KR910005553B1 - 광학소자의 성형방법 및 그 장치 - Google Patents
광학소자의 성형방법 및 그 장치 Download PDFInfo
- Publication number
- KR910005553B1 KR910005553B1 KR1019880016966A KR880016966A KR910005553B1 KR 910005553 B1 KR910005553 B1 KR 910005553B1 KR 1019880016966 A KR1019880016966 A KR 1019880016966A KR 880016966 A KR880016966 A KR 880016966A KR 910005553 B1 KR910005553 B1 KR 910005553B1
- Authority
- KR
- South Korea
- Prior art keywords
- cavity
- light
- lens
- ring
- light source
- Prior art date
Links
Images









Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/22—Component parts, details or accessories; Auxiliary operations
- B29C39/40—Compensating volume change, e.g. retraction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0888—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using transparant moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/005—Compensating volume or shape change during moulding, in general
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D11/00—Producing optical elements, e.g. lenses or prisms
- B29D11/00009—Production of simple or compound lenses
- B29D11/00432—Auxiliary operations, e.g. machines for filling the moulds
- B29D11/00442—Curing the lens material
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B3/00—Simple or compound lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0838—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using laser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0002—Condition, form or state of moulded material or of the material to be shaped monomers or prepolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0016—Lenses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/808—Lens mold
Abstract
내용 없음.
Description
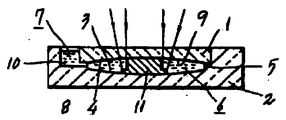
제1도는 본 발명의 일실시예의 금형부분을 도시한 단면도.
제2도는 제1도의 부분단면도.
제3도, 제4도는 제2도의 부분단면도.
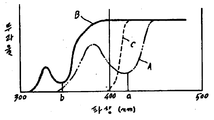
제5도는 플라스틱렌즈 재료와 광중합개시제의 분광투과특성을 나타낸 그래프.
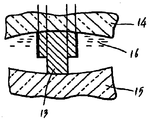
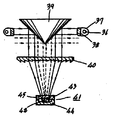
제6도는 본 발명의 다른 실시예의 금형부분을 도시한 부분단면도.
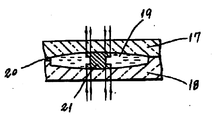
제7도는 또 다른 실시예의 금형부분을 도시한 부분단면도.
제8도는 본 발명의 일실시예의 있어서의 플라스틱렌즈 성형장치의 부분단면도.
제9도는 제8도의 일부를 개량한 실시예의 부분단면도.
제10도, 제11도, 제12도, 제13도는 각각 본 발명의 다른 실시예에 있어서의 플라스틱렌즈 성형장치의 부분단면도.
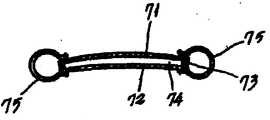
제14도는 종래 안경용 플라스틱렌즈 성형법의 단면도.
제15도는 다른 종래예의 단면도.
*도면의 주요부분에 대한 부호의 설명
1, 14, 17 : 상부금형 2, 15, 18 : 하부금형
6, 28, 42, 50, 53, 67 : 캐비티 22, 41, 49, 52 : 금형
45, 60, 70 : 주입구멍 9, 16, 19 : 미경화액
23, 36 : 고압수은등 39 : 원추형상의 거울
40 : 프레이넬렌즈 46, 51, 61 : He-Cd 레이저 조사장치
48 : 렌즈 56, 62 : 비임
본 발명은 렌즈, 프리즘 등의 광학소자의 제조방법 및 장치에 관한 것으로, 특히 중합공정을 포함한 플라스틱 광학소자의 제조방법 및 장치에 관한 것이다.
플라스틱렌즈에는 크게 나눠서 2종류 있으며, 하나는 열가소성 폴리머의 렌즈로, PMMA, 폴리카아보네이트, 폴리스티렌, 폴리아크릴로 니트릴-스티렌 공중합체 등의 재질이 자주 사용되고 있다. 이들 재질의 성형에는, 압축성형, 사출성형, 사출압축성형 등이 사용되고, 원리적으로는 가열용융하여 렌즈형상으로 대응한 캐비티를 따라서 가공하고, 또한 압력을 가하여 냉각에 따른 수축분을 체적탄성을 이용하여 고온시에 보충하기 위하여 압축하고 있다. 따라서, 열과 압력이 불가결하므로, 금형, 성형기가 커지고, 미소한 변형도 일어나기 쉽다.
한편, 열경화성 모노머나 일부의 열가소성 모노머를 중합성형한 렌즈에서는, 메틸메타크릴레이트, 디에틸렌글리콜비스 아릴카아보네이트(별칭 CR-39), 글리콜디메타크릴레이트, 디에틸렌글리콜디메타크릴레이트 등이 알려져 있다. 이들은 비교적 저온으로 또한 저압으로 경화하는 것이 일반적이며, 캐스팅(casting) 혹은 주형법이라고 불리우는 용이한 성형방법으로 실시된다.
제14도는 안경용 렌즈에 자주 사용되는 일반적인 주형법을 설명한 단면도로, 렌즈면을 형성하는 유리(71) 및 (72)를 가스킷(73)을 개재하여 맞추고, 유리(71)과 유리(72)와 가스킷(73)에 둘러싸여진 공간에 액상태의 모노머(74)를 충전하여 클립(75)으로 전체를 유지하여 정치한다. 모노머(74)중에는 약간의 반응개시제가 성형직전에 혼입되어 있으며, 조금 승연하므로서 반응을 개시한다. 그대로 수시간 혹은 십수시간 방치하면 전체가 경화된 성형품이 얻어진다. 이때, 전체 체적은 10∼20퍼센트 정도 수축하므로 렌즈전체의 두께가 얇아진다.
상기 주형법은, 안경렌즈와 같은 비교적 여분의 두께가 균일하며 또한 여분의 두께 그 자체가 얇을 경우에는 가능하나, VTR 카메라 등의 렌즈에는 적합하지 않게 되어있다. 또 성형시간도 너무 길기 때문에 공업적인 수단으로서는 경원되고 있다.
이 두가지 결점을 보완하기 위하여 일본국 특개소 55-132221호에서는 제15도에 도시한 바와 같이, 자외선램프(82)의 조사(照射)하에 유리금형(76),(77)으로 둘러싸여진 캐비티내의 수지(78)을 경화하고, 그때 발생하는 수축분을 깔대기(79)내에 저정한 수지(81)를 코크(80)를 개재하며 캐비티에 흘러들어가게 하고, 전체가 경화되면 코크(80)을 폐쇄하고 이형(離形)하여 성형품을 꺼내는 것이 제안되어 있다. 원래 자외선 경화공정은 고속반응공정으로서 알려져 있으며, 여기에 반응수축분을 추가하는 메카니즘을 더하는 것으로 해결하는 것으로 보였다.
그런데, 상기 방법에 있어서도, 전체의 반응이 완결되기전에 수지의 유동성이 손상되고, 수축분의 보급이 불충분하다는 것과, 고속으로 전체의 반응이 진행되기 때문에, 경화수축에 따르는 압축응력과 그 반작용에 의한 인장응력이 급격히 일어나기 때문에, 응력을 완화할 여유가 없어, 완성된 성형체의 파괴한계응력을 초과하므로 성형정밀도도 불충분하고, 또한 크랙을 발생하기 쉬워서 금형으로부터 꺼낼 때에는 이미 분할되어 있는 것이 많고, 특히 여분의 두께가 큰 렌즈에 현저하다고 하는 문제가 있었다.
그래서, 본 발명은, 중합성형공정에 의한 렌즈성형에 있어서, 여분의 두께차가 비교적 큰 형상의 렌즈도 고속으로 또한 고정밀도로 성형할 수 있도록 하는 것을 목적으로 한다.
본 발명의 방법은, 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주에 연통하는 주입구멍을 가지는 금형으로서, 적어도 한쪽면을 형성하는 금형은 투광부재로 이루어지고, 외부로부터 이 투광부재를 통하여 광을 캐비티로 인도하는 것을 가능하게 한 금형을 사용하고, 상기 주입구멍으로부터 액상태의 광경화성 플라스틱렌즈 재료를 캐비티에 주입하고, 또한 잉여의 재료를 주입구멍에 저장한 채, 우선 캐비티의 중앙부에 광경화반을 여기하는 광을 조사하고 이어서 링광으로 광을 확대하여 조사하고, 외주까지 광을 조사하므로서, 전체를 경화하는 것을 특징으로 하는 것이다.
또 본 발명의 제1장치는, 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주에 연통하는 주입구멍을 가지며, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 광경화반응을 여기하는 광을 발하는 링 형상의 광원과 가변배수렌즈로 이루어지고, 광원으로부터의 광을 가변배수렌즈를 통하여 상기 캐비티에 조사하였을 때의 링형상의 광의 중심과 캐비티의 중심이 대체로 일치하도록 상기 금형, 광원 및 가변배수렌즈를 배치한 것을 특징으로 하는 것이다.
또 본 발명의 제2장치는, 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주에 연통하는 주입구멍을 가지고, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 광경화반응을 여기하는 광을 발하는 링의 광원으로서, 링의 축방향으로 광을 출사하는 광원과, 이 링형상 광원과 동축에 착설되어 광원과는 축방향으로 상대이동 가능한 원추형상 거울과, 렌즈로 이루어지고, 광원으로부터의 광이 원추형상 거울로 반사된 후, 렌즈를 통하여 상기 캐비티에 조사하였을 때의 링형상의 광중심이 캐비티의 중심과 대체로 일치하도록 상기 금형, 광원, 원추형상 거울 및 렌즈를 배설한 것을 특징으로 하는 것이다.
본 발명의 제3장치는 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주에 연통하는 주입구멍을 가지며 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 광경화반응을 여기하는 광으로서 링형상의 강도분포를 가진 레이저 비임을 출사하는 레이저 조사장치와 가변배수렌즈로 이루어지고, 가변배수렌즈를 통하여 레이저 비임을 상기 캐비티에 조사하였을 때의 링형상의 광의 중심이 캐비티의 중심과 대체로 일치하도록 상기 금형, 레이저 조사장치 및 가변배수렌즈를 배설한 것을 특징으로 하는 것이다.
또한 본 발명의 제4장치는 광학소자의 형상에 대응하는 캐비티와 이 캐비티의 외주에 연통하는 주입구멍을 가지며, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 지향성이 강한 비임형상의 광으로서, 광경화반응을 여기하는 광을 출사하는 광원과, 광원으로부터의 비임을 캐비티에 링형상으로 주사하면서 조사하기 위한 수단을 가진 것을 특징으로 하는 것이다.
본 발명의 방법에 의하면, 캐비티내로 인도된 액상태의 광경화성의 플라스틱렌즈 재료는, 먼지 캐비티의 중심부에 조사된 광에 의하여 중심부만 경화한다. 이때, 주위에는 미반응의 액체가 있으므로, 반응에 의한 체적 수축이 발생하여도 용이하게 그 공간을 메워서, 결과적으로는 캐비티에 연통하고 있는 주입구멍으로부터 수축분에 맞는 재료가 캐비티에 보충된다. 중심부의 반응을 충분히 진행한 후, 중심에서부터 외주를 향하여 링형상으로 조사구역을 확장하면 반응영역이 링형상으로 확장되나, 링의 바깥쪽에는 언제나 미반응의 액체가 있으므로 상기와 마찬가지로 용이하게 반응수축을 보충하는 일이 가능할 뿐만 아니라, 링의 안쪽으로는 광이 조사되어 있지 않으므로 경화변형을 발생하는 과잉의 반응을 억제할 수 있다. 그리고 최종적으로는 링형상의 광을 최외주까지 확장하여 렌즈전체를 경화할 수 있다. 또 본 발명의 제1장치에 의하면, 광경화반응을 여기하는 링형상의 광을, 가변배수렌즈를 통하고, 투광부재를 통하여 캐비티로 인도하는 일이 가능하고, 가변배수렌즈를 조작하므로서 링형상의 광을 중심부로 접속하거나, 외주쪽으로 확장하거나 하는 일이 가능해지므로, 캐비티내의 광경화성 플라스틱렌즈 재료를 중심에서부터 외주를 향하여 순차적으로 경화할 수 있어, 그 때의 경화수축분을 주입구멍으로부터 보충가능하게 된다.
본 발명의 제2장치에 의하면, 광경화반응을 여기하는 링형상의 광을 원추형상 거울로 반사한 후 렌즈를 통하고, 투광부재를 통하여 캐비티로 인도할 수 있으며, 링형상의 광원과 원추형상 거울의 축방향의 위치관계를 변경하므로서 원추형상 거울로 반사하였을 때의 링형상의 광직경을 변경하는 일이 가능해지고, 따라서 캐비티에 조사하는 링형상의 광을 중심으로 집속하거나, 외주쪽으로 확장하거나 하는 일이 가능해지므로 캐비티내의 광경화성 플라스틱렌즈 재료를 중심에서부터 외주를 향하여 순차적으로 경화할 수 있어, 그 때의 경화수축분을 주입구멍으로부터 보충가능하게 된다.
본 발명의 제3장치에 의하면, 원래 링형상의 강도분포를 가지며, 광경화반응 여기 가능한 레이저 비임을 가변배수렌즈를 통하고, 투광부재를 통하여 캐비티에 인도하는 일이 가능해지고, 가변배수렌즈를 조작하므로서, 비임을 중심으로 집속하거나, 외주쪽으로 확장하거나 하는 일이 가능하게 되므로, 캐비티내의 광경화성 플라스틱렌즈 재료를 중심에서부터 외주를 향하여 순차적으로 경화할 수 있어 그때의 경화수축분을 주입구멍으로부터 보충가능하게 된다.
본 발명의 제4장치에 의하면, 투광부재를 통하여 지향성이 강하고 또한 광경화반응을 여기하는 비임이 캐비티에 조사가능하고, 이 비임이 캐비티내에서 링형상으로 주사가능하므로, 광경화반응에 비하여 충분히 빠른 속도로 링형상으로 주사하였을 때에 실질적으로 링형상의 광과 동일한 효과가 얻어지고, 주사조건을 중심에서부터 외주를 향하여 확장되게 하므로서, 캐비티내의 광경화성 플라스틱렌즈 재료를 중심에서부터 외주를 향하여 순차적으로 경화할 수 있어, 그 때의 경화수축분을 주입구멍으로부터 보충가능하게 된다.
이하 실시예에 대하여 도면을 참조하면서 설명한다.
제1도는 본 발명의 일실시예에 있어서의 단면도이다. 자외광선에 대하여 양호한 투과율을 보인 석영유리를 사용한 상부금형(1)과 하부금형(2)에는 렌즈형상으로 대응하는 렌즈면(3),(4)이 각각 형성되어 상부금형(1)은 하부금형(2)에 감합되고, 렌즈두께를 유지하기 위한 단차(5)는 하부금형(2)에 형성되어 있다. 렌즈면(3)과 렌즈면(4)와 단차(5)에 의하여 렌즈형상으로 대응하는 캐비티(6)가 형성되어 있다. 캐비티(6)에 연통하는 주입구멍(7)이 하부금형(2)에 형성되고, 단차(5)의 일부를 오목부(8)로 이루어 연통을 유지하고 있다.
제1도는 이미 캐비티(6)에, 광경화성 플라스틱렌즈 재료(9)가 충전되고, 주입구멍(7)에도 잉여의 광경화성 플라스틱렌즈 재료(10)가 채워져 있다.
여기에서 말하는 광경화성 플라스틱렌즈 재료란, 히드록시에틸아크릴레이트, 에틸렌글리콜디아크릴레이트, 페톡시에틸아크릴레이트, 페톡시디에틸렌글리콜아크릴레이트, 2-히드록시-3-페톡시프로필아크릴레이트, 테트라히드로프로크릴아크릴레이트, 디시클로펜테닐옥시에틸아크릴레이트, 1,4-부탄디올디아크릴레이트, 네오펜틸글리콜디아크릴레이트, 트리에틸렌글리콜디아크릴레이트 등의 아클리산 에스테르류나, 2-히드록시에틸메타크릴레이트, 글리시딜메타크릴레이트, 비스페놀 A 디메타크릴레이트, 시클로헥실메타크릴레이트, 디시클로펜테닐메타크릴레이트, 모노브롬디시클로펜테닐메타크릴레이트, 2,2-비스(4-메타크릴록시-3,5-디브로모페닐)프로판, 비스(옥시메틸)트리시클로[5,2,1,0,2.6]데칸디메타크릴레이트, 티오비스페놀디메타크릴레이트 등의 메타크릴산 에스테르류, 또는 스티렌, 디비닐벤젠 등의 비닐화합물의 단독액체나 수종류의 혼합용액에 광중합개시제로서벤조인메틸에테르, 벤조인에틸에테르, 벤질디메틸케탈, 1-히드록시시클로헥신페닐케톤, 2-히드록시-2-메틸-1-페닐프로판온, 디에톡시아세토페논, 트리클로로아세토페논 등의 일종 혹은 수종을 배합한 재료로 급속히 열중합하지 않는 온도영역에서 액상태인 것을 가리킨다.
제1도의 해칭부(11)는 이미 경화된 부분을 나타내고, 화살표로 표시한 링형상의 광이 조사되고 있는 곳은 현재 경화가 진행중이다.
제2도는 제1도의 부분단면도로, 광경화초기의 상태를 도시하고 있으며, 스폿형상으로 집속된 광이 캐비티의 중심부에 조사되고 높이 방향에 대해서도 대체로 중간위치에서 가장 광선(화살표로 표시함)이 집속되어 고에너지상태로 되어 있으며 그곳에서 광경화반응이 활발하게 진행한다. 이 광선이 가장 집속된 위치를 오르내리므로서 높이 방향으로의 광반응제어를 행한다. (11)은 이미 경화된 부분을 나타낸다.
제3도는 또한 제2도의 부분단면도로, 시간적으로는 제2도보다 조금 후의 상태를 도시한 것이다. 즉, 광선이 가장 집속한 위치를 상부금형(1)의 렌즈면(3)의 근처까지 끌어올린 상태를 나타내고 있으며 렌즈면(3) 근처의 재료가 경화되면 경화부(11)와 렌즈면(3)과의 사이에는 수축에 따른 간격 8이 생긴다. 이때 신속하게 모세현상에 의하여 미경화액이 흘러들어가고 그곳에서 경화하므로 경화수축에 의한 변형을 발생하는 일 없이 정확한 현상을 표현할 수 있다.
제4도도 제2도의 부분단면도로서, 제3도보다 더욱더 시간이 경과된 상태에서 중심인 경화물(11)의 주위에 링형상으로 광을 조사하고 있는 상태이며 새롭게 경화가 시작된 부분(12)에서는 주로 외주쪽이 수축되어 점선으로 표시한 형상으로 되기 쉽다. 따라서 이 상태에서도 경화수축분의 보급이 용이하다. (2)는 하부금형, (4)는 렌즈면, (9)는 미경화액이다.
상기 실시예는 편의상, 광조사 패턴에 의거하여 하면에서부터 상면으로 수직으로 경화가 진행되고, 그후 링형상의 경화가 지금 또 하면에서부터 상면으로 수직으로 진행하도록 표현하였으나, 광강도의 분포나, 액중에서의 광의 산란, 액내에서의 광분해 래디컬의 미크로브라운운동 등 때문에 완만한 경화속도구배를 가지므로 도면에 도시할 만큼 명확한 윤곽을 가지는 것도 아니고, 또 상하방향의 반응에 대해서도 상당히 큰 집속각을 가지지 않는 한, 상하방향에서 동시에 반응이 진행되어 버리는 일이 많다. 이들 경우에서도 원리적으로 상기 설명에 의한 경화수축분의 보충효과가 얻어지고 있다.
상기 광선의 광원으로서는 고압수은등 메탈페라이드램프, He-Cd 레이저, Ar 이온 레이저 등 300 내지 450나노미터의 파장을 가진 광원이 유효하다.
일반적으로 플라스틱 재료는, 제5도의 C 곡선으로 나타낸 바와 같이 400나노미터 이하의 짧은 파장에 대하여 투과성이 낮다. 이에 대하여, 광중합개시제의 광흡수, 분해피이크가 곡선 A로 나타낸 바와 같이 400나노미터 이상(예를들면 a)에 있는 것과, 곡선 B로 나타낸 바와 같이 400나노미터 이하(예를들면 b)에 있는 것이 있다. 상기 실시예는 곡선 C로 나타낸 투과율의 재료에 대하여, 곡선 B의 투과율을 나타낸 광중합개시제의 경우에 적합하다.
일반적으로 광중합개시제는 400나노미터 이하에 있는 것이 많으므로, 그와 같은 경우에는 조사된 광은 플라스틱 재료에 흡수되어서, 광을 조사하는 표면에서부터 깊어짐에 따라서 조사효율이 저하한다.
제6도는 그 경우의 경화양식을 제1도∼제4도와 마찬가지로 편의적으로 도시한 것으로, 경화된 부분(13)을 통하여 광(화살표시)이 조사되고, 광조사방향으로 경화반응이 진행된다. (14)는 상부금형, (15)는 하부금형, (16)은 미경화액이다.
그리고 이와 같은 경우에는, 제7도에 도시한 바와 같이 양렌즈면에서부터 광을 조사하는 경화속도, 경화변형상에서도 유효하다. 화살표는 양면으로부터 조사하는 광선, (17)은 상부금형, (18)은 하부금형, (19)는 미경화액, (20)은 주입구멍에 연통하는 홈, (21)은 이미 경화된 부분을 나타낸다.
제8도는 본 발명에 의한 플라스틱렌즈 성형장치의 일실시예를 도시한 것으로 금형(22)은 오목렌즈 성형용의 금형으로, 그 구성은 대체로 제1도와 마찬가지이다. 링형상의 고압수은등(23)에는 포물선의 단면을 가진 링형상의 반사파(24)가 주위에 형성되고, 그 해방면방향으로는 마찬가지로 링형상의 렌즈(25)가 배설되어 있다. 또한 그 아래쪽에는 상하방향 이동가능하게 배설된 가변배수렌즈군(26)과, 위치를 고정해서 금형(22)에 링형상 광의 상을 결상하기 위한 렌즈(27)가 배설되어 있으며, 그 중심축은, 모두 대체로 일치하고 있다. 렌즈(25)는 큰 볼록렌즈의 외주부만을 남긴 형상으로 그 안쪽에 상당하는 형상을 이점쇄선으로 나타내고 있다. 따라서 실질적으로 볼록렌즈의 역할을 다하고, 고압수은등(23)과 반사파(24)로 만들어진 링형상의 평행광은 렌즈(25)에 의하여 광축중심을 향하여 집속된다. 가변배수렌즈군(26)은 렌즈(25)로 집속한 광을 렌즈(27)를 통과한 후에 금형(22)의 캐비티(28)로 결상시키도록 집속각도를 수정함과 동시에, 상하방향의 위치를 변경하므로서 결상시의 링형상의 광조사 패턴의 직경을 변경하는 역할을 다한다. 즉 도면의 가변배수렌즈군의 위치는 중간적인 크기이나, 가변배수렌즈군(26)의 상면(29)을 상한위치 A로 끌어올리면 상면(29)은 파선으로 나타낸(30)의 위치로 되고 파선으로 나타낸 광선은 금형(22)의 캐비티(28) 최외주를 조사한다. 반대로 가변배수렌즈군(26)의 상면(29)을 하한위치 B로 내리면 링형상의 광원이 거의 점광원과 같이 작게 집광되어서 캐비티(28)에 조사된다. 따라서 성형개시시에는 가변배수렌즈군(26)을 하한위치로 하여 광조사를 개시하고, 광경화반응에 맞춰서 가변배수렌즈군(26)을 끌어올리므로서, 링형상의 조사패턴을 확장하고, 캐비티내를 구석구석까지 빠짐없이 경화할 수 있다. 렌즈(27)는 상하방향으로 이동하므로서 캐비티(28)에 촛점을 맞추는 기능을 가지며 캐비티(28)의 두께가 두꺼울 때는 상하방향으로 진동시키면 된다. (31)은 주입구멍을 나타낸다.
제9도는, 제8도에 도시한 링형상의 고압수은등(23) 대신에 발광원의 크기가 작은점 광원에 가까운 수은등을 사용하였을 경우의 실시예로, 수은등(32)의 하면에 링형상의 광투과부를 가지도록 크롬증착(33)을 실시한 석영유리(33)을 두고, 링형상으로 빠져나간 광선(35)을 제8도에 도시한 바와 같은 가변배수렌즈계를 통하여 확대, 축소하여도 동일한 작용을 행한다. 이와 같은 광원은 비교적 저렴하고, 또한 용이하게 제작가능하다.
제10도는 본 발명의 다른 실시예에 의한 플라스틱렌즈 성형장치로서, 링형상의 고압수은등(36)과 거울(37)과 렌즈(38)로 이루어진 광원은 링의 중심축을 향하여 실선으로 나타낸 화살표와 같이 대체로 평행한 광을 발한다. 원추형상의 거울(39)은 꼭지각이 대체로 90℃로, 링형상의 고압수은등(36)과 거의 동축상에 배치되어 있다. 광원으로부터의 광은 거울면으로 반사되어 실선의 화살표로 나타낸 바와 같이 아래쪽으로 꺾어 구부러진다. (40)은 볼록렌즈의 작용을 가진 프레이넬렌즈로 거울(39)에 의하여 꺾여 구부러진 광이 금형(41)의 캐비티(42)로 집광되는 작용을 한다. 캐비티의 두께가 두꺼울 경우는 프레이넬렌즈(40)를 상하로 움직여서 두께방향으로 촛점을 맞춘다. (43)은 상부금형, (44)는 하부금형, (45)는 주입구멍이다. 상기 광원과 원추형상 거울(39)과는 축방향으로 상대 이동가능하고, 제10도에서는 광원이 아래쪽으로 이동하였을 경우의 광선을 파선의 화살표로 나타내고 있다. 즉, 광원이 상대적으로 금형쪽으로 접근하도록 이동하면 광선은 원추형상 거울(39)의 정점쪽으로 접근하여 반사되므로 꺾여 구부러진 링형상의 광선다발의 직경이 작아진다. 따라서, 광중합개시 시점에서는, 원추형상 거울(39)의 정점에서 광을 반사하도록 광원과 원추형상 거울(39)의 위치를 유지하고, 광중합의 진행에 따라서 정점에서부터 멀어진 위치에서 반사하도록 광원 혹은 원추형상 거울(39)을 이동하므로서 캐비티(42)에 조사되는 링형상 광의 직경이 커지도록 이동하는 일이 가능해진다.
이러한 장치에서는 가변배수렌즈가 불필요하고, 구성이 간단하며 또한 베이스적으로도 콤팩트로 되는 이점을 가진다.
제11도는 또 다른 본 발명의 실시예에 있어서, 플라스틱렌즈 성형장치를 도시한 것이다.
He-Cd 레이저 조사장치(46)는, 이점쇄선(47)으로 나타낸 바와같은 링형상의 강도분포를 가지는 비임을 출사하는 것으로, 비임을 확장하는 렌즈(48)의 작용에 의하여, 금형(49)의 캐비티(50)로 조사하는 위치에서의 광의 강도분포폭이 확대되도록 렌즈(48)와 금형(49)과 레이저 조사장치(46)의 위치가 유지되고, 또한 렌즈(48)는 상하로 이동가능하도록 배설되어 있다. 따라서 렌즈(48)가 아래쪽으로 이동하고, 파선으로 나타낸 렌즈(48')의 위치에서는 대체로 점광원에 가까운 레이저광이 캐비티(50)에 조사되므로 상기한 실시예와 마찬가지로, 캐비티(50)의 중심부에서부터 외주를 향하여 링형상의 광을 확장하여 조사하는 것을 가능하게 한다.
제12도는 또한 본 발명의 다른 실시예에 의한 플라스틱 렌즈 성형장치를 도시한 것으로, He-Cd 레이저 조사장치(51)로부터 비임(56)이 금형(52)의 캐비티(53)에 조사하도록 배설하고, 금형(52)은 테이블(54)위를 세로, 가로로 자유자재로 변위가능한 X-Y 테이블(55)상에 고정되고, 별도로 착설된 제어장치(도시하지 않음)에 의하여 금형(52)이 비임(56)을 중심으로 하여 원운동을 하도록 X-Y테이블(55)을 구동하면, 광반응속도에 비하여 원운동이 빠름이 충분하게 빠를 경우는 실질적으로 금형에 대하여 링형상의 광이 조사되고 있다면 동일한 작용으로 얻어지고, 원운동의 반경을 0에서부터 차차로 커지도록 제어하므로서 링형상의 광을 확장하는 작용을 얻을 수 있다. (57)은 상부금형, (58)은 하부금형, 해칭부(59)는 경화부분, (60)은 주입구멍을 나타낸다.
제13도는 또 다른 실시예로 He-Cd 레이저 조사장치(61)로부터 출사된 비임(62)을, 구동장치(63)의 회전축(64)에 착설되어 회전축과의 입사각 θ을 제어가능한 거울(65)로 반사하여 금형(66)에 조사하는 것이고, 금형(66)의 캐비티(67)의 중심으로 비임이 조사하는 거울각도를 기준으로 조금씩 입사각 θ을 크게하므로서 조사위치가 중심으로부터 바깥쪽으로 이동한다. 거울(65)은 회전축(64)의 주위를 회전하므로 회전속도가 반응속도에 비하여 충분히 빠른 범위에서 실질적으로 링형상의 조사광이 얻어지고, 이미 서술한 실시예와 마찬가지로 중심에서부터 외주를 향하여 확장되는 링형상의 조사광을 얻을 수 있다. (68)은 상부금형, (69)는 하부금형, (70)은 주입구멍을 나타낸다.
제12도 및 제13도에 도시한 바와 같이 레이저 비임을 사용하면 비임의 지향성이 강하므로 반응영역을 극히 미세하게 제어할 수 있으며, X-Y 테이블(55)이나 거울(65) 등, 비임을 링형상으로 주사하면서 캐비티에 조사하는 수단을 가지므로서 반응영역을 미세하게 확장하므로서, 극히 변형이 적은 렌즈를 얻을 수 있으며, 또 집광렌즈가 불필요하다고 하는 이점이 있다.
또한, 본 발명에서 얻어진 플라스틱렌즈는 금형내에서 변형을 될 수 있는 한 작게, 또한 빠르게 반응하는 조건으로 얻을 수 있으므로, 중합반응율에서 보면 최종단계에 이르지 않을 경우도 있다. 렌즈의 특성을 정밀도 좋게 추구할 경우에는 얻어진 플라스틱렌즈를 완만한 온도상승으로 승온하고 열중합에 의하여 반응을 완결하는 방법이나, 전체에 재차광을 조사하여 반응을 완결하는 방법도 유효하다.
이상 설명한 바와 같이 본 발명의 방법에 의하면, 광경화반응을 사용하여 광학소자를 성형할 수 있으므로 극히 고속으로 성형가능해지고, 또한 성형수축분을 항상 보충하면서 성형할 수 있으므로 정밀도가 좋고, 또한 순서 좋게 반응시키므로서 변형을 적게할 수 있어, 그 효과는 커다란 것이다.
또 본 발명의 제1장치에 의하면, 가변배수렌즈의 위치를 연속적으로 이동하는 것만으로 캐비티내의 광경화반응을 중심에서부터 외주까지 원활하게 확장할 수 있으며, 경화변형이 적은 렌즈를 얻을 수 있다.
또 본 발명의 제2장치에 의하면, 링형상의 광원과 원추형상 거울의 위치관계를 연속적으로 이동하는 것만으로 캐비티내의 광경화반응을 중심에서부터 외주로 확장할 수 있으며, 고가인 가변배수렌즈가 불필요하게 되어 장치를 저렴하게 할 수 있다.
또 본 발명의 제3장치에 의하면, 레이저 조사장치로부터 출사된 광이 가느므로, 가변배수렌즈의 직경이 작아도 되고, 또한 레이저광의 지향성이 강하므로, 촛점을 맞추는 렌즈가 불필요해져서, 장치를 저렴하게 할 수 있다.
또 본 발명의 제4장치에 의하면, 렌즈계가 전혀 필요없으므로 장치전체의 위치정밀도 조정이 용이하고, 취급이 용이해진다. 또 비임의 지향성이 강하고 반응영역을 미세하게 제어할 수 있으므로 더욱더 고정밀도의 렌즈를 얻을 수 있다.
Claims (5)
- 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주로 연통하는 주입구멍을 가진 금형으로서, 적어도 한쪽면을 형성하는 금형은 투광부재로 이루어지고, 외부로부터 이 투광부재를 통하여 광을 캐비티로 인도하는 것을 가능하게 한 금형을 사용하여, 상기 주입구멍으로부터 액상태의 광경화성 플라스틱렌즈 재료를 캐비티에 주입하고, 또한 잉여재료를 주입구멍에 저장한 채로, 우선 캐비티의 중심부에 광경화반응을 여기하는 광을 조사하고, 이어서 링형상으로 광을 확장하여 조사하고, 외주까지 광을 조사하므로서 전체를 경화하는 것을 특징으로 하는 광학소자의 성형방법.
- 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주로 연통하는 주입구멍을 가지며, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 광경화반응을 여기하는 광을 발하는 링형상의 광원과, 가변배수렌즈로 이루어지고, 광원으로부터의 광을 가변배수렌즈를 통하여 상기 캐비티에 조사하였을 때의 링형상의 광의 중심과 캐비티의 중심이 대체로 일치하도록 상기 금형, 광원 및 가변배수렌즈를 배설한 것을 특징으로 하는 광학소자의 성형장치.
- 광학소자의 형상에 대응하는 캐비티와, 이 캐비티의 외주로 연통하는 주입구멍을 가지며, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 광경화반응을 여기하는 광을 발하는 링형상의 광원으로서, 링의 축방향으로 광을 출사하는 광원과, 이 링형상 광원과 동축에 배설되고, 광원과는 축방향으로 상대 이동 가능한 원추형상 거울과, 렌즈로 이루어지고, 광원으로부터의 광이 원추형상 거울에서 반사된 후, 렌즈를 통과하여 상기 캐비티에 조사하였을 때의 링형상의 광의 중심이 캐비티의 중심과 대체로 일치하도록 상기 금형, 광원, 원추형상 거울 및 렌즈를 배설한 것을 특징으로 하는 광학소자의 성형장치.
- 제2항에 있어서, 링형상의 광원이 링형상의 강도분포를 가진 레이저 조사장치인 것을 특징으로 하는 광학소자의 성형장치.
- 광학소자의 형상에 대응하는 캐비티와 이 캐비티의 외주로 연통하는 주입구멍을 가지며, 적어도 한쪽면을 형성하는 금형부재가 투광재인 금형과, 지향성이 강한 비임형상의 광으로서, 광경화반응을 여기하는 광을 출사하는 광원과 광원으로부터의 비임을 캐비티에 링형상으로 주사하면서 조사하기 위한 수단을 가진 것을 특징으로 하는 광학소자의 성형장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP62323123A JPH01163027A (ja) | 1987-12-21 | 1987-12-21 | 光学素子の成形方法およびその装置 |
| JP62-323,123 | 1987-12-21 | ||
| JP62-323123 | 1987-12-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890010579A KR890010579A (ko) | 1989-08-09 |
| KR910005553B1 true KR910005553B1 (ko) | 1991-07-31 |
Family
ID=18151340
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880016966A KR910005553B1 (ko) | 1987-12-21 | 1988-12-19 | 광학소자의 성형방법 및 그 장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4988274A (ko) |
| EP (1) | EP0322353B1 (ko) |
| JP (1) | JPH01163027A (ko) |
| KR (1) | KR910005553B1 (ko) |
| DE (1) | DE3882957T2 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011159120A2 (en) * | 2010-06-17 | 2011-12-22 | Lg Innotek Co., Ltd. | Molding apparatus and method of manufacturing polymer molded article |
Families Citing this family (101)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5415816A (en) * | 1986-01-28 | 1995-05-16 | Q2100, Inc. | Method for the production of plastic lenses |
| US6730244B1 (en) | 1986-01-28 | 2004-05-04 | Q2100, Inc. | Plastic lens and method for the production thereof |
| US5529728A (en) * | 1986-01-28 | 1996-06-25 | Q2100, Inc. | Process for lens curing and coating |
| US6201037B1 (en) | 1986-01-28 | 2001-03-13 | Ophthalmic Research Group International, Inc. | Plastic lens composition and method for the production thereof |
| US5364256A (en) | 1986-01-28 | 1994-11-15 | Ophthalmic Research Group International, Inc. | Apparatus for the production of plastic lenses |
| US5110514A (en) * | 1989-05-01 | 1992-05-05 | Soane Technologies, Inc. | Controlled casting of a shrinkable material |
| US5061336A (en) * | 1989-05-01 | 1991-10-29 | Soane Technologies, Inc. | Gel casting method and apparatus |
| US5196691A (en) * | 1989-11-21 | 1993-03-23 | Canon Kabushiki Kaisha | Photoelectric converting device having original conveyance guide and an image processing apparatus incorporating the device |
| FR2654735B1 (fr) * | 1989-11-23 | 1995-08-11 | Centre Nat Rech Scient | Procede de fabrication de pieces par photo-transformation d'un produit monomere en un produit solide et compositions de produits monomeres pour cette fabrication. |
| IE65863B1 (en) * | 1990-03-13 | 1995-11-29 | Werner Blau | Laser curing of contact lens |
| WO1992000185A1 (en) * | 1990-06-22 | 1992-01-09 | Martin Russell Harris | Optical waveguides |
| DE4326986C1 (de) * | 1993-08-11 | 1994-12-22 | Eos Electro Optical Syst | Verfahren und Vorrichtung zum Herstellen von dreidimensionalen Objekten |
| US5514214A (en) | 1993-09-20 | 1996-05-07 | Q2100, Inc. | Eyeglass lens and mold spin coater |
| FR2727895A1 (fr) * | 1994-12-12 | 1996-06-14 | Essilor Int | Procede pour la realisation d'une lentille optique en matiere synthetique polymerisable et appareillage correspondant |
| AU7557696A (en) * | 1995-11-09 | 1997-05-29 | Peter Weissman | Method for producing an optical article using visible light radiation |
| US6022498A (en) | 1996-04-19 | 2000-02-08 | Q2100, Inc. | Methods for eyeglass lens curing using ultraviolet light |
| US6280171B1 (en) | 1996-06-14 | 2001-08-28 | Q2100, Inc. | El apparatus for eyeglass lens curing using ultraviolet light |
| US5989462A (en) | 1997-07-31 | 1999-11-23 | Q2100, Inc. | Method and composition for producing ultraviolent blocking lenses |
| JPH11320571A (ja) * | 1998-05-15 | 1999-11-24 | Menicon Co Ltd | 眼用レンズの成形型及びその製造方法並びにそれを用いた眼用レンズの製造法 |
| US6478990B1 (en) | 1998-09-25 | 2002-11-12 | Q2100, Inc. | Plastic lens systems and methods |
| US6419873B1 (en) * | 1999-03-19 | 2002-07-16 | Q2100, Inc. | Plastic lens systems, compositions, and methods |
| US6997428B1 (en) | 1999-03-31 | 2006-02-14 | Novartis Ag | Contact lens mold |
| US6716375B1 (en) | 2000-03-30 | 2004-04-06 | Q2100, Inc. | Apparatus and method for heating a polymerizable composition |
| US6960312B2 (en) | 2000-03-30 | 2005-11-01 | Q2100, Inc. | Methods for the production of plastic lenses |
| US6698708B1 (en) | 2000-03-30 | 2004-03-02 | Q2100, Inc. | Gasket and mold assembly for producing plastic lenses |
| US6723260B1 (en) | 2000-03-30 | 2004-04-20 | Q2100, Inc. | Method for marking a plastic eyeglass lens using a mold assembly holder |
| US6772988B2 (en) | 2000-03-31 | 2004-08-10 | Bausch & Lomb Incorporated | Method and mold to control optical device polymerization |
| AU2001252985A1 (en) * | 2000-03-31 | 2001-10-15 | Bausch And Lomb Incorporated | Methods and devices to control polymerization |
| US6632535B1 (en) | 2000-06-08 | 2003-10-14 | Q2100, Inc. | Method of forming antireflective coatings |
| US20020000290A1 (en) * | 2000-06-29 | 2002-01-03 | Crump Larry Scott | Curing of a gel coat on a mold |
| US6790024B2 (en) | 2001-02-20 | 2004-09-14 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having multiple conveyor systems |
| US7083404B2 (en) * | 2001-02-20 | 2006-08-01 | Q2100, Inc. | System for preparing an eyeglass lens using a mold holder |
| US6962669B2 (en) | 2001-02-20 | 2005-11-08 | Q2100, Inc. | Computerized controller for an eyeglass lens curing apparatus |
| US6676398B2 (en) | 2001-02-20 | 2004-01-13 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a prescription reader |
| US7037449B2 (en) | 2001-02-20 | 2006-05-02 | Q2100, Inc. | Method for automatically shutting down a lens forming apparatus |
| US6726463B2 (en) | 2001-02-20 | 2004-04-27 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a dual computer system controller |
| US7045081B2 (en) | 2001-02-20 | 2006-05-16 | Q2100, Inc. | Method of monitoring components of a lens forming apparatus |
| US7011773B2 (en) | 2001-02-20 | 2006-03-14 | Q2100, Inc. | Graphical interface to display mold assembly position in a lens forming apparatus |
| US7074352B2 (en) | 2001-02-20 | 2006-07-11 | Q2100, Inc. | Graphical interface for monitoring usage of components of a lens forming apparatus |
| US6702564B2 (en) | 2001-02-20 | 2004-03-09 | Q2100, Inc. | System for preparing an eyeglass lens using colored mold holders |
| US6709257B2 (en) | 2001-02-20 | 2004-03-23 | Q2100, Inc. | Eyeglass lens forming apparatus with sensor |
| US6790022B1 (en) | 2001-02-20 | 2004-09-14 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a movable lamp mount |
| US7052262B2 (en) | 2001-02-20 | 2006-05-30 | Q2100, Inc. | System for preparing eyeglasses lens with filling station |
| US6875005B2 (en) | 2001-02-20 | 2005-04-05 | Q1200, Inc. | Apparatus for preparing an eyeglass lens having a gating device |
| US7060208B2 (en) | 2001-02-20 | 2006-06-13 | Q2100, Inc. | Method of preparing an eyeglass lens with a controller |
| US7124995B2 (en) * | 2001-02-20 | 2006-10-24 | Q2100, Inc. | Holder for mold assemblies and molds |
| US6893245B2 (en) | 2001-02-20 | 2005-05-17 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a computer system controller |
| US6752613B2 (en) | 2001-02-20 | 2004-06-22 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a controller for initiation of lens curing |
| US6808381B2 (en) | 2001-02-20 | 2004-10-26 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a controller |
| US6840752B2 (en) * | 2001-02-20 | 2005-01-11 | Q2100, Inc. | Apparatus for preparing multiple eyeglass lenses |
| US7004740B2 (en) | 2001-02-20 | 2006-02-28 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a heating system |
| US7025910B2 (en) | 2001-02-20 | 2006-04-11 | Q2100, Inc | Method of entering prescription information |
| US6655946B2 (en) | 2001-02-20 | 2003-12-02 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having a controller for conveyor and curing units |
| US6612828B2 (en) | 2001-02-20 | 2003-09-02 | Q2100, Inc. | Fill system with controller for monitoring use |
| US7139636B2 (en) * | 2001-02-20 | 2006-11-21 | Q2100, Inc. | System for preparing eyeglass lenses with bar code reader |
| US6758663B2 (en) | 2001-02-20 | 2004-07-06 | Q2100, Inc. | System for preparing eyeglass lenses with a high volume curing unit |
| US7051290B2 (en) * | 2001-02-20 | 2006-05-23 | Q2100, Inc. | Graphical interface for receiving eyeglass prescription information |
| US6712331B2 (en) | 2001-02-20 | 2004-03-30 | Q2100, Inc. | Holder for mold assemblies with indicia |
| US6899831B1 (en) | 2001-02-20 | 2005-05-31 | Q2100, Inc. | Method of preparing an eyeglass lens by delayed entry of mold assemblies into a curing apparatus |
| US6676399B1 (en) | 2001-02-20 | 2004-01-13 | Q2100, Inc. | Apparatus for preparing an eyeglass lens having sensors for tracking mold assemblies |
| US6863518B2 (en) | 2001-02-20 | 2005-03-08 | Q2100, Inc. | Mold filing apparatus having multiple fill stations |
| SE0101702D0 (sv) * | 2001-05-15 | 2001-05-15 | Ardenia Investments Ltd | Novel potentiating compounds |
| US7204683B2 (en) * | 2001-06-22 | 2007-04-17 | The Furukawa Electric Co., Ltd. | Molding die for covering optical fiber and optical fiber cover forming device |
| JP2003001646A (ja) * | 2001-06-25 | 2003-01-08 | Matsushita Electric Works Ltd | 微細加工面の転写方法及び光学部品 |
| US6788399B2 (en) | 2001-11-30 | 2004-09-07 | Bausch & Lomb Incorporated | Ophthalmic article inspection system |
| US7044429B1 (en) * | 2002-03-15 | 2006-05-16 | Q2100, Inc. | Methods and systems for coating eyeglass lens molds |
| US6464484B1 (en) | 2002-03-30 | 2002-10-15 | Q2100, Inc. | Apparatus and system for the production of plastic lenses |
| US7235195B2 (en) * | 2002-09-06 | 2007-06-26 | Novartis Ag | Method for making opthalmic devices |
| US20040112862A1 (en) * | 2002-12-12 | 2004-06-17 | Molecular Imprints, Inc. | Planarization composition and method of patterning a substrate using the same |
| US20040168613A1 (en) * | 2003-02-27 | 2004-09-02 | Molecular Imprints, Inc. | Composition and method to form a release layer |
| US7307118B2 (en) * | 2004-11-24 | 2007-12-11 | Molecular Imprints, Inc. | Composition to reduce adhesion between a conformable region and a mold |
| US20050160934A1 (en) * | 2004-01-23 | 2005-07-28 | Molecular Imprints, Inc. | Materials and methods for imprint lithography |
| US7157036B2 (en) * | 2003-06-17 | 2007-01-02 | Molecular Imprints, Inc | Method to reduce adhesion between a conformable region and a pattern of a mold |
| JP4311158B2 (ja) * | 2003-10-14 | 2009-08-12 | 株式会社デンソー | 樹脂成形品およびその製造方法 |
| US20050084804A1 (en) * | 2003-10-16 | 2005-04-21 | Molecular Imprints, Inc. | Low surface energy templates |
| US20050104240A1 (en) * | 2003-11-14 | 2005-05-19 | Jethmalani Jagdish M. | Method of manufacturing an optical lens |
| US8076386B2 (en) * | 2004-02-23 | 2011-12-13 | Molecular Imprints, Inc. | Materials for imprint lithography |
| US20060062922A1 (en) * | 2004-09-23 | 2006-03-23 | Molecular Imprints, Inc. | Polymerization technique to attenuate oxygen inhibition of solidification of liquids and composition therefor |
| US20060081557A1 (en) * | 2004-10-18 | 2006-04-20 | Molecular Imprints, Inc. | Low-k dielectric functional imprinting materials |
| US7425296B2 (en) | 2004-12-03 | 2008-09-16 | Pressco Technology Inc. | Method and system for wavelength specific thermal irradiation and treatment |
| US10857722B2 (en) * | 2004-12-03 | 2020-12-08 | Pressco Ip Llc | Method and system for laser-based, wavelength specific infrared irradiation treatment |
| US8557351B2 (en) | 2005-07-22 | 2013-10-15 | Molecular Imprints, Inc. | Method for adhering materials together |
| US7759407B2 (en) * | 2005-07-22 | 2010-07-20 | Molecular Imprints, Inc. | Composition for adhering materials together |
| US8202460B2 (en) * | 2005-09-22 | 2012-06-19 | International Business Machines Corporation | Microelectronic substrate having removable edge extension element |
| US8313828B2 (en) * | 2008-08-20 | 2012-11-20 | Johnson & Johnson Vision Care, Inc. | Ophthalmic lens precursor and lens |
| US8317505B2 (en) | 2007-08-21 | 2012-11-27 | Johnson & Johnson Vision Care, Inc. | Apparatus for formation of an ophthalmic lens precursor and lens |
| US7905594B2 (en) * | 2007-08-21 | 2011-03-15 | Johnson & Johnson Vision Care, Inc. | Free form ophthalmic lens |
| US8318055B2 (en) * | 2007-08-21 | 2012-11-27 | Johnson & Johnson Vision Care, Inc. | Methods for formation of an ophthalmic lens precursor and lens |
| US9417464B2 (en) | 2008-08-20 | 2016-08-16 | Johnson & Johnson Vision Care, Inc. | Method and apparatus of forming a translating multifocal contact lens having a lower-lid contact surface |
| US8240849B2 (en) | 2009-03-31 | 2012-08-14 | Johnson & Johnson Vision Care, Inc. | Free form lens with refractive index variations |
| WO2010119726A1 (ja) * | 2009-04-13 | 2010-10-21 | コニカミノルタオプト株式会社 | ウエハレンズの製造方法 |
| DE102009055083B4 (de) | 2009-12-21 | 2013-12-05 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Optischer Schichtstapel und Verfahren zu dessen Herstellung |
| DE102009055080B4 (de) * | 2009-12-21 | 2019-11-14 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und Vorrichtung zum Herstellen einer Struktur, Abformwerkzeug |
| DE102009055088B4 (de) | 2009-12-21 | 2015-04-02 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zum Herstellen einer Struktur, optisches Bauteil, optischer Schichtstapel |
| US8807076B2 (en) | 2010-03-12 | 2014-08-19 | Johnson & Johnson Vision Care, Inc. | Apparatus for vapor phase processing ophthalmic devices |
| WO2012060342A1 (ja) * | 2010-11-02 | 2012-05-10 | コニカミノルタオプト株式会社 | ウェハーレンズの製造方法 |
| DE102013207243B4 (de) * | 2013-04-22 | 2019-10-02 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung und verfahren zur herstellung einer struktur aus aushärtbarem material durch abformung |
| US9645412B2 (en) | 2014-11-05 | 2017-05-09 | Johnson & Johnson Vision Care Inc. | Customized lens device and method |
| US10359643B2 (en) | 2015-12-18 | 2019-07-23 | Johnson & Johnson Vision Care, Inc. | Methods for incorporating lens features and lenses having such features |
| US10654596B1 (en) | 2016-09-29 | 2020-05-19 | Northrop Grumman Systems Corporation | On-orbit thermal extractions of raw materials from space debris in support of additive manufacturing of new space elements on-orbit |
| US11364696B2 (en) | 2020-09-18 | 2022-06-21 | Johnson & Johnson Vision Care, Inc | Apparatus for forming an ophthalmic lens |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3242806A (en) * | 1962-03-23 | 1966-03-29 | Sheldon H Hine | Apparatus for reducing the size of a collimated beam of radiant energy |
| US3848970A (en) * | 1973-09-07 | 1974-11-19 | Westinghouse Electric Corp | Apparatus for measuring and controlling annulus diameters of images formed by a pincushion lens |
| US4022855A (en) * | 1975-03-17 | 1977-05-10 | Eastman Kodak Company | Method for making a plastic optical element having a gradient index of refraction |
| US4166088A (en) * | 1977-05-25 | 1979-08-28 | Neefe Charles W | Method of making high quality plastic lenses |
| JPS55132221A (en) * | 1979-04-03 | 1980-10-14 | Matsushita Electric Ind Co Ltd | Manufacture of plastic lens |
| JPS5842436A (ja) * | 1981-09-04 | 1983-03-11 | Matsushita Electric Ind Co Ltd | 信号記録担体の製造法 |
| JPS60108802A (ja) * | 1983-11-18 | 1985-06-14 | Fuji Photo Film Co Ltd | 光ビ−ム合成方法及び装置 |
| DE3520220A1 (de) * | 1985-06-05 | 1986-12-11 | Polygram Gmbh, 2000 Hamburg | Verfahren zur herstellung einer beschreibbaren optischen speicherplatte |
| EP0226123A3 (en) * | 1985-12-03 | 1988-08-10 | Matsushita Electric Industrial Co., Ltd. | Method for producing transparent plastic article |
| US4728469A (en) * | 1986-01-28 | 1988-03-01 | Sperti Drug Products, Inc. | Method and apparatus for making a plastic lens |
| CA1296395C (en) * | 1988-05-23 | 1992-02-25 | Gene Joseph Gaudenzi | Current source technology |
-
1987
- 1987-12-21 JP JP62323123A patent/JPH01163027A/ja active Granted
-
1988
- 1988-12-19 KR KR1019880016966A patent/KR910005553B1/ko not_active IP Right Cessation
- 1988-12-21 EP EP88730282A patent/EP0322353B1/en not_active Expired - Lifetime
- 1988-12-21 DE DE88730282T patent/DE3882957T2/de not_active Expired - Fee Related
- 1988-12-21 US US07/287,087 patent/US4988274A/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011159120A2 (en) * | 2010-06-17 | 2011-12-22 | Lg Innotek Co., Ltd. | Molding apparatus and method of manufacturing polymer molded article |
| WO2011159120A3 (en) * | 2010-06-17 | 2012-04-26 | Lg Innotek Co., Ltd. | Molding apparatus and method of manufacturing polymer molded article |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3882957D1 (de) | 1993-09-09 |
| EP0322353B1 (en) | 1993-08-04 |
| DE3882957T2 (de) | 1994-04-07 |
| EP0322353A2 (en) | 1989-06-28 |
| EP0322353A3 (en) | 1989-11-29 |
| KR890010579A (ko) | 1989-08-09 |
| JPH01163027A (ja) | 1989-06-27 |
| US4988274A (en) | 1991-01-29 |
| JPH0541411B2 (ko) | 1993-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR910005553B1 (ko) | 광학소자의 성형방법 및 그 장치 | |
| JP2011098484A (ja) | 3次元光造形装置、3次元光造形方法及び造形物 | |
| JPH0342233A (ja) | 光学的造形法 | |
| JP2004505816A (ja) | 固体埋没レンズ構造および固体埋没レンズ構造を製造する方法 | |
| JPH03240005A (ja) | 光導波路アレイ | |
| KR101025132B1 (ko) | 블루레이 픽업 유니트를 이용한 광조형 장치 | |
| KR101238340B1 (ko) | 가시광선 스캔형 저비용 쾌속조형장치 | |
| KR100938643B1 (ko) | 복합렌즈 성형장치 및 방법 | |
| JP2574360B2 (ja) | プラスチックレンズ成形方法およびその装置 | |
| JPH07299874A (ja) | 高na光学系を用いた光造形装置 | |
| JPH08207159A (ja) | 光学素子の製造方法及び光学素子製造装置 | |
| KR20010080671A (ko) | 광 안내부 상에 광 추출 구조물을 성형하기 위한 장치 | |
| CN109073903A (zh) | 高功率动态透镜 | |
| CN115551694A (zh) | 光学部件,尤其是透镜的快速原型设计,用于生产定制的光学表面形状 | |
| KR20040102531A (ko) | 마이크로 광 조형 방법 및 장치 | |
| MX2010012582A (es) | Fabricacion de herramientas a microescala. | |
| JP2007313768A (ja) | 複合光学素子の製造方法、複合光学素子の成形装置 | |
| JP3825505B2 (ja) | 複合化レンズの製造方法 | |
| CN110320599B (zh) | 一种空间光波导制备方法 | |
| TW202337676A (zh) | 樹脂積層光學體的製造方法 | |
| JP3941478B2 (ja) | 光導波路の製造方法 | |
| JPH11170377A (ja) | 光造形加工法、該加工法を用いた可動装置および光造形加工装置 | |
| KR100921939B1 (ko) | 광 픽업 유니트를 이용한 광조형 장치 및 그 장치를이용하여 구조물을 형성하는 방법 | |
| JP2000167939A (ja) | 光造形方法 | |
| KR100243886B1 (ko) | 광섬유를 이용한 광조형 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19960709 Year of fee payment: 6 |
|
| LAPS | Lapse due to unpaid annual fee |