KR950014705B1 - 판유리 코팅방법 및 장치 - Google Patents
판유리 코팅방법 및 장치 Download PDFInfo
- Publication number
- KR950014705B1 KR950014705B1 KR1019880010911A KR880010911A KR950014705B1 KR 950014705 B1 KR950014705 B1 KR 950014705B1 KR 1019880010911 A KR1019880010911 A KR 1019880010911A KR 880010911 A KR880010911 A KR 880010911A KR 950014705 B1 KR950014705 B1 KR 950014705B1
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- coating
- gas
- passage
- inert gas
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/28—Surface treatment of glass, not in the form of fibres or filaments, by coating with organic material
- C03C17/30—Surface treatment of glass, not in the form of fibres or filaments, by coating with organic material with silicon-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/453—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating passing the reaction gases through burners or torches, e.g. atmospheric pressure CVD
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B18/00—Shaping glass in contact with the surface of a liquid
- C03B18/02—Forming sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B18/00—Shaping glass in contact with the surface of a liquid
- C03B18/02—Forming sheets
- C03B18/14—Changing the surface of the glass ribbon, e.g. roughening
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Geochemistry & Mineralogy (AREA)
- Life Sciences & Earth Sciences (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Surface Treatment Of Glass (AREA)
- Chemical Vapour Deposition (AREA)
- Chemically Coating (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
내용 없음.
Description
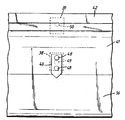
제1도는 유리 리본 이동 통로의 횡방향으로 놓여진 본 발명의 코팅장치의 작동위치를 개략적으로 보여주고 있는 판유리 제조장치의 수직 단면도.
제2도는 제1도에 도시된 코팅장치의 확대 수직 단면도.
제3도는 흑연블럭과 추출기가 제거되고, 제2도의 화살표 Ⅲ의 방향으로 절취한 제1도 및 2도의 코팅장치의 부분 단면도.
제4도는 추출기의 수평안내부재가 제거되고, 제2도의 화살표 Ⅳ방향으로 절취한 추출기의 정면도.
제5도는 추출기에 통합된 막힘제거장치의 평면도.
제6도는 제5도의 Ⅵ-Ⅵ을 따라 절취한 단면도.
* 도면의 주요부분에 대한 부호의 설명
21 : U자형 통로부재 28,29 : 수평부재
35 : 상류 흑연블럭 36 : 중앙 흑연블럭
37 : 하류 흑연블럭 56,57 : 안내부재
60 : 추출기
본 발명은 판유리의 코팅, 특히 코팅가스로부터 코팅을 중착함으로써 판유리를 코팅하는 방법 및 이 방법의 실시에 사용하는데 적합한 장치에 관한 것이다.
화학증착에 의해 판유리를 코팅하는 방법은 잘 알려져 있으며, 영국 특허 명세서 제 1 507 996호는 리본 이동방향에 횡단하여 유리의 고온 리본 표면을 가로질러 연장하는 분배기로부터 코팅할 유리의 고온 리본 표면상으로 코팅 가스를 유도하여, 가스가 얇은 유동 조건하에서 유리에 거의 평행하게 그러나 표면폭에 가로로 균일하게 흐르게 하는 방법 및 장치를 기술하고 있다. 코팅은 고온 유리 표면상에 부착되며, 사용된 코팅 가스는 안내벽 상하류 사이에 형성된 배출 통로를 따라 유리 표면으로부터 상향 유도된다. 추출도관은 배출통로로부터 나오는 사용된 코팅 가스를 수집하기 위해 배출 통로 상단부 영역에 제공되어 있으나 배출 통로에 접속되어 있지는 않다.
영국 특허 명세서 1 507 996호에 기술된 방법 및 장치를 고온 유리 리본상의 반사 실리콘 코팅 증착에 사용하면, 일정작동기간 후에는 실리콘 함유 증착물이 안내부재의 하류끝의 하부면에 즉, 유리에 대향 인접한 표면에 쌓인다. 여기서 안내부재는 하류단부에서 코팅 영역을 제한하고 사용된 가스를 유리로부터 전환시키는 작동을 하고 유리를 통과한 코팅가스 통로내에 놓인다. 결과적으로, 이러한 증착물은 유리표면에 닿게되어 유리위에 형성된 코팅을 손상시키므로 침전물을 제거하기 위해 장치를 유리에서 제거해서 세척하는 동안 코팅공정을 중단해야만 한다.
증착물의 형성은 유리에 인접한 상기 표면상에 불활성 가스 기류를 통과시킴으로써 감소 혹은 회피되며, 장기간 만족스런 코팅이 유지된다는 것을 알았다.
본 발명에 따르면, 고온 유리를 코팅 영역을 통해 전진시키고, 코팅 가스를 유리의 이동 통로의 횡방향으로 연장하는 가스 공급관으로부터 코팅 영역내의 고온 유리 표면위로 흘려보내고, 사용된 가스를 유리 표면에 인접한 표면을 포함하는 전화 수단에 의해 배출 통로를 통해 코팅 영역의 하류 단부에 있는 유리로부터 멀리 유도하여 흡입력을 사용해 배출 통로로부터 수집하는 화학 증착에 의한 판유리 코팅 방법에 있어서, 상기 표면에 사용된 가스로부터 증착물이 형성되지 않도록 불활성 가스의 흐름을 전환수단의 상기 표면 위로 통과시키는 것을 특징으로 하는 방법이 제공된다.
불활성기체 흐름은 유리표면에 인접한 표면상에서 발생하게 되는, 사용된 가스로부터의 침전물 형성을 감소 또는 방지한다. 상기 표면위를 지나는 불활성 가스의 유량을 코팅영역 하류 끝에서 유리로부터 멀어지도록 유도 사용된 코팅 가스의 유량의 약 50%로 하는 것이 적합하다.
여기서 사용되는 "불활성 가스"라는 용어는 유리상에 부착하지 않으면서 코팅 공정에 유해한 어떤 반응도 사용된 코팅 가스와 일으키지 않는 가스를 의미하는 것이다. 불활성 가스의 흐름은 코팅이 행해지는 코팅 위치를 둘러싸고 있도록 구성될 수 있다. 부유조 위로 진행되는 부유 유리의 리본에 코팅이 가해질 때, 사용된 불활성 가스의 흐름은 부유조의 보호 분위기(가스)로 구성되는 것이 편리하다.
불활성 가스의 흐름은 유리표면에 인접한 상기 표면상에 생기는 사용된 가스로부터의 증착물의 형성을 감소시키거나 방지한다.
전환수단의 상기 표면위로 배출통로를 따라 흐르는 불활성 가스의 흐름은 배출 통로에 가해진 흡인력에 의해 생기게 될 수 있다.
전환수단은 유리에 인접한 상기 표면에 연속적인 배출통로의 하류벽을 형성한 표면을 포함할 수 있다. 전환수단은 코팅 영역내의 사용된 코팅 가스와 불활성 가스의 혼합없이 전환수단의 표면위로의 불활성 가스의 원활한 흐름을 위하여 적절한 형태로 된다.
본 발명의 방법은 화학증착법에 의해 판유리를 코팅하는데 유용하다. "화학증착법"이라는 표현은 하나 이상의 가스 공급원의 반응에 의해 코팅이 형성되는 방법을 의미하는 것으로 본 명세서에서 사용된다. 예를들어, 코팅 가스는 유리상에 코팅을 증착시키기 위해 예를들어 염화제이주석 증기 및 물증기를 서로 반응한 가스의 혼합물이거나, 유리상에 코팅을 증착시키기 위해 열분해한 금속 카보닐과 같은 가스일 수 있다. 코팅 가스는 캐리어로써 예를들어 질소와 같은 비-반응 성분을 포함할 수 있다.
상기 방법은 열간 유리에 코팅하기 위해 실란 함유 가스를 사용할 때 특히 유용한 것으로 밝혀졌다. 실란 함유 가스는 영국 특허 제 GB 1 507 465호 및 GB 1 507 996호에 게재된 것과 같은 반사 실리콘 코팅 또는 유리로부터 알칼리 금속 이온의 이동을 방지하는 장벽 코팅으로 매우 높은 투광성을 가지며 실리콘 및 산소를 함유한 코팅을 증착시키는데 사용될 수 있다. 장벽 코팅과 같은 형성은 공개된 영국 명세서 제 GB 2 163 146A호에 게재되어 있다.
본 발명의 다른 양상에 따르면, 코팅될 유리를 위한 지지체와 상기 지지체 위로 유리를 진행시키기 위한 수단과, 코팅 영역내에 고온 유리표면 위로 코팅 가스를 똑바로 나가도록 정렬된 유리 이동 통로의 횡방향으로 연장한 가스 공급 도관과, 코팅 영역이 하류 단부에서 사용된 가스를 유리로부터 멀리 전환하기 위해 유리표면에 인접한 표면을 포함한 전환수단과, 사용된 코팅 가스를 유리표면으로부터 멀리 흘려보내기 위한 배출 통로와, 배출 통로로부터 사용된 가스를 수집하기 위한 흡입 수단을 구비하고 있는 코팅 가스로부터 코팅의 증착에 의해 판 유리를 코팅하기 위한 장치에 있어서, 흡입 수단은 배출 통로에 연결되어 있고, 상기 전환수단의 표면은 흡입 수단의 작동에 의한 상기 표면위로 불활성 가스의 흐름을 유도하기 위해 유리의 이동 통로로부터 이격되어 있는 것을 특징으로 한다.
전환 수단은 유리에 인접한 상기 표면에 이어진 배출 통로의 하부벽을 형성하는 표면을 가지며, 배출 통로는 코팅 영역에서 불활성 가스와 코팅 가스가 혼합되지 않으면서 상기 불활성 가스의 원할한 흐름을 제공하는 형상을 갖는 것이 양호하다.
유리에 인접한 표면은 유리 표면에 거의 평행한 것이 양호하고, 유리 표면의 이동통로로부터 최소한 5㎜정도 이격된 것이 좋다. 그러면 유리 표면과 상기 표면 사이의 가스의 유동이 용이해진다. 가스는 상기 표면을 흐르는 불활성 가스로서 작용하며, 상기 표면상의 코팅 가스에서 증착물이 생기는 것을 방지한다.
발명의 양호한 실시예에서, 장치는 중앙 블럭과 제1측면부재와 제2측면부재를 구비하고 있는데, 제1측면부재와 제2측면부재는 상기 중앙 블럭에 인접 배치되어 있고, 상기 중앙 블럭의 하부 측벽과 제1측면부재 사이, 중앙 블럭의 하부벽과 유리 이동 통로사이, 중앙 블럭의 하부 측벽과 제2측벽부재 사이에, 가스 공급관으로부터의 가스를 안내하는 U자형 안내 통로를 형성시키며, 중앙 블럭의 하부 측벽과 제2측면 부재 사이의 안내 통로 일부는 배출 통로가 된다.
본 발명을 첨부 도면을 참고로 다음과 같이 설명하지만 이에 국한하지는 않는다.
제1도는 용융 유리(1)가 탱크 구조물(3)에 수용된 용융주석 또는 주석 합금(2)의 조(bath) 위로 이송되고 있는 것을 도시한다. 용융 금속조보다 좁은 유리 리본이 코팅될 유리의 지지체로서 작용하는 용융 주석에 의해 지지된 상태로 조상에 형성된다. 이 리본은 조의 출구(6)밖에 장치된 피봉 견인 롤러(5)를 통해 조를 따라 전진되어 조로부터 철회된다. 견인롤러는 조위에 유리를 전진시키는 수단을 구성하고 있다.
예를들어 질소 95%와 수소 5%로된 보호 가스가 용융 금속조위의 상부 공간(7)에 충만상태로 유지되고 있는데, 이 가스는 지붕(9)를 관통하여 아래로 뻗어 일반적인 헤더(11)에 연결된 관(8)을 통해 공급된다. 조내의 온도는 인입단부(12)에서는 약 1000℃부터 점차 내려가 리본이 조로부터 배출되는 출구(6)에서는 570 내지 650℃를 유지한다.
도면부호 14로 표시된 가스 분배기는 유리 리본의 표면에 코팅 가스를 공급하기 위한 것으로서 코팅 스테이션에서 조의 출구 단부를 향한 리본의 이동 통로의 횡방향으로 위치한다. 그러므로 가스 분배기는 유리 리본의 상부 표면을 가로질러 유리 리본의 이동 경로의 횡방향으로 연장한다.
제2도에 도시된 것처럼, 가스 분배기(14)는, 측벽(22,23)과 상부벽(24)을 갖는 역 U자형 통로부재(21)를 포함한다. 통로부재(21)의 통로는 상부벽(24)에 용접된 수직 격벽(25)으로 분기된다. 수평부재(26)는 측벽(23) 하부에 용접되어 그로부터 내외측 방향으로 연장한다. 즉, 수평부재(26)의 내측으로 연장한 부분은 격벽(25), 측벽(23), 상부벽(24)과 함께 장방형의 관(27)을 이룬다. 수평부재(28,29)는 각각 측벽(22) 및 수직 격벽(25)에서 내측으로 뻗어 그들 사이에 긴 구멍(30)을 형성한다. 보다 소형의 역 U자형 제2통로부재(31)가 측벽(22)과 격벽(25)사이의 중심에 위치하며, 그 하측단은 수평부재(28,29)에 용접된다.
2개의 역 U자형 채널부재(21,31) 사이에는 수평부재(28,29)와 함께 냉각 액체 통로용 역 U자형관(32)을 형성하고, 장방형 도관(27)은 냉각 액체용 복귀관으로 작용한다. 수평 부재(28,29)의 사각 단부와 함께 역 U자형 통로부재(31)의 내부면은 유리의 이동 통로의 횡방향으로 연장하고 코팅 가스를 고온 유리표면에 안내하도록 배열된 코팅 가스 공급관(22)을 형성한다. 이를 위해 공급관(33)은 긴 구멍(30)을 통해 가스유동 제한기(34)안으로 개방된다.
가스유동제한기(34)는 보다 상세한 설명을 위해 참조된 영국 특허 명세서 제1 507 996호에 기술된 종류의 것이다. 그것은 사인파의 형태로 세로로 주름지고 분배기의 길이를 따라 연장되어 서로 인접하여 수직으로 설치된 다수의 금속 스트립을 포함한다. 즉, 코팅되는 유리의 통로 폭을 가로지른다. 인접 주름진 금속 스트립은 이들 사이에 다수의 수직 통로를 형성하도록 서로 "어긋나게" 정렬된다. 이 수직 통로는 가스 공급관(33)의 단면적에 비해 작은 단면적을 가지므로 코팅 가스가 압력하에서 도관(33)에 공급될 때, 관(33)을 통한 압력 강하는 수직 통로를 통한 압력 강하에, 비해 작게 되고 가스 유동 제한기(34)는 관의 길이를 따라 거의 일정 압력으로 가스 공급관(33)으로부터 코팅 가스의 방출을 제공한다.
상류, 중앙 및 하류 흑연 블럭(35,36,37)은 코팅되는 유리의 폭을 가로질러 각기 연장하고 있다. 상류 흑연블럭(35)은 수평부재(28)에 볼트(도시 않음)에 의해 고정되는 반면 중앙 흑연 블럭(36)은 수평 부재(26,29)에 볼트(도시 않음)에 의해 고정된다. 하류 흑연 블럭(37)은 U자형 채널부재(21)의 측면 부재(23)의 외부면에 용접된 강철 블럭(38)에 분배기의 폭을 가로질러 이격된 격리부품(40)(제2도 및 제3도)을 통과하는 볼트(48)에 의해 비슷하게 고정된다. 일련의 상부 강철 블럭(39)은 하부 강철 블럭(38)위의 U자형 채널 부재(21)의 측면부재(23)의 외부면에 용접된다. 제4흑연 블럭(41)은 중앙 블럭(36)의 후방 상부 모서리에 위치하며, 하부의 강철 블럭(38)에 볼트(49)에 의해 고정된다. 제5흑연 블럭(42)은 블럭(41)의 상부에 위치하며, 상부 강철 블럭(39)에 볼트 (50)에 의해 고정된다. 흑연 블럭(41,42)은 코팅 되는 유리의 폭을 가로질러 연장한다.
흑연 블럭(35,36,37)은 가스공급도관(33)으로부터 가스 유동 제한기(34)를 통해 유동되는 코팅 가스용 U자형 안내채널(47a,47b,47c)을 흑연 블럭(35)과 중앙 블럭(36)의 상부 측벽 사이에, 중앙 블럭의 하부벽과 유리의 통로 사이에, 중앙 블럭의 하부 측벽과 블럭(37) 사이에 형성한다. 흑연 블록(35,37)는 제1 및 제2측면부재를 구성한다. 중앙 블럭의 하부벽과 유리의 통로 사이에 형성된 U자형 안내 채널중 도면부호(47b)은 코팅 영역을 구성한다. 흑연 블럭(37)은 본 발명에 의해 제공된 불활성 가스 흐름 부재시, 사용된 코팅 가스로부터 침전물이 형성되는 경향이 있는 유리표면에 대향하여 인접한 표면(43)을 가진다. 흑연 블럭(37)은 배출 통로의 하류벽의 하부 부분을 형성하고, 표면(43)과 연속된 볼록하게 구부러진 표면(45)을 가진다.
성형된 흑연 블럭(41,42)은 하류 흑연 블럭(36)과 함께 배출 채널의 연속부(44)를 형성한다. 추출기(60)는 배출채널로부터 가스를 배출하기 위한 가스 분배기의 하류에 장착되어 있다.
가스 분배기는 흑연 블럭(35,36,37,41,42)의 측벽과 접촉하고 있는 흑단부 블럭이 또한 구비되어 있고, 이들은 채널(47a,47b,47c,44)의 측면 단부들을 형성하여 가스 분배기의 단부에서 코팅 가스의 누설을 방지한다.
추출기(60)(제2도 및 제4도 참조)는 단부(62,63)에서 폐쇄된 중공 사각단면 강철부재(61)와 전방면이 절단되어 짧은 단부로 종단된 슬롯(64)을 구비한다. 탄소블럭(42,37)의 수직면에 접합하는 수직 플랜지(58,59)와 수평 안내부재(56,57)는 부재(61)내의 슬롯(64)까지 배출채널을 연장시키는 가스 흐름 통로(55)를 제공하기 위하여 슬롯 상·하로 부재(61)의 전면단부에 용접되어 있다. 안내부재(56,57)의 수직 에지와 접촉하고 있는 단부판은 분배기의 에지들로부터 사용된 가스의 누설을 방지하는 가스 흐름 통로(55)의 측면 에지들을 형성한다.
전방면이 절단되어 형성되고 슬롯(64)과 연결되는 슬롯(54)을 가진 중공 사각 단면부재(65)(제2도 참조)는 강철봉(66)에 의해 부재(61)내의 중앙에 장착된다. 슬롯(64,54)의 상·하의 수평판(67,68)은 부재(61)의 내부 전방면과 부재(65)의 외부 전방면에 용접되어 있다. 수평판(69)은 부재(65)의 외부 후방면과 부재(61)의 내부 후방면에 용접되어 있다. 중공 사각 단면부재(65)와 판(68,69)은 부재(61)를 통하여 냉각수 유동을 위하여 하부 채널(70)을 상부 측면을 형성한다. 부재(65)와 판(67,69)은 냉각수의 회송유동을 위하여 상부채널(71)의 하부측면을 형성한다. 유입 및 배출도관(72,73)은 각각 채널(70,71)안으로 개방되어 있다. 중공 사각 단면부재(65)는 코팅장치의 폭을 물냉각 가스 추출도관(74)을 구성하고, 배출 도관(75,76)(제4도 참조)에 의해 저압 진공 펌프에 연결되어 있다.
제4도에 도시된 바와같이, 부재(61)내의 슬롯(64)은 전방 채널의 이격된 폐쇄판(77)에 의해 막힌다. 폐쇄판(77)은 배출도관(75,76)을 통하여 흡인이 일어날 때 추출기의 길이를 따라 균일한 흡인이 가능하도록 하기 위하여 슬롯내의 중심쪽으로 길이가 축소된다. 수평 강철 스트립(78,79)은 폐쇄판(77)의 상·하부재(61)의 전방면에 용접되어 있고 슬롯내의 폐쇄판(77)들 사이의 구멍에 걸쳐 슬롯(81)(모든 부재가 아님)을 가진 슬롯판(80)을 운반한다. 슬롯(81)은 슬롯(64)을 통해 탄소블럭과 수평 안내부재(56,57) 사이의 배출 통로로부터 부재(61)내의 수평판(67,68) 사이에 형성된 통로(82)안으로 그리고 직각 중공 단면부재(65)안의 추출관(74)안으로 가스 흐름 통로가 제공되어 있다.
사용시에, 슬롯판(80)내의 슬롯(81)은 사용된 코팅 가스로부터 증착된 고체에 의해 부분적으로 막히게 된다. 이 증착물을 제거하기 위해 슬롯은 슬롯내에서 왕복 운동을 위해 장착된 핀(83)이 제공되어 있다. 이 각 핀(83)은 블럭(84)(제2도,5도 및 6도)에 장착되어 대응 슬롯(81)을 통해 연장한다. 블럭(84)은 블럭(84)내의 슬롯에 끼워진 상·하 수평 강철 스트립(85,86)에 의해 연결되었다. 이 스트립(85,86)은 수직단면 부재(65)내의 수직 로드(90)에 의해 이격된 상·하 수평판(88,89)을 구비하는 지지구조물(87)과 수직단면부재(65)(제2도)의 앞면 사이에 위치하였다. 수평 스트립(85,86)은 수직단면 부재(65)(제4도)의 양단부를 지나 연장하는 핸들(91,92)에 연결되었다. 핸들(91,92)에 의해 수직 단면부재(65)내의 스트립(85,86)의 왕복운동은, 슬롯 측면의 증착물을 제거하고 막힘을 방지하는 슬롯(81)내에서 왕복운동하는 핀(83)을 움직이게 한다. 저압력 진공 펌프(도시 않음)에 연결된 추출기(60)는 배출 통로를 따라 사용된 가스를 배출시키는 흡입수단으로 작동하고, 다른 길이의 폐쇄판(77)을 사용해서 배출 통로의 폭을 가로질러 균일한 흡입을 제공하도록 되었다.
중앙 블럭과 같은 각 흑연 블럭(35,37)은 부유조를 통해 유리 리본의 이동 통로에서 이격되어 있다. 유리 표면의 이동 통로와 블럭 바닥의 표면 사이의 최적 갭(gap)은 사용된 코팅 가스와 코팅 조건에 따라 변화된다. 그러나 표면(43)과 유리 표면 사이로 조의 가스의 흐름을 허락하도록 적어도 5㎜ 정도이다. 제2도의 장치에 있어서, 흑연 블럭(37)으로 형성된 제2측면부재는 중앙 블럭의 하부벽과 유리 표면의 이동통로사이의 코팅 영역안의 U자형 안내 채널(47b)의 높이와 거의 같은 거리만큼 유리 표면의 이동 통로는 짧게 되어 있다. 따라서, 표면(43)과, 유리 표면과 표면(43) 사이와 그리고 배출 통로로 흐르는 조의 분위기 가스에 의해 이루어진 불활성 가스의 유량은 배출 통로로의 사용된 코팅 가스의 유량과 유사하다.
사용시에, 코팅가스의 공급율을 중앙 블럭(36) 이래의 유리 표면에 평행하게 코팅 가스를 조금씩 흐르게 조정된다. 동시에, 블럭(37)의 높이는 블럭(37)의 하부 표면(43)과 유리 리본(4) 사이의 조 분위기의 가스의 흐름을 배출하도록 추출기(60)에 의해 배출 통로로 가해진 흡입과 함께 선택된다. 블럭(37)의 표면(42)과 연속하는 표면(45)의 곡률은 중앙 블럭(31)의 하향 벽 곡률과 동일하여, 코팅 영역, 또는 배출 통로 하부의 코팅 가스내에서 사용된 가스와 조 분위기의 가스의 혼합없이 조의 가스의 유동을 원활하게 제공하며, 이것으로 중앙 블럭(36) 아래의 유리 표면에 평행하게 코팅 가스의 균일한 얇은 흐름을 허용하여 코팅을 균일하게 한다.
추출기(60)내에 사용된 코팅 가스를 배출하는 슬롯(81)은 코팅되는 유리 리본의 폭을 가로지르는 배출 통로에 대체적으로 일정한 흡입력이 적용되도록 그리고 유리의 폭을 가로질러 일정한 코팅을 유지하도록 공간을 두고 있다. 필요하면 핸들(91,92)은 슬롯(81) 내에서 핀(83)이 이리저리 움직이도록 왕복운동하며, 코팅가스가 쌓여 슬롯을 막게 되는 침전을 방지한다. 본 발명은 사용된 코팅 가스를 유리 표면으로부터 멀리 안내하는 전환 수단의 표면에 있는 증착물을 쓸어버리기 위해 중단할 필요없이 연속 코팅 공정을 허용한다. 예를들면, 설명된 장치도 반사 실리콘 코팅 6㎜ 부유 유리에 코팅하는데, 장치로부터 실리콘의 증착물을 제거하기 위해 공정을 중단시키지 않고 17시간 동안 계속한다.
비록 본 발명은 코팅 가스가 얇은 막 흐름 상태하에서 코팅되는 유리와 평행한 흐름을 야기하는 공정을 참고로 한 예에 의해서 설명되었으나, 코팅 영역의 단부에서 사용된 코팅 가스가 유리 표면으로부터 멀리 안내되는 다른 유리 코팅 공정에 또한 사용될 수 있다. 여기에서 사용된 "사용된 코팅 가스"란 유리를 코팅하는데 사용된 가스를 의미한다. 이는 가스에 있는 모든 반응 성분들이 반드시 사용되어야 하는 것을 의미하는 것이 아니고 또한 배출 통로를 통해 제거된 사용된 코팅 가스는 반응하지 않은 코팅 성분을 다량 함유할 수도 있다.
Claims (14)
- 고온 유리(4)를 코팅 영역(47b)을 통해 전진시키고, 코팅 가스를 유리(4)의 이동 통로의 횡방향으로 연장하는 가스 공급관(33)으로부터 코팅 영역내의 고온 유리 표면위로 흘려보내고, 사용된 가스를 유리 표면에 인접한 표면(43)을 포함하는 전환 수단(37)에 의해 배출 통로(47e)를 통해 코팅 영역의 하류 단부에 있는 유리로부터 멀리 유도하여 흡입력을 사용해 배출 통로(47c)로부터 수집하는 화학 증착에 의해 판유리 코팅 방법에 있어서, 상기 표면(43)에 사용된 가스로부터 증착물이 형성되지 않도록, 불활성 가스의 흐름을 전환 수단(37)의 상기 표면(43)위로 통과시키는 것을 특징층으로 하는 판유리 코팅 방법.
- 제1항에 있어서, 상기 불활성 가스의 흐름은 코팅이 가해지는 코팅 스테이션(14)을 둘러싸는 가스로 구성되는 것을 특징으로 하는 판유리 코팅 방법.
- 제2항에 있어서, 상기 코팅은 부유조(2) 위로 진행되는 부유 유리(4)의 리본에 가해지고, 불활성 가스의 흐름은 부유조의 보호 가스로 구성되는 것을 특징으로 하는 판유리 코팅 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 전환 수단(37)의 상기 표면(43)위에 그리고 배출을 채널을 따라 흐르는 불활성 가스의 흐름은 배출 채널(37c)에 가해진 흡인력에 의해 되는 것을 특징으로 하는 판유리 코팅 방법.
- 제4항에 있어서, 상기 전환 수단(37)은 유리에 인접한 상기 표면(43)과 이어져 있는 배기 채널의 하류벽을 형성하는 표면(43)을 포함하고 있고, 코팅 영역에서 불활성 기체와 사용된 코팅 가스의 혼합없이 전환 수단의 상기 표면상으로의 불활성 기체의 원활한 흐름을 가능하게 하는 형상을 갖는 것을 특징으로 하는 판유리 코팅 방법.
- 제1항에 있어서, 상기 코팅 가스는 실란으로 이루어진 것을 특징으로 하는 판유리 코팅 방법.
- 제6항에 있어서, 반사 실리콘 코팅이 유리상에 코팅되는 것을 특징으로 하는 판유리 코팅 방법.
- 제6항에 있어서, 실리콘 및 산소로 구성되어, 유리 표면으로부터 알칼리 금속 이온의 이동을 방지하는 장벽 코팅으로서 유용한 고 투광도를 갖는 코팅이 유리상에 코팅되는 것을 특징으로 하는 판유리 코팅방법.
- 코팅되는 유리를 위한 지지체(2 : 주석 합금)와, 상기 지지체 위로 유리를 전진시키는 수단(5 : 견인롤러)과, 코팅 영역(47b)에서 고온 유리면 위로의 코팅 가스를 향하도록 정렬된 유리(4) 이동 통로의 횡방향으로 연장하고 있는 가스 공급관(33)과, 코팅 영역의 하류 단부에서 사용된 가스를 유리로부터 전환하기 위한 유리면에 인접한 표면을 포함하는 전환 수단(37)과, 유리면으로부터 멀리 사용된 코팅가스의 흐름을 위한 배출 통로(47c)와, 배출통로로부터 사용된 가스를 수직하는 흡입수단(60)을 구비하여 코팅 가스로부터의 코팅의 증착에 의한 판유리 코팅용 장치에 있어서, 상기 흡입수단(60 : 추출기)은 배출 통로(47c)에 연결되어 있고, 상기 전환수단의 상기 표면(43)은 흡입수단(60)의 작동에 의해 상기 표면상으로 불활성 기체의 흐름의 유도를 위해 유리(4) 이동 통로로부터 이격되어 있는 것을 특징으로 하는 판유리 코팅 장치.
- 제9항에 있어서, 상기 전환수단(37)은 유리에 인접한 상기 표면(43)과 이어져 있는 배출 통로의 하류벽을 형성하는 곡선 표면(45)을 포함하고, 코팅 영역에서 불활성 기체와 사용된 코팅 가스의 혼합없이 불활성 기체의 원활한 흐름을 위한 형상을 갖는 것을 특징으로 하는 판유리 코팅장치.
- 제9항 또는 제10항에 있어서, 상기 유리에 인접한 상기 표면(43)은 유리 표면의 이동 통로로부터 적어도 5㎜ 이격되어 있는 것을 특징으로 하는 판유리 코팅장치.
- 제9항 또는 제10항에 있어서, 중앙 블럭(36)과, 제1측면부재(35)와 중앙블럭(36)의 하류 측벽 사이, 중앙블럭(36)의 하부벽과 유리(4) 통로 사이, 중앙블럭(36)의 하루 측벽과 제2측면부재(37) 사이에 가스 공급관으로부터의 가스를 위해 거의 U자형 안내 통로(47a,47b,47c)를 형성하는 상기 중앙 블럭의 주변에 위치된 제1 및 제2측면 부재(35,37)를 구비하고 있고, 중앙 블럭의 하류 측벽과 제2측면부재사이의 안내 통로의 일부(47c)를 배출 통로로 구성하는 것을 특징으로 하는 판유리 코팅 장치.
- 제12항에 있어서, 상기 유리에 인접한 제2측면부재(37)는 유리 표면의 이동 통로와 중앙 블럭(36)의 바닥벽 사이의 U자형 안내 통로(47b)의 높이와 같은 거리만큼 유리 표면의 이동 통로로부터 이격되어 있는 것을 특징으로 하는 판유리 코팅 장치.
- 제13항에 있어서, 상기 거리는 적어도 5㎜인 것을 특징으로 하는 판유리 코팅 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8720360A GB2209176A (en) | 1987-08-28 | 1987-08-28 | Coating glass |
| GB8720360 | 1987-08-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890003637A KR890003637A (ko) | 1989-04-15 |
| KR950014705B1 true KR950014705B1 (ko) | 1995-12-13 |
Family
ID=10622985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880010911A KR950014705B1 (ko) | 1987-08-28 | 1988-08-27 | 판유리 코팅방법 및 장치 |
Country Status (26)
| Country | Link |
|---|---|
| US (1) | US4857097A (ko) |
| EP (1) | EP0305102B1 (ko) |
| JP (1) | JP2518896B2 (ko) |
| KR (1) | KR950014705B1 (ko) |
| CN (1) | CN1018541B (ko) |
| AR (1) | AR243144A1 (ko) |
| AT (1) | ATE87285T1 (ko) |
| AU (1) | AU600851B2 (ko) |
| BR (1) | BR8804341A (ko) |
| CA (1) | CA1334498C (ko) |
| CZ (1) | CZ281365B6 (ko) |
| DD (1) | DD273430A5 (ko) |
| DE (1) | DE3879587T2 (ko) |
| DK (1) | DK477888A (ko) |
| ES (1) | ES2040347T3 (ko) |
| FI (1) | FI94521C (ko) |
| GB (1) | GB2209176A (ko) |
| IE (1) | IE61804B1 (ko) |
| IN (1) | IN171678B (ko) |
| MX (1) | MX172102B (ko) |
| NO (1) | NO173818C (ko) |
| PT (1) | PT88352B (ko) |
| RU (1) | RU2087437C1 (ko) |
| TR (1) | TR24714A (ko) |
| UA (1) | UA25918A1 (ko) |
| ZA (1) | ZA886053B (ko) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4853257A (en) * | 1987-09-30 | 1989-08-01 | Ppg Industries, Inc. | Chemical vapor deposition of tin oxide on float glass in the tin bath |
| US4922853A (en) * | 1989-05-16 | 1990-05-08 | Libbey-Owens-Ford Co. | Stripe coating on glass by chemical vapor deposition |
| GB8914047D0 (en) * | 1989-06-19 | 1989-08-09 | Glaverbel | Method of and apparatus for pyrolytically forming an oxide coating on a hot glass substrate |
| US5221352A (en) * | 1989-06-19 | 1993-06-22 | Glaverbel | Apparatus for pyrolytically forming an oxide coating on a hot glass substrate |
| US5199993A (en) * | 1989-10-19 | 1993-04-06 | At&T Bell Laboratories | Methods of and apparatus for coating optical fibers |
| US5147432A (en) * | 1989-10-19 | 1992-09-15 | At&T Bell Laboratories | Methods of and apparatus for coating optical fibers |
| US5242477A (en) * | 1989-10-19 | 1993-09-07 | At&T Bell Laboratories | Apparatus for coating optical fibers |
| US5098326A (en) * | 1990-12-13 | 1992-03-24 | General Electric Company | Method for applying a protective coating to a high-intensity metal halide discharge lamp |
| FR2677639B1 (fr) * | 1991-06-14 | 1994-02-25 | Saint Gobain Vitrage Internal | Technique de formation par pyrolyse en voie gazeuse d'un revetement essentiellement a base d'oxygene et de silicium. |
| GB2268509B (en) * | 1992-07-11 | 1996-01-31 | Pilkington Uk Ltd | Coatings on glass |
| GB9300400D0 (en) * | 1993-01-11 | 1993-03-03 | Glaverbel | A device and method for forming a coating by pyrolysis |
| GB9400320D0 (en) * | 1994-01-10 | 1994-03-09 | Pilkington Glass Ltd | Coating on glass |
| GB9400319D0 (en) * | 1994-01-10 | 1994-03-09 | Pilkington Glass Ltd | Coatings on glass |
| GB9400323D0 (en) * | 1994-01-10 | 1994-03-09 | Pilkington Glass Ltd | Coatings on glass |
| CN1051534C (zh) * | 1994-11-22 | 2000-04-19 | 秦皇岛开发区蓝光玻璃新技术公司 | 浮法在线生产镀膜玻璃的方法 |
| US7427426B2 (en) * | 2002-11-06 | 2008-09-23 | Tokyo Electron Limited | CVD method for forming metal film by using metal carbonyl gas |
| GB201114242D0 (en) | 2011-08-18 | 2011-10-05 | Pilkington Group Ltd | Tantalum oxide coatings |
| CN103663990A (zh) * | 2012-08-31 | 2014-03-26 | 昆山冠益玻璃有限公司 | 新型玻璃表面处理机 |
| EP3319915B2 (en) | 2015-07-07 | 2023-05-17 | AGC Glass Europe | Glass substrate with increased weathering and chemcial resistance |
| CN112777943B (zh) * | 2021-03-02 | 2021-11-19 | 浙江大学 | 一种用于化学气相沉积法镀膜玻璃的反应器 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1307216A (en) * | 1969-04-23 | 1973-02-14 | Pilkington Brothers Ltd | Treating glass |
| US3679386A (en) * | 1969-06-30 | 1972-07-25 | Nippon Sheet Glass Co Ltd | Process and apparatus for forming a metal oxide coating on flat glass |
| JPS4980119A (ko) * | 1972-12-06 | 1974-08-02 | ||
| GB1507465A (en) * | 1974-06-14 | 1978-04-12 | Pilkington Brothers Ltd | Coating glass |
| GB1507996A (en) * | 1975-06-11 | 1978-04-19 | Pilkington Brothers Ltd | Coating glass |
| GB1524326A (en) * | 1976-04-13 | 1978-09-13 | Bfg Glassgroup | Coating of glass |
| CH628600A5 (fr) * | 1979-02-14 | 1982-03-15 | Siv Soc Italiana Vetro | Procede pour deposer en continu, sur la surface d'un substrat porte a haute temperature, une couche d'une matiere solide et installation pour la mise en oeuvre de ce procede. |
| GB2068936A (en) * | 1980-01-31 | 1981-08-19 | Bfg Glassgroup | Coating hot glass with metals or metal compounds, especially oxides |
| IT1143299B (it) * | 1980-01-31 | 1986-10-22 | Bfg Glassgroup | Procedimento e dispositivo per ricoprire il vetro |
| IT1143302B (it) * | 1980-01-31 | 1986-10-22 | Bfg Glassgroup | Procedimento e dispositivo per ricoprire il vetro |
| GB2068935B (en) * | 1980-01-31 | 1983-11-30 | Bfg Glassgroup | Coating hot glass with metals or metal compounds especially oxides |
| JPS57188434A (en) * | 1981-05-14 | 1982-11-19 | Central Glass Co Ltd | Manufacture apparatus for heat ray reflecting glass |
| GB8420534D0 (en) * | 1984-08-13 | 1984-09-19 | Pilkington Brothers Plc | Coated products |
| FR2575679B1 (fr) * | 1985-01-07 | 1988-05-27 | Saint Gobain Vitrage | Perfectionnement au procede de revetement d'un substrat tel un ruban de verre, par un produit pulverulent, et dispositif pour la mise en oeuvre de ce procede |
| JPS6244573A (ja) * | 1985-08-20 | 1987-02-26 | Nippon Sheet Glass Co Ltd | 二酸化珪素含有被膜の製造方法 |
| GB2185249B (en) * | 1985-12-20 | 1989-10-18 | Glaverbel | Apparatus for and process of coating glass |
-
1987
- 1987-08-28 GB GB8720360A patent/GB2209176A/en not_active Withdrawn
- 1987-12-23 US US07/137,077 patent/US4857097A/en not_active Expired - Lifetime
-
1988
- 1988-08-15 IE IE248888A patent/IE61804B1/en not_active IP Right Cessation
- 1988-08-16 ES ES198888307591T patent/ES2040347T3/es not_active Expired - Lifetime
- 1988-08-16 AT AT88307591T patent/ATE87285T1/de not_active IP Right Cessation
- 1988-08-16 ZA ZA886053A patent/ZA886053B/xx unknown
- 1988-08-16 EP EP88307591A patent/EP0305102B1/en not_active Expired - Lifetime
- 1988-08-16 DE DE88307591T patent/DE3879587T2/de not_active Expired - Fee Related
- 1988-08-17 CA CA000574990A patent/CA1334498C/en not_active Expired - Fee Related
- 1988-08-18 AU AU21092/88A patent/AU600851B2/en not_active Ceased
- 1988-08-18 IN IN590/MAS/88A patent/IN171678B/en unknown
- 1988-08-25 MX MX012809A patent/MX172102B/es unknown
- 1988-08-25 BR BR8804341A patent/BR8804341A/pt not_active IP Right Cessation
- 1988-08-26 UA UA4356428A patent/UA25918A1/uk unknown
- 1988-08-26 CZ CS885796A patent/CZ281365B6/cs not_active IP Right Cessation
- 1988-08-26 DK DK477888A patent/DK477888A/da not_active Application Discontinuation
- 1988-08-26 DD DD31923688A patent/DD273430A5/de not_active IP Right Cessation
- 1988-08-26 NO NO883827A patent/NO173818C/no unknown
- 1988-08-26 RU SU884356428A patent/RU2087437C1/ru active
- 1988-08-26 AR AR88311762A patent/AR243144A1/es active
- 1988-08-26 TR TR88/0616A patent/TR24714A/xx unknown
- 1988-08-26 FI FI883966A patent/FI94521C/fi not_active IP Right Cessation
- 1988-08-26 JP JP63210827A patent/JP2518896B2/ja not_active Expired - Lifetime
- 1988-08-26 PT PT88352A patent/PT88352B/pt not_active IP Right Cessation
- 1988-08-27 KR KR1019880010911A patent/KR950014705B1/ko not_active IP Right Cessation
- 1988-08-27 CN CN88106936A patent/CN1018541B/zh not_active Expired
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR950014705B1 (ko) | 판유리 코팅방법 및 장치 | |
| FI94620B (fi) | Lasinpäällystysmenetelmä | |
| US5522911A (en) | Device and method for forming a coating by pyrolysis | |
| CA2000269C (en) | Coating glass | |
| FR2448943A1 (fr) | Procede pour deposer en continu, sur la surface d'un substrat porte a haute temperature, une couche d'une matiere solide et installation pour la mise en oeuvre de ce procede | |
| AU601594B2 (en) | Distributor beam for chemical vapor deposition on glass | |
| EP0518318B1 (en) | Method and apparatus for manufacturing an hermetically coated optical fiber | |
| JPH03501474A (ja) | 化学蒸着用温度制御分配ビーム | |
| EP0301067B1 (en) | Apparatus for coating glass | |
| JPH04335521A (ja) | 気相成長装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20011205 Year of fee payment: 7 |
|
| LAPS | Lapse due to unpaid annual fee |