KR930010151B1 - 유연성직포의 시이트커터장치 - Google Patents
유연성직포의 시이트커터장치 Download PDFInfo
- Publication number
- KR930010151B1 KR930010151B1 KR1019880701312A KR887001312A KR930010151B1 KR 930010151 B1 KR930010151 B1 KR 930010151B1 KR 1019880701312 A KR1019880701312 A KR 1019880701312A KR 887001312 A KR887001312 A KR 887001312A KR 930010151 B1 KR930010151 B1 KR 930010151B1
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- cutting
- woven fabric
- blade
- roller
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/06—Arrangements for feeding or delivering work of other than sheet, web, or filamentary form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06H—MARKING, INSPECTING, SEAMING OR SEVERING TEXTILE MATERIALS
- D06H7/00—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials
- D06H7/02—Apparatus or processes for cutting, or otherwise severing, specially adapted for the cutting, or otherwise severing, of textile materials transversely
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
- B26D2007/322—Means for performing other operations combined with cutting for conveying or stacking cut product the cut products being sheets, e.g. sheets of paper
Abstract
내용 없음.
Description
[발명의 명칭]
유연성직포의 시이트커터장치
[도면의 간단한 설명]
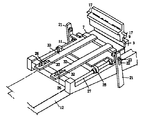
제 1 도는 본 발명에 관한 바람직한 유연성직포의 시이트커터장치의 원리를 표시하는 개략도이고,
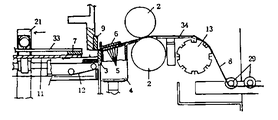
제 2 도는 본 발명의 이송수단과 절단수단부분의 개략을 표시하는 도면이고,
제 3 도는 본 발명의 절단수단과 지지수단 및 반송수단부분의 개략을 표시하는 도면이고,
제 4 도는 절단수단 및 지지수단에 사용하는 동력기구를 표시하는 도면이다. 또,
제 5 도 내지 제 7 도는 본 발명의 작동상태를 표시하는 도면이다.
제 8 도는 벨트컨베이어를 상하동시킨 상태를 표시하는 도면이다.
[발명의 상세한 설명]
[기술분야]
본 발명은, 직포의 재단, 특히 유연성 직포 또는 의류의 소맷부리, 옷깃, 옷자락 및 기타 의류에 필요한 곳에 사용하는 고무들이 직포외에, 연질의 펠트, 기타 유연성직포의 시이트커터장치에 관한 것이다.
[배경기술]
유연성직포를 절단하는 장치, 특히 직포를 짧은 폭으로 절단하는 경우에는, 단순히 로울러에 의하여 지지하면서 직포를 절단날로 절단하는 장치가 있었다. 이 종래 장치에 있어서는, 로울러에 의하여 지지되어 있는 직포를 로울러로 지지하면서 소정치수만큼 밀어내기를 행하였었다. 이 경우 직포의 밀어냄이 지나쳐서 주름이 발생한다. 또 상기한 로울러와는 별도로 설치한 로울러 등으로 직포의 앞끝을 파지해서 인장시키면서 절단하면 직포는 유연성을 갖고 있기 때문에, 직포가 소망의 치수보다 길게 늘어나게 된다.
따라서, 그대로의 상태에서 재단을 하였을 경우에는, 재단후의 직포는 늘어난분만큼 수축하여 일정치수로 되지 않아 재단직포에 치수의 편차가 생겨 불량품으로 되어버려, 제품으로서 판매할 수 없는 등의 결점이 있었다. 이와같이 직포의 변형하기 쉬운 상태를 고려하여 대부분의 직포절단기는 진공흡착 지지방식에 의하여, 일정길이 치수로 재단하는 방식이 고려되고 있다. 이 방식은 예를들어 일본특공소 47(1972년)-2796호 공보, 일본특공소 61(1986년)-43465호 공보기재의 기술이 알려져 있다. 이 일본특공소 47-2796호 공보기재의 명세서에 기재되어 있는 기술은, 포백(布帛)천을 회동자재한 흡착판에 의하여 흡착해서, 이를 일정한 치수로 절단하고, 절단된 천조각을 받침대 위에 적층하는 장치이다.
한편, 일본특공소 61-43465호 공보에 기재되어 있는 기술은 절단한 후, 개폐자재한 가이드로 파지유도한 포백천을 순환회송이 자재한 반송컨베이어와 동컨베이어의 반송면으로부터 흡인시켜 이동시킨 후, 적층대에 적층시키는 구성이다. 그러나, 전자는 간헐적으로 행하지 않을 수 없기 때문에, 효율적이지 않다. 또, 후자는 긴 천을 연속적으로 행하는 데에는 유효한 기술이지만, 특히 직포를 짧은 폭으로 절단하는 경우에는 천의 절단, 겹쳐 쌓음에 있어서 효율적이지 않다.
본 발명은 직포의 재단, 특히 유연성 직포 또는 의류의 소맷부리, 옷깃, 옷자락 및 기타 의류의 필요한 곳에 사용하는 고무들이 직포 외에, 연질의 펠트, 기타 유연성직포 등을 줄이거나, 늘리거나 하는 일 없이 소정치수로 절단하여, 불량품의 발생을 방지해서, 치수가 일정한 제품을 능률적으로 생산할 수 있는 유연성 직포의 시이트커터장치를 제공함에 있다.
[발명의 개시]
본 발명은 직포 시이트의 이송수단으로서, 예를들어 이송로울러로 이루어지는 송출수단과 송출수단의 전방에서 시이트를 절단하는 절단수단과의 사이의 통로에, 기체를 불어내는 다수의 기체분출구멍으로 이루어지는 시이트부상수단을 송출수단에 병합구성하고, 이송수단에 의하여 이송된 시이트를 시이트와 직각방향으로 상하운동하는 절단날로 이루어지는 절단수단으로 구성되어 있다.
이 시이트부상수단을 이송수단의 구성에 부가하고 있으므로, 이 기체분출구멍으로부터 분출하는 적당량의 분출기체에 의하여 시이트가 부상하여 주름지지않으며, 또 쓸데없는 힘이 시이트에 가해지는 일이 없이 통로를 통과시킬 수가 있다. 또한, 전기한 시이트부상수단을 구성하고 있는 다수의 기체분출구멍을 덮도록, 적당한 간격을 두고 설치된 안내판으로 이루어지는 시이트부상 제어수단을 부가하여 형성한다. 이것에 의하여 시이트가 필요이상으로 부상하는 것이 방지되어서, 이송로울러에 의하여 시이트위 공급이 순조롭게 행해진다. 따라서, 상기한 이송수단에 의하면, 유연성있게 신축하는 재단제품이 가지런 하지 않게되는 직포시이트를 특히 짧은 폭을 절단하는 경우에, 시이트에 주름이 생기는 일이 없고, 혹은 고무들이 시이트 등을 절단하는 경우에는 시이트의 앞끝을 잡아당기거나 하는 구조가 아니므로, 고무의 늘어남을 고려할 필요가 없다.
또, 시이트는 기체분출구멍으로 부터의 기체분출에 의하여 항상 같은 상태로 절단수단에 공급되고 때문에, 절단후의 제품의 불균일을 적게할 수가 있다. 더우기 상기한 시이트의 절단은 연속적으로 행할 수가 있어 생산성의 향상에 기여할 수 있다. 또 본 발명은 상기한 절단수단의 전방에서 절단된 시이트를, 일시적으로 받아들이는 지지수단 및 일시적으로 지지된 시이트를 수평이동하면서 적층하고, 외부에 운반해내는 반송수단이 설치되어 있다. 이 절단된 시이트를 일시적으로 지지하는 것에 의해서, 절단된 시이트의 이동을 정지시키고 있다. 또, 일시적으로 지지한 후의 시이트는, 지지가 해제되면 수직방향으로 위치를 변경하면서 적층한다. 따라서 엷은 직포일지라도, 적층을 확실히 행할 수가 있다. 또 적층된 직포는 반송수단에 의하여 회수되어서, 포장 등의 다음 공정으로 보내어진다.
[발명을 실시하기 위한 최량의 형태]
본 발명은, 보다 상세히 상술하기 위하여 첨부의 도면에 따라서 이를 설명한다.
본 발명은, 시이트(8)를 이송하기 위한 이송수단으로서 송출수단과 직포부상수단을 기대(機臺)(1)에 설치하고 있다. 송출수단은 구체적으로 시이트(8)를 전방으로 보내기 위한 한쌍의 이송로울러(2)와 이송로울러(2)에 시이트(8)를 슬립(slip)을 방지하면서 공급하기 위하여 제 1 도, 제 5 도 내지 제 7 도에 표시하는 바와같이 바늘을 꽂은 바늘부착로울러(13)가 설치되어 있다. 또, 바늘부착로울러(13)에 공급하는 시이트(8)에는 인장축(tension shaft)(29)을 통해서, 적당하게 긴장이 주어지고 있다.
바늘부착로울러(13)과 이송로울러(2)사이에 테이블(34)를 설치하여, 시이트(8)이 아래쪽으로 늘어지는 것을 방지하고 있다. 송출수단에 의하여 송출된 시이트(8)는 뒤이어 시이트부상수단에 의하여 부상되면서 이송된다. 이 시이트부상수단의 부착위치는, 송출수단과 후술하는 절단수단과의 이송통로내에 설치되어 있다. 이 이송통로의 아랫면은, 절단수단의 구성요소인 아랫날(3)을 앞끝에 보유하는 아래날홀더(4)의 상면을 이송로울러(2)가지 연장하여 구성되어 있다. 그리고, 이 아랫면에 위쪽으로 향하여 다수의 기체분출구멍(5)을 뚫어 설치시키고 있다.
또, 이송통로의 상면은 전기한 다수의 기체분출구멍(5)을 덮도록 그 윗쪽에 안내판(6)을 위치시키고 있다. 전기한 아랫날홀더(4)는 내부가 공동(空洞)으로 되어 있어서, 컴프레서(10)로 부터의 압축공기가 통기관(31)을 통해 아랫날홀더(4)에 도입되면 또한 기체분출구멍(5)으로부터 공기가 분출하여 직포부상수단을 구성하고 있다. 절단수단은 그 아랫날(3)과 아랫날(3)에 맞물림하는 윗날(9)에 의하여 구성되며, 시이트(8)를 소정수치수로 윗날(9)이 상하동하여 절단을 행하고 있다. 이 작동에 병행하여 절단된 시이트(8)을 일시적으로 지지하는 구성을 절단수단의 전방에 설치한다.
즉, 시이트(8)의 앞끝은 수체(受體)(7)에 맞닿아 위치결정되고, 그 아랫면은 수판(受板)(11)의 윗면에 지지된다. 이 수판(11)은 기대(1)에 있는 지지체(27)에 미끄럼운동 가능한 안내체(28)에 지지되어, 수체(7)로부터 진퇴가 가능하고, 수판(11)이 수체(7)의 아래로 후퇴하였을 때 시이트(8)는 아래로 낙하한다. 또 수체(7)은 긴구멍(32)과 나사(26)으로서 길이를 조절하는 조절레버(33)에 의하여 지지되어서, 수체(7)와 아랫날(3)과의 간격이 조정가능하게 되어 있다. 상기한 지지수단에 의하여 일시적으로 지지된 시이트(8)를 낙하시켜 벨트컨베이어(12)위에 적충한다. 이 벨트컨베이어(12)는 제 8 도에 표시하는 바와같이, 예를들어 링크기구(24) 및 유아실린더(25)로 위치의 고정 및 높이의 변경이 가능하도록 되어 있다.
또, 상기한 유압실린더(25)의 부착위치는, 링크기구(24)에 부착되어 있지만, 이것에 제한되지 않고, 예를들면 링크기구(24)를 부착하고 있는 기초부와 상하동시키는 벨트컨베이어(12)를 부착하고 있는 상자체를 직접적으로 부착하는 구조이어도 좋다. 제 4 도는, 절단수단 및 지지수단에 사용하는 동력기구를 표시하는 도면으로서, 윗날(9)은 모우터 등의 동력원(14)의 회동을 편심축(15), 로드(16)을 개재하여 윗날(9)에 고정되어 있는 축부(17)에 전달시켜서, 흠(30)에 안내되어 상하로 이동시키고 있다.
또한 도시하지는 않지만 윗날(9)은, 하강시에 아랫날(3)과 적절하게 접촉하고 있을 필요가 있어서, 가이드 등으로 지지되어 상하운동이 가능하도록 되어 있다. 또, 수판(11)은 홈붙이 편심캠(18)의 홈내의 로울러(19)의 이동을 링크기구(20)를 개재시켜 작동레버(21)의 위끝을 전후운동시키고 있다. 이 작동레버(21)의 상부에는 긴구멍(22)을 수판(11)의 옆부분을 절곡시킨 부분에 형성되어 있는 돌기(23)를 수판(11)의 옆부분을 절곡시킨 부분에 형성되어 있는 돌기(23)에 유동가능하게 끼워서, 작동레버(21)의 전후운동을 수판(11)의 진퇴운동으로 변환하고 있다. 상기와 같이 하여, 유연성을 갖는 직포의 시이트(8)을 바늘부착로울러(13)를 통해 이송로울러(2)에 공급하여 소정치수만큼 시이트(8)를 송출한다. 그리고 이송로울러(2)를 벗어난 시이트(8)은 아랫날 홀더(4)에 설치되어 있는 기체분출구멍(5)으로부터의 분출기체에 의하여 부상된다. 이때, 기체분출구멍(5)의 위쪽에는 안내판(6)으로 이루어지는 시이트부상량제어수단이 형성되어 있으므로, 필요이상으로 부상되는 것이 방지되고, 시이트(8)를 절단수단으로 공급한다.
다음에 제 5 도에 표시하는 바와같이, 전기한 이송수단에 의하여 공급된 시이트(8)의 앞끝이 소정치수만큼 아랫날(3)로 부터 나와, 수체(7)에 도달한 직후, 로드(16)는 편심축(15)의 축점(軸点)이 최하점으로 동력원(14)의 회동에 의하여 이동한다. 따라서, 로드(16)의 이동에 따라 축부(17)에 지지된 윗날(9)도, 제 6 도에 표시하는 바와같이 하강하여 시이트(8)를 절단한다. 또, 이 윗날(9)의 하강타이밍은, 전기한 발명의 가장 양호한 형태에서는 제 4 도에 표시하는 동력기구에 의하면, 편심축(15)에 의하여 일정한 주기로 회전하고 있어서, 이송로울러(2)로의 시이트(8)를 공급하는 속도와 로드(16)의 상하속도를 동기(同期)하여 조정할 필요가 있다. 또 상기한 수체(7)에 의하여 시이트(8)의 이동이 정지하며, 시이트(8)은 수판(11)위에 재치되는 형식으로 된다.
이 상태에서 동력원914)가 1/4회전을 더 계속하면 제 13 도, 제 4 도에 표시하는 바와같이 홈붙이 편심캠(18)의 편심한 돌출부분에 로울러(19)가 위치해서, 링크기구(20)을 개재하여 작동레버(21)를 후방으로 요동시키고 있다. 이 작동레버(21)의 상부에는 긴구멍(22)이 형성되어 있고, 이 긴구멍(22)내에 수판(11)의 옆부분을 절곡한 부분에 형성되어 있는 돌기(23)가 유동가능하게 끼워져 있다.
따라서 작동레버(21)의 요동운동이 전후운동으로 변환되어서, 수판(11)이 제 7 도에 표시하는 바와같이 수체(7)의 아래로 후퇴한다. 이때 수판(11)위에 지지되어 있는 절단종료후의 시이트(8)는 수판(11)의 아래에 위치하는 벨트컨베이어(12)위로 낙하한다. 또, 수판(11)과 시이트(8)는 저항이 없는 쪽이 조용히 낙하시킬 수 있다. 따라서 수판(11)은 요철없이 매끄럽게 다듬질되어 있는 것이 좋다.
또, 상기한 예에서는 수판(11)의 이동은 절단수단을 종료후에 후퇴시키고 있는데, 이는 시이트(8)을 수판(11)에 안정시킨 상태로 한 후, 적충하는 편이 보다 깨끗한 적충상태로 할 수 있기 때문이다. 다만, 시이트(8)의 이송로울러(2)로 부터의 공급방향의 이동을 정지할 수 있으면, 비교적 확실한 적충도 가능하다. 따라서, 이 수판(11)의 이동을 전기한 절단수단과 거의 병행하여 행하여도 좋다.
다음에 시이트(8)을 적충시키는 벨트컨베이어(12)의 아랫쪽에는 링크기구(24) 및 유압실린더(25)가 설치되어 있어 유압실린더(25)의 신장에 의하여 링크기구(24)의 교차각도를 바꾸어 벨트컨베이어(12)의 높이위치를 바꾸는 구성으로 되어있다. 이와같이 벨트컨베이어(12)를 상하로 높이를 변경하는 것은, 시이트(8)의 벨트컨베이어(12)로의 낙하량이 적은 쪽이 절단된 시이트(8)가 절곡되거나 또는 위치가 벗어나거나 하는 것이 적어지기 때문이다. 따라서 절단된 시이트(8)의 수가 적을 때에는, 벨트컨베이어(12)를 윗쪽으로 위치시키고, 적재수가 증가함에 따라 벨트컨베이어(12)를 아래로 이동시켜 시이트(8)의 낙하량을 거의 일정하게하여 적충시켜서, 적충상태를 보다 양호하게 하고 있다.
벨트컨베이어(12)를 하강시키는 제어로서는 윗날(9)의 상하운동의 횟수를 계측해서, 이것에 연동시켜 벨트컨베이어(12)를 하강하는 것을 생각할 수 있지만, 특히 이 제어에 대하여는 한정하지 않는다. 또, 상기한 바와같이 적충된 시이트(8)는 벨트컨베이어(12)를 작동시켜 절단된 제품을, 끈 매듭처리를 하는 등하여, 포장을 한다.
또, 시이트(8)의 폭을 변경하는 경우에는, 나사(26)를 늦추어 조절레버(33)를 긴구멍(32)을 따라서 조절하고, 수체(7)을 소망의 위로하여 소정치로 결정한 후, 나사체결을 행한다. 다만 이 상태에서 절단작업을 행하면, 전기한 바와같이 윗날(9)의 절단타이밍은 조정전의 상태로 상하운동을 하여 절단폭의 변경이 가능하지 않게 된다. 따라서 이 경우에는, 이송로울러(2)의 치차기구등에 의하여 속도의 변경을 함으로서 대처하거나, 혹은 윗날(9), 수판(11)의 동력원을 이송로울러(2)와는 별도로 설치하고, 이 동력원(14)을 파워엘렉트로닉스 등으로 가변제어가능하게 하여 윗날(9)의 상하타이밍의 변경을 시이트(8)이 수체(7)에 맞닿는 타이밍을 빛, 정전(靜電), 접촉 등의 각종 센서를 수체(7)에 설치하여, 이것으로 시이트(8)의 위치를 검지하여 동력원을 작동시켜 행할 수도 있다.
[산업상의 이용가능성]
본 발명의 유연성직포의 시이트커터장치는, 유연성있게 신축하는 재단제품에 있어서, 특히 짧은 폭으로 재단하는 경우의 절단에 최적하며, 그리고 절단된 직포의 시이트를 가지런한 형태로 적충시키고자 할 때에 적합하다.
Claims (1)
- 기대(1)에 이송로울러(2)를 설치함과 아울러, 이송로울러의 전방에 윗날(9)과 아랫날(3)을 상하운동 자재하게 설치하고, 이송로울러와 윗날과 아랫날과의 사이의 유연성시이트(8)가 통과하는 통로에 시이트를 부상시키도록 위쪽을 향해 기체를 분출하는 기체분출구멍(5)과, 시이트가 필요이상으로 부상하지 않도록 기체분출구멍의 위쪽에 적당한 간격을 두고 안내판(6)을 설치해서, 이송로울러에 의해 송출되는 시이트를 기체분출구멍으로 부터의 기체에 의해 부상시키면서 전방의 윗날과 아랫날 사이로 보냄과 아울러, 윗날과 아랫날의 전방에 기대(1)에 일정한 치수로 치수조정가능한 수체(7)를 설치해서, 시이트의 앞끝이 수체에 도달했을 때, 아랫날과 윗날에 의해 시이트를 재단시킴과 동시에 재단된 시이트를 받아내는 수판(11)을 수체의 아래쪽에 진퇴자재하게 설치한 것을 특징으로 하는 유연성 직포의 시이트커터장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP62041289A JPS63212492A (ja) | 1987-02-26 | 1987-02-26 | 柔軟性織布のシ−トカツタ−装置 |
| JP??62-41289 | 1987-02-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR930010151B1 true KR930010151B1 (ko) | 1993-10-15 |
Family
ID=12604289
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880701312A KR930010151B1 (ko) | 1987-02-26 | 1988-02-24 | 유연성직포의 시이트커터장치 |
| KR1019880701312A KR890700445A (ko) | 1987-02-26 | 1988-10-19 | 유연성직포의 시이트커터장치 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880701312A KR890700445A (ko) | 1987-02-26 | 1988-10-19 | 유연성직포의 시이트커터장치 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPS63212492A (ko) |
| KR (2) | KR930010151B1 (ko) |
| CN (1) | CN1014332B (ko) |
| WO (1) | WO1988006512A1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1094818C (zh) * | 1997-04-30 | 2002-11-27 | 大兴株式会社 | 环状坯料之制造装置 |
| CN1094819C (zh) * | 1997-04-30 | 2002-11-27 | 大兴株式会社 | 环状坯料之制造装置 |
| CN1312022C (zh) * | 2005-02-28 | 2007-04-25 | 许志岗 | 一种分切机上的浮动辊装置 |
| CN102180370A (zh) * | 2011-04-09 | 2011-09-14 | 台州拓卡奔马机电科技有限公司 | 一种传送式的铺布桌 |
| CN103240915B (zh) * | 2013-05-15 | 2015-04-08 | 常州市恒成塑料机械有限公司 | 用于方底阀口袋制作的塑料编织筒布横切和输送装置 |
| CN103264412A (zh) * | 2013-05-16 | 2013-08-28 | 吴鸣寰 | 一种笔头自动切料机 |
| CN106335092B (zh) * | 2016-08-27 | 2018-06-05 | 陈洋 | 一种家居用照片精细裁剪装置 |
| CN109505108A (zh) * | 2018-12-26 | 2019-03-22 | 苏州市好迪医疗器械有限公司 | 一种袖口裁切机 |
| CN111607951A (zh) * | 2020-04-10 | 2020-09-01 | 曾凡洪 | 一种快速裁切器 |
| CN111923137B (zh) * | 2020-07-21 | 2022-04-05 | 浙江华洋休闲用品有限公司 | 一种纺织用高弹丝回收切割装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4524329Y1 (ko) * | 1966-06-30 | 1970-09-25 | ||
| JPS5390084A (en) * | 1977-01-18 | 1978-08-08 | Rengo Co Ltd | Slitter scorer device |
| JPS5653950Y2 (ko) * | 1977-11-22 | 1981-12-16 | ||
| JPS5993817U (ja) * | 1982-12-17 | 1984-06-26 | 三和シヤツタ−工業株式会社 | シヤ−リングマシンの被切断物受装置 |
| JPS6094499U (ja) * | 1983-12-05 | 1985-06-27 | 村岡 耕一 | 打抜用紙分離機の仕分け装置 |
-
1987
- 1987-02-26 JP JP62041289A patent/JPS63212492A/ja active Granted
-
1988
- 1988-02-24 WO PCT/JP1988/000192 patent/WO1988006512A1/ja unknown
- 1988-02-24 KR KR1019880701312A patent/KR930010151B1/ko active
- 1988-02-26 CN CN88100944A patent/CN1014332B/zh not_active Expired
- 1988-10-19 KR KR1019880701312A patent/KR890700445A/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| WO1988006512A1 (en) | 1988-09-07 |
| CN88100944A (zh) | 1988-10-26 |
| CN1014332B (zh) | 1991-10-16 |
| JPS63212492A (ja) | 1988-09-05 |
| KR890700445A (ko) | 1989-04-24 |
| JPH0450158B2 (ko) | 1992-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR0146920B1 (ko) | 화장지등의 작은 로울의 형성을 위해 절단기와 결합된 트림제거장치 | |
| US4382593A (en) | Vacuum document feeder | |
| KR930010151B1 (ko) | 유연성직포의 시이트커터장치 | |
| US4512562A (en) | Feeder table with photo-scan controlled belt motor | |
| US3848757A (en) | Sorting and stacking of food slices | |
| RU2365535C2 (ru) | Способ и устройство для подачи листов одного за другим из стопки листов | |
| US3406966A (en) | Machines for stacking flexible sheets | |
| US4519595A (en) | Apparatus for unwinding fabric from a roll | |
| EP0668231A2 (en) | Apparatus and method for feeding fabric covering sheet into cutting machine | |
| KR860001631B1 (ko) | 연속하여 흐르는 절단종이 시트를 감속하는 장치 및 방법 | |
| US4825622A (en) | Apparatus for selecting and feeding web material | |
| GB2073696A (en) | Packaging apparatus | |
| US6223500B1 (en) | Apparatus and method for wrapping compressible articles with a web-like wrapping material | |
| US5535573A (en) | Apparatus (blank unit) for feeding blanks to an article which is to be wrapped | |
| JPH04223891A (ja) | ジグザグに折畳んだエンドレス用紙リボンの分割装置 | |
| JP4364830B2 (ja) | シート材供給裁断装置 | |
| JPH01156262A (ja) | 台上を水平方向に送られる物品を包装するためロール巻き包装材料の所定長を切り取る装置 | |
| JP5696313B2 (ja) | フライング式枚葉加工装置及びこれを用いるシート加工装置 | |
| US6010300A (en) | Stacker | |
| JP4371358B2 (ja) | 布類供給方法および装置 | |
| SE439623B (sv) | Anordning for att bilda en foljd av varandra underlappande ark | |
| JP4294031B2 (ja) | ロールフィーダ | |
| JP2950167B2 (ja) | 被嵌装物への筒状フィルム嵌装装置及び方法 | |
| JP5060433B2 (ja) | 生地搬送装置 | |
| JPS62146833A (ja) | 印刷紙供給装置 |