KR930000800B1 - 긴부재의 자동 공급장치 - Google Patents
긴부재의 자동 공급장치 Download PDFInfo
- Publication number
- KR930000800B1 KR930000800B1 KR1019890004961A KR890004961A KR930000800B1 KR 930000800 B1 KR930000800 B1 KR 930000800B1 KR 1019890004961 A KR1019890004961 A KR 1019890004961A KR 890004961 A KR890004961 A KR 890004961A KR 930000800 B1 KR930000800 B1 KR 930000800B1
- Authority
- KR
- South Korea
- Prior art keywords
- disc
- notch
- long
- rollers
- feeding device
- Prior art date
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G61/00—Use of pick-up or transfer devices or of manipulators for stacking or de-stacking articles not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
- B65G47/12—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles
- B65G47/14—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding
- B65G47/1407—Devices for feeding articles or materials to conveyors for feeding articles from disorderly-arranged article piles or from loose assemblages of articles arranging or orientating the articles by mechanical or pneumatic means during feeding the articles being fed from a container, e.g. a bowl
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
Abstract
내용 없음.
Description
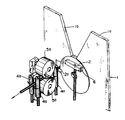
제1도는 본 발명의 일 실시예를 도시한 긴부재를 자동으로 공급하는 장치의 사시도.
제2도-제4도는 각각 제1도 및 제7도에 도시된 장치의 작동상태를 도시한 설명도.
제5도 및 제6도는 각각 변형된 실시예를 도시한 사시도.
제7도는 제1도의 장치를 전체적으로 도시한 사시도.
* 도면의 주요부분에 대한 부호의 설명
1 : 호퍼 2 : 원판
2a,2a' : 노치 3 : 긴부재
4a,4a' : 이동로울러 4b,4b' : 고정로울러
5a,5a' : 구동 드럼로울러 5b,5b' : 자유 드럼로울러
6 : 푸싱로드 7 : 탐침
8 : 가이드
본 발명은 호퍼(hopper)에 공급되는 소직경의 금속관, 봉 등의 긴부재 다발로부터 긴부재를 하나씩 집어내어, 그 선단부터 교정기 등의 후속가공장소까지 자동으로 이송(공급)시키는 장치에 관한 것이다.
지금까지 50-100개의 긴부재 다발(그 긴부재의 직경이 20㎜이하)로 부터 긴부재를 하나씩 자동으로 집어내기 위한 장치가 제공되어 왔으나, 종래의 장치는 긴부재 다발로 부터 하나의 부재를 집어내기 위해 한정적으로 사용되어 왔다.
가령, 굽은 긴부재들은 포함하는 긴부재 다발로 부터 하나의 긴부재를 집어낼때 어려움이 있었는데, 그 이유는 굽은 긴부재들이 다발내에서 부재들을 서로 얽히게 하며 그러한 얽힘이 다발에서 하나의 긴부재가 자동으로 꺼내지는 것을 방해하기 때문이었다.
7㎜이상의 길이를 가지며 굽은 긴부재들을 포함하는 긴부재 다발에 쓰이는 종래의 공급장치의 사용에 있어서는, 각각의 장치에 대하여 작업자가 배치되어서 긴부재들이 얽힐때마다 손수 그 긴부재다발로 부터 하나의 긴부재를 집어내도록 하며 항상 그 장치의 작동이 원활한가를 주목해야 하는 번거로움이 있었으며 또한, 종래의 장치에서는 그 긴부재를 후속가공 장소로 이송시킬때에도 수작업을 필요로 하였다.
따라서, 본 발명에서는 이러한 단점을 해결하기 위하여 굽은 부재를 포함하는 긴부재 다발로 부터 긴부재를 하나씩 자동으로 집어내어 후속 가공장소로 공급하기 위한 장치를 제공하고자 한다.
본 장치는 V형 절개부를 갖는 전면벽, 후면벽 및 개방 바닥부가 형성된 호퍼 (hopper)와 ; 긴부재 다발의 선단이 전면벽의 V-형 절개로부터 돌출하도록 긴부재 다발이 호퍼내로 적재될때 V-형 절개부로부터 돌출하도록 긴부재 다발이 호퍼내로 적재될때 V-형 절개부의 최저 위치에 놓이는 하나의 긴부재를 수용할 수 있는 하나 이상의 노치를 구비하며, 상기 노치에 끼워진 하나의 긴부재를 측방향으로 이동시키기 위하여 시계방향 또는 반시계방향으로 90°회전하는 원판과 ; 이동된 긴부재를 노치로 부터 분리되게 하고 동일한 측방향으로 이동시키는 다수의 로울러와 ; 이동된 긴부재를 파지하여 후속 가공장소로 공급하는 상하로 이동가능한 한쌍의 드럼 로울러로 구성된다. 본 장치는 또한, 하나의 긴부재가 원판의 노치로 원활하게 이송되도록 하기 위하여 다발로 서로 얽혀진 긴 부재를 풀 수 있도록 긴 부재 다발을 상호로 밀어내기 위한 수단인 푸싱 (pushing)로드와, 이 푸싱로드와 상호 연결되어 노치에 하나의 긴부재가 실려 있지 않은 상태에서의 원판의 회전을 감지하기 위한 센서수단이 제공될 수 있다. 이외에도, 본 발명의 원판에는 그 둘레의 원판표면에 서로 직각을 이루며 배치된 4개의 노치가 제공될 수 있다. 이 경우에, 그 원판은 시계방향 및 반시계방향중 어느 한 방향으로만 회전한다.
이하 본 발명에 따른 장치의 작동에 대해 설명한다.
긴부재 다발이, 그 선단부가 V-형 절개부로 부터 전방(이송방향)으로 돌출되도록 호퍼에 공급될때, V-형 절개부의 최저부에 위치하는 하나의 긴부재는 원판의 노치에 끼워지게 된다. 그후 원판은 대략 90°의 각도만큼 반시계 방향 또는 시계방향으로 회전되어서 그 원판의 회전방향을 따라 하나의 긴부재를 이동시킨다. 그렇게 이동된 하나의 부재는 이동로울러에 의해 노치로 분리되고 또한 측방향으로 이동된다. 이동된 하나의 부재는 후속 가공장소로 부재를 공급하는 상하로 이동가능한 한쌍의 드럼로울러와 이동, 고정 로울러들에 의해 맞물려진다. 대략 T-형인 푸싱로드는 호퍼에 있는 긴부재 다발을 상하로 밀어내어 다발에 포함된 굽은 긴부재에 의해 서로 얽혀있기 쉬운 부재들을 풀게 되므로 원판의 노치까지 하나의 부재를 원활하게 이송할 수 있게 된다.
센서수단은 원판의 노치에 하나의 부재가 실리지 않은 상태에서 원판이 회전 하는가를 감지하기 위해 푸싱로드와 상호 연결된다.
이와같이, 긴부재는 차례차례로 다음 가공장소로 자동공급될 수 있다.
이하에서는 첨부도면을 참고로 하여 본 발명을 설명하고자 한다.
제1도에서, 번호(1)은 전면벽(1a), 후면벽(도시하지 않음) 및 개구형 저부가 형성된 호퍼를 나타낸다. 전면벽(1a)에는 V-형 절개부(1b)가 구비되고 후면벽에는 그 상부에 오목부(recess)가 제공된다. 그 오목부의 평탄한 하부는 V-형 절개부(1b)의 최하부보다 더 낮은 위치에 있다.
번호(2)는 호퍼(1)의 전면벽(1a)의 V-형 절개부(1b) 앞에 제공된 원판을 나타낸다. 번호(3)은 20㎜이하의 직경을 갖는 가령 얇은 금속관과 같은 긴부재 다발을 나타낸다. 부재다발(3)은 도시된 바와같이 그 선단이 전면벽으로 부터 돌출되도록 호퍼(1)에 적재된다.
원판(2)는 90°의 회전각으로 반시계방향 또는 시계방향으로 회전하고 그 원주부에 하나의 긴부재(3)의 선단을 수용하는 노치(2a)가 제공된다. 원판(2)의 비작동상태에서, 노치(2a)는 전면벽(1a)에 있는 V-형 노치(1b)의 최저부와 일치하는 위치에 놓여진다.
제1도 및 제5도에서 번호(4a,4a')는 측방향으로 왕복가능하며 각각 수직 회전축을 구비한 이동 로울러이고, 번호(4b,4b')는 이동로울러(4a,4a')와 쌍을 이루며 또한 각각 수직 회전축을 구비한 고정 로울러이다.
제2도에 도시된 바와같이, 원판(2)가 노치(2a)에 끼워진 하나의 긴부재(3)과 함게 반시계방향으로 90°만큼 회전할대, 이동로울러(4a)는 노치(2a)로부터 긴부재( 3)을 분리시키기 위하여 긴부재(3)을 향하여 이동되고 긴부재(3)을 고정 로울러( 4b,4b')와 접촉시키며 다음에 설명될 한쌍의 드럼로울러(5a,5b)의 폭내에 위치시킨다 (제3도 참조). 한쌍의 드럼로울러는 구동 드럼로울러(5a) 및 그 구동 드럼로울러(5a)와 동일한 폭을 가지며 구동 드럼로울러(5a)에 마주보게 배치된 자유 드럼로울러(5b)로 구성된다.
로울러(4a) 및 (4b)에 의한 작동이 종료될때, 자유 드럼로울러(5b)는 구동 드럼로울러(5a)의 상승과 동시에 하강하여 이들 사이에 긴부재(3)을 맞물어서 파지하여 제4도에 도시한 바와같이 그 긴부재를 후속 가공장소로 공급한다.
푸싱수단 및 센서수단은 제6도를 참고하여 설명하고자 한다.
제6도에 도시한 실시예에서, 푸싱수단은 대략 T-형 푸싱로드(6)으로 형성되고, 센서수단은 리미트(linit)스위치의 탐침(7)로 구성된다.
긴부재의 다발이 굽혀진 부재들을 포함하는 경우에, 긴부재들은 다발내에서 서로 얽혀지기 쉽다. 긴부재들이 서로 얽혀짐으로 인해 그 긴부재의 다발이 호퍼로 공급되어도 긴부재가 하나씩 원판의 호퍼에 끼워지는 것이 방해되는 수가 있다. 그 경우에 원판은 노치에 긴부재가 실려짐이 없이 회전하게 된다. T-형 푸싱로드(6)은 긴부재가 얽혀진 것을 풀기 위해 호퍼에 있는 긴부재의 다발을 상하로 이동시키게 된다.
필요에 따라, 탐침(7)은 하나의 긴부재가 원판(2)의 노치(2a)에 끼워져 있는가를 감지할 수 있도록 푸싱로드(6)과 상호 연결될 수 있으며, 만일 부재가 끼워져 있지 않은 경우라면, 푸싱로드에 신호를 전달하여 호퍼(1)에 있는 긴부재 다발을 상하로 밀어내기 시작하여 원판(2)가 노치(2a)에 긴부재를 적재하지 않고 회전하는 것을 방지하며, 후속 가공장소까지 긴부재의 효율적인 이송작업을 제공한다. 전술한 설명은 원판( 2)가 대략 90°로 회전되고, 로울러(4a,4b) 구동 드럼로울러(5a) 및 자유 드럼로울러 (5b)가 호퍼(1)의 어느 한쪽에 제공되는 실시예에 관한 것이다.
이러한 로울러(4a,4b) 구동 드럼 로울러(5a) 및 자유 드럼로울러(5b)는 호퍼 (1)의 양측에, 좀더 명확히 말하자면 제5도에 도시된 바와같이, 원판(2)의 회전축의 양측에 대칭으로 배치될 수 있으며, 이를 명확히 나타내기 위해 로울러(5a',5b')의 지지폴은 생략하였다.
제5도에서, 원판(2)에는 그 원주부의 표면상에 서로 직각을 이루며 배치된 두개의 노치(2a,2a')가 제공되고, 이동로울러(4a) 및 고정로울러(4b)와 이동 로울러(4a') 및 고정로울러(4b')는 원판(2)의 회전축에 대해 상호 대칭이며, 구동드럼로울러(5a) 및 자유 드럼로울러(5b)와 구동 드럼로울러(5a') 및 자유 드럼로울러(5b')도 역시 원판 (2)의 회전축에 대해 상호 대칭이다. 제5도에 도시된 구조에서, 원판(2)의 노치(2a)에 적재되는 긴부재(3)은 원판(2)의 반시계회전에 의해 제2도에 도시된 바와같은 위치로 이송되며, 그후 노치로 부터 분리되고 로울러(4a,4b) 및 드럼로울러(5a,5b)에 의해 맞물려서 후속 가공장소로 공급된다. 이때에 원판(2)의 다른 노치(2a')는 다른 긴부재( 3')를 받아들이도록 제1도에서와 같은 위치에 있게된다. 긴부재(3')는 원판(2)의 시계방향 회전에 의해 제5도의 우측에 도시된 위치로 이송되고, 한쌍의 이동로울러(4a')에 의해 노치(2a')에서 분리된 후 이동 및 고정로울러(4a',4b')와 드럼로울러(5a',5b')에 의해 맞물려서 후속 가공장소로 공급된다.
이후, 원판(2)가 반시계방향으로 90°회전되어 노치(2a')가 제5도에 도시한 바와같은 최초의 위치로 복귀함에 따라, 새로운 긴부재가 노치(2a)에 의해 반시계 방향의 위치로 이송되며 노치(2a')는 또다른 새로운 긴부재를 수용하게 된다.
또한, 제5도에 도시한 두개의 노치를 갖는 원판대신에 제1도 내지 제4도에 도시한 하나의 노치(2a)만을 구비한 원판이 제5도에 도시된 로울러의 배치에 적용될 수 있다. 이 경우에 노치(2a)에 위치하는 긴부재는 원판의 시계방향 또는 반시계방향의 회전에 의해 90°의 각 회전으로 180°까지 이동될 수 있어서, 그 긴부재는 두개의 노치를 갖는 원판의 경우에서처럼 후속 가공장소로 효율적으로 이송될 수 있다.
한편 제7도는 본 발명의 긴부재 자동 공급장치의 전체 사시도로서, 이는 본 발명에 대한 이해를 더욱 증진시키기 위하여 제1도에 도시한 장치를 보다 구체적으로 도시한 것이다.
제2도 내지 제6도에서는 도면을 간단하게 하기 위하여, 긴부재가 다음 가공장소로 이송되는 것을 용이하게 하는 트럼펫형 주입구를 구비한 제1도 및 제7도에 도시된 바와 같은 가이드(8)을 생략하였다.
또한, 전술한 바와같은 두개의 노치를 구비한 원판에 대하여 선택적으로 원판 (2)에는 그 원주부의 표면상에서 인접노치들과 직각을 이루며 배열되는 4개의 노치가 제공될 수 있다. 이 경우에, 원판(2)는 반시계방향 또는 시계방향으로 360°회전될 수 있다.
본 발명의 장치는 만일 각각의 부재의 직경이 노치의 치수에 적합하다면, 직경이 서로 다른 긴부재에도 사용될 수 있다.
전술한 바로 이해될 수 있는 바와같이, 본 발명에서는 설령 긴부재가 굽은 것이라해도 호퍼에 공급된 긴 부재가 자동으로 정확하게 떨어질 수 있고, 이는 차례로 후속 가공장소까지 원활하게 이송된다. 결국 작업자가 항시 기계를 감시하는 것이 불필요하기 때문에 한사람 작업자가 다수의 기계를 작동시킬 수 있다.
Claims (9)
- 긴부재를 후속 가공장소까지 자동으로 공급하는 장치에 있어서, V-형 절개 부(1b)를 구비한 호퍼(1)과 : 상기호퍼에 공급된 긴부재 다발(3)의 최저 위치에서 하나의 긴부재를 수용하기 적합한 치수를 갖는 노치를 구비하며, 상기 하나의 긴부재를 이송하기 위해 각회전으로 회전되는 원판(2)와 ; 상기 노치에 의해 이송된 상기하나의 긴부재를 노치로 부터 분리해 내고 이 긴부재를 측방향으로 이동시키는 다수의 로울러 수단 및 ; 측방향으로 이동된 상기 하나의 긴부재를 맞물어서 후속 가공장소로 공급하기 위한 공급수단을 구비하는 것을 특징으로 하는 긴부재의 자동 공급 장치.
- 제1항에 있어서, 상기 긴부재 다발을 상하로 밀어내기 위한 푸싱수단을 추가로 구비하는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제2항에 있어서, 상기 푸싱수단은 T-형 푸싱로드(6)으로 구성되는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제2항에 있어서, 상기 푸싱수단은 상기 원판의 노치에 긴부재가 실리지 않은 상태에서 상기 원판이 공회전 하는 것을 감지하기 위한 센서수단과 상호 연결되고, 상기 센서수단은 상기 긴부재의 회전경로중에 배치되는 리미트 스위치의 탐침(7)로 구성되는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제1항에 또는 제2항에 있어서, 상기 원판(2)는 상기 V-형 절개부의 바닥부를 시점으로 하여 90°의 각 회전으로 시계방향과 반시계 방향중 어느 한 방향으로 회전하는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제1항 또는 제2항에 있어서, 상기 원판(2)는 상기 V-형 절개부의 바닥부를 시점으로하여 90°의 각 회전으로 시계방향 및 반시계방향의 양방향으로 회전하는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제1항 또는 제2항에 있어서, 상기 원판(2)에는 그 원주부의 표면상에서 서로 직각을 이루며 배치되는 4개의 노치가 구비되는 것을 특징으로하는 기눕재의 자동 공급 장치.
- 제1항에 있어서, 상기 로울러 수단은 수직 중심축을 구비한 두개 이상의 고정 구동 로울러와, 수직중심축을 구비하며 측방향으로 이동가능한 두개 이상의 이동로울러로 구성되는 것을 특징으로하는 긴부재의 자동 공급 장치.
- 제1항에 있어서, 상기 공급 수단은 수평 중심축을 갖는 로울러들로 구성되며, 상기 로울러들은 서로 대하여 상하로 이동되는 것을 특징으로하는 긴부재의 자동 공급 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP63-92342 | 1988-04-14 | ||
| JP9234288 | 1988-04-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890015942A KR890015942A (ko) | 1989-11-27 |
| KR930000800B1 true KR930000800B1 (ko) | 1993-02-05 |
Family
ID=14051722
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019890004961A KR930000800B1 (ko) | 1988-04-14 | 1989-04-14 | 긴부재의 자동 공급장치 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4997334A (ko) |
| KR (1) | KR930000800B1 (ko) |
| DE (1) | DE3912127A1 (ko) |
| GB (1) | GB2217312B (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4027930A1 (de) * | 1990-09-04 | 1992-03-05 | Fraunhofer Ges Forschung | Einrichtung zum speichern und vereinzeln von teilen |
| ES2086252B1 (es) * | 1991-07-30 | 1997-02-01 | Balcells Octavi Castells | Alimentador para telares formadores de cañizo. |
| DE4202710C2 (de) * | 1992-01-31 | 1994-12-15 | Fraunhofer Ges Forschung | Vorrichtung zum selbsttätigen Vereinzeln und Zuführen von geraden und gekrümmten Rundmaterialstücken |
| AT397628B (de) * | 1992-10-12 | 1994-05-25 | Hinterleitner Johann Paul | Vorrichtung zum zuführen von im wesentlichen parallel ausgerichtetem schilfrohr zu einer schilfrohrverarbeitungsmaschine, beispielsweise einer maschine für die herstellung von schilfrohrmatten |
| US6105955A (en) * | 1998-04-29 | 2000-08-22 | Kansa Corporation | Feeder structure and receiving wheel for high speed inserter |
| JP4136127B2 (ja) * | 1998-10-30 | 2008-08-20 | 株式会社アルプスツール | 棒材取出し装置 |
| US7234911B2 (en) * | 2004-11-30 | 2007-06-26 | Krb Machinery Co. | Method and machine for separating profiled elements |
| CN101537924B (zh) * | 2009-04-10 | 2011-05-04 | 游振隆 | 储存送料装置 |
| CN104891141B (zh) * | 2015-06-10 | 2017-08-01 | 上海普朔自动化有限公司 | 一种圆棒产品自动落料装置的使用方法 |
| CN112374093B (zh) * | 2020-11-02 | 2022-02-25 | 无锡范尼韦尔工程有限公司 | 一种棒料自动加载装置的加载方法及棒料自动加载装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US693342A (en) * | 1899-05-29 | 1902-02-11 | George T Warwick | Machine for making metallic spokes, &c. |
| GB649266A (en) * | 1947-12-03 | 1951-01-24 | Omes Ltd | Improvements in or relating to automatic workpiece feeding devices |
| DE952858C (de) * | 1954-09-24 | 1956-11-22 | Th Calow & Co | Verfahren zum Zufuehren von stangenfoermigem Material zu einer Schaelmaschine |
| GB835921A (en) * | 1957-02-21 | 1960-05-25 | Gen Electric Co Ltd | Improvements in or relating to apparatus for feeding lamp filament leads and like articles |
| DE1167783B (de) * | 1960-08-12 | 1964-04-16 | Baustahlgewebe Gmbh | Laengsstabzufuehrungseinrichtung fuer Drahtmatten-Schweissmaschinen |
| CH399880A (de) * | 1961-12-04 | 1965-09-30 | Landis & Gyr Ag | Achsenrichtmaschine |
| US3151747A (en) * | 1962-02-06 | 1964-10-06 | Mannesman Meer Inc | Bundle separator |
| CH391633A (de) * | 1962-02-09 | 1965-05-15 | Schlatter Ag | Verfahren zum Herauslösen einzelner Drähte aus einem Drahtbündel und Einrichtung zur Durchführung des Verfahrens |
| DE1262889B (de) * | 1962-02-09 | 1968-03-07 | Schlatter Ag | Vorrichtung zum Herausloesen von einzelnen Draehten aus einer Vielzahl von ungeordnet aufgeschichteten Draehten |
| US3245135A (en) * | 1963-06-14 | 1966-04-12 | Kent Mfg Corp | Automatic wire handling device |
| US4116597A (en) * | 1976-07-29 | 1978-09-26 | Acorn Building Components, Inc. | Apparatus for feeding elongated extrusions |
| DE2943769A1 (de) * | 1979-10-30 | 1981-05-14 | Rigobert Dipl.-Ing. 5000 Köln Schwarze | Vorrichtung und steuerung zur entnahme einzelner rohre aus einem vorratsbehaelter |
| DE3212228C1 (de) * | 1982-03-30 | 1984-01-05 | Hans-Joachim 1000 Berlin Dichter | Vorrichtung zum Beschicken von Glasbearbeitungsmaschinen mit Glasrohren |
| DE3405138A1 (de) * | 1984-02-14 | 1985-08-22 | Babcock Textilmaschinen GmbH, 2105 Seevetal | Vorrichtung zur entnahme von papphuelsen aus einem stapel |
-
1989
- 1989-04-04 US US07/333,437 patent/US4997334A/en not_active Expired - Lifetime
- 1989-04-11 GB GB8908122A patent/GB2217312B/en not_active Expired - Lifetime
- 1989-04-13 DE DE3912127A patent/DE3912127A1/de active Granted
- 1989-04-14 KR KR1019890004961A patent/KR930000800B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE3912127C2 (ko) | 1993-05-13 |
| GB2217312B (en) | 1992-02-05 |
| DE3912127A1 (de) | 1989-11-02 |
| US4997334A (en) | 1991-03-05 |
| GB8908122D0 (en) | 1989-05-24 |
| GB2217312A (en) | 1989-10-25 |
| KR890015942A (ko) | 1989-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR930000800B1 (ko) | 긴부재의 자동 공급장치 | |
| KR910006405B1 (ko) | 컨베이어상의 보빈 취출장치 | |
| US5033623A (en) | Method and apparatus for associating information with a textile package | |
| US3945580A (en) | Wire-winding machine | |
| UA46789C2 (uk) | Спосіб спрямовування на заправку розірваного волокна для намотування на котушку | |
| US5454900A (en) | Detaping apparatus | |
| JPH055602B2 (ko) | ||
| SE8302933D0 (sv) | Matningsforrad for borrstenger i en langhalsborranordning | |
| US4561178A (en) | Apparatus for installing connectors on flat cable having automatic connector delivery system and selective orientation feature for the connectors | |
| US6076763A (en) | Reel feeding method and device | |
| US4161269A (en) | Web clamp | |
| JPH07272816A (ja) | 自動結線装置用ケーブル送出し装置 | |
| US3389866A (en) | Method of operation of an automatic spool machine, in particular a crossspool automatic winding machine | |
| KR20190143560A (ko) | 시험관 자동정렬 라벨 부착 장치 | |
| ITMI951703A1 (it) | Cilindro scaricatore automatico per macchine tessili | |
| EP0472801A1 (en) | Process and apparatus for finding one end of a magnetic tape wound onto a reel in automatic cassette loading machines | |
| JP2724495B2 (ja) | 長尺材の自動供給装置 | |
| EP0618499B1 (en) | Leader-card storage unit and leader-card storage assembly | |
| US5363638A (en) | Method of handling a wound bobbin on open-end spinning machines and a device for carrying out the method | |
| JP2894295B2 (ja) | パッケージ移載装置 | |
| SU745842A1 (ru) | Устройство дл ориентированной подачи пр дильных початков | |
| KR840000721Y1 (ko) | 보빈이상자세 검지장치 | |
| JPH057263Y2 (ko) | ||
| SU1058549A1 (ru) | Устройство дл нанизывани бараночных изделий на шпагат | |
| US4193558A (en) | Continuous web supply apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E601 | Decision to refuse application | ||
| E902 | Notification of reason for refusal | ||
| J2X1 | Appeal (before the patent court) |
Free format text: APPEAL AGAINST DECISION TO DECLINE REFUSAL |
|
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20070206 Year of fee payment: 15 |
|
| LAPS | Lapse due to unpaid annual fee |