JP2018178228A - 高周波焼入れ部品用素材 - Google Patents
高周波焼入れ部品用素材 Download PDFInfo
- Publication number
- JP2018178228A JP2018178228A JP2017083120A JP2017083120A JP2018178228A JP 2018178228 A JP2018178228 A JP 2018178228A JP 2017083120 A JP2017083120 A JP 2017083120A JP 2017083120 A JP2017083120 A JP 2017083120A JP 2018178228 A JP2018178228 A JP 2018178228A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- induction hardening
- amount
- less
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
【課題】製造性と疲労特性(特に、高サイクル疲労特性)に優れた高周波焼入れ部品用素材を提供すること。
【解決手段】高周波焼入れ部品用素材は、0.20≦C≦0.60mass%、0.01≦Si≦2.00mass%、0.20≦Mn≦3.00mass%、P≦0.200mass%、0.001≦S≦0.200mass%、0.01≦Cu≦2.00mass%、0.01≦Ni≦3.00mass%、0.10≦Cr≦3.00mass%、0.10≦Mo≦2.00mass%、及び0.10≦V≦1.00mass%を含み、残部がFe及び不可避的不純物からなる。高周波焼入れ部品用素材は、ベイナイト組織の面積率が85%以上であり、かつ、耐力が800MPa以上である。
【選択図】図3
【解決手段】高周波焼入れ部品用素材は、0.20≦C≦0.60mass%、0.01≦Si≦2.00mass%、0.20≦Mn≦3.00mass%、P≦0.200mass%、0.001≦S≦0.200mass%、0.01≦Cu≦2.00mass%、0.01≦Ni≦3.00mass%、0.10≦Cr≦3.00mass%、0.10≦Mo≦2.00mass%、及び0.10≦V≦1.00mass%を含み、残部がFe及び不可避的不純物からなる。高周波焼入れ部品用素材は、ベイナイト組織の面積率が85%以上であり、かつ、耐力が800MPa以上である。
【選択図】図3
Description
本発明は、高周波焼入れ部品用素材に関し、さらに詳しくは、高周波焼入れ後に高い疲労強度が得られる高周波焼入れ部品用素材に関する。
自動車用部品には、燃費を向上させるために、軽量化が求められている。そのため、各種部品の高強度化のニーズがますます高くなっている。通常、高い強度が要求される部品については、浸炭や高周波焼入れ等の熱処理が施される。高周波焼入れは、コイルを用いて鋼材の表面のみを加熱し、焼入れすることによって、表面のみを硬化させる熱処理法である。高周波焼入れは、安価、かつ高効率であり、鋼材表面に高硬度及び高圧縮残留応力を付与することができる。そのため、高周波焼入れは、ギア、ステアリング用ラック、ドライブシャフト等、多くの高強度部品に適用されている。
このような高周波焼入れ用の鋼材及び部品に関し、従来から種々の提案がなされている。例えば、特許文献1には、
(a)C、Si、Mn、Crを含有する鋼材を熱間加工により直径25mm、長さ80mmの棒状試験片に熱間加工し、棒状試験片を空冷し、
(b)加熱用コイル内にて棒状試験片を誘導加熱し、棒状試験片を水冷する、
高周波焼入れ方法が開示されている。
同文献には、1000℃から空冷したときの組織は、フェライト面積率が20〜40%のフェライトとパーライトとの混相組織となり、表層部には、高周波焼入れによる焼入れ硬化層が形成されるが記載されている。
(a)C、Si、Mn、Crを含有する鋼材を熱間加工により直径25mm、長さ80mmの棒状試験片に熱間加工し、棒状試験片を空冷し、
(b)加熱用コイル内にて棒状試験片を誘導加熱し、棒状試験片を水冷する、
高周波焼入れ方法が開示されている。
同文献には、1000℃から空冷したときの組織は、フェライト面積率が20〜40%のフェライトとパーライトとの混相組織となり、表層部には、高周波焼入れによる焼入れ硬化層が形成されるが記載されている。
特許文献2には、
(a)所定の組成を有する鋼材を800〜1000℃より焼入れし、
(b)その後、600℃〜Ac1で炭化物の析出処理を行う
高周波焼入用鋼の製造方法が開示されている。
同文献には、このような方法により炭化物の平均粒径が5μm以下、平均粒子間隔が20μm以下となり、冷鍛性及び高周波焼入性が向上する点が記載されている。
(a)所定の組成を有する鋼材を800〜1000℃より焼入れし、
(b)その後、600℃〜Ac1で炭化物の析出処理を行う
高周波焼入用鋼の製造方法が開示されている。
同文献には、このような方法により炭化物の平均粒径が5μm以下、平均粒子間隔が20μm以下となり、冷鍛性及び高周波焼入性が向上する点が記載されている。
特許文献3には、高周波焼入れ後にショットピーニング処理を行う方法が開示されている。
同文献には、このような方法により、部品の表層圧縮残留応力を高めることができる点が記載されている。
同文献には、このような方法により、部品の表層圧縮残留応力を高めることができる点が記載されている。
さらに、特許文献4には、高周波焼入れ硬化層の旧オーステナイト結晶粒度Nγが8〜15番である高周波輪郭焼入れ鋼材が開示されている。
同文献には、
(a)このような方法により、高周波焼入れ硬化層の脆性破壊が抑制される点、及び
(b)このような方法により、低サイクル疲労特性が向上する点
が記載されている。
同文献には、
(a)このような方法により、高周波焼入れ硬化層の脆性破壊が抑制される点、及び
(b)このような方法により、低サイクル疲労特性が向上する点
が記載されている。
特許文献1、2に記載の方法を用いると、高周波焼入れ後に600HVの表層硬度と、600MPa程度の圧縮残留応力が得られる。しかし、現在の高強度化のニーズに対しては、強度面で必ずしも十分とは言えない。
また、特許文献3に記載されているように、高周波焼入れ後にショットピーニングを施すと、750MPa程度の高い圧縮残留応力が得られる。しかし、この方法は、ショットピーニング工程が追加されるため、高コストである。
さらに、特許文献4には、表層の旧オーステナイト粒径を細かくすることにより、低サイクル疲労特性(5000回強度)が向上する点が記載されている。しかし、同文献には、高サイクル疲労特性(106回以上の破壊強度)については言及されていない。
また、特許文献3に記載されているように、高周波焼入れ後にショットピーニングを施すと、750MPa程度の高い圧縮残留応力が得られる。しかし、この方法は、ショットピーニング工程が追加されるため、高コストである。
さらに、特許文献4には、表層の旧オーステナイト粒径を細かくすることにより、低サイクル疲労特性(5000回強度)が向上する点が記載されている。しかし、同文献には、高サイクル疲労特性(106回以上の破壊強度)については言及されていない。
本発明が解決しようとする課題は、製造性と疲労特性(特に、高サイクル疲労特性)に優れた高周波焼入れ部品用素材を提供することにある。
上記課題を解決するために本発明に係る高周波焼入れ部品用素材は、以下の構成を備えていることを要旨とする。
(1)前記高周波焼入れ部品用素材は、
0.20≦C≦0.60mass%
0.01≦Si≦2.00mass%、
0.20≦Mn≦3.00mass%、
P≦0.200mass%、
0.001≦S≦0.200mass%、
0.01≦Cu≦2.00mass% ,
0.01≦Ni≦3.00mass%、
0.10≦Cr≦3.00mass%、
0.10≦Mo≦2.00mass%、及び、
0.10≦V≦1.00mass%
を含み、残部がFe及び不可避的不純物からなる。
(2)前記高周波焼入れ部品用素材は、次の式(a)及び式(b)の関係を満たす。
20≦A≦40 ・・・(a)
但し、A=3×[C]+10×[Mn]+2×[Cu]+2×[Ni]+12×[Cr]+9×[Mo]+2×[V]。
B≧800 ・・・(b)
但し、B=865.4×[C]+110.5×[Si]+85.9×[Mn]+37.5×[Ni]+99.8×[Cr]+199.3×[Mo]+786.2×[V]+1300.8×[Ti]+1090.6×[Nb]。
(1)前記高周波焼入れ部品用素材は、
0.20≦C≦0.60mass%
0.01≦Si≦2.00mass%、
0.20≦Mn≦3.00mass%、
P≦0.200mass%、
0.001≦S≦0.200mass%、
0.01≦Cu≦2.00mass% ,
0.01≦Ni≦3.00mass%、
0.10≦Cr≦3.00mass%、
0.10≦Mo≦2.00mass%、及び、
0.10≦V≦1.00mass%
を含み、残部がFe及び不可避的不純物からなる。
(2)前記高周波焼入れ部品用素材は、次の式(a)及び式(b)の関係を満たす。
20≦A≦40 ・・・(a)
但し、A=3×[C]+10×[Mn]+2×[Cu]+2×[Ni]+12×[Cr]+9×[Mo]+2×[V]。
B≧800 ・・・(b)
但し、B=865.4×[C]+110.5×[Si]+85.9×[Mn]+37.5×[Ni]+99.8×[Cr]+199.3×[Mo]+786.2×[V]+1300.8×[Ti]+1090.6×[Nb]。
少なくともC、Mo、及びVを含み、かつ、圧延後、あるいは、圧延後の所望の部品形状に熱間鍛造した後にベイナイト組織とすることができる素材(高Cベイナイト時効鋼)に対して時効処理を施すと、Mo、V炭化物が析出し、素材の耐力が向上する。この状態で素材の高周波焼入れ及び焼戻しを行うと、表層部に従来よりも高い圧縮残留応力が発生する。この方法は、ショットピーニング工程が不要であるため、製造性が高い。また、表層部に高い圧縮残留応力が発生するため、疲労特性も向上する。
以下に、本発明の一実施の形態について詳細に説明する。
[1. 高周波焼入れ部品用素材]
[1.1. 組成]
[1.1.1. 主構成元素]
本発明に係る高周波焼入れ部品用素材は、以下のような元素を含み、残部がFe及び不可避的不純物からなる。添加元素の種類、その成分範囲、及び、その限定理由は、以下の通りである。
[1. 高周波焼入れ部品用素材]
[1.1. 組成]
[1.1.1. 主構成元素]
本発明に係る高周波焼入れ部品用素材は、以下のような元素を含み、残部がFe及び不可避的不純物からなる。添加元素の種類、その成分範囲、及び、その限定理由は、以下の通りである。
(1)0.20≦C≦0.60mass%:
Cは、時効処理によりMo、V炭化物を析出させ、素材部(中心部)の耐力を向上させるために必要である。また、Cは、表層部の硬さ(HV≧500)を向上させ、耐摩耗性を向上させるためにも必要である。このような効果を得るためには、C量は、0.20mass%以上である必要がある。C量は、好ましくは、0.3mass%以上である。
一方、C量が過剰になると、セメンタイト量が増加し、靱性が低下する。従って、C量は、0.60mass%以下である必要がある。C量は、好ましくは、0.55mass%以下である。
Cは、時効処理によりMo、V炭化物を析出させ、素材部(中心部)の耐力を向上させるために必要である。また、Cは、表層部の硬さ(HV≧500)を向上させ、耐摩耗性を向上させるためにも必要である。このような効果を得るためには、C量は、0.20mass%以上である必要がある。C量は、好ましくは、0.3mass%以上である。
一方、C量が過剰になると、セメンタイト量が増加し、靱性が低下する。従って、C量は、0.60mass%以下である必要がある。C量は、好ましくは、0.55mass%以下である。
(2)0.01≦Si≦2.00mass%:
Siは、脱酸材として、及び強度向上のために添加される。このような効果を得るためには、Si量は、0.01mass%以上である必要がある。
一方、Si量が過剰になると、素材を加工する際に用いられる金型寿命を低下させる原因となる。従って、Si量は、2.00mass%以下である必要がある。
Siは、脱酸材として、及び強度向上のために添加される。このような効果を得るためには、Si量は、0.01mass%以上である必要がある。
一方、Si量が過剰になると、素材を加工する際に用いられる金型寿命を低下させる原因となる。従って、Si量は、2.00mass%以下である必要がある。
(3)0.20≦Mn≦3.00mass%:
Mnは、焼入れ性の確保(ベイナイト組織の確保)、強度向上、及び被削性の向上(MnS晶出)のために添加される。このような効果を得るためには、Mn量は、0.20mass%以上である必要がある。
一方、Mn量が過剰になると、マルテンサイトの生成を招く。従って、Mn量は、3.00mass%以下である必要がある。Mn量は、好ましくは、2.20mass%以下である。
Mnは、焼入れ性の確保(ベイナイト組織の確保)、強度向上、及び被削性の向上(MnS晶出)のために添加される。このような効果を得るためには、Mn量は、0.20mass%以上である必要がある。
一方、Mn量が過剰になると、マルテンサイトの生成を招く。従って、Mn量は、3.00mass%以下である必要がある。Mn量は、好ましくは、2.20mass%以下である。
(4)P≦0.200mass%:
Pは、不純物レベルで混入する。P量が過剰になると、靱性劣化、及び鋳造性悪化の要因となる。従って、P量は、0.200mass%以下である必要がある。P量は、好ましくは、0.100mass%以下、さらに好ましくは、0.040mass%以下である。
Pは、不純物レベルで混入する。P量が過剰になると、靱性劣化、及び鋳造性悪化の要因となる。従って、P量は、0.200mass%以下である必要がある。P量は、好ましくは、0.100mass%以下、さらに好ましくは、0.040mass%以下である。
(5)0.001≦S≦0.200mass%:
Sは、被削性確保のために添加される。このような効果を得るためには、S量は、0.001mass%以上である必要がある。S量は、好ましくは、0.010mass%以上である。
一方、S量が過剰になると、製造性悪化の要因となる。従って、S量は、0.200mass%以下である必要がある。S量は、好ましくは、0.120mass%以下である。
Sは、被削性確保のために添加される。このような効果を得るためには、S量は、0.001mass%以上である必要がある。S量は、好ましくは、0.010mass%以上である。
一方、S量が過剰になると、製造性悪化の要因となる。従って、S量は、0.200mass%以下である必要がある。S量は、好ましくは、0.120mass%以下である。
(6)0.01≦Cu≦2.00mass%:
Cuは、焼入れ性の確保(ベイナイト組織の確保)、及び強度向上のために添加される。このような効果を得るためには、Cu量は、0.01mass%以上である必要がある。
一方、Cu量が過剰になると、コストの増加や、製造性悪化の要因となる。従って、Cu量は、2.00mass%以下である必要がある。Cu量は、好ましくは、1.00mass%以下である。
Cuは、焼入れ性の確保(ベイナイト組織の確保)、及び強度向上のために添加される。このような効果を得るためには、Cu量は、0.01mass%以上である必要がある。
一方、Cu量が過剰になると、コストの増加や、製造性悪化の要因となる。従って、Cu量は、2.00mass%以下である必要がある。Cu量は、好ましくは、1.00mass%以下である。
(7)0.01≦Ni≦3.00mass%:
Niは、焼入れ性の確保(ベイナイト組織の確保)、及び靱性向上のために添加される。このような効果を得るためには、Ni量は、0.01mass%以上である必要がある。
一方、Ni量が過剰になると、コストが増加する。従って、Ni量は、3.00mass%以下である必要がある。Ni量は、好ましくは、2.00mass%以下である。
Niは、焼入れ性の確保(ベイナイト組織の確保)、及び靱性向上のために添加される。このような効果を得るためには、Ni量は、0.01mass%以上である必要がある。
一方、Ni量が過剰になると、コストが増加する。従って、Ni量は、3.00mass%以下である必要がある。Ni量は、好ましくは、2.00mass%以下である。
(8)0.10≦Cr≦3.00mass%:
Crは、焼入れ性の確保(ベイナイト組織の確保)、及び強度向上のために添加される。このような効果を得るためには、Cr量は、0.10mass%以上である必要がある。
一方、Cr量が過剰になると、コストが増加する。従って、Cr量は、3.00mass%以下である必要がある。
Crは、焼入れ性の確保(ベイナイト組織の確保)、及び強度向上のために添加される。このような効果を得るためには、Cr量は、0.10mass%以上である必要がある。
一方、Cr量が過剰になると、コストが増加する。従って、Cr量は、3.00mass%以下である必要がある。
(9)0.10≦Mo≦2.00mass%:
Moは、Vと同様に、時効処理によりMo、V炭化物を析出させ、素材部の耐力を向上させるために添加される。このような効果を得るためには、Mo量は、0.10mass%以上である必要がある。Mo量は、好ましくは、0.15mass%以上である。
一方、Mo量が過剰になると、コストが増加する。従って、Mo量は、2.00mass%以下である必要がある。Mo量は、好ましくは、1.30mass%以下である。
Moは、Vと同様に、時効処理によりMo、V炭化物を析出させ、素材部の耐力を向上させるために添加される。このような効果を得るためには、Mo量は、0.10mass%以上である必要がある。Mo量は、好ましくは、0.15mass%以上である。
一方、Mo量が過剰になると、コストが増加する。従って、Mo量は、2.00mass%以下である必要がある。Mo量は、好ましくは、1.30mass%以下である。
(10)0.10≦V≦1.00mass%:
Vは、Moと同様に、時効処理によりMo、V炭化物を析出させ、素材部の耐力を向上させるために添加される。このような効果を得るためには、V量は、0.10mass%以上である必要がある。V量は、好ましくは、0.20mass%以上である。
一方、V量が過剰になると、コストが増加する。従って、V量は、1.00mass%以下である必要がある。V量は、好ましくは、0.70mass%以下である。
Vは、Moと同様に、時効処理によりMo、V炭化物を析出させ、素材部の耐力を向上させるために添加される。このような効果を得るためには、V量は、0.10mass%以上である必要がある。V量は、好ましくは、0.20mass%以上である。
一方、V量が過剰になると、コストが増加する。従って、V量は、1.00mass%以下である必要がある。V量は、好ましくは、0.70mass%以下である。
[1.1.2. 副構成元素]
本発明に係る高周波焼入れ部品用素材は、上述した主構成元素に加えて、以下のような1又は2以上の元素をさらに含んでいても良い。添加元素の種類、その成分範囲、及び、その限定理由は、以下の通りである。
本発明に係る高周波焼入れ部品用素材は、上述した主構成元素に加えて、以下のような1又は2以上の元素をさらに含んでいても良い。添加元素の種類、その成分範囲、及び、その限定理由は、以下の通りである。
(11)0.001≦Ti≦0.300mass%:
(12)0.001≦Nb≦0.300mass%:
Tiは、時効処理によりTi炭化物を析出させ、耐力をさらに向上させる作用があり、必要に応じて添加することができる。また、Tiは、TiNを析出させる作用がある。TiNが析出すると、MnSが微細化し、加工性が向上する。このような効果を得るためには、Ti量は、0.001mass%以上が好ましい。
一方、Ti量が過剰になると、靱性が低下する。従って、Ti量は、0.300mass%以下が好ましい。
(12)0.001≦Nb≦0.300mass%:
Tiは、時効処理によりTi炭化物を析出させ、耐力をさらに向上させる作用があり、必要に応じて添加することができる。また、Tiは、TiNを析出させる作用がある。TiNが析出すると、MnSが微細化し、加工性が向上する。このような効果を得るためには、Ti量は、0.001mass%以上が好ましい。
一方、Ti量が過剰になると、靱性が低下する。従って、Ti量は、0.300mass%以下が好ましい。
同様に、Nbは、時効処理によりNb炭化物を析出させ、耐力をさらに向上させる作用があり、必要に応じて添加することができる。このような効果を得るためには、Nb量は、0.001mass%以上が好ましい。
一方、Nb量が過剰になると、靱性が低下する。従って、Nb量は、0.300mass%以下が好ましい。
なお、高周波焼入れ部品用素材は、Ti及びNbのいずれか一方を含んでいても良く、あるいは、双方を含んでいても良い。
一方、Nb量が過剰になると、靱性が低下する。従って、Nb量は、0.300mass%以下が好ましい。
なお、高周波焼入れ部品用素材は、Ti及びNbのいずれか一方を含んでいても良く、あるいは、双方を含んでいても良い。
(13)0.001≦Pb≦0.300mass%:
(14)0.001≦Bi≦0.300mass%:
(15)0.001≦Te≦0.300mass%:
(16)0.001≦Ca≦0.010mass%:
Pb、Bi、Te及びCaは、いずれも快削元素であり、必要に応じて添加することができる。このような効果を得るためには、これらの元素の含有量は、上述した下限値以上が好ましい。
一方、これらの元素の含有量が過剰になると、強度や熱間加工性が低下する。従って、これらの元素の含有量は、上述した上限値以下が好ましい。
なお、高周波焼入れ部品用素材は、これらのいずれか1種の元素を含んでいても良く、あるいは、2種以上を含んでいても良い。
(14)0.001≦Bi≦0.300mass%:
(15)0.001≦Te≦0.300mass%:
(16)0.001≦Ca≦0.010mass%:
Pb、Bi、Te及びCaは、いずれも快削元素であり、必要に応じて添加することができる。このような効果を得るためには、これらの元素の含有量は、上述した下限値以上が好ましい。
一方、これらの元素の含有量が過剰になると、強度や熱間加工性が低下する。従って、これらの元素の含有量は、上述した上限値以下が好ましい。
なお、高周波焼入れ部品用素材は、これらのいずれか1種の元素を含んでいても良く、あるいは、2種以上を含んでいても良い。
(17)0.0001≦B≦0.0100mass%:
Bは、高周波焼入れ部の靱性を向上させる作用があり、必要に応じて添加することができる。また、Bは、捩り疲労強度、及び静捩り強度をさらに向上させる作用がある。このような効果を得るためには、B量は、0.0001mass%以上が好ましい。B量は、好ましくは、0.0003mass%以上である。
一方、B量が過剰になると、強度や熱間加工性を低下させる。従って、B量は、0.0100mass%以下が好ましい。B量は、好ましくは、0.0050mass%以下、さらに好ましくは、0.0030mass%以下である。
Bは、高周波焼入れ部の靱性を向上させる作用があり、必要に応じて添加することができる。また、Bは、捩り疲労強度、及び静捩り強度をさらに向上させる作用がある。このような効果を得るためには、B量は、0.0001mass%以上が好ましい。B量は、好ましくは、0.0003mass%以上である。
一方、B量が過剰になると、強度や熱間加工性を低下させる。従って、B量は、0.0100mass%以下が好ましい。B量は、好ましくは、0.0050mass%以下、さらに好ましくは、0.0030mass%以下である。
[1.2. 成分バランス]
本発明に係る高周波焼入れ部品用素材は、成分元素が上記の範囲にあることに加えて、次の式(a)及び式(b)の関係を満たしている必要がある。
20≦A≦40 ・・・(a)
但し、A=3×[C]+10×[Mn]+2×[Cu]+2×[Ni]+12×[Cr]+9×[Mo]+2×[V]。
B≧800 ・・・(b)
但し、B=865.4×[C]+110.5×[Si]+85.9×[Mn]+37.5×[Ni]+99.8×[Cr]+199.3×[Mo]+786.2×[V]+1300.8×[Ti]+1090.6×[Nb]。
なお、式(a)及び式(b)において、[X]は、元素Xの含有量(mass%)を表す。
本発明に係る高周波焼入れ部品用素材は、成分元素が上記の範囲にあることに加えて、次の式(a)及び式(b)の関係を満たしている必要がある。
20≦A≦40 ・・・(a)
但し、A=3×[C]+10×[Mn]+2×[Cu]+2×[Ni]+12×[Cr]+9×[Mo]+2×[V]。
B≧800 ・・・(b)
但し、B=865.4×[C]+110.5×[Si]+85.9×[Mn]+37.5×[Ni]+99.8×[Cr]+199.3×[Mo]+786.2×[V]+1300.8×[Ti]+1090.6×[Nb]。
なお、式(a)及び式(b)において、[X]は、元素Xの含有量(mass%)を表す。
[1.2.1. 式(a)]
式(a)は、素材の基地組織をベイナイト組織にするための条件を表す。一般に、A値が大きくなるほど、基地組織はベイナイト組織になりやすい。基地組織の85%以上をベイナイト組織とするためには、A値は、20以上である必要がある。
一方、A値が過度に大きくなると、多量のマルテンサイトが生成し、基地組織の85%以上をベイナイト組織とすることができない。従って、A値は、40以下である必要がある。
式(a)は、素材の基地組織をベイナイト組織にするための条件を表す。一般に、A値が大きくなるほど、基地組織はベイナイト組織になりやすい。基地組織の85%以上をベイナイト組織とするためには、A値は、20以上である必要がある。
一方、A値が過度に大きくなると、多量のマルテンサイトが生成し、基地組織の85%以上をベイナイト組織とすることができない。従って、A値は、40以下である必要がある。
[1.2.2. 式(b)]
式(b)は、合金元素の添加量(左辺)と、素材の耐力(右辺)との関係を表す経験式である。B値が800以上であることは、適切な熱処理を施すことにより、素材の耐力が800MPa以上となることを表す。一般に、B値が大きくなるほど、素材の耐力が高くなり、その結果として高周波焼入れ後の素材の表面に発生する圧縮残留応力が大きくなる。高い圧縮残留応力を発生させるためには、B値は、800以上である必要がある。B値は、好ましくは、1000以上である。
式(b)は、合金元素の添加量(左辺)と、素材の耐力(右辺)との関係を表す経験式である。B値が800以上であることは、適切な熱処理を施すことにより、素材の耐力が800MPa以上となることを表す。一般に、B値が大きくなるほど、素材の耐力が高くなり、その結果として高周波焼入れ後の素材の表面に発生する圧縮残留応力が大きくなる。高い圧縮残留応力を発生させるためには、B値は、800以上である必要がある。B値は、好ましくは、1000以上である。
[1.3. ベイナイト面積率]
本発明に係る高周波焼き入れ部品用素材は、高Cベイナイト時効鋼からなり、圧延後、あるいは、圧延後の所望の部品形状に熱間鍛造した後にベイナイト組織となる。素材部(中心部)に多量のフェライト(F)が析出すると、素材部の耐力が低下する。一方、素材部に多量のマルテンサイト(M)が生成すると、被削性が低下する。高い耐力と良好な被削性を得るためには、ベイナイト面積率は、80%以上が好ましい。ベイナイト面積率は、好ましくは、85%以上、さらに好ましくは、90%以上である。上述したように、式(a)を満たすように成分を調整すると、高いベイナイト面積率が得られる。
ここで、「ベイナイト面積率」とは、断面を顕微鏡観察した時に、視野の総面積に対するベイナイトの面積の割合をいう。
本発明に係る高周波焼き入れ部品用素材は、高Cベイナイト時効鋼からなり、圧延後、あるいは、圧延後の所望の部品形状に熱間鍛造した後にベイナイト組織となる。素材部(中心部)に多量のフェライト(F)が析出すると、素材部の耐力が低下する。一方、素材部に多量のマルテンサイト(M)が生成すると、被削性が低下する。高い耐力と良好な被削性を得るためには、ベイナイト面積率は、80%以上が好ましい。ベイナイト面積率は、好ましくは、85%以上、さらに好ましくは、90%以上である。上述したように、式(a)を満たすように成分を調整すると、高いベイナイト面積率が得られる。
ここで、「ベイナイト面積率」とは、断面を顕微鏡観察した時に、視野の総面積に対するベイナイトの面積の割合をいう。
[2. 高周波焼入れ部品用素材の製造方法]
本発明に係る高周波焼入れ部品用素材は、
(a)目的とする組成となるように原料を配合し、溶解・鋳造し、
(b)鋳塊に対して機械加工及び熱間加工を行い、所定の形状を有する素材とし、
(c)素材に対して時効処理する
ことにより製造することができる。
時効処理した後、素材に対して、さらに高周波焼入れ及び焼き戻しを行う。
本発明に係る高周波焼入れ部品用素材は、
(a)目的とする組成となるように原料を配合し、溶解・鋳造し、
(b)鋳塊に対して機械加工及び熱間加工を行い、所定の形状を有する素材とし、
(c)素材に対して時効処理する
ことにより製造することができる。
時効処理した後、素材に対して、さらに高周波焼入れ及び焼き戻しを行う。
[2.1. 溶解鋳造工程]
まず、目的とする組成となるように原料を配合し、溶解・鋳造する(溶解鋳造工程)。溶解・鋳造の方法及び条件は、特に限定されるものではなく、目的に応じて最適な方法及び条件を選択することができる。
まず、目的とする組成となるように原料を配合し、溶解・鋳造する(溶解鋳造工程)。溶解・鋳造の方法及び条件は、特に限定されるものではなく、目的に応じて最適な方法及び条件を選択することができる。
[2.2. 加工工程]
次に、得られた鋳塊に対して、機械加工及び熱間加工を行い、所定の形状を有する素材とする。鋳塊の加工方法及び加工条件は、特に限定されるものではなく、目的に応じて最適な方法及び条件を選択することができる。但し、熱間加工後、0.1℃/s以下となるような徐冷を行うと、A値20以上であろうとも、フェライト生成が起こるため、そのような徐冷は避ける必要がある。
次に、得られた鋳塊に対して、機械加工及び熱間加工を行い、所定の形状を有する素材とする。鋳塊の加工方法及び加工条件は、特に限定されるものではなく、目的に応じて最適な方法及び条件を選択することができる。但し、熱間加工後、0.1℃/s以下となるような徐冷を行うと、A値20以上であろうとも、フェライト生成が起こるため、そのような徐冷は避ける必要がある。
[2.3. 時効工程]
次に、所定の形状に加工された素材に対して時効処理を行う。時効処理は、素材内部にMo、V、Ti、Nb等を含む各種の炭化物を析出させ、素材の耐力を向上させるために行われる。
次に、所定の形状に加工された素材に対して時効処理を行う。時効処理は、素材内部にMo、V、Ti、Nb等を含む各種の炭化物を析出させ、素材の耐力を向上させるために行われる。
時効温度が低すぎると、炭化物の析出が不十分となる。従って、時効温度は、550℃以上が好ましい。時効温度は、好ましくは、570℃以上である。
一方、時効温度が高すぎると、炭化物が大きくなりすぎ、十分な時効後、十分な耐力が得られない。従って、時効温度は、700℃以下が好ましい。時効温度は、好ましくは、670℃以下である。
時効時間は、時効温度に応じて、最適な時間を選択する。一般に、時効温度が高くなるほど、短時間で時効処理を完了させることができる。最適な時効時間は、時効温度により異なるが、通常、0.5時間〜6時間である。
一方、時効温度が高すぎると、炭化物が大きくなりすぎ、十分な時効後、十分な耐力が得られない。従って、時効温度は、700℃以下が好ましい。時効温度は、好ましくは、670℃以下である。
時効時間は、時効温度に応じて、最適な時間を選択する。一般に、時効温度が高くなるほど、短時間で時効処理を完了させることができる。最適な時効時間は、時効温度により異なるが、通常、0.5時間〜6時間である。
[2.4. 高周波焼入れ及び焼戻し]
素材に対して高周波を印加すると、表皮効果により素材表面に渦電流が発生し、表層のみが加熱される。そのため、素材に高周波を長時間印加すると、熱伝導により素材部も加熱される。一方、高周波の印加時間が短すぎると、硬化層の厚さが薄くなる。従って、高周波焼き入れの条件は、目的とする強度、表面硬さ、及び疲労特性が得られるように、最適な条件を選択するのが好ましい。
高周波焼き入れを行った後、焼き戻しを行う。最適な焼き戻し条件は、素材の組成や要求される特性により異なるが、焼戻し温度は、通常、120℃〜400℃であり、焼戻し時間は、通常、0.5時間〜6時間である。
素材に対して高周波を印加すると、表皮効果により素材表面に渦電流が発生し、表層のみが加熱される。そのため、素材に高周波を長時間印加すると、熱伝導により素材部も加熱される。一方、高周波の印加時間が短すぎると、硬化層の厚さが薄くなる。従って、高周波焼き入れの条件は、目的とする強度、表面硬さ、及び疲労特性が得られるように、最適な条件を選択するのが好ましい。
高周波焼き入れを行った後、焼き戻しを行う。最適な焼き戻し条件は、素材の組成や要求される特性により異なるが、焼戻し温度は、通常、120℃〜400℃であり、焼戻し時間は、通常、0.5時間〜6時間である。
[3. 作用]
少なくともC、Mo、及びVを含み、かつ、圧延後、あるいは、圧延後の所望の部品形状への熱間鍛造した後にベイナイト組織とすることができる素材(高Cベイナイト時効鋼)に対して時効処理を施すと、Mo、V炭化物が析出し、素材の耐力が向上する。この状態で素材の高周波焼入れ及び焼戻しを行うと、表層部に従来よりも高い圧縮残留応力が発生する。この方法は、ショットピーニング工程が不要であるため、製造性が高い。また、表層部に高い圧縮残留応力が発生するため、疲労特性も向上する。
少なくともC、Mo、及びVを含み、かつ、圧延後、あるいは、圧延後の所望の部品形状への熱間鍛造した後にベイナイト組織とすることができる素材(高Cベイナイト時効鋼)に対して時効処理を施すと、Mo、V炭化物が析出し、素材の耐力が向上する。この状態で素材の高周波焼入れ及び焼戻しを行うと、表層部に従来よりも高い圧縮残留応力が発生する。この方法は、ショットピーニング工程が不要であるため、製造性が高い。また、表層部に高い圧縮残留応力が発生するため、疲労特性も向上する。
(実施例1〜22、比較例1〜5)
[1. 試料の作製]
表1に示す成分の鋼材150kgを真空誘導加熱炉にて溶製した。得られたインゴットを1250℃加熱でφ40mmの丸棒に鍛伸した。その後、丸棒の焼ならし(950℃×1h→AC)を施した。さらに、処理材を図4に示す試験片形状(引張試験用の試験片を除く)に加工した。
次に、試験片を500〜700℃で1〜12時間の時効硬化処理を行った。時効硬化処理を施した後、平滑部(φ22部)の表層から5.5mm程度が焼入れ部となるように、高周波焼入れを行った。高周波焼入れ後、焼戻し処理(150℃×2h)を行った。
[1. 試料の作製]
表1に示す成分の鋼材150kgを真空誘導加熱炉にて溶製した。得られたインゴットを1250℃加熱でφ40mmの丸棒に鍛伸した。その後、丸棒の焼ならし(950℃×1h→AC)を施した。さらに、処理材を図4に示す試験片形状(引張試験用の試験片を除く)に加工した。
次に、試験片を500〜700℃で1〜12時間の時効硬化処理を行った。時効硬化処理を施した後、平滑部(φ22部)の表層から5.5mm程度が焼入れ部となるように、高周波焼入れを行った。高周波焼入れ後、焼戻し処理(150℃×2h)を行った。

[2. 試験方法]
[2.1. 硬さ]
ビッカース硬度計を用いて、荷重300gにて、時効前硬さ、非高周波焼入れ部(素材部)の硬さ、及び高周波焼入れ部の硬さを測定した。
[2.2. ベイナイト面積率]
非高周波焼入れ部(素材部)について、ナイタール腐食後、光学顕微鏡(倍率400倍)にて観察し、ベイナイト面積率を測定した。ベイナイト面積率が85%以上であった場合を「○」、ベイナイト組織とフェライト組織の混合組織(フェライト組織の面積率が15%以上)であった場合を「×F」、ベイナイト組織とマルテンサイト組織の混合組織(マルテンサイト組織の面積率が15%以上)であった場合を「×M」とした。なお、表2には、これらの評価と併せて、実際に測定されたベイナイト面積率も示した。
[2.1. 硬さ]
ビッカース硬度計を用いて、荷重300gにて、時効前硬さ、非高周波焼入れ部(素材部)の硬さ、及び高周波焼入れ部の硬さを測定した。
[2.2. ベイナイト面積率]
非高周波焼入れ部(素材部)について、ナイタール腐食後、光学顕微鏡(倍率400倍)にて観察し、ベイナイト面積率を測定した。ベイナイト面積率が85%以上であった場合を「○」、ベイナイト組織とフェライト組織の混合組織(フェライト組織の面積率が15%以上)であった場合を「×F」、ベイナイト組織とマルテンサイト組織の混合組織(マルテンサイト組織の面積率が15%以上)であった場合を「×M」とした。なお、表2には、これらの評価と併せて、実際に測定されたベイナイト面積率も示した。
[2.3. 機械特性(耐力、引張強度)]
平滑部の非高周波焼入れ部(素材部)について、JIS Z 2201の14号試験片(図5参照)を作製した。この試験片を用いて、引張速度1mm/secの条件で引張試験を行い、0.2%耐力、及び引張強度を求めた。
[2.4. 圧縮残留応力]
平滑部中央(φ22部)の表層の長手方向及び円周方向について、それぞれ、X線回折により圧縮残留応力を測定した。長手方向と円周方向の平均値を各材料の圧縮残留応力値として採用した。
[2.5. 捩り疲労強度]
捩り試験機(周波数3Hz)を用いて、トルク−破断寿命曲線を採取した。その曲線から、106回破断強度を算出し、その強度値を捩り疲労強度として採用した。
平滑部の非高周波焼入れ部(素材部)について、JIS Z 2201の14号試験片(図5参照)を作製した。この試験片を用いて、引張速度1mm/secの条件で引張試験を行い、0.2%耐力、及び引張強度を求めた。
[2.4. 圧縮残留応力]
平滑部中央(φ22部)の表層の長手方向及び円周方向について、それぞれ、X線回折により圧縮残留応力を測定した。長手方向と円周方向の平均値を各材料の圧縮残留応力値として採用した。
[2.5. 捩り疲労強度]
捩り試験機(周波数3Hz)を用いて、トルク−破断寿命曲線を採取した。その曲線から、106回破断強度を算出し、その強度値を捩り疲労強度として採用した。
[3. 結果]
[3.1. 機械的特性]
表2に、結果を示す。表2より、以下のことがわかる。
(1)実施例1〜22は、いずれも、素材部の耐力が800MPa以上であり、かつ、表層部の圧縮残留応力が900MPa以上であった。また、焼入れ・焼き戻し後の表層部の硬さは、いずれも450HV以上であった。
(2)比較例1〜3は、いずれも式(b)を満たしていない。そのため、素材部の耐力は、いずれも800MPa未満であった。圧縮残留応力も900MPa以下であった。
(3)比較例4は、A値が20未満であるために多量のフェライト(F)が生成した。このため、耐力も低くなり、圧縮残留応力も900MPa以下であった。一方、比較例5は、A値が40を超えているために多量のマルテンサイト(M)が生成した。比較例5は、1200MPa以上の耐力が得られ、圧縮残留応力も900MPa以上が得られている。しかし、組織がマルテンサイトであるため、実施例1〜22に対し、被削性が著しく劣位となった。
(4)比較例5を除いた比較例1〜4は、捩り強度が650MPa以下であったのに対し、実施例1〜22は、いずれも1000MPa以上の高い圧縮残留応力が得られた。その結果、上記比較例よりも高い650MPa以上の捩り強度が得られた。
[3.1. 機械的特性]
表2に、結果を示す。表2より、以下のことがわかる。
(1)実施例1〜22は、いずれも、素材部の耐力が800MPa以上であり、かつ、表層部の圧縮残留応力が900MPa以上であった。また、焼入れ・焼き戻し後の表層部の硬さは、いずれも450HV以上であった。
(2)比較例1〜3は、いずれも式(b)を満たしていない。そのため、素材部の耐力は、いずれも800MPa未満であった。圧縮残留応力も900MPa以下であった。
(3)比較例4は、A値が20未満であるために多量のフェライト(F)が生成した。このため、耐力も低くなり、圧縮残留応力も900MPa以下であった。一方、比較例5は、A値が40を超えているために多量のマルテンサイト(M)が生成した。比較例5は、1200MPa以上の耐力が得られ、圧縮残留応力も900MPa以上が得られている。しかし、組織がマルテンサイトであるため、実施例1〜22に対し、被削性が著しく劣位となった。
(4)比較例5を除いた比較例1〜4は、捩り強度が650MPa以下であったのに対し、実施例1〜22は、いずれも1000MPa以上の高い圧縮残留応力が得られた。その結果、上記比較例よりも高い650MPa以上の捩り強度が得られた。
[3.2. ミクロ組織及びビッカース硬さ]
図1に、実施例3で得られた高周波焼入れ部品用素材の高周波焼入れ部(図1(A))及び素材部(図1(B))の組織写真を示す。図2に、従来の高周波焼入れ部品用素材の高周波焼入れ部(図2(A))及び素材部(図2(B))の組織写真を示す。
図2に示すように、従来の高周波焼入れ部品用素材には、主に炭素鋼が用いられている。そのため、焼入れ・焼き戻し後の状態において、素材部は粗大なフェライト(F)+パーライト(P)の混合組織からなり、表層部はマルテンサイト(M)からなる。
一方、本発明に係る高周波焼入れ部品用素材は、高Cベイナイト時効鋼からなる。そのため、焼入れ・焼き戻し後の状態において、素材部は微細なベイナイト(B)からなり、表層部はマルテンサイト(M)からなる。
図1に、実施例3で得られた高周波焼入れ部品用素材の高周波焼入れ部(図1(A))及び素材部(図1(B))の組織写真を示す。図2に、従来の高周波焼入れ部品用素材の高周波焼入れ部(図2(A))及び素材部(図2(B))の組織写真を示す。
図2に示すように、従来の高周波焼入れ部品用素材には、主に炭素鋼が用いられている。そのため、焼入れ・焼き戻し後の状態において、素材部は粗大なフェライト(F)+パーライト(P)の混合組織からなり、表層部はマルテンサイト(M)からなる。
一方、本発明に係る高周波焼入れ部品用素材は、高Cベイナイト時効鋼からなる。そのため、焼入れ・焼き戻し後の状態において、素材部は微細なベイナイト(B)からなり、表層部はマルテンサイト(M)からなる。
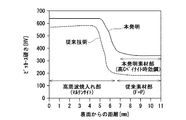
図3に、素材の表面からの距離とビッカース硬さHVとの関係の一例を示す。なお、図3には、本発明に係る高周波焼入れ部品用素材の焼入れ・焼き戻し後のビッカース硬さに加えて、従来の材料の焼入れ・焼き戻し後のビッカース硬さも示した。
図3より、本発明に係る高周波焼入れ部品用素材は、従来の材料に比べて、素材部の硬さ及び表層部の硬さが高いことがわかる。素材部の硬さが向上しているのは、時効処理によりMo、V炭化物を析出させているためである。また、表層部の硬さが向上しているのは、素材部の耐力が向上しているためである。
図3より、本発明に係る高周波焼入れ部品用素材は、従来の材料に比べて、素材部の硬さ及び表層部の硬さが高いことがわかる。素材部の硬さが向上しているのは、時効処理によりMo、V炭化物を析出させているためである。また、表層部の硬さが向上しているのは、素材部の耐力が向上しているためである。
以上、本発明の実施の形態について詳細に説明したが、本発明は上記実施の形態に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲内で種々の改変が可能である。
本発明に係る高周波焼入れ部品用素材は、自動車用のギア、ステアリング用ラック、ドライブシャフト等に用いることができる。
Claims (4)
- 以下の構成を備えた高周波焼入れ部品用素材。
(1)前記高周波焼入れ部品用素材は、
0.20≦C≦0.60mass%
0.01≦Si≦2.00mass%、
0.20≦Mn≦3.00mass%、
P≦0.200mass%、
0.001≦S≦0.200mass%、
0.01≦Cu≦2.00mass%、
0.01≦Ni≦3.00mass%、
0.10≦Cr≦3.00mass%、
0.10≦Mo≦2.00mass%、及び、
0.10≦V≦1.00mass%
を含み、残部がFe及び不可避的不純物からなる。
(2)前記高周波焼入れ部品用素材は、次の式(a)及び式(b)の関係を満たす。
20≦A≦40 ・・・(a)
但し、A=3×[C]+10×[Mn]+2×[Cu]+2×[Ni]+12×[Cr]+9×[Mo]+2×[V]。
B≧800 ・・・(b)
但し、B=865.4×[C]+110.5×[Si]+85.9×[Mn]+37.5×[Ni]+99.8×[Cr]+199.3×[Mo]+786.2×[V]+1300.8×[Ti]+1090.6×[Nb]。 - 0.001≦Ti≦0.300mass%、及び/又は、
0.001≦Nb≦0.300mass%
をさらに含む請求項1に記載の高周波焼入れ部品用素材。 - 0.001≦Pb≦0.300mass%、
0.001≦Bi≦0.300mass%、
0.001≦Te≦0.300mass%、及び
0.001≦Ca≦0.010mass%
からなる群から選ばれるいずれか1以上の元素をさらに含む請求項1又は2に記載の高周波焼入れ部品用素材。 - 0.0001≦B≦0.0100mass%
をさらに含む請求項1から3までのいずれか1項に記載の高周波焼入れ部品用素材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017083120A JP2018178228A (ja) | 2017-04-19 | 2017-04-19 | 高周波焼入れ部品用素材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017083120A JP2018178228A (ja) | 2017-04-19 | 2017-04-19 | 高周波焼入れ部品用素材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018178228A true JP2018178228A (ja) | 2018-11-15 |
Family
ID=64281310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017083120A Pending JP2018178228A (ja) | 2017-04-19 | 2017-04-19 | 高周波焼入れ部品用素材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018178228A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113564496A (zh) * | 2021-07-22 | 2021-10-29 | 中国铁道科学研究院集团有限公司金属及化学研究所 | 一种长寿命铁路轴承钢及其制备方法 |
-
2017
- 2017-04-19 JP JP2017083120A patent/JP2018178228A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113564496A (zh) * | 2021-07-22 | 2021-10-29 | 中国铁道科学研究院集团有限公司金属及化学研究所 | 一种长寿命铁路轴承钢及其制备方法 |
| CN113564496B (zh) * | 2021-07-22 | 2022-04-05 | 中国铁道科学研究院集团有限公司金属及化学研究所 | 一种长寿命铁路轴承钢及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2719892B2 (ja) | 高温用表面浸炭ステンレス鋼合金及びそれから作られる製品及びその製造方法 | |
| US20130186522A1 (en) | Carburizing steel having excellent cold forgeability and method of manufacturing the same | |
| JP4808828B2 (ja) | 高周波焼入れ用鋼及び高周波焼入れ鋼部品の製造方法 | |
| WO2006008960A1 (ja) | 機械構造用部品およびその製造方法と高周波焼入れ用素材 | |
| JP4464862B2 (ja) | 耐結晶粒粗大化特性と冷間加工性に優れた軟化焼鈍の省略可能な肌焼用鋼 | |
| JP5035159B2 (ja) | 高強度鋼製粗形品およびその製造方法 | |
| JP4844902B2 (ja) | 内燃機関用ピストンリング材 | |
| JPWO2017115842A1 (ja) | 肌焼鋼、浸炭部品および肌焼鋼の製造方法 | |
| JP6620490B2 (ja) | 時効硬化性鋼 | |
| JP5871085B2 (ja) | 冷間鍛造性および結晶粒粗大化抑制能に優れた肌焼鋼 | |
| JP2004204263A (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材とその製造方法 | |
| US20180245172A1 (en) | Age-hardenable steel, and method for manufacturing components using age-hardenable steel | |
| JP4752800B2 (ja) | 非調質鋼材 | |
| JP4488228B2 (ja) | 高周波焼入れ用鋼材 | |
| JP4556770B2 (ja) | 浸炭用鋼およびその製造方法 | |
| JPH11217649A (ja) | 冷間加工性と高強度特性を兼備した高周波焼入れ用鋼材とその製造方法 | |
| JP6390685B2 (ja) | 非調質鋼およびその製造方法 | |
| JP5679440B2 (ja) | 冷間鍛造性に優れ、高周波焼入れ後におけるねじり強度に優れた高周波焼入れ用鋼、およびその製造方法 | |
| KR101713677B1 (ko) | 전동피로수명 특성이 우수한 고질소 공기 경화형 베어링강 및 그 제조방법 | |
| JP5443277B2 (ja) | 被削性に優れた高強度鋼、およびその製造方法 | |
| JP2018178228A (ja) | 高周波焼入れ部品用素材 | |
| JP6459704B2 (ja) | 冷間鍛造部品用鋼 | |
| KR101184987B1 (ko) | 고주파 열처리 후 초세립을 갖는 기계구조용 부품강 및 그 제조방법 | |
| WO2023248556A1 (ja) | 高周波焼入れ用鋼 | |
| KR101280547B1 (ko) | 고주파 열처리 후 초세립을 갖는 기계구조용 부품강 및 그 제조방법 |