KR880002519B1 - 다층코일 및 그 권선(卷線)방법 - Google Patents
다층코일 및 그 권선(卷線)방법 Download PDFInfo
- Publication number
- KR880002519B1 KR880002519B1 KR8203392A KR820003392A KR880002519B1 KR 880002519 B1 KR880002519 B1 KR 880002519B1 KR 8203392 A KR8203392 A KR 8203392A KR 820003392 A KR820003392 A KR 820003392A KR 880002519 B1 KR880002519 B1 KR 880002519B1
- Authority
- KR
- South Korea
- Prior art keywords
- winding
- coil
- winding end
- wire
- outermost
- Prior art date
Links
Images













Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
- H02K15/0435—Wound windings
- H02K15/0442—Loop windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
Abstract
내용 없음.
Description
제 1 도 ~ 제 3 도는 본원 발명에 의한 다층 코일을 사용하여 매우 적합한 편평형 브러시레스 직류 모우터의 일례를 설명하기 위한 도면.
제 4 도 ~ 제 6 도는 종래의 다층 코일의 결점을 설명하기 위한 도면.
제 7 도는 본원 발명 방법 및 다층 코일의 일례를 설명하기 위한 도면.
제 8 도는 다층 코일의 권선장치의 일례를 나타낸 도면.
제 9 도는 본원 발명 방법의 다른 예를 설명하기 위한 도면.
제10도 ~ 제13도는 본원 발명에 의한 다층코일의 다른 예를 나타낸 도면.
* 도면의 주요부분에 대한 부호의 설명
11 : 감는틀 12 : 프레임
13 : 도선 13a : 권시단(卷始端)
14 : 권종단측의 리이드선 15 : 공극
16 : 권시단측의 리이드선
본원 발명은 예를들어 모우터 코일로서 매우 양호한 코일 및 그 제법을 제공하는 것을 목적으로 하고 있다.
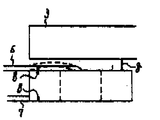
직류모우터로서 브러스레스이며 또한 편평형의 것이 잘 알려져 있다. 제 1 도는 그 일례이며, 도면에 있어서 (1)은 로우터축, (2)는 로우터 요우크이며, 이 로우터 요우크(2)에는 제 2 도에 나타낸 바와같은 영구자석으로 이루어진 환상의 로우터 마그네트(3)가 피착되어 있다. 이 로우터 마그네트(3)는 로우터축(1)의 축 방향으로 착자(着磁)되어 있으며, 이 로우터 마그네트(3)의 착자방향의 일면측에 대향해서 스테이터코일(4)이 설치된다. 이 경우, 예를들어 로우터 마그네트(3)는 자계가 정현파상으로 되도록 착자되는 동시에 제 2 도에 나타낸 것처럼 8극에 착자되며, 한편, 스테이터코일(4)은 제 3 도에 나타낸 것처럼 4개의 다층코일 C1~C4가 도면처럼 평면적으로 배치되어 있다. 그리고 예를들어 이들 4개의 코일 C1~C4중 코일 C1과 C2및 C3와 C4가 각기 전기 각으로 180°다른 위치에 배치되는 동시에, 이 서로 전기각으로 180°다른 위치에 배치되는 것끼리가 직렬로 각기 접속된다. 그리고 그 직렬로 접속된 것끼리의 코일 C1, C2및 C3, C4가 전기각으로 90°다르도록 배치되며, 이들 각기 직렬로 접속된 코일을 1상(相)으로 하는 2상의 스테이터코일로 된다. 그리고 예를들어 이 2상의 스테이터코일에 정현파상 전류가 공급됨으로써 이들 2상의 스테이터코일이 서로 90°다른 것으로 해서 정현파 착자된 로우터 마그네트(3)와의 사이에서 직선적인 토오크를 발생하여, 로우터축(1)이 회전하도록 되는 것이다. 그리고, 제 3 도에 있어서 (4) 및 (5)는 로우터 마그네트(3)의 회전위치를 검출하기 위한 위치검출소자 예를들면 호올소자이다. 그런데 이 모우터의 스테이터코일의 지속 및 이 코일과 다른 회로소자와의 접속은 통상 다음처럼 이루어진다.
즉, 제 4 도에 나타낸 것처럼 이들 4개의 다층코일 C1~C4의 각기 권시단(卷始端) 및 권종단(卷終端)으로부터는 리이드선(6) 및 (7)이 도출되며, 이 리이드선에 의해서 코일끼리의 접속, 나아가서는 모우터의 드라이브회로와의 접속이 이루어진다. 이 경우에 있어서 이 다층코일을 통상처럼 안쪽에서 순차 감아서 제작했을 경우는 제 4 도에 나타낸 것처럼 권시단의 리이드선은 코일의 권회단(卷回端) 평면(8)을 가로질러서 외부로 도출하도록 하지 않으면 안된다. 그런데 코일의 권회단 평면(8)은 제 5 도에 나타낸 것처럼 로우터 마그네트(3)와의 대면 부분이다. 그리고 이 로우터 마그네트(3)와 스테이터코일로서의 이들 다층코일의 권회단 평면(8)간의 갭 g은 모우터를 효율좋게 회전 구동시키기 위해서는 미소한 폭으로 필요가 있는 동시에 균일화하지 않으면 안된다. 그러나 제 4 도처럼 권시측의 리이드선(6)이 이 권회단 평면(8)을 가로지르게 될 경우에는 제 5 도로부터도 명백한 것처럼 이 도선의 굵기의 분만큼, 나아가서는 리이드선(6)이 도면의 파선처럼 만곡할때는 그 분도 예상하여 로우터 마그네트(3)와 코일단 평면(8)간의 갭을 여분으로 설정하지 않으면 안되며 효율이 나빠지는 결점이 있다. 또한 이 권시단의 리이드선(6)이 권회단 평면(8)을 가로지를 경우에는 원심력에 의해서 이 리이드선(6)이 로우터 마그네트(3)측에 접촉해 버리지 않도록 접착제를 사용토록 하고 있지만, 이 접착제와의 관련으로도 로우터 마그네트와 코일단 평면과의 사이의 갭 이 더욱 넓어진다고 하는 결점도 있다. 그래서 종래는 제 6 도에 나타낸 것처럼, 이 다층코일을 프린트 기판상에 배치하는 동시에 권시단의 리이드선(6)은 코일 권회단 평면(8)을 가로지르게 함이 없이, 이 프린트 기판의 프린트 배선도체(9)에 코일의 내경부분(10)에 있어서 납땜하도록 하는 방법이 취해지고 있다. 그러나 이 코일 내경부분(10)은 그다지 큰 것이 아니며, 납땜시의 열이 코일권회부분에 주어져서 코일을 손상하거나 할 염려가 있으며 작업성이 매우 나쁘다고 하는 결점이 있다.
본원 발명은 이상의 점을 감안하여 상술한 바와같은 모우터의 스테이터코일로서 사용했을 경우에 로우터 마그네트와 코일 권회단면간의 갭을 최소로 할 수 있는 동시에 코일의 권시단 및 권종단의 리이드선과 다른 부분과의 접속을 매우 용이하게 할 수 있도록 궁리한 것을 제공코자 하는 것이다.
즉 본원 발명은 권시단 및 권종단의 리이드선이 모두 다층코일의 최외주충 부분에서 도출되도록 이루어진 것을 제공코자 하는 것이다.
다음에 본원 발명의 일례를 도면에 의거하여 설명한다.
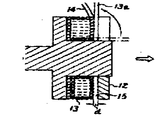
제 7 도는 본원 발명 방법을 설명하기 위한 도면이다. 제 7 도에 있어서 (11)은 권선기의 감는틀을 나타내며, (12)는 이 감는틀(11)의 축방향에 접동 가능한 프레임을 나타내고 있다. 그리고 이 프레임(12)에는 반경방향으로 슬릿(12a)이 설치되어 있고, 코일로 되는 도선(13)의 권시단(13a)은 이 슬릿(12a)에 삽입되어서 제7(a)도처럼 외부로 인출되어 있다. 그리고 도선(13)은 내주 부분에서 감기 시작하도록 되어 있지만, 이 경우, 도선(13)을 감는 것은 정렬감기(整列卷)로 되는 것으로 도면의 화살표 방향으로 순차 코일이 감기며, 다층 감기의 코일로 되어 권종단의 리이드선(14)이 최외주층에서 도출되는 것이다. 그리고 이 제 1 단계에 있어서의 다층 정렬감기가 종료한 다음, 프레임(12)을 감는틀(11)의 축방향으로 이동시킨다. 프레임(12)의 이동거리는 예를들면 도선(13)의 경 d과 대충같은 거리만큼으로 한다. 그러면 제 7 도 B에 나타낸 것처럼 다층감기가 된 도체의 권시단이 프레임(12)의 홈(12a)을 통해서 외부로 도출되어 있는 권회단 평면측에 공극(15)이 형성된다. 그래서 도선(13)의 권시단 부분(13a)을 프레임(12)의 슬릿에서 공극(15)내로 가져와, 이 공극(15)내에서 이 권시단 부분(13a)을 다층 감기한다. 이와같이 하면 도체(13)의 권시단(13a)도 공극부분(15)에 있어서 감김으로써 이 권시단(13a)측의 리이드선(16)도 코일의 최외주층 부분에도 도출되는 것이다. 이렇게 해서 제7(c)도에 나타낸 것처럼 정결감기가 이루어지는 동시에 그 권시단 및 권종단의 리이드선이 함께 최외주층 부분에서 도출된 다층코일이 얻어지는 것이다. 이와같이 하면 권시단이 코일권회단 평면을 가로지르는 일은 없으며, 로우터 마그네트(3)과 코일권회단 평면간의 갭폭을 최소로 할 수 있는 동시에 용이하게 다른 회로와의 접속을 할 수 있다는 것을 쉽사리 이해할 수 있는 것이다.
이상 기술한 제 7 도의 예의 다층코일은 보빈레스이며, 또한 플랜지레스의 코일이므로 실제로는 접착제 등에 의해 각 선륜간(線輪間)이 접착되어서 다층감기의 코일로 되는 것이지만, 제 8 도는 그 접착공정을 포함하는 권선장치의 내용을 설명하기 위한 도면이다.
제 8 도에 있어서 (21)은 도체(13)가 감겨 있는 선재스푸울을 나타내며, 이 선재스푸울(21)에서 조출(繰出)된 도선(13)은 텐션레규레이터(22)를 통해서 선재의 선을 벗기는 커터(23)에 보내지고 이 선을 벗기는 커터(23)에서 절연피복 전선의 절연피복이 제거되어서 나선(裸線)으로 되고, 이 나선이 액상접착제(24)가 함침된 펠트(25)내를 지나서 이송로울러(26)와 이것에 전접(轉接)하는 전접로울러(27)간에 보내져서 권선기의 감는틀(11)에 의해 권취되도록 된다. 그리고 이 권선기에 의해 상술한 방법에 의해 권종단 및 권시단의 리이드(14) 및 (16)이 최외주층부에서 도출되도록 된 다층코일이 형성되는 것이다. 그리고 도면에서 (28)은 접착제를 건조시키기 위한 열풍을 보내기 위한 송풍기이며, 또 (29)는 절단커터이다. 또 (30)은 액상접착제가 그 안에 저장된 용기를 나타내고 있다.
이상 기술한 제 8 도의 예는 전선이 비자기융착전선일 경우이지만, 도선이 자기융착전선일 경우에는 용기(30)에는 액상접착제 대신에 알코올이 저장되도록 된다.
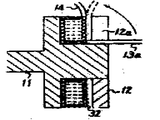
제 9 도는 본원 발명의 다른 방법을 나타내고 있다. 이 예에 있어서는 권선기의 홈(12a)을 갖는 프레임(12)을 이동시키는 것이 아니라 도면 A에 나타낸 것처럼 미리 프레임(12)측에 스페이서(31)가 설치된 상태에서, 내부에서 순차 정렬감기하여 권종단의 리이드선(14)을 최외주층에서 도출한 다음, 이 스페이서(31)를 제거함으로써 동도 B에 나타낸 것처럼 상술한 간극(15)과 마찬가지로 공극(32)을 형성토록 한다. 이 예에 의해서도 상술한 예와 마찬가지로 보빈레스, 그리고 플랜지레스의 다층감기코일을 형성할 수 있음은 용이하게 이해될 것이다. 이상의 예는 플랜지스스이며 또한 보빈레스인 다층코일의 경우에 예이지만, 플랜지부착 또는 플랜지레스의 보빈부착코일도 물론 형성할 수 있다는 것은 용이하게 이해할 수 있을 것이다.
즉 제10도는 플랜지부착이며 또한 보빈부착코일이고, (33)이 플랜지 및 보빈부분으로서, 이것은 일체로 성형할 수 있다. 그리고 이 코일은 제 9 도에 나타낸 스페이서(31)에 의해서 간극(15)을 형성하는 방법에 의해 제작할 수 있다. 또 제11도는 플랜지레스 보빈부착코일의 경우의 예로서 도면중 (34)가 보빈을 나타내고 있다. 이것은 권선기에 의해서 프레임(12)을 이동시키는 방법 및 스페이서(31)를 사용하여 간극(15)을 형성하고, 그 부분에 권시단의 도선을 감음으로써 권시단의 리이드선(16)을 최외주부분에서 얻도록 하는 방법의 어느 방법에 의해서도 제작할 수 있다. 그리고 제12도 및 제13도에 나타낸 것처럼, 보빈부착코일의 경우 보빈(35)의 대충 중간쯤의 부분에 돌기(36) 또는 요홈 (37)을 설치함으로써 정렬감기된 도선이 이 보빈(35)에서 빠져서 떨어지지 않도록 할 수 있다.
(37)을 설치함으로써 정렬감기된 도선이 이 보빈(35)에서 빠져서 떨어지지 않도록 할 수 있다.
이상 기술한 것처럼 본원 발명에 의하면 다층코일의 권시단 및 권종단의 리이드선을 다층코일의 최외주층부분에서 도출할 수 있으므로 서두에서 기술한 것처럼 권시단이 리이드선이 코일권회단 평면을 가로지르는 일은 없으며 또 코일의 권시단이 최외주층에서 도출되므로 다른 회로소자와의 접속시에 있어서 납땜이 매우 용이해진다고 하는 이점이 있고 그 효과는 매우 큰 것이다. 그리고, 본원 발명에 의한 다층코일은 상술한 모우터의 스테이터코일로서 사용할 경우 뿐만 아니라, 그밖에 여러가지의 용도에 사용될 수 있음은 물론이다.
Claims (2)
- 도선이 정결감기로 다층으로 감기는 동시에 상기 도선의 권시단(卷始端) 및 권종단(卷終端)의 리이드선이 모두 상기 정렬감기부분의 최외주층에서 도출되도록 된 다층코일.
- 도선이 정렬감기로 다층으로 감긴 후 이 정렬감기된 도선의 권시단이 존재하는 권회단 평면측에 공극이 설치되며, 이 공극부분에 있어서 상기 도선의 권시단에서 상기 도선이 다시 감기고, 상기 도선의 권시단 및 권종단의 리이드선이 모두 정렬감기 부분의 최외주층에서 도출되도록 이루어진 다층코일의 권선방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP150010 | 1981-09-22 | ||
| JP56-150010 | 1981-09-22 | ||
| JP56150010A JPS5851502A (ja) | 1981-09-22 | 1981-09-22 | 多層コイル及びその巻線方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840000953A KR840000953A (ko) | 1984-03-26 |
| KR880002519B1 true KR880002519B1 (ko) | 1988-11-26 |
Family
ID=15487499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8203392A KR880002519B1 (ko) | 1981-09-22 | 1982-07-29 | 다층코일 및 그 권선(卷線)방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4496927A (ko) |
| JP (1) | JPS5851502A (ko) |
| KR (1) | KR880002519B1 (ko) |
| AT (1) | AT379034B (ko) |
| CH (1) | CH649169A5 (ko) |
| DE (1) | DE3227468A1 (ko) |
| FR (1) | FR2513452B1 (ko) |
| GB (1) | GB2106329B (ko) |
| IT (1) | IT1152447B (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4577130A (en) * | 1984-05-21 | 1986-03-18 | Rca Corporation | Pancake motor with insitu wound bobbinless stator coils |
| JPH0815376B2 (ja) * | 1984-11-09 | 1996-02-14 | 株式会社北斗製作所 | 自己融着電線使用による多層空芯コイルの巻線方法及び巻線装置 |
| US4868970A (en) * | 1985-03-08 | 1989-09-26 | Kolimorgen Corporation | Method of making an electric motor |
| DE3842735A1 (de) * | 1988-12-19 | 1990-06-21 | Baumueller Nuernberg Gmbh | Mit lackierten draehten bewickelter anker und verfahren zu dessen herstellung |
| JP2829046B2 (ja) * | 1989-08-23 | 1998-11-25 | パイオニア株式会社 | 多連空芯コイルの巻線機 |
| US5178194A (en) * | 1989-08-23 | 1993-01-12 | Pioneer Electronic Corporation | Multiply connected air core coil winding apparatus |
| DE4306655C2 (de) * | 1992-03-04 | 1997-04-30 | Toshiba Kawasaki Kk | Verfahren zum Herstellen eines planaren Induktionselements |
| JPH0623190U (ja) * | 1992-07-23 | 1994-03-25 | 第二しなのポリマー株式会社 | 金属細線配列装置 |
| JPH077897A (ja) * | 1993-06-21 | 1995-01-10 | Sony Corp | コイル形成用巻治具と巻線装置並びに巻線方法 |
| DE10208564A1 (de) * | 2002-02-27 | 2003-09-11 | Joerg Bobzin | Luftspule für rotierende elektrische Maschinen und deren Herstellungsverfahren |
| CA2579152C (en) | 2005-01-17 | 2011-07-19 | Honda Motor Co., Ltd. | Bobbinless coil and method of manufacturing the same |
| FR2975546B1 (fr) * | 2011-05-16 | 2014-05-02 | Bernard Perriere | Turbine generatrice de courant electrique |
| US9601933B2 (en) | 2014-03-25 | 2017-03-21 | Apple Inc. | Tessellated inductive power transmission system coil configurations |
| US10447079B2 (en) | 2014-04-18 | 2019-10-15 | Apple Inc. | Multi-coil induction |
| US9449754B2 (en) * | 2014-05-30 | 2016-09-20 | Apple Inc. | Coil constructions for improved inductive energy transfer |
| US9722450B2 (en) | 2014-07-02 | 2017-08-01 | Apple Inc. | Inductive power transmission geometry |
| CN206363864U (zh) * | 2016-12-20 | 2017-07-28 | 台达电子工业股份有限公司 | 线圈绕组 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1965330A (en) * | 1930-11-20 | 1934-07-03 | Herbert F Apple | Apparatus for making electrical coils |
| US2381782A (en) * | 1943-11-26 | 1945-08-07 | Gen Electric | Electrical apparatus |
| FR1314759A (fr) * | 1962-02-12 | 1963-01-11 | English Electric Co Ltd | Enroulement à haute tension pour transformateurs électriques |
| AU2107970A (en) * | 1969-10-27 | 1972-04-20 | General Motors Corporation | Electric coils for dynamoelectric machines |
| FR2181464B1 (ko) * | 1972-04-25 | 1976-08-06 | Barthalon Maurice |
-
1981
- 1981-09-22 JP JP56150010A patent/JPS5851502A/ja active Granted
-
1982
- 1982-07-19 CH CH4383/82A patent/CH649169A5/fr not_active IP Right Cessation
- 1982-07-21 GB GB08221102A patent/GB2106329B/en not_active Expired
- 1982-07-22 IT IT22542/82A patent/IT1152447B/it active
- 1982-07-22 DE DE19823227468 patent/DE3227468A1/de not_active Ceased
- 1982-07-22 AT AT0284782A patent/AT379034B/de not_active IP Right Cessation
- 1982-07-26 FR FR8213023A patent/FR2513452B1/fr not_active Expired
- 1982-07-27 US US06/402,359 patent/US4496927A/en not_active Expired - Lifetime
- 1982-07-29 KR KR8203392A patent/KR880002519B1/ko active
Also Published As
| Publication number | Publication date |
|---|---|
| IT1152447B (it) | 1986-12-31 |
| IT8222542A1 (it) | 1984-01-22 |
| JPH0447442B2 (ko) | 1992-08-04 |
| GB2106329A (en) | 1983-04-07 |
| DE3227468A1 (de) | 1983-04-21 |
| US4496927A (en) | 1985-01-29 |
| FR2513452A1 (fr) | 1983-03-25 |
| IT8222542A0 (it) | 1982-07-22 |
| AT379034B (de) | 1985-11-11 |
| GB2106329B (en) | 1985-07-10 |
| FR2513452B1 (fr) | 1986-06-06 |
| ATA284782A (de) | 1985-03-15 |
| KR840000953A (ko) | 1984-03-26 |
| CH649169A5 (fr) | 1985-04-30 |
| JPS5851502A (ja) | 1983-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR880002519B1 (ko) | 다층코일 및 그 권선(卷線)방법 | |
| CN101873023B (zh) | 电枢 | |
| US7049725B2 (en) | Dynamoelectric machine stator and method for mounting prewound coils thereunto | |
| JP5140389B2 (ja) | 回転電機用の固定子、及びこれを用いた回転電機 | |
| EP0543670B1 (en) | A miniature electric motor | |
| JP3566559B2 (ja) | 固定子コイル巻線 | |
| CN101192767A (zh) | 电机 | |
| US20040051410A1 (en) | Slack-forming mechanism for stator coil | |
| JP2000277337A (ja) | コイル装置及びその製造方法 | |
| JP2002223542A (ja) | コイル装置 | |
| JP2002325385A (ja) | 回転界磁型電気機器のステータ構造 | |
| US7288869B2 (en) | Stepping motor | |
| JP3056414B2 (ja) | リニアモータ用コイル | |
| JP6080964B2 (ja) | 回転電機の固定子 | |
| JP2004208464A (ja) | 電動機の巻線構造 | |
| JPS634687B2 (ko) | ||
| JP2013094030A (ja) | 電機子コイル及び同期回転機 | |
| WO2022254806A1 (ja) | 回転電機の固定子および回転電機 | |
| JPH05207725A (ja) | Pm型ステッピングモータおよびその製造方法 | |
| JPH10309054A (ja) | モータ | |
| JPS6017846Y2 (ja) | コイル巻回用ボビン | |
| KR0137049Y1 (ko) | 편평형 코어레스 모터용 구동코일 | |
| JP4121040B2 (ja) | 回転電気装置用の巻線方法とコイル | |
| KR200144602Y1 (ko) | 회전기의 스테이터 | |
| JP2019022386A (ja) | 巻線組立体、巻線組立体を備えた回転機械、および線材のボビンへの巻き付け方法 |