KR960000747B1 - 불량 목재 제품의 측정 및 선별용 제어 장치 - Google Patents
불량 목재 제품의 측정 및 선별용 제어 장치 Download PDFInfo
- Publication number
- KR960000747B1 KR960000747B1 KR1019880700101A KR880700101A KR960000747B1 KR 960000747 B1 KR960000747 B1 KR 960000747B1 KR 1019880700101 A KR1019880700101 A KR 1019880700101A KR 880700101 A KR880700101 A KR 880700101A KR 960000747 B1 KR960000747 B1 KR 960000747B1
- Authority
- KR
- South Korea
- Prior art keywords
- product
- microprocessor
- products
- measuring
- light
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/04—Sorting according to size
- B07C5/10—Sorting according to size measured by light-responsive means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S209/00—Classifying, separating, and assorting solids
- Y10S209/939—Video scanning
Landscapes
- Length Measuring Devices By Optical Means (AREA)
- Sorting Of Articles (AREA)
Abstract
내용 없음.
Description
빙과용 막대 및 젓가락 같은 목재 제품을 제작하는데 있어서, 막대가 굽어지고, 옹이(knot)를 갖고, 부정확한 치수, 또는 탈색이 되는 불량한 제품을 제거하는 것은 필수적이다.
본 발명의 목적은 목재 제품의 제작 능력을 결정하기 되는 빠른 속도로 공인된 완제품이 유용하고 그 외관이 균일하며 양호한 실용성을 나타내도록 효과적인 제어를 수행할 수 있는 장치를 제공함에 있다.
본 발명은, 불량한 목재 제품을 제거하기 위한 선별 장치, 제품의 치수를 측정제어 하기 위한 장치, 그리고 컨베이어로 이루어진 불량 목재 제품의 측정 및 선별용 제어 장치에 관한 것으로, 이 장치는 컨베이어의 양측면의 지정된 높이에서 상호 대향하게 위치하고, 그중 하나는 목재 제품의 표면을 따라 평행하게 광선을 방출하고 반대편에 위치한 다른 하나는 상기 방출된 광선을 수용하여 신호를 마이크로프로세서에 제공하는 빛 감지 검출기에 연결되도록 배치되어 있는 적어도 하나 이상의 제1셋트의 광섬유와 ; 제품의 높이에 따라 상향으로 활주 가능한 반사판 장치의 상부 언저리에 높이를 차이나게 하여 배치되며, 목재 제품의 높이가 너무 높을 경우 선전된 개수 보다 더 많은 반사광을 발하게 하고, 그 높이가 너무 낮을 경우 선정된 갯수 보다 더 적은 반사광을 발하게 작동하고, 마이크로프로세서로 신호의 공급 및 반사 광선을 수용하는 광감지기에 각각 연결되어 선택적으로 반사 광선을 방출 및 수용하도록 배치된 적어도 하나 이상의 제2셋트의 광섬유와 ; 컨베이어와 그위에 놓인 다수의 목재 제품을 탐지하도록 컨베이어에 인접하게 정착되며, 각 제품의 길이, 만곡부 및 폭을 결정하고 그 결정된 값들은 선정된 값과 비교하여 그 비교치를 근거로 제품을 폐기시킬 것인지의 여부를 결정한 다음 대응하는 임펄스를 선별 장치로 공급하기 위하여 화상 신호를 평가 및 처리한 마이크로프로세서로 탐지된 제품의 하나 이상의 화상에 대응하는 화상 신호를 발생하는 적어도 하나 이상의 스크린 탐지 카메라(11)를 포함하는 것을 특징으로 한다.
이러한 방법에 의해 아주 빠르고 효과적인 불량 제품의 선별 작업이 이루어진다. 제1광섬유 셋트는 제품이 직선이거나 너무 두껍지 않을때만 통과할 수 있도록 제품의 만곡부가 광선을 차단시키게 함으로써 수직평면에 대해 굽은 제품에 등급을 매긴다. 제2광섬유 셋트는 높거나 또는 너무 낮은 제품에 등급을 매기고 제품으 양끝이 측정되도록 컨베이어의 각측에 양호하게 위치된다. 카메라 및 그와 연관돤 마이크로프로세서에 의해 수평평면의 모든 치수는 측정 및 제어될 수 있다. 상기 장치에 의해서, 평탄한 제품에 대한 3차원 치수 선별을 위해 신속한 제어가 달성된다. 또한, 그 장치는 특히, 빙과용 막대 및 젓가락 같이 편평하고 직사각형인 제품의 선별에 적합하다.
제품의 폭은 제품의 종방향으로 간격을 두어 국부적으로 양호하게 결정되고, 제품은 횡방향으로 다수의 구역으로 분할되고 각 구역에 대한 평균폭이 결정될 수 있다. 선정된 직선으로 부터 벗어나 만곡부는 수평평면에 대해 양호하게 측정된다. 전술한 장치에 의해서, 제품의 색체를 제어하는 것이 가능하다. 본 발명에 따라, 마이크로프로세서는 전제품에 걸쳐 빛의 강도를 종합함으로써 제품의 전 색체 수준을 결정하도록 제공된다.
국부 색체 변화는 빛의 강도를 종합하고 선택적으로 그 변화를 측정함으로써 양호하게 결정될 수 있다. 매우 약한 빛 강도를 갖는 일부 구역을 기록함으로써 제품에 옹이부분이 있는지의 여부를 확인할 수 있다. 본 발명에 따라, 선정된 수용 가능한 값은 그 값과 제품의 제어에 의해 나온 데이타와 비교하기 위해 그 데이타는 마이크로프로세서에 기록시킬 수 있다. 상기 데이타는 제품의 특성을 측정 및 기록하는 장치를 통해 다수의 제1등급 제품을 통과시킴으로써 러닝 페이스 (learning phase)중에 마이크로프로세서에 양호하게 기록된다. 이러한 러닝 제품은 마이크로프로세서에 허용 오차를 결정하는 것처럼 원하는 오차만을 충족시킬 수 있도록 선택된다. 양호하게, 본 장치는 제품의 제2등급에 대응하는 또 다른 허용 오차 값들을 수용 가능하게 해준다.
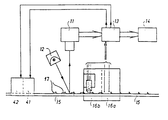
본 발명에 따른 장치의 실시예는 제1도 및 제2도에 도시되어 있다. 체인 컨베이어(15) 위에서 다수의 직사각형 목재제품(17)이 진행되고, 본 발명에서의 목재 제품은 그 두꺼운 단부에 상호 부착된 두 가닥의 젓가락으로 구성된다. 제1제어 스테이션(16)에서는 제품의 수직방향에 대한 만곡부 및 두께(높이) 크기를 평가한다.
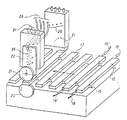
제3도에 도시된 바와 같이, 제어 스테이션으 제1절단부(16a)에서, 제품은 그 제품이 직선으로 이루어졌거나 높이가 그 다지 높지 않으면 광선 바로 밑으로 통과되는데, 상기 광선은 광섬유(18)에서 방출되어 제품의 표면을 따라 컨베이어 벨트를 가로질러 컨베이어의 다른 측의 수용 광섬유(19)로 유입된다. 반면에, 만일 제품이 너무 많이 굽고 높다면, 이 광선은 차단된다. 이렇게 광선이 차단되는 것은 종래의 기술인 적당한 광선 감지회로에 의해 검출될 수 있고, 제품을 폐기할 것인가의 여부에 대한 정보가 마이크로프로세서(13)로 보내진다.
제어 스테이션에는 이러한 두 개의 만곡 제어부(18,18',19,19')가 설치되고 그중 제어부(18,18')는 제1등급 제품의 판별을 위해 조절되는 반면에, 제어부(19, 19')는 제2등급 제품의 판별을 위해 조절된다.
제어 스테이션(16)의 나머지 절반부에는 제3도에 보다 상세하게 도시된 바와 같이 두께 제어부(16a)가 설치된다. 목재 제품은 체인 컨베이어에 의해서 각측에 장착된 두쌍의 로울러(20,21)사이로 안내되는데, 그 중 하부 로울러는 고정되는 반면에, 상부 로울러는 제품의 두께에 따라 그 레벨을 맞추도록 그 제품에 의해 상부로 가열된다(한상의 로울러만이 도시되어 있음). 상부 로울러는 스프링(35)에 의해 제품을 향해 아래로 당겨지도록 수직 전환 가능한 판 또는 윙(wing)(22)에 장착된다. 그 판의 상부 언저리는 광선이 반사되는 것에 관계없이 광선 및 일부 레지스터(register)를 방출하는 광반사기에 연결된 다수의 광섬유(26)가 덮혀 있을 수 있다. 만일 목재 제품이 너무 두꺼울 경우, 즉 높이가 높은 경우 판은 상승하여 모든 광섬유를 덮게되어 광선을 반사시킨다. 그 반사가 빛 감지 검출기에 의해 기록되고, 정보는 마이크로프로세서(13)로 전달된다. 양호하게, 4개의 측정포인트가 사용되고, 즉, 양호한 4개의 광섬유(26)는 그 단부가 반사판의 상연부에 인접한 면에서 높이가 약간 차이나게 장착되기 때문에 제1등급 제품은 반사판으로 하여금 두 광섬유를 덮도록 하고, 나머지 두 광선섬유들을 반사하지 못하도록 하는 반면에, 약간 더 두꺼운 제2등급 제품은 반사판이 3개의 광섬유를 차단시키고 나머지 하나의 광섬유는 원래의 상태로 유지케하며, 그리고 약간 더 얇은 제2등급 제품은 한 광섬유로만 덮도록 하고 나머지 3개의 광섬유는 원상태로 있게 한다. 양호한 실시예에서, 광섬유(26)의 수직으로 위치는 조절나사(31)에 의해 조절 가능하게 되어 있다.
제품이 제어 스테이션(16)을 통과할때에, 체인 컨베이어는 그 컨베이어 및 그 위의 제품을 탐지(scan)하는 카메라(11) 아래에서 계속 진행된다. 두 램프(12)는 탐지와 함께 그 제품을 조명한다. 카메라(11)는 스크린 탐지 카메라이고 기록된 화면정보는 도시되지 않은 데이타 스크린에 선택적으로 전달되고 특히, 선정된 데이타를 지닌 화면 정보와 선정된 데이타를 비교 및 평가하는 컴퓨터 전달되고, 이러한 평가에 근거해서 임펄스는 선별 장치(41,42)로 공급된다. 이러한 선별 장치들중 장치(41)는 폐기될 모든 제품을 제거하는 역할을 하는 반면, 장치(42)는 제 1등록 제품만이 컨베이어에서 계속해서 진행되도록 하므로 제2등급 제품을 선별하게 된다.
마이크로프로세서에 의해 선별 장치(41,42)로 공급된 임펄스에는 시간 딜레이가 부가되므로 제어스테이션에 의해 측정되었던 제품은 대응하는 선별 임펄스와 함께 선별 스테이션으로 도달된다. 이러한 시간 딜레이에는 변환 레지스터에 선별 비이트 0 또는 1을 저장함으로써 마이크로프로세서내의 데이타프로세싱과 관련되어 제어 스테이션의 제1측정 포인트로부터 선별 스테이션가지 컨베이어상의 각 제품 포인트에 대한 한 위치가 제공될 수 있기 때문에 변환 레지스터내의 문제의 선별 비이트에 대한 위치가 컨베이어상의 제품의 이동과 동시에 변환되며, 체크(check) 계산후의 마이크로프로세서는 변환 레지스터의 바른 위치에 그 결과가 놓이도록 하며, 그리고 제품이 대응하는 선별 비이트가 변환 레지스터로 부터의 출력에 도달함과 동시에 선별 스테이션에 이르게 된다.
카메라(11)는 제4도에 도시된 바와 같이, 제품과 함께 컨베이어를 탐지한다. 마이크로프로세서(13)는 화면의 값을 차례로 정하고, 데이타스크린(14)이 연결될 때, 제4도에 도시된 바와 같이 스크린 화면에 그 제어가 실행될 수 있다. 제어되는 제품은 프레임(44)으로 틀을 이루게 된다. 화면을 기초로해서, 제6∼9도에 도시된 기하학적 측정이 이루어진다. 측정치는 선정된 데이타, 양호하게는 원하는 측정된 데이타와 비교되고, 그 비교한 값이 제품이 허용공차에 충족되지 않는다고 판명되면, 임펄스는 다음 선별 장치, 양호하게는 송풍 노즐로 구성되는 선별 장치로 제공된다. 제1도의 장치에서, 상기 노즐은 컨베이어로부터 폐기된 제품을 멀리 불어버리도록 배열되어 있다. 제4도에 나타나는 바와 같이, 그 장치는 양측방향으로 향하게된 막대를 제거하게 할 수 있도록 사용된다.
양호하게, 마이크로프로세서는 제품이 제1도에 도시된 썸버(thumb) 휘일(51)에 의해 수동으로 조절 가능한 제2선별 허용 오차를 만족하는지의 여부를 초기에 제어하도록 사용되고, 만일 만족하지 않는다면, 그 값을 저장하고, 폐기 제품을 선별하는 제1선별 스테이션(41)에 장착된 제1송풍노즐로 임펄스를 부여한다.
만일 제품이 상기 허용 오차내에 속할 경우 마이크로프로세서는 제품이 제1등급 제품에 의해 주어진 허용 오차를 만족하는지를 평가하고, 만족되지 않으면, 임펄스는 다음 선별 스테이션의 제2송풍 노즐(42)로 저장 및 부여되어서 컨베이어로부터 제2등급 제품을 제거한다.
제4도에 도시된 바와 같이, 카메라는 그 탐지라인이 제품의 종방향 한계와 합체되지 않도록 제품에 대해 소정의 각도, 예를 들면 5° 정도 돌아가게 된다.
제6∼9도에 도시된 바와 같이, 마이크로프로세서는 제품의 기하학적 모양에 따라 여러번의 계산을 수행한다. 특별한 허용오차에 따라, 약 3mm간격으로 측정된 올바른 폭 즉, 평균 폭은 제품을 다수의 횡방향 단면, 바람직하게는 여섯으로 분할하여 계산되고, 여기서 각 단면은 올바른 평균폭을 나타낸다. 또한, 제품의 만곡부는 제품이 직선에 의해 한정되어 지지될 때 결정된다. 길이는 제품을 두 개의 젓가락으로 분리하기 위한 분할선의 각면위를 측정함으로써 결정된다.
기하학적 모양과는 별개로 또한, 제품은 탈색된 막대 및 옹이진 막대가 폐기되도록 그 자체가 균일한 효과를 나타내는 것이 바람직하다. 이것은 막대의 전 화상에 걸쳐 빛의 강도를 측정 및 종합하여 선정된 값과 그 결과를 비교함으로써 달성된다. 국부적인 탈색으로 인해 있을 수 있는 국부적 색체 변화는 작은 한계 구역에서 빛의 강도의 변화를 측정함으로써 결정될 수 있다. 제품을 작은 단면으로 분할 및 각 단면의 빛의 강도를 종합하여 그것을 비교하도록 하는 회로가 사용될 수 있다.
마지막으로 옹이는 그 옹이가 어두워서 약한 빛을 반사하기 때문에 특별히 약한 빛의 강도를 갖는 작은 구역이 존재하는지를 조사함으로써 기록될 수 있다.
선정된 값은 마이크로프로세서가 기록된 측정치를 허용할 것인지의 여부, 양호하게는, 그 장치로 구성되는 러닝 페이스(learning phase) 형태로 제공되는지를 값을 정하게 될 때 비교하는 기준이 되고, 따라서, 마이크로프로세서는 러닝 상태로 설정되고, 다양한 제품상태이고 그 중 일부는 거의 제2등급인 다수의 제1등급 제품이 장치를 통해 전달되어 전술한 바와 같이 측정 및 탐지된다. 러닝을 위한 선택된 제품은 제1 및 제2등급사이의 한계를 형성하고, 따라서, 제1등급 제품들 사이의 허용 가능한 모든 변수로 구성된다. 러닝중에 장치는 폭, 길이, 수평면에 대한 만곡부 및 모든 색체와 색체 변화등의 전술한 모든 매개변수들을 측정 및 기록한다.
썸버휘일(51)에 의해 설정된 제2등급 제품용 허용 오차 셋트는 양호하게, (a) 평균폭의 측정물에 의한 포인트 (b) 수평면에서의 만곡부 (c) 길이 (d) 색체 수준, 색체 변화 및 옹이를 포함한다.
양호한 실시예에서, 마이크로프로세서는 많은 제품의 폐기 방법과, 생산제품을 제어한 후에, 그 제어값의 제5도의 도시된 바와 같이 스크린 화면에 의해 나타나도록 적용된다.
양호하게, 마이크로프로세서는 제품들 사이에서“아이들링(idling)”색체 수준 및 빛의 강도를 결정하도록 적용되고 그 제품들 사이의 틈에서 측정하도록 적용된다. 이러한 측정에 있어서, 전구의 수명 때문에 발생되는 램프의 조도의 변화를 조절하기 위해 사용되는 제어회로는 전구의 교체시기를 알리는 경고램프를 작동시킨다.
전술한 장치는 매우 많은 복잡한 측정을 대상으로 하여 목재 제품의 선별을 매우 신속히 처리하기 때문에 선별될 제품의 질이 적합 보장될 수 있다.
마이크로프로세서의 프로그래밍은 본 기술에 숙련된 사람이라면 충분히 만들 수 있기 때문에 본 명세서에서는 보다 상세한 설명을 생략하기도 한다.
본 발명은 제품, 양호하게는 목재제품의 제어용 장치에 관한 것으로서, 상기 장치는 제품을 측정 제어하기 위한 측정 제어장치로 구성된 컨베이어와 폐기제품을 제거하는데 사용되는 선별장치를 포함한다.
종래기술
핀란드 특허 출원 제 52, 433 호에는 나무 조각을 회전시키면서 검사하는, 나무 조각의 각 말단부 및 전체 조각에 대한 선별 방법이 개시되어 있다. 이러한 방법에는 나무에 대한 반사광의 색체 및 그 강도를 평가하기 위해 컴퓨터를 이용한 프로그램은 개시되어 있지 않다. 또한, 상기 방법에 따른 검사는 통상의 검사자의 식별력과 거의 유사한 단점을 지닌다.
핀란드 및 출원 제 64,301 호에는 불량하고 껍질이 벗겨진 나무 제품을 선별하는 장치 및 그 방법이 개시되어 있다. 이 방법은 측정전에 나무 제품을 적외선으로 가열시키고, 종축을 중심으로 회전시켜 측정하며 벗겨진 나무를 제거하는 선별 장치로 제어 신호를 전송하는 컴퓨터에 측정치를 입력한다. 그러나, 이러한 적외선을 이용한 측정은 본 발명의 목적들 중 하나인 목재 제품의 균일한 색체 검사를 위해서는 적합하지 못하다.
미합중국 특허 제 3,331,010 호에는 목재 제품에 형성된 틈새 및 구멍을 형광성 액체로 침투 처리하기에 앞서 그 틈새를 검출하는 장치 및 방법이 개시되어 있다. 제품이 자외선에 노출될 때 잉여의 액체는 제거되고 틈새에 남게되는 형광성 액체는 필터를 통한 광튜브에 의해 감지될 복사열을 발하게 된다. 그러나, 이러한 발명은 본 발명의 특허청구 범위에 기재된 특징을 반영하고 있지 않다.
핀란드 특허 출원 제 64,300 호에는 목재 제품의 진행 방향을 횡단하게 놓인 절단된 통나무를 운반하는 컨베이어를 구비한 장치가 개시되어 있다. 광원은 컨베이어 양측면 위에 배치되어 통나무 양단에 광카펫트를 형성한다. 컨베이어 아래의 일측면에 위치한 카메라는 선별 스테이션을 제어하는 컴퓨터에 연결된다. 이 장치는 통나무의 길이를 제어하는데 사용 가능하다.
핀란드 특허 출원 제 59,540 호에는 수개의 제품을 연속한 층을 이루게 운반하는 컨베이어와, 이 컨베이어의 일측면에 위치하고 제품의 수 및/또는 폭을 측정하는 포토셸(photocell) 장치가 개시되어 있다. 측정시 상기 제품은 진행 방향의 횡단으로 배치되고 컨베이어에 의해 고속으로 운송되는데, 이때 일렬의 포토셸은 제품의 폭을 표시하게 된다. 이 장치는 제품의 진행방향에서 한 지점의 폭만을 측정하게 된다.
독일연방연합국 특허 제 2,239,036 호에는 평탄한 표면의 굴곡 정도를 나타내는 장치가 개시되어 있다. 이 장치는 한쪽 방향으로 만의 굴곡을 감지하는 반면, 그 방향에 수직한 굴곡 정도를 감지하지 못하는 단점을 지닌다.
또한, 독일연방공화국 특허 제 2,637,331 호에는 컨베이어와, 이곳을 가로질러 연장하는 2열의 광원 및 컨베이어 상하에 각각 배치된 포토셸로 구성된 합판용 선별 장치가 개시되어 있다. 이러한 장치에 의해 합판의 길이 및 폭이 측정되고 불량한 합판들은 폐기된다.
본 발명은 첨부도면을 참고로 다음과 같이 설명된다.
제1도는 본 발명에 따른 장치의 실시예.
제2도는 제1도 장치에 대응하는 블럭다이어그램.
제3도는 제1도 장치의 확대 단면도.
제4도는 제1스크린 화면.
제5도는 제2스크린 화면.
제6도는 국부적인 폭 측정의 실시예.
제7도는 평균 폭 측정의 실시예.
제8도는 만곡부 측정의 실시예.
제9도는 길이 측정의 실시예.
제10도 내지 제12도는 제품의 여러가지 색체를 나타내는 설명도.
Claims (9)
- 불량한 목재 제품을 제거하기 위한 선별 장치, 제품의 치수를 측정 제어하기 위한 장치, 그리고 컨베이어(15)로 이루어진 불량 목재 제품의 측정 및 선별용 제어장치에 있어서, 컨베이어(15)의 양측면의 지정된 높이에서 상호 대향하게 위치하고, 그중 하나는 목재 제품의 표면을 따라 평행하게 광선을 방출하고 반대편에 위치한 다른 하나는 상기 방출된 광선을 수용하여 신호를 마이크로프로세서에 제공하는 빛 감지 검출기(13)에 연결되도록 배치되어 있는 적어도 하나 이상의 제1셋트의 광섬유(18,19)와 ; 제품이 높이에 따라 상향으로 활주 가능한 반사판 장치(22)의 상부 언저리에 높이를 차이나게 하여 배치되며, 목재 제품의 높이가 너무 높을 경우 선정된 갯수 보다 더 많은 반사광을 발하게 하고, 그 높이가 너무 낮을 경우 선정된 갯수 보다 더 적은 반사광을 발하게 작동하고, 마이크로프로세서(13)로 신호의 공급 및 반사 광선을 수용하는 광 감지기에 각각 연결되어 선택적으로 반사 광선을 방출 및 수용하도록 배치된 적어도 하나 이상의 제2셋트의 광섬유(26)와 ; 컨베이어와 그위에 놓인 다수의 목재 제품을 탐지하도록 컨베이어에 인접하게 장착되며, 각 제품의 길이, 만곡부 및 폭을 결정하고 그 결정된 값들을 선정된 값과 비교하여 그 비교치를 근거로 제품을 폐기시킬 것인지의 여부를 결정한 다음 대응하는 임펄스를 선별 장치(41,42)로 공급하기 위하여 화상 신호를 평가 및 처리한 마이크로프로세서로 탐지된 제품의 하나 이상의 화상에 대응하는 화상 신호를 발생하는 적어도 하나 이상의 스크린 탐지 카메라(11)를 포함하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어 장치.
- 제1항에 있어서, 상기 마이크로프로세서(13)는 간격이 일정하고 선정된 갯수 만큼의 측정 위치에서 폭을 결정하게 되는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어 장치.
- 제1항에 있어서, 상기 마이크로프로세서(13)는 화상 신호의 처리시에 각각의 목재 제품에 대한 화상신호를 횡방향의 여러 구역으로 분할하여 그 분할 구역의 평균 폭을 결정하게 되는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
- 제1항에 있어서, 상기 마이크로프로세서(13)는 선정된 직선으로 부터 제품의 한쪽 가장자리의 정도를 측정함으로써 수평평면에 있는 제품의 만곡 정도를 결정하는 루우틴 프로그램을 포함하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
- 제2항에 있어서, 상기 마이크로프로세서(13)는 일부가 상호 연결된 젓가락 제품 사이의 분할선에 대응하는 길이방향 중심선의 각측에서 길이를 측정하는 루우틴 프로그램을 포함하는 것을 특징으로 하는 불량목재 제품의 측정 및 선별용 제어장치.
- 제4항에 있어서, 상기 마이크로프로세서(13)는 전제품에 걸쳐 빛의 강도를 종합함으로써 전체 색체를 결정하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
- 제6항에 있어서, 상기 마이크로프로세서(14)는 한정된 일부 구역에서 빛의 강도를 종합하고 그 종합한 값을 비교함으로써 국부 색체 변화를 결정하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
- 제1항에 있어서, 상기 마이크로프로세서(13)는 매우 약한 빛의 강도를 갖는 작은 국부 구역을 감지하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
- 제1항에 있어서, 상기 마이크로프로세서(13)는 제1등급 제품의 조건을 만족하는 다수의 제1등급 제품을 컨베이어(15)상에 방치하여 상기 장치로 통과하도록 함으로써 불량하지 않은 제품에 대한 데이타를 마이크로프로세서에 기록하게 되는 러닝페이스(learning phase)에서 작동하도록 한 루우틴 프로그램과, 그리고 각 제품의 색체를 결정하도록 화상 신호를 처리 및 평가하고 각 제품의 폭, 길이, 색체 수준 및 색체 변화와 같이 상기 제품에 필요한 모든 데이타를 기록하는 프로그램을 포함하는 것을 특징으로 하는 불량 목재 제품의 측정 및 선별용 제어장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DK256086A DK155274C (da) | 1986-05-30 | 1986-05-30 | Apparat til kontrol af traeemne |
| DK2560/86 | 1986-05-30 | ||
| PCT/DK1987/000059 WO1987007188A1 (en) | 1986-05-30 | 1987-05-21 | Apparatus for control of a wooden article |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR880701140A KR880701140A (ko) | 1988-07-25 |
| KR960000747B1 true KR960000747B1 (ko) | 1996-01-12 |
Family
ID=8113203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880700101A KR960000747B1 (ko) | 1986-05-30 | 1987-05-21 | 불량 목재 제품의 측정 및 선별용 제어 장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4850491A (ko) |
| JP (1) | JP2571807B2 (ko) |
| KR (1) | KR960000747B1 (ko) |
| CA (1) | CA1277010C (ko) |
| DK (1) | DK155274C (ko) |
| WO (1) | WO1987007188A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100946183B1 (ko) * | 2008-06-12 | 2010-03-09 | 주식회사 예일하이테크 | 캠 샤프트의 자동 길이 측정장치 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT398174B (de) * | 1991-02-08 | 1994-10-25 | Andritz Patentverwaltung | Verfahren und vorrichtung zum trennen von entrindeten holzknüppeln |
| DK169280B3 (da) * | 1993-03-05 | 2000-09-25 | Stormax Int As | Optisk sorter |
| DE19600231C2 (de) * | 1996-01-05 | 1998-02-19 | Siemens Ag | Vorrichtung und Verfahren zur Steifigkeitsmessung von flachen Sendungen |
| US20060277887A1 (en) * | 2005-05-31 | 2006-12-14 | Nutragon, Llc | Method for processing organic plant matter into dry powder, oil and juice products |
| RU2661851C2 (ru) * | 2016-06-01 | 2018-07-19 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Тихоокеанский государственный университет" | Линия сортировки деревянных заготовок |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3341010A (en) * | 1961-10-12 | 1967-09-12 | Switzer Brothers Inc | Non-visible penetrant methods of flaw detection and apparatus therefor |
| SE353958B (ko) * | 1967-04-19 | 1973-02-19 | Asea Ab | |
| FR1555808A (ko) * | 1967-12-11 | 1969-01-31 | ||
| DE2239036A1 (de) * | 1972-08-08 | 1974-02-21 | Siemens Ag | Verfahren und vorrichtung zum messen der durchbiegung von flachen plaettchen |
| SE387437B (sv) * | 1974-12-27 | 1976-09-06 | Hammars Mekaniska Verkstad Ab | Sett och anordning for att breddmeta och/eller rekna virkesstycken |
| US3956629A (en) * | 1975-06-09 | 1976-05-11 | Inex, Inc. | Inspection method and apparatus |
| FI52433C (fi) * | 1975-12-09 | 1977-09-12 | Plan Sell Oy | Menetelmä puutavaraa lajiteltaessa. |
| CH600301A5 (ko) * | 1976-05-28 | 1978-06-15 | Bbc Brown Boveri & Cie | |
| DE2637331C3 (de) * | 1976-08-19 | 1984-10-04 | C. Keller GmbH u. Co KG, 4530 Ibbenbüren | Sortiereinrichtung für Furnierabschnitte |
| US4147619A (en) * | 1976-12-09 | 1979-04-03 | Ore-Ida Foods, Inc. | Electronic sorting apparatus |
| GB2046428B (en) * | 1979-04-10 | 1983-05-11 | Hajime Industries | Object inspection system |
| FI67043C (fi) * | 1979-08-22 | 1985-01-10 | Partek Ab | Foerfarande och anordning foer klassificering av styckegods so befinner sig i roerelse |
| US4576482A (en) * | 1979-09-07 | 1986-03-18 | Diffracto Ltd. | Electro-optical inspection |
| SE418904B (sv) * | 1979-12-28 | 1981-06-29 | Asea Ab | Fiberoptiskt metdon for metning av fysikaliska storheter sasom lege, hastighet, acceleration, kraft, tryck, tojning och temperatur |
| US4443946A (en) * | 1980-07-01 | 1984-04-24 | Renishaw Electrical Limited | Probe for measuring workpieces |
| FI64301C (fi) * | 1981-03-30 | 1983-11-10 | Kone Oy | Foerfarande och anordning foer avskiljning av daoligt avbarkattvaevirke |
| FI64300C (fi) * | 1981-03-30 | 1983-11-10 | Kone Oy | Foerfarande och anordning foer laengdavskiljning av traevirke saosom stockar |
| FR2528972A1 (fr) * | 1982-06-22 | 1983-12-23 | Duneau Patrick | Dispositif opto-electronique de mesure du diametre des fruits |
| US4515275A (en) * | 1982-09-30 | 1985-05-07 | Pennwalt Corporation | Apparatus and method for processing fruit and the like |
| IT1156686B (it) * | 1982-10-18 | 1987-02-04 | Finike Italiana Marposs | Testa per il controllo di dimensioni lineari |
| JPS59169584A (ja) * | 1983-03-14 | 1984-09-25 | 株式会社東芝 | 印刷物の判別装置 |
| GB2152658A (en) * | 1984-01-09 | 1985-08-07 | Philips Electronic Associated | Object sorting system |
| US4687107A (en) * | 1985-05-02 | 1987-08-18 | Pennwalt Corporation | Apparatus for sizing and sorting articles |
-
1986
- 1986-05-30 DK DK256086A patent/DK155274C/da not_active IP Right Cessation
-
1987
- 1987-05-21 KR KR1019880700101A patent/KR960000747B1/ko not_active IP Right Cessation
- 1987-05-21 US US07/150,414 patent/US4850491A/en not_active Expired - Fee Related
- 1987-05-21 JP JP62503690A patent/JP2571807B2/ja not_active Expired - Lifetime
- 1987-05-21 WO PCT/DK1987/000059 patent/WO1987007188A1/en unknown
- 1987-05-28 CA CA000538241A patent/CA1277010C/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100946183B1 (ko) * | 2008-06-12 | 2010-03-09 | 주식회사 예일하이테크 | 캠 샤프트의 자동 길이 측정장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR880701140A (ko) | 1988-07-25 |
| JP2571807B2 (ja) | 1997-01-16 |
| JPS63503444A (ja) | 1988-12-15 |
| CA1277010C (en) | 1990-11-27 |
| DK155274C (da) | 1989-07-31 |
| WO1987007188A1 (en) | 1987-12-03 |
| DK256086A (da) | 1987-12-01 |
| DK256086D0 (da) | 1986-05-30 |
| DK155274B (da) | 1989-03-20 |
| US4850491A (en) | 1989-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6122065A (en) | Apparatus and method for detecting surface defects | |
| US7499172B2 (en) | Multi-grade object sorting system and method | |
| US4483615A (en) | Method and apparatus for detecting checks in glass tubes | |
| CA1244915A (en) | System for automatically inspecting transparent containers for sidewall and dimensional defects | |
| EP2041552B1 (en) | Method for measuring the volume or the end face diameter of a tree trunk and for quality control | |
| JPH0321235B2 (ko) | ||
| JPH0124550B2 (ko) | ||
| IL97465A (en) | Fruit sorting device and method | |
| JP2001502804A (ja) | 視覚装置の用途に使用して適する均一強力光投影器 | |
| KR960000747B1 (ko) | 불량 목재 제품의 측정 및 선별용 제어 장치 | |
| CA1254283A (en) | Birdswing defect detection for glass containers | |
| GB2052735A (en) | Apparatus for detecting the presence of surface irregularities in articles made of translucent material | |
| US6100537A (en) | Measuring system for recognition of surface features | |
| JP2678411B2 (ja) | 海苔の検査方法および装置 | |
| JP3060097B2 (ja) | 検卵時の不良卵表示装置 | |
| JP2944092B2 (ja) | 物品の外観検査装置 | |
| CA2237640C (en) | Apparatus and method for detecting surface defects | |
| WO1993022659A1 (en) | Method and system for detection of defects on the surface of a wood article | |
| ITPD20150094A1 (it) | Dispositivo perfezionato per il controllo della denocciolatura di frutti essiccati o parzialmente essiccati | |
| JPH03221850A (ja) | 正反射部と乱反射部の識別方法および装置 | |
| IT202100017702A1 (it) | Apparecchiatura e metodo per eseguire una analisi non distruttiva di una tavola di legno | |
| NL1012477C1 (nl) | Werkwijze en inrichting voor het detecteren van vuil op producten of artikelen zoals eieren. | |
| JPH0454899B2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| LAPS | Lapse due to unpaid annual fee |