KR900001657B1 - 반도체 수지밀봉용 성형장치 - Google Patents
반도체 수지밀봉용 성형장치 Download PDFInfo
- Publication number
- KR900001657B1 KR900001657B1 KR1019860004703A KR860004703A KR900001657B1 KR 900001657 B1 KR900001657 B1 KR 900001657B1 KR 1019860004703 A KR1019860004703 A KR 1019860004703A KR 860004703 A KR860004703 A KR 860004703A KR 900001657 B1 KR900001657 B1 KR 900001657B1
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- mold
- resin
- ejector
- fixed
- Prior art date
Links
- 239000011347 resin Substances 0.000 title claims description 57
- 229920005989 resin Polymers 0.000 title claims description 57
- 238000007789 sealing Methods 0.000 title claims description 25
- 239000004065 semiconductor Substances 0.000 title claims description 17
- 238000000465 moulding Methods 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 10
- 238000003825 pressing Methods 0.000 claims description 4
- 238000001125 extrusion Methods 0.000 claims 1
- 230000007246 mechanism Effects 0.000 abstract 3
- 238000004804 winding Methods 0.000 description 8
- 125000006850 spacer group Chemical group 0.000 description 7
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 230000007547 defect Effects 0.000 description 4
- 235000012431 wafers Nutrition 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having potential barriers, e.g. a PN junction, depletion layer or carrier concentration layer
- H01L21/50—Assembly of semiconductor devices using processes or apparatus not provided for in a single one of the subgroups H01L21/06 - H01L21/326, e.g. sealing of a cap to a base of a container
- H01L21/56—Encapsulations, e.g. encapsulation layers, coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/02—Transfer moulding, i.e. transferring the required volume of moulding material by a plunger from a "shot" cavity into a mould cavity
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Abstract
내용 없음.
Description
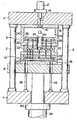
제1도는 종래의 수지밀봉용 성형장치를 나타내는 종단면도.
제2도 내지 제4도는 제1도의 작동상태를 나타내는 종단면도.
제5는 제1도의 성형장치에 의해 제조된 성형품의 평면도.
제6도는 제5도의 VI-VI선에 따른 단면도.
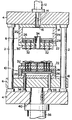
제7도는 본 발명의 실시예에 따른 수지밀봉용 장치를 나타내는 종단면도.
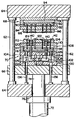
제8도 내지 제9도는 제7도의 작동을 나타내는 종단면도.
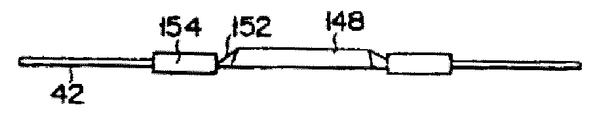
제10도는 본 발명에 따른 성형장치에 의해 제조된 성형품의 평편도.
제11도는 제10도의 VI-VI선에 따른 단면도이다.
* 도면의 주요부분에 대한 부호의 설명
62 : 지주 64 : 플레이트
66 : 슬라이드테이블 68 : 상부금형
70 : 하부금형 72 : 이송실린더
74 : 피스톤봉 76 : 구멍
86 : 공동판 88 : 이젝터핀
92 : 이젝터판 94 : 공간
100 : 이송매니포울드 104 : 되돌림이송 매니포울드
110 : 모울드베이스 112 : 모울드판
114 : 공간 122 : 포트
124 : 플랜저(plunger) 126 : 대응봉
128 : 압력균등화부재 136 : 이젝터봉
140 : 수지 142 : 리이드프레임
146 : 성형품 154 : 수지밀봉부
본 발명은 반도체 웨이퍼에 회로와 소자를 형성시킨후 그 회로와 소자부분을 수지로 밀봉한다음, 이렇게 수지로 밀봉된 성형품을 펠릴(pellet) 단위로 절단하게 되는 반도체 제조과정에서의 수지밀봉용 성형장치에 관한 것이다.
종래 반도체 제품을 제조함에 있어서는 그 제조공정이 복잡하고 극단적으로 먼지를 피해야하는 작업환경때문에 전공정의 자동화가 후공정에 비해 늦어지고 있으나, 최근 생산규모가 증대되고 있는 경향에 따라 생산성이 높은 제조라인을 확립시켜주는 것이 요구되고 있는바, 그 일환으로서 반도체 웨이퍼 직경의 대구경화가 진척되고 있음과 더불어 전공정에서도 그 자동화가 추진되고 있는 한편, 후공정도 한층 더 자동화시켜 가동률을 높여줄 것이 요망되고 있다. 이러한 관점에서 반도체 펠릴단위로 절단된 소자를 다이본딩(Die bonding)이나 와이어 본딩(Wire bonding) 하는데에도 여러가지 개량이 꾀해지고 있고, 이러한 본딩 공정에 이어 회로부분을 보호하기 위한 수지밀봉공정에 있어서도 한층더 효율을 향상시켜줄 것이 꾀해지고 있다. 그런데 이 수지밀봉공정에서는 이송성형기가 사용되고 있지만, 종래에는 그중에서 소위 멀티포트형태(Multi-pot Type)가 사용되고 있는바, 이러한 종래의 성형기를 제1도 내지 제6도에 의거 설명하면 다음과 같다.
수직방향으로 배치된 지주(2)에 의해 서로 마주보게 배치된 1쌍의 플레이트(4)가 고정되고, 상기 지주(2)에는 슬라이드 테이블(6)이 플레이트(4) 사이를 왕복이동하도록 지지되어 있다. 그리고 상부금형(8)은 윗쪽플레이트(4)에 고정되고 하부금형(10)은 슬라이드 테이블(6)에 고정되어 상기 슬라이드 테이블(6)이 상, 하로 이동함에 따라 움직이도록 된 방식이 채용되오고 있었다. 여기서 상기 상부플레이트(4)에는 이송용실린더(12)를 설치하고, 이의 피스톤(14) 선단에는 수지주입가압용 플랜저(16)가 설치되어 있다.
상기 상부금형(8)은 플레이트(4)에 고정된 상부밑판(18)에 스페이서블럭(20)과 모울드판(22)을 배치해서 중공부(24)를 형성시키고, 이 중공부(24)에는 서로 중합시킨 이젝터판(26)과 이젝터보울트(28)를 설치한다. 상기 모울드판(22)에는 공동판(30)을 설치한다. 한편 상기 이젝터보울트(28)에는 다수개의 이젝터핀(32)을 걸어 상기 모울드판(22) 및 공동판(30)을 관통해서 지주(2)의 축방향으로 이동할 수 있도록 설치한다.
또, 상부금형(8)의 중앙부분에는 포트(34)를 배치시켜 밀봉수지의 공급원으로 한다.
한편, 하부금형(10)은 슬라이드테이블(6)에 설치되지만 밑판(18)과 스페이서블럭(20), 모울드판(22), 중공부(24), 이젝터판(26), 이젝터보울트(28), 공동판(30), 및 여러개의 이젝터핀(32) 등을 상기 상부금형(8)과 마찬가지로 형성시켜 놓았기 때문에 동일한 참조부호를 사용하여 그 설명은 생략한다. 단, 상, 하부금형에 설치하는 이젝터핀(32)은 그 대부분이 서로 마주보도록 위치시킨다.
슬라이드테이블(6) 및 하부밑판(18)을 관통해서 아래쪽 이젝터판(26)에 접하게 되는 이젝터로드(36)가 하부판(4)에 세워 설치되고, 그 선단에 슬라이드 테이블(6)을 고정시킨 피스톤(40)에 하부판(4)을 관통하여 상기 슬라이드테이블(6)을 지주(2)의 축방향으로 이동구동시켜주는 이송용 실린더(38)를 하부판(4)에 설치시켜준다.
그런데, 이와같은 이송용 금형은 일정한 온도로 가열된다음 하부금형의 공동판(30) 상에 리이드프레임(42)을 설치하게되고, 이어 제2도에 도시된 바와같이 이송용실린더(38)의 피스톤(40)을 상승해서 상기 상, 하부금형(8,10)이 맞물리게 한다. 이러한 상태에서 수지(42)를 유도구멍(34) 안으로 공급하게 되는데 통상적으로 정제상태로 성형시켜 놓은 수지가 사용된다.
또, 제3도에 도시된 바와같이, 이송용실린더(12)의 피스톤(14)이 하강하면서 선단의 플랜저(16)로서 수지(42)를 주입가압성형하게 된다. 이렇게 수지를 주입시키면 제5도에 도시된 바와같이 수지는 권곡부(44)를 거쳐 탕도(46) 및 탕구(48)를 거쳐서 각 밀봉부(50)에 공급된다.
이어 제4도에 도시된 바와같이 상부 이송용실린더(12)의 피스톤(14)이 상승해서 상, 하부금형을 조이는 역할을 하는 하부이송용실린더(38)의 피스톤(40)을 하강시키면 성형품이 압출된다. 이러한 공정으로 제조한 성형품의 평면도를 제5도에, VI-VI선 단면도를 제6도에 도시해 놓았다.
이와같이 종래의 성형기는 이송용실린더(12)와 금형(8)이 각각 독립적인 상태로 되어, 상기 금형(8)을 설치할때 이송용실린더(12)의 피스톤(14) 선단에 고정시켜놓은 플랜저(16)와 금형(8)에 설치한 포트(pot,34)와의 중심점 일치에 상당한 시간과 숙련이 필요하게 되고, 상기 포트(34)와 플랜저(16)의 배열을 잘못하게되면 마찰이 일어나게 되고, 또 상기 금형(8)과 플랜저(16)가 서로 독립적으로 되어 있기때문에 이들 각각을 일정한 온도이상으로 가열된 상태를 유지할 필요가 있는바, 상기한 바의 구조로서는 이들 부재 사이의 온도변화가 크게되어 성형품의 불량률이 증가되는 문제가 제기되어 왔다.
더욱, 포트(34)와 플랜저(16) 사이에 수직(42)를 공급하기 위해 어떠한 형태로이던 공간이 필요하게 되고, 상기 플랜저(16)는 매번의 성형작업마다 상기 포트(34)로부터 빠져나와야 하므로 플랜저(16)의 행정을 길게 할 필요가 있을뿐만 아니라 이로인해 포트(34)와 플랜저(16)의 마찰이 더한층 증가되어지게 된다.
상기 플랜저(16)는 단지 1개로만 되어 있기때문에 제5도의 도시된 바와같이 권곡부(44)로부터 수지밀봉부까지의 거리가 길므로 길고 큰 탕도(46)를 필요로 하는 외에 많은 양의 수지를 필요로 하게되고, 주입시간이 길어지게 되며, 또 권곡부(44)로부터 수지밀봉부까지 거리가 불균일하게 되어 있어서 성형불량률을 증가시키는 요인중의 하나가 되어 왔다.
한편, 리이드프레임의 공급은 수지의 공급과는 별도의 작동으로 공급되므로 작동이 많고, 또 수지공급후에 수지가 용융하기까지는 다음 동작으로 들어가지 못하기 때문에 성형시간이 길게되는 단점을 지니고 있었다.
이에 본 발명은 상기 단점들을 해결하기 위하여 안출된 것으로서, 본 발명의 목적은 정치의 악화 및 마모를 초래하지 않고 반도체 부품을 신속하게 수지밀봉시킬 수 있는 가동률이 향상된 반도체 수지밀봉용 성형장치를 제공함에 그 목적이 있다.
본 발명에 따른 반도에 수지밀봉성형장치는 일정한 간격을 갖고 배치된 1쌍의 플레이트와, 상기 플레이트 사이에 배설된 슬라이드테이블, 상기 슬라이드테이블을 플레이트 대향방향으로 왕복이동시키는 이동수단, 한쪽 플레이트에 고정되어 제 1 의 주형면을 갖춘 공동판, 상기 슬라이드테이블에 고정되어 제 2 의 주형면을 갖춘 모울드판, 상기 제1, 2 주형면이 서로 마주닿아 포개질때에 수지가 주입되는 공동부를 형성시키는 홈과, 상기 모울드판에 형성되어 상기 공동과 연통가능하게된 여러개의 포트(pot), 상기 포트내에 배설된 여러개의 플랜저, 상기 포트내의 플랜저상에 수지를 넣어 상기 제1 및제 2주형면을 서로 겹쳐지게한 후 상기 각 플랜저를 동시에 제 2 주형면쪽으로 이동시켜 수지를 공동부내로 압입시켜주게되는 가압수단으로 이루어져 있다.
상기한 바의 본 발명에 있어서는 모울드판만이 이동하고 플랜저는 모울드판으로 형성된 포트내에 항상 배설되어 있기 때문에 상기 플랜저를 포트에 정렬시키는 작업이 필요없고, 그 때문에 작업시간을 단축시킬 수가 있으며, 또 이 정렬작업을 위한 숙련시간이 필요없게 됨은 물론 상기 포트와 플랜저 사이의 배열이 잘못되므로 인한 포트와 플랜저의 마모를 방지할 수가 있다.
또 상기 플랜저가 모울드판내에 배설되어 있기 때문에 이들 부재를 함께 가열함에 있어서 이들 부재사이의 온도 변화를 억제하고, 또 플랜저는 항상 포트내에 배설되어 있기 때문에 그 이동행정을 짧게 할 수가 있어서 상기 포트와 플랜저 사이에 마찰이 적어지게 되는 것이다.
또한, 본 발명에 따른 장치에 있어서, 여러개의 플랜저를 설치해 놓고 있기 때문에 권곡부로부터 공동부까지의 탕도를 짧게 할 수 있으므로 수지의 실제수율비율을 개선시킴과 더불어 주입시간을 단축할 수 있다. 더욱, 상기 탕도를 같은 등거리로 할 수가 있으므로 수지의 성형불량을 억제시킬 수 있는 효과도 있다.
이하, 본 발명을 첨부된 예시도면에 의거 상세히 설명하면 다음과 같다.
제7도는 본 발명의 실시예에 따른 수지밀봉 성형장치를 나타내는 종단면도로서 1쌍의 플레이트(64)가 여러개의 지주(62)양단에 설치되어, 상기 플레이트(64)는 적절한 간격을 유지하도록 떨어져 배설되어 있다. 상기 지주(62)에는 슬라이드테이블(66)이 플레이트(64)를 향한 방향(지주(62)의 길이 방향)으로 왕복이동할 수 있도록 지지되어져 있고, 또 상부 플레이트(64)의 아랫면에는 상부 금형(68)이 설치되어 있는 반면, 슬라이드테이블(66)의 윗면에는 하부 금형(70)이 설치되어 있다. 한편 하부플레이트(64)의 아랫면에는 이송실린더(72)가 고정되어 있고, 이 실린더의 피스톤봉(74)은 플레이트(64)의 중앙에 형성된 구멍(76)을 관통하여 있고, 상기 피스톤봉(74)의 단부는 슬라이드테이블(66)의 아랫면에 고정되어 있으며, 이송실린더(72)의 작동에 의해 피스톤봉(74)이 전, 후진 이동하므로 슬라이드테이블(66)이 플레이트(64)를 향하여 왕복이동하게 된다.
상기 상부 금형(68)은 플레이트(64)의 아랫면에 고정된 밀판(80)과 이 밀판(80)의 하면에 고정된 스페이서블럭(82), 이 스페이서 블럭(82)의 하단에 고정된 모울드베이스(84)를 가지고 이 스페이서 블럭(82)에 의해 밀판(80)과 모울드베이스(84)사이에 공간(94)이 형성되게 된다.
상기 모울드베이스(84)의 하면에는 공동판(86)이 그의 凹부형성면이 아래방향으로 되도록해서 모울드베이스(84)에 겹쳐 고정되어져 있다. 상기 공간(94)내에는 이젝터판(92) 및 이젝터보올트(90)에는 여러개의 이젝터핀(88)이 설치되어 있는데, 상기 이젝터핀(88)은 모울드베이스(84) 및 공동판(86)을 삽통해서 이 공동판(86)의 凹부내에 진입할 수 있도록 되어 있다.
따라서 상기 이젝터판(92)이 하강하므로서 이젝터핀(88)은 공동판(86)의 공동내의 성형품을 압출시키게 되는 것이다.
상기 슬라이드테이블(66)의 윗면에는 이송용 매니포울드(Manifold, 100)가 고정되어 있고, 이 이송용 매니포울드(100)의 윗면에는 스페이서블럭(102)을 매개로 되돌림 이송용 매니포울드(104)가 설치되어 있다. 그리고 되돌림 이송용 매니포울드(104)에는 스페이서블럭(108)이 끼워지고 이위에 모울드베이스(110)가 설치되어져 있다. 그리고, 상기 모울드베이스(110)의 윗면에는 공동판(112)이 얹혀져 고정되어 있으며, 이 모울드베이스(112)는 그 상면이 공동판(86)의 凹부에 정렬되는 凹부가 형성되어 있고, 상기 모울드베이스(112)와 공동판(86)을 함께 겹칠때 양쪽부품에 형성되어 있는 凹부에 의해 수지가 밀봉되어지는 공동이 형성된다.
상기 되돌림 이송매니포울드(104)와 모울드베이스(110)사이에 형성되는 공간(114)내에 이젝터판(116)과 이젝터지지부(118)가 배치되어 있는데, 상기 이젝터지지부(118)에는 여러개의 이젝터핀(120)이 설치되어 있다. 이 이젝터핀(120)은 다른 이젝터핀(88)과 일렬을 이루는 위치에 배설되어 있으며, 상기 이젝터판(116)의 아래면에는 여러개의 연결봉(134)이 그의 길이방향을 수직으로 해서 고정되어 있고, 이 연결봉(134)은 되돌림 이송매니포울드(104) 및 이송매니포울드(100)에 형성된 구멍을 관통하고 있다. 한편 하부플레이트(64)의 윗면에는 연결봉(134)과 일렬을 이루는 위치에 여러개의 이젝터봉(136)이 부착되어 있으며, 이 이젝터봉(136)은 슬라이드테이블(66) 및 이송매니포울드(100)에 형성된 구멍을 관통하고 있다. 상기 슬라이드테이블(66)이 하강하면 연결봉(134)이 이젝터봉(136)에 접하여 이젝터판(116)의 하강을 정지시키게 된다. 이로 인해 핀(120)이 슬라이드테이블(66) 및 모울드판(112)에 대해 상대적으로 윗쪽방향으로 이동하게 되고, 상기 핀(120)은 모울드판(112)으로부터 윗쪽방향으로 돌출해서 성형품을 압출시키게 되는 것이다.
상기 되돌림 이송매니포울드(104)와 이송매니포울드(100) 사이에 형성되는 공간에는 가압수단의 일부가 배설되어져 있는데, 이 가압 수간은 되돌림 이송매니포울드(104)의 하면 및 이송매니포울드(100)의 상면에 설치된 여러개의 피스톤(130)과, 이 피스톤(130)에 의해 지지되는 가압균등화 부재(128)로 이루어지되, 상기 가압균등화부재(128)에는 여러개의 대응봉(126)이 길이방향을 수직으로 해서 고정되어 있다. 이 대응봉(126)은 되돌림 이송매니포울드(104), 이젝터판(116) 및, 이젝터지지부(118)에 형성된 구멍을 관통하고 있으며, 모울드판(112) 및 모울드베이스(110)에는 수직으로 연장된 원통상의 여러개의 포트(122)가 끼워 맞추어져 있으며, 상기 각 포트(122)에는 플랜저(124)가 긴밀하게 끼워져 있다. 이 플랜저(124)는 대응봉(126)의 상단에 고정되어 있고, 포트(122)는 공동판(86) 및 모울드판(112)이 서로 겹쳐진 경우에 그들의 凹부에 의해 형성되는 공동과 연통하도록 형성되어 있다. 따라서 이 포트(122)내의 플랜저(124)상에 정제수지(140)를 부어 놓고 피스톤(130)을 작동시켜 압력균등화부재(128)를 상승시키면 대응봉(126)을 통하여 플랜저(124)가 포트(122)내에서 그의 원주면에 미끄러져 접촉해서 상승하고, 수지(140)가 주형 공동내에 공급된다.
되돌림 이송매니포울드(104) 및 이송매니포울드(100)내에는 피스톤(130)에 유압을 공급하기 위한 유압경로(132)가 내설되어 있다.
상기 유압경로(132)는 외부 유압공급원(도면에 도시되어 있지 않음)에 접속되어져 있어서, 상기 압력균등화부재(128)를 윗쪽방향으로 이동시키는 경우에는 아래방향의 피스톤(130)으로 방력오일을 공급하는 반면, 상기 압력균등화부재(128)를 아래쪽 방향으로 이동시켜주는 경우에는 윗쪽방향의 피스톤(130)으로 압력오일이 공급되게 된다.
상기 압력균등화 부재(128)는 피스톤(130)에 의해 윗쪽 또는 아래쪽 방향의 구동력이 인가된 경우에 그 구동력을 각 대응봉(126)에 균일하게 전달하고, 각 플랜저(124)에 의한 수지(140)의 가압력을 균일하게 한다.
상기 압력균등화부재(128)는 스프링을 사용해서 구성시켜 줄수도 있다.
상기와같이 구성된 성형장치에 있어서는 우선 공동판(86)과 모울드판(112), 모울드베이스(84)와 다른 모울드 베이스(110) 및, 모울드판(112)과 모울드베이스(110)내의 플랜저(124)를 동시에 소정온도로 가열시켜준다음, 아래방향의 모울드판(112)상에 리이드프레임(142)을 위치시키고 포트(122)내의 플랜저(124)상에 수지(140)를 위치시킨다. 그 다음에는 제8도에 도시된 바와같이 금형조임용 이송실린더(72)의 피스톤봉(74)을 상승시켜 공동판(86)과 모울드판(112)을 서로 겹치게 한다. 이 경우 이젝터판(92)을 지지 돌출시켜 이젝터핀(88)을 공통판(86)의 凹부로부터 후퇴시킨다음 가압 이송매니포울드(100)의 피스톤(130)에다 유압통로(132)를 통하여 압력오일을 공급해서 압력균등화부재(128)를 상승시켜준다. 그러면 플랜저(124)는 포트(122)내에서 상승하고 수지(140)를 공동판(86)과 모울드판(112)에 형성되는 공동내에 압입된다.
이어 수지가 공동내에서 성형된후 제9도에 도시된 바와같이 이송실린더(72)의 피스톤(74)을 하강시켜주게 되면 모울드판(112)이 공동판(86)으로부터 떨어져 이젝터판(92)등의 자중에 의해 성형품(146)이 상기 공동판(86)으로부터 압출된다. 이렇게하여 슬라이드테이블(66)이 충분하게 하강하게되면 연결봉(134)과 이젝터봉(136)이 맞닿아져 이젝터판(116)이 모울드베이스(110)에 대해 상대적으로 윗쪽방향으로 이동하게 됨에따라 이젝터핀(120)이 성형품(146)을 모울드판(112)으로부터 압출하게 된다.
제10도는 상술한 바와같은 내용의 작동에 따라 수지봉입된 성형품(146)의 평면도이고, 제11도는 제10도의 XI-XI선에 따른 단면도이다.
상기 포트(122)에 대응해서 권곡부(148)가 여러개 있으며, 수지는 이 권곡부(148)로부터 탕도(150) 및 탕구(152)를 거쳐 반도체웨이퍼가 배치된 공동에 공급된다. 그리고 이 부분에 수지밀봉부(154)가 형성되고, 이 수지밀봉부(154)의 주위를 절단함에 따라 수지밀봉된 여러개의 반도체웨이퍼가 제조된다. 이 경우에 포트(122)를 여러개 설치하였기 때문에 권곡부(148)도 여러개가 되며, 탕도(150)가 짧음과 동시에 각 수지밀봉부(154)에 대해 균일한 길이를 가진다. 따라서 성형품의 품질을 균등하게 하며, 또 수지 실수비율을 줄이고 주입시간을 단축할 수가 있는 것이다. 또한, 포트가 형성된 주형부재 및 플랜저등의 가압수단은 슬라이드테이블에 설치하는 대신 고정플레이트에 설치해도 무방하다.
이상과같이 본 발명에 따른 성형장치는 포트와 플랜저의 중심맞춤이 필요가 없으며, 이 중심맞춤에 의한 포트와 플랜저의 마찰을 방지할 수가 있고, 이 금형과 플랜저는 항상 끼워 맞추어져 있기때문에 동시에 가열이 가능하여 온도 변화를 종래의 성형장치의 170±10℃에서 170±3℃까지 낮출수 있으므로 온도에 따른 성형불량이 해결된다.
다음 포트내에서의 플랜저 행정이 종래의 150mm에서 30mm로 단축되어 좁혀졌기 때문에 상기 포트와 플랜저의 마찰은 종래의 1/5로 감소되어진다.
제10도에 도시된 바와같이, 권곡부(148)로부터 수지밀봉부(154)까지의 거리가 12mm로 짧게됨과 더불어 균일하게 되고, 수지량도 종래의 테이블보다 10%정도 감소되어 성형불량을 감소시킨다. 덧붙여 설명하면 종래의 상기 거리는 약 220-400mm로 길이가 김과 동시에 불균일하게 되어 있었다.
또한, 수지 주입시간도 30초에서 10초로 단축되고, 리이드프레임과 수지를 동시에 공급하기 때문에 기계작동의 수가 감소됨과 더불어 금형들을 조이는 중에 수지가 용융되면서 다음작동이 가능해서 되는 것이다.
본 발명에 따른 성형장치의 성형시간은 종래의 180초에서 60초로 향상되므로 결과적으로 가동률이 향상됨과 더불어, 더 나아가 반도체 소자의 후공정 합리화에 이바지하는등의 효과가 있다.
Claims (6)
- 일정한 간격으로 떨어져 있고 1쌍의 플레이트(64)와, 상기 플레이트사이에 배설된 슬라이드테이블(66), 상기 슬라이드테이블을 플레이트의 마주보는 방향으로 왕복이동시키는 이송수단(72,74,76), 한쪽 플레이트에 고정되어 제1의 주형면을 가지는 공동판(86), 상기 슬라이드테이블(66)에 고정되어 제 2 주형면을 가지는 모울드판(112) 및, 제1 및 제2주형면이 서로 마주닿아 포개질때에 수지가 주입되는 공동을 형성홈으로 이루어진 반도체 수지밀봉용 성형장치에 있어서, 상기 모울드판(112)에 형성되어 상기 공동과 연통가능하게 된 여러개의 포트(122)와, 상기 포트(122)내에 배설된 여려개의 플랜저(124), 상기 포트(122)내의 플랜저(124)상에 수지를 넣어 제1 및 제 2주형면을 서로 겹쳐지게 한후 상기 각 플랜저를 동시에 제 2 주형면을 향해 이동시켜 수지를 공동내에 압입시키는 가압수단을 갖춘 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
- 제1항에 있어서, 상기 제1주형면을 갖춘 공동판(86)과 제2주형면을 갖춘 모울드판(112)에는 플레이트(64)의 마주보는 방향으로 이동할 수 있도록 삽통된 여러개의 이젝터핀(88,120)들이 장착되되, 상기 이젝터핀(88,120)에는 이젝터판(92,116)이 고정되어 상기 이젝터판(92,116)들을 제1 및 제 2 주형면을 향해 이동시킴에 의해 수지가 응고된후 성형품을 홈으로부터 취출시키는 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
- 제1항에 있어서, 상기 가압수단은 슬라이드테이블(66)에 고정되어 피스톤봉(74)을 갖춘 이송실린더(72)와, 그의 일단이 플랜저(124)에 고정된 여러개의 대응봉(126)으로 이루어져서 상기 실린더(72)의 피스톤봉(74)이 대응봉(126)을 통하여 플랜저를 제 2 주형면쪽으로 이동시키는 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
- 제3항에 있어서, 상기 가압수단은 여러개의 피스톤봉(74)과 대응봉(126)이 연결된 가압균등화부재(128)를 갖추되, 상기 가압균등화부재는 피스톤봉(74)의 압출력을 여러개의 대응봉(126)에 균일하게 전달하는 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
- 제1항에 있어서, 상기 한쪽플레이트(64)에는 슬라이드테이블(66)을 관통해서 고정된 이젝터봉(136)이 설치되고, 상기 이동수단에 의해 슬라이드테이블(66)을 제1 및 제2주형면이떨어지는 방향으로 이동시켜줄때 상기 이젝터봉(136)이 이젝터판(116)에 접하여 이젝터핀(120)으로 성형품을 압출하도록 된 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
- 제1항에 있어서, 상기 이동수단에 다른쪽 플레이트(64)에 고정된 이송실린더(72)를 갖추되, 상기 이송실린더에는 플레이트(64)에 형성된 구멍(76)을 관통하여 그의 선단에서 슬라이드테이블(66)에 고정된 피스톤봉(74)을 갖춘 것을 특징으로 하는 반도체 수지밀봉용 성형장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP60132937A JPS61292329A (ja) | 1985-06-20 | 1985-06-20 | 半導体樹脂封止用成形装置 |
| JP132937 | 1985-06-20 | ||
| JP60-132937 | 1985-06-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR880001028A KR880001028A (ko) | 1988-03-31 |
| KR900001657B1 true KR900001657B1 (ko) | 1990-03-17 |
Family
ID=15092985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860004703A KR900001657B1 (ko) | 1985-06-20 | 1986-06-13 | 반도체 수지밀봉용 성형장치 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPS61292329A (ko) |
| KR (1) | KR900001657B1 (ko) |
| CN (1) | CN1005177B (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018124559A1 (en) * | 2016-12-27 | 2018-07-05 | Samsung Electronics Co., Ltd. | Battery case and remote controller including the same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5480296A (en) * | 1992-02-15 | 1996-01-02 | Goldstar Electron Co., Ltd. | Transfer molding apparatus for encapsulating an electrical element in resin |
| CN106217929B (zh) * | 2016-06-24 | 2017-12-12 | 佛山市海天调味食品股份有限公司 | 压榨机、压榨生产线和调味品生产线 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS604226A (ja) * | 1983-06-21 | 1985-01-10 | Mitsubishi Electric Corp | 半導体装置の樹脂封止成形装置 |
-
1985
- 1985-06-20 JP JP60132937A patent/JPS61292329A/ja active Granted
-
1986
- 1986-06-13 KR KR1019860004703A patent/KR900001657B1/ko not_active IP Right Cessation
- 1986-06-19 CN CN86104184.4A patent/CN1005177B/zh not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018124559A1 (en) * | 2016-12-27 | 2018-07-05 | Samsung Electronics Co., Ltd. | Battery case and remote controller including the same |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1005177B (zh) | 1989-09-13 |
| JPH0533531B2 (ko) | 1993-05-19 |
| CN86104184A (zh) | 1987-01-07 |
| JPS61292329A (ja) | 1986-12-23 |
| KR880001028A (ko) | 1988-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4599062A (en) | Encapsulation molding apparatus | |
| US4347211A (en) | Process and apparatus for molding plastics | |
| US3833330A (en) | Reciprocating injection molding apparatus and mold clamping means | |
| KR20020065573A (ko) | 수지봉지용 금형장치 및 수지봉지방법 | |
| US4983110A (en) | Resin encapsulating apparatus for semiconductor devices | |
| KR900001657B1 (ko) | 반도체 수지밀봉용 성형장치 | |
| US4388265A (en) | Process and apparatus for molding plastics | |
| JPS6233317Y2 (ko) | ||
| US2482338A (en) | Molding press | |
| US3590426A (en) | Apparatus for forming plastic articles | |
| CN211807391U (zh) | 一种聚三氟乙烯超长卧式棒模具结构 | |
| CN210453539U (zh) | 一种可双层加工的注塑模具 | |
| KR100443316B1 (ko) | 반도체 패키지 몰딩장치 | |
| CN212266523U (zh) | 一种便于冷却的均匀型气辅模具 | |
| KR960007278B1 (ko) | 봉입성형용 모울딩 프레스 장치의 금형 | |
| JPH0432755Y2 (ko) | ||
| CN211467375U (zh) | 一种可快速冷却的注塑模具 | |
| CN213766961U (zh) | 一种新型注塑模芯 | |
| JPH0238447Y2 (ko) | ||
| CN212636395U (zh) | 一种注塑机锁模机构 | |
| US3670062A (en) | Method for forming plastic articles | |
| US5501588A (en) | Mold for a semiconductor package | |
| KR20010098020A (ko) | 로터리형 고무성형 사출장치 | |
| JPS6382717A (ja) | トランスファー成形型の金型装置 | |
| JPS635227Y2 (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20030228 Year of fee payment: 14 |
|
| LAPS | Lapse due to unpaid annual fee |