KR20230028310A - 2축 배향 폴리프로필렌 필름 - Google Patents
2축 배향 폴리프로필렌 필름 Download PDFInfo
- Publication number
- KR20230028310A KR20230028310A KR1020227045487A KR20227045487A KR20230028310A KR 20230028310 A KR20230028310 A KR 20230028310A KR 1020227045487 A KR1020227045487 A KR 1020227045487A KR 20227045487 A KR20227045487 A KR 20227045487A KR 20230028310 A KR20230028310 A KR 20230028310A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- biaxially oriented
- width direction
- oriented polypropylene
- polypropylene film
- Prior art date
Links
- 229920006378 biaxially oriented polypropylene Polymers 0.000 title claims abstract description 88
- 239000011127 biaxially oriented polypropylene Substances 0.000 title claims abstract description 88
- 229920001155 polypropylene Polymers 0.000 claims abstract description 88
- -1 polypropylene Polymers 0.000 claims abstract description 88
- 239000004743 Polypropylene Substances 0.000 claims abstract description 87
- 238000000034 method Methods 0.000 claims abstract description 52
- 239000013078 crystal Substances 0.000 claims abstract description 39
- 238000005259 measurement Methods 0.000 claims abstract description 12
- 239000007787 solid Substances 0.000 claims abstract description 4
- 238000004736 wide-angle X-ray diffraction Methods 0.000 claims abstract description 3
- 229920005989 resin Polymers 0.000 claims description 64
- 239000011347 resin Substances 0.000 claims description 64
- 230000008602 contraction Effects 0.000 claims description 39
- 238000002844 melting Methods 0.000 claims description 23
- 230000008018 melting Effects 0.000 claims description 23
- 238000002425 crystallisation Methods 0.000 claims description 14
- 230000008025 crystallization Effects 0.000 claims description 14
- 239000000155 melt Substances 0.000 claims description 9
- 238000004806 packaging method and process Methods 0.000 abstract description 23
- 230000004888 barrier function Effects 0.000 abstract description 15
- 230000037303 wrinkles Effects 0.000 abstract description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 30
- 238000001816 cooling Methods 0.000 description 28
- 238000007639 printing Methods 0.000 description 24
- 238000010438 heat treatment Methods 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 17
- 238000005227 gel permeation chromatography Methods 0.000 description 16
- 230000008569 process Effects 0.000 description 16
- 238000005481 NMR spectroscopy Methods 0.000 description 15
- 230000005540 biological transmission Effects 0.000 description 15
- 238000009826 distribution Methods 0.000 description 14
- 239000010410 layer Substances 0.000 description 13
- 239000011342 resin composition Substances 0.000 description 12
- 238000009998 heat setting Methods 0.000 description 10
- 230000000704 physical effect Effects 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- 230000007423 decrease Effects 0.000 description 9
- 238000012545 processing Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 239000000565 sealant Substances 0.000 description 7
- 230000010354 integration Effects 0.000 description 6
- 239000004711 α-olefin Substances 0.000 description 6
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 5
- 239000005977 Ethylene Substances 0.000 description 5
- 241000446313 Lamella Species 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 125000004432 carbon atom Chemical group C* 0.000 description 5
- 238000001125 extrusion Methods 0.000 description 5
- 239000000976 ink Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000003054 catalyst Substances 0.000 description 4
- 235000014113 dietary fatty acids Nutrition 0.000 description 4
- 239000000194 fatty acid Substances 0.000 description 4
- 229930195729 fatty acid Natural products 0.000 description 4
- 235000013305 food Nutrition 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 230000035699 permeability Effects 0.000 description 4
- 229920001384 propylene homopolymer Polymers 0.000 description 4
- PBKONEOXTCPAFI-UHFFFAOYSA-N 1,2,4-trichlorobenzene Chemical compound ClC1=CC=C(Cl)C(Cl)=C1 PBKONEOXTCPAFI-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- IMNFDUFMRHMDMM-UHFFFAOYSA-N N-Heptane Chemical compound CCCCCCC IMNFDUFMRHMDMM-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000010828 elution Methods 0.000 description 3
- 150000004665 fatty acids Chemical class 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000012299 nitrogen atmosphere Substances 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- RFFLAFLAYFXFSW-UHFFFAOYSA-N 1,2-dichlorobenzene Chemical compound ClC1=CC=CC=C1Cl RFFLAFLAYFXFSW-UHFFFAOYSA-N 0.000 description 2
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 2
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- ADOBXTDBFNCOBN-UHFFFAOYSA-N 1-heptadecene Chemical compound CCCCCCCCCCCCCCCC=C ADOBXTDBFNCOBN-UHFFFAOYSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical group O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 150000001408 amides Chemical class 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000003851 corona treatment Methods 0.000 description 2
- 239000003484 crystal nucleating agent Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000011038 discontinuous diafiltration by volume reduction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 229910052809 inorganic oxide Inorganic materials 0.000 description 2
- 230000005415 magnetization Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000004899 motility Effects 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 229920006280 packaging film Polymers 0.000 description 2
- 239000012785 packaging film Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 230000000379 polymerizing effect Effects 0.000 description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 2
- 230000002040 relaxant effect Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000001771 vacuum deposition Methods 0.000 description 2
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- SPSPIUSUWPLVKD-UHFFFAOYSA-N 2,3-dibutyl-6-methylphenol Chemical compound CCCCC1=CC=C(C)C(O)=C1CCCC SPSPIUSUWPLVKD-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical class C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 235000010354 butylated hydroxytoluene Nutrition 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- VYQRBKCKQCRYEE-UHFFFAOYSA-N ctk1a7239 Chemical compound C12=CC=CC=C2N2CC=CC3=NC=CC1=C32 VYQRBKCKQCRYEE-UHFFFAOYSA-N 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 238000009820 dry lamination Methods 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000016507 interphase Effects 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005057 refrigeration Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000010023 transfer printing Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/12—Polypropene
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
[과제] 본 발명은 강성이 높고, 필름을 박막화해도 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉬운 동시에, 필름을 박막화해도 종래 두께 동등의 가스 배리어성을 유지할 수 있으며, 포장체로 하기 위해, 히트 시일했을 때에 시일부 및 그 주변에 주름이 적은 2축 배향 폴리프로필렌 필름을 제공하는 것이다.
[해결 수단] 하기 (1), (2)를 만족하는 2축 배향 폴리프로필렌 필름. (1) 광각 X선 회절 측정으로 얻어지는 폴리프로필렌 α형 결정의 (110)면의 방위각 의존성에 있어서, 폭 방향의 배향 결정에서 유래하는 피크의 반치폭이 26° 이하이다. (2) 솔리드 에코법에 의한 펄스 NMR로 구한 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)으로 분리했을 때의 (III)의 비율이 7% 이하이다.
[해결 수단] 하기 (1), (2)를 만족하는 2축 배향 폴리프로필렌 필름. (1) 광각 X선 회절 측정으로 얻어지는 폴리프로필렌 α형 결정의 (110)면의 방위각 의존성에 있어서, 폭 방향의 배향 결정에서 유래하는 피크의 반치폭이 26° 이하이다. (2) 솔리드 에코법에 의한 펄스 NMR로 구한 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)으로 분리했을 때의 (III)의 비율이 7% 이하이다.
Description
본 발명은 강성과 내열성이 뛰어난 2축 배향 폴리프로필렌 필름에 관한 것이다. 상세하게는, 포장 봉지(包裝袋)로 했을 때의 봉지 형상을 유지하기 쉽고, 게다가 히트 시일했을 때에 시일부의 주름이 적기 때문에, 포장 봉지에 적합하게 이용할 수 있는 2축 배향 폴리프로필렌 필름에 관한 것이다.
2축 배향 폴리프로필렌 필름은, 방습성을 갖고, 게다가 필요한 강성, 내열성을 갖기 때문에, 포장 용도나 공업 용도로 이용되고 있다. 근래, 환경에 대한 배려로, 감용(減容)(필름 두께를 얇게)하더라도 강도를 유지하는 것도 요구되고 있으며, 그러기 위해서는, 현저하게 강성을 향상시키는 것이 불가결하다. 강성을 향상하는 수단으로서, 폴리프로필렌 수지의 중합 시의 촉매나 프로세스 기술의 개량에 의해, 그 폴리프로필렌 수지의 결정성이나 융점이 향상되는 것이나, 제막 프로세스 중에서의 연신 배율을 올려 필름의 배향도를 높이는 기술이 있었다. 그러나, 강성을 올리는 동시에 내열성이 저하되는 문제가 있어, 지금까지 충분한 강성과 내열성을 갖는 2축 배향 폴리프로필렌 필름은 없었다. 또, 강성을 향상시켜 필름의 감용화를 하면, 수증기 배리어성이 저하되어, 방습성이 손상되기 때문에, 식품이 열화되는 문제가 있었다.
2축 배향 폴리프로필렌 필름의 제조 공정에 있어서, 폭 방향으로 연신 후에, 폭 방향 연신 시의 온도 이하에서 필름을 이완하면서 1단계의 열처리를 행하고, 2단계로 1단계 온도∼폭 방향 연신 온도에서 열처리를 행하는 방법(예를 들면, 특허문헌 1)이나, 폭 방향 연신 후에 추가로, 길이 방향으로 연신을 행하는 방법(예를 들면, 특허문헌 2, 3)이 제안되어 있다. 그러나, 특허문헌 2에 기재된 필름은 강성은 뛰어나지만, 히트 시일 후에는 시일부에 주름이 발생하기 쉬워, 내열성이 뒤떨어지는 것이었다. 또, 특허문헌 1에 기재된 필름의 배향은 낮고, 강성은 충분하지 않다. 특허문헌 3에 기재된 필름은, 축차 2축 연신을 행하고, 폭 방향으로 배향한 것을, 길이 방향으로 재연신하기 때문에 길이 방향으로의 분자쇄의 배열이 충분히 행해지지 않아, 길이 방향의 강성은 낮은 것이었다. 또, 폭 방향으로 완화를 행하고 있기 때문에, 폭 방향의 배향은 낮고, 강성이 충분하지 않다.
본 발명의 과제는, 상술한 문제점을 해결하는 것에 있다. 즉, 필름의 강성과 150℃나 되는 고온에서의 내열성을 양립하는 2축 배향 폴리프로필렌 필름에 관한 것이다. 상세하게는, 강성이 높고, 필름을 박막화해도 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉬운 동시에, 필름을 박막화해도 수증기 배리어성을 유지할 수 있으며, 포장체로 하기 위해, 히트 시일했을 때에 시일부 및 그 주변에 주름이 적은 2축 배향 폴리프로필렌 필름을 제공하는 것이다.
본 발명자들이, 이러한 목적을 달성하기 위해 예의 검토한 결과, 하기 (1), (2)를 만족함으로써, 필름의 강성, 150℃나 되는 고온에서의 내열성, 및 수증기 배리어성이 뛰어난 2축 배향 폴리프로필렌 필름을 얻을 수 있는 것을 찾아냈다.
(1) 광각 X선 회절 측정으로 얻어지는 폴리프로필렌 α형 결정의 (110)면의 방위각 의존성에 있어서, 폭 방향의 배향 결정에서 유래하는 피크의 반치폭이 26° 이하이다.
(2) 솔리드 에코법에 의한 펄스 NMR로 구한 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)으로 분리했을 때의 (III)의 비율이 7% 이하이다.
이 경우에 있어서, 하기 (3), (4) 및 (5)를 만족하는 것이 적합하다.
(3) 150℃에 있어서의 열수축률이, 길이 방향에서 10% 이하이고, 폭 방향에서 30% 이하이다.
(4) 23℃에서의 폭 방향의 5% 신장 시 응력이 140MPa 이상이다.
(5) 150℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 5% 신장 시 응력(MPa)이 하기 식을 만족한다.
23℃에서의 폭 방향의 5% 신장 시 응력(MPa)≥150℃에서의 폭 방향의 열수축률(%)×4.0+140
또, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름이 하기 (6), (7)을 만족하는 것이 적합하다.
(6) 120℃의 열수축률이 길이 방향에서 2.0% 이하이고, 폭 방향에서 10.0% 이하이다.
(7) 120℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 인장 탄성률(GPa)이 하기 식을 만족한다.
23℃에서의 폭 방향의 인장 탄성률(GPa)≥120℃에서의 폭 방향의 열수축률(%)×0.3+7.0
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름의 길이 방향의 굴절률 Ny가 1.5250 이상이고, △Ny가 0.0240 이상인 것이 적합하다.
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름의 헤이즈가 5.0% 이하인 것이 적합하다.
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 메소 펜타드 분율이 97.0% 이상인 것이 적합하다.
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 결정화 온도가 105℃ 이상이고, 융점이 161℃ 이상인 것이 적합하다.
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 멜트 플로우 레이트가 4.0g/10분 이상인 것이 적합하다.
그리고 또한, 이 경우에 있어서, 상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 분자량 10만 이하의 성분량이 35 질량% 이상인 것이 적합하다.
본 발명의 2축 배향 폴리프로필렌 필름은, 강성이 높고, 필름의 박막화를 할 수 있는 동시에, 필름을 박막화해도 수증기 배리어성을 유지할 수 있으며, 포장체로 하기 위해, 히트 시일했을 때에 시일부 및 그 주변에 주름이 적은 2축 배향 폴리프로필렌 필름이다. 따라서, 포장체, 공업용 등에 적합하게 이용할 수 있다.
도 1은 1H-펄스 NMR로 관측되는 스핀-스핀 완화 시간의 감쇠 곡선의 성분 분리의 모식도이다.
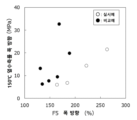
도 2는 폭 방향의 F5와 150℃ 열수축률에 대해 실시예와 비교예를 비교한 그래프이다.
도 2는 폭 방향의 F5와 150℃ 열수축률에 대해 실시예와 비교예를 비교한 그래프이다.
이하, 더욱 상세하게 본 발명의 2축 배향 폴리프로필렌 필름에 대해서 설명한다.
본 발명의 2축 배향 폴리프로필렌 필름은, 폴리프로필렌 수지를 주성분으로 하는 폴리프로필렌 수지 조성물로 이루어진다. 또한, 「주성분」이란, 폴리프로필렌 수지가 폴리프로필렌 수지 조성물 중에서 차지하는 비율이 90 질량% 이상인 것을 의미하고, 보다 바람직하게는 93 질량% 이상, 더욱 바람직하게는 95 질량% 이상, 특히 바람직하게는 97 질량% 이상이다.
(폴리프로필렌 수지)
본 발명에 이용되는 폴리프로필렌 수지는, 폴리프로필렌 단독 중합체나, 에틸렌 및/또는 탄소수 4 이상의 α-올레핀과의 공중합체를 이용할 수 있다. 실질적으로 에틸렌 및/또는 탄소수 4 이상의 α-올레핀을 포함하지 않는 프로필렌 단독 중합체가 바람직하고, 에틸렌 및/또는 탄소수 4 이상의 α-올레핀 성분을 포함하는 경우라도, 에틸렌 및/또는 탄소수 4 이상의 α-올레핀 성분량은 1 몰% 이하인 것이 바람직하며, 보다 바람직하게는 0.5 몰% 이하이고, 더욱 바람직하게는 0.3 몰% 이하이며, 특히 바람직하게는 0.1 몰% 이하이다. 상기 범위이면 결정성이 향상되기 쉽다. 이와 같은 공중합체를 구성하는 탄소수 4 이상의 α-올레핀 성분으로서, 예를 들면, 1-부텐, 1-펜텐, 3-메틸펜텐-1, 3-메틸부텐-1, 1-헥센, 4-메틸펜텐-1, 5-에틸헥센-1, 1-옥텐, 1-데센, 1-도데센, 1-테트라데센, 1-헥사데센, 1-헵타데센, 1-옥타데센, 1-에이코센 등을 들 수 있다.
폴리프로필렌 수지는 상이한 2종 이상의 폴리프로필렌 단독 중합체나, 에틸렌 및/또는 탄소수 4 이상의 α-올레핀과의 공중합체, 및 이들의 혼합물을 이용할 수 있다.
(입체 규칙성)
본 발명에 이용되는 폴리프로필렌 수지의 입체 규칙성의 지표인 메소 펜타드 분율(이하, [mmmm]%로 약기하는 경우가 있다)은, 97.0∼99.9%의 범위 내인 것이 바람직하고, 97.5∼99.7%의 범위 내인 것이 보다 바람직하며, 98.0∼99.5%의 범위 내이면 더욱 바람직하고, 98.5∼99.3%의 범위 내이면 특히 바람직하다.
97.0% 이상이면, 폴리프로필렌 수지의 결정성이 높아져, 필름에 있어서의 결정의 융점, 결정화도, 결정 배향도가 향상되고, 강성과 고온에서의 내열성이 얻어지기 쉽다. 99.9% 이하이면 폴리프로필렌 제조의 점에서 코스트를 억제하기 쉽고, 제막 시에 파단되기 어려워진다. 메소 펜타드 분율은 핵자기 공명법(소위 NMR법)으로 측정된다.
99.5% 이하인 것이 보다 바람직하다. 메소 펜타드 분율은 핵자기 공명법(소위 NMR법)으로 측정된다.
폴리프로필렌 수지의 메소 펜타드 분율을 상술의 범위 내로 하기 위해서는, 얻어진 폴리프로필렌 수지 파우더를 n-헵탄 등의 용매로 세정하는 방법이나, 촉매 및/또는 조(助)촉매의 선정, 폴리프로필렌 수지 조성물의 성분의 선정을 적절히 행하는 방법 등이 바람직하게 채용된다.
(융해 온도)
본 발명의 2축 배향 폴리프로필렌 필름을 구성하는 상기 폴리프로필렌 수지의 DSC로 측정되는 융해 온도(Tm)의 하한은 바람직하게는 160℃이고, 보다 바람직하게는 161℃이며, 더욱 바람직하게는 162℃이고, 보다 더 바람직하게는 163℃이며, 더욱 바람직하게는 164℃이다. Tm이 160℃ 이상이면 강성과 고온에서의 내열성이 얻어지기 쉽다. Tm의 상한은, 바람직하게는 170℃이고, 보다 바람직하게는 169℃이며, 더욱 바람직하게는 168℃이고, 보다 더 바람직하게는 167℃이며, 특히 바람직하게는 166℃이다. Tm이 170℃ 이하이면, 폴리프로필렌 제조의 점에서 코스트업을 억제하기 쉽거나, 제막 시에 파단되기 어려워진다. 전술의 폴리프로필렌 수지에 결정핵제를 배합함으로써, 융해 온도를 보다 올릴 수도 있다.
Tm이란, 1∼10mg의 샘플을 알루미늄 팬에 채워 넣고 시차 주사 열량계(DSC)에 세트하여, 질소 분위기하에서, 230℃에서 5분간 융해하고, 주사 속도 -10℃/분으로 30℃까지 강온(降溫)한 후, 5분간 홀딩하고, 주사 속도 10℃/분으로 승온했을 때에 관찰되는, 융해에 수반되는 흡열 피크의 주된 피크 온도이다.
(결정화 온도)
본 발명의 2축 배향 폴리프로필렌 필름을 구성하는 상기 폴리프로필렌 수지의 DSC로 측정되는 결정화 온도(Tc)의 하한은 105℃이고, 바람직하게는 108℃이며, 보다 바람직하게는 110℃이다. Tc가 105℃ 이상이면, 폭 방향 연신과 그것에 이어지는 냉각 공정에 있어서 결정화가 진행되기 쉬워, 강성과 고온에서의 내열성이 얻어지기 쉽다. Tc의 상한은, 바람직하게는 135℃이고, 보다 바람직하게는 133℃이며, 더욱 바람직하게는 132℃이고, 보다 더 바람직하게는 130℃이며, 특히 바람직하게는 128℃이고, 가장 바람직하게는 127℃이다. Tc가 135℃ 이하이면 폴리프로필렌 제조의 점에서 코스트업되기 어렵거나, 제막 시에 파단되기 어려워진다. 전술의 폴리프로필렌 수지에 결정핵제를 배합함으로써, 결정화 온도를 보다 올릴 수도 있다.
Tc란, 1∼10mg의 샘플을 알루미늄 팬에 채워 넣고 DSC에 세트하여, 질소 분위기 하에서, 230℃에서 5분간 융해하고, 주사 속도 -10℃/분으로 30℃까지 강온했을 때에 관찰되는 발열 피크의 주된 피크 온도이다.
(멜트 플로우 레이트)
본 발명의 2축 배향 폴리프로필렌 필름을 구성하는 상기 폴리프로필렌 수지의 멜트 플로우 레이트(MFR)는, JIS K 7210(1995)의 조건 M(230℃, 2.16kgf)에 준거하여 측정한 경우에 있어서, 4.0∼30g/10분인 것이 바람직하고, 4.5∼25g/10분이면 보다 바람직하며, 4.8∼22g/10분이면 더욱 바람직하고, 5.0∼20g/10분이면 특히 바람직하며, 6.0∼20g/10분이면 가장 바람직하다.
폴리프로필렌 수지의 멜트 플로우 레이트(MFR)가 4.0g/10분 이상이면, 열수축이 낮은 2축 배향 폴리프로필렌 필름이 얻어지기 쉽다.
또, 폴리프로필렌 수지의 멜트 플로우 레이트(MFR)가 30g/10분 이하이면, 필름의 제막성을 유지하기 쉽다.
필름 특성의 관점에서는, 필름을 구성하는 폴리프로필렌 수지의 멜트 플로우 레이트(MFR)(230℃, 2.16kgf)의 하한을 바람직하게는 5.0g/10분, 보다 바람직하게는 5.5g/10분, 더욱 바람직하게는 6.0g/10분, 특히 바람직하게는 6.3g/10분, 가장 바람직하게는 6.5g/10분으로 하는 것이 좋다.
폴리프로필렌 수지의 멜트 플로우 레이트(MFR)가 5.0g/10분 이상이면, 필름을 구성하는 폴리프로필렌 수지의 저분자량 성분량이 많아지기 때문에, 후술하는 필름 제막 공정에서의 폭 방향 연신 공정을 채용함으로써, 폴리프로필렌 수지의 배향 결정화가 보다 촉진되는 것, 및 필름에 있어서의 결정화도가 보다 높아지기 쉬워지는 것에 더하여, 비결정(非晶) 부분의 폴리프로필렌 분자쇄끼리의 뒤엉킴이 보다 적어져, 내열성을 보다 높이기 쉽다.
폴리프로필렌 수지의 멜트 플로우 레이트(MFR)를 상기의 범위 내로 하기 위해서는, 폴리프로필렌 수지의 평균 분자량이나 분자량 분포를 제어하는 방법 등을 채용하는 것이 바람직하다.
즉, 본 발명의 필름을 구성하는 폴리프로필렌 수지의 GPC 적산 커브에 있어서의 분자량 10만 이하의 성분의 양의 하한은 바람직하게는 35 질량%이고, 보다 바람직하게는 38 질량%이며, 더욱 바람직하게는 40 질량%이고, 보다 더 바람직하게는 41 질량%이며, 특히 바람직하게는 42 질량%이다.
GPC 적산 커브에서의 분자량 10만 이하의 성분의 양의 상한은, 바람직하게는 65 질량%이고, 보다 바람직하게는 60 질량%이며, 더욱 바람직하게는 58 질량%이다. GPC 적산 커브에서의 분자량 10만 이하의 성분의 양이 65 질량% 이하이면 필름 강도가 저하되기 어렵다.
이때, 완화 시간이 긴 고분자량 성분이나 장쇄 분기 성분을 포함하면, 폴리프로필렌 수지에 포함되는 분자량 10만 이하의 성분의 양을, 전체의 점도를 크게 바꾸지 않고 조정하기 쉬워지므로, 강성이나 열수축에 그다지 영향을 주지 않고 제막성을 개선하기 쉽다.
(분자량 분포)
본 발명에 이용하는 폴리프로필렌 수지는, 분자량 분포의 넓이의 지표인 질량 평균 분자량(Mw)/수 평균 분자량(Mn)의 하한이, 바람직하게는 3.5이고, 보다 바람직하게는 4이며, 더욱 바람직하게는 4.5이고, 특히 바람직하게는 5이다. Mw/Mn의 상한은, 바람직하게는 30이고, 보다 바람직하게는 25이며, 더욱 바람직하게는 23이고, 특히 바람직하게는 21이며, 가장 바람직하게는 20이다.
Mw/Mn은, 겔 투과 크로마토그래피(GPC)를 이용하여 얻을 수 있다. Mw/Mn이 상기 범위이면, 분자량 10만 이하의 성분의 양을 많게 하는 것이 용이하다.
또한, 폴리프로필렌 수지의 분자량 분포는, 상이한 분자량의 성분을 다단계로 일련의 플랜트에서 중합하거나, 상이한 분자량의 성분을 오프라인에서 혼련기로 혼합하거나, 상이한 성능을 갖는 촉매를 혼합하여 중합하거나, 원하는 분자량 분포를 실현할 수 있는 촉매를 이용하거나 함으로써 조정하는 것이 가능하다. GPC로 얻어지는 분자량 분포의 형상으로는, 가로축에 분자량(M)의 대수(logM), 세로축에 미분 분포치(logM당의 중량 분율)를 취한 GPC 차트에 있어서, 단일 피크를 갖는 완만한 분자량 분포여도 되고, 복수의 피크나 숄더를 갖는 분자량 분포여도 된다.
(2축 배향 폴리프로필렌 필름의 제막 방법)
본 발명의 2축 배향 폴리프로필렌 필름은, 상술한 폴리프로필렌 수지를 주성분으로 하는 폴리프로필렌 수지 조성물로 이루어지는 미연신 시트를 제작하고, 2축 연신함으로써 얻는 것이 바람직하다. 2축 연신의 방법으로는, 인플레이션 동시 2축 연신법, 텐터 동시 2축 연신법, 텐터 축차 2축 연신법 중 어느 것에 의해서도 얻어지지만, 제막 안정성, 두께 균일성의 관점에서 텐터 축차 2축 연신법을 채용하는 것이 바람직하다. 특히 길이 방향으로 연신 후, 폭 방향으로 연신하는 것이 바람직하지만, 폭 방향으로 연신 후에 길이 방향으로 연신하는 방법이어도 된다.
다음으로 본 발명의 2축 배향 폴리프로필렌 필름의 제조 방법을 이하에 설명하지만, 반드시 이것으로 한정되는 것은 아니다. 또한, 본 발명의 2축 배향 폴리프로필렌 필름은, 적어도 편면에 다른 기능을 갖는 층을 적층시켜도 된다. 적층하는 것은 편면이어도 양면이어도 된다. 그때는 다른 한쪽의 층, 또 중앙층의 수지 조성물을 상술의 폴리프로필렌 수지 조성물을 채용하면 된다. 또, 상술의 폴리프로필렌 수지 조성물과 다른 것이어도 된다.
적층하는 층의 수는, 편면에 대해, 1층이나 2층, 3층 이상이어도 되지만, 제조의 관점에서, 1층 또는 2층이 바람직하다. 적층의 방법으로는, 예를 들면, 피드블록 방식이나 멀티매니폴드 방식에 의한 공압출(共押出)이 바람직하다. 특히, 2축 배향 폴리프로필렌 필름의 가공성을 향상시킬 목적으로, 히트 시일성을 갖는 수지층을, 특성을 저하시키지 않는 범위에서 적층할 수 있다. 또, 인쇄성 부여를 위해, 편면, 또는 양면에 코로나 처리를 실시할 수도 있다.
이하에는, 단층의 경우의 예에 대해, 텐터 축차 2축 연신법을 채용한 경우에 대해 서술한다.
우선, 폴리프로필렌 수지를 포함하는 수지 조성물을 단축 또는 2축의 압출기로 가열 용융시켜, T 다이로부터 시트상(狀)으로 압출하고, 냉각 롤 상에 접지시켜 냉각 고화한다. 고화를 촉진할 목적으로, 냉각 롤로 냉각한 시트를 수조에 침지하는 등 하여, 더욱 냉각하는 것이 바람직하다.
이어서, 시트를 가열한 2쌍의 연신 롤로, 후방의 연신 롤의 회전수를 크게 함으로써 시트를 길이 방향으로 연신하여, 1축 연신 필름을 얻는다.
계속해서, 1축 연신 필름을 예열 후, 텐터식 연신기에서 필름 단부를 파지(把持)하면서, 특정의 온도에서 폭 방향으로 연신을 행하여, 2축 연신 필름을 얻는다. 이 폭 방향 연신 공정에 대해서는 뒤에 상세하게 서술한다.
폭 방향 연신 공정이 종료된 후, 2축 연신 필름을 특정의 온도에서 열처리를 행하여, 2축 배향 필름을 얻는다. 열처리 공정에 있어서는, 폭 방향으로 필름을 이완해도 된다.
이렇게 해서 얻어진 2축 배향 폴리프로필렌 필름에, 필요에 따라, 예를 들면 적어도 편면에 코로나 방전 처리를 실시한 후, 와인더로 권취(卷取)함으로써 필름 롤을 얻을 수 있다.
이하 각각의 공정에 대해 상세하게 설명한다.
(압출 공정)
우선, 폴리프로필렌 수지를 주성분으로 하는 폴리프로필렌 수지 조성물을 단축 또는 2축의 압출기로 200℃∼300℃의 범위에서 가열 용융시키고, T 다이로부터 나온 시트상의 용융 폴리프로필렌 수지 조성물을 압출하고, 금속제의 냉각 롤에 접촉시켜 냉각 고화시킨다. 얻어진 미연신 시트는 추가로 수조에 투입하는 것이 바람직하다.
냉각 롤, 또는 냉각 롤과 수조의 온도는, 10℃에서 Tc까지의 범위인 것이 바람직하고, 필름의 투명성을 올리고 싶은 경우는, 10∼50℃의 범위의 온도의 냉각 롤로 냉각 고화하는 것이 바람직하다. 냉각 온도를 50℃ 이하로 하면 미연신 시트의 투명성이 높아지기 쉽고, 바람직하게는 40℃ 이하이고, 더욱 바람직하게는 30℃ 이하이다. 축차 2축 연신 후의 결정 배향도를 증대시키려면 냉각 온도를 40℃ 이상으로 하는 것도 바람직한 경우가 있지만, 상술한 바와 같이 메소 펜타드 분율이 97.0% 이상인 프로필렌 단독 중합체를 이용하는 경우는, 냉각 온도를 40℃ 이하로 하는 것이 다음 공정의 연신을 용이하게 행하고, 또 두께 불균일을 저감하는 데 있어서 바람직하며, 30℃ 이하로 하는 것이 보다 바람직하다.
미연신 시트의 두께는 3500㎛ 이하로 하는 것이 냉각 효율에 있어서 바람직하고, 3000㎛ 이하로 하는 것이 더욱 바람직하며, 축차 2축 연신 후의 필름 두께에 따라, 적절히 조정할 수 있다. 미연신 시트의 두께는 폴리프로필렌 수지 조성물의 압출 속도 및 T 다이의 립 폭 등으로 제어할 수 있다.
(길이 방향 연신 공정)
길이 방향 연신 배율의 하한은 바람직하게는 3.5배이고, 보다 바람직하게는 3.8배이며, 특히 바람직하게는 4.2배이다. 상기 범위이면 강도를 높이기 쉽고, 막 두께 불균일도 적어진다.
길이 방향 연신 배율의 상한은 바람직하게는 7.0배이고, 보다 바람직하게는 6.0배이며, 특히 바람직하게는 7배이다. 상기 범위이면, 폭 방향 연신 공정에서의 폭 방향 연신을 하기 쉬워, 생산성이 향상된다.
길이 방향 연신 온도의 하한은, 바람직하게는 Tm-30℃이고, 보다 바람직하게는 Tm-27℃이며, 더욱 바람직하게는 Tm-25℃이다. 상기 범위이면 계속해서 행해지는 폭 방향 연신이 용이해지고, 두께 불균일도 적어진다. 길이 방향 연신 온도의 상한은 바람직하게는 Tm-7℃이고, 보다 바람직하게는 Tm-10℃이며, 더욱 바람직하게는 Tm-12℃이다. 상기 범위이면 열수축률을 작게 하기 쉬워, 연신 롤에 부착되어 연신하기 어려워지거나, 표면의 거칠기가 커짐으로써 품위가 저하되는 일도 적다.
또한, 길이 방향 연신은 3쌍 이상의 연신 롤을 사용하여, 2단계 이상의 다단계로 나누어 연신해도 된다.
(예열 공정)
폭 방향 연신 공정 전에, 길이 방향 연신 후의 1축 연신 필름을 Tm∼Tm+25℃의 범위에서 가열하여, 폴리프로필렌 수지 조성물을 연화시킬 필요가 있다. Tm 이상으로 함으로써, 연화가 진행되어, 폭 방향의 연신이 용이해진다. Tm+25℃ 이하로 함으로써, 가로 연신 시의 배향이 진행되어, 강성이 발현되기 쉬워진다. 보다 바람직하게는 Tm+2∼Tm+20℃이고, 특히 바람직하게는 Tm+3∼Tm+15℃이다. 여기에서, 예열 공정에서의 최고 온도를 예열 온도로 한다.
(폭 방향 연신 공정)
예열 공정 후의 폭 방향 연신 공정에 있어서는, 바람직한 방법은 이하와 같다.
폭 방향 연신 공정에 있어서는, Tm-10℃ 이상, 예열 온도 이하의 온도에서 연신하는 것이 바람직하다. 이때, 폭 방향 연신의 개시 시는 예열 온도에 도달한 시점이어도 되고, 예열 온도에 도달한 후에 온도를 강하시켜 예열 온도보다도 낮은 온도에 도달한 시점이어도 된다.
폭 방향 연신 공정에 있어서의 온도의 하한은, 보다 바람직하게는 Tm-9℃이고, 더욱 바람직하게는 Tm-7℃이며, 특히 바람직하게는 Tm-5℃이다. 폭 방향 연신 온도가 이 범위이면, 얻어지는 2축 배향 필름의 강성을 향상시키기 쉽다.
폭 방향 연신 공정에 있어서의 온도의 상한은, 바람직하게는 Tm+10℃이고, 더욱 바람직하게는 Tm+7℃이며, 특히 바람직하게는 Tm+5℃이다. 폭 방향 연신 온도가 이 범위이면, 연신 불균일이 생기기 어렵다.
폭 방향 연신 공정에 있어서, 상기의 온도 범위에서의 폭 방향 연신에 이어, 보다 저온에서 연신하는 후기 연신 공정을 추가해도 된다.
즉, Tm-10℃ 이상, Tm+10℃ 이하의 온도에서 연신하는 구간(전기(前期) 구간)에 이어, 전기 구간의 온도보다도 낮고, 또한 Tm-70℃ 이상, Tm-5℃ 이하의 온도에서 연신하는 구간(후기(後期) 구간)을 설치해도 된다. 전기 구간 및 후기 구간을 설치함으로써 보다 강성을 높이기 쉽다.
후기 구간의 연신 온도의 하한은, 바람직하게는 Tm-65℃이고, 보다 바람직하게는 Tm-60℃이며, 더욱 바람직하게는 Tm-55℃이다. 후기 구간의 연신 온도가 이 범위이면 제막이 안정되기 쉽다.
폭 방향 연신 공정에 있어서의 최종 폭 방향 연신 배율의 하한은, 10배 이상이 바람직하고, 11배 이상이 보다 바람직하며, 11.5배 이상이 더욱 바람직하다. 10배 이상이면 필름의 강성을 높이기 쉽고, 두께 불균일도 적어지기 쉬우며, 또 수증기 투과도도 낮게 하기 쉽다. 폭 방향 연신 배율의 상한은, 바람직하게는 20배이고, 보다 바람직하게는 17배이며, 더욱 바람직하게는 15배이다. 20배 이하이면 열수축률을 작게 하기 쉽고, 연신 시에 파단되기 어렵다.
후기 구간을 추가하는 경우는, 합계의 연신 배율이 상기 범위가 되도록 한다. 이때 전기 연신 공정의 연신 배율의 하한은, 바람직하게는 4배이고, 보다 바람직하게는 5배이며, 더욱 바람직하게는 6배이고, 특히 바람직하게는 6.5배이다. 전기 구간 종료 시의 연신 배율의 상한은, 바람직하게는 15배이고, 보다 바람직하게는 14배이며, 더욱 바람직하게는 13배이다.
폭 방향 연신 종료 시, 즉 폭 방향 최종 연신 배율에 도달했을 때의 직후에, 필름을 냉각하는 것이 바람직하다. 이때의 냉각 온도는, 폭 방향 연신의 온도 이하이고, 또한 Tm-80℃ 이상, Tm-15℃ 이하의 온도로 하는 것이 바람직하며, Tm-80℃ 이상, Tm-20℃ 이하의 온도로 하는 것이 보다 바람직하고, Tm-80℃ 이상, Tm-30℃ 이하의 온도로 하는 것이 더욱 바람직하며, Tm-70℃ 이상, Tm-40℃ 이하의 온도로 하는 것이 특히 바람직하다. 냉각 공정을 추가함으로써, 결정화가 일어나 결정 배향이 고정화되고, 그 후, 융해 이상의 온도로 승온해도 배향의 이력이 유지되며, 결과적으로 필름 중의 결정 배향을 크게 할 수 있다.
폭 방향 연신 종료 시의 온도로부터 냉각 시의 온도로는 서서히 저하시킬 수도 있지만, 단계적으로 또는 1단계로 저하시킬 수도 있다. 온도를 단계적으로 또는 1단계로 저하시키면, 필름 중의 결정 배향을 보다 크게 하기 쉽기 때문에 바람직하다.
필름을 냉각한 후에, 고온에서 재차 폭 방향으로 연신(이하, 폭 방향 재연신이라고도 한다)을 행하는 것이 바람직하다. 필름을 냉각한 후에 고온에서 재차 폭 방향으로 연신하면, 필름의 결정 배향을 높이기 쉬우므로, 강성을 높이기 쉽고, 또 수증기 투과도를 낮추기 쉽다. 재차 폭 방향으로 연신할 때의 연신 온도의 하한은 Tm-5℃이고, 바람직하게는 Tm℃이며, 보다 바람직하게는 Tm+5℃이고, 더욱 바람직하게는 Tm+7℃이며, 특히 바람직하게는 Tm+9℃이다. Tm-5℃ 이상이면, 강성을 높이기 쉽고, 열수축률도 저하시키기 쉽다.
폭 방향 재연신 온도의 상한은 바람직하게는 Tm+20℃이고, 보다 바람직하게는 Tm+18℃이며, 더욱 바람직하게는 Tm+16℃이다. Tm+20℃ 이하이면, 강성을 높이기 쉽다.
고온에서의 폭 방향 재연신 배율의 하한은 바람직하게는 1.05배이고, 보다 바람직하게는 1.1배이며, 더욱 바람직하게는 1.15배이다.
고온에서의 폭 방향 재연신 배율의 상한은 바람직하게는 2배이고, 보다 바람직하게는 1.7배이며, 더욱 바람직하게는 1.5배이다. 재연신 배율이 너무 크면, 열수축률이 너무 커지거나, 두께 불균일이 발생하거나, 필름이 파단되거나 하는 경우가 있다.
즉, 종래와 같이 폭 방향 연신 후에, 즉시 고온에서 이완시키는 것이 아니라, 고온에서 재차 폭 방향으로 연신함으로써, 열수축률을 저하시키면서, 강성을 보다 향상시키는 것이 가능한 것을 찾아냈다.
즉, 고온에서 재차 폭 방향으로 연신하는 공정에 있어서, Tm-5℃ 이상에서, 연신을 행하는 것이 바람직하다. Tm-5℃ 이상에서는, 분자쇄의 운동성이 충분히 높아지고, 연신에 의해, 분자쇄의 뒤엉킴의 영향을 해소하기 쉬워지며, 그 결과, 분자쇄가 구속되기 어렵기 때문에, 흐트러진 분자 배향이 되기 어려우며, 결정화도 충분히 진행된다.
고온에서 폭 방향으로 연신 후에 필름을 결정화 가능한 온도 이하로 냉각함으로써, 결정 배향이 고정화되고, 결정화도가 높으며, 결정 라멜라도 두꺼운 고융점의 필름을 얻을 수 있다.
또, 결정 라멜라 이외의 부분에 있어서도, 뒤엉킨 점에 의해 구속된 분자 배향의 일그러짐이 큰 분자쇄가 적어, 결정의 융해가 시작되어도, 필름은 수축하기 어렵다. 또한, 결정화도가 향상되고, 결정 라멜라가 두꺼우면, 융점이 높아지기 쉽고, 융점 이하에서는 융해가 일어나기 어렵다. 이것에 의해, 열수축률이 저하되기 쉽다.
이 결과, 강성을 보다 향상시키면서, 열수축률을 저하시키는 것이 가능해졌다.
통상의 제막 프로세스(압출-세로 방향 연신-폭 방향 연신-열처리)에 있어서는, 융점보다도 저온에서 행하는 폭 방향 연신에 의한 일그러짐을 해소하기 위해, 열처리 공정에서 필름을 융점 이상의 고온에 노출하는 동시에, 수 %에서 수십 %의 이완을 실시함으로써, 열수축률을 낮추고 있었다. 이완시킴으로써, 분자쇄가 구속되어 있음으로써 결정화가 진행되기 어려운 것을 해소할 수 있으며, 열수축률의 저하에 기여한다. 그러나, 반대로, 가로 연신 과정에서 생성된 분자쇄의 폭 방향의 배향이 저하됨으로써 강성도 저하되기 때문에, 저열수축률과 고강성을 양립시키는 것은 곤란했다. 또, 너무 고온으로 하면, 필름이 백화되는 문제도 있었다.
통상의 제막 프로세스(압출-세로 방향 연신-폭 방향 연신-열처리)에 있어서는, 폭 방향 연신 공정의 온도를 높임으로써, 분자쇄의 운동성이 높고, 일그러짐이 남지 않도록 연신하면, 세로 방향 연신에 의해 생성된 결정의 융해가 진행되기 때문에, 결정 배향이 저하된다. 본 발명의 방법에서는, 한 번, 폭 방향 연신을 행하여, 충분히 폭 방향으로 배향시킨 후에, 냉각에 의해 결정 배향을 고정화하기 때문에, 융해해도 충분한 장력을 가진 필름이 되며, Tm-5℃ 이상의 고온하에서 다시 연신해도, 재차 연신할 때에도, 충분한 장력이 있고, 두께 불균일이 생기거나, 필름이 파단될 염려도 적다.
고온에서의 연신 배율은, 분자쇄의 뒤엉킴을 풀어, 정렬시킬 수 있는 정도이면 되고, 1.05배 이상이면 좋다. 2배 이하의 연신 배율로 하면 두께 불균일이 생기기 어렵다.
이와 같이, 입체 규칙성이 높고, 고융점인 결정성이 높은 폴리프로필렌 수지를 이용하고, 상술의 세로 연신 공정, 폭 방향 연신 공정, 냉각 공정, 고온 연신 공정을 채용함으로써, 폴리프로필렌 수지의 분자가 현저하게 고도로 주배향 방향(상술한 폭 방향 연신 공정에서는 폭 방향이 해당된다.)으로 정렬하기 때문에, 얻어지는 2축 배향 필름 중의 결정 배향이 강하고, 융점도 높은 결정이 보다 많이 생성되기 쉬워진다.
또, 폴리프로필렌 수지의 저분자량 성분을 늘림으로써, 분자쇄의 뒤엉킴이 보다 적어지고, 필름의 결정화도가 보다 높아지기 쉬워지며, 결정 라멜라 이외의 부분이 적어진다. 또, 결정 라멜라 이외의 부분의 열수축 응력이 약해짐으로써, 열수축률을 더욱 저하하기 쉽다.
종래 기술에서는, 결정 배향을 강하게 하면서 결정에 구속되지 않는 비결정 성분을 줄이는 것을 양립하는 것은 곤란했다. 즉, 강성과 열수축률 중 어느 쪽이 향상되면, 다른 쪽의 특성이 저하되는 경향이 된다. 이들을 고려하면, 본 발명은 획기적인 효과를 갖는다고 할 수 있다.
(열처리 공정)
2축 연신 필름은 필요에 따라, 열수축률을 더욱 작게 하기 위해, 열처리할 수 있다. 열처리 온도의 상한은 바람직하게는, 상술의 고온 재연신 온도이고, 보다 바람직하게는 고온 재연신 온도 -2℃이며, 더욱 바람직하게는 고온 재연신 온도 -3℃이다. 고온 재연신 온도 이하로 함으로써, 강성이 저하되기 어렵고, 필름 표면의 거침이 너무 커지지 않으며, 필름이 백화되기 어렵다. 열처리 온도의 하한은 바람직하게는 Tm-3℃이고, 보다 바람직하게는 Tm-2℃이며, 특히 바람직하게는 Tm이다.
열수축률을 조정할 목적으로, 열처리 시에 폭 방향으로 필름을 이완(완화)시켜도 되지만, 이완율의 상한은 바람직하게는 5%이고, 보다 바람직하게는 3%이며, 더욱 바람직하게는 1%이다. 상기 범위 내이면, 강성이 저하되기 어렵고, 필름 두께 변동이 작아지기 쉽다. 강성을 보다 높일 때는, 열처리를 행하지 않아도 된다.
(냉각 공정)
폭 방향 연신 후, 재차 폭 방향으로 Tm-5℃ 이상에서 연신한 직후, 또는 열처리 공정 직후에, 필름을 냉각하는 것이 바람직하다. 이때의 냉각 온도는, 10℃ 이상, 140℃ 이하의 온도로 하는 것이 바람직하고, 20℃ 이상, 120℃ 이하의 온도로 하는 것이 보다 바람직하며, 80℃ 이하의 온도로 하는 것이 더욱 바람직하고, 50℃ 이하의 온도로 하는 것이 특히 바람직하다. 냉각 공정을 설치함으로써, 필름의 상태를 고정할 수 있다.
(필름 두께)
본 발명의 2축 배향 폴리프로필렌 필름의 두께는 각 용도에 맞추어 설정되지만, 필름의 강도를 얻으려면, 필름 두께의 하한은 바람직하게는 2㎛이고, 보다 바람직하게는 3㎛이며, 더욱 바람직하게는 4㎛이고, 특히 바람직하게는 8㎛이며, 가장 바람직하게는 10㎛이다. 필름 두께가 2㎛ 이상이면 필름의 강성을 얻기 쉽다. 필름 두께의 상한은 바람직하게는 100㎛이고, 보다 바람직하게는 80㎛이며, 더욱 바람직하게는 60㎛이고, 특히 바람직하게는 50㎛이며, 가장 바람직하게는 40㎛이다. 필름 두께가 100㎛ 이하이면 압출 공정 시의 미연신 시트의 냉각 속도가 작아지기 어렵다.
본 발명의 2축 배향 폴리프로필렌 필름은 통상, 폭 2000∼12000mm, 길이 1000∼50000m 정도의 롤로서 제막되어, 필름 롤상(狀)으로 권취된다. 또한, 각 용도에 맞추어 슬릿되며, 폭 300∼2000mm, 길이 500∼5000m 정도의 슬릿 롤로서 제공된다. 본 발명의 2축 배향 폴리프로필렌 필름은 보다 장척(長尺)의 필름 롤을 얻는 것이 가능하다.
(두께 균일성)
본 발명의 2축 배향 폴리프로필렌 필름의 두께 균일성의 하한은 바람직하게는 0%이고, 보다 바람직하게는 0.1%이며, 더욱 바람직하게는 0.5%이고, 특히 바람직하게는 1%이다. 두께 균일성의 상한은 바람직하게는 20%이고, 보다 바람직하게는 17%이며, 더욱 바람직하게는 15%이고, 특히 바람직하게는 12%이며, 가장 바람직하게는 10%이다. 상기 범위이면 코팅이나 인쇄 등의 후가공 시에 불량이 생기기 어려워, 정밀성이 요구되는 용도에 이용하기 쉽다.
측정 방법은 하기와 같이 했다. 필름의 길이 방향으로 필름 물성이 안정되어 있는 정상 영역으로부터 폭 방향 40mm의 시험편을 잘라내고, 미크론 계측기(주) 제조의 필름 이송 장치(제조 번호: A90172를 사용) 및 안리쓰 가부시키가이샤 제조 필름 두께 연속 측정기(제품명: K-313A 광범위 고감도 전자 마이크로미터)를 이용하여, 20000mm에 걸쳐 연속해서 필름 두께를 계측하고, 하기 식으로부터 두께 균일성을 산출했다.
두께 균일성(%)=[(두께의 최대치-두께의 최저치)/두께의 평균치]×100
(필름 특성)
본 발명의 2축 배향 폴리프로필렌 필름은, 하기 특성에 특징이 있다. 여기에서 본 발명의 2축 배향 폴리프로필렌 필름에 있어서의 「길이 방향」이란, 필름 제조 공정에 있어서의 흐름 방향에 대응하는 방향이고, 「폭 방향」이란, 상기의 필름 제조 공정에 있어서의 흐름 방향과 직교하는 방향이다. 필름 제조 공정에 있어서의 흐름 방향이 불명한 폴리프로필렌 필름에 대해서는, 필름 표면에 대해 수직 방향으로 광각 X선을 입사하고, α형 결정의 (110)면에서 유래하는 산란 피크를 원주 방향으로 스캔하여, 얻어진 회절 강도 분포의 회절 강도가 가장 큰 방향을 「길이 방향」, 그것과 직교하는 방향을 「폭 방향」으로 한다.
(펄스 NMR로 구한 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III))
1H-펄스 NMR로 관측되는 스핀-스핀 완화 시간 T2의 FID(Free Induction Decay)의 감쇠 시정수(時定數)는, 2개 이상의 감쇠 시정수의 합으로서 관측되는 것이 알려져 있다. 예를 들면, Polymer Journal, Vol.3, No.4, pp448-462(1972)에 따르면 펄스 NMR의 솔리드 에코법으로, 결정성 고분자의 완화 시간의 감쇠 시정수를 결정 성분/중간상(中間相) 성분/비결정 성분의 3성분의 합으로 해석하고 있다.
1H-펄스 NMR로 관측되는 스핀-스핀 완화 시간 T2는, 결정, 중간상, 비결정의 순으로 완화 시간이 늦어진다. 중간상은 비결정보다도 T2가 빠르고, 운동성이 구속된 비결정이라고 생각된다. 분자쇄의 뒤엉킴을 풀면서 연신한 경우, 배향이 강한 결정 성분 (I)이 생성되고, 그 결정 부근에 운동성이 구속된 비결정 성분 (II)(상기 중간상에 상당)가 생성된다. 한편, 뒤엉킴이 크고, 연신 시에 흐트러진 배향을 취한 경우, 결정에 구속되지 않는 비결정 성분 (III)(상기 비결정에 상당)이 발생되기 쉬워진다. 구속되지 않는 비결정 성분 (III)은 운동성이 높고, 고온이 되면, 일그러짐을 해소하도록 운동하기 쉬워져, 고온에서의 수축의 원인이 된다고 생각된다. 한편, 구속된 비결정 (II)는 비결정 성분 (III)에 비하면 고온에서도 운동이 억제되기 때문에, 고온에서 수축되기 어렵다고 생각된다.
본 발명의 2축 배향 폴리프로필렌 필름의 펄스 NMR로 구한 구속되지 않는 비결정 성분 (III)의 상한은 7%이고, 바람직하게는 6%이며, 보다 바람직하게는 5%이다.
비결정 성분 (III)이 7% 이하이면, 히트 시일 시의 주름이 생기기 어렵고, 개구부에 척부를 융착할 때의 일그러짐이 작아 바람직하다. 수증기 배리어성의 관점에서는 비결정 성분 (III)이 4% 이하인 것이 보다 더 바람직하고, 3% 이하인 것이 특히 바람직하다.
구속되지 않는 비결정 성분 (III)을 작게 하기 위해서는, 특히 제막 시의 면적 배율을 높이고, 축차 2축 연신한 후에 고온에서 재차 폭 방향으로 연신을 행하는 것이 유효하다.
또, 고(高) 메소 펜타드 분율의 폴리프로필렌 원료를 사용하는 것이 유효하다.
더 나아가서는, 필름을 구성하는 폴리프로필렌 수지의 겔 투과 크로마토그래피(GPC) 적산 커브를 측정한 경우의 분자량 10만 이하의 성분의 양의 하한을 35 질량%로 하는 것이 유효하다.
여기에서, 펄스 NMR로 구한 구속되지 않는 비결정 성분 (III)이 7% 이하인 것은, 뒤엉킨 점에 의해 구속된 분자 배향의 일그러짐이 큰 분자쇄가 적어, 결정의 융해가 시작되어도, 필름은 수축되기 어려우며, 고온에서 히트 시일한 경우도 주름이 생기기 어려운 필름인 것을 의미한다.
펄스 NMR로 구한 구속되지 않는 비결정 성분 (III)이 7%를 넘는 경우에는, 뒤엉킨 점에 의해 구속된 분자 배향의 일그러짐이 큰 분자쇄가 많기 때문에, 결정의 융해가 개시되는 동시에 수축이 일어나, 히트 시일했을 때에 주름이 발생하기 쉬운 필름이 된다.
또, 구속되지 않는 비결정 성분 (III)의 하한은 특별히 제한되지 않지만, 0.1% 이상인 것이 실용적이고, 0.5% 이상이어도 좋다. 구속되지 않는 비결정 성분 (III)을 0.1% 미만으로 하려고 하면, 축차 2축 연신한 후에 더욱 고온에서 재차 폭 방향으로 연신할 필요가 있으며, 융해에 수반하는 연신 시의 장력이 저하되어, 파단이 발생하는 경우가 있다. 또, 필름 중의 결정 배향이 약해져, 강성이 낮아지는 경우가 있다.
본 발명의 2축 배향 폴리프로필렌 필름의 150℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 5% 신장 시 응력(MPa)이 하기 식을 만족한다.
하기 식을 만족함으로써, 강성이 보다 높고, 또한 고온에서의 열수축률이 보다 작기 때문에, 포장 봉지로 했을 때의 봉지 형상의 유지 용이성이 보다 향상되는 동시에, 고온에서의 히트 시일 등의 가공 시의 필름의 변형이 보다 일어나기 어려워, 포장 품질이 보다 향상된다. 또, 보다 박막화가 가능해져, 포장 재료의 감용화에도 공헌할 수 있다.
23℃에서의 폭 방향의 5% 신장 시 응력(MPa)≥150℃에서의 폭 방향의 열수축률(%)×4.0+140
또, 본 발명의 2축 배향 폴리프로필렌 필름의 150℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 5% 신장 시 응력(MPa)이 하기 식을 만족하는 것이 바람직하다.
23℃에서의 폭 방향의 5% 신장 시 응력(MPa)≥150℃에서의 폭 방향의 열수축률(%)×4.0+150
또한, 본 발명의 2축 배향 폴리프로필렌 필름의 150℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 5% 신장 시 응력(MPa)이 하기 식을 만족하는 것이 보다 바람직하다.
23℃에서의 폭 방향의 5% 신장 시 응력(MPa)≥150℃에서의 폭 방향의 열수축률(%)×4.0+160
(150℃에서의 열수축률)
본 발명의 2축 배향 폴리프로필렌 필름의 150℃에서의 길이 방향의 열수축률의 상한은 10%이고, 바람직하게는 7.0%이며, 보다 바람직하게는 6.0%이고, 보다 더 바람직하게는 5.0%이고, 특히 바람직하게는 4.0% 이하이다. 150℃에서의 폭 방향의 열수축률의 상한은 30%이고, 바람직하게는 20%이며, 보다 바람직하게는 16%이고, 특히 바람직하게는 15% 이하이며, 가장 바람직하게는 12% 이하이고, 특히 가장 바람직하게는 9% 이하이다.
길이 방향의 열수축률이 10% 이하, 또한, 폭 방향의 열수축률이 30% 이하이면, 히트 시일 시의 주름이 생기기 어렵고, 특히 150℃에서의 길이 방향의 열수축률이 8.0% 이하, 150℃에서의 폭 방향의 열수축률이 15% 이하이면, 개구부에 척부를 융착할 때의 일그러짐이 작아 바람직하다. 150℃에서의 열수축률을 작게 하려면, 필름을 구성하는 폴리프로필렌 수지의 겔 투과 크로마토그래피(GPC) 적산 커브를 측정한 경우의 분자량 10만 이하의 성분의 양의 하한을 35 질량%로 하는 것이 유효하다.
(F5: 23℃에서의 5% 신장 시 응력)
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 폭 방향의 F5의 하한은 140MPa이고, 바람직하게는 160MPa이며, 보다 바람직하게는 180MPa이고, 더욱 바람직하게는 190MPa이며, 가장 바람직하게는 200MPa 이상이다. 140MPa 이상에서는, 강성이 높기 때문에, 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉽고, 인쇄 등 가공 시에 필름의 변형이 일어나기 어렵다.
23℃에서의 폭 방향의 F5의 상한은, 바람직하게는 300MPa이고, 보다 바람직하게는 290MPa이며, 더욱 바람직하게는 280MPa이다. 280MPa 이하이면, 현실적인 제조가 용이하거나, 세로-폭 밸런스가 좋아지기 쉽다.
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 길이 방향의 F5의 하한은 바람직하게는 40MPa이고, 보다 바람직하게는 42MPa이며, 더욱 바람직하게는 46MPa이고, 특히 바람직하게는 48MPa이다. 40MPa 이상에서는, 강성이 높기 때문에, 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉽고, 인쇄 등 가공 시에 필름의 변형이 일어나기 어렵다.
23℃에서의 길이 방향의 F5의 상한은, 바람직하게는 70MPa이고, 보다 바람직하게는 65MPa이며, 더욱 바람직하게는 62MPa이고, 특히 바람직하게는 60MPa이다. 70MPa 이하에서는 현실적인 제조가 용이해지거나, 세로-폭 밸런스가 좋아지기 쉽다.
F5는 연신 배율이나 릴랙스율을 조절하거나, 제막 시의 온도를 조정함으로써 범위 내로 할 수 있다.
본 발명의 2축 배향 폴리프로필렌 필름은, 하기 특성, 구조를 갖는 것이 바람직하다.
(120℃에서의 열수축률)
본 발명의 2축 배향 폴리프로필렌 필름의 120℃에서의 길이 방향의 열수축률의 상한은 바람직하게는 2.0%이고, 보다 바람직하게는 1.5%이며, 더욱 바람직하게는 1.2%이고, 특히 바람직하게는 1.0%이다. 2.0% 이하이면, 인쇄 잉크를 전사할 때의 인쇄 피치 어긋남이 발생하기 어려워진다. 120℃에서의 폭 방향의 열수축률의 상한은 10.0% 이하이고, 바람직하게는 5.0%이며, 보다 바람직하게는 3.5%이고, 특히 바람직하게는 2.5%이다. 10.0% 이하이면, 히트 시일 시의 주름이 생기기 어렵다. 120℃에서의 열수축률의 하한은 특별히 제한되지 않지만, 0% 이상인 것이 실용적이다.
120℃에서의 열수축률은 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
본 발명의 2축 배향 폴리프로필렌 필름의 120℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 인장 탄성률(GPa)이 하기 식을 만족하는 것이 바람직하다.
하기 식을 만족함으로써, 강성이 보다 높고, 또한 고온에서의 열수축률이 보다 작기 때문에, 포장 봉지로 할 때에 인쇄 피치 어긋남이 생기기 어렵다.
23℃에서의 폭 방향의 인장 탄성률(GPa)≥120℃에서의 폭 방향의 열수축률(%)×0.3+7.0
또, 본 발명의 2축 배향 폴리프로필렌 필름의 120℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 인장 탄성률(GPa)이 하기 식을 만족하는 것이 보다 바람직하다.
23℃에서의 폭 방향의 인장 탄성률(GPa)≥120℃에서의 폭 방향의 열수축률(%)×0.3+8.0
또한, 본 발명의 2축 배향 폴리프로필렌 필름의 120℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 인장 탄성률(GPa)이 하기 식을 만족하는 것이 더욱 바람직하다.
23℃에서의 폭 방향의 인장 탄성률(GPa)≥120℃에서의 폭 방향의 열수축률(%)×0.3+9.0
(23℃에서의 인장 탄성률)
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 길이 방향의 인장 탄성률의 하한은 2.0GPa이고, 바람직하게는 2.1GPa이며, 보다 바람직하게는 2.2GPa이고, 더욱 바람직하게는 2.3GPa이며, 특히 바람직하게는 2.4GPa이고, 가장 바람직하게는 2.6GPa이다. 2.0GPa 이상에서는, 강성이 높기 때문에, 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉽고, 인쇄 등 가공 시에 필름의 변형이 일어나기 어렵다. 길이 방향의 인장 탄성률의 상한은, 바람직하게는 4.0GPa이고, 보다 바람직하게는 3.8GPa이며, 더욱 바람직하게는 3.7GPa이고, 특히 바람직하게는 3.6GPa이며, 가장 바람직하게는 3.5GPa이다. 4.0GPa 이하에서는 현실적인 제조가 용이하거나, 길이 방향-폭 방향의 특성의 밸런스가 좋아지기 쉽다.
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 폭 방향의 인장 탄성률의 하한은 바람직하게는 6.0GPa이고, 보다 바람직하게는 6.5GPa이며, 보다 바람직하게는 6.7GPa이고, 더욱 바람직하게는 7.0GPa이며, 특히 바람직하게는 8.0GPa이고, 가장 바람직하게는 8.5GPa이다. 6.0GPa 이상에서는, 강성이 높기 때문에, 포장 봉지로 했을 때의 봉지 형상을 유지하기 쉽고, 인쇄 등 가공 시에 필름의 변형이 일어나기 어렵다. 폭 방향의 인장 탄성률의 상한은, 바람직하게는 15GPa이고, 보다 바람직하게는 13GPa이며, 더욱 바람직하게는 12GPa이다. 15GPa 이하이면 현실적인 제조가 용이하거나, 길이 방향-폭 방향의 특성의 밸런스가 좋아지기 쉽다.
인장 탄성률은 연신 배율이나 릴랙스율을 조절하거나, 제막 시의 온도를 조정함으로써 범위 내로 할 수 있다.
(23℃에서의 인장 파단 강도)
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 길이 방향의 인장 파단 강도의 하한은, 바람직하게는 90MPa이고, 보다 바람직하게는 100MPa이며, 더욱 바람직하게는 110MPa이고, 특히 바람직하게 115MPa이다. 90MPa 이상이면 인쇄 잉크를 전사할 때의 인쇄 피치 어긋남이 발생하기 어려워지고, 포장 봉지의 내구성도 뛰어나기 쉽다. 길이 방향의 인장 파단 강도의 상한은, 현실적인 값으로서 바람직하게는 200MPa이고, 보다 바람직하게는 180MPa이며, 더욱 바람직하게는 160MPa이다. 200MPa 이하이면 필름의 파단이나 포장 봉지의 파대(破袋)가 줄어들기 쉽다.
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 폭 방향의 인장 파단 강도의 하한은, 바람직하게는 400MPa이고, 보다 바람직하게는 420MPa이며, 더욱 바람직하게는 440MPa이고, 특히 바람직하게는 450MPa이다. 400MPa 이상이면 인쇄 잉크를 전사할 때의 인쇄 피치 어긋남이 발생하기 어려워지고, 포장 봉지의 내구성도 뛰어나기 쉽다. 폭 방향의 인장 파단 강도의 상한은, 현실적인 값으로서 바람직하게는 650MPa이고, 보다 바람직하게는 600MPa이며, 더욱 바람직하게는 550MPa이다. 650MPa 이하이면 필름의 파단이나 포장 봉지의 파대가 줄어들기 쉽다.
인장 파단 강도는 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
(23℃에서의 인장 파단 신도)
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 길이 방향의 인장 파단 신도의 하한은, 바람직하게는 180%이고, 보다 바람직하게는 190%이며, 보다 바람직하게는 200%이고, 특히 바람직하게는 210% 이상이다. 180% 이상이면 필름의 파단이나 포장 봉지의 파대가 줄어들기 쉽다. 23℃에서의 길이 방향의 인장 파단 신도의 상한은, 현실적인 값으로서 바람직하게는 300%이고, 보다 바람직하게는 280%이다.
본 발명의 2축 배향 폴리프로필렌 필름의 23℃에서의 폭 방향의 인장 파단 신도의 하한은, 바람직하게는 15%이고, 보다 바람직하게는 20%이며, 보다 바람직하게는 30%이다. 15% 이상이면, 필름의 파단이나 포장 봉지의 파대가 줄어들기 쉽다. 23℃에서의 폭 방향의 인장 파단 신도의 상한은, 바람직하게는 60%이고, 보다 바람직하게는 55%이며, 더욱 바람직하게는 50%이다. 60% 이하이면 인쇄 잉크를 전사할 때의 인쇄 피치 어긋남이 발생하기 어려워지고, 포장 봉지의 내구성도 뛰어나기 쉽다.
인장 파단 신도는 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
(굴절률)
본 발명의 2축 배향 폴리프로필렌 필름의 길이 방향의 굴절률(Nx)의 하한은, 바람직하게는 1.4950이고, 보다 바람직하게는 1.4970이며, 더욱 바람직하게는 1.4980이고, 특히 바람직하게는 1.4990이며, 가장 바람직하게는 1.5000이다. 1.4950 이상이면 필름의 강성을 크게 하기 쉽다. 길이 방향의 굴절률(Nx)의 상한은, 바람직하게는 1.5100이고, 보다 바람직하게는 15070이며, 더욱 바람직하게는 1.5050이다. 1.5100 이하이면 필름의 길이 방향-폭 방향의 특성의 밸런스가 뛰어나기 쉽다.
본 발명의 2축 배향 폴리프로필렌 필름의 폭 방향의 굴절률(Ny)의 하한은 1.5250이고, 바람직하게는 1.5253이며, 보다 바람직하게는 1.5255이고, 더욱 바람직하게는 1.5260이며, 특히 바람직하게는 1.5265이다. 1.5250 이상이면 필름의 강성을 크게 하기 쉽다. 폭 방향의 굴절률(Ny)의 상한은, 바람직하게는 1.5280이고, 보다 바람직하게는 1.5275이며, 더욱 바람직하게는 1.5270이다. 1.5280 이하이면 필름의 길이 방향-폭 방향의 특성의 밸런스가 뛰어나기 쉽다.
본 발명의 2축 배향 폴리프로필렌 필름의 두께 방향의 굴절률(Nz)의 하한은, 바람직하게는 1.4960이고, 보다 바람직하게는 14965이며, 더욱 바람직하게는 1.4970이고, 특히 바람직하게는 1.4980이며, 가장 바람직하게는 1.4990이다. 1.4960 이상이면 필름의 강성을 크게 하기 쉽다. 두께 방향의 굴절률(Nz)의 상한은, 바람직하게는 1.5020이고, 보다 바람직하게는 1.5015이며, 더욱 바람직하게는 1.5010이다. 1.5020 이하이면 필름의 내열성을 높이기 쉽다.
굴절률은 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
(△Ny)
본 발명의 2축 배향 폴리프로필렌 필름의 △Ny의 하한은 0.0240이고, 바람직하게는 0.0245이며, 보다 바람직하게는 0.0247이고, 더욱 바람직하게는 0.0250이며, 특히 바람직하게는 0.0255이고, 가장 바람직하게는 0.0260이다. 0.0240 이상이면 필름의 강성이 높아지기 쉽다. △Ny의 상한은, 현실적인 값으로서 바람직하게는 0.0280이고, 보다 바람직하게는 0.0277이며, 더욱 바람직하게는 0.0273이고, 특히 바람직하게는 0.0270이다. 0.0280 이하이면 두께 불균일도 양호해지기 쉽다. △Ny는 필름의 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
△Ny는 필름의 길이 방향, 폭 방향, 두께 방향을 따른 굴절률을 각각 Nx, Ny, Nz로 하고, 하기 식으로 계산되는데, 필름의 길이 방향, 폭 방향, 두께 방향 전체의 배향에 있어서의 폭 방향의 배향의 정도를 의미한다.
△Ny=Ny-[(Nx+Nz)/2]
(면 배향 계수)
본 발명의 2축 배향 폴리프로필렌 필름의 면 배향 계수(ΔP)의 하한은, 바람직하게는 0.0135이고, 보다 바람직하게는 0.0138이며, 더욱 바람직하게는 0.0140이다. 0.0135 이상이면 필름의 면 방향의 밸런스가 양호하고, 두께 불균일도 양호하다. 면 배향 계수(ΔP)의 상한은, 현실적인 값으로서 바람직하게는 0.0155이고, 보다 바람직하게는 0.0152이며, 더욱 바람직하게는 0.0150이다. 0.0155 이하이면 고온에서의 내열성이 뛰어나기 쉽다. 면 배향 계수(ΔP)는 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
또, 면 배향 계수(ΔP)는, (식) ΔP=[(Nx+Ny)/2]-Nz를 이용하여 계산했다.
(평균 굴절률)
본 발명의 2축 배향 폴리프로필렌 필름의 평균 굴절률의 하한은 바람직하게는 1.5080이고, 보다 바람직하게는 1.5081이며, 더욱 바람직하게는 1.5082이고, 특히 바람직하게는 1.5083이며, 가장 바람직하게는 1.5090이다. 평균 굴절률의 상한은, 현실적인 값으로서 바람직하게는 1.5150이고, 보다 바람직하게는 1.5140이며, 더욱 바람직하게는 1.5135이고, 특히 바람직하게는 1.5130이다. 1.5080 이상이면 필름의 히트 시일 시의 주름이 생기기 어렵다. 평균 굴절률은 필름의 연신 배율, 연신 온도, 열고정 온도의 조정에 의해 범위 내로 할 수 있다.
평균 굴절률은 필름의 길이 방향, 폭 방향, 두께 방향을 따른 굴절률을 각각 Nx, Ny, Nz로 하고, 하기 식으로 계산된다.
평균 굴절률=(Nx+Ny+Nz)/3
(헤이즈)
본 발명의 2축 배향 폴리프로필렌 필름의 헤이즈의 상한은 바람직하게는 5.0%이고, 보다 바람직하게는 4.5%이며, 더욱 바람직하게는 4.0%이고, 특히 바람직하게는 3.5%이며, 가장 바람직하게는 3.0%이다. 5.0% 이하이면 투명이 요구되는 용도에서 사용하기 쉽다. 헤이즈의 하한은, 현실적인 값으로는 바람직하게는 0.1%이고, 보다 바람직하게는 0.2%이며, 더욱 바람직하게는 0.3%이고, 특히 바람직하게는 0.4%이다. 0.1% 이상이면 제조하기 쉽다. 헤이즈는, 냉각 롤(CR) 온도, 폭 방향 연신 온도, 텐터 폭 방향 연신 전 예열 온도, 또는 열고정 온도, 또는 폴리프로필렌 수지의 분자량이 10만 이하인 성분의 양을 조절함으로써 범위 내로 할 수 있지만, 블로킹 방지제의 첨가나, 시일층 부여에 의해, 커지는 경우가 있다.
(배향 결정에서 유래하는 회절 피크의 반치폭)
본 발명의 2축 배향 폴리프로필렌 필름의, 필름 면에 수직으로 입사한 광각 X선 측정으로 얻어지는 폴리프로필렌 α형 결정의 (110)면의 산란 피크의 방위각 의존성에 있어서, 필름의 폭 방향의 배향 결정에서 유래하는 회절 피크의 반치폭(Wh)의 상한은 26°이고, 바람직하게는 25° 이하이며, 보다 바람직하게는 24° 이하이고, 특히 바람직하게는 23° 이하이며, 가장 바람직하게는 22.0° 이하이고, 특히 가장 바람직하게는 21.0° 이하이다. 반치폭(Wh)이 26° 이하이면 필름의 강성을 높이기 쉽다. 또, 수증기 투과도를 낮추기 쉽다. Wh의 하한은, 바람직하게는 15°이고, 보다 바람직하게는 16°이며, 더욱 바람직하게는 17°이다.
(X선 배향도)
본 발명의 2축 배향 폴리프로필렌 필름의 Wh로부터 하기 식으로 산출되는 X선 배향도의 하한은, 바람직하게는 0.856이고, 보다 바람직하게는 0.861이며, 더욱 바람직하게는 0.867이고, 특히 바람직하게는 0.872, 가장 바람직하게는 0.878이다. 0.856 이상으로 함으로써 강성을 높이기 쉽다.
X선 배향도=(180-Wh)/180
X선 배향도의 상한은, 바람직하게는 0.917이고, 보다 바람직하게는 0.911이며, 더욱 바람직하게는 0.906이다. 0.917 이하로 함으로써 제막이 안정되기 쉽다.
(수증기 투과율)
본 발명의 2축 배향 폴리프로필렌 필름의 수증기 투과율은, 20㎛ 두께로 환산하여 5.0g/㎡·d 이하로 하는 것이 바람직하고, 4.6g/㎡·d 이하로 하는 것이 보다 바람직하며, 4.3g/㎡·d 이하로 하는 것이 더욱 바람직하다. 5.0g/㎡·d 이하이면, 종래의 필름과 비교하여 같은 두께에서의 수증기 배리어성이 뛰어나므로, 박막화를 행했을 때에도 충분한 수증기 배리어성이 얻어지기 쉽다.
(필름의 실용 특성)
본 발명의 2축 배향 폴리프로필렌 필름이 갖는 실용 특성에 대해 설명한다.
(강성 및 수증기 배리어성)
식품이나 음료 등의 포장에 이용되는 포장 재료는, 다양한 유통, 냉장 등의 보존이나 가열 살균 등의 처리 등으로부터 내용물을 보호하기 위해, 강성이나 내열성과 같은 기능 이외에도, 내용물의 품질 유지 및 내용량 유지라는 목적에서 높은 배리어성이 특히 요구되고 있으며, 박막화하더라도 이들의 특성이 뛰어난 것이 요구된다.
(히트 시일 시의 주름)
식품을 포장하는 봉지를 형성하려면, 제대(製袋) 완료의 봉지에 내용물을 충전하고, 가열하여 필름을 용융하고 융착하여 밀봉한다. 또, 식품을 충전하면서 제대할 때에도 마찬가지로 행하는 경우가 많다. 통상은 기재(基材) 필름에 폴리에틸렌이나 폴리프로필렌 등으로 이루어지는 실런트 필름을 적층하고, 이 실런트 필름 면끼리를 융착시킨다. 가열 방법은 기재 필름측으로부터 가열판으로 압력을 가해 필름을 눌러 시일하는데, 시일 폭은 10mm 정도로 하는 경우가 많다. 이때 기재 필름도 가열되기 때문에, 그때의 수축이 주름을 발생시킨다. 봉지의 내구성에 있어서 주름은 적은 쪽이 좋고, 구매 의욕을 높이기 위해서도 주름은 적은 쪽이 좋다. 시일 온도는 120℃ 정도인 경우도 있지만, 제대 가공 속도를 높이기 위해서는 보다 고온에서의 시일 온도가 요구되고, 그 경우라도 수축이 작은 것이 바람직하다. 봉지의 개구부에 척을 융착하는 경우에는, 더욱 고온에서의 시일이 요구된다.
(인쇄 피치 어긋남)
포장 필름의 구성으로는, 기본적인 구성으로서, 인쇄가 실시된 기재 필름과 실런트 필름의 적층 필름으로 이루어지는 경우가 많다. 봉지의 제조에는, 제대기가 사용되며, 삼방(三方) 봉지, 스탠딩 봉지, 거세트(gusset) 봉지 등이 있고, 다양한 제대기가 사용되고 있다. 인쇄 피치 어긋남은, 인쇄 공정 시에 필름에 텐션이나 열을 가하므로, 필름의 기재가 신축하기 때문에 발생하는 것으로 생각된다. 인쇄 피치 어긋남에 의한 불량품을 없애는 것은 자원의 유효 활용의 점에서도 중요하며, 구매 의욕을 높이기 위해서도 중요하다.
(필름 가공)
본 발명의 2축 배향 폴리프로필렌 필름의 인쇄는 용도에 따라, 철판(凸版) 인쇄·평판 인쇄·요판(凹版) 인쇄, 공판(孔版) 인쇄, 전사 인쇄 방식에 의해 행할 수 있다.
또, 저밀도 폴리에틸렌, 선상 저밀도 폴리에틸렌, 에틸렌-초산(酢酸)비닐 공중합체, 폴리프로필렌, 폴리에스테르로 이루어지는 미연신 시트, 1축 연신 필름, 2축 연신 필름을 실런트 필름으로서 첩합(貼合)하여, 히트 시일성을 부여한 라미네이트체로서도 사용할 수 있다. 또한 가스 배리어성이나 내열성을 높이고 싶을 때는 알루미늄박이나 폴리 염화 비닐리덴, 나일론, 에틸렌-비닐 알코올 공중합체, 폴리비닐 알코올로 이루어지는 미연신 시트, 1축 연신 필름, 2축 연신 필름을 2축 배향 폴리프로필렌 필름과 실런트 필름의 사이에 중간층으로서 설치할 수 있다. 실런트 필름의 첩합에는, 드라이 라미네이션법 또는 핫멜트 라미네이션법에 의해 도포한 접착제를 사용할 수 있다.
가스 배리어성을 높이려면, 2축 배향 폴리프로필렌 필름이나 중간층 필름, 또는 실런트 필름에 알루미늄이나 무기 산화물을 증착 가공할 수도 있다. 증착 방법으로는 진공 증착, 스퍼터링, 이온 플레이팅법을 채용할 수 있지만, 특히 실리카, 알루미나, 또는 이들의 혼합물을 진공 증착하는 것이 바람직하다.
본 발명의 2축 배향 폴리프로필렌 필름에는, 예를 들면, 다가 알코올의 지방산 에스테르류, 고급 지방산의 아민류, 고급 지방산의 아마이드류, 고급 지방산의 아민이나 아마이드의 에틸렌 옥사이드 부가물 등의 방담제(防曇劑)의 필름 중에서의 존재량을 0.2∼5 질량%의 범위로 함으로써, 야채, 과실, 화초 등 높은 선도가 요구되는 식물류로 구성된 신선품을 포장하는 데에 적합한 것으로 할 수 있다.
또, 본 발명의 효과를 해치지 않는 범위이면, 미끄러짐성이나 대전 방지성 등의 품질 향상을 위한 각종 첨가제, 예를 들면, 생산성의 향상을 위해 왁스, 금속 비누 등의 윤활제, 가소제, 가공 조제(助劑)나 열 안정제, 산화 방지제, 대전 방지제, 자외선 흡수제 등을 배합하는 것도 가능하다.
실시예
이하, 실시예에 의해 본 발명을 상세하게 설명한다. 또한, 특성은 이하의 방법에 의해 측정, 평가를 행하였다.
(1) 멜트 플로우 레이트
멜트 플로우 레이트(MFR)는, JISK7210에 준거하여, 온도 230℃, 하중 2.16kgf에서 측정했다.
(2) 메소 펜타드 분율
폴리프로필렌 수지의 메소 펜타드 분율([mmmm]%)의 측정은, 13C-NMR을 이용하여 행하였다. 메소 펜타드 분율은, Zambelli 등, Macromolecules, 제6권, 925페이지(1973)에 기재된 방법에 따라 산출했다. 13C-NMR 측정은, BRUKER사 제조 AVANCE 500을 이용하여, 시료 200mg을 o-디클로로벤젠과 중(重)벤젠의 8:2의 혼합 액에 135℃에서 용해하고, 110℃에서 행하였다.
(3) 폴리프로필렌 수지의 수 평균 분자량, 중량 평균 분자량, 분자량 10만 이하의 성분량, 및 분자량 분포
겔 투과 크로마토그래피(GPC)를 이용해, 단분산 폴리스티렌 기준으로 하여 PP 환산 분자량으로서 구했다. 베이스 라인이 명확하지 않을 때는, 표준 물질의 용출 피크에 가장 가까운 고분자량측의 용출 피크의 고분자량측의 저변의 가장 낮은 위치까지의 범위에서 베이스 라인을 설정하는 것으로 했다.
GPC 측정 조건은 다음과 같다.
장치: HLC-8321PC/HT(도소 가부시키가이샤 제조)
검출기: RI
용매: 1,2,4-트리클로로벤젠+디부틸히드록시톨루엔(0.05%)
컬럼: TSKgel guard column HHR(30)HT(7.5mmI.D.×7.5cm)×1개+TSKgel GMHHR-H(20)HT(7.8mmI.D.×30cm)×3개
유량: 1.0mL/min
주입량: 0.3mL
측정 온도: 140℃
수 평균 분자량(Mn), 질량 평균 분자량(Mw)은 각각, 분자량 교정 곡선을 통해 얻어진 GPC 곡선의 각 용출 위치의 분자량(Mi)의 분자수(Ni)에 의해 다음 식으로 정의된다.
수 평균 분자량: Mn=Σ(Ni·Mi)/ΣNi
질량 평균 분자량: Mw=Σ(Ni·Mi 2)/Σ(Ni·Mi)
여기에서, 분자량 분포는, Mw/Mn으로 얻을 수 있다.
또, GPC로 얻어진 분자량 분포의 적분 곡선으로부터, 분자량 10만 이하의 성분의 비율을 구했다.
(4) 결정화 온도(Tc), 융해 온도(Tm)
TA 인스투르먼트사 제조 Q1000 시차 주사 열량계를 이용하여, 질소 분위기하에서 열 측정을 행하였다. 폴리프로필렌 수지의 펠릿으로부터 약 5mg을 잘라내어 측정용 알루미늄 팬에 봉입했다. 230℃까지 승온하여 5분간 홀딩한 후, -10℃/분의 속도로 30℃까지 냉각하고, 발열 피크 온도를 결정화 온도(Tc)로 했다. 또, 결정화 열량(△Hc)은, 발열 피크의 면적을 피크의 개시부터 피크 종료까지, 원활하게 연결되도록 베이스 라인을 설정하여 구했다. 그대로, 30℃에서 5분간 홀딩하고, 10℃/분으로 230℃까지 승온하여, 주된 흡열 피크 온도를 융해 온도(Tm)로 했다.
(5) 필름 두께
세이코 EM사 제조 밀리트론 1202D를 이용하여, 필름의 두께를 계측했다.
(6) 헤이즈
닛폰 덴쇼쿠 고교 가부시키가이샤 제조 NDH5000을 이용하여, 23℃에서, JISK7105에 따라 측정했다.
(7) 인장 시험
JISK7127에 준거하여 필름의 길이 방향 및 폭 방향의 인장 강도를 23℃에서 측정했다. 샘플은 15mm×200mm의 사이즈로 필름으로부터 잘라내고, 척 폭은 100mm로, 인장 시험기(인스트론 재팬 컴퍼니 리미티드사 제조 듀얼 컬럼 탁상형 시험기 인스트론 5965)에 세트했다. 인장 속도 200mm/분으로 인장 시험을 행하였다. 얻어진 일그러짐-응력 커브로부터, 신장 초기의 직선 부분의 기울기로부터 인장 탄성률을 구하고, 또, 5% 신장 시의 응력을 F5로 했다.
인장 파단 강도, 인장 파단 신도는, 각각, 샘플이 파단된 시점에서의 강도와 신도로 했다.
(8) 열수축률
JISZ1712에 준거하여 이하의 방법으로 측정했다. 필름을 20mm 폭이고 200mm의 길이로 필름의 길이 방향, 폭 방향으로 각각 커트하고, 120℃ 또는 150℃의 열풍 오븐 중에 매달아 5분간 가열했다. 가열 후의 길이를 측정하여, 원래의 길이에 대한 수축된 길이의 비율로 열수축률을 구했다.
(9) 굴절률, △Ny, 면 배향 계수, 평균 굴절률
(주)아타고 제조 아베 굴절계를 이용하여 파장 589.3nm, 온도 23℃에서 측정했다. 필름의 길이 방향, 폭 방향을 따른 굴절률을 각각 Nx, Ny로 하고, 두께 방향의 굴절률을 Nz로 했다. △Ny는, Nx, Ny, Nz를 이용하여, (식) Ny-[(Nx+Nz)/2]를 이용하여 구했다. 또, 면 배향 계수(ΔP)는, (식) [(Nx+Ny)/2]-Nz를 이용하여 계산했다. 또, 평균 굴절률은 (식) (Nx+Ny+Nz)/3을 이용하여 계산했다.
(10) X선 반치폭, X선 배향도
X선 회절 장치((주)리가쿠 제조 SmartLab, αβγ 어태치먼트 부속)를 이용하여 투과법으로 측정했다. 파장 1.5418Å의 X선을 이용하고, X선 출력은 45kV, 200mA의 출력으로 이용했다. 검출기로는 하이브리드형 다차원 픽셀 검출기 Hypix-3000을 0차원 모드로 사용했다. 평행 빔법으로 입사측의 슬릿으로서, 솔러 슬릿 2.5°, 길이 제한 슬릿 10mm, 입사 슬릿 폭 1mm를 사용했다. 또, 수광측(受光側)의 슬릿으로서, 패러렐 슬릿 애널라이저 0.228°를 사용했다.
카메라 길이 300mm, 검출기의 적분 폭은 2mm로 행하였다.
400㎛의 두께가 되도록 필름을 서로 겹쳐 시료를 조제했다. 폴리프로필렌 수지의 α형 결정의 (110)면의 회절 피크 위치(회절 각도 2θ=14.1°)에 검출기를 두고, 샘플을 필름의 두께 방향을 축으로 하여 360° 회전시켜, (110)면의 회절 강도의 방위각 의존성을 얻었다. 스텝 간격은 0.5°, 측정 스피드는 60°/min로 측정했다. 이 방위각 의존성으로부터, 필름의 폭 방향의 배향 결정에서 유래하는 회절 피크의 반치폭 Wh를 구했다.
또, Wh를 이용하여, 하기 식으로부터 X선 배향도를 산출했다.
X선 배향도=(180-Wh)/180
(11) 펄스 NMR로 구한 구속되지 않는 비결정 성분 (III)의 비율
필름을 재단(斷裁)하여, 외경 10mm의 유리관의 관 내에 높이 1cm가 될 때까지 재단한 필름을 밀어 넣고, 하기의 측정 장치와 측정 조건으로 폴리프로필렌 필름의 1H 핵의 스핀-스핀 완화 시간 T2를 측정하여 자화(磁化) 강도의 감쇠 곡선을 얻었다.
장치: BRUKER 제조 Minispec mq20
온도: 40℃
관측 주파수: 20MHz
90° 펄스 폭: 2.74μs
펄스 반복 시간: 2.0s
펄스 모드: Solido Echo법
적산 횟수: 128회
Recycle Delay: 4s
Acquisition Scale: 0.1 ms
측정은 필름을 채운 유리관을 장치에 투입하고 15분간 보온한 후에 개시하고, 얻어진 자화 강도의 감쇠 곡선과 피팅 곡선이 일치하도록, 완화 시간이 가장 짧은 성분을 가우스 함수, 2번째와 3번째로 짧은 성분은 로렌츠 함수를 이용해 최소 이승법에 의해 분리하여, 각각의 비율을 얻었다. 또한, 가장 짧은 성분이 결정 성분 (I), 2번째와 3번째로 짧은 성분이 각각 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)에 상당한다. 또한, 피팅 및 해석은, 상기 측정 장치에 부속된 소프트웨어(TD-NMR Analyzer)를 이용했다.
구속되지 않는 비결정 성분 (III)의 비율은, 상기 방법으로 얻은 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)의 전체에 대한 비결정 성분 (III)의 비율(%)을 하기 식 (1)로 계산했다.
구속되지 않는 비결정 성분 (III)의 비율=MIII/(MI+MII+MIII)…(1)
MI: 결정 성분 (I)의 성분량
MII: 구속된 비결정 성분 (II)의 성분량
MIII: 구속되지 않는 비결정 성분 (III)의 성분량
(12) 수증기 투과율
수증기 투과도는 JIS K7129 B법에 준하여 측정했다.
수증기 투과도 측정 장치(PERMATRAN-W3/33 MOCON사 제조)를 이용하여, 온도 40℃, 습도 90%RH의 분위기하에 있어서 수증기 투과도를 측정했다. 수증기 투과도는 필름 두께에 반비례하기 때문에, 측정하는 샘플 각각의 두께를 측정하여, 20㎛에서의 값으로 환산했다.
(실시예 1)
폴리프로필렌 수지로서, MFR=7.5g/10분, [mmmm]=98.9%, Tc=116.2℃, Tm=162.5℃인 프로필렌 단독 중합체 PP-1(스미토모 가가쿠(주) 제조, 스미토모 노브렌 FLX80E4) 80 중량부와, MFR=11g/10분, [mmmm]=98.8%, Tc=116.5℃, Tm=161.5℃인 프로필렌 단독 중합체 PP-2(스미토모 가가쿠(주) 제조, EL80F5) 20 중량부를 혼합하여 이용했다.
250℃에서 T다이로부터 시트상으로 압출하여, 20℃의 냉각 롤에 접촉시키고, 그대로 20℃의 수조에 투입했다. 그 후, 142℃에서 2쌍의 롤로 길이 방향으로 4.5배로 연신하고, 이어서 양단을 클립으로 끼워, 열풍 오븐 중으로 유도하여, 170℃에서 예열 후, 폭 방향으로 1단계로서 162℃에서 10배 연신을 행하였다. 폭 방향 연신 직후에, 클립에 파지한 채로 120℃에서 냉각하고, 그 후, 175℃에서 폭 방향으로 1.2배 재연신을 행하였다. 마지막으로 실온에서 냉각했다. 이렇게 하여 얻어진 필름의 두께는 18.6㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 강성이 매우 뛰어난 것이고, 고온에서의 열수축률이 낮은 필름이 얻어졌다. 또, 수증기 투과도가 뛰어난 필름이었다.
(실시예 2)
165℃에서 폭 방향으로 1.2배 재연신한 것 이외에는 실시예 1과 마찬가지로 행하였다. 얻어진 필름의 두께는 18.4㎛였다. 표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 강성이 매우 뛰어난 것이고, 고온에서의 열수축률이 낮은 필름이 얻어졌다. 또, 수증기 투과도가 뛰어난 필름이었다.
(실시예 3)
길이 방향으로 147℃에서 연신하고, 폭 방향으로 1단계로서 165℃에서 10배 연신을 행하고, 폭 방향 연신 직후에, 클립에 파지한 채로 120℃에서 냉각하고, 그 후, 177℃에서 폭 방향으로 1.2배 재연신을 행한 것 이외에는 실시예 1과 마찬가지로 행하였다. 얻어진 필름의 두께는 18.9㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 강성이 높고, 고온에서의 열수축률이 낮은 필름이 얻어졌다. 또, 수증기 투과도가 뛰어난 필름이었다.
(실시예 4)
177℃에서 폭 방향으로 1.1배 재연신한 것 이외에는 실시예 3과 마찬가지로 행하였다. 얻어진 필름의 두께는 20.6㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 강성이 높고, 고온에서의 열수축률도 낮은 것이었다. 또, 수증기 투과도가 뛰어난 필름이었다.
(비교예 1)
폭 방향으로 1단계로서 162℃에서 12배 연신을 행하고, 폭 방향 연신 직후에, 클립에 파지한 채로 100℃에서 냉각하고, 그 후, 170℃에서 폭이 일정한 상태에서 열고정을 행한 것 이외에는 실시예 1과 마찬가지로 행하였다. 얻어진 필름의 두께는 20.8㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 수증기 투과도가 뛰어나고, 강성이 높기는 하지만, 고온에서의 강성이 뒤떨어지는 것이었다.
(비교예 2)
폭 방향으로 1단계로서 162℃에서 12배 연신을 행하고, 폭 방향 연신 직후에, 클립에 파지한 채로 냉각을 행하지 않고, 172℃에서 폭이 일정한 상태에서 열고정을 행한 것 이외에는 실시예 1과 마찬가지로 행하였다. 얻어진 필름의 두께는 23.1㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 강성이 뒤떨어지는 것이었다. 또, 수증기 투과도가 뒤떨어지는 필름이었다.
(비교예 3)
폭 방향으로 1단계로서 168℃에서 12배 연신을 행하고, 폭 방향 연신 직후에, 클립에 파지한 채로 100℃에서 냉각하고, 그 후, 170℃에서 폭이 일정한 상태에서 열고정을 행한 것 이외에는 실시예 1과 마찬가지로 행하였다. 얻어진 필름의 두께는 18.7㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 고온에서의 열수축률이 높고, 강성도 뒤떨어지는 것이었다. 또, 수증기 투과도가 뒤떨어지는 필름이었다.
(비교예 4)
폴리프로필렌 수지로서, MFR=3g/10분, [mmmm]=94.8%, Tc=117.2℃, Tm=160.6℃인 PP-3(니혼 폴리프로(주) 제조, FL203D)을 이용했다. 250℃에서 T다이로부터 시트상으로 압출하여, 20℃의 냉각 롤에 접촉시키고, 그대로 20℃의 수조에 투입했다. 그 후, 길이 방향으로, 130℃에서 4.5배 연신하고, 텐터에서의 폭 방향 연신에 있어서, 예열 온도를 168℃로 하고, 연신 1단계로서 155℃에서 8.2배 연신을 행하였다. 폭 방향 연신 직후에, 클립에 파지한 채로 120℃에서 냉각하고, 그 후, 170℃에서 폭 방향으로 1.2배 재연신을 행하였다. 마지막으로 실온에서 냉각했다. 얻어진 필름의 두께는 18.8㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 고온에서의 열수축률이 높고, 강성도 뒤떨어지는 것이었다. 또, 수증기 투과도가 뒤떨어지는 필름이었다.
(비교예 5)
폴리프로필렌 수지로서 실시예 1과 마찬가지로 PP-1과 PP-2의 혼합을 이용하고, 표 2에 나타낸 폭 방향으로 재연신을 행하지 않고 168℃에서 열처리한 제막 조건으로 필름을 얻었다. 얻어진 필름의 두께는 20.0㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 고온에서의 열수축률은 낮지만, 강성도 뒤떨어지는 것이었다.
(비교예 6)
폴리프로필렌 수지로서, MFR=5g/10분, [mmmm]=97.3%, Tc=116.8℃, Tm=161.6℃인 PP-4(니혼 폴리프로(주) 제조, SA4L)를 이용하고, 표 2에 나타낸 폭 방향으로 재연신을 행하지 않고 168℃에서 열처리한 제막 조건으로 필름을 얻었다. 얻어진 필름의 두께는 20.0㎛였다.
표 1에 폴리프로필렌 수지의 구조, 표 2에 제막 조건을 나타낸다. 그 물성은, 표 3에 나타내는 바와 같이, 고온에서의 열수축률은 낮지만, 강성도 뒤떨어지는 것이었다.
[표 1]

[표 2]

[표 3]

본 발명의 2축 배향 폴리프로필렌 필름은 상기와 같은 종래에는 없는 뛰어난 특성을 갖기 때문에, 포장 봉지에 바람직하게 사용할 수 있고, 또 필름의 두께를 종래보다도 얇게 하는 것이 가능하다.
더 나아가서는, 콘덴서나 모터 등의 절연 필름, 태양 전지의 백시트, 무기 산화물의 배리어 필름, ITO 등의 투명 도전 필름의 베이스 필름 등 고온에서 사용되는 용도나, 세퍼레이트 필름 등 강성을 필요로 하는 용도에도 적합하다. 또, 종래 이용되기 어려웠던 코팅제나 잉크, 라미네이트 접착제 등을 이용하여, 고온에서의 코팅이나 인쇄 가공이 가능해져, 생산의 효율화를 기대할 수 있다.
본 발명의 2축 배향 폴리프로필렌 필름은, 강성이 높고, 필름의 박막화를 할 수 있는 동시에, 필름을 박막화하더라도 종래의 두께와 동등한 가스 배리어성을 유지할 수 있으며, 포장체로 하기 위해, 히트 시일했을 때에 시일부 및 그 주변에 주름이 적으므로, 포장용 필름이나 공업용 필름 등에 적합하게 이용할 수 있다.
Claims (9)
- 하기 (1), (2)를 만족하는 2축 배향 폴리프로필렌 필름:
(1) 광각 X선 회절 측정으로 얻어지는 폴리프로필렌 α형 결정의 (110)면의 방위각 의존성에 있어서, 폭 방향의 배향 결정에서 유래하는 피크의 반치폭이 26° 이하임,
(2) 솔리드 에코법에 의한 펄스 NMR로 구한 결정 성분 (I), 구속된 비결정 성분 (II), 구속되지 않는 비결정 성분 (III)으로 분리했을 때의 (III)의 비율이 7% 이하임. - 제 1 항에 있어서,
상기 2축 배향 폴리프로필렌 필름이 하기 (3), (4) 및 (5)를 만족하는, 2축 배향 폴리프로필렌 필름:
(3) 150℃에 있어서의 열수축률이, 길이 방향에서 10% 이하이고, 폭 방향에서 30% 이하임,
(4) 23℃에서의 폭 방향의 5% 신장 시 응력이 140MPa 이상임,
(5) 150℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 5% 신장 시 응력(MPa)이 하기 식을 만족한다.
23℃에서의 폭 방향의 5% 신장 시 응력(MPa)≥150℃에서의 폭 방향의 열수축률(%)×4.0+140 - 제 1 항 또는 제 2 항에 있어서,
상기 2축 배향 폴리프로필렌 필름이 하기 (6), (7)을 만족하는, 2축 배향 폴리프로필렌 필름:
(6) 120℃의 열수축률이 길이 방향에서 2.0% 이하이고, 폭 방향에서 10.0% 이하임,
(7) 120℃에서의 폭 방향의 열수축률(%) 및 23℃에서의 폭 방향의 인장 탄성률(GPa)이 하기 식을 만족한다.
23℃에서의 폭 방향의 인장 탄성률(GPa)≥120℃에서의 폭 방향의 열수축률(%)×0.3+7.0 - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름의 폭 방향의 굴절률 Ny가 1.5250 이상이고, △Ny가 0.0240 이상인, 2축 배향 폴리프로필렌 필름. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름의 헤이즈가 5.0% 이하인, 2축 배향 폴리프로필렌 필름. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 메소 펜타드 분율이 97.0% 이상인, 2축 배향 폴리프로필렌 필름. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 결정화 온도가 105℃ 이상이고, 융점이 160℃ 이상인, 2축 배향 폴리프로필렌 필름. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 멜트 플로우 레이트가 4.0g/10분 이상인, 2축 배향 폴리프로필렌 필름. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 2축 배향 폴리프로필렌 필름을 구성하는 폴리프로필렌 수지의 분자량 10만 이하의 성분량이 35 질량% 이상인, 2축 배향 폴리프로필렌 필름.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020109789 | 2020-06-25 | ||
| JPJP-P-2020-109788 | 2020-06-25 | ||
| JP2020109787 | 2020-06-25 | ||
| JP2020109788 | 2020-06-25 | ||
| JPJP-P-2020-109789 | 2020-06-25 | ||
| JPJP-P-2020-109787 | 2020-06-25 | ||
| PCT/JP2021/023722 WO2021261505A1 (ja) | 2020-06-25 | 2021-06-23 | 二軸配向ポリプロピレンフィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230028310A true KR20230028310A (ko) | 2023-02-28 |
Family
ID=79281271
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227045487A KR20230028310A (ko) | 2020-06-25 | 2021-06-23 | 2축 배향 폴리프로필렌 필름 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230235135A1 (ko) |
| EP (1) | EP4173800A4 (ko) |
| JP (1) | JP7559760B2 (ko) |
| KR (1) | KR20230028310A (ko) |
| CN (1) | CN115734866A (ko) |
| WO (1) | WO2021261505A1 (ko) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001040111A (ja) | 1999-07-26 | 2001-02-13 | Toray Ind Inc | 強力化二軸配向ポリプロピレンフィルム |
| JP2013177645A (ja) | 2013-06-26 | 2013-09-09 | Mitsui Chemicals Tohcello Inc | 二軸延伸ポリプロピレンフィルム及びその製造方法 |
| WO2016182003A1 (ja) | 2015-05-12 | 2016-11-17 | 東レ株式会社 | ポリプロピレンフィルム、金属膜積層フィルムおよびフィルムコンデンサ並びにそれらの製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2481767A3 (en) * | 2006-02-17 | 2012-09-05 | Toray Industries, Inc. | Biaxially oriented polypropylene film |
| JP2014141644A (ja) * | 2012-12-26 | 2014-08-07 | Toray Ind Inc | 二軸配向多孔性ポリプロピレンフィルム、蓄電デバイス用セパレータフィルムおよび蓄電デバイス |
| WO2014103713A1 (ja) * | 2012-12-26 | 2014-07-03 | 東レ株式会社 | 多孔性ポリオレフィンフィルムおよびその製造方法、ならびにそれを用いてなる蓄電デバイス用セパレータ |
| WO2016158590A1 (ja) * | 2015-03-27 | 2016-10-06 | 東レ株式会社 | コンデンサ用二軸配向ポリプロピレンフィルム、金属積層フィルムおよびフィルムコンデンサ |
| WO2017169952A1 (ja) | 2016-03-28 | 2017-10-05 | 東洋紡株式会社 | 二軸延伸積層ポリプロピレンフィルム |
| JP7062990B2 (ja) * | 2017-02-16 | 2022-05-09 | 東レ株式会社 | 二軸配向ポリプロピレンフィルム |
| JP2018141122A (ja) | 2017-02-28 | 2018-09-13 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| JP7205462B2 (ja) | 2017-03-28 | 2023-01-17 | 東洋紡株式会社 | 二軸配向ポリプロピレンフィルム |
| KR20230025396A (ko) * | 2020-06-17 | 2023-02-21 | 도요보 가부시키가이샤 | 2축 배향 폴리프로필렌 필름 |
-
2021
- 2021-06-23 CN CN202180044338.5A patent/CN115734866A/zh active Pending
- 2021-06-23 JP JP2021540447A patent/JP7559760B2/ja active Active
- 2021-06-23 US US17/923,365 patent/US20230235135A1/en active Pending
- 2021-06-23 KR KR1020227045487A patent/KR20230028310A/ko active Search and Examination
- 2021-06-23 WO PCT/JP2021/023722 patent/WO2021261505A1/ja unknown
- 2021-06-23 EP EP21828580.7A patent/EP4173800A4/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001040111A (ja) | 1999-07-26 | 2001-02-13 | Toray Ind Inc | 強力化二軸配向ポリプロピレンフィルム |
| JP2013177645A (ja) | 2013-06-26 | 2013-09-09 | Mitsui Chemicals Tohcello Inc | 二軸延伸ポリプロピレンフィルム及びその製造方法 |
| WO2016182003A1 (ja) | 2015-05-12 | 2016-11-17 | 東レ株式会社 | ポリプロピレンフィルム、金属膜積層フィルムおよびフィルムコンデンサ並びにそれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230235135A1 (en) | 2023-07-27 |
| EP4173800A1 (en) | 2023-05-03 |
| WO2021261505A1 (ja) | 2021-12-30 |
| CN115734866A (zh) | 2023-03-03 |
| EP4173800A4 (en) | 2024-07-17 |
| JPWO2021261505A1 (ko) | 2021-12-30 |
| JP7559760B2 (ja) | 2024-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7388367B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| KR102452072B1 (ko) | 2축 배향 폴리프로필렌 필름 | |
| JP7363816B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| KR20230025396A (ko) | 2축 배향 폴리프로필렌 필름 | |
| KR20230026314A (ko) | 2축 배향 폴리프로필렌 필름 | |
| JP7255733B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| KR102452075B1 (ko) | 2축 배향 폴리프로필렌 필름 | |
| KR102465570B1 (ko) | 2축 배향 폴리프로필렌 필름 | |
| KR20230028310A (ko) | 2축 배향 폴리프로필렌 필름 | |
| JP7164053B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| JP7571788B2 (ja) | 二軸配向ポリプロピレンフィルムの製造方法 | |
| JP7405099B2 (ja) | 二軸配向ポリプロピレンフィルムの製造方法 | |
| JP7363817B2 (ja) | 二軸配向ポリプロピレンフィルム | |
| CN115315467B (zh) | 双轴取向聚丙烯薄膜 | |
| WO2021261313A1 (ja) | 二軸配向ポリプロピレンフィルムの製造方法 | |
| TW202146209A (zh) | 雙軸配向聚醯胺膜 | |
| TW202136394A (zh) | 雙軸配向聚丙烯膜之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |