KR940000160B1 - 성형용 금형 및 이에 사용되는 금형호울더 및 입자형 - Google Patents
성형용 금형 및 이에 사용되는 금형호울더 및 입자형 Download PDFInfo
- Publication number
- KR940000160B1 KR940000160B1 KR1019890006265A KR890006265A KR940000160B1 KR 940000160 B1 KR940000160 B1 KR 940000160B1 KR 1019890006265 A KR1019890006265 A KR 1019890006265A KR 890006265 A KR890006265 A KR 890006265A KR 940000160 B1 KR940000160 B1 KR 940000160B1
- Authority
- KR
- South Korea
- Prior art keywords
- mold
- holder
- particle
- movable side
- closing direction
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2673—Moulds with exchangeable mould parts, e.g. cassette moulds
- B29C45/2675—Mounting of exchangeable mould inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/30—Mounting, exchanging or centering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/36—Moulds having means for locating or centering cores
Abstract
내용 없음.
Description
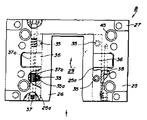
제1도(a) 본 발명의 성형용 금형의 한 실시예를 도시한 도면.
제1도(b) 그 금형호울더의 일부를 도시한 도면.
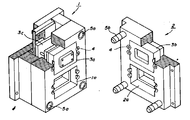
제2도 그 입자형(入子型)을 도시한 도면.
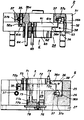
제3도 본 발명의 성형용 금형의 다른 실시예를 도시한 도면.
제4도 그 입자형을 도시한 도면.
제5도, 제6도 종래의 성형용 금형을 도시한 도면.
* 도면의 주요부분에 대한 부호의 설명
c,f : 입자형 a,d : 고정형 입자형
b,c : 가동측 입자형 28,29,54 : 입자삽입오목부
31a,34a,61a,72a : 플랜지부 31b,34b,61b,72b : 위치결정구멍
35 : 위치결정핀 36 : 클램프 부재
A,D : 고정측 호울더 B : 가동측 호울더
[산업상의 이용분야]
본 발명은 성형품에 따라 캐비티부가 형성된 입자형과, 그 입자형을 자유롭게 붙이고 땔 수 있게 (着脫自在) 유지하는 금형호울더로 된 성형용 금형에 관한 것으로서, 특히 금형호울더에 대한 입자형의 장착에 관한 것이다.
[종래의 기술]
일반적으로 성형용 금형은 캐비티부를 형성하는 1쌍의 주형(主型)과 성형기에의 부착판, 스페이서블록, 받이판 등의 형판과, 각 형판의 가이드 기구, 또는 이젝터 기구를 유니트화하여, 베이스세트 또는 모울드 베이스라고 불리는 것이 널리 사용되고 있다. 이러한 성형용 금형은 각 부재를 규격에 따라 대량으로 생산가능하므로, 각 부재를 저가격으로 억제할 수 있고, 또한 각 플레이트마다 가공이 가능하므로, 가공작업을 용이하게 행할 수 있다.
그런데, 다품종 소량생산이 진행되는 가운데, 성형기에 대한 금형교환회수도 증가하는 경향이 있다. 그와 동시에 하나의 금형에서 생산되는 성형품수도 감소하여, 성형품 1개에 대한 금형제작비도 증대되고 있다. 그래서, 성형기에 대한 성형용 금형의 착탈을 자동화 또는 반자동화하여 금형교환시간을 단축하거나 캐비티부를 형성하는 주형을 수명은 짧되 가공이 쉬운 재료로 형성하거나 하여, 금형교환시간의 단축이나 금형제작비의 절감 및 금형제작시간의 단축을 꾀하고 있다.
그 중에서도 금형 제작비를 보다 한층 저감하고 금형 제작시간의 단축을 도모하는 한 수법으로서, 성형용 금형을 성형기에 부착되는 금형호울더와 성형품에 따라 캐비티부가 형성된 입자형에 의하여 형성하고, 금형 호울더에 대하여 입자형을 자유롭게 붙이고 땔 수 있게 장착된 것도 고안되어 일부 실용화되어 있다. 이러한 종류의 성형용 금형은 도입시에 금형호울더와 입자형을 갖추면, 유사한 성형품 등을 제작할 때에는 신규로 입자형만을 준비하면 되므로, 가공도 간단하게 되어 금형 제작비의 저감 및 금형제작시간의 단축을 꾀할 수 있다.
여기서 제5도는 금형호울더와 입자형으로 된 성형용 금형의 한 예를 도시한 것으로서, 금형호울더 및 입자형이 분리면(parting plane)에서 분할된 것이다.
도면중 1은 가동측 호울더이고, 복수의 형판에 의하여 구성되고, 형개폐방향으로 개구하도록 된 1 또는 복수의 입자삽입오목부(凹部)(1a)(도면중에서는 2개소)가 형성되어 있다. 이에 대하여 2는 고정측 호울더이고, 가동측 호울더(1)의 입자삽입오목부(1a)와 대응하는 위치에서, 형개폐방향으로 개구하는 입자삽입오목부 (2a)가 형성되어 있다. 또, 입자삽입오목부(1a)는 개구형상이 2단계로 다르며, 도중에 단부가 있는 구성이다. 마찬가지로 입자삽입오목부(2a)도 개구형상이 다르며, 도중에 단부가 있는 구성이다.
또한, 가동측 호울더(1)의 분리면 위에는 가이드부시(5a)가 복수개소에 배설되어 있고 이와 대응하여 고정측 호울더(2)에 가이드 포스트(5b)가 배설되어 있다. 그리고, 가이드부시(5a)와 가이드 포스트(5b)에 의하여 가이드 기구를 구성하고, 가동측 호울더(1) 및 고정측 호울더(2)의 개폐를 가이드함과 동시에, 형을 조일때에 가동측 호울더(1)와 고정측 호울더(2)의 상대적인 위치결정을 하는 것이다.
한편, 입자형은 조합된 상태에서 성형품의 형상에 따른 캐비티부가 형성되는 가동측 입자형(3a) 및 고정측 입자형(3b)과, 성형품을 꺼내기 위한 이젝터기구(3c)가 있는 구성이다.
그리고, 가동측 입자형(3a)은 가동측 호울더(1)에 형성된 입자삽입오목부 (1a)에 형개폐방향으로부터 삽입되고 입자삽입오목부(1a)의 내벽면에 대하여 그 측면이 끼워맞추어짐(嵌合)으로써 위치가 결정되고, 세트 보울트(4)에 의하여 가동측 호울더(1)에 장착되는 것이다. 마찬가지로 고정측 입자형(3b)은 고정측 호울더(2)에 형성된 입자삽입오목부(2a)에 분리면 방향으로부터 삽입되고, 입자삽입오목부 (2a)의 내벽면에 대하여 그 외벽면이 끼워맞추어짐으로써 위치가 결정되고, 세트 보울트(4)에 의하여 고정측 호울더(2)에 장착되는 것이다.
또, 제6도는 금형호울더 및 입자형으로 된 성형용 금형의 다른 한 예를 도시한 것으로서, 금형호울더 및 입자형이 분리면으로부터 분할된 상태를 도시한 것이다.
도면중 11은 가동측 호울더이고, 복수의 형판으로 구성됨과 동시에, 형개폐방향 및 형개폐방향과 직교하는 방향으로 대략 ㄷ자형의 입자삽입오목부(11a)가 형성되어 있다. 이에 대하여 12는 고정측 호울더이고, 고정측 호울더(11)의 입자삽입오목부(11a)와 대응하는 위치에서 형개폐방향 및 형개폐방향과 직교하는 방향으로 입자삽입오목부(12a)가 형성되어 있다. 그리고, 가동측 호울더(11) 및 고정측 호울더(12)가 형맞춤되었을 때에는 형개폐방향과 직교하는 방향으로 개구하는 일련의 오목부가 된다. 도 입자삽입오목부(11a)의 안쪽면에는 서로 직교하도록 위치결정블록(15a,15b)이 배설되어 있다. 마찬가지로 입자삽입오목부(12a)의 안쪽면에는 서로 직교하도록 위치결정블록(16a,16b)이 배설되어 있다. 또한, 가동측 호울더(11) 및 고정측호울더(12)에는 각각 대응하는 위치에 가이드 기구로서의 가이드부시(18a) 및 가이드 포스트(18b)가 배설되어 있다. 또, 가동측 호울더(11) 및 고정측 호울더 (12)에는 후술하는 입자형을 고정하기 위한 클램프부재(17,17)가 배설되어 있다.
이에 대하여, 입자형은 조합된 상태로 성형품의 형상에 따른 캐비티부가 형성되는 가동측 입자형(13) 및 고정측 입자형(14)으로 구성되어 있다. 그리고, 가동측 입자형(13)에는 성형품을 꺼내기 위한 이젝터 기구(13a)를 가지고 있다.
그밖에, 가동측 입자형(13) 및 고정측 입자형(14)에는 각각 분리면과 인접하는 위치에 클램프 부재(17,17)가 맞닿는 경사면(13b,14a)이 형성되어 있다. 또 가동측 입자형(13), 고정측 입자형(14)에는 형을 조일 때에 양자를 위치맞춤하는 가이드 기구가 형성되어 있다.
그리고, 입자형을 금형호울더에 장착할 때에는, 가동측 입자형(13)가 고정측 입자형(14)을 일체로 조합한 상태로, 금형호울더의 한편, 예컨대 가동측 호울더 (11)에 대하여 이와 대응하는 가동측 입자형(13)을, 입자 삽입오목부(11a)에 형개폐방향과 직교하는 방향에서 삽입한다. 그 후가동측 호울더(11)와 고정측 호울더 (12)를 형을 조인 상태에서 클램프부재(17,17)를 작동시키면, 클램프 부재(17,17)에 의하여 가동측 입자형(13)의 경사면(13b) 및 고정측 입자형(14)의 경사면(14a)이 가압된다. 그 때문에 가동측 입자형(13)은 가동측 호울더(11)의 위치결정블록 (15a,15b)에 경사면(13b)과 대향하는 2면이 맞닿아서(當接) 위치가 결정된다.
또한, 경사면(13b)을 가압함으로써, 분리면과 반대방향으로 가동측 입자형 (13)이 눌려서, 가동측 호울더(11)에 고정된다. 또, 마찬가지로 고정측 입자형(14)은 고정측 호울더(12)의 위치결정블록(16a,16b)에 경사면(14a)과 대향하는 2면이 맞닿아서 위치가 결정된다. 또 경사면(14a)을 가압함으로써 분리면과 반대방향으로 고정측 입자형(14)이 눌려서 고정측 호울더(12)에 고정된다.
[발명이 해결하고자 하는 과제]
그런데, 제5도 및 제6도에 도시한 종래의 성형용 금형에서는 어느 것이나 금형호울더의 입자삽입오목부에 입자형이 삽입되고, 입자삽입오목부의 내벽면에 입자형의 측면을 끼워맞추거나 또는 맞닿게 하여 위치가 결정된다. 따라서 양자의 끼워맞춤면, 맞닿는 면(위치결정블록)을 위치결정의 기준으로 하기 때문에, 끼워맞춤면 및 맞닿는 면은 직각도, 면의 거친 정도, 평면도 등을 고정밀도로 가공하지 않으면 안되어, 코스트가 높아짐과 동시에, 높은 가공기술이 필요하다는 문제가 있었다.
또한, 끼워맞춤면 및 맞닿는 면에 상처가 생기거나 먼지가 부착되면 바라는 위치결정 정밀도가 유지될 수 없게 되므로, 금형호울더 및 입자형의 관리에 주의가 필요하게 된다.
또, 제5도에 도시한 성형용 금형에서는 금형호울더에 대하여 입자형을 분리면으로부터 착탈하지 않으면 안되고, 분리면내에 손을 삽입할 필요가 있으므로 안전성이 부족하다는 문제가 있었다. 또한 입자형의 4면을 금형호울더의 입자삽입오목부에 끼워맞추기 위하여, 끼워맞춤 정밀도를 높일수록 입자형의 착탈이 곤란하게 된다는 문제가 있었다. 그리고, 입자형의 외형치수는 금형호울더에 의하여 결정되고, 법용성이 부족하다는 문제가 있었다.
그밖에, 제6도에 도시한 성형용 금형은 입자형을 금형호울더의 맞닿는면(위치결정블록)에 가압하여 위치결정 고정하므로, 금형호울더에 가압력에 의하여 변형하지 않는 정도의 강성이 필요하게 되어, 입자형의 크기에 대하여 금형호울더가 커진다는 문제가 있었다.
[과제를 해결하기 위한 수단]
본 발명은 상기한 문제를 감안하여 이루어진 것이고, 금형호울더에 대하여 입자형을 붙이고 떼는 것이 용이하게 행해질 수 있고, 또한 입자형의 위치결정이 고정밀도로 행해질 수 있는 성형용 금형을 제공하는 것을 목적으로 한다.
상기한 목적을 달성하기 위한 본 발명의 성형용 금형의 구성은 성형기의 가동측 플라텐(platen)에 부착되는 가동측 호울더 및 고정측 호울더가 있고, 각 호울더의 각각에 형개폐방향 및 형개폐방향과 직교하는 방향으로 일련으로 개구하는 입자삽입오목부를 갖느 금형호울더와 성형품에 따른 캐비티가 형성되는 입자형을 1개 또는 복수개 가지고 있고, 상기 금형호울더의 각 입자삽입오목부에 대하여 형개폐방향과 직교하는 방향으로부터 입자형 자유롭게 붙이고 뗄 수 있게 장착되어 있는 성형용 금형에 있어서, 상기 입자형은 분할되는 고정측과 가동측의 각각의 측면에 플랜지부가 배설됨과 동시에, 플랜지부 또는 그 근방에서 형개폐방향으로 위치결정구멍이 형성되어 있고, 또한 금형호울더의 각 호울더에는 상기 입자삽입오목부에 출몰이 자유롭게 위치결정핀이 배설되어 있고, 상기 입자형이 입자삽입오목부에 정착될 때, 상기 위치결정핀이 삽입됨과 동시에, 상기 가동측 호울더 및 고정측 호울더에는 입자삽입오목부 벽면에 입자형을 가압하는 클램프부재가 배설된 것이다.
또, 성형용 금형에 있어서, 금형호울더는 입자형을 가압하는 클램프 부재가 형개폐방향에 직교하는 방향으로 회전축을 가지고 있고, 각 호울더에 회전이 자유롭게 유지됨과 동시에, 그 한 끝이 입자삽입옴고부에 위치하고, 다른 끝이 각 호울더내에 배설되어 상기 회동축과 대략 동일방향으로 뻗어있는 클램프 레버의 가압부와 맞닿고, 클램프 레버를 회동시킴으로써 그 가압부로 클램프부재의 다른 끝을 가압하고, 한 끝이 입자삽입오목부내에 돌출하는 한편, 상기 위치결정핀은 연동수단을 통하여 클램프 레버와 연결되어 클램프 레버를 회동시킴으로써 각 호울더로부터 입자삽입오목부에 돌출하는 구성으로 하여도 좋다.
또한, 입자형은 성형품의 형상에 따른 캐비티가 형성되고, 성형기의 고정측과 가동측에 분할가능한 1쌍의 주형을 갖는 복수의 형판과, 형개폐시에 적어도 주형을 가이드하는 가이드 기구와, 성형품을 꺼내는 이젝터 기구를 가지고 있고, 또한 입자형 측면에는 고정측 및 가동측의 형판과 일체로 플랜지부가 배설되고, 상기 플랜지부 또는 그 근방에는 형개폐방향으로 복수의 위치결정구멍이 형성된 것이다.
[작용]
이상과 같은 구성이므로, 금형호울더에 대한 입자형은 금형호울더에 출몰이 자유롭게 배설된 위치결정핀을 입자형에 형성된 위치결정구멍에 삽입함으로써 행하여진다. 또 금형호울더에 대한 입자형의 고정은 별도로 설치된 클램프 부재를 작동시킴으로써 행하여진다. 또한, 위치결정핀의 출몰과 클램프 부재의 작동을 기계적으로 연동시키면 위치결정과 고정이 동시에 행하여진다.
[실시예]
이하 도면을 사용하여 본 발명의 성형용 금형 및 성형용 금형의 금형호울더 및 입자형에 대하여 상세히 설명한다.
제1도(a)는 본 발명의 성형용 금형의 한 예를 도시한 도면이고, 제1도(b)는 제1도(a)에 도시한 가동측 호울더의 평면도이고, 제2도는 제1도(a)에 도시한 성형용 금형의 입자형을 도시한 것이다.
성형용 금형에 있어서, 그 금형호울더는 성형기의 고정측 플라텐에 부착되는 고정측 호울더(A)와 성형기의 가동측 플라텐에 부착되는 가동측 호울더(B)로 구성되어 있다.
고정측 호울더(A)는 성형기의 플라텐에 부착되는 고정측 부착판(21)과, 형을 여는 것에 맞추어 런너를 배출하는 런너플레이트(22)와, 고정측 형판(23,24)를 가지고 있다. 그리고 형을 조일 때에는 런너플레이트(22)와, 고정측 형판(23,24)으로부터 입자삽입오목부(28)가 형성되는 구성이다. 또, 입자삽입오목부(28)는 형개폐방향 및 형개폐방향과 직교하는 방향으로 일련의 개구부를 가지며, 가동측 호울더 (B)의 입자삽입오목부(29)과 똑같이 형개폐방향에서 보아 대략 ㄷ자형으로 구성되어 있다. 그리고, 입자삽입오목부(28)는 고정측 형판(23)에 후술하는 입자형의 플랜지부가 삽입되는 가이드홈(23a)을 가지고 있다.
또, 36은 클램프 부재이고 입자삽입오목부(29)를 끼워서 고정측 형판(23,24)에 1쌍 배설되어 있고, 고정측 형판(23)에 대하여 회동축(38)을 통하여 회동이 자유롭게 유지되어 있다. 그리고, 클램프 부재(36)은 입자삽입오목부(28)에 위치하는 클램프부(36a)와 클램프 레버(37)의 편심캠부(37a)(가압부)에 맞닿는 면(36b)을 가지고 있다.
한편, 상기 클램프 레버(37)는 형개폐방향과 직교하는 방향에서 입자삽입오목부(29)를 따라 뻗어있고 고정측 형판(24)내에 회동이 자유롭게 배설됨과 동시에, 상기의 편심캠부(37a)와 피니언 기어(37b)를 가지고 있다.
또한, 35는 위치결정핀이고, 제1도(b)에 도시한 가동측 호울더(B)와 똑같이, 고정측 형판(24)내에서 입자삽입오목부(28)의 가이드홈(23a)과 대향하는 위치의 4개소에 배설되어 있다. 그리고, 위치결정핀(35)에는 클램프 레버(37)의 피니언 기어(37b)와 맞물리는 래크부(35a)를 가지고 있다. 그리고, 상시에는 위치결정핀(35)은 고정축 형판(24)내에 수납되어, 클램프 부재(36)가 개방된 상태에 있다. 그리고, 클램프 레버(37)를 회동시킴으로써 위치결정핀(35)이 가이드홈(23a)에 돌출함과 동시에, 이와 연동하여 클램프 부재(36)가 클램프 방향으로 작동하는 것이다.
그밖에 고정측 호울더(A)는 가이드 포스트(39)가 배설되어, 런너플레이트 (22) 및 고정측 형판(23,24)의 각 플레이트의 형개폐를 가이드함과 동시에, 후술하는 가동측 호울더(B)에 배설된 가이드부시(45)와 함께, 고정측 호울더(A)와 가동측 호울더(B)의 형개폐를 가이드하는 것이다. 또, 40은 플러보울트로 고정측 형판 (23,24)의 형개방위치를 규제하는 것이다. 또한 고정측 호울더(A)에는 스풀부시나 런너플레이트(22)의 형개방위치를 규제하는 플러보울트 또는 고정측 부착판(21)에 배설되어 런너부에 선단이 위치하는 런너록핀 등이 배설되어 있다.
이에 대하여, 가동측 호울더(B)는 제1도(a) 및 제1도(b)에 도시한 바와 같이, 성형기의 플라덴에 부착되는 가동측 부착판(27)과, 가동측 형판(25) 및 받이판 (26)을 갖는 구성이다. 그리고, 가동측 형판(25), 받이판(26) 및 가동측 부착판 (27)에 걸쳐서 입자삽입오목부(29)가 형성되어 있다. 상기 입자삽입오목부(29)는 입자삽입오목부(28)와 대응하도록 형개폐방향에서 보아 대략 ㄷ자형으로 구성되어 있다. 그리고, 입자삽입오목부(29)는 가동측 형판(25)에 형성되어, 후술하는 입자형의 플랜지부가 삽입되는 가이드홈(25a)과 가동측 부착판(27)에 형성되어 입자형의 스토퍼가 삽입되는 가이드홈(27a)을 가지고 있다.
또, 가동측 형판(25)에는 고정측 호울더(B)와 마찬가지로 회동축(38)을 통하여 클램프부재(36)가 회동이 자유롭게 유지되어 있다. 그리고, 클램프부재(36)의 클램프부(36a)는 입자삽입오목부(29)에 위치함과 동시에, 맞닿는면(36b)은 클램프 레버(37)의 편심캠부(37a)에 맞닿는 구성으로 되어 있다. 또 클램프 레버(37)는 형개폐방향과 직교하는 방향에서 입자삽입오목부(29)를 따라 뻗어있고, 편심캠부 (37a)외에, 위치결정핀(35)의 레크부(35a)와 맞물리는 피니언기어(37b)를 가지고 있다. 그리고, 위치결정핀(35)은 제1도(b)에 도시한 바와 같이, 받이판(26) 내의 4개소에 가이드홈(25a) 방향으로 출몰할 수 있도록 배설되어 있다.
다음에, 입자형에 대하여 설명한다. 제2도에 도시한 바와 같이, 입자형(c)는 상기 고정측 호울더(A)에 장착되는 고정측 입자형(a)과, 상기 가동측 호울더(B)에 장착되는 가동측 입자형(b)으로 구성되어 있다.
상기 고정측 입자형(a)은 고정측 호울더(A)에 위치가 결정되어 고정되는 입자형 부착판(31)과, 이 입자형 부착판(31)에 1쌍으로 부착되어, 성형품의 형상에 따른 캐비티가 형성되는 주형의 한쪽을 구성하는 입자형 형판(32)으로 구성되어 있다. 그리고 입자형 부착판(31)은 입자형 형판(32)에 대하여 돌출한 플랜지부(31a)를 갖고 있고, 이 플랜지부(31a)에 고정측 호울더(A)의 입자삽입오목부(28)가 장착될 때, 위치결정핀(35)과 대응하는 위치에 위치결정구멍(31b)이 형성되어 있다. 또, 입자형 형판(32)에는 구멍(32a)이 형성되어, 후술하는 금형 록(44)이 삽입되는 구성이다. 또한, 고정측 입자형(a)에는 가이드 기구의 일부를 구성하는 가이드부시 (41)가 배설되어 있다. 한편, 상기 가동측 입자형(b)은 상기 입자형 형판(32)과 대응하고, 주형의 한쪽을 형성하는 입자형 형판(33)과, 가동측 호울더(B)에 위치결정되어 고정되는 입자형 부착판(34)을 가지고 있다. 또, 입자형 형판(33)에는 금형 록(44)이 배설되고, 금형 록(44)은 입자형판(32)의 구멍(32a)에 걸아맞추어 금형호울더 및 입자형(c)의 형개폐 순서를 규제하는 한 수단이다. 그리고, 입자형구멍 (34)에는 입자형 형판(33)을 관통하여 가이드포스트(42)가 배설되어, 고정측 입자형(a)에 배설된 가이드부시(41)와 더불어 입자형(c)의 가이드기구를 구성하고 있다. 또한 입자형 부착판(34)은 입자형 형판(33)에 대하여 돌출한 플랜지부(4a)를 가지며, 이 플랜지부(34a)에 가동측 입자형(b)이 가동측 호울더(B)에 장착될 때, 위치결정핀(35)과 대응하는 위치에 위치결정구멍(34a)이 형성되어 있다. 그밖에 가동측 입자형(b)은 캐비티의 형상에 따라 이젝터 핀이 배설되는 이젝터 플레이트 (43a,43b)를 가지고 있다.
그리고, 이젝터 플레이트(43a,43b)는 입자형 형판(33) 또는 입자형 부착판 (34)에 부착된 이젝터 가이드(48)에 의하여 형개폐방향으로 가이드되는 구성이다. 또, 46은 스토퍼로서 이젝터 가이드(48)와 일체로 부착되어 있고, 가동측 입자형 (b)을 가동측 호울더(B)에 장착할 때에, 가동측 부착판(27)의 삽입오목부(가이드홈)(27a)에 삽입되는 구성이다. 그리고, 스토퍼(46)은 이젝터 플레이트 (43a,43b)의 스트로우크를 규제하는 구성이다. 그밖에 이젝터 플레이트(43a,43b)에는 리턴핀 (47)이 배설되어 형을 조일 때에 이젝터 플레이트(43a,43b)를 소정의 위치로 복귀시키는 것이다. 또, 필요에 따라 스프링 등의 이젝터 플레이트(43a,43b)의 신속한 복귀수단이 배설되어 있다.
다음에, 금형호울더에 대한 입자형(c)의 위치결정과 고정에 대하여 설명한다. 그리고 여기서는 부착을 고정측과 가동측에서 따로따로 행하는 경우를 설명한다. 먼저, 고정측 호울더(A)에 대하여 고정측 입자형(a)을 부착하는 경우, 입자삽입오목부(28)의 가이드홈(23a)을 따라 플랜지부(31a)에 가이드되면서, 형개폐방향과 직교하는 방향에서 고정측 입자형(a)이 입자삽입오목부(28)에 삽입된다.
그리고, 입자삽입오목부(28)의 대향벽면에 고정측 입자형(a)을 맞닿게 한 후, 클램프 레버(37)를 회동시키면 좌우의 클램프 레버(37)의 피니언 기어(37b)에 위치결정핀(35)의 래크부(35a)가 맞물려 있으므로, 고정측 형판(24)으로부터 위치결정핀(35)이 돌출하여, 입자형 부착판(31)의 위치결정구멍(31b)에 위치결정핀(35)이 끼워넣어져서, 고정측 호울더(A)에 고정측 입자형(a)이 위치결정된다. 이와 동시에, 클램프 레버(37)의 편심캠부(37a)에 의하여 클램프 부재(36)의 맞닿는 면 (36b)이 가압되어, 클램프부재(36)가 회동하고, 클램프부(36a)에 의하여 입자형 부착판(31)을 고정측 형판(24)에 눌러 고정시키는 것이다.
또, 가동측 호울더(B)에 대하여, 가동측 입자형(b)을 부착하는 경우, 입자삽입오목부(29)의 가이드홈(25a,27a)을 따라 입자형 부착판(34)의 가이드부(플랜지부)(34a) 및 스토퍼(46)가 삽입되고, 가동측 입자형(b)이 입자삽입오목부(29)에 장착된 후, 클램프 레버(37)를 회동시켜서, 위치결정핀(35)을 입자형 부착판(34)의 위치결정구멍(34b)에 끼워넣음과 동시에, 클램프 부재(36)를 위치결정핀(35)과 연동하여 작동(회동)시키고, 그 클램프부(36a)에 의하여 입자형 부착판(34)을 받이판 (26)에 눌러 고정시켜서, 가동측 호울더(B)에 가동측입자형(b)을 위치를 결정하여 고정시키는 것이다.
이상과 같이, 제1도(a),(b)에 도시한 성형용 금형은 고정측 호울더(A) 및 가동측 호울더(B)에 대한 입자형(c)의 위치결정은 고정측 입자형(a) 및 가동측 입자형(b)의 플랜지부(31a,34a)에 형성된 위치결정구멍(31b,34b)에, 위치결정핀(35,35)을 삽입하여 행하는 구성이다. 따라서, 제5도 내지 제6도에 도시한 성형용 금형에서는, 입자형의 측면을 금형호울더의 내벽면에 맞닿게하거나 또는 기워맞추어 위치결정하고 있었으므로, 위치결정의 기준이 되는 입자형의 측면 및 금형호울더의 내벽면을 고정밀도로 마무리할 필요가 있었는데 대하여, 비교적 간단한 가공으로 높은 위치결정 정밀도를 얻을 수 있어서, 입자형 및 금형호울더를 저가로 제작할 수 있다.
또, 먼지나 이물의 영향도 없고, 관리가 용이하고 고정밀도의 위치결정이 장시간 행해질 수 있다. 또한, 입자형을 붙이고 떼는 것을 형개폐방향과 직교하는 방향에서 행할 수 있으므로, 분리면에 손을 밀어넣을 필요가 없기 때문에, 금형호울더에 대한 입자형(c)의 교환을 안전하게 행할 수 있다. 또, 클램프레버(37)를 회동시킴으로써 위치결정과 고정을 동시에 행할 수 있다. 그리고, 입자형(c)은 입자형 부착판(31,34)만으로 위치결정과 고정이 행하여지므로, 입자형 형판(32,33)의 크기나 형상은 비교적 자유롭게 변경가능하고, 범용성이 높다. 또한 고정측 호울더(A)는 런너를 배출하기 위한 런너플레이트(22)를 구비한 구성이므로, 핀 포인트게이트의 성형 등에도 대응할 수 있어서, 입자형(c)의 형상이 극히 간단해진다.
한편, 제3도 및 제4도는 본 발명의 성형용 금형 및 입자형의 다른 실시예를 도시한 것이다. 위치결정과 고정에 관한 기본적인 구성은 앞서이 실시예와 똑같고, 입자형에 런너플레이트 등을 설치하여, 핀포인트게이트의 성형 등에 사용할 수 있도록 한 점이 다른 것이다.
도면중 D는 고정측 호울더이고, 성형기의 플라텐에 부착되는 고정측 부착판 (51)과, 고정측 형판(52) 및 가이드포스트(53)를 가지고 있다. 또 고정측 형판(52)에는 형개폐방향 및 형개폐방향과 직교하는 방향으로, 형개폐방향에서 보아 대략 ㄷ자형의 입자삽입오목부(54)가 일련으로 형성되어 있다. 그리고, 입자삽입오목부 (54)는 후술하는 입자형의 플랜지수가 삽입되는 가이드홈(52a)을 가지고 있다.
또한, 고정측 부착판(51)에는 위치결정핀(35) 및 클램프 레버(37)가 배설되어, 위치 결정핀(35)의 레크부(35a)에 클램프 레버(37)의 피니언 기어(37b)가 맞물리게 구성되어 있다. 또, 클램프 부재(36)는 회동축(38)을 통하여 고정측 형판(52)에 회동이 자유롭게 배설되어 있다. 그리고 클램프 부재(36)의 맞닿는 면(36b)은 클램프 레버(37)의 편심캠부(37a)에 맞닿는 구성으로 되어 있다.
따라서 클램프 레버(37)를 회동시키면, 입자삽입오목부(54)내에서 위치결정핀(35)이 돌출함과 동시에, 클램프 부재(36)가 연동하여 회동하도록 구성되어 있다.
이에 대하여 B는 가동측 호울더이고, 제1도(a),(b)d 도시한 가동측 호울더와 동일형상의 것이다. 그리고, 받이판(26) 및 가동측 형판(25)에는 클램프레버(37)의 조작에 의하여 연동하여 작동하는 위치결정핀(35) 및 클램프부재(36)가 배설되어 있다.
또, f는 입자형이고, 고정측 호울더(D)에 부착되는 고정측 입자형(d)과, 가동측 호울더(B)에 부착되는 가동측 입자형(e)으로 구성되어 이TEk. 고정측 입자형 (d)은 입자형 부착판(61)과, 형이 열림에 따라 런너를 배출하는 런너플레이트(62)와, 캐비티가 형성되는 주형의 한쪽을 형성하는 입자형 형판(63)을 가지고 있다.
이밖에 64는 가이드 포스트이고, 입자형부착판(61)에 배설됨과 동시에, 런너 플레이트(62) 및 입자형형판(63)의 형개폐 및 가동측 입자형(e)의 입자형 형판(71)과의 형맞춤을 가이드하는 것이다. 또, 65는 플러보울트이고, 런너플레이트(62) 및 입자형형판(63)의 형개방위치를 규제하는 것이다. 또한, 입자형 부착판(61)은 입자삽입오목부(54)의 가이드홈(52a)에 삽입되는 플랜지부(61a)와 상기 위치결정핀(35)의 배설위치와 대응하여 형성되어, 위치결정핀(35)의 고정측 부착판(510으로부터 돌출할 때에 끼워맞추는 위치 결정구멍(61b)을 가지고 있다.
한편, 가동측 입자형(e)은 상기 입자형형판(63)과 대응하고, 주형을 형성하는 입자형 형판(71)과, 입자삽입오목부(29)의 가이드홈에 삽입되는 플랜지부(72a) 및 위치결정핀(35)이 끼워넣어지는 위치결정구멍(72b)을 갖는 입자형 부착판(72)과, 리턴핀(75)이 배설된 이젝터 플레이트(77a,77b)와, 가동측 형판에 부착되어 이젝터 플레이트(77a,77b)를 형개폐방향으로 가이드하는 이젝터가이드(76)와, 이젝터가이드(76)와 일체로 형성되어 이젝터 플레이트(77a,77b)의 스트로우크를 규제하는 스토퍼(78)를 가지고 있다.
그밖에, 73은 가이드포스트(64)가 삽입되는 가이드부시이고, 74는 금형록이다. 또한 스토퍼(78)는 가동측 부착판(27)의 가이드홈에 장착되는 구성이다.
그래서, 고정측 호울더(D) 및 가동측 호울더(B)에 고정윽 입자형(d) 및 가동측 입자형(e)를 장착하는 경우에는, 먼저 형개폐방향과 직교하는 방향으로부터, 고정측 입자형(d) 및 가동측 입자형(e)을 입자삽입오목부(54,29)에 삽입한다.
그리고, 각각의 클램프 레버(37)를 회동시키면, 위치결정핀이 고정측호울더 (D) 및 가동측 호울더(B)로부터 돌출하여, 고정측 입자형(d) 및 가동측 입자형(e)의 위치결정구멍(61b,72d)에 끼워넣어져서, 고정측 호울더(D)와 가동측호울더(B) 각각에 고정측 입자형(d)과 가동측 입자형(e)이 위치결정된다. 또, 클램프 레버 (37)를 회동시키면, 이와 동시에 클램프 부재(36)가 회동되어 그 맞닿는 면(36b)에 의하여 입자형 부착판(61,72)을 가압해서 고정측호울더(D)와 가동측호울더(B)에 대하여 고정측 입자향(d)과 가동측 입자형(e)이 각각 고정된다.
이상과같은 구성이므로, 제3도, 제4도에 도시한 성형용 금형은 고정측 호울더(D) 및 가동측 호울더(B)에 대한 입자형(f)의 위치결정은 고정측 입자향(d) 및 가동측 입자형(e)에 형성된 위치결정구멍(61b,72b)에 위치결정핀(35,35)을 삽입하여 행하는 구성이다.
따라서, 종래와 같이 입자형의 측면 및 금형호울더의 내벽면을 위치맞춤을 위하여 고정밀도로 마무리 할 필요도 없고, 비교적 간단한 가공으로 높은 위치결정 정밀도가 얻어지므로, 입자형 및 금형호울더를 저코스트로 제작할 수 있다.
또, 먼지나 이물질의 영향도 없고, 관리가 용이하고 고정밀도의 위치결정이 장시간 행해질 수 있다. 또한, 입자형(f)을 붙이고 떼는 것을 형개폐방향과 직교하는 방향에서 행할 수 있으므로, 분리면에 손을 밀어넣을 필요가 없으므로, 금형호울더에 대한 입자형(f)의 교환을 안전하게 행할 수 있다.
또, 클램프 레버(37)를 회동시킴으로써 위치결정과 고정을 동시에 행할 수 있으므로, 입자형(f)의 교환작업을 신속히 행할 수 있다. 더욱이, 입자형(f)은 입자형 부착판(51,27)만으로 위치결정과 고정이 행하여지므로, 입자형 형판(63,71)의 사이즈, 형상은 비교적 자유롭게 변경가능하다. 또 핀포인트 게이트에 의한 성형이라도, 사이드 게이트에 의한 성형이라도, 각각의 성형에 따라 입자형(f)의 형상(사이드 게이트에 의한 성형이면 제2도에 도시한 입자형이라도 좋다)을 바꾸면 되고, 금형 호울더의 형상을 간단히 할 수 있다.
그리고, 상기 2개의 실시예에서는, 어느 것도 위치결정핀의 출몰과 클램프 부재의 회동동작을 클램프 레버의 조작으로 연동시킨 예를 도시하였으나, 위치결정핀의 출몰과 클램프 부재의 동작을 각각 따로따로 작동시키도록 하여도 좋다. 또한, 위치결정핀 및 클램프 부재의 작동을 압력유체를 이용하여 행하여도 된다. 또, 위치결정핀 및 클램프 부재의 배설위치 및 배설수는 필요에 따라 여러가지로 변경가능하다.
그리고, 금형호울더 및 입자형을 구성하는 형판수는 성형품의 형상, 성형상태에 따라 여러가지로 변경되는 것이며, 특히 한정되는 것은 아니다.
이상과 같이, 본 발명의 성형용 금형은 성형기의 플라텐에 부착되는 가도측 호울더 및 고정측 호울더를 갖고 있고, 각 호울더의 각각에 형개폐방향 및 형개폐방향과 직교하는 방향으로 일련으로 개구하는 입자삽입오목부를 가지는 금형호울더와 성형품에 따른 캐비티가 형성되는 입자형을 1개 또는 복수개 갖고 있고, 상기 금형호울더의 각 입자삽입오목부에 대하여 입자형이 분할하거나 혹은 일체로 한 상태에서 형개폐방향과 직교하는 방향으로부터 자유롭게 붙이고 뗄 수 있게 장착되어 있는 성형용 금형에 있어서, 상기 입자형은 분할되는 고정측과 가동측의 각각의 측면에 입자형의 삽입을 가이드하는 플랜지부가 배설됨과 동시에, 플랜지부 또는 그 근방에서 형개폐방향으로 위치결정구멍이 형성되어 있고, 또한 금형호울더의 각 입자삽입오목부에는 입자형의 플랜지부가 삽입되는 가이드홈이 형성됨과 동시에 금형호울더의 각 호울더에는 상기 입자삽입오목부에 출몰이 자유롭게 위치결정핀이 배설되어 있고, 상기 입자형이 입자삽입오목부에 장착될 때, 위치결정구멍에 위치결정핀이 삽입되어 끼워맞추어짐과 동시에, 상기 가동측 호울더 및 고정측 호울더에는 입자삽입오목부의 형개폐방향 벽면에 입자형을 가압하는 클램프 부재가 배설된 것이다.
또, 성형용 금형에 있어서, 그형호울더는 입자형을 가압하는 클램프 부재가 형개폐방향과 직교하는 방향으로 회동축을 갖고 있고, 각 호울더에 회동이 자유롭게 유지됨과 동시에, 그 한 끝이 입자삽입오목부에 위치하고 다른 끝이 각 호울더내에 배설되어 상기 회동축과 대략 동일방향으로 뻗어있는 클램프레버의 가압부와 맞닿고, 클램프레버를 회동시킴으로써 그 가압부로 클램프부재의 다른 끝을 가압해서, 한 끝이 입자 삽입오목부내에 돌출하는 한편, 상기 위치결정핀은 연동수단을 통하여 클램프 레버와 연결되어, 클램프레버를 회동시킴으로써 각 홍루더로부터 입자삽입오목부에 돌출하는 구성으로 하여도 좋다.
또한, 입자형은 성형품의 형상에 따른 캐비티가 형성되고, 성형기의 고정측과 가동측에 분할가능한 1쌍의 주형을 갖는 복수의 형판과 형개폐시에 적어도 주형을 가이드하는 가이드 기구와, 성형품을 꺼내는 이젝터 기구를 가지고 있으며, 또 입자형 측면에는 고정측 및 가동측의 형판과 일체로 플랜지부가 배설되고, 상기 플랜지부 또는 그 근방에는 형개폐방향으로 복수의 위치결정구멍이 형성된 것이다.
따라서, 금형호울더에 대한 입자형의 위치결정은 금형호울더로부터 입자삽입오목부에 출몰이 자유롭게 배설된 위치결정핀을 입자형에 형성된 위치결정구멍에 삽입하여 행한다. 또, 입자형의 고정은 별도로 설치한 클램프 부재로 행하는 것이다. 그 때문에, 종래의 성형용 금형과 비교하여 입자형 측면 및 금형호울더의 내벽면을 위치맞춤을 위하여 고정밀도로 마무리할 필요가 없고, 비교적 간단한 가공으로 높은 위치결정 정밀도가 얻어지므로, 입자형 및 금형호울더를 저가로 제작할 수 있다. 또 먼지나 이물질의 영향도 없고 관리가 용이하고 고정밀도의 위치결정을 장시간 유지할 수 있다.
또한, 입자형을 붙이고 떼는 것을 형개폐방향과 직교하는 방향에서 행할 수 있으므로, 분리면에 손을 밀어넣을 필요가 없으므로, 금형호울더에 대한 입자형의 교환을 안전하게 행할 수 있다. 도, 위치결정핀의 출몰과 클램프 부재의 작동을 기계적으로 연동하여 행하면, 입자형의 교환을 보다 신속히 행할 수 있다.
Claims (5)
- 성형기의 플라텐에 부착되는 가동측 호울더(B) 및 고정측 호울더(A)를 가지고 있고, 각 호울더의 각각에 형개폐방향 및 형개폐방향과 직교하는 방향으로 일련으로 개구하는 입자삽입오목부(28,29)를 갖는 금형호울더와, 성형품에 따른 캐비티가 형되는 입자형(C)을 1개 또는 복수개 가지고 있으며, 상기 금형 호울더의 각 입자 삽입오목부(28,29)에 대하여 형개폐방향과 직교하는 방향으로부터 입자형(C)이 자유롭게 붙이고 뗄 수 있게 장착되어 있는 성형용 금형에 있어서, 상기 입자형(C)은 분할되는 고정측(a)과 가동측(b)의 각각의 측면에 플랜지부(31a,34a)가 배설됨과 동시에, 플랜지부(31a,34a) 또는 그 근방에서 형개폐방향으로 위치결정구멍 (31b,34b)이 형성되어 있고, 도한 금형호울더의 각 입자삽입오목부(28,29)에는 입자형의 플랜지부(31a,34a)가 삽입되는 가이드홈(23a,25a)이 형성됨과 동시에 금형호울더의 각 호울더(A,B)에는 상기 입자삽입오목부(28,29)에 출몰이 자유롭게 위치결정핀(35)이 배설되어 있고, 상기 입자형(C)이 입자삽입오목부(28,29)에 장착될 때, 상기 위치결정구멍(31b,34b)에 상기 위치결정핀(35)이 삽입되어 끼워맞추어짐과 동시에, 상기 가동측 호울더(B) 및 고정측 호울더(A)에는 입자삽입오목부 (28,29)의 벽면에 입자형(C)을 가압하는 클램프 부재(36)가 배설된 것을 특징으로 하는 성형용 금형.
- 제1항에 있어서, 상기 금형호울더의 각 호울더(A,B)는 입자삽입오목부 (28,29) 내에 출몰이 자유롭게 배설된 위치결정핀(35)과, 상기 입자삽입오목부 (28,29) 근방에 위치하고 형개폐방향과 직교하는 방향으로 회동측(38)이 배설되어 회동이 자유롭게 유지됨과 동시에 한 끝이 입자삽입오목부(28,29)에 위치하는 클램프 부재(36)와, 상기 클램프 부재(36)의 회동축(38)과 대략 동일방향으로 배설되어 연동수단을 통하여 상기 위치결정핀(35)과 연결되며, 또한 상기 클램프 부재(36)의 다른 끝을 가압하는 가압부(37a)가 형성된 클램프 레버(37)를 가지고 있고, 입자삽입오목부(28,29)에 입자형(C)이 삽입된 후, 클램프 레버(37)를 회동시킴으로써 위치결정핀(35)이 입자형의 위치결정구멍(31b,34b)에 삽입되고, 클램프 부재(36)의 다른 끝(36b)을 클램프 레버(37)의 가압부(37a)에 의하여 가압하고, 클램프 부재 (36)의 한 끝(36a)이 입자형(C)을 가압하여 금형호울더에 입자형(C)이 장착되는 것을 특징으로 하는 성형용 금형.
- 성형기의 가동측 플라텐에 부착되는 가동측 호울더(B)와 성형기의 고정측 플라텐에 부착되는 고정축호울더(A)으로 이루어지고, 가동측 호울더(B) 및 고정측 호울더(A)의 각각에 형개폐방향 및 형개폐방향과 직교하는 방향으로 일련으로 개구하는 입자삽입오목부(28,29)가 형성되는 한편, 입자삽입오목부(28,29)에는 형개폐방향과 직교하는 방향으로 가이드홈(23a,25a)이 형성되고, 입자삽입오목부(28,29)에 대하여 각 호울더(A,B)내로부터 출몰이 자유롭게 배설된 복수의 위치결정핀(B)과 상기 각 호울더(A,B)에 배설되어 상기 입자삽입오목부(28,29)에 한 끝이 돌출가능하게 배설된 클램프부재(36)를 갖고 있는 것을 특징으로 하는 성형용 금형의 금형호울더.
- 제3항에 있어서, 상기 클램프부재(36)는 형개폐방향과 직교하는 방향으로 회동축(38)을 가지고 있고, 각 호울더에 회동이 자유롭게 유지됨과 동시에 그 한 끝(36a)이 입자삽입오목부(28,29)에 위치하고 그 다른 끝(36b)이 각 호울더(A,B) 내에 배설되어 상기 회동축(38)과 대략 동일방향으로 뻗어있는 클램프 레버(37)의 가압부와 맞닿고, 클램프 레버를 회동시킴으로써 그 가압부(37a)로 클램프 부재 (36)의 다른 끝(36b)을 가압하여, 한 끝(36a)이 입자삽입오목부(28,29)내에 돌출하는 한편, 상기 위치결정핀(35)은 연동수단을 통하여 클램프 레버(37)와 연결되어 클램프 레버(37)를 회동시킴으로써 각 호울더(A,B)로부터 입자삽입오목부 (28,29)에 돌출하는 것을 특징으로 하는 성형용 금형의 금형호울더.
- 금형호울더에 자유롭게 붙이고 뗄 수 있게 장착되어 성형용 금형의 일부를 구성하는 성형용 금형의 입자형(C)에 있어서, 상기 입자형(C)은 성평품의 형상에 따른 캐비티가 형성되고, 성형기의 고정측과 가동측에 분할가능한 1쌍의 주형 (32,33)을 갖는 복수의 형판과, 형개페시에 적어도 주형(32,33)을 가이드하는 가이드 기구(41,42)와, 성형품을 꺼내는 이젝터 기구(43a,43b,47,48)를 가지고 있고, 또한 입자형(C) 측면에는 고정측 및 가동측의 형판과, 일체로 플랜지부(31a,34a)가 배설되고, 상기 플랜지부(31a,34a) 또는 그 근방에 형개폐방향으로 복수의 위치결정구멍(31b,34b)이 형성된 것을 특징으로 하는 성형용 금형의 입자형.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP63113313A JPH01283119A (ja) | 1988-05-10 | 1988-05-10 | 成形用金型ならびに成形用金型ホルダおよび入子型 |
| JP63-113313 | 1988-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890017013A KR890017013A (ko) | 1989-12-14 |
| KR940000160B1 true KR940000160B1 (ko) | 1994-01-08 |
Family
ID=14609065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019890006265A KR940000160B1 (ko) | 1988-05-10 | 1989-05-10 | 성형용 금형 및 이에 사용되는 금형호울더 및 입자형 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPH01283119A (ko) |
| KR (1) | KR940000160B1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE1005860A3 (fr) * | 1992-01-27 | 1994-02-22 | Gaasch Hubert | Moule pour la production par injection d'objets en matiere thermoplastique. |
| JPH0574822U (ja) * | 1992-03-16 | 1993-10-12 | 富士通機電株式会社 | 射出成形用金型 |
| CN104875347B (zh) * | 2014-07-09 | 2017-10-03 | 六安宏润钢结构有限公司 | 一种新型快换模子的模顶板锁紧机构 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51156063U (ko) * | 1975-06-04 | 1976-12-13 | ||
| JPS525432A (en) * | 1975-07-01 | 1977-01-17 | Suwa Seikosha Kk | Battery watch |
| JPS5270934A (en) * | 1975-12-10 | 1977-06-13 | Tokai Rika Co Ltd | Metal mould for die cast and resin molding |
| JPS5626229U (ko) * | 1979-08-08 | 1981-03-11 | ||
| JPS5855233A (ja) * | 1981-09-29 | 1983-04-01 | Yuji Tagawa | 製品形状専用部脱着可能射出成形金型 |
-
1988
- 1988-05-10 JP JP63113313A patent/JPH01283119A/ja active Granted
-
1989
- 1989-05-10 KR KR1019890006265A patent/KR940000160B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0511737B2 (ko) | 1993-02-16 |
| KR890017013A (ko) | 1989-12-14 |
| JPH01283119A (ja) | 1989-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4714421A (en) | Quick-switch mold set with clamp means | |
| US4472128A (en) | Quick change locator clamp assembly for plastic molding machine | |
| JPH0557760A (ja) | アンダーカツト部を有する射出成形金型 | |
| KR940000160B1 (ko) | 성형용 금형 및 이에 사용되는 금형호울더 및 입자형 | |
| CA1267259A (en) | Mould for manufacturing boots of thermoplastic materials | |
| US6250906B1 (en) | Stack mold | |
| JPH091601A (ja) | 樹脂成形用金型 | |
| JP2006327005A (ja) | 成形用金型および成形品の製造方法 | |
| JP3625430B2 (ja) | スタンパ交換方法と光ディスク成形金型 | |
| JPH0220314A (ja) | 射出成形用金型 | |
| JPH0422411B2 (ko) | ||
| JP2567109Y2 (ja) | 金型相互の位置合わせ機構 | |
| JP7348158B2 (ja) | 射出成形金型 | |
| JPH0588925U (ja) | 射出成形金型の自動調芯機構 | |
| JPH0698647B2 (ja) | ディスク成形金型装置 | |
| JPS5842007B2 (ja) | 合成樹脂製品の成型用金型 | |
| JP4804874B2 (ja) | カセット式射出成形用金型 | |
| JPH06270203A (ja) | 射出成形用金型のカセット固定方法とその金型 | |
| JPH075327B2 (ja) | 金型の芯出し方法 | |
| WO2019239534A1 (ja) | 射出成形装置 | |
| JPS591783Y2 (ja) | スライドコア位置決め機構を備えるアンダ−カット用モ−ルド金型 | |
| JPH0723225Y2 (ja) | 成形用金型 | |
| JPH07178755A (ja) | 射出成形機 | |
| JPH0231235Y2 (ko) | ||
| KR20230055057A (ko) | 언더컷이 형성된 제품성형용 금형 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20051222 Year of fee payment: 13 |
|
| LAPS | Lapse due to unpaid annual fee |