RU147642U1 - Крепежное устройство и сборочный узел - Google Patents
Крепежное устройство и сборочный узел Download PDFInfo
- Publication number
- RU147642U1 RU147642U1 RU2014120678/12U RU2014120678U RU147642U1 RU 147642 U1 RU147642 U1 RU 147642U1 RU 2014120678/12 U RU2014120678/12 U RU 2014120678/12U RU 2014120678 U RU2014120678 U RU 2014120678U RU 147642 U1 RU147642 U1 RU 147642U1
- Authority
- RU
- Russia
- Prior art keywords
- clamp
- foot
- nut
- clip
- contact
- Prior art date
Links
- 239000000463 material Substances 0.000 claims abstract description 133
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 19
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 19
- 238000005260 corrosion Methods 0.000 claims abstract description 17
- 230000007797 corrosion Effects 0.000 claims abstract description 17
- 229910052751 metal Inorganic materials 0.000 claims abstract description 13
- 239000002184 metal Substances 0.000 claims abstract description 13
- 238000005096 rolling process Methods 0.000 claims abstract description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract description 10
- 150000002739 metals Chemical class 0.000 claims abstract description 10
- 229910000851 Alloy steel Inorganic materials 0.000 claims abstract description 5
- 229910052742 iron Inorganic materials 0.000 claims abstract description 5
- 238000003466 welding Methods 0.000 claims description 4
- 238000000034 method Methods 0.000 description 9
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 238000009434 installation Methods 0.000 description 5
- 238000006056 electrooxidation reaction Methods 0.000 description 4
- 239000004615 ingredient Substances 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- -1 for example Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000010532 solid phase synthesis reaction Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B2/00—Friction-grip releasable fastenings
- F16B2/20—Clips, i.e. with gripping action effected solely by the inherent resistance to deformation of the material of the fastening
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B33/00—Features common to bolt and nut
- F16B33/008—Corrosion preventing means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/041—Releasable devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T24/00—Buckles, buttons, clasps, etc.
- Y10T24/34—Combined diverse multipart fasteners
- Y10T24/3427—Clasp
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connection Of Plates (AREA)
- Body Structure For Vehicles (AREA)
- Clamps And Clips (AREA)
Abstract
1. Крепежное устройство для соединения первого элемента, включающего в себя первый материал, со вторым элементом, включающим в себя второй материал, отличный от первого материала, которое представляет собой зажим, имеющий первую лапку, вторую лапку и средний участок, расположенный между первой и второй лапками, причем внутренняя сторона зажима включает в себя указанный первый материал, а наружная сторона зажима включает в себя указанный второй материал, где первый и второй материалы являются различными металлами, причем зажим выровнен относительно первого или второго из соединяемых элементов так, что внутренняя сторона зажима контактирует с одним из этих элементов, а наружная сторона зажима контактирует с другим из этих элементов.2. Устройство по п. 1, в котором первый материал содержит железо, а второй материал содержит алюминий.3. Устройство по п. 2, в котором второй материал представляет собой алюминий 5052.4. Устройство по п. 1, в котором первый материал представляет собой стальной сплав.5. Устройство по п. 1, в котором первый и второй материалы характеризуются подверженностью гальванической коррозии при взаимном контакте.6. Устройство по п. 1, в котором зажим сформирован из первого и второго материалов путем соединения прокаткой.7. Устройство по п. 1, в котором первый материал имеет толщину, которая приблизительно равна толщине второго материала.8. Устройство по п. 1, в котором зажим на второй лапке имеет гайку и отверстие, выровненное с резьбовым отверстием в гайке для вставки крепежного элемента для соединения первого элемента, второго элемента и зажима, обеспечивая отсутствие контакта первого материала со вторым
Description
Область техники, к которой относится полезная модель
Полезная модель относится к крепежным устройствам в форме зажима для применения в автомобилестроении.
Уровень техники
Для соединения и/или скрепления деталей обычно применяют зажимы различных типов, к которым относятся U-образные и J-образные зажимы. Известным типом транспортного средства является небольшой грузовой автомобиль типа «пикап», кузов которого имеет рамную конструкцию. В одном распространенном примере платформа пикапа опирается на раму. Для целей уменьшения веса пикапа в числе прочих мер выполняют основную раму из легких материалов, таких как алюминий. Однако если в сборочных узлах соединены разнородные материалы, например, алюминиевая поперечина на стальной раме, это может привести к гальванической реакции и коррозии. Обычно между разнородными материалами размещают изоляционный барьер, чтобы контакт между элементами соединения происходил только между однородными материалами, за счет чего можно снизить вероятность гальванической реакции и коррозии соединения, которые сокращают срок службы элементов. Для уменьшения вероятности реакции между различными элементами соединения, изготовленными из разнородных материалов, можно покрыть их изоляционным слоем.
Иногда для фиксации соединения между рамой платформы кузова пикапа, изготовленной из одного материала, например, из алюминия, и рамой транспортного средства, которая изготовлена из другого материала, например, из стали, применяют механические крепежные средства или соединения. Поскольку механическое крепежное устройство или соединитель также может быть изготовлен только из одного из этих металлов, часть этого крепежного устройства обязательно будет контактировать с элементом, изготовленным из другого материала, что потенциально может привести к гальванической (электрохимической) коррозии. Попытки исключить контакт между разнородными материалами включают в себя нанесение покрытия на крепежные элементы и соединители, а также использование более сложных устройств, как например, описано в патентной заявке JP 2005180597, опубл. 07.07.2005, которая может быть выбрана в качестве ближайшего аналога полезной модели. Однако такие способы требуют качественной исходной эксплуатационной установки и могут быть нарушены из-за нерегулярного обслуживания при использовании продукта, когда удаляется, повреждается или не восстанавливается покрытие, предотвращающее контакт между разнородными материалами.
Раскрытие полезной модели
Техническим результатом полезной модели является предотвращение и/или подавление электрохимической коррозии в соединяемых деталях из разнородных материалов.
Для достижения этого эффекта предложено крепежное устройство для соединения первого элемента, включающего в себя первый материал, со вторым элементом, включающим в себя второй материал, отличный от первого материала, которое представляет собой зажим, имеющий первую лапку, вторую лапку и средний участок, расположенный между первой и второй лапками, причем внутренняя сторона зажима включает в себя указанный первый материал, а наружная сторона зажима включает в себя указанный второй материал, где первый и второй материалы являются различными металлами, причем зажим выровнен относительно первого или второго из соединяемых элементов так, что внутренняя сторона зажима контактирует с одним из этих элементов, а наружная сторона зажима контактирует с другим из этих элементов.
Первый материал может содержать железо, например, стальной сплав, а второй материал может содержать алюминий, например алюминий 5052. Первый и второй материалы характеризуются подверженностью гальванической коррозии при взаимном контакте.
Зажим может быть сформирован из первого и второго материала путем соединения прокаткой, где первый материал имеет толщину, которая приблизительно равна толщине второго материала.
Зажим на второй лапке может иметь гайку и отверстие, выровненное с резьбовым отверстием в гайке для вставки крепежного элемента для соединения первого элемента, второго элемента и зажима, обеспечивая отсутствие контакта первого материала со вторым материалом, что предотвращает их гальваническую коррозию.
Крепежное устройство может дополнительно включать в себя гайку с резьбовым или нерезьбовым отверстием, предусмотренную с наружной стороной первой лапки, например сформированную как неотъемлемая часть зажима.
В другом варианте осуществления предложен сборочный узел, который включает в себя первый элемент, сформированный, по крайней мере частично, из первого материала, второй элемент, сформированный, по крайней мере частично, из второго материала, который отличен от первого материала, зажим, имеющий первую лапку, вторую лапку и средний участок между первой и второй лапками, где внутренняя сторона зажима включает в себя указанный первый материал, а наружная сторона зажима включает в себя указанный второй материал, причем зажим выровнен на первом или на втором элементах так, что внутренняя сторона зажима контактирует с одним из этих элементов, а наружная сторона зажима контактирует с другим из этих элементов.
Первый и второй материалы характеризуются подверженностью гальванической коррозии при взаимном контакте.
Зажим может быть сформирован из первого и второго материалов путем соединения прокаткой.
Первый материал зажима может иметь толщину, которая приблизительно равна толщине второго материала зажима.
Зажим на второй лапке может иметь гайку и отверстие, выровненное с резьбовым отверстием в гайке для вставки крепежного элемента для соединения первого элемента, второго элемента и зажима, обеспечивая отсутствие контакта первого материала со вторым материалом, что предотвращает их гальваническую коррозию.
Зажим может включать в себя гайку, соединенную с наружной стороной первой лапки, сформированную как неотъемлемая часть зажима и имеющую по крайней мере одно резьбовое или нерезьбовое отверстие.
В другом варианте осуществления предложен зажим для соединения первого элемента, включающего в себя первый материал, со вторым элементом, включающим в себя второй материал, отличный от первого материала, который имеет первую лапку, вторую лапку с отверстием и средний участок, расположенный между первой и второй лапками, где первая лапка, вторая лапка и средний участок имеют внутреннюю сторону, включающую в себя указанный первый материал, и наружную сторону, включающую в себя указанный второй материал, причем первый и второй материалы являются различными металлами, подверженными гальванической коррозии при взаимном контакте, где первый материал нанесен на внутреннюю сторону первой лапки, второй лапки и среднего участка путем сварки прокаткой, а второй материал нанесен на наружную сторону первой лапки, второй лапки и среднего участка путем сварки прокаткой, причем первый материал имеет толщину, которая приблизительно равна толщине второго материала; а также зажим содержит гайку, расположенную на наружной стороне первой лапки или являющуюся неотъемлемой частью первой лапки, и выполненную с возможностью вставки в нее крепежного элемента для соединения первого элемента со вторым элементом, обеспечивая отсутствие контакта первого материала со вторым материалом.
Краткое описание чертежей
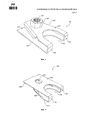
На Фиг. 1 изображен общий вид биметаллического зажима в соответствии с предложенным решением.
На Фиг. 2 представлен общий вид снизу биметаллического зажима с Фиг. 1.
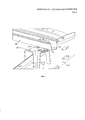
На Фиг. 3 изображен частичный вид рамы транспортного средства с установленным биметаллическим зажимом в соответствии с предложенным решением.
На Фиг. 4 изображен частичный вид рамы транспортного средства и опоры с установленным биметаллическим зажимом с Фиг. 3, на котором показана дополнительная алюминиевая поперечина платформы пикапа в соответствии с предложенным решением.
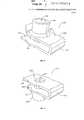
На Фиг. 5 изображен частичный вид дополнительного варианта выполнения рамы транспортного средства и опоры с установленным биметаллическим зажимом, на котором представлен альтернативный вариант выполнения зажима, где гайка биметаллического зажима сформирована путем выдавливания отверстия во второй лапке зажима в соответствии альтернативным вариантом выполнения.
На Фиг. 6 представлен общий вид снизу биметаллического зажима с Фиг. 5.
Осуществление полезной модели
На всех чертежах, в частности, на Фиг. 1 и 2 представлен зажим, соответствующий предложенной конструкции. Зажим может иметь U-образную или J-образную форму. Зажим может быть предназначен для соединения какого-либо компонента или поперечной балки с рамой, или соединения одной детали с другой с помощью крепежного элемента, например, резьбового крепежа. В одном примере зажим может являться частью крепежного элемента для соединения платформы пикапа с рамой транспортного средства. Багажник пикапа обычно имеет раму с поперечной балкой, изготовленной предпочтительно из легкого материала. Багажник или платформа пикапа могут быть установлены на раме транспортного средства, что обычно составляет кузов, например, пассажирского пикапа или транспортного средства другого типа. Рама может быть изготовлена из высокопрочного и надежного материала, соответствующего различным промышленным стандартам и требованиям, например, из стали или сплава стали.
В частности, зажим может быть использован для соединения алюминиевой поперечной балки багажника пикапа с опорой рамы, при этом опора (и рама) может быть изготовлена из различных стальных материалов. Поскольку рама транспортного средства и/или опора изготовлены из первого материала, который может представлять собой железо, а поперечная балка может быть изготовлена из второго материала, который может представлять собой алюминий, то в месте контакта этих деталей со временем может произойти электрохимическая коррозия. Однако в представленном варианте алюминиевая поперечина может быть отделена от стальной опоры и рамы с помощью зажима, что позволит исключить электрохимическую коррозию за счет уникальной конструкции зажима.
На Фиг. 1 и 2 показан зажим 100, который имеет первую лапку 105 и вторую лапку 110, а также среднюю часть 115, которая разделяет первую и вторую лапки. Первая лапка 105 расположена в целом параллельно второй лапке 110, которая в целом находится в параллельной плоскости. В одном примере зажим 100 может быть изготовлен из многослойной композитной заготовки из двух материалов. После создания заготовки из двух материалов из нее можно изготовить зажим. После изготовления зажима из заготовки, один слой заготовки может представлять собой внутреннюю часть 120 или внутренний слой зажима 100, а второй слой заготовки может представлять собой наружную часть 125 или внешний слой зажима. В одном примере один слой заготовки может представлять собой железосодержащий металл, а второй слой заготовки может быть изготовлен из алюминия. Для некоторых вариантов применения также можно поменять эти слои местами. В качестве дополнения или альтернативы в качестве первого слоя заготовки может быть выбран любой материал, а в качестве второго слоя заготовки может быть выбран любой другой материал.
Многослойная композитная заготовка или рулон полосы, используемые для изготовления зажима 100, могут быть сформированы, изготовлены или произведены соединением холодной прокаткой (CRB). Процесс CRB является твердофазным методом соединения различных металлов с помощью прокатки, который может быть выполнен при комнатной температуре. Процесс CRB может быть использован для получения первого куска материала или заготовки из первого материала и второго куска материала или заготовки из второго материала, отличающегося от первого материала. В качестве альтернативы для формирования многослойной заготовки может быть использован любой другой известный и подходящий процесс, к которым, помимо прочего, можно отнести соединение горячей прокаткой для соединения различных металлов в процессе прокатки при повышенной температуре. После изготовления многослойной заготовки ей можно придать U-образную форму.
В многослойной заготовке или промежуточном изделии могут быть сформированы дополнительные элементы. Как показано на Фиг. 1, первая лапка 105 также имеет отогнутые и наклонные стороны. Кроме того, до, во время и/или после формирования заготовки к ней могут быть добавлены дополнительные элементы и детали. Например, до и/или во время получения U-образной формы многослойной заготовки могут быть сформированы отверстия 130 в первой и второй лапках 105, 110, а в первой лапке 105, в средней части 115 и на второй лапке 110 может быть сформирован проход 135, как показано на Фиг. 1 и 2.
В одном примере первая лапка 105 биметаллического зажима 100 может иметь выступающую гайку 140, соединенную с первой лапкой 105 или сформированную на ней с помощью соответствующего процесса соединения, формования или соответствующих соединительных конструкций и/или материалов. Гайка 140 может быть соединена с первой лапкой 105 путем обжимки. Гайка 140 или втулка могут иметь центральное нерезьбовое отверстие, которое может быть выравнено относительно отверстия 130 в первой лапке 105. Гайка 140 в первой лапке 105 может быть выровнена относительно отверстия 130 во второй лапке 110. Резьбовой болт или другой крепежный элемент может проходить через отверстие 130 в первой лапке 105 и отверстие 130 во второй лапке 110 и вставляться в нерезьбовое отверстие 130 гайки 140. Поскольку можно использовать любые крепежные элементы, в отверстии 130 нерезьбовой гайки 140 резьба болта может «нарезать» новую резьбу для упрощения процесса сборки. В качестве альтернативы можно использовать другие крепежные элементы, например, резьбовую гайку, а также «прессованную» гайку, которая может быть изготовлена из одного из материалов биметаллического зажима 100. После полного формирования зажима 100 и соединения гайки 140 с первой лапкой 105, зажим 100 может быть покрыт любым материалом для снижения и/или предотвращения окисления металлов зажима. Внутренний слой 120 биметаллического зажима 100, изготовленный из первого материала, может быть отделен от внутреннего слоя 125 биметаллического зажима 100, изготовленный из второго материала. После окончательного покрытия биметаллического зажима 100 его можно устанавливать и/или использовать в любом соединении, как показано на Фиг. 3-5. Таким образом, биметаллический зажим 100 может быть особенно полезен для соединения элементов из разнородных материалов. Как было сказано выше, в другом примере биметаллический зажим 100 может заменить вставленную гайку 140 второй лапки 110, утопленную или выступающую из материала биметаллической пластины при формировании, обеспечивая конструкцию, в которую может быть вкручен резьбовой крепеж. Выступающая гайка 140 согласно настоящему примеру, представленному на Фиг. 5 и 6, является альтернативой для отдельной гайки 140, изображенной на других фигурах.
На Фиг. 3 биметаллический зажим 100 изображен установленным на верхнюю поверхность кронштейна или опоры 145, соединенной с рамой 150 транспортного средства. Верхняя поверхность опоры расположена на раме 150 для соединения и поддержки рамы платформы пикапа. В одном примере опора 145 изготовлена из стали, а поперечина 155 платформы изготовлена из алюминия или алюминиевого сплава. В одном примере опора 145 изготовлена из высокопрочного стального сплава, а поперечина 155 платформы изготовлена из алюминия серии 5000, но также может быть изготовлена из любых соответствующих материалов, например, алюминия, алюминиевого сплава или другого аналогичного материала. Верхняя поверхность опоры 145 ограничена плоским участком опоры 145, имеющим край, расположенный на одной из ее сторон. Рядом с краем опоры 145 находится первое отверстие, а вдали от края и первого отверстия расположено второе отверстие. Биметаллический зажим 100 расположен или установлен на краю плоского участка опоры 145 так, что первое и второе отверстия 130 биметаллического зажима 100 могли быть выровнены со вторым отверстием в опоре 145, а проход 135 биметаллического зажима 100 был бы выровнен относительно первого отверстия плоского участка опоры 145.
Поперечная балка 155 платформы багажника пикапа обычно имеет конструкцию с U-образным сечением (в форме перевернутой шляпы) со средней частью 160. Поперечина 155 может иметь отверстие в средней части 160 или в любой другой части, которое выравнивается относительно первого и второго отверстий 130 биметаллического зажима 100, а также второго отверстия опоры 145, соединенного с рамой 150 транспортного средства. Хотя на чертежах изображена отдельная поперечная балка 155 платформы пикапа, эта поперечная балка 155 может являться неотъемлемой частью багажника в целом. Опора 145, соединенная с кронштейном и/или рамой 150 транспортного средства, спроектирована таким образом, чтобы обеспечивать опору для всей платформы. Другие участки платформы могут быть также соединены с другими кронштейнами (не показаны) и/или частями рамы 150. На Фиг. 4 внутренний слой 120 биметаллического зажима 100 состоит из такого же материала, что и опора 145, а наружный слой 125 биметаллического зажима 100 состоит из такого же материала, что и поперечная балка 155. Вторая лапка 110 биметаллического зажима 100 расположена между верхней поверхностью опоры 145 и нижней поверхностью поперечины 155, отделяя поперечину 155 от опоры 145. Таким образом, разнородные материалы физически разделены зажимом 100, исключая возможность электрохимической (гальванической) коррозии.
На Фиг. 4 алюминиевая поперечина 155 опирается на вторую лапку 110 биметаллического зажима 100 на верхней поверхности опоры 145. Резьбовой болт или другой крепежный элемент (не показан) можно использовать для установки или фиксации платформы и поперечины 155 на опоре 145. Поскольку конец резьбового болта (не показан) может быть зафиксирован в резьбовом отверстии гайки 140 (см. Фиг. 1), соединенном с наружной поверхностью первой лапки 105 зажима, резьбовой болт может быть изготовлен из такого же или подобного материала, что и гайка 140. В частности, эти детали могут быть изготовлены из совместимых материалов, которые не приводят к коррозии. Биметаллический зажим 100 может предоставлять уникальный и высокоэффективный способ предотвращения и/или подавления электрохимической коррозии в соединительных деталях из разнородных материалов. Биметаллический зажим 100 может быть особенно полезен при использовании в сочетании с другими методиками уменьшения и/или предотвращения гальванической коррозии, например, покрытие металлов для предотвращения окисления.
В одном возможном варианте биметаллический зажим 100 может обеспечивать точное расположение и установку между поперечной балкой и опорой 145 благодаря особенной конструкции зажима. Если биметаллический зажим 100 не установлен (или установлен неверно), то поперечина 155 платформы грузовика не может быть зафиксирована на раме 150 транспортного средства. Подобно установке биметаллического зажима оборудование, используемое в его производстве, может быть модифицировано для обеспечения обнаружения двух материалов зажима 100 в процессе формирования посредством магнитного и/или визуального обнаружения, чтобы гарантировать правильную ориентацию материалов в производственном оборудовании. Поскольку сталь и алюминий имеют различные магнитные и цветовые свойства, есть возможность реализовать схему магнитного и/или визуального обнаружения для определения правильной ориентации материалов в процессе изготовления зажима 100, а также при установке. Таким образом, если биметаллический зажим 100 был правильно изготовлен, то его установка на транспортном средстве с применением указанных способов контроля положения может быть безошибочной.
Следует понимать, что представленное описание необходимо рассматривать как неограничивающий пример реализации концепции предложенного решения. Специалистам в данной области техники очевидно, что возможно множество других альтернативных вариантов реализации, а также способов применения предложенной конструкции кроме тех, которые были представлены в настоящем описании. Сущность полезной модели следует определять с учетом всех возможных эквивалентных вариантов, не указанных явно.
Использование термина «состоит главным образом из» для описания некой комбинации должно подразумевать элементы, ингредиенты, компоненты или этапы, при этом элементы, ингредиенты, компоненты или этапы, которые не оказывают существенное влияние на основные или оригинальные характеристики этой комбинации. Применение терминов «включает в себя» или «составляет» в отношении комбинаций элементов, ингредиентов, компонентов или этапов также предполагает варианты реализации, которые главным образом состоят из элементов, ингредиентов, компонентов или этапов. Применение термина «может» подразумевает, что любые описанные свойства, которые «могут» входить в изобретение, при этом могут являться дополнительными, если не указано иное.
Все термины, применяемые в формуле полезной модели, следует понимать в их наиболее широких разумных толкованиях и их обычных значениях, как это понимают специалисты в данной области техники, если иное явно не указано в описании. В частности, использование слов «какой-либо», «данный», «вышеуказанный» и т.д. надо понимать как один или несколько указанных элементов, если в формуле не указано иное.
Claims (20)
1. Крепежное устройство для соединения первого элемента, включающего в себя первый материал, со вторым элементом, включающим в себя второй материал, отличный от первого материала, которое представляет собой зажим, имеющий первую лапку, вторую лапку и средний участок, расположенный между первой и второй лапками, причем внутренняя сторона зажима включает в себя указанный первый материал, а наружная сторона зажима включает в себя указанный второй материал, где первый и второй материалы являются различными металлами, причем зажим выровнен относительно первого или второго из соединяемых элементов так, что внутренняя сторона зажима контактирует с одним из этих элементов, а наружная сторона зажима контактирует с другим из этих элементов.
2. Устройство по п. 1, в котором первый материал содержит железо, а второй материал содержит алюминий.
3. Устройство по п. 2, в котором второй материал представляет собой алюминий 5052.
4. Устройство по п. 1, в котором первый материал представляет собой стальной сплав.
5. Устройство по п. 1, в котором первый и второй материалы характеризуются подверженностью гальванической коррозии при взаимном контакте.
6. Устройство по п. 1, в котором зажим сформирован из первого и второго материалов путем соединения прокаткой.
7. Устройство по п. 1, в котором первый материал имеет толщину, которая приблизительно равна толщине второго материала.
8. Устройство по п. 1, в котором зажим на второй лапке имеет гайку и отверстие, выровненное с резьбовым отверстием в гайке для вставки крепежного элемента для соединения первого элемента, второго элемента и зажима, обеспечивая отсутствие контакта первого материала со вторым материалом, что предотвращает их гальваническую коррозию.
9. Устройство по п. 1, которое дополнительно включает в себя гайку, предусмотренную с наружной стороной первой лапки.
10. Устройство по п. 9, в котором гайка на первой лапке сформирована как неотъемлемая часть зажима.
11. Устройство по п. 9, в котором гайка на первой лапке имеет резьбовое отверстие.
12. Устройство по п. 9, в котором гайка на первой лапке имеет нерезьбовое отверстие.
13. Сборочный узел, который включает в себя первый элемент, сформированный, по крайней мере, частично из первого материала, второй элемент, сформированный, по крайней мере, частично из второго материала, который отличен от первого материала, зажим, имеющий первую лапку, вторую лапку и средний участок между первой и второй лапками, где внутренняя сторона зажима включает в себя указанный первый материал, а наружная сторона зажима включает в себя указанный второй материал, причем зажим выровнен на первом или на втором элементах так, что внутренняя сторона зажима контактирует с одним из этих элементов, а наружная сторона зажима контактирует с другим из этих элементов.
14. Сборочный узел по п. 13, в котором первый и второй материалы характеризуются подверженностью гальванической коррозии при взаимном контакте.
15. Сборочный узел по п. 13, в котором зажим сформирован из первого и второго материалов путем соединения прокаткой.
16. Сборочный узел по п. 13, в котором первый материал зажима имеет толщину, которая приблизительно равна толщине второго материала зажима.
17. Сборочный узел по п. 13, в котором зажим на второй лапке имеет гайку и отверстие, выровненное с резьбовым отверстием в гайке для вставки крепежного элемента для соединения первого элемента, второго элемента и зажима, обеспечивая отсутствие контакта первого материала со вторым материалом, что предотвращает их гальваническую коррозию.
18. Сборочный узел по п. 13, в котором зажим включает в себя гайку, соединенную с наружной стороной первой лапки.
19. Сборочный узел по п. 18, в котором гайка сформирована как неотъемлемая часть зажима и имеет, по крайней мере, одно резьбовое или нерезьбовое отверстие.
20. Зажим для соединения первого элемента, включающего в себя первый материал, со вторым элементом, включающим в себя второй материал, отличный от первого материала, который имеет первую лапку, вторую лапку с отверстием и средний участок, расположенный между первой и второй лапками, где первая лапка, вторая лапка и средний участок имеют внутреннюю сторону, включающую в себя указанный первый материал, и наружную сторону, включающую в себя указанный второй материал, причем первый и второй материалы являются различными металлами, подверженными гальванической коррозии при взаимном контакте, где первый материал нанесен на внутреннюю сторону первой лапки, второй лапки и среднего участка путем сварки прокаткой, а второй материал нанесен на наружную сторону первой лапки, второй лапки и среднего участка путем сварки прокаткой, причем первый материал имеет толщину,
которая приблизительно равна толщине второго материала; а также зажим содержит гайку, расположенную на наружной стороне первой лапки или являющуюся неотъемлемой частью первой лапки и выполненную с возможностью вставки в нее крепежного элемента для соединения первого элемента со вторым элементом, обеспечивая отсутствие контакта первого материала со вторым материалом.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361826280P | 2013-05-22 | 2013-05-22 | |
| US61/826,280 | 2013-05-22 | ||
| US14/011,869 US9291179B2 (en) | 2013-05-22 | 2013-08-28 | Fastener system with dissimilar metals |
| US14/011,869 | 2013-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU147642U1 true RU147642U1 (ru) | 2014-11-10 |
Family
ID=51015451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014120678/12U RU147642U1 (ru) | 2013-05-22 | 2014-05-22 | Крепежное устройство и сборочный узел |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9291179B2 (ru) |
| CN (1) | CN203888878U (ru) |
| DE (1) | DE202014102245U1 (ru) |
| IN (1) | IN2014CH02497A (ru) |
| RU (1) | RU147642U1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2671758C1 (ru) * | 2014-12-22 | 2018-11-06 | Лизи Эроуспейс | Клеммная гайка и способ сборки узла с клеммной гайкой и клеммой |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9663133B2 (en) | 2013-02-15 | 2017-05-30 | Steering Solutions Ip Holding Corporation | Intermediate shaft for steering column with bearing and lock sleeve |
| US9090293B1 (en) * | 2014-06-26 | 2015-07-28 | Ford Global Technologies, Llc | Cargo bed support assembly for a truck |
| US9221500B1 (en) * | 2014-06-26 | 2015-12-29 | Ford Global Technologies, Llc | Crush tube and support structure for a pickup truck bed |
| US9545942B2 (en) * | 2014-07-16 | 2017-01-17 | Steering Solutions Ip Holding Corporation | Assembly detection means |
| AU2017202250B2 (en) * | 2016-04-11 | 2022-04-28 | Studco Australia Pty Ltd | Building connection apparatus |
| US9809178B1 (en) | 2016-06-07 | 2017-11-07 | Ford Global Technologies, Inc. | Compression limiter having a drain |
| IL254171B (en) | 2016-09-01 | 2022-02-01 | Keter Plastic Ltd | Wall stud |
| US9994262B1 (en) * | 2017-01-19 | 2018-06-12 | Ford Global Technologies, Llc | Vehicle cargo bed system |
| USD899240S1 (en) * | 2017-09-14 | 2020-10-20 | Honeywell International Inc. | Clip |
| US10889978B2 (en) | 2017-12-21 | 2021-01-12 | Studco Australia Pty Ltd. | Method of connecting and installing a building member |
| US11415164B2 (en) | 2018-10-23 | 2022-08-16 | AlphaUSA | Retainer and a retainer and nut assembly |
| JP7202147B2 (ja) | 2018-11-08 | 2023-01-11 | 三晃金属工業株式会社 | 建築用金具 |
| CN110371198A (zh) * | 2019-07-25 | 2019-10-25 | 浙江吉利汽车研究院有限公司 | 一种用于车辆的挡泥板连接结构及车辆 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3331273A (en) * | 1965-11-22 | 1967-07-18 | California Ind Prod Inc | Sheet metal nut |
| US3426818A (en) * | 1967-05-08 | 1969-02-11 | California Ind Prod Inc | Yielding nut retainer |
| US3388732A (en) * | 1967-07-31 | 1968-06-18 | Tinnerman Products Inc | Self-threading fastening device |
| US3875661A (en) * | 1973-09-10 | 1975-04-08 | Gen Motors Corp | Flexible panel subassembly for a vehicle |
| US3999583A (en) * | 1975-12-15 | 1976-12-28 | Illinois Tool Works Inc. | Fastening device |
| US4074491A (en) * | 1976-10-26 | 1978-02-21 | The Boeing Company | Clip shock mount |
| US4396326A (en) * | 1980-10-30 | 1983-08-02 | Ford Motor Company | Self sealing J nut |
| JPH0225922Y2 (ru) * | 1985-09-30 | 1990-07-16 | ||
| US4729706A (en) * | 1987-04-01 | 1988-03-08 | Buell Industries, Inc. | Fastener clip |
| US5423646A (en) * | 1993-02-24 | 1995-06-13 | Buell Industries, Inc. | U-nut |
| JPH09142335A (ja) | 1995-11-22 | 1997-06-03 | Nissan Diesel Motor Co Ltd | 車両用フレームのアルミニウム合金板と鋼板との締結構造 |
| US5961264A (en) * | 1998-03-10 | 1999-10-05 | Transtechnology Corp. | Multi-threaded nut assembly having tilted barrel section |
| JP4231592B2 (ja) | 1999-06-25 | 2009-03-04 | アイシン高丘株式会社 | 異種金属接触腐食の防止構造 |
| US6357980B1 (en) * | 2000-10-10 | 2002-03-19 | Daimlerchrysler Corporation | Nut clip assembly forming a coplanar surface |
| US6688825B1 (en) * | 2002-02-25 | 2004-02-10 | Alpha Stamping Company | Nut and retainer fastener assembly for securing a nut to a panel, and method of fastener assembly manufacture |
| DE10328197B3 (de) * | 2003-06-24 | 2004-04-08 | Hilti Ag | Befestigungselement |
| DE102005012605B4 (de) * | 2005-03-18 | 2007-07-05 | A. Raymond Et Cie | Vorrichtung zum Verbinden eines Befestigungsteiles mit einem Bauteil |
| DE102005045723B3 (de) * | 2005-09-23 | 2007-05-03 | A. Raymond Et Cie | Befestigungsklammer |
| US7845388B2 (en) | 2006-09-28 | 2010-12-07 | Gm Global Technology Operations, Inc. | Galvanic corrosion protection for magnesium components using cast-in-place isolators |
| US7878745B2 (en) * | 2008-06-16 | 2011-02-01 | Illinois Tool Works Inc. | U-nut fastener and collated strip thereof |
| US20110256418A1 (en) | 2010-04-19 | 2011-10-20 | Gm Global Technology Operations, Inc. | Assembly for preventing galvanic corrosion and method of assembling same |
| US8840350B2 (en) | 2011-10-20 | 2014-09-23 | Gm Global Technology Operations Llc. | Corrosion protection of magnesium components via fastener isolation |
| CN202431725U (zh) | 2011-12-13 | 2012-09-12 | 东风汽车有限公司 | 防止铝合金电偶腐蚀的螺栓连接结构 |
-
2013
- 2013-08-28 US US14/011,869 patent/US9291179B2/en not_active Expired - Fee Related
-
2014
- 2014-05-14 DE DE202014102245.7U patent/DE202014102245U1/de not_active Expired - Lifetime
- 2014-05-19 IN IN2497CH2014 patent/IN2014CH02497A/en unknown
- 2014-05-19 CN CN201420256373.0U patent/CN203888878U/zh not_active Expired - Fee Related
- 2014-05-22 RU RU2014120678/12U patent/RU147642U1/ru not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2671758C1 (ru) * | 2014-12-22 | 2018-11-06 | Лизи Эроуспейс | Клеммная гайка и способ сборки узла с клеммной гайкой и клеммой |
Also Published As
| Publication number | Publication date |
|---|---|
| US9291179B2 (en) | 2016-03-22 |
| IN2014CH02497A (ru) | 2015-07-03 |
| DE202014102245U1 (de) | 2014-06-10 |
| US20140345091A1 (en) | 2014-11-27 |
| CN203888878U (zh) | 2014-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU147642U1 (ru) | Крепежное устройство и сборочный узел | |
| US8915761B2 (en) | Connector terminal | |
| CN103062202B (zh) | 通过紧固件隔离的镁部件防腐 | |
| KR20160010433A (ko) | 전기 접촉 소자 | |
| JP2012140067A5 (ja) | 耐雷ファスナ、航空機 | |
| US20100014942A1 (en) | Method for the production of a cable lug, and cable lug | |
| US10150513B2 (en) | Vehicle roof structure | |
| JP5956240B2 (ja) | めっき材およびその製造方法 | |
| JP5949291B2 (ja) | コネクタ端子及びコネクタ端子用材料 | |
| US7845388B2 (en) | Galvanic corrosion protection for magnesium components using cast-in-place isolators | |
| JP2015078722A (ja) | 異種金属板の接合方法および同方法による自動車用部品 | |
| TWI225122B (en) | Cage nut assembly having a flexible cage | |
| US20140291021A1 (en) | Junction structure for an electronic device and electronic device | |
| JP6131820B2 (ja) | 雌端子金具 | |
| JP6094440B2 (ja) | 異種金属材料の抵抗溶接方法及び車両用部品 | |
| US11757210B2 (en) | Stud/nut ground apparatus with a tin-zinc coating | |
| US20180048080A1 (en) | Terminal attached wire | |
| WO2004098810A1 (en) | Process for joining together components | |
| US9799967B2 (en) | Electrically Contacting Fastening Device | |
| US20170183041A1 (en) | Method of making a shaped part for a motor vehicle | |
| US20160169264A1 (en) | Cage stud assembly and related assembly methods | |
| JP6420611B2 (ja) | 電着塗装される異種金属部材相互の締結構造 | |
| JP5358316B2 (ja) | ホース口金具及びその製造方法 | |
| US20190003514A1 (en) | Dual laminate galvanic isolation | |
| US20230133468A1 (en) | Electrical connecting structure and method for producing such a structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM9K | Utility model has become invalid (non-payment of fees) |
Effective date: 20200523 |