KR20220007864A - 평행하게 안내된 다수의 플라스틱 섬유 다발의 횡단면 성형을 위한 장치 - Google Patents
평행하게 안내된 다수의 플라스틱 섬유 다발의 횡단면 성형을 위한 장치 Download PDFInfo
- Publication number
- KR20220007864A KR20220007864A KR1020217037390A KR20217037390A KR20220007864A KR 20220007864 A KR20220007864 A KR 20220007864A KR 1020217037390 A KR1020217037390 A KR 1020217037390A KR 20217037390 A KR20217037390 A KR 20217037390A KR 20220007864 A KR20220007864 A KR 20220007864A
- Authority
- KR
- South Korea
- Prior art keywords
- forming
- forming roller
- rollers
- shaping
- roller
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/30—Mounting, exchanging or centering
- B29C33/305—Mounting of moulds or mould support plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
- B29B9/065—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion under-water, e.g. underwater pelletizers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
- B29B15/12—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length
- B29B15/122—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex
- B29B15/125—Coating or impregnating independently of the moulding or shaping step of reinforcements of indefinite length with a matrix in liquid form, e.g. as melt, solution or latex by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/04—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam
- B29C33/044—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam in rolls calenders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/504—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] using rollers or pressure bands
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D11/00—Heat-exchange apparatus employing moving conduits
- F28D11/02—Heat-exchange apparatus employing moving conduits the movement being rotary, e.g. performed by a drum or roller
- F28D11/04—Heat-exchange apparatus employing moving conduits the movement being rotary, e.g. performed by a drum or roller performed by a tube or a bundle of tubes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F5/00—Elements specially adapted for movement
- F28F5/02—Rotary drums or rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
- B29C2043/461—Rollers the rollers having specific surface features
- B29C2043/463—Rollers the rollers having specific surface features corrugated, patterned or embossed surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/44—Compression means for making articles of indefinite length
- B29C43/46—Rollers
- B29C2043/467—Rollers plurality of rollers arranged in a specific manner in relation to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5816—Measuring, controlling or regulating temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/24—Calendering
- B29C43/245—Adjusting calender parameters, e.g. bank quantity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/28—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/10—Cords, strands or rovings, e.g. oriented cords, strands or rovings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/731—Filamentary material, i.e. comprised of a single element, e.g. filaments, strands, threads, fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
- F28D1/053—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits the conduits being straight
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Moulding By Coating Moulds (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
본 발명은 하나 이상의 회전 가능한 성형 롤러(shaping roller)(18, 19, 20) 위에서 평행하게 나란히 안내된 다수의 플라스틱 스트랜드(plastics strand)의 횡단면 성형을 위한 장치에 관한 것으로, 상기 장치에서 상기 성형 롤러의 표면에는 평행하게 배치된, 표면을 둘러싸는 다수의 성형 리세스(shaping recess)가 제공되어 있고, 상기 성형 리세스들 내에서 상기 플라스틱 스트랜드들의 횡단면은 상기 성형 리세스들의 횡단면 형태에 상응하게 성형 가능하며, 이때 상기 플라스틱 스트랜드들의 연속적인 성형을 위해 상기 플라스틱 스트랜드들의 진행 경로에 대해 횡방향으로 바람직하게 세 개의 동일한 형태의 성형 롤러(18, 19, 20)가 배치되어 있고, 이때 상기 플라스틱 스트랜드들은 상기 플라스틱 스트랜드들의 제1 측면에서 연속하는 두 개의 성형 롤러(19, 20)의 쌍과 제3 성형 롤러(18) 사이로 안내되는데, 상기 제3 성형 롤러는 상기 플라스틱 스트랜드들의 제2 측면에서 상기 플라스틱 스트랜드들의 진행 방향으로 상기 성형 롤러들의 쌍의 제1 성형 롤러(19)와 제2 성형 롤러(20) 사이에 배치되어 있고, 그리고 상기 성형 롤러들은 신속 교환 장치들에 의해 측면 가이드 플레이트들 내에 지지되어 있다.
Description
본 발명은 하나 이상의 회전 가능한 성형 롤러(shaping roller) 위에서 평행하게 나란히 안내된 다수의 플라스틱 섬유 다발의 횡단면 성형을 위한 장치에 관한 것이다.
자동차 산업 또는 항공기 제조업에서 흔히 사용되는 플라스틱으로 이루어진 경량 제조 부품들은 높은 강도를 가지면서도 중량을 낮추기 위해 일반적으로 유리 또는 탄소로 이루어진 섬유 재료들을 포함한다. 상기 섬유 재료들은 함침 장치에 의해 플라스틱 재료의 폴리머 용융물 내로 통합되고, 그런 다음 플라스틱 섬유 다발들로서 규정된 횡단면을 갖는 펠릿(pellet), 과립 또는 스트립(strip)으로 가공되어 경량 제조 부품들을 제조하기 위한 후속하는 설비들 및 방법들, 특히 사출 성형 방법에서 사용된다.
함침된 섬유 다발들의 횡단면 성형 또는 교정(calibration)은 가장 간단한 경우에 규정된 지름을 갖는 노즐(nozzle)을 통해 이루어질 수 있다. 그러나 더 정확한 횡단면 성형은 단지 플라스틱 재료과 혼합된 섬유 다발의 부분 고체 상태, 그러나 여전히 가열된 상태에서 달성됨으로써, 결과적으로 더 정확한 교정을 위해서는 노즐로부터 배출된 플라스틱 섬유 다발을 우선 수조 내에서 냉각시키고, 그런 다음 여전히 변형 가능한 상태에서 사후 성형(post-forming)해야 한다.
이를 위해, 플라스틱 섬유 다발들이 감기기 전에, 또는 조립기(granulator)에 공급되기 전에, 여전히 따뜻하거나 뜨거운 플라스틱 섬유 다발들을 규정된 횡단면을 갖는 표면 리세스들(surface recesses) 내에서 냉각시키는 성형 롤러들이 공지되었다.
횡단면 성형용 성형 롤러는 통상적으로 함침 장치의 수조에 바로 뒤에 장치되어 있다. 그러나 서로 다른 횡단면의 함침된 섬유 다발들이 요구될 수도 있기 때문에, 이러한 서로 다른 횡단면들에 성형 롤러가 적응해야 하는데, 이는 일반적으로 상기 성형 롤러가 새로운 과제에 상응하게 성형 리세스들의 횡단면 형태가 상응하게 변경된 성형 롤러에 의해 대체됨으로써 이루어진다. 특히 다수의 성형 롤러가 연속적으로 배치되어 있는 경우, 성형 롤러의 교체 및 세척 과정은 복잡하고 시간 소모적일 수 있다.
따라서 본 발명의 과제는, 성형 롤러(들)가 플라스틱 섬유 다발들의 진원도(roundness)를 개선하고, 하나 또는 다수의 성형 롤러의 교체 시 정시 시간이 짧게 유지될 수 있으며, 콤팩트하게 구성되어 있고, 동시에 플라스틱 섬유 다발들을 효과적으로 냉각시키고 전반적으로 설정 가능한, 평행하게 안내된 다수의 함침된 플라스틱 섬유 다발의 횡단면 성형을 위한 장치를 제시하는 것이다.
이와 같은 과제는 제1항에 제시된 발명에 의해 해결된다. 본 발명의 추가 설계예들은 종속 청구항들에 제시되어 있다.
본 발명의 경우, 신속 교환 장치에 의해 측면 가이드 플레이트들(guide plates) 내에 지지되어 있는 성형 롤러가 사용된다. 상기 성형 롤러는 정면에 로터리 조인트들(rotary joints)을 포함하고, 상기 로터리 조인트들을 통해, 특히 냉각용의 액체 매체가 상기 성형 롤러를 통해 안내된다. 상기 로터리 조인트들의 유입관들 및 유출관들의 분리 이후에, 그리고 상기 신속 교환 장치의 제거 이후에 상기 성형 롤러는 프레임(frame)으로부터 간단하게 제거될 수 있다.
바람직하게 플라스틱 섬유 다발들의 사후 성형을 위한 발명의 경우, 동일한 형태의 세 개의 성형 롤러가 사용되는데, 상기 성형 롤러들은 삼각형으로 배치되어 있고 각각 자체 표면에 평행하게 배치된, 표면을 둘러싸는 다수의 성형 리세스를 가지며, 상기 성형 리세스들 내에서 플라스틱으로 함침된 공급된 섬유 다발들의 횡단면은 상기 성형 리세스들의 횡단면 형태에 상응하게 성형 가능하다.
이 경우, 섬유 다발들은 상기 섬유 다발들의 제1 측면에서 연속하는 두 개의 성형 롤러의 쌍과 제3 성형 롤러 사이를 통해 안내되는데, 상기 제3 성형 롤러는 상기 플라스틱 섬유 다발들의 제2 측면에서 상기 플라스틱 섬유 다발들의 진행 방향으로 상기 성형 롤러들의 쌍의 제1 성형 롤러와 제2 성형 롤러 사이에 위치한다. 상기 성형 롤러들 사이의 간격은 수평 및/또는 수직으로 설정 가능할 수 있다. 상기 성형 롤러들의 표면 온도는 바람직하게 제어 가능하다.
성형 롤러들의 개수 및 상호 배치는 필요에 따라 다르게 선택될 수도 있다. 이와 같은 방식으로 높은 성형 정확도가 요구되는 경우, 또는 특수한 폴리머들에서 섬유 다발들에 작용하는 더 많은 개수의 성형 롤러, 예를 들어 2 x 3개의 성형 롤러를 갖는 어레인지먼트(arrangement)가 선택될 수 있다.
본 발명을 이와 같이 형성함으로써 냉각과 동시에 성형 롤러들 사이의 간극을 통과할 때 플라스틱 섬유 다발들의 효과적인 횡단면 성형이 가능해지고, 결과적으로 상기 플라스틱 섬유 다발들은 규정된 횡단면 형태를 갖고 장치를 벗어난다.
자체 수평 및 수직 위치에서 성형 롤러들의 간격을 설정함으로써 플라스틱 스트랜드들(plastics strands)의 응력을 제어할 수 있고, 상기 성형 롤러들 상에서 상기 플라스틱 스트랜드들의 체류 시간을 제어할 수 있으며, 그리고 냉각 작용을 상응하게 제어할 수 있다.
성형 롤러들은 바람직하게, 제1 성형 롤러 및 제2 성형 롤러가 수평 평면 내에서 플라스틱 스트랜드들 하부에 놓이고, 제3 성형 롤러가 상기 제1 성형 롤러 및 제2 성형 롤러에 대해 수직 간격을 두고 상기 플라스틱 스트랜드들 상부에 놓이도록 배치되어 있다. 이 경우, 상기 제3 성형 롤러의 수직 위치는 바람직하게, 이와 같은 성형 롤러가 플라스틱 섬유 다발들을 상기 제1 성형 롤러와 제2 성형 롤러 사이로 압입함으로써, 이와 같은 방식으로 플라스틱 스트랜드들이 접촉하는 상기 성형 롤러들의 포위각(wrap angle)을 확장하고, 성형 리세스들 내로 작용하는 상기 플라스틱 스트랜드들의 압입력을 높이며, 그리고 그에 따라 성형 품질을 개선하도록 선택된다.
하부 및 상부 성형 롤러들의 상호 배치는 수직선을 기준으로 반사 대칭적일 수도 있다.
바람직하게 성형 롤러들은 정면에서 프레임의 측면 가이드 플레이트들 내에 지지되어 있고, 이때 제1 가이드 플레이트 쌍은 제1 성형 롤러 및 제2 성형 롤러를 수용하고, 제2 가이드 플레이트 쌍은 제3 성형 롤러를 지지한다. 상기 가이드 플레이트들은 바람직하게 로드 가이드들(rod guides)을 통해 수직으로 이동하고, 이때 상기 이동이 성형 롤러들의 전체 길이에 걸쳐서 균일하게 수행될 수 있도록 상기 이동은 동시에 이루어진다.
또한 본 발명은, 제1 성형 롤러와 제2 성형 롤러의 수평 간격이 설정 가능하도록 제공될 수도 있다. 플라스틱 섬유 다발들의 상부측 또는 하부측을 기준으로 하는 성형 롤러들의 수직 배치는 역전될 수도 있다.
본 발명에 따른 간소화된 장치에 의해 플라스틱으로 함침된 섬유 다발들, 플라스틱 섬유 다발들로부터 제조된 펠릿들 및 과립들은, 자체 진원도가 개선되고, 자체 특성들을 개선하기 위한 성형 시 재차 다듬어지며, 후속하는 운반 설비들에서 더 우수한 진행 품질 및 마침내 더 우수한 외형을 갖도록 교정될 수 있다.
본 발명은 다음에서 하나의 실시예에 의해 더 상세하게 설명된다.
도 1은 본 발명에 따른 플라스틱 스트랜드들의 횡단면 성형을 위한 장치의 등측도(isometric drawing)이고.
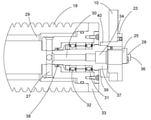
도 2는 성형 롤러의 종단면도이며,
도 3은 성형 롤러의 신속 교환 장치의 확대도이고, 그리고
도 4는 성형 롤러의 신속 교환 장치의 정면도이다.
도 2는 성형 롤러의 종단면도이며,
도 3은 성형 롤러의 신속 교환 장치의 확대도이고, 그리고
도 4는 성형 롤러의 신속 교환 장치의 정면도이다.
도 1에 도시된 장치는 실질적으로 상부 브리지 거더들(bridge girders)(5)의 쌍 및 하부 브리지 거더들(4)의 쌍으로 형성되어 있는 프레임(1)을 포함하고, 상기 브리지 거더들은 네 개의 수직 가이드 로드(7, 8, 9)를 통해 서로 연결되어 있다. 상기 프레임(1)은 평행한 두 개의 레일(rail)(2 및 3)을 갖는 레일 어레인지먼트 상에서 핸드휠(handwheel)(6)에 의해 수평 평면 내에서 이동 가능하다.
상기 가이드 로드들(7, 8, 9)에는 상부 가이드 플레이트들(10, 12)의 쌍 및 하부 가이드 플레이트들(11, 13)의 쌍이 위아래로 수직으로 이동 가능하게 배치되어 있다. 상기 가이드 플레이트들(10, 12)의 쌍은 유압식 인양 장치들(14, 15)을 통해 상승 또는 하강할 수 있다. 그에 상응하게 상기 하부 가이드 플레이트들(12, 14)의 쌍은 하부 인양 장치들(16, 17)을 통해 상승 또는 하강한다.
상승 및 하강이 동시에 이루어지도록 보장하기 위해, 상기 가이드 플레이트들의 쌍들에 커넥팅 로드(connecting rod)를 통해 서로 연결된 기어들(gears)(21)의 쌍이 할당되어 있는데, 상기 기어들은 상기 장치의 양측에 있는 기어 랙들(gear racks)(22)의 쌍 내로 맞물리고, 그에 따라 상기 가이드 플레이트들의 평행 이동을 허용한다.
상기 상부 가이드 플레이트들(10, 12)의 쌍 사이에는 상부 성형 롤러(18)가 배치되어 있고, 상기 상부 성형 롤러의 축은 측면에서 상기 가이드 플레이트들(10, 12) 내에 자유롭게 회전 가능하도록 지지되어 있다. 하부 가이드 플레이트들(11, 13)의 쌍은 평행하게 서로 간격을 두고 배치된 두 개의 하부 성형 롤러(19, 20)를 지지하고, 이때 상기 세 개의 성형 롤러는 실질적으로 삼각형으로 배치되어 있는데, 상기 삼각형은 마찬가지로 자유롭게 회전 가능한 상기 하부 성형 롤러들(19, 20)이 놓인 수평 베이스(horizontal base)를 갖는다.
도 1에 도시되지 않은 플라스틱 섬유 다발들은 본 발명에 따른 장치를 통과하기 위해 두 개의 그룹으로 평행하게 나란히 제1 하부 성형 롤러(19)와 상부 성형 롤러(18) 사이의 간극을 통해 안내되고, 그런 다음 상기 상부 성형 롤러(18)와 제2 하부 성형 롤러(20) 사이의 간극을 통해 안내된다. 상기 상부 성형 롤러(18)와 상기 하부 성형 롤러들(19, 20) 사이의 수직 간격 및 상기 하부 성형 롤러들(19와 20) 사이의 수평 간격은, 상기 플라스틱 섬유 다발들이 상기 성형 롤러들 상에서 개별적인 성형 롤러를 기준으로 대략 2 내지 20 ˚, 바람직하게 5 내지 6 ˚의 포위각을 통과하도록 설정되어 있다. 그에 따라 상기 플라스틱 섬유 다발들은 충분한 압입력에 의해 상기 성형 롤러들의 표면 내에 형성된, 표면을 둘러싸는 U자 형태의 리세스들 내로 침투함으로써, 이와 같은 방식으로 상기 장치를 통과할 때 자체 횡단면의 사후 성형을 경험한다. 상기 플라스틱 섬유 다발들이 상기 성형 리세스들로부터 지나치게 멀리 돌출하지 않는 경우에 한해, 상기 상부 성형 롤러(18)와 상기 하부 성형 롤러들(19, 20) 사이의 간격은, 상부 및 하부 성형 롤러들이 서로 접촉하여 그에 따라 동시에 진행할 수 있을 만큼 작게 선택될 수 있다. 상기 성형 롤러들 사이를 통과할 때 상기 플라스틱 섬유 다발들의 포위각을 확장하기 위해, 상기 하부 성형 롤러들 사이의 간격은 증가할 수 있고, 동시에 상기 상부 성형 롤러와 상기 하부 성형 롤러들 사이의 수직 간격은 감소할 수 있다.
상기 성형 롤러들(18, 19, 20)은 상기 가이드 플레이트들(10 내지 13) 내에 정면에서 신속 교환 장치들을 통해 고정되어 있다. 따라서 상기 성형 롤러들은 간단한 방식으로 상기 장치로부터 제거되어 관리를 위해, 또는 대체되기 위해 교환될 수 있다.
도 2 및 도 3은 상부 성형 롤러(18)를 절단된 측면도로 보여준다. 하부 성형 롤러들(19 및 20)은 상기 상부 성형 롤러와 실질적으로 동일하게 설계되어 있다. 상기 성형 롤러(18)는 슬리브(sleeve)로서 구현되어 있고 자체 외측에 평행하게 배치된, 표면을 둘러싸는 다수의 성형 리세스를 갖는다. 신속 교환 장치들(24, 35)을 통해 상기 성형 롤러(18)는 측면 가이드 플레이트들(10, 12) 내에 지지되어 있다. 상기 성형 롤러(18)의 축은 특히 플라스틱으로 이루어진 변위 실린더(displacement cylinder)(26)로서 구현되어 있고, 이때 상기 성형 롤러(18)의 내벽과 상기 변위 실린더(26) 사이로 주변을 둘러싸는 빈 환상 간극(29)이 진행하고, 상기 환상 간극을 통해 상기 성형 롤러(18)의 외벽을 냉각시키기 위한 액체 매체, 특히 물이 안내된다.
냉매는 상기 성형 롤러의 하나의 정면에서 연결부(36) 및 로터리 조인트(34)를 통해 공급되어, 축 보어(axial bore)(30) 및 분배 채널(27)을 통해 상기 환상 간극(29)으로 안내되고, 그런 다음 상기 환상 간극(29)을 통과하여 상기 성형 롤러의 다른 정면에서 다시 배출된다. 상기 세 개의 성형 롤러의 냉각 회로들은 병렬 또는 직렬로 작동될 수 있다.
본 발명에 따른 장치는 상기 성형 롤러들의 표면을 냉각시키기 위해서만이 아니라, 대안적인 적용예들에서 온수 또는 더 높은 온도들이 요구되는 경우에는 기름 또는 상응하게 적합한 대안적인 유체들을 이용한 가열을 위해서도 작동될 수 있다.
상기 상부 및 하부 성형 롤러들의 지름은 바람직하게 동일하지만, 지름들은 특정 경우들에서 서로 다르게 선택될 수도 있다. 본 발명의 목적에 적합한 지름은 대략 150 ㎜이다. 성형 리세스들 내 곡면 지름은 바람직하게 1.8 내지 3.5 ㎜이다.
도 3은 냉매의 저장 그리고 공급 및 배출을 위해 사용된 신속 교환 장치(35)의 횡단면도를 보여준다. 슬리브 형태의 성형 롤러(18)는 정면에서 베어링 하우징(bearing housing)(33) 내에 고정되어 있고, 상기 베어링 하우징은 베어링(31, 32)을 통해 중공 샤프트(hollow shaft)(37) 상에 회전 가능하도록 지지되어 있다. 상기 중공 샤프트(37)는 정면에서 중공 샤프트 수용부(23) 내에 수용되어 있고, 상기 중공 샤프트 수용부는 상기 신속 교환 장치(24, 35)의 부분으로서 가이드 플레이트들(10, 12) 내로 삽입된다.
상기 중공 샤프트(37)에는 유압식 로터리 조인트(34)가 제공되어 있고, 상기 로터리 조인트를 통해 상기 성형 롤러(18)에 냉매가 공급되는데, 상기 냉매는 상기 로터리 조인트(34)로부터 상기 중공 샤프트(37)의 축 보어(30) 및 분배 채널들(27)을 통해 환상 간극(29) 내로 전달되고, 역으로 상기 성형 롤러의 다른 정면에서 다시 배출된다. 상기 중공 샤프트(37) 및 변위 실린더(26)가 회전 불가능하기 때문에, 상기 회전 베어링 하우징(33)과 상기 비회전 중공 샤프트(30) 사이에 시일(seal)(38)이 제공되어 있다.
도 4에는 신속 교환 장치의 정면이 도시되어 있다. 가이드 플레이트들 내에 성형 롤러를 고정하기 위한 두 개의 피벗 레버(pivot lever)(25, 28)가 제공되어 있다. 성형 롤러를 해제하기 위해서는 우선 튜브(tube)가 중앙 연결부(36) 및 로터리 조인트(34)로부터 분리되어야 한다. 그런 다음, 중공 샤프트 수용부가 측면에서 축 방향으로 가이드 플레이트로부터 제거될 수 있고 중공 샤프트(37)가 가이드 플레이트(10)에 고정되어 있는 지지 스트립(support strip)(39) 상에만 놓이도록, 상기 두 개의 피벗 레버(25, 28)가 해제되어 90 ˚만큼 회전해야 한다. 상기 중공 샤프트는 이제 위쪽으로, 또는 측면에서 제거될 수 있다. 상기 중공 샤프트의 삽입 공정은 반대로 이루어진다. 지지 스트립(29) 및 가이드 플레이트를 통해 뻗는 상기 중공 샤프트 수용부(23)의 지지부(40)의 볼록한 형태는 조립 상태에서 상기 중공 샤프트를 방사 방향으로 고정한다.
본 발명의 대상은 콤팩트하게 구성되어 있고, 쉽게 관리 가능하며, 추가 가공, 특히 펠릿화 또는 과립화 이전에 플라스틱으로 함침된 섬유 다발들의 진원도를 개선하고 효과적인 사후 성형을 가능하게 한다.
본 발명에 따른 장치는 바람직하게 추가로 도면에 도시되어 있지 않은 상부 및 측면 커버 플레이트들(cover plates)에 의해 완비된다.
1 프레임
2 레일
3 레일
4 하부 브리지 거더
5 상부 브리지 거더
6 핸드휠
7 가이드 로드
8 가이드 로드
9 가이드 로드
10 가이드 플레이트
11 가이드 플레이트
12 가이드 플레이트
13 가이드 플레이트
14 인양 장치
15 인양 장치
16 인양 장치
17 인양 장치
18 상부 성형 롤러
19 하부 성형 롤러
20 하부 성형 롤러
21 기어
22 기어 랙
23 중공 샤프트 수용부
24 신속 교환 장치
25 피벗 레버
26 변위 실린더
27 분배 채널
28 피벗 레버
29 환상 간극
30 축 보어
31 베어링
32 베어링
33 베어링 하우징
34 로터리 조인트
35 신속 교환 장치
36 연결부
37 중공 샤프트
38 시일
39 지지 스트립
40 지지부
2 레일
3 레일
4 하부 브리지 거더
5 상부 브리지 거더
6 핸드휠
7 가이드 로드
8 가이드 로드
9 가이드 로드
10 가이드 플레이트
11 가이드 플레이트
12 가이드 플레이트
13 가이드 플레이트
14 인양 장치
15 인양 장치
16 인양 장치
17 인양 장치
18 상부 성형 롤러
19 하부 성형 롤러
20 하부 성형 롤러
21 기어
22 기어 랙
23 중공 샤프트 수용부
24 신속 교환 장치
25 피벗 레버
26 변위 실린더
27 분배 채널
28 피벗 레버
29 환상 간극
30 축 보어
31 베어링
32 베어링
33 베어링 하우징
34 로터리 조인트
35 신속 교환 장치
36 연결부
37 중공 샤프트
38 시일
39 지지 스트립
40 지지부
Claims (11)
- 하나 이상의 회전 가능한 성형 롤러(shaping roller)(18) 위에서 평행하게 나란히 안내된 다수의 플라스틱 스트랜드(plastics strand)의 횡단면 성형을 위한 장치로서,
상기 장치에서 상기 성형 롤러(18)의 표면에는 평행하게 배치된, 표면을 둘러싸는 다수의 성형 리세스(shaping recess)가 제공되어 있고, 상기 성형 리세스들 내에서 상기 플라스틱 스트랜드들의 횡단면은 상기 성형 리세스들의 횡단면 형태에 상응하게 성형 가능하며, 상기 하나 이상의 성형 롤러(18)는 정면에 상기 성형 롤러(18)를 통해 안내되는 액체 매체의 유입관들 및 유출관들(36)과 연결되기 위한 로터리 조인트들(rotary joints)(34)을 포함하고, 상기 성형 롤러(18)는 정면에서 프레임(1)의 가이드 플레이트들(guide plates)(10, 12) 내에 회전 가능하도록 지지되어 있으며,
상기 하나 이상의 성형 롤러(18)는 신속 교환 장치(24, 35)에 의해 상기 가이드 플레이트들(10, 12) 내에 지지되어 있고, 상기 신속 교환 장치에서 상기 로터리 조인트들(34)은 정면에서 신속 교환 장치들(24, 35)에 대해 중앙에 배치되어 있으며, 상기 성형 롤러(18)는 상기 로터리 조인트들(34)로부터 연결부들(36)의 분리 이후에, 그리고 상기 신속 교환 장치들(24, 35)의 제거 이후에 상기 프레임(1)으로부터 제거될 수 있는 것을 특징으로 하는, 장치. - 제1항에 있어서,
상기 플라스틱 스트랜드들은 상기 플라스틱 스트랜드들의 제1 측면에서 연속하는 두 개의 성형 롤러(19, 20)의 쌍과 제3 성형 롤러(18) 사이로 안내되는데, 상기 제3 성형 롤러는 상기 플라스틱 스트랜드들의 제2 측면에서 상기 플라스틱 스트랜드들의 진행 방향으로 상기 성형 롤러들의 쌍의 제1 성형 롤러(19)와 제2 성형 롤러(20) 사이에 배치되어 있고, 상기 성형 롤러들(18, 19, 20) 사이의 간격은 상기 플라스틱 스트랜드들의 진행 경로를 기준으로 설정 가능한 것을 특징으로 하는, 장치. - 제1항 또는 제2항에 있어서,
상기 성형 롤러들(18 내지 20)의 표면들의 온도는 제어 가능한 것을 특징으로 하는, 장치. - 제2항에 있어서,
제1 가이드 플레이트 쌍(11, 13)은 상기 제1 성형 롤러(19) 및 제2 성형 롤러(20)를 수용하고, 제2 가이드 플레이트 쌍(10, 12)은 상기 제3 성형 롤러(18)를 지지하는 것을 특징으로 하는, 장치. - 제1항 또는 제2항에 있어서,
상기 가이드 플레이트들(10 내지 13)은 수직 로드 가이드들(rod guides)(7, 8, 9)을 따라 수직 방향으로 동시에 이동 가능한 것을 특징으로 하는, 장치. - 제1항 또는 제2항에 있어서,
상기 성형 롤러들(18, 19, 20)은 상기 성형 리세스들을 갖는 외부 중공 실린더(hollow cylinder) 및 상기 중공 실린더에 대해 동축으로 배치된 내부 변위 실린더(displacement cylinder)(26)에 의해 실린더 형태로 형성되어 있고, 중공 실린더 및 변위 실린더(26)는 환상 간극(29)을 형성하는 방사상 상호 간격을 가지며, 상기 환상 간극을 통해 상기 중공 실린더를 냉각 또는 가열시키기 위한 액체 매체가 전달될 수 있는 것을 특징으로 하는, 장치. - 제7항에 있어서,
변위 실린더(26)와 중공 실린더 사이의 상기 환상 간극(29)은 양측에서 상기 로터리 조인트들(34)과 연결되어 있고, 상기 로터리 조인트들을 통해 상기 액체 매체가 상기 환상 간극(29) 내로 안내되고, 상기 환상 간극으로부터 유출될 수 있는 것을 특징으로 하는, 장치. - 제7항에 있어서,
상기 신속 교환 장치(24, 35)의 외부 부재가 제거된 이후에 성형 롤러가 방사 방향으로 가이드 플레이트 쌍으로부터 제거될 수 있는 방식으로 상기 신속 교환 장치들(24, 35)이 해제 가능한 것을 특징으로 하는, 장치. - 제8항에 있어서,
상기 신속 교환 장치들(24, 35)은 각각 유압식 로터리 조인트(34)를 포함하고, 상기 로터리 조인트는 중공 샤프트(hollow shaft)(37) 내에 고정되어 있으며, 상기 중공 샤프트는 개별적인 신속 교환 장치로부터 분리 가능한 것을 특징으로 하는, 장치. - 제2항에 있어서,
상기 장치는 수동으로 레일 구조 상에서 상기 플라스틱 스트랜드들의 경로 방향으로 이동 가능한 것을 특징으로 하는, 장치. - 제1항 또는 제2항에 있어서,
상기 신속 교환 장치는 상기 성형 롤러(18)의 축 방향 중공 샤프트(37)를 고정하기 위해 가이드 플레이트(10)를 통해 안내된 중공 샤프트 수용부(23) 및 상기 중공 샤프트 수용부(23)를 상기 가이드 플레이트(10)에 해제 가능하게 고정하는 하나 이상의 피벗 레버(pivot lever)(28)로 형성되어 있고, 상기 성형 롤러(18)가 상기 프레임(1)으로부터 제거 가능해지기 전에, 상기 가이드 플레이트(10)로부터 상기 중공 샤프트 수용부(23)가 제거된 이후에 상기 중공 샤프트(37)가 하부에서 상기 가이드 플레이트(10)에 배치된 지지 스트립(support strip)(39) 상에 놓이는 것을 특징으로 하는, 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19174180.0 | 2019-05-13 | ||
| EP19174180.0A EP3738740B1 (de) | 2019-05-13 | 2019-05-13 | Vorrichtung zur querschnittsformung einer vielzahl parallel geführter kunststoff-faserbündel |
| PCT/EP2020/063022 WO2020229397A1 (de) | 2019-05-13 | 2020-05-11 | Vorrichtung zur querschnittsformung einer vielzahl parallel geführter kunststoff-faserbündel |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220007864A true KR20220007864A (ko) | 2022-01-19 |
Family
ID=66542036
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217037390A KR20220007864A (ko) | 2019-05-13 | 2020-05-11 | 평행하게 안내된 다수의 플라스틱 섬유 다발의 횡단면 성형을 위한 장치 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220212368A1 (ko) |
| EP (1) | EP3738740B1 (ko) |
| JP (1) | JP7476236B2 (ko) |
| KR (1) | KR20220007864A (ko) |
| CN (1) | CN113825605A (ko) |
| WO (1) | WO2020229397A1 (ko) |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1054763A (en) * | 1974-10-31 | 1979-05-22 | William J. Bonner | Method and apparatus for embossing sheets |
| JP3584065B2 (ja) * | 1994-09-12 | 2004-11-04 | 住友化学工業株式会社 | 長繊維強化樹脂構造物の製造装置及び製造方法 |
| DE10005306C1 (de) * | 2000-02-07 | 2001-06-13 | Kleinewefers Textilmaschinen G | Kalander, insbesondere für textile, Vlies- oder Kunststoff-Warenbahnen |
| JP5131541B2 (ja) | 2008-05-22 | 2013-01-30 | 横浜ゴム株式会社 | 振動型静電発電機ユニット |
| CA2728572C (en) * | 2010-01-18 | 2013-04-09 | Basf Corporation | Strand guide assembly and method of controlling a flow of molten thermoplastic |
| JP5423448B2 (ja) | 2010-02-05 | 2014-02-19 | 株式会社リコー | 定着装置の部品交換補助具 |
| EP2921275B1 (en) * | 2014-02-12 | 2016-10-05 | Comerio Ercole S.p.A. | Calender comprising a roll supporting drum suitable to allow quick exchange of a thermoregulated engraved roll |
| CN109366834A (zh) * | 2018-12-26 | 2019-02-22 | 苏州金纬片板膜智能装备有限公司 | Tpu复合膜生产线的压延装置 |
-
2019
- 2019-05-13 EP EP19174180.0A patent/EP3738740B1/de active Active
-
2020
- 2020-05-11 US US17/595,240 patent/US20220212368A1/en active Pending
- 2020-05-11 WO PCT/EP2020/063022 patent/WO2020229397A1/de active Application Filing
- 2020-05-11 CN CN202080035801.5A patent/CN113825605A/zh active Pending
- 2020-05-11 KR KR1020217037390A patent/KR20220007864A/ko unknown
- 2020-05-11 JP JP2021568188A patent/JP7476236B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20220212368A1 (en) | 2022-07-07 |
| WO2020229397A1 (de) | 2020-11-19 |
| EP3738740B1 (de) | 2022-08-10 |
| JP7476236B2 (ja) | 2024-04-30 |
| CN113825605A (zh) | 2021-12-21 |
| JP2022532389A (ja) | 2022-07-14 |
| EP3738740A1 (de) | 2020-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106660267B (zh) | 用于熔融丝材制造3d打印机的挤出机 | |
| JP5242401B2 (ja) | 微細構造ファイバを形成する方法及び装置 | |
| KR20150090910A (ko) | 정밀 시트 유리 형성 및 시트 롤링 장치 | |
| US5834056A (en) | Process and apparatus for fiber bundle impregnation | |
| KR20220007864A (ko) | 평행하게 안내된 다수의 플라스틱 섬유 다발의 횡단면 성형을 위한 장치 | |
| KR20110117186A (ko) | 브레이크 장치를 제어하는 배압을 갖는 압출 시스템 | |
| KR101569456B1 (ko) | 파이프 사출성형장치 및 이를 이용한 사출성형제조방법 | |
| KR101676732B1 (ko) | 스프레딩 장치 및 그 스프레딩 장치가 포함된 프리프레그 제조 시스템 | |
| US10052799B2 (en) | Internal cooling tower for film blowing lines | |
| CN216914916U (zh) | 一种拉挤制件生产设备及拉挤制件 | |
| JPH0825200B2 (ja) | Frtp連続プリプレグの製造方法及び製造装置 | |
| KR101210920B1 (ko) | 압탕가열장치 | |
| NO780653L (no) | Fremgangsmaate og innretning for fremstilling av fornettede termoplast-produkter | |
| KR101034209B1 (ko) | 비구면 렌즈 성형 장치 | |
| CA2728572C (en) | Strand guide assembly and method of controlling a flow of molten thermoplastic | |
| US20230191680A1 (en) | System and method of making a mesh cushion | |
| US4086046A (en) | Wax mould apparatus | |
| FI70540C (fi) | Foerfarande och anordning foer tillverkning av en bana av skummat termoplastiskt material | |
| DE102009033387B4 (de) | Verfahren und Vorrichtung zum Gießen von Formteilen, insbesondere von Nicht-Eisen-Anoden | |
| KR101281040B1 (ko) | 유리의 성형 장치 | |
| CN217737802U (zh) | 用于片材生产线的烘箱装置 | |
| KR20110097033A (ko) | 필라멘트 와운드 압력 용기 제작용 와인딩 머신에 이용되는 커터겸용 필라멘트 가이드 및 그 커터겸용 필라멘트 가이드가 적용된 필라멘트 와운드 압력 용기 제작용 와인딩 머신 및 그 와인딩 머신이 포함되는 필라멘트 와운드 압력 용기 자동화 제조 시스템 및 그 자동화 제조 시스템에 의해 제조된 필라멘트 와운드 압력 용기 | |
| US9744590B2 (en) | Apparatus for injecting molten metal into a die cast machine and methods and control systems for cooling the same | |
| CN215095772U (zh) | 拉挤工装及其浸润机构 | |
| US3870444A (en) | Plant for producing wax patterns for use in investment casting |