконтактного датчика фиксации заданного угла поворота рулона, а выход которого является выходом устройства.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5007786 RU2013149C1 (ru) | 1991-09-03 | 1991-09-03 | Устройство для измерения диаметра разматывающегося рулона металлической полосы |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5007786 RU2013149C1 (ru) | 1991-09-03 | 1991-09-03 | Устройство для измерения диаметра разматывающегося рулона металлической полосы |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2013149C1 true RU2013149C1 (ru) | 1994-05-30 |
Family
ID=21588089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5007786 RU2013149C1 (ru) | 1991-09-03 | 1991-09-03 | Устройство для измерения диаметра разматывающегося рулона металлической полосы |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2013149C1 (ru) |
-
1991
- 1991-09-03 RU SU5007786 patent/RU2013149C1/ru active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4944505A (en) | Sheet length detector with skew compensation | |
| JPH0455000Y2 (ru) | ||
| SU1667641A3 (ru) | Способ измерени скорости движени пр жи и устройство дл его осуществлени | |
| US6695027B2 (en) | Speed matching system for a web splicer mechanism in a web-fed printing press or the like | |
| RU2013149C1 (ru) | Устройство для измерения диаметра разматывающегося рулона металлической полосы | |
| JP2568743Y2 (ja) | 残紙長計 | |
| JP2595548B2 (ja) | 複写機等の紙折り装置 | |
| JP2829065B2 (ja) | 圧延帯板の板厚測定方法 | |
| JPH0550113A (ja) | クロツプ長切断位置検出装置 | |
| JPS62124011A (ja) | 自動板厚制御装置 | |
| JPH0449043B2 (ru) | ||
| SU658398A1 (ru) | Устройство измерени длины материала при намотке на барабан | |
| JP2563413Y2 (ja) | 記録用紙の紙送り距離補正装置 | |
| SU1482745A1 (ru) | Способ измерени диаметра разматывающего рулона металлической полосы и устройство дл его осуществлени | |
| SU725735A1 (ru) | Система автоматического управлени процессом прокатки труб на раскатном стане | |
| JPS60227923A (ja) | 巻取機における鋼帯の尾端停止位置決め方法 | |
| SU1449838A1 (ru) | Устройство дл измерени длины материала при намотке на барабан | |
| JPS5851862B2 (ja) | ペイオフリ−ルの自動停止制御装置 | |
| SU619781A1 (ru) | Измеритель длины наматываемого в рулог материала | |
| JPS649473A (en) | Device for correcting tip position of paper | |
| SU1516753A1 (ru) | Устройство дл измерени длины наматываемого на барабан материала | |
| JPS57190268A (en) | Detection of sheet speed for rolling mill | |
| JPH0592216A (ja) | コイルの巻取・巻戻装置 | |
| JPS58168433A (ja) | マ−キング装置のマ−ク位置制御装置 | |
| SU721143A1 (ru) | Устройство дл управлени формовкой спиральношовных труб |