KR20230128362A - 오일 링용 선 - Google Patents
오일 링용 선 Download PDFInfo
- Publication number
- KR20230128362A KR20230128362A KR1020237026521A KR20237026521A KR20230128362A KR 20230128362 A KR20230128362 A KR 20230128362A KR 1020237026521 A KR1020237026521 A KR 1020237026521A KR 20237026521 A KR20237026521 A KR 20237026521A KR 20230128362 A KR20230128362 A KR 20230128362A
- Authority
- KR
- South Korea
- Prior art keywords
- mass
- wire
- less
- oil ring
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
- C21D1/32—Soft annealing, e.g. spheroidising
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C21D8/065—
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/40—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for rings; for bearing races
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F5/00—Piston rings, e.g. associated with piston crown
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J9/00—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction
- F16J9/26—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction characterised by the use of particular materials
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Combustion & Propulsion (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
Description
도 2는 도 1의 II-II선을 따른 확대 단면도이다.
도 3은 도 1의 오일 링용 선의 제조 방법의 일례가 도시된 흐름도이다.
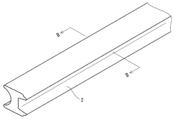
도 4는 도 1의 오일 링용 선으로부터 얻어진 주 링이 도시된 사시도이다.
도 5는 도 4의 V-V선을 따른 확대 단면도이다.
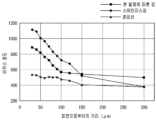
도 6은 도 4의 주 링의 질화층의 비커스 경도가 도시된 그래프이다.
도 7은 도 4의 주 링을 포함하는 오일 링의 일부가 도시된 단면도이다.
도 8은 본 발명의 실시예 1에 따른 오일 링용 선의 금속 조직이 도시된 현미경 사진이다.
6: 레일 8: 선단부
10: 주(主) 링 12: 경질층
14: 외주면 16: 오일 링
18: 코일 익스팬더 20: 실린더의 내주면
Claims (5)
- 오일 링용 선으로서,
그 재질이 합금강이고,
상기 합금강은,
C: 0.50 질량% 이상 0.65 질량% 이하
Si: 1.60 질량% 이상 2.30 질량% 이하
Mn: 0.60 질량% 이상 1.10 질량% 이하
Cr: 0.75 질량% 이상 1.15 질량% 이하
Ni: 0.18 질량% 이상 0.45 질량% 이하
V: 0.05 질량% 이상 0.15 질량% 이하
Cu: 0.15 질량% 이하
및
불가피적 불순물
을 포함하고 있고,
탄화물의 면적률이 6.0%를 초과하고 10.0% 이하인 것인 오일 링용 선. - 제1항에 있어서, 비커스 경도가 510 이상 650 이하인 것인 오일 링용 선.
- 제1항 또는 제2항에 있어서,
보디와,
한 쌍의 레일
을 갖고 있고,
각각의 레일은, 상기 보디로부터 돌출되어 있고, 또한 선단부를 갖고 있으며,
상기 선단부의 폭이 0.10 ㎜ 이하인 것인 오일 링용 선. - 제1항 내지 제3항 중 어느 한 항에 있어서, 구(舊) 오스테나이트 결정의 입도 번호가 9.0 이상인 것인 오일 링용 선.
- 오일 링용 선의 제조 방법에 있어서,
(1) 그 재질이,
C: 0.50 질량% 이상 0.65 질량% 이하
Si: 1.60 질량% 이상 2.30 질량% 이하
Mn: 0.60 질량% 이상 1.10 질량% 이하
Cr: 0.75 질량% 이상 1.15 질량% 이하
Ni: 0.18 질량% 이상 0.45 질량% 이하
V: 0.05 질량% 이상 0.15 질량% 이하
Cu: 0.15 질량% 이하
및
불가피적 불순물
을 포함하는 합금강인 원선에, 냉간 신선 및 구상화 소둔(spheroidizing annealing)을 실시하여, 세선을 얻는 공정,
(2) 상기 세선에, 냉간 압연 및 구상화 소둔을 실시하여, 이형(異形) 선을 얻는 공정,
및
(3) 상기 이형 선에 담금질 및 템퍼링을 실시하는 공정
을 구비한, 탄화물의 면적률이 6.0%를 초과하고 10.0% 이하인 오일 링용 선의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2021-067235 | 2021-04-12 | ||
| JP2021067235A JP7297808B2 (ja) | 2021-04-12 | 2021-04-12 | オイルリング用線 |
| PCT/JP2021/048637 WO2022219854A1 (ja) | 2021-04-12 | 2021-12-27 | オイルリング用線 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230128362A true KR20230128362A (ko) | 2023-09-04 |
Family
ID=83639554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237026521A Ceased KR20230128362A (ko) | 2021-04-12 | 2021-12-27 | 오일 링용 선 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20240026972A1 (ko) |
| EP (1) | EP4276203A4 (ko) |
| JP (1) | JP7297808B2 (ko) |
| KR (1) | KR20230128362A (ko) |
| CN (1) | CN116897212A (ko) |
| MX (1) | MX2023009157A (ko) |
| TW (1) | TWI800200B (ko) |
| WO (1) | WO2022219854A1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050649A (ja) | 2006-08-24 | 2008-03-06 | Tokusen Kogyo Co Ltd | ピストンリング及びその製造方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5944920A (en) * | 1996-04-10 | 1999-08-31 | Hitachi Metals, Ltd. | Piston ring material excellent in workability |
| ATE323856T1 (de) * | 1999-06-25 | 2006-05-15 | Hitachi Metals Ltd | Selbstschmierendes kolbenringmaterial für verbrennungsmotoren und kolbenring |
| EP2295777B1 (en) * | 2003-03-31 | 2016-12-07 | Hitachi Metals, Ltd. | Internal engine piston and its production method |
| EP2011892A1 (en) * | 2006-04-20 | 2009-01-07 | Hitachi Metals, Limited | Piston ring material for internal combustion engine |
| JP5099910B2 (ja) | 2008-08-29 | 2012-12-19 | 日本ピストンリング株式会社 | 内燃機関用オイルリング |
| DE102009010728C5 (de) * | 2009-02-26 | 2019-08-14 | Federal-Mogul Burscheid Gmbh | Kolbenringe und Zylinderlaufbuchsen |
| JP2015108417A (ja) | 2013-12-05 | 2015-06-11 | 株式会社リケン | 大型ピストンリング及びその素材並びにそれらの製造方法。 |
| RU2674177C2 (ru) * | 2013-09-09 | 2018-12-05 | Ниссан Мотор Ко., Лтд. | Высокотеплопроводное поршневое кольцо для двигателя внутреннего сгорания |
| CN108350537B (zh) * | 2015-09-04 | 2021-01-08 | 日本制铁株式会社 | 弹簧用钢线及弹簧 |
| KR101867709B1 (ko) * | 2016-12-06 | 2018-06-14 | 주식회사 포스코 | 부식피로 저항성이 우수한 스프링용 선재, 강선 및 그들의 제조방법 |
-
2021
- 2021-04-12 JP JP2021067235A patent/JP7297808B2/ja active Active
- 2021-12-27 MX MX2023009157A patent/MX2023009157A/es unknown
- 2021-12-27 WO PCT/JP2021/048637 patent/WO2022219854A1/ja not_active Ceased
- 2021-12-27 US US18/274,763 patent/US20240026972A1/en active Pending
- 2021-12-27 KR KR1020237026521A patent/KR20230128362A/ko not_active Ceased
- 2021-12-27 CN CN202180094895.8A patent/CN116897212A/zh active Pending
- 2021-12-27 EP EP21937047.5A patent/EP4276203A4/en active Pending
-
2022
- 2022-01-04 TW TW111100233A patent/TWI800200B/zh active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008050649A (ja) | 2006-08-24 | 2008-03-06 | Tokusen Kogyo Co Ltd | ピストンリング及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4276203A1 (en) | 2023-11-15 |
| TWI800200B (zh) | 2023-04-21 |
| JP2022162404A (ja) | 2022-10-24 |
| TW202239989A (zh) | 2022-10-16 |
| WO2022219854A1 (ja) | 2022-10-20 |
| US20240026972A1 (en) | 2024-01-25 |
| JP7297808B2 (ja) | 2023-06-26 |
| EP4276203A4 (en) | 2025-11-05 |
| CN116897212A (zh) | 2023-10-17 |
| MX2023009157A (es) | 2023-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5815946B2 (ja) | 鋼の焼入方法 | |
| JP2007162128A (ja) | 鍛造性と結晶粒粗大化防止特性に優れた肌焼鋼およびその製造方法並びに浸炭部品 | |
| CN102482747A (zh) | 高强度弹簧用拉伸热处理钢线及高强度弹簧用拉伸前钢线 | |
| JP5233846B2 (ja) | 窒化処理および高周波焼入処理が施される用途に供される鋼材 | |
| US20180347025A1 (en) | Steel, carburized steel component, and method for manufacturing carburized steel component | |
| US10597765B2 (en) | Steel, carburized steel component, and method for manufacturing carburized steel component | |
| TWI778905B (zh) | 油環用線 | |
| JP4687616B2 (ja) | 鋼製の浸炭部品又は浸炭窒化部品 | |
| JP2020029608A (ja) | 浸炭窒化用鋼 | |
| KR20230128362A (ko) | 오일 링용 선 | |
| JP7617372B2 (ja) | 摺動部品用鋼材及び摺動部品用鋼材の製造方法 | |
| KR101634055B1 (ko) | 피스톤 링용 선 | |
| JP2019143197A (ja) | 窒化鋼、並びに、窒化処理部材及びその製造方法 | |
| JP2018178228A (ja) | 高周波焼入れ部品用素材 | |
| JP4616209B2 (ja) | 耐焼付性に優れたピストンリング用鋼材、ピストンリング用異形線、並びにピストンリング | |
| JPH11302734A (ja) | 冷間加工性及び強度に優れた等速ジョイントの製造方法 | |
| TW200538559A (en) | The crank shaft excellent in bending fatigue strength | |
| CN112689686B (zh) | 耐高表面压部件及其制造方法 | |
| JP2005314744A (ja) | ピストンリング用材料及びその材料を用いたピストンリング | |
| JP2017160474A (ja) | 軸受部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| D21 | Rejection of application intended |
Free format text: ST27 STATUS EVENT CODE: A-1-2-D10-D21-EXM-PE0902 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11 | Administrative time limit extension requested |
Free format text: ST27 STATUS EVENT CODE: U-3-3-T10-T11-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |
|
| B15 | Application refused following examination |
Free format text: ST27 STATUS EVENT CODE: N-2-6-B10-B15-EXM-PE0601 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |