KR890001530B1 - 다층의 적층판 제조방법 및 장치 - Google Patents
다층의 적층판 제조방법 및 장치 Download PDFInfo
- Publication number
- KR890001530B1 KR890001530B1 KR1019830005489A KR830005489A KR890001530B1 KR 890001530 B1 KR890001530 B1 KR 890001530B1 KR 1019830005489 A KR1019830005489 A KR 1019830005489A KR 830005489 A KR830005489 A KR 830005489A KR 890001530 B1 KR890001530 B1 KR 890001530B1
- Authority
- KR
- South Korea
- Prior art keywords
- heating
- web
- plate
- webs
- binder
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/02—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by a sequence of laminating steps, e.g. by adding new layers at consecutive laminating stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
- B32B37/1027—Pressing using at least one press band
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/02—Apparatus or processes for manufacturing printed circuits in which the conductive material is applied to the surface of the insulating support and is thereafter removed from such areas of the surface which are not intended for current conducting or shielding
- H05K3/022—Processes for manufacturing precursors of printed circuits, i.e. copper-clad substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3425—Printed circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/18—Fabrics, textiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/06—Lamination
- H05K2203/068—Features of the lamination press or of the lamination process, e.g. using special separator sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
내용 없음.
Description
제 1 도는 본 발명에 다른 장치의 개략도.
제 2 도는 제 1 도의 "A" 부분 확대도.
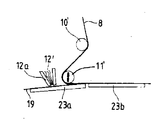
제 3 도는 제 1 도의 "A" 부분의 다른 이송형태도.
* 도면의 주요 부분에 대한 부호의 설명
3 : 가열부 4 : 압착장치
7 : 제동로울러 8 : 웨브
10,11 : 방향전환로울러 12 : 공급장치
12' : 수지 19 : 운반판
20 : 분할판 23,24 : 가열판
본 발명은 다층의 적층판 특히 전기공학적 목적을 위한 도체판의 제조장치에 관한것으로서 이송장치를 통하여 다수의 섬유웨브들을 접합시키고 동시에 결합제를 함침시켜 적당히 압착시키는 것이다.
다층의 적층판 제조장치로는 이미 많은 것이 공지되어 있다. 예를들어 다층압착법으로서 결합제에 침지시킨 웨브들을 겹친 다음 스탬프로 압착시키는 방법등이 널리 보급되어 있다. 이 경우 문제점은 웨브를 침지시키기 위해서 상온에서 사용가능한 결합제를 경화시켜야하고 따라서 용매를 사용해야 하는 것이다. 이렇게 사용된 용매는 건조시켜 다시 제거해야 하므로 확실하고 노동절약적인 방법이라고 할 수는 없다. 이외에도 적층판을 준비하기위해 매판마다 손으로 쌓아 다층프레스에 넣고 압착공정후는 분리해야하므로 그러한 프레스의 용량은 비교적 작다. 결과적으로 결합제가 견고한 상태로 되는 정확한 시간을 정할 수 없으며, 각각의 공장의 라인에 따라 다르게 된다. 따라서 침지된 웨브를 최소한 상기 시점을 초과할때까지 프레스내에 방치해 두어야 한다. 이로인해 이런 다층프레스의 압축시간은 비교적 길다.
이와같이 다층프레스에서의 낮은 생산용량과 같은 상기한 단점을 없애려는 다층의 적층판 제조장치가 제안되어 왔다.
예를들어 독일특허 DE-OS 26 13 081호에 기술된 내용을 보면, 각 웨브를 하나의 침지액에 이송시켜 로울러를 이용하여 여러번 담갔다 뺐다 한다음 광택로울러로 교대로 적당히 개고 압축하여 결국 연마로울러작업을 하여 완전히 밀착을 이루도록 하는 것이다. 다층웨브를 광택 또는 연마작업중에 로울러자체를 가열냉각시키게 하여 가열, 냉각시킬 수 있다.
그러나 이같은 장치를 이용해도 종래의 다층압착법에서 야기되는 문제가 완전히 해결되는 것은 아니다. 예를들어, 합성수지등을 결합제로 이용할 경우 경화시키는데 비교적 많은 시간이 필요하게 되므로 이송속도와 장치의 용량을 임의로 늘릴 수 없다. 침지액내에서 수지의 유동성을 유지시키려면 포트라이프를 길게해야하므로 결국 경화시간이 길게된다.
또한, 여기서도 다수의 로울러 또는 압착시스템을 이용하는 관계로 장치전체는 고가이다. 결과적으로, 광택로울러에 의해 접착제가 일시에 유동상태로부터 고형상태로의 정확한 그의 전환점에 도달한다는 것은 보장할 수 없는것이다.
본 발명의 목적은 종래의 단점을 없애고 용량을 크게하고 가격을 저렴하게 할 수 있는 장치를 제공하고자 하는 것이다.
이같은 본 발명의 목적은 모두에 언급한 장치에 있어서 가열부를 압착장치의 앞에 위치시키고 가열부의 앞 또는 내부로 접착제가 피복된 웨브들을 함께 이송시키고 가열부를 통과하여 균일히 함침되게 함으로써 달성된다. 가열부는 개별 섬유웨브들이 함께 겹쳐지는동안 결합제가 유체상태를 유지하게 한다. 그때문에 용매사용은 불필요하다. 이외에도 신속히 경화되는 여러가지 결합제를 이용할 수도 있다. 신속히 경화되는 결합제를 이용한다는 것은 유동상태로부터 고형상태로 전환하는 시간을 절감시킬 수 있다는 것이다. 이 고형상태로의 전환시점은 원래의 압착장치내에서 웨브가 아주 짧게 머무는 경우에도 도달될 수 있다. 그러므로 작동자는 항상 정확한 시점에 압축되어 안정된 적층판을 얻을 수 있고 그와동시에 프레스의 높은 용량을 실현할 수 있다. 또한 상온에서 유동성을 갖고 신속히 경화될 수 있는 결합제뿐 아니라 상온에서 이미 경화상태에 있는 결합제도 가열부에서 가열시켜줌으로써 사용할 수 있다. 끝으로 섬유웨브와 결합제를 가열시켜 섬유웨브의 보다 나은 침지효과를 얻을 수 있게된다. 가열부의 구조적 완성은 간단한 방법에 의해서도 가능하므로, 종전기술의 완성형태보다도 경비절약을 꾀할 수 있다.
특히, 전기공학적 목적을 위한 도체판의 제조시는 각각의 섬유웨브를 유리섬유조직으로 구성할 수 있다. 물론 이 웨브에는 한면 또는 양면에 구리웨브를 설치할 수도 있다. 결합제로 에폭시수지와 같은 합성수지를 이용하기도 한다. 이 수지는 작업동안 유동성을 유지해야 한다.
또한 예를들어, 상온에서 유동성을 유지하고 신속히 경화될 수 있는 결합제를 사용할 수도 있으나 본 발명에 따른 가열대를 이용할 경우 상온에서 경화상태에 있는 결합제도 사용할 수 있게된다. 여태까지는 필요했던 용매 예를들어 아세톤 혼합물등도 이미 기술한 바와같이 더이상 넣어서는 안되는데 그 이유는 가열대를 통해 수지는 가공할 수 있는 상태 즉 유동성을 지니게 되고 이외에도 점도저하 현상이 나타나기 때문이다. 수지의 점도가 저하되면 유리섬유조직의 심지작용에 의해 유리섬유의 침지는 매우 양호하게 이루어진다.
유리하고 특히 구조상 간단한 실시형에 있어서는 가열부를 가열대로 형성하여 그 위로 웨브를 통과시킨다. 웨브를 가열대와 접하게하여 필요한 온도로 유지시킨다. 그리하여 예컨대 가온하우징과 같은 고가의 가열수단은 사용할 필요가 없다. 이런 실시형에서는 이용되는 가열에너지는 매우 경미한 것이다. 이외에 다수의 가열판으로 가열대를 구성하면 양호하다. 이들 가열판들을 임의로 서로 접합시켜서 여러가지 방식으로 웨브를 이송시킬 수 있다. 그럼으로써 그밖에 조립해체 또는 가열대의 운반을 간단화시킬 수 있다.
본 발명의 양호한 실시예로서는 가열판을 만곡되게하고 웨브의 이송방향으로 가열대를 위로 만곡된 아아치 형태로 한다. 이렇게되면 웨브의 접합이송시 공기유입을 막을 수 있다. 이 방법에 의해 원하지 않는 공기흡장을 막을 수 있다. 이외에도 웨브들은 다른 장력하에 놓일 수 있기때문에(예컨대 위로 만곡된 실시형에 있어서는 맨위의 웨브가 다른 웨브보다 큰 장력하에 있게된다)웨브들은 확실히 눌려지게되면 양호한 침지가 가능케된다. 가열판을 편평하게하고 이송방향으로 다각형으로 배열할 경우도 상기와 같은 효과가 있다.
본 발명의 다른 양호한 실시예로서, 가열대위로 이송된 웨브상부에 이것과 떨어져 부가적으로 다른 가열체 즉 가열판등을 설치할 수도 있다. 이로써 모든 방향에서 균일하게 웨브의 가열을 행할 수 있으므로 결합제가 모든 지점에서 일정한 유동성을 유지하게된다. 가열대상부에 위치한 가열체들 사이로 웨브를 보낼 경우에 효과적이다. 웨브는 같은 지점이 아니라 일정한 거리에서 가열대에 이송된다. 이렇게 함으로써 먼저번 이송된 웨브가 다른 웨브 또는 지지재료와 양호한 접촉관계를 유지하고 충분히 함침된 때에야 비로소 각 웨브가 공급되기 때문에 공기흡장의 위험이 훨씬 줄어든다.
목적에 따라서는 예비로울러에서 나온뒤 제동로울러 위로 각각의 웨브를 보낼 수도 있다. 이렇게 함으로써 웨브에서의 장력은 항상 변함없이 일정히 유지된다.
또한 매 두개의 방향전환로울러에 의해 먼저 웨브를 이송방향의 반대방향으로 보내고 위에서 매 하나의 공급장치에 의해 결합제 특히 수지를 바르고 이어서 매 하나의 또다른 방향전환로울러에 의해 가열대에 보내는 것도 좋다. 가열대위에서는 결합제가 웨브의 아래에 있고 아래쪽부터 위쪽으로 웨브에 스며들게되는데 혹시 머물고 있었던 공기도 배제시킬 수 있게된다. 이로써 공기흡장문제가 완전 제거된다.
목적에 따라 공급장치의 아래 웨브의 다른쪽 위에 가열 및/또는 냉각체를 위치시킨다. 이 가열 또는 냉각체는 결합제를 원하는 온도로 유지시켜준다. 특히 상온에서 경화상태로 있는 수지를 사용할 경우 이것에 의해 공급전 유동성을 유지할 수 있다.
이외에도 방향전환로울러를 사용할 경우 두개의 웨브를 모두 첫번째 방향전환로울러에 공급할 수 있다. 따라서, 결합제가 추가로 무엇을 필요로 함이 없이 두개의 웨브에 스며들 수 있다. 이렇게되면 본 발명에 따른 장치의 구조를 완성시키는 것은 간단하다. 그 이유는 단지 반만 공급장치, 가열 또는 냉각장치에 설치하면 되기 때문이다. 가열 및 침지부를 통해 웨브를 이송시키기 위해서는 하나의 운반판을 가열부 앞에서 웨브에 아래에서 공급시키는 것을 생갈할 수 있다. 일정하고 균일한 온도관계를 유지할 수 있기위해 운반판을 얇게하고 열전도를 좋게하여 신속한 가열을 할 수 있게한다. 본 발명의 장치를 전기적 도체판 제조에 사용시는 적층판외면도 도체웨브로 사용되도록 구리판을 추가적으로취급할 수 있다. 그러기 위해서는 구리판은 대응하는 층강도를 가져야하고 제진실에서 처리되어야 한다.
경우에 따라서는 운반판의 층강도는 아주 약하여 기계적강도가 작기때문에, 운반판 아래에서 섬유웨브쪽에 분할판을 공급하는 것이 유리하다. 분할판은 운반판이 오염되거나 이송장치와 접하는 것을 막아주며 대부분의 기계적하중을 떠맡는다.
또한 웨브에는 가열판 통과후 압착장치전에 두번째 운반판 특히 구리판이 위로부터 공급될 수 있다. 특히 이 방법은 본 발명의 장치로 도체판을 제조하고 프레스 밀폐후 그 판이 양면으로 구리층을 갖게하려 할때 효과적이다. 물론, 이들 둘째 운반판위로 둘째 분할판을 웨브에 공급시키는 것도 가능하며, 이 판은 첫번째 분할판과 같이 특히 기계적 부하완화, 압착과정중의 오염방지 및 보호역활을 해준다. 압착장치는 이미 공고지된 방법으로 제작할 수 있다. 본 발명에 특히 유용한 것은 이중밴드압착기를 이용하는 것이다. 이중밴드압착기를 이용할 경우 웨브가 띠로서 통과 할 수 있어 연속적인 압착이 가능하여 작업용량이 커지게 된다.
본 발명에 따른 다른 장점 및 특징에 대해서는 본 발명의 실시예가 도시되어 있는 도면을 참조하여 후술한다.
제 1 도는 본 발명에 따른 장치로서 특히 전기공학적 목적을 위해 도체판을 제조하기 위한 장치이며 장치 전체를 부호(1)로 나타냈다. 전체장치(1)는 다음 세부분 즉 공급부(2), 가열부(3) 및 압착부(4)로 나누어진다.
유리섬유조직으로 구성되어 있는 각 웨브는 저장로울러(5a~5h)에 있고 이 저장로울러를 처리하기 위해 배출된다. 충돌하지 않고 작동되게 하기위해 이들 로울러옆에 보조로울러(6a~6h)를 설치하여 둔다. 저장로울러의 유리섬유가 소진될때 이 보조로울러부터 유리섬유가 풀려나간다. 그리하여 저장로울러를 교체할때도 장치를 중지시킬 필요가 없다. 각 유리섬유조직은 저장로울러에서 벗어난후 방향전환로울러에 의해 안내되는데 이들중 단 2개(7a, 7b)만이 예시되어 있다. 유리섬유조직(8)은 유리섬유조직의 장력을 일정히 유지시키는 역할을 하는 제동로울러(9a, 9b)를 지나 방향전환로울러(10, 11)에 도달한다. 이들 로울러는 유리섬유조직이 일정부분에 걸쳐 원래의 진행방향의 반대방향으로 이동하도록 배열되어 있다.
그 상부에는 에폭시와 같은 합성수지의 결합제를 공급하는 공급장치(12)가 있다. 공급장치의 하부, 웨브의 타면에 배치된 장치(13)에 의해 합성수지는 가공에 적합한 온도에 유지될 수 있다. 사용된 수지의 종류에 따라 가열장치가 사용될 수도 있고 냉각장치가 사용될 수도 있다. 이렇게 함으로써, 장치(13)에 의해 이미 가공온도에 유지되어 있기때문에, 합성수지의 첨가제로서 용제를 사용치 않아도 된다. 특히 장치(13)가 가열장치인때는 상온에서 고형의 수지를 사용할 수 있다. 본 발명의 장치의 조절성 및 높은 이송속도로 속경성수지를 사용할 수도 있다. 이렇게되면 수지가 액체상태에서 고체상태로 변하는 전환점이 비교적 빨리 도달될 수 있다. 압착시간은 압착중 이 시점이 확실히 도달되어 흠없는 압착도체판이 얻어지도록 그 길이가 정해지며, 그럼으로써 압착시간이 짧아질 수 있다. 그리하여 본 발명장치의 높은 생산능력이 유지된다.
합성수직 피복된 유리섬유조직(8)을 다른 방향전환로울러(14)를 이용하여 가열부로 이송시킨다. 수지층은, 이제 유리섬유조직의 아래에 있게되고 아래로부터 위로 조직에 스며들게되어 혹시 포집되었던 공기가 빠져나가게 된다.
제 2 도는 제 1 도의 "A"부분 확대도로서 공급장치(12), 방향전환로울러(10, 11, 14)와 장치(13)를 상세히 보여주고 있다. 사용되는 수지는 번호(12')로 파상(波狀)으로 나타내었다. 이와같은 배열에 있어서는 유리섬유(8)의 피복시 수지가 대단히 균일하게 조정되어 예컨대 냉각되어 유리한 가공성질이 얻어지는 이점이 있다. 이외에도 제 2 도로부터 유리섬유조직이 맨끝에서 (여기에서 이 가열판의 우측끝에서) 처음으로 가열판(23a)과 접촉하기 시작한다는 것을 알 수 있다. 그리하여 수지는 운반판으로 사용된 구리판(19)과 접촉 하기전에 더욱 정확하게 조정되어 유동온도에 도달될 수 있다.
제 3 도는 마찬가지로 확대되어 유리섬유조직(8)을 공급하는 다른 실시예를 보여주고 있다. 이 실시예에서는 유리섬유조직(8)을 방향전환로울러(10',11')를 통해 직접 가열판(23a)에 이송시키고, 수지(12')의 공급장치(12a)를 유리섬유조직공급에 앞서 직접 구리판(19)위에 놓여지도록 하였다. 또한 이 배열은 단지 하나의 유리섬유조직-웨브가 가공되어야 할때는, 제 2 도에 표시된 실시예 대신에 제 1 도에 표시된 실시예의 첫번째 수지공급 위치로써 또는 그 다음의 공급위치로 사용될 수 있다. 여러웨브를 가공할때는, 수지가 이미 가온된 구리판(19)에 직접 보급되며 접촉위치에서 수지의 점도가 떨어져 정확한 양을 적용할 수 없기때문에 위의 배열을 후반의 공급위치로 적당하다. 수지는 공급뚜껑의 측면에서 외부로 나오거나 다시 들어갈 수 있다. 그래서 제 2 도의 공급장치가 제공된다.
또다른 저장로울러(15)와 보조로울러(16)위에는 운반재로서 사용되는 얇은 구리판이 있다. 저장로울러가 소진될때 보조판을 부착시키기 위해 장치(17)를 사용한다. 구리판은 본 발명의 장치에서 사용된 뒤는 또다른 도체웨브 제조를 위해 도체판의 외부쪽에서 주행해야하며 따라서 오염방지를위해서 제진실(18)에서 취급한다.
구리판(19)은 가열부상에 있는 각각의 방향전환로울러로 보내진다. 또 구리판에는 기계적 부하완화 및 오염방지를 위해 저장로울러(21) 또는 보조로울러(22)로 부터 풀려나온 분할판(20)이 아래로 부터 공급된다. 분할판(20)도 구리판(19)과같이 양호한 열전도도를 갖고 있어서 일정하고 균일한 온도분포 및 유리섬유조직상에서 열전도가 보장된다.
가열부(3)는 본원 실시예에서는 다수의 가열판(23a 내지 23f)을 조합한 가열대로 했다. 가열대의 앞부분근처에서는 분할판(20), 구리판(19) 그리고 약간 뒷쪽에서 유리섬유조직의 웨브가 합해진다. 공급장치(12)에 의해 유리섬유조직상에 공급되는 수지층은 유리섬유조직하부에놓이게 되며, 아래로부터 위로 스며들어 공기봉입(흡장)을 확실히 제거해주게 된다. 가열판(23a 내지 23f)의 일정한 온도유지로 합성수지를 계속하여 작업온도로 유지시킨다. 본원 실시예에서는 가열판을 편평하게 하고 이송방향으로 다각형으로 배열햇다. 이렇게하면, 판들사이에 공기가 유입되는 것을 막을 수 있다.이외에도 상부웨븐 하부웨브보다 큰 장력이 걸리기때문에 가열판상에서 확실히 눌려지게 된다. 이런 이점으로 당연히 가열판이 만곡된 구조를 생각할 수 있다.
가열판(23a 내지 23f)의 상부에서는 웨브에서 거리를 두고 또 다른 가열판(24a 내지 23f)이 위치되어 있다. 이들 가열판에 의해 웨브에서의 균일한 온도유지가 보장되어 웨브에서의 균일한 침지효과를 얻을 수있으며, 가열판이 웨브에서 떨어져 있기때문에 만일의 봉입공기의 배출을 방해하지 않는다. 이제 가열판들(24a 내지 24d) 사이에서는 연속적 방식으로 수지로 함침된 잔류 섬유웨브가 공급된다. 이 전체영역에서 가열대는 다각형으로 형성되어 있어 양호한 피복이 보장되고 공기봉입이 방지된다.
저장로울러(25) 또는 보조로울러(26)로부터 벗어난 구리판(27)이 유리섬유조직에 압착장치에의 도입전 공급된다. 이들 구리판은 구리판(19)과 마찬가지로 제진실(28)에서 취급한다. 저장로울러(25)가 소진되면 장치(29)로 보조판을 부착시킨다. 이 구리판의 기계적 부하완화, 보호등을 위해 저장로울러(30) 및 보조로울러(31)등을 벗어난 분할판(32)을 공급시킨다.
압착장치의 입구에는 도면에는 나타나 있지 않으나 상부 및 하부쪽에 공지의 청정장치를 위치시켜 먼지및 과잉의 잔류 수지를 제거한다.
본 실시예에서 압착장치(4)는이중밴드압착기(33)로 구성되어 있고, 이 압착기는 두개의 강철띠(34, 35), 부분적 또는 전체적으로 구동되는 4개의 로울러(36a 내지 36d), 및 두개의 압착스탬프(37,38)로 이루어져있다. 이중밴드압착기에서의 진행속도는 유리섬유조직이 유동상태에서 고체상태로의 전환이 일어나는시점까지는 확실히 프레스내에 있도록 조정된다. 본 발명에 따른 장치로 신속히 경화되는수지를 이용할 수 있기때문에 압착시간도 길어질 필요가 없으며, 따라서 용량도 증대시킬 수 있다. 이중밴드압착기의 압착력은 0.2~20바아(bar)이다.
물론 이중밴드압착기의 뒷편에 도체판의 경화후처리 및/또는 절단, 또는 외부층을 이루는 구리층의 표면처리를 이한 장치등을 위치시킬 수도 있다.
본 발명에 따른 장치는 용매의 이용을 생략할 수 있게 해주며 신속히 경화되는 수지 또는 상온에서 경화되어 있는 수지등의 이용을 가능케 해준다. 그 이유는 작업온도를 유지해주는 가열 및/또는 냉각장치(13)를 사용하기 때문이다. 웨브의 피복이 끝난다음 웨브를 가열부(3)로 보내 여기서 수지가 작업할 수 있는 상태에 머무르게 한다. 웨브가 원래의 이송방향의 반대방향으로 이동하는 동안 웨브는 위로부터 피복되어 나중에 수지는 아래서부터 웨브에 함침하므로 공기봉입이 방지된다.그래서 결합제 침지시 공기차단이 유지되는것이다.
Claims (22)
- 다수의 안내로를 연속하여 이송장치로 보낸다음 결합제로 침지시켜 적당히 압착하는 전기공학적 목적을 위한 도체판등의 다층의 적층판을 제조하는데 있어, 압착장치(4)의 앞에 가열부(3)가 위치되고, 이 가열부(3) 앞에서 또는 내부에서 결합제가 도포된 섬유웨브(8)들이 함께 이송되고 가열부(3)를 통과하여 균일하게 함침되는 것이 특징인 장치.
- 제 1항에 있어, 웨브(8)가 유리섬유조직으로되어 있는것이 특징인 장치.
- 제 1 항에 또는 2항에 있어, 결합제가 에폭시수지와 같은 합성수지로 되어 있는것이 특징인 장치.
- 제 1 항에 있어, 가열부(3)가 가열대로 형성되며 그 위로 웨브(8)가 이송되게 되어 있는것이 특징인 장치.
- 제 4 항에 있어, 가열대가 복수의 가열판(23a 내지 23f)으로 되어 있는 것이 특징인 장치.
- 제 5 항에 있어, 가열판(23a 내지 23f)이 만곡되어 있으며 웨브(8)의 이송방향으로 가열대가 위로 만곡된 아아치형으로 형성되어 있는것이 특징인 장치.
- 제 5 항에 있어, 가열판(23a 내지 23f)이 편평하게 되어있으며 이송방향으로 다각형을 이루고 있는것이 특징인 장치.
- 제 4 항에 있어, 가열대위로 이송되는 웨브(8)의 상부에 거리를 두고 또다른 가열체 특히 가열판(23a 내지 23f)이 놓여있는것이 특징인 장치.
- 제 8 항에 있어, 가열대의 상부에 정렬된 다른 가열판(24a 내지 24f)들 사이로 웨브(8)가 공급되는것이 특징인 장치.
- 제 1 항에 있어, 웨브(8)가 제동로울러(7a, 7b)위로 이송되는 것이 특징인 장치.
- 제 1 항에 있어, 웨브(8)가 각각 두개씩의 방향전환로울러(10, 11)에 의해 먼저 이송방향의 반대방향으로 이송되며 이때 상부에서 각 한개의 공급장치(12)에 의해 수지와 같은 결합제로 도포되고 이어서 각 한개의 다른 방향전환로울러(14)를 거쳐 가열대에 이송되는것이 특징인 장치.
- 제11항에 있어, 공급장치(12)의 하부, 웨브(8)의 타측상부에 가열 및/또는 냉각장치(13)를 위치시키는것이 특징인 장치.
- 제11항 또는 12항에 있어, 각 첫번째 방향전환로울러(10)에 각 두개씩의 웨브가 공동으로 공급되는것이 특징인 장치.
- 제 1 항에 있어, 가열부(3)의 전방에서 이송판(19)이 웨브(8)의 아래로 이동하는것이 특징인 장치.
- 제14항에 있어, 이송판(19)이 구리로되어 있는것이 특징인 장치.
- 제14항에 있어, 분할판(20)이 이송판(19)의 하부에서 웨브(8)를 이송시켜주는것이 특징인 장치.
- 제14항에 있어, 두번째 운반판(27) 특히 구리판이 가열부(3)의 통과후 그러나 압착장치(4) 앞에서 위에서부터 웨브(8)에 이송되는것이 특징인 장치.
- 제17항에 있어, 두번째 분할판(32)이 두번째 운반판(27)의 상부로 웨브(8)를 이송시켜주는것이 특징인 장치.
- 제 1 항에 있어, 압착장치(4)가 0.2~20바아 사이의 압착력을 갖는 이중밴드압착기로 이루어지는것이 특징인 장치.
- 다수의 안내로를 함께 겹치고 결합제를 침지시킨다음 적당히 압착하여 다수의 적층판을 연속제조하는데 있어서, 함께 겹치기 전에 먼저 안내로를 이송방향의 반대방향으로 이송시켜, 작업온도로 유지된 결합체로 위에서 부터 적층시키는것이 특징인 방법.
- 제20항에 있어, 가열부내에서 웨브들을 함께 겹치고 가열부를 통과시키고 아래부터 함침시키고 이어서 압착시키는것이 특징인 방법.
- 제20항 또는 21항에 있어, 웨브를 회전하는 강철띠(34, 35)를 이용해 압착시키고 이중밴드압착기(33)의 강철띠(34, 35) 상에 있는 웨브를 분리하기위해 분리기로 보낸다음 가열통에 의해 소부하는 것이 특징인 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DEP3324302.6 | 1983-07-06 | ||
| DEP3324302,6 | 1983-07-06 | ||
| DE3324302A DE3324302C2 (de) | 1983-07-06 | 1983-07-06 | Vorrichtung zum Herstellen von mehrlagigen Schichtstoffplatten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR850001082A KR850001082A (ko) | 1985-03-14 |
| KR890001530B1 true KR890001530B1 (ko) | 1989-05-06 |
Family
ID=6203261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019830005489A KR890001530B1 (ko) | 1983-07-06 | 1983-11-18 | 다층의 적층판 제조방법 및 장치 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4690721A (ko) |
| JP (1) | JPS6036162A (ko) |
| KR (1) | KR890001530B1 (ko) |
| CA (1) | CA1257188A (ko) |
| DE (1) | DE3324302C2 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3545159A1 (de) * | 1985-12-20 | 1987-06-25 | Aeg Isolier Kunststoff | Verfahren zur herstellung von basismaterialien mit optimiertem eigenschaftsbild |
| DE3811467A1 (de) * | 1988-04-06 | 1989-10-19 | Siempelkamp Gmbh & Co | Verfahren und anlage zur kontinuierlichen herstellung von bahnfoermigem basismaterial fuer leiterplatten |
| CN109648249B (zh) * | 2019-02-22 | 2020-10-30 | 圣达电气有限公司 | 一种射线式铜箔检修补正设备 |
| CN109732270B (zh) * | 2019-02-23 | 2020-10-02 | 圣达电气有限公司 | 一种射线式铜箔检修补正工艺 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD93018A (ko) * | ||||
| US3236714A (en) * | 1962-10-09 | 1966-02-22 | Rogers Corp | Method of and apparatus for producing reinforced sheet material |
| AT316116B (de) * | 1969-06-27 | 1974-06-25 | Stolllack Ag | Verfahren zur Herstellung eines Schichtkörpers |
| US3834964A (en) * | 1972-10-17 | 1974-09-10 | Formica Corp | Processing of a multiplicity of webs to enhance the manufacture of multicomponent laminates |
| US4087300A (en) * | 1974-01-07 | 1978-05-02 | Edward Adler | Process for producing metal-plastic laminate |
| CH592397A5 (ko) * | 1975-04-30 | 1977-10-31 | Caratsch Hans Peter | |
| US4278491A (en) * | 1975-10-28 | 1981-07-14 | Kemlite Corporation | Machine for making resin panels |
| JPS5388872A (en) * | 1977-01-14 | 1978-08-04 | Matsushita Electric Works Ltd | Continuous production of laminated plate |
| DE2722262B2 (de) * | 1977-05-17 | 1979-07-19 | Kurt 7218 Trossingen Held | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von Laminaten |
| DE2922151A1 (de) * | 1979-05-31 | 1980-12-11 | Sandvik Conveyor Gmbh | Doppelbandpresse |
-
1983
- 1983-07-06 DE DE3324302A patent/DE3324302C2/de not_active Expired
- 1983-11-18 KR KR1019830005489A patent/KR890001530B1/ko not_active IP Right Cessation
-
1984
- 1984-06-25 US US06/624,925 patent/US4690721A/en not_active Expired - Fee Related
- 1984-06-28 JP JP59134053A patent/JPS6036162A/ja active Granted
- 1984-07-04 CA CA000458086A patent/CA1257188A/en not_active Expired
Also Published As
| Publication number | Publication date |
|---|---|
| US4690721A (en) | 1987-09-01 |
| KR850001082A (ko) | 1985-03-14 |
| JPS6335425B2 (ko) | 1988-07-14 |
| DE3324302C2 (de) | 1986-07-10 |
| CA1257188A (en) | 1989-07-11 |
| JPS6036162A (ja) | 1985-02-25 |
| DE3324302A1 (de) | 1985-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4216179A (en) | Process and an apparatus for the continuous manufacture of boards from material incorporating a heat hardenable binder | |
| US4111744A (en) | Process for producing fused cellulose products | |
| CA2325374C (en) | System and method for making compressed wood product | |
| US5538676A (en) | Process and plant for the continuous production of particleboards | |
| FI82409B (fi) | Anordning foer kontinuerlig framstaellning av en aendloes tunn spaonplattebana. | |
| FI78258C (fi) | Apparat foer bildande av en komprimerad skiva av loest, fiberartade avfallsmaterial. | |
| US2779969A (en) | Apparatus for the continuous manufacture of compressed boards and sheets | |
| JPH0252002B2 (ko) | ||
| JPH09508328A (ja) | リグノセルロースボードの製造方法 | |
| US3071805A (en) | Method and means for producing wood-composition panels | |
| KR890001530B1 (ko) | 다층의 적층판 제조방법 및 장치 | |
| US5695599A (en) | Continuous press assembly for making laminates | |
| FI84149B (fi) | Foerfarande foer att kontinuerligt framstaella spaon-, fiber- e.d. skivor. | |
| US3782875A (en) | Apparatus for the continuous manufacture of chip boards | |
| US6402877B1 (en) | Process for producing boards made of derived timber products or laminated veneer boards | |
| US7393480B2 (en) | Method and apparatus for the manufacture of chip boards and fiber boards | |
| FI63541B (fi) | Anordning foer kontinuerlig framstaellning av en aendloes tunnspaonskivbana | |
| US3973893A (en) | Apparatus for continuously manufacturing boards | |
| HU202142B (en) | Method and apparatus for continuous producing chipboards and similars | |
| US3322587A (en) | Process of bonding plywood veneers | |
| US20220072822A1 (en) | Method and apparatus for making insulating panels | |
| US4271105A (en) | Method for the manufacture of particle board | |
| CA2342840A1 (en) | Method and apparatus for manufacturing endless veneer laminates | |
| CA2334271A1 (en) | Process and facility for the continuous production of organically bonded derived timber product board | |
| SE516111C2 (sv) | Förfarande, kontinuerlig press och våningspress för framställning av trämaterialskivor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19960425 Year of fee payment: 8 |
|
| LAPS | Lapse due to unpaid annual fee |