KR20210141714A - 먼지 적재가 개선된 필터 매체 - Google Patents
먼지 적재가 개선된 필터 매체 Download PDFInfo
- Publication number
- KR20210141714A KR20210141714A KR1020217034989A KR20217034989A KR20210141714A KR 20210141714 A KR20210141714 A KR 20210141714A KR 1020217034989 A KR1020217034989 A KR 1020217034989A KR 20217034989 A KR20217034989 A KR 20217034989A KR 20210141714 A KR20210141714 A KR 20210141714A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- fibers
- filter material
- filter
- downstream
- Prior art date
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/18—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being cellulose or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0654—Support layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/069—Special geometry of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/12—Special parameters characterising the filtering material
- B01D2239/1233—Fibre diameter
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
- Laminated Bodies (AREA)
Abstract
본원에 개시하는 실시예들은 필터 재료의 하류층과 섬유들의 상류층을 갖는 필터 매체에 관한 것이다. 필터 재료의 하류층은 적어도 10%의 포집 효율을 갖고, 섬유들의 상류층은 적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도를 갖는다. 이격 구조는 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리를 정의한다.
Description
본원은, 전문이 본원에 참고로 원용되는 2019년 3월 28일자로 출원된 미국 가특허출원번호 제62/825,188호에 대한 우선권을 주장하는 PCT 국제특허출원으로서 제출되는 것이다.
본원에 개시하는 기술은 일반적으로 필터 매체에 관한 것이다. 더욱 구체적으로, 본원에 개시하는 기술은 먼지 적재가 개선된 필터 매체에 관한 것이다.
필터 매체의 수명은 적어도 부분적으로 필터 매체에 의한 먼지 및 기타 미립자의 수집으로 인해 제한된다. 상류면 상에 있고 또한 필터 매체 내부에 있는 미립자의 부피와 질량이 증가함에 따라, 필터 매체는 유체 흐름을 수용하는 데 점점 더 저항하게 된다. 필터 매체를 통한 기류의 저항은, 유속이 일정한 경우 필터 매체의 상류측과 하류측 사이의 차압 측정에 의해 반영되고, 차압이 일정한 경우 기류 속도의 감소에 의해 반영된다. 차압 측정값의 증가는 유체 흐름에 대한 저항의 증가를 나타내고, 상대적으로 높은 차압 측정값은 필터 매체의 수명이 종료됨을 나타낸다.
본원에 개시하는 기술은 필터 매체의 상류면 상에서 개선된 먼지 적재를 나타내는 필터 매체에 관한 것이다. 개선된 먼지 적재는 필터 매체의 유효 수명을 연장할 수 있다.
일부 실시예에서, 필터 매체는, 피크와 밸리를 정의하는 주름형 구성의 필터 재료의 하류층, 및 필터 재료의 하류층의 피크를 가로질러 연장되는 섬유들의 상류층을 갖는다. 필터 재료의 하류층은 적어도 10%의 포집 효율을 갖는다. 필터 재료의 하류층은 2.0 mm 미만의 평균 주름 깊이를 갖는다. 섬유들의 상류층은 적어도 10 ㎛의 평균 섬유 직경을 갖는다. 섬유들의 상류층은 10% 미만의 고형도(solidity)를 갖는다.
이러한 일부 실시예에서, 섬유들의 상류층에 있는 복수의 섬유는 권축(crimp)된다. 추가로 또는 대안으로, 필터 재료의 하류층은 20% 내지 40%의 포집 효율을 갖는다. 추가로 또는 대안으로, 필터 재료의 하류층은 셀룰로오스 섬유들을 포함한다. 추가로 또는 대안으로, 셀룰로오스 섬유는 습식-적층된 셀룰로오스 섬유를 포함한다. 추가로 또는 대안으로, 필터 재료의 하류층은 합성 섬유들을 포함한다. 추가로 또는 대안으로, 섬유들의 상류층은 중합체 섬유들을 포함한다. 추가로 또는 대안으로, 필터 재료의 하류층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함한다. 추가로 또는 대안으로, 섬유들의 상류층은 자기 지지형(self-supporting)이 아니다. 추가로 또는 대안으로, 섬유들의 상류층은 단부층 또는 최상류층이고, 섬유들의 상류층은 필터 재료의 하류층과 직접 접촉한다. 추가로 또는 대안으로, 필터 재료의 하류층은 0.23 mm 초과의 평균 주름 깊이를 갖는 주름을 정의한다. 추가로 또는 대안으로, 섬유들의 상류층은 비주름형이다.
본원에 개시하는 기술의 일부 실시예는 필터 매체를 구축하는 방법에 관한 것이다. 필터 재료의 층 상에는 이격 구조가 생성된다. 섬유들의 층은 필터 재료의 이격 구조를 가로질러 증착된다. 필터 재료는 적어도 10%의 포집 효율을 갖는다. 섬유들의 층은 적어도 10 ㎛의 평균 섬유 직경을 갖는다.
이러한 일부 실시예에서는, 섬유들의 층의 복수의 섬유가 권축된다. 추가로 또는 대안으로, 필터 재료의 층은 20% 내지 40%의 포집 효율을 갖는다. 추가로 또는 대안으로, 필터 재료의 층은 습식-적층된 셀룰로오스 섬유들을 포함한다. 추가로 또는 대안으로, 필터 재료의 층은 합성 섬유들을 포함한다. 추가로 또는 대안적으로, 섬유들의 층은 자기 지지형이 아니다. 추가로 또는 대안으로, 필터 재료의 층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함한다. 추가로 또는 대안으로, 이격 구조를 형성하는 단계는 필터 재료에 주름을 형성하는 단계를 포함한다. 추가로 또는 대안으로, 필터 재료의 층은 0.23 mm 초과의 평균 주름 깊이를 갖도록 주름진다. 추가로 또는 대안으로, 필터 재료의 층은 1.0 mm 미만의 평균 주름 깊이를 갖도록 주름진다. 추가로 또는 대안으로, 이격 구조를 형성하는 단계는 필터 재료의 상류면 상에 이격 구조를 증착하는 단계를 포함한다.
본원에 개시하는 다른 일부 실시예는 필터 재료의 하류층 및 섬유들의 상류층을 갖는 다른 필터 매체에 관한 것이다. 필터 재료의 하류층은 적어도 10%의 포집 효율을 갖고, 섬유들의 상류층은 적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도를 갖는다. 이격 구조는 섬유들의 상류층과 필터 재료의 하류층 사이의 0.11 mm 초과의 평균 공극 거리를 정의한다.
이러한 일부 실시예에서, 필터 재료의 하류층은 필터 매체의 길이와 폭에 수직인 방향으로 돌출되는 이격 구조를 갖는다. 추가로 또는 대안으로, 이격 구조는 필터 재료의 하류층에 의해 정의되는 주름을 갖는다. 추가로 또는 대안으로, 이격 구조는 필터 재료의 하류층에 의해 정의되는 엠보싱(embossment)부이다. 추가로 또는 대안으로, 이격 구조는 섬유들의 상류층과 필터 재료의 하류층 사이에 배치되는 증착물이다. 추가로 또는 대안으로, 섬유들의 상류층은 자기 지지형이 아니다. 추가로 또는 대안적으로, 섬유들의 상류층은 비주름형이다. 추가로 또는 대안으로, 필터 재료의 하류층은 비주름형이다. 추가로 또는 대안으로, 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리는 1.0mm 미만이다.
사용시 필터 매체의 하류 및 상류 기능부들이 필터 매체에 의해 필터링되는 유체의 흐름 방향에 있어서 상류 및 하류에 각각 배열되도록 이러한 기능부들(예를 들어, 층, 표면, 측면 등) 또는 이들의 구성요소가 배열된다는 점을 이해할 것이다.
포집 효율은, 20 ft./min(6.1 meters/min)에서의 0.78 ㎛ 단분산 폴리스티렌 라텍스 구형 입자를 이용한 ASTM 표준 F1215-89에 따라 (주름형일 수 있거나 주름형이 아닐 수 있는) 비물결형(non-pleated) 평평 시트에 대해 결정될 수 있다.
본원에서 사용되는 바와 같은 "고형도"는, 특정 압력에서 측정되는 두께에서 (기체 및 공간보다는) 고체 재료로 구성된 층의 전체 부피의 백분율이다.
"ISO 미세 테스트 먼지"(ISO Fine Test Dust)는 표준 ISO 12103-1(2016)에 따른 크기 분포를 갖는 먼지이다.
본원에서 사용되는 바와 같은 "이격 구조"라는 문구는, 필터 재료의 하류층과 섬유들의 상류층 사이의 공극 공간 또는 비어 있는 공간의 영역을 정의하는 구조이며, 여기서 공극 공간 또는 비어 있는 공간은, 필터 매체의 층, 섬유들의 층, 또는 다른 재료나 구조 등의 고체 구조가 아니라 기체 및 공간을 정의하는 부피이다. 이격 구조는, 필터 재료의 하류층의 구성에 의해 정의될 수 있거나, 필터 재료의 하류층과 섬유들의 상류층 사이에 배치된 별도의 구성요소/재료일 수 있다.
도 1은 본원에 개시하는 기술과 일치하는 예시적인 필터 매체를 도시한다.
도 2는 본원에 개시하는 기술과 일치하는 다른 예시적인 필터 매체를 도시한다.
도 3은 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 4는 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 5는 또 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 6은 또 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 7은 다양한 필터 매체 예에 대하여 층들 사이의 평균 공극 거리와 먼지 보유 능력의 개선 간의 관계를 도시하는 그래프이다.
도 8은 본원에 개시하는 기술과 일치하는 또 다른 예시적인 필터 매체이다.
도 9는 본원에 개시하는 기술과 일치하는 또 다른 예시적인 필터 매체이다.
도 10은 본원에 개시하는 기술과 일치하는 예시적인 흐름도이다.
도 11은 다양한 필터 재료의 층들의 주름 깊이에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 12는 다양한 필터 매체에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 13은 예시적인 필터 매체 구조를 도시한다.
도면은 주로 명확성을 위해 구성된 것이며 그 결과 축척에 맞게 도시된 것은 아니라는 점에 주목한다. 또한, 파스너 등을 포함하지만 이에 제한되지 않는 다양한 구조/구성요소는, 도시된 실시예들의 양태를 더 잘 예시하도록 또는 본원에 설명된 예시적인 실시예의 이해를 위해 이러한 구조/구성요소의 포함이 필요하지 않은 경우에 도면의 일부 또는 전부에서 개략적으로 도시되거나 제거될 수 있다. 그러나, 특정 도면에서 이러한 구조/구성요소의 예시/설명의 부족을, 다양한 실시예의 범위를 어떤 식으로든 제한하는 것으로 해석해서는 안 된다.
본 기술은 첨부 도면과 함께 이하의 다양한 실시예에 대한 상세한 설명을 고려함으로써 보다 완전하게 이해되고 파악될 수 있을 것이다.
도 2는 본원에 개시하는 기술과 일치하는 다른 예시적인 필터 매체를 도시한다.
도 3은 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 4는 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 5는 또 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 6은 또 다른 필터 매체 예에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 7은 다양한 필터 매체 예에 대하여 층들 사이의 평균 공극 거리와 먼지 보유 능력의 개선 간의 관계를 도시하는 그래프이다.
도 8은 본원에 개시하는 기술과 일치하는 또 다른 예시적인 필터 매체이다.
도 9는 본원에 개시하는 기술과 일치하는 또 다른 예시적인 필터 매체이다.
도 10은 본원에 개시하는 기술과 일치하는 예시적인 흐름도이다.
도 11은 다양한 필터 재료의 층들의 주름 깊이에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 12는 다양한 필터 매체에 따라 차압과 집진된 먼지 간의 관계를 도시하는 그래프이다.
도 13은 예시적인 필터 매체 구조를 도시한다.
도면은 주로 명확성을 위해 구성된 것이며 그 결과 축척에 맞게 도시된 것은 아니라는 점에 주목한다. 또한, 파스너 등을 포함하지만 이에 제한되지 않는 다양한 구조/구성요소는, 도시된 실시예들의 양태를 더 잘 예시하도록 또는 본원에 설명된 예시적인 실시예의 이해를 위해 이러한 구조/구성요소의 포함이 필요하지 않은 경우에 도면의 일부 또는 전부에서 개략적으로 도시되거나 제거될 수 있다. 그러나, 특정 도면에서 이러한 구조/구성요소의 예시/설명의 부족을, 다양한 실시예의 범위를 어떤 식으로든 제한하는 것으로 해석해서는 안 된다.
본 기술은 첨부 도면과 함께 이하의 다양한 실시예에 대한 상세한 설명을 고려함으로써 보다 완전하게 이해되고 파악될 수 있을 것이다.
본원에 개시하는 기술은 필터 매체의 상류면 상에서 개선된 먼지 적재를 나타내는 필터 매체에 관한 것이다. 개선된 먼지 적재는 필터 매체의 유효 수명을 연장할 수 있다. 본원에 개시하는 기술과 일치하는 필터 매체는 일반적으로 유체 필터이다. 다양한 구현예에서, 필터 매체는 특히 공기와 같은 기체 유체용 미립자 필터에 관한 것이다.
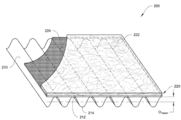
도 1은 본원에 개시하는 기술과 일치하는 예시적인 필터 매체(100)를 도시한다. 필터 매체(100)는 필터 재료(110)의 하류층 및 섬유들(120)의 상류층을 갖는다. 필터 재료(110)의 하류층은 주름형 또는 세로 홈(flute)이 있는 구성으로 되어 있다. 섬유들(120)의 상류층은 일반적으로 주름형이 아니다(세로 홈이 없다). 예시적인 필터 매체(100) 및 대응하는 구성요소는, 명시적으로 모순되는 경우를 제외하고는 본원에 기재된 다른 예와 동일한 구성요소, 파라미터, 및 특성을 가질 수 있다.
필터 재료(110)의 하류층은 다양한 유형의 필터 재료 및 필터 재료 유형들의 조합일 수 있다. 일부 실시예에서, 필터 재료(110)의 하류층은 셀룰로오스 섬유들을 함유한다. 일부 실시예에서, 필터 재료(110)의 하류층은 합성 섬유들을 포함한다. 일부 실시예에서, 필터 재료(110)의 하류층은 중합체 섬유들을 함유한다. 필터 재료(110)의 하류층은 다양한 실시예에서 필터 재료의 다중 층을 포함할 수 있다. 다양한 실시예에서, 필터 재료(110)의 하류층은 자기 지지형이며, 이는, 물결화가 진행될 때, 필터 재료(110)의 하류층이 중력의 힘 및/또는 필터링 작업 동안 겪게 되는 힘을 받는 상태에서 물결형 구성을 유지할 수 있게 하는 강성을 나타낸다는 것을 의미한다. 일부 실시예에서, 필터 재료(110)의 하류층에 의해 형성되는 주름은, 자기 지지형으로 되도록 필터 재료(110)의 강성을 증가시킨다. 일례로, 필터 재료(110)의 강성은 걸리(Gurley) 강성을 사용하여 정량화될 수 있으며, 이러한 걸리 강성은 일부 경우에 적어도 2000 mg일 수 있다. 그러나, 다른 일부의 경우에는, 걸리 강성이 2000 mg 미만일 수 있다. 걸리 강성은, 산업 표준 TAPPI #T543 OM-16(2016) 및 ASTM D6125-97(2007)을 충족하는 걸리 강성 테스터를 사용하여 계산될 수 있다.
필터 재료(110)의 하류층에 혼입된 섬유들의 크기는 섬유 유형에 의존할 수 있다. 일반적으로, 필터 재료(110)의 하류층에 혼입된 섬유들은 섬유 직경들의 범위를 갖는다. 필터 재료(110)의 하류층에 혼입된 섬유들은 약 4 ㎛ 내지 30 ㎛ 범위의 평균 섬유 직경을 가질 수 있다. 평균 섬유 직경은, 미국 콜로라도 골든에 소재하는 ResAlta Research Technologies의 Scandium M 소프트웨어를 사용하여 결정된다. 필터 매체의 일부는, 30개의 샘플 섬유와 대표 직경이 사용자에 의해 식별되고 소프트웨어에 기록될 수 있도록 주사 전자 현미경(SEM)을 통해 관찰된다. 소프트웨어는, 각 섬유의 단면을 측정하고, 선택한 모든 섬유의 평균, 최소, 최대, 및 표준 편차를 계산한다. 일부 실시예에서, 필터 재료의 하류층의 섬유들은 적어도 20 ㎛의 평균 섬유 직경을 갖는다. 필터 재료(110)의 하류층에 혼입된 섬유들은, 예컨대, 4 ㎛ 내지 20 ㎛, 10 ㎛ 내지 15 ㎛, 15 ㎛ 내지 20 ㎛, 20 ㎛ 내지 25 ㎛, 또는 10 ㎛ 내지 30 ㎛의 평균 섬유 직경을 가질 수 있다.
필터 재료(110)의 하류층은 적어도 10%의 포집 효율을 가지며, 포집 효율은, 20 ft./min(6.1 meters/min)에서의 0.78 ㎛ 단분산 폴리스티렌 라텍스 구형 입자를 이용한 ASTM 표준 F1215-89에 따라 (주름형일 수 있거나 주름형이 아닐 수 있는) 비물결형 평평 시트에 대해 결정된다. 일부 실시예에서, 필터 재료(110)의 하류층은 적어도 20%의 포집 효율을 갖는다. 일부 실시예에서, 필터 재료(110)의 하류층은 적어도 90%의 포집 효율을 갖는다. 일부 실시예에서, 필터 재료(110)의 하류층은 10% 내지 80%, 20% 내지 40%, 60% 내지 99%, 또는 30% 내지 70%의 포집 효율을 갖는다.
일례로, 필터 재료(110)의 하류층은 중량 기준으로 약 80%의 셀룰로오스 섬유들을 갖는다. 일부 예에서, 필터 재료(110)의 하류층은 약 20중량%의 결합제를 갖는다. 결합제는, 예를 들어, 라텍스 또는 아크릴일 수 있다. 필터 재료(110)의 하류층의 평량은 가변적이나, 일례로, 평량은 96 g/m2이다.
필터 재료(110)의 하류층의 주름(116)은, 필터 매체(100)의 길이(L)에 걸쳐 교번하는 복수의 피크(112)와 밸리(114)를 정의한다. 본원에서 사용되는 바와 같은 "피크"와 "밸리"는, 공간에서의 주름의 특정 방향을 나타내는 것이 아니며, 오히려, "피크"와 "밸리"라는 용어는 본원에서 반대 방향으로 돌출되는 주름들을 설명하도록 사용되는 것이다. 본원에서 설명되는 주름은 일반적으로 사인파형이지만, 주름은 다른 형상을 가질 수 있다. 일부 실시예에서, 주름은 세로 홈의 길이 아래로 연장되는 하나 이상의 접힘 선과 같은 세로 홈의 곡률에 있어서 불연속부를 혼입할 수 있다. 또한, 피크와 밸리는 일반적으로 동일하고 반대이지만, 일부 실시예에서 피크는 밸리와는 다른 크기를 가질 수 있다.
필터 재료(110)의 하류층의 주름은 0.23 mm 초과의 평균 주름 깊이를 가질 수 있다. 필터 재료(110)의 하류층의 주름은 일반적으로 4.0 mm 미만의 평균 주름 깊이를 갖는다. 다양한 실시예에서, 필터 재료(110)는 2.0 mm 미만의 평균 주름 깊이를 갖는다. 필터 재료(110)의 하류층의 주름은 1.5 mm 미만의 평균 주름 깊이를 가질 수 있다. 일부 실시예에서, 필터 재료(110)의 하류층의 주름은 0.23 mm 내지 0.65 mm의 평균 주름 깊이를 갖는다. 주름 깊이(D)는 필터 재료(110)의 피크(112)와 인접하는 밸리(114) 사이의 z-방향 거리로서 정의되며, 여기서 z-방향은 필터 재료(110)의 길이(L) 및 폭(W)에 수직이다. 평균 주름 깊이는 필터 재료(110)에 걸쳐 측정된 주름 깊이들의 샘플의 평균이며, 이는 필터 재료(110)의 총 주름 깊이의 적어도 5%, 10%, 15%, 또는 20%의 샘플 크기를 가질 수 있다.
섬유들(120)의 상류층은 일반적으로 필터 재료(110)의 하류층의 피크(112)를 가로질러 연장된다. 다양한 실시예에서, 섬유들(120)의 상류층은 필터 재료(110)의 하류층에 접착되지 않고 이러한 하류층으로부터 결합 해제된 상태로 유지된다. 대안으로, 섬유들(120)의 상류층은 일부 실시예에서 접착제에 의해 피크(112)에 결합될 수 있고, 다른 실시예에서, 섬유들(120)의 상류층 내의 섬유들의 적어도 일부를 형성하는 재료는 피크(112)를 형성하는 필터 재료(110)의 하류층에 자기 접착된다. 섬유들(120)의 상류층은, 예를 들어, 미경화(또는 습윤) 섬유들이 필터 재료(110)의 하류층에 걸쳐 증착되고 경화(또는 건조)되도록 방치될 때 자기 접착될 수 있다. 일부 실시예에서, 섬유들(120)의 상류층은 느슨한 섬유들이며, 이는 섬유들(120)의 상류층에 있는 섬유들이 서로 실질적으로 결합되지 않음을 의미한다. 이러한 일부 실시예에서, 섬유들(120)의 상류층에 있는 섬유들은 서로 전혀 결합되지 않는다. 일부 실시예에서, 섬유들(120)의 상류층은 스크림 재료일 수 있다. 스크림 재료는, 예를 들어, 직조된 섬유, 부직 섬유, 또는 편직 섬유일 수 있다. 일부 실시예에서, 섬유들(120)의 상류층은, 예를 들어, 섬유들의 제1 층을 스크림 재료와 결합하는 하나 이상의 층을 가질 수 있다.
섬유들(120)의 상류층은 일반적으로 필터 재료(110)의 하류층의 상당 부분에 걸쳐 연장된다. 일부 실시예에서, 섬유들(120)의 상류층은 필터 재료(110)의 전체 하류층에 걸쳐 연장된다. 필터 재료(110)의 하류층은 주름지는 반면, 섬유들(120)의 상류층은 비주름형이며 대략 평면이다. 그러나, 섬유들(120)의 상류층은 완전하게 평면은 아닌데, 그 이유는 필터 재료(110)의 하류층의 인접한 피크들(112) 사이에 위치하는 섬유들(120)의 상류층의 부분이 중력에 반응하여 처질 수 있기 때문이다. 또한, 섬유들(120)의 상류층에 있는 일부 섬유는, 필터 매체(100)의 길이(L) 및 폭(W) 방향에 의해 정의되는 평면으로부터 외측으로 연장될 수 있고, 섬유들(120)의 상류층에 의해 정의되는 대략적 평면을 넘어 연장될 수 있다. 일반적으로 말해서, 섬유들(120)의 상류층은 필터 재료(110)의 하류층의 밸리(114)로부터 실질적으로 존재하지 않는다.
필터 재료(110)의 하류층에 의해 정의되는 주름(116)는, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 공극 공간을 정의하는 일종의 이격 구조이다. 특히, 주름(116)는 이격 구조를 정의한다. 다양한 실시예에서, 층들 사이의 이러한 공극 공간은, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이에 정의된 평균 공극 거리(Dmean)에 따라 특징지어질 수 있다. 현재 도시된 예에서, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이에 폭 방향(W)으로 정의된 공극 거리는 대략 일정하다. 이와 같이, 평균 공극 거리(Dmean)는, 길이(L)를 따라 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 (길이(L) 및 z-방향으로 연장되는 평면에서의) 총 단면적(A)을 결정한 후 단면적(A)을 필터 매체(100)의 길이(L)로 제산함으로써, 계산될 수 있다.
일부 실시예에서, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 평균 공극 거리(Dmean)는 0.11 mm 초과이다. 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 평균 공극 거리(Dmean)는 대략 2.0 mm 미만이다. 다양한 실시예에서, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 평균 공극 거리(Dmean)는 1.0 mm 미만일 수 있다. 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 평균 공극 거리(Dmean)는 0.7 mm 미만일 수 있다.
본 개시 내용을 위해, 필터 재료(110)의 하류층과 섬유들(120)의 상류층 사이의 총 단면적과 평균 공극 거리(Dmean)는, 섬유들(120)의 상류층에 있는 섬유들이 필터 재료(110)의 하류층의 밸리(114)를 향하여 (층들(110, 120) 사이의 공극 공간 내로) 피크(112)를 지나 연장되지 않는다고 가정하는 이론적 계산이다. 다시 말해서, 계산은 섬유들(120)의 상류층의 하류측이 완벽하게 평면인 것으로 가정한다.
일반적으로, 섬유들(120)의 상류층의 고형도는 필터 재료(110)의 하류층의 고형도보다 작다. 본원에서 사용되는 바와 같은 "고형도"는, 특정 압력에서 측정되는 두께에서 (기체 및 공간보다는) 고체 재료로 구성된 층의 전체 부피의 백분율이다. 고형도는 다음에 따르는 등식에 의해 계산된다.
여기서, (필터 재료(110)의 층 또는 섬유들(120)의 층과 같은) 재료의 밀도는, (섬유들(120)의 층의 섬유 밀도와 같이) 재료를 형성하는 구성 성분들의 밀도에 의해 제산된다. 재료의 밀도는 다음 등식에 의해 계산될 수 있다.
여기서, 두께는 (섬유들(120)의 층과 같은) 재료의 두께이다. 본 개시내용을 위해, 재료의 두께는, 재료에 대하여 0.07 psi를 가하며 직경이 1.129"(1제곱인치)인 노로드 캘리퍼(no-load caliper)(특히, 미국 매사추세츠주 프레이밍햄에 소재하는 B.C. Ames Incorporated에서 제조한 Ames Thickness Tester)를 이용하여 결정된다. 이와 같이, 본원에서 개시되는 바와 같은 재료의 고형도는, 두께 측정을 달성하기 위해 재료에 가해지는 0.07 psi에 기초하여 계산되는 것으로 이해된다.
섬유들(120)의 상류층은 일반적으로 10% 미만의 고형도를 갖는다. 일부 실시예에서, 섬유들(120)의 상류층은 8% 미만의 고형도를 갖는다. 일부 실시예에서, 섬유들(120)의 상류층은 2% 내지 9%의 고형도를 갖는다.
섬유들(120)의 상류층은 일반적으로 필터 재료(110)의 하류층의 평량보다 작은 평량을 갖는다. 섬유들(120)의 상류층은 1 g/m2 내지 45 g/m2 또는 15 g/m2 내지 40 g/m2의 평량을 가질 수 있다. 일부 실시예에서, 섬유들의 상류층의 평량은 약 21 g/m2 또는 30 g/m2이다. 일부 실시예에서, 섬유들(120)의 상류층의 평량은 2 g/m2 내지 10 g/m2의 평량 범위를 가질 수 있다.
다양한 실시예에서, 섬유들(120)의 상류층은 10 ㎛ 초과의 평균 섬유 직경을 갖는 섬유들을 함유한다. 다양한 실시예에서, 섬유들(120)의 상류층은 적어도 15 ㎛의 평균 섬유 직경을 갖는 섬유들을 함유한다. 일부 실시예에서, 섬유들(120)의 상류층은, 표준 편차가 2이면서 적어도 20 ㎛의 평균 섬유 직경을 갖는 섬유들을 함유한다. 섬유들(120)의 상류층은 1.0 mm 미만의 평균 섬유 직경을 갖는 섬유들을 함유한다. 섬유들(120)의 상류층은 일반적으로 0.5 mm 미만의 평균 섬유 직경을 갖는 섬유들을 함유한다. 섬유들(120)의 상류층은 0.1 mm 미만의 평균 섬유 직경을 갖는 섬유들을 함유할 수 있다. 일부 실시예에서, 섬유들(120)의 상류층은 필터 재료(110)의 하류층에 함유된 섬유들보다 거친 섬유들을 함유할 수 있다.
섬유들(120)의 상류층은 다양한 유형의 섬유 및 섬유들의 조합을 함유할 수 있다. 섬유들(120)의 상류층에 있는 섬유는, 멜트블로운 또는 스펀본드 섬유와 같이 실질적으로 연속적일 수 있고, 불연속적일 수 있고, 또는 이들의 조합일 수 있다. 일부 실시예에서, 섬유들(120)의 상류층은 중합체 섬유들이다. 일부 실시예에서, 섬유들(120)의 상류층에 있는 복수의 섬유는 예시적인 크림프(122)와 같이 권축된다. 섬유의 크림프(122)는 접힘 또는 구김과 유사한 섬유 곡률의 불연속부이다. 이러한 권축된 섬유들은 섬유들(120)의 상류층에 로프트(loft)를 추가할 수 있으며, 이는, 예를 들어, 섬유들(120)의 상류층의 두께를 증가시키거나 동일한 두께의 섬유들(120)의 상류층의 평량을 감소시킴으로써 상대적 고형도를 감소시킬 수 있다.
다양한 실시예에서, 섬유들(120)의 상류층은 자기 지지형이 아니며, 이는 섬유들(120)의 상류층이 강성을 나타내지 않고 중력 하에서 물결형 구성을 유지하기 위해 물결화될 수 없음을 의미한다. 섬유들(120)의 상류층은 필터 재료(110)의 하류층과 직접 접촉할 수 있다. 섬유들(120)의 상류층은 필터 재료(110)의 하류층에 직접 결합될 수 있으며, 이는 (접착제가 사용되는 경우) 접착제를 제외하고는 섬유들(120)의 상류층과 필터 재료(110)의 하류층 사이에 개재 재료가 없음을 의미한다.
본원의 필터 매체(100)는 다양한 다른 구성 층을 혼입할 수 있지만, 다양한 실시예에서, 섬유들(120)의 상류층은 필터 매체의 단부층(최상류층)이다. 이와 같이, 섬유들(120)의 상류층은 필터 매체(100)에 진입하는 먼지에 대한 노출을 최대화하도록 위치한다.
위에서 논의된 바와 같이, 일부 실시예에서, 섬유들의 상류층은 도 2에 도시된 스크림 재료 상에 배치된 섬유들의 제1 층과 같은 다중 층을 가질 수 있다. 도 1을 참조하여 전술한 실시예와 유사하게, 현재 설명되는 필터 매체(200)는 필터 재료(210)의 하류층 및 섬유들(220)의 상류층을 갖는다. 필터 재료(210)의 하류층은, 주름형 구성이고, 자신의 길이를 따라 교번하는 복수의 피크(212)와 밸리(214)를 정의한다. 섬유들(220)의 상류층은 필터 재료(210)의 하류층의 피크(212)를 가로질러 연장된다. 섬유들(220)의 상류층은 일반적으로 주름형이 아니며 대략 평면인 것으로 간주될 수 있다. 예시적인 필터 매체(200) 및 대응하는 구성요소는, 명시적으로 모순되는 경우를 제외하고는 본원에서 설명되는 기재된 다른 예와 동일한 구성요소, 파라미터, 및 특성을 가질 수 있다.
도 1을 참조하여 설명되는 실시예와는 달리, 현재 예에서, 섬유들(220)의 상류층은 섬유들(222)의 제1 층 및 지지층(224)을 갖는다. 지지층(224)은 필터 재료(210)의 하류층과 섬유들(222)의 제1 층 사이에 배치된다. 지지층(224)은 필터 재료(210)의 하류층의 주름에 의해 정의된 피크(212)와 접촉한다. 지지층(224)은, 접착제로 또는 대체 방안을 통해 피크(212)에 결합될 수 있고, 일부 실시예에서, 지지층(224)과 필터 재료(210)의 하류층은 결합 해제된다. 일부 예에서, 지지층(224)은 일반적으로 자기 지지형이며, 이는 지지층(224)이 지지층(224)이 물결화될 수 있는 강성을 갖는 반면, 다른 실시예에서는 지지층(224)이 자기 지지형이 아님을 의미한다. 지지층(224)은 다양한 재료 및 재료들의 조합일 수 있고, 일부 실시예에서, 지지층(224)은 와이어 또는 중합체 메시와 같은 메시이다. 일반적으로, 지지층(224) 자체는 0.78 ㎛ 입자를 필터링할 때 필터링 효율 또는 압력 강하를 나타내지 않는다.
도 3은, ISO 미세 테스트 먼지를 사용하여 3개의 상이한 예시적인 필터 매체에 대해 집진된 먼지 및 차압을 측정하는 테스트 결과를 도시한다. 제1 비교예(310), 제2 비교예(320), 및 제3 비교예(330) 각각은, 셀룰로오스 매체의 상대적 하류 시트와 맞닿는 상대적 상류 스크림 층을 갖는 비주름형 필터 재료의 하류층을 혼입한다. 비주름형 필터 재료의 하류층 각각은 동일한 조성 및 필터링 특성을 갖는다.
제1 비교예(310)는 필터 재료 단독의 하류층이다. 제2 비교예(320) 및 제3 비교예(330)는 각각 필터 재료의 하류층과 접하는 섬유들의 상류층을 혼입한다. 섬유들의 상류층 각각은 스크림 층의 상류 표면 상에 습식-적층된 폴리에틸렌-폴리프로필렌(PE/PP) 이성분 섬유들을 함유한다. 제2 비교예(320)에 사용된 섬유들의 제1 상류층은 12%의 고형도, 21.5 g/m2의 평량, 및 30.45 ㎛의 평균 섬유 직경을 갖는다. 제3 비교예(330)에서 섬유들의 제2 상류층은 3%의 고형도, 21.5 g/m2의 평량, 및 27 ㎛의 평균 섬유 직경을 갖는다. 각각의 비교예를 테스트하기 위해, (제2 및 제3 비교예에 대한 섬유들의 상류층을 갖는) 스크림의 둘레 및 셀룰로오스 매체의 시트를 테스트 장비에 의해 함께 클램핑한다. 비교예(310, 320, 330) 각각을 2회 테스트하였다.
도 3의 그래프는, 제3 비교예(330)가 약 50 g/m2 초과의 먼지를 적재한 후 제1 비교예(310) 및 제2 비교예(320)보다 필터 매체에 걸쳐 더 낮은 차압을 갖는다는 점을 입증한다. 데이터는 12%의 고형도를 갖는 섬유들의 상류층의 존재가 필터 매체의 수명에 주목할만한 영향을 미치지 않지만, 3%의 고형도를 갖는 섬유들의 상류층의 존재는 필터 매체의 수명에 현저한 영향을 미친다는 점을 시사한다. 현재 기술과 일치하는 다양한 실시예에서, 섬유들의 상류층은 10% 미만의 고형도를 갖는다.
도 4는, ISO 미세 테스트 먼지를 사용하여 3개의 상이한 예시적인 필터 매체에 대해 집진된 먼지 및 차압을 측정하는 추가 테스트 결과를 도시한다. 제4 비교예(410), 제5 비교예(420), 및 제6 비교예(430) 각각은 (셀룰로오스 매체의 상대적 하류 시트와 맞닿는 상대적 상류 스크림 층을 갖는) 도 3을 참조하여 전술한 비주름형 필터 재료의 하류층을 사용한다. 제4 비교예(410)는 필터 재료 단독의 하류층이며, 여기서 스크림 층 및 셀룰로오스 매체는 테스트를 위해 이들의 둘레 주위에서 함께 클램핑된다. 제5 비교예(420)와 제6 비교예 각각은 스크림 층 상에 습식-적층된 섬유들의 상류층을 혼입한다. 제5 비교예(420)의 섬유들의 제3 상류층은, 21.5 g/m2의 평량, 6%의 고형도를 갖는 폴리에틸렌 테레프탈레이트(co-PET) 이성분 섬유들, 및 15 ㎛의 평균 섬유 직경을 갖는 섬유들이다. 제6 비교예(430)의 섬유들의 제4 상류층은, 21.5 g/m2의 평량, 3%의 고형도, 및 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 갖는 PE/PP 이성분 섬유들이다. 테스트 장비는, 테스트를 위해 각각의 둘레 주위로 셀룰로오스 매체의 시트에 대하여 섬유들의 상류층을 갖는 스크림을 클램핑한다.
도 4의 그래프는, 제6 비교예(430)가 적어도 약 50 g/m2 초과의 먼지를 적재한 후 제4 비교예(410) 및 제5 비교예(420)보다 낮은 차압을 갖는다는 점을 입증한다. 데이터는, 15 ㎛의 평균 섬유 직경을 갖는 섬유들의 상류층의 존재가 필터 매체의 수명에 유리하게 영향을 미치지 않지만, 30 ㎛의 평균 섬유 직경을 갖는 섬유들의 상류층의 존재는 필터 매체의 수명에 유리하게 영향을 미치는 것으로 보인다는 점을 시사한다. 일부 실시예에서, 섬유들의 상류층은 15 ㎛ 초과의 평균 섬유 직경을 갖는다. 현재 기술과 일치하는 다양한 실시예에서, 섬유들의 상류층은 2의 표준 편차와 함께 적어도 20 ㎛의 평균 섬유 직경을 갖는다.
전술한 바와 같이, ISO 미세 테스트 먼지를, 먼지 입자가 특정 크기 범위와 분포를 갖는 도 4에 연관된 테스트에서 사용하였다. 필터링될 입자가 ISO 미세 테스트 먼지와는 다른 크기 범위 및/또는 크기 분포를 갖는 다른 일부 구현예에서, 섬유들의 상류층에 있는 섬유들의 상이한 평균 섬유 직경은 섬유들의 상류층이 없는 매체에 비해 필터 매체 수명이 개선된다는 점을 입증할 수 있다. 일부 이러한 구현예에서, 섬유들의 상류층은 10 ㎛, 12 ㎛, 14 ㎛, 또는 15 ㎛의 평균 섬유 직경을 가질 수 있다. 일부 이러한 구현예에서, 섬유들의 상류층은 적어도 10 ㎛, 12 ㎛, 14 ㎛, 또는 15 ㎛의 평균 섬유 직경을 가질 수 있다.
도 5는, ISO 미세 테스트 먼지를 사용하여 4개의 상이한 예시적인 필터 매체에 대해 집진된 먼지 및 차압을 측정하는 추가 테스트 결과를 도시한다. 비교예들의 각각은 셀룰로오스 매체의 시트인 필터 재료의 하류층을 혼입한다. 셀룰로오스 매체의 각 시트는, 중량 기준으로 약 80%의 셀룰로오스 섬유와 20%의 결합제를 가지며, 평균 섬유 직경은 15.8 ㎛이다.
제7 비교예(510)와 제8 비교예(520) 각각은, 평량이 약 96.1g/m2이고 포집 효율이 25%인 비주름형 셀룰로오스 매체의 시트를 갖는다. 제7 비교예(510)는 셀룰로오스 매체 단독의 시트이다. 제8 비교예(520)는, 30g/m2의 평량, 7%의 고형도를 갖는 폴리에틸렌 테레프탈레이트/폴리프로필렌(PET/PP) 이성분 섬유로 구축된 스크림 층인 섬유들의 상류층을 혼입하며, 38 ㎛의 평균 섬유 직경을 갖는 섬유들을 함유한다.
제9 비교예(530)와 제10 비교예(540)의 셀룰로오스 매체 시트 각각은 평량이 114.5g/m2이고 포집 효율이 33%이다. 제9 비교예(530) 및 제10 비교예(540)의 셀룰로오스 매체 시트 각각은 0.58 mm의 평균 주름 깊이를 정의하도록 주름진다. 제9 비교예(530)는 주름형 구성의 셀룰로오스 매체 단독 시트이다. 제10 비교예(540)는 주름형 필터 재료의 상류측에 맞닿는 섬유들의 상류층을 추가로 갖는다. 제10 비교예(540)의 섬유들의 상류층은 제8 비교예(520)의 섬유들의 상류층과 동일하다. 이와 같이, 제10 비교예(540)의 섬유들의 층은, 30 g/m2의 평량, 7%의 고형도를 갖고, 38 ㎛의 평균 섬유 직경을 갖는 섬유들을 함유한다.
테스트를 위해, 각 예의 필터 매체는 해당 필터 매체 각각의 둘레 주위로 클램핑된다. 예가 섬유들의 상류층을 혼입하는 경우, 섬유들의 상류층이 셀룰로오스 매체의 주름형 시트의 상류측과 맞닿도록, 섬유들의 상류층과 셀룰로오스 매체 시트는 테스트를 위해 자신들의 둘레 주위로 함께 클램핑된다.
도 5는, (제10 비교예(540)의) 주름형 매체 하류층과 비주름형 섬유들의 상류층의 조합이 약 100 g/m2 초과의 먼지를 적재한 후 더 낮은 차압을 갖고, 이는 필터 매체의 수명에 유리하게 영향을 미친다는 점을 입증하는 것으로 보인다.
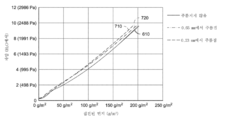
도 6은 6개의 상이한 예시적인 필터 매체에 대해 집진된 먼지 및 차압을 다시 측정하는 테스트 결과를 도시한다. 각각의 예시적인 필터 매체는, 전술한 제7 비교예 및 제8 비교예와 일치하는 셀룰로오스 매체의 시트인 필터 재료의 하류층을 갖는다. 제11 비교예(610)는 셀룰로오스 매체 단독의 비주름형 시트이다. 제12 비교예(620)는 섬유들의 상류층과 맞닿는 셀룰로오스 매체의 비주름형 시트이다. 제13 비교예(630), 제14 비교예(640), 제15 비교예(650), 및 제16 비교예(660) 각각은 섬유들의 상류층과 맞닿는 셀룰로오스 매체의 주름형 하류 시트이다. 도 6의 관련 비교예 각각에서 섬유들의 상류층은 전술한 제10 비교예(540)의 섬유들의 층과 동일하다.
제13 비교예, 제14 비교예, 제15 비교예, 및 제16 비교예는, 평균 주름 깊이가 상이한 주름을 갖는다. 제13 비교예(630)에 의해 정의된 주름의 평균 주름 깊이는 0.23 mm이다. 제14 비교예(640)에 의해 정의된 주름의 평균 주름 깊이는 0.39 mm이다. 제15 비교예(650)에 의해 정의된 주름의 평균 주름 깊이는 0.52 mm이다. 제16 비교예(660)에 의해 정의된 주름의 평균 주름 깊이는 0.65 mm이다.
데이터는, 섬유들의 상류층을 비주름형 필터 재료의 하류층(제12 비교예(620))에 혼입함으로써 비주름형 필터 재료의 층 단독(제11 비교예(610))에 비해 필터 수명이 현저히 증가함을 반영한다. 또한, 비주름형 섬유들의 상류층을 혼입하는 필터 매체 구조에서, (제13 비교예(630)의) 0.23 mm의 최대 주름 깊이를 갖는 하류 필터 재료는, 각각의 필터 매체 상에 먼지가 적재됨에 따라 주름이 없는 하류 필터 재료와 섬유들의 상류층을 갖는 필터 매체 구조(제12 비교예(620))와 비교해 볼 때, 차압이 매우 유사한 것으로(또는 아주 약간만 감소된 것으로) 보인다.
주름진 필터 재료의 하류층을 혼입하는 각 비교예(제13 비교예 내지 제16 비교예)는, (제16 비교예의 경우에) 적어도 150 g/m2의 최소 먼지 적재에 있어서 그러나 일부 예에서는 50 g/m2 또는 100 g/m2의 최소 먼지 적재에 있어서 비주름형 하류층을 갖는 비교예(제12 비교예(620))보다 작은 압력 강하를 갖는다.
도 6에 반영된 그 결과는 놀랍다. 제16 비교예(660)는, 약 70 g/m2의 먼지 적재에서 나머지 비교예들의 압력 강하를 초과하는 압력 강하를 갖는 것으로 보인다. (제13 비교예(630)의) 최대 주름 깊이가 0.23 mm인 매체는, 각 필터 매체 상에 먼지가 적재됨에 따라 주름이 없는 하류 필터 재료를 갖는 필터 매체 구조를 비주름형 필터 매체 구조(제12 비교예(620))와 매우 유사하게 기능한다.
도 6에 반영된 압력 강하 개선이 필터 재료의 하류층의 평균 주름 깊이의 함수인지 여부를 결정하기 위해 테스트를 수행하였다. 도 11은, 상이한 평균 주름 깊이를 갖는 셀룰로오스 매체 단독(각 매체는 섬유들의 상류층을 갖지 않음)의 두 개의 주름형 시트에 비해 (섬유들의 상류층 없이) 셀룰로오스 매체 단독의 비주름형 시트인 도 6의 제11 비교예(610)에 연관된 데이터를 반영한다. 제1 셀룰로오스 매체(710)는 0.65 mm의 평균 주름 깊이를 갖고, 제2 셀룰로오스 매체(720)는 0.23 mm의 평균 주름 깊이를 갖는다. 놀랍게도, 도 11은, 섬유들의 상류층이 없는 경우, 셀룰로오스 매체 만의 평균 주름 깊이로는 매체 상에 먼지가 적재될 때 매체의 차압을 감소시키는 것으로 보이지 않음을 입증하는 것으로 보인다. 실제로, 제1 셀룰로오스 매체(710)와 제2 셀룰로오스 매체(720)의 주름은, 제11 비교예(610)의 비주름형 셀룰로오스 매체에 비해, 매체 상에 먼지가 적재됨에 따라 차압이 약간 증가한 것으로 보인다.
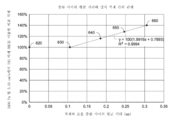
한편, 도 7은, 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리에 따른 (도 6을 참조하여 전술한) 제12 비교예(620), 제13 비교예(630), 제14 비교예(640), 제15 비교예(650), 및 제16 비교예(660)의 먼지 보유 능력의 개선을 반영한다. 먼지 보유 용량은, ISO 미세 테스트 먼지를 사용하여 9.6인치-H2O(2388 Pa) 압력 강하, 10.5 ft/min(5.33 cm/sec)의 유속에서 결정된다. 먼지 보유 능력의 개선은, 필터 재료의 하류층이 비주름형이기 때문에 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리가 0인 제12 비교예(620)의 먼지 보유 능력에 기초하는 한 백분율이다. 제13 비교예(630), 제14 비교예(640), 제15 비교예(650), 및 제16 비교예(660)의 각각은, 도 1의 Dmean 계산에 대한 논의에서 전술한 바와 같이 계산된 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리를 가졌다.
도 7의 그래프는, 전술한 테스트 파라미터에서, 평균 공극 거리가 0.11 mm 초과일 때 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리가 증가함에 따라 먼지 보유 능력이 거의 선형으로 개선된다는 것을 반영한다. 섬유들의 상류층 및/또는 필터 재료의 하류층이 (섬유들의 조합과 섬유들의 교번 유형으로 구축되는 것과 같은) 대체 구성을 가는 경우, 최소 평균 공극 거리는 0.11 mm와 다를 수 있다. "최소 평균 공극 거리"는, 층들 사이의 평균 공극 거리가 약 0인 경우에 비해, 매체의 먼지 보유 용량이 개선을 나타내는 층들 사이의 평균 공극 거리로서 정의된다.
도 8은 본원에 개시하는 기술과 일치하는 다른 예시적인 필터 매체(800)를 도시한다. 도 1과 도 2에 도시된 예시적인 실시예와 유사하게, 필터 매체(800)는 섬유들(820)의 상류층과 맞닿는 필터 재료(810)의 하류층을 갖는다. 섬유들(820)의 상류층은 도 2를 참조하여 전술한 바와 유사한 지지층을 가질 수 있다. 섬유들(820)의 상류층은 필터 재료(810)의 하류층 상의 이격 구조(830)와 직접 접촉할 수 있다. 예시적인 필터 매체(800) 및 대응하는 구성요소는, 명시적으로 모순되는 경우를 제외하고는 본원에 설명되는 다른 예와 동일한 구성요소, 파라미터, 및 특성을 가질 수 있다.
필터 재료(810)의 하류층은 비주름형인 반면, 현재 도시되어 있는 예시적인 필터 매체(800)는, z-방향에 있어서 섬유들(820)의 상류층과 필터 재료(810)의 하류층 사이의 특정 평균 공극 거리(Dmean), 예컨대, 0.11 mm 초과 2.0 mm, 1.0 mm 또는 0.7mm 미만의 평균 공극 거리(Dmean)를 달성하기 위한 다른 구조를 예시한다. 특히, 필터 재료(810)의 하류층 상의 이격 구조(830)는 섬유들(820)의 상류층을 향해 z-방향으로 돌출된다. 현재 예에서, 이격 구조(830)는, 필터 매체(800)의 폭(W)을 따라 연장되고 필터 매체(800)의 길이(L)에 걸쳐 특정 증분으로 이격되는 일련의 이격 세장형 리브(rib)이다.
이격 구조(830)는 필터 재료(810) 자체의 하류층에 의해 정의될 수 있다. 예를 들어, 이격 구조(830)는 엠보싱을 통해서와 같이 필터 재료(810)의 하류층을 형상화함으로써 형성될 수 있다. 다른 일부 실시예에서, 이격 구조(830)는, 섬유들(820)의 상류층이 필터 재료(810)의 하류층의 상류측(812) 상에 증착되기 전에, 필터 재료(810)의 하류층의 상류측(812) 또는 섬유들(820)의 상류층의 하류면(822) 상에 증착되는 별도의 구성요소일 수 있다. 예를 들어, 이격 구조(830)는, 미경화 상태로 증착된 후 경화되도록 허용되는 핫 멜트 중합체, 에폭시 수지, 또는 접착제일 수 있다. 다른 일례로, 이격 구조는, 섬유들(820)의 상류층과 필터 재료(810)의 하류층 중 하나 또는 모두에 결합되는 미리 형성된 구조적 구성요소일 수 있다.
필터 매체(800)의 층들 사이의 간격이 폭(W) 방향을 따라 대략 균일하기 때문에, 섬유들(820)의 상류층과 필터 재료(810)의 하류층 사이의 평균 공극 거리(Dmean)는 길이(L) 방향으로의 평균 공극 거리(Dmean)와 대략 동일할 것이다. 길이(L) 방향으로의 평균 공극 거리(Dmean)는, 도 1을 참조하여 전술한 바와 같이 필터 재료의 하류층과 유사하게, 예를 들어, 층들 사이의 공극의 (길이(L)와 z-방향으로 연장되는 평면에서의) 총 단면적(A)을 계산하고 단면적(A)을 길이(L)로 제산함으로써 계산될 수 있다. 평균 공극 거리(Dmean)는 일반적으로 층들 사이의 최대 공극 거리(Dmax)보다 작을 것이며, 여기서 층들 사이의 최대 공극 거리(Dmax)는, 이격 구조(830)의 피크(832)와 필터 재료(810)의 하류층의 상류측(812) 사이의 z-방향 공극 거리에 기초하여 계산될 수 있다.
최대 공극 거리(Dmax)는, 도 1을 참조하여 전술한 바와 같이 평균 주름 깊이와 유사한 평균으로서 계산될 수 있다. 이격 구조(830)가 필터 재료(810)의 하류층 및 섬유들(820)의 상류층과 접촉하는 위치에서, 층들(810, 820) 사이의 공극 거리는, 이격 구조(830)에서 층들(810, 820) 사이에 공극이 없기 때문에, 0이다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 4.0 mm 미만이다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 2.0 mm 미만이다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 1.5 mm 미만이다.
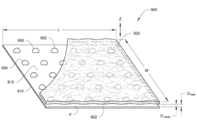
도 9는 본원에 개시하는 기술과 일치하는 다른 예시적인 필터 매체(900)를 도시한다. 이러한 예시적인 필터 매체(900)는, 일반적으로 도 8을 참조하여 전술한 예시적인 필터 매체와 일치하며, 명시적으로 모순되는 경우를 제외하고는 본원에 설명되는 다른 예와 동일한 구성요소, 파라미터, 및 특성을 가질 수 있다. 필터 매체(900)는 섬유들(920)의 상류층 상의 이격 구조(930)와 맞닿는 필터 재료(910)의 하류층을 갖는다. 섬유들(920)의 상류층은 지지층을 가질 수 있거나 갖지 않을 수 있다.
필터 재료(910)의 하류층이 비주름형인 반면, 현재 도시된 예시적인 필터 매체(900)는, 섬유들(920)의 상류층과 필터 재료(910)의 하류층 사이의 특정 평균 공극 거리(Dmean), 예를 들어 0.11 mm 초과 및 2.0 mm, 1.0 mm 또는 0.7 mm 미만의 평균 공극 거리(Dmean)를 달성하기 위한 또 다른 구조를 예시한다. 특히, 필터 재료(910)의 하류층 상의 이격 구조(930)는 섬유들(920)의 상류층을 향해 z-방향으로 돌출된다. 현재 예에서, 이격 구조(930)는 필터 매체(900)의 폭(W)과 길이(L)에 걸쳐 이격된 일련의 이산 벌지(bulge)를 갖는다. 도 8의 예와 유사하게, 이격 구조(930)는 필터 재료(910) 자체의 하류층에 의해 정의될 수 있고, 또는 이격 구조(930)는, 전술한 섬유들(920)의 상류층의 하류면(922) 또는 필터 재료(910)의 하류층의 상류측(912) 상에 증착되는 별도의 구성요소일 수 있다.
필터 매체(900)의 층들 사이의 간격이 폭(W) 또는 길이(L) 방향을 따라 균일하지 않기 때문에, 평균 공극 거리(Dmean)는 양측 방향에서의 측정에 기초하여 계산된다. 특히, 평균 공극 거리(Dmean)는, 섬유들(920)의 상류층과 필터 재료(910)의 하류층 사이의 총 부피(V)를 계산하고 총 부피(V)를 (길이(L)와 폭(W)의 승산인) 샘플 면적으로 제산함으로써 계산될 수 있다. 평균 공극 거리(Dmean)는 일반적으로 층들 사이의 최대 공극 거리(Dmax)보다 작을 것이며, 여기서 층들 사이의 최대 공극 거리(Dmax)는, 이격 구조의 피크(932)와 필터 재료(910)의 하류층의 상류측(912) 사이의 z-방향 공극 거리에 기초하여 계산될 수 있다. 최대 공극 거리(Dmax)는, 도 1을 참조하여 전술한 바와 같이 평균 주름 깊이와 유사한 방식으로 필터 매체(900)에 걸친 복수의 샘플 위치에서의 평균으로서 계산될 수 있다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 4.0 mm 미만이다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 2.0 mm 미만이다. 일부 실시예에서, 평균 최대 공극 거리(Dmax)는 1.5 mm 미만이다.
도 10은 본원에 개시하는 기술의 실시예들과 일치하는 방법(1000)을 도시한다. 필터 재료를 대략 취득하고(1010), 이격 구조를 생성하고(1020), 섬유들의 층을 필터 재료 상에 증착한다(1030).
필터 재료는 본원에 설명된 필터 재료와 일치할 수 있다. 일반적으로, 필터 재료는 적어도 10%의 포집 효율을 갖고, 일부 실시예에서, 필터 재료는 20% 내지 40%의 포집 효율을 갖는다. 필터 재료는, 일반적으로 섬유들을 혼입하고, 일부 실시예에서, 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 가질 수 있다. 필터 재료는 셀룰로오스 섬유, 합성 섬유 등을 포함할 수 있다. 일부 실시예에서, 필터 재료는 셀룰로오스 섬유와 같은 습식-적층된 섬유들에 의해 구축되며, 여기서 섬유들로 형성된 슬러리는 필터 재료를 생성하도록 건조된다.
이격 구조는 일반적으로 필터 재료에 대해 생성되고(1020), 이격 구조는 다양한 방안을 통해 생성될 수 있다(1020). 예를 들어, 필터 재료는 주름형일 수 있다. 이러한 예에서, 필터 재료의 길이는 (도 1 및 도 2에 도시된 것과 같은) 필터 재료의 길이에 걸쳐 교번하는 피크와 밸리를 생성하는 주름형 장비를 통과한다. 주름은 본 명세서 전체에 걸쳐 논의되는 주름으로 이루어질 수 있다. 다른 일례로, 필터 재료의 상류면 상에 핫 멜트 중합체를 증착함으로써 이격 구조가 생성된다(1020). 또 다른 일례로, 미리 형성된 구조를 필터 재료 상에 결합함으로써 이격 구조가 생성된다(1020).
섬유들의 층은 이격 구조 상에 증착된다(1030). 특히, 섬유들의 층은, 필터 재료의 상류측 상에, 보다 구체적으로, 필터 재료 상의 이격 구조에 걸쳐 증착된다(1030). 필터 재료가 주름진 실시예들에서, 섬유들의 층은 필터 재료의 주름들의 피크들에 걸쳐 연장되도록 증착된다(1030). 섬유들의 층은, 섬유들의 층을 미리 형성한 한 후 미리 형성된 섬유들의 층을 이격 구조에 걸쳐 배치함으로써 이격 구조 상에 증착될 수 있다(1030). 예를 들어, 섬유들의 층은 습식-적층 공정에 의해 형성될 수 있고, 습식-적층된 섬유들의 층은 이격 구조에 걸쳐 증착될 수 있다(1030). 일부 대체 실시예에서, 전술한 바와 같이, 이격 구조는 섬유들의 상류층의 하류면 상에 증착될 수 있다. 이러한 실시예에서, 이격 구조를 갖는 섬유들의 상류층은 필터 재료의 하류층에 결합될 수 있다.
일부 실시예에서, 섬유는, 외피/코어 구조 또는 나란한 구조를 갖는 이성분 섬유와 같은 다양한 구성을 생성하기 위해 공압출 공정을 사용하여 구축된다. 이러한 실시예에서, 섬유들은, 스테이플 섬유들로서 절단될 수 있고, 지지층 상에 습식-적층되어 섬유들의 층을 형성할 수 있다.
대안으로, 이격 구조 상에 섬유들을 증착(1030)하는 동작은 섬유들의 층을 형성할 수 있다. 일부 실시예에서, 섬유들의 층은 이격 구조 상으로 섬유들을 전기방사함으로써 증착된다(1030). 일부 실시예에서, 섬유들의 층은 중합체 섬유를 이격 구조 상에 멜트-블로잉함으로써 증착된다(1030). 일부 실시예에서, 섬유들의 층은 스펀본드 기술을 사용하여 이격 구조 상에 중합체 섬유들을 증착함으로써 증착된다(1030). 다양한 실시예에서, 섬유들의 층은 필터 재료의 이격 구조에 자기 접착된다. 섬유들의 층은, 전술한 바와 같이, 반드시 완벽하게 평면일 필요는 없지만, 대략 평면의 구성을 정의하도록 증착된다(1030).
다양한 실시예에서, 섬유들의 층은 필터 재료의 이격 구조 상에 직접 증착된다(1030). 다른 일부 실시예에서, (도 2에 도시된 바와 유사한 구성을 달성하기 위해) 섬유들의 층은 지지층 상에 증착되고(1030) 지지층은 필터 재료의 이격 구조에 결합된다. 일부 실시예에서, 지지층은, 필터 재료의 이격 구조에 결합되지 않고, 필터 재료의 이격 구조에 맞닿도록 위치된다. 지지층은 도 2를 참조하여 전술한 지지층과 유사할 수 있다.
전술한 바와 같이, 섬유들의 층의 섬유들은, 적어도 10 ㎛ 및 더욱 상세히 전술한 범위에서의 평균 섬유 직경을 갖는다. 일부 실시예에서는, 섬유들의 층의 복수의 섬유가 권축된다. 또한, 전술한 바와 같이, 일부 실시예에서, 섬유들의 층은 자기 지지형이 아니다.
도 12는 제15 비교예(650)의 차압을 제17 비교예(670)와 비교하는 테스트 결과를 반영하며, 여기서 제15 비교예(650)는, 30 g/m2의 평량과 7%의 고형도를 갖는 PET/PP 이성분 섬유들로 구축된 스크림 층인 실질적으로 평면의 섬유들의 상류층과 맞닿으며 0.52 mm의 평균 깊이까지 주름진 셀룰로오스 매체의 하류 시트를 갖고, 38 ㎛의 평균 섬유 직경을 갖는 섬유들을 함유한다. 제17 비교예(670)는, 섬유들의 상류층이 또한 0.52 mm의 평균 주름 깊이를 갖도록 주름진 것을 제외하고는 제15 비교예와 동일한 주름진 셀룰로오스 매체의 하류 시트 및 섬유들의 동일한 상류층을 사용한다. 섬유들의 상류층은, 셀룰로오스 매체에 의해 정의된 주름의 피크가 도 13에 도시된 구조와 유사하게 섬유들의 상류층에 의해 정의된 주름의 밸리와 맞닿도록 셀룰로오스 매체의 하류층에 위치된다. 테스트를 위해, 섬유들의 주름진 상류층은 각자의 둘레 주위로 셀룰로오스 매체의 하류 시트에 클램핑된다. 이러한 구성은 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리를 증가시킨다.
제17 비교예(670)를 테스트하였고, 제15 비교예(650)에 연관된 두 세트의 데이터와 비교하였다. 도 12는, 먼지가 각 매체 상에 적재됨에 따라 두 매체에 걸친 차압에 현저한 차이가 없음을 시사한다. 특히, 섬유들의 상류층을 주름지게 하는 것에 연관된 이점이 없는 것으로 보인다.
예시적인
실시예
실시예 1. 필터 매체로서,
피크와 밸리를 정의하는 주름형 구성의 필터 재료의 하류층으로서, 필터 재료의 하류층은 적어도 10%의 포집 효율 및 2.0 mm 미만의 평균 주름 깊이를 갖는, 필터 재료의 하류층; 및
필터 재료의 하류층의 피크들에 걸쳐 연장되는 섬유들의 상류층을 포함하고,
섬유들의 상류층은, 적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도를 갖는, 필터 매체.
실시예 2. 실시예 1 및 실시예 3 내지 실시예 13 중 어느 한 실시예에 있어서, 섬유들의 상류층의 복수의 섬유가 권축되는, 필터 매체.
실시예 3. 실시예 1과 실시예 2 및 실시예 4 내지 실시예 13 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 20% 내지 40%의 포집 효율을 갖는, 필터 매체.
실시예 4. 실시예 1 내지 실시예 3 및 실시예 5 내지 실시예 13 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 셀룰로오스 섬유들을 포함하는, 필터 매체.
실시예 5. 실시예 4에 있어서, 셀룰로오스 섬유들은 습식-적층된 셀룰로오스 섬유들을 포함하는, 필터 매체.
실시예 6. 실시예 1 내지 실시예 5 및 실시예 7 내지 실시예 13 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 합성 섬유들을 포함하는, 필터 매체.
실시예 7. 실시예 1 내지 실시예 6 및 실시예 8 내지 실시예 13 중 어느 한 실시예에 있어서, 섬유들의 상류층은 중합체 섬유들을 포함하는, 필터 매체.
실시예 8. 실시예 1 내지 실시예 7 및 실시예 9 내지 실시예 13 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함하는, 필터 매체.
실시예 9. 실시예 1 내지 실시예 8 및 실시예 10 내지 실시예 13 중 어느 한 실시예에 있어서, 섬유들의 상류층은 자기 지지형이 아닌, 필터 매체.
실시예 10. 실시예 1 내지 실시예 9 및 실시예 11 내지 실시예 13 중 어느 한 실시예에 있어서, 섬유들의 상류층은 단부층이고, 섬유들의 상류층은 필터 재료의 하류층과 직접 접촉하는, 필터 매체.
실시예 11. 실시예 1 내지 실시예 10 및 실시예 12 내지 실시예 13 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 0.23 mm 초과의 평균 주름 깊이를 갖는 주름을 정의하는, 필터 매체.
실시예 12. 실시예 1 내지 실시예 11 및 실시예 13 중 어느 한 실시예에 있어서, 섬유들의 상류층은 비주름형인, 필터 매체.
실시예 13. 실시예 1 내지 실시예 12 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 자기 지지형인, 필터 매체.
실시예 14. 필터 매체를 구성하는 방법으로서,
필터 재료의 층 상에 이격 구조를 생성하는 단계로서, 필터 재료는 적어도 10%의 포집 효율을 갖는, 단계; 및
필터 재료의 이격 구조에 걸쳐 섬유들의 층을 증착하는 단계를 포함하고,
섬유들의 층은 적어도 10 ㎛의 평균 섬유 직경을 갖는, 방법.
실시예 15. 실시예 14 및 실시예 16 내지 실시예 24 중 어느 한 실시예에 있어서, 섬유들의 층의 복수의 섬유가 권축되는, 방법.
실시예 16. 실시예 14 내지 실시예 15 및 실시예 17 내지 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 20% 내지 40%의 포집 효율을 갖는, 방법.
실시예 17. 실시예 14 내지 실시예 16 및 실시예 18 내지 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 습식-적층된 셀룰로오스 섬유들을 포함하는, 방법.
실시예 18. 실시예 14 내지 실시예 17 및 실시예 19 내지 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 합성 섬유들을 포함하는, 방법.
실시예 19. 실시예 14 내지 실시예 18 및 실시예 20 내지 실시예 24 중 어느 한 실시예에 있어서, 섬유들의 층은 자기 지지형이 아닌, 방법.
실시예 20. 실시예 14 내지 실시예 19 및 실시예 21 내지 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함하는, 방법.
실시예 21. 실시예 14 내지 실시예 20 및 실시예 22 내지 실시예 24 중 어느 한 실시예에 있어서, 이격 구조를 형성하는 단계는 필터 재료의 층에 주름을 형성하는 단계를 포함하는, 방법.
실시예 22. 실시예 14 내지 실시예 21 및 실시예 23 내지 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 0.23 mm 초과의 평균 주름 깊이를 갖도록 주름지는, 방법.
실시예 23. 실시예 14 내지 실시예 22 및 실시예 24 중 어느 한 실시예에 있어서, 필터 재료의 층은 0.23 mm 초과의 평균 주름 깊이를 갖도록 주름지는, 방법.
실시예 24. 실시예 14 내지 실시예 23 중 어느 한 실시예에 있어서, 이격 구조를 형성하는 단계는 필터 재료의 층의 상류면 상에 이격 구조를 증착하는 단계를 포함하는, 방법.
실시예 25. 필터 매체로서,
적어도 10%의 포집 효율을 갖는 필터 재료의 하류층;
적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도를 갖는 섬유들의 상류층; 및
섬유들의 상류층과 필터 재료의 하류층 사이의 0.11 mm 초과의 평균 공극 거리를 정의하는 이격 구조를 포함하는, 필터 매체.
실시예 26. 실시예 25 및 실시예 27 내지 실시예 34 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 필터 매체의 길이와 폭에 수직인 방향으로 돌출되는 이격 구조를 갖는, 필터 매체.
실시예 27. 실시예 25 내지 실시예 26 및 실시예 28 내지 실시예 34 중 어느 한 실시예에 있어서, 이격 구조는 필터 재료의 하류층에 의해 정의되는 주름인, 필터 매체.
실시예 28. 실시예 25 내지 실시예 27 및 실시예 29 내지 실시예 34 중 어느 한 실시예에 있어서, 이격 구조는 상기 필터 재료의 하류층에 의해 정의되는 엠보싱부인, 필터 매체.
실시예 29. 실시예 25 내지 실시예 28 및 실시예 30 내지 실시예 34 중 어느 한 실시예에 있어서, 이격 구조는 섬유들의 상류층과 필터 재료의 하류층 사이에 배치되는 증착부인, 필터 매체.
실시예 30. 실시예 25 내지 실시예 29 및 실시예 31 내지 실시예 34 중 어느 한 실시예에 있어서, 섬유들의 상류층은 자기 지지형이 아닌, 필터 매체.
실시예 31. 실시예 25 내지 실시예 30 및 실시예 32 내지 실시예 34 중 어느 한 실시예에 있어서, 섬유들의 상류층은 비주름형인, 필터 매체.
실시예 32. 실시예 25 내지 실시예 31 및 실시예 33 내지 실시예 34 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 비주름형인, 필터 매체.
실시예 33. 실시예 25 내지 실시예 32 및 실시예 34 중 어느 한 실시예에 있어서, 필터 재료의 하류층은 자기 지지형인, 필터 매체.
실시예 34. 실시예 25 내지 실시예 33 중 어느 한 실시예에 있어서, 섬유들의 상류층과 필터 재료의 하류층 사이의 평균 공극 거리는 1.0 mm 미만인, 필터 매체.
또한, 본 명세서 및 첨부된 청구범위에 사용되는 바와 같이, "구성된"이라는 문구는, 특정 작업을 수행하거나 특정 구성을 채택하도록 구축 또는 구성되는 시스템, 장치, 또는 기타 구조를 설명한다는 점에 주목해야 한다. "구성된"이라는 단어는, "배열된", "구축된", "제조된" 등과 같은 유사한 단어와 상호교환 가능하게 사용될 수 있다.
본 명세서의 모든 간행물 및 특허 출원은 본 기술이 속하는 기술 분야의 통상의 기술 수준을 나타낸다. 모든 간행물 및 특허 출원은, 본원에서 각각의 개별 간행물 또는 특허 출원이 참고로 구체적이고 개별적으로 표시된 것과 동일한 정도로 참고로 원용된다.
본원은 본 주제의 수정 또는 변형을 포함하도록 의도된 것이다. 위 설명은 예시하기 위한 것이며 제한적인 것이 아님을 이해해야 한다.
Claims (34)
- 필터 매체로서,
피크와 밸리를 정의하는 주름형 구성의 필터 재료의 하류층으로서, 상기 필터 재료의 하류층은 적어도 10%의 포집 효율 및 2.0 mm 미만의 평균 주름 깊이를 갖는, 필터 재료의 하류층; 및
상기 필터 재료의 하류층의 피크들에 걸쳐 연장되는 섬유들의 상류층을 포함하고,
상기 섬유들의 상류층은, 적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도(solidity)를 갖는, 필터 매체. - 제1항 및 제3항 내지 제13항 중 어느 한 항에 있어서, 상기 섬유들의 상류층의 복수의 섬유가 권축(crimp)되는, 필터 매체.
- 제1항 내지 제2항 및 제4항 내지 제13항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 20% 내지 40%의 포집 효율을 갖는, 필터 매체.
- 제1항 내지 제3항 및 제5항 내지 제13항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 셀룰로오스 섬유들을 포함하는, 필터 매체.
- 제4항에 있어서, 상기 셀룰로오스 섬유들은 습식-적층된 셀룰로오스 섬유들을 포함하는, 필터 매체.
- 제1항 내지 제5항 및 제7항 내지 제13항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 합성 섬유들을 포함하는, 필터 매체.
- 제1항 내지 제6항 및 제8항 내지 제13항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 중합체 섬유들을 포함하는, 필터 매체.
- 제1항 내지 제7항 및 제9항 내지 제13항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함하는, 필터 매체.
- 제1항 내지 제8항 및 제10항 내지 제13항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 자기 지지형(self-supporting)이 아닌, 필터 매체.
- 제1항 내지 제9항 및 제11항 내지 제13항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 단부층이고, 상기 섬유들의 상류층은 상기 필터 재료의 하류층과 직접 접촉하는, 필터 매체.
- 제1항 내지 제10항 및 제12항 내지 제13항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 0.23 mm 초과의 평균 주름 깊이를 갖는 주름을 정의하는, 필터 매체.
- 제1항 내지 제11항 및 제13항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 비주름형인, 필터 매체.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 자기 지지형인, 필터 매체.
- 필터 매체를 구축하는 방법으로서,
필터 재료의 층 상에 이격 구조를 생성하는 단계로서, 상기 필터 재료는 적어도 10%의 포집 효율을 갖는, 단계; 및
상기 필터 재료의 이격 구조에 걸쳐 섬유들의 층을 증착하는 단계를 포함하고,
상기 섬유들의 층은 적어도 10 ㎛의 평균 섬유 직경을 갖는, 방법. - 제14항 및 제16항 내지 제24항 중 어느 한 항에 있어서, 상기 섬유들의 층의 복수의 섬유가 권축되는, 방법.
- 제14항 내지 제15항 및 제17항 내지 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 20% 내지 40%의 포집 효율을 갖는, 방법.
- 제14항 내지 제16항 및 제18항 내지 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 습식-적층된 셀룰로오스 섬유들을 포함하는, 방법.
- 제14항 내지 제17항 및 제19항 내지 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 합성 섬유들을 포함하는, 방법.
- 제14항 내지 제18항 및 제20항 내지 제24항 중 어느 한 항에 있어서, 상기 섬유들의 층은 자기 지지형이 아닌, 방법.
- 제14항 내지 제19항 및 제21항 내지 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 4 ㎛ 내지 30 ㎛의 평균 섬유 직경을 갖는 섬유들을 포함하는, 방법.
- 제14항 내지 제20항 및 제22항 내지 제24항 중 어느 한 항에 있어서, 상기 이격 구조를 형성하는 단계는 상기 필터 재료의 층에 주름을 형성하는 단계를 포함하는, 방법.
- 제14항 내지 제21항 및 제23항 내지 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 0.23 mm 초과의 평균 주름 깊이를 갖도록 주름지는, 방법.
- 제14항 내지 제22항 및 제24항 중 어느 한 항에 있어서, 상기 필터 재료의 층은 0.23 mm 초과의 평균 주름 깊이를 갖도록 주름지는, 방법.
- 제14항 내지 제23항 중 어느 한 항에 있어서, 상기 이격 구조를 형성하는 단계는 상기 필터 재료의 층의 상류면 상에 이격 구조를 증착하는 단계를 포함하는, 방법.
- 필터 매체로서,
적어도 10%의 포집 효율을 갖는 필터 재료의 하류층;
적어도 10 ㎛의 평균 섬유 직경 및 10% 미만의 고형도를 갖는 섬유들의 상류층; 및
상기 섬유들의 상류층과 상기 필터 재료의 하류층 사이의 0.11 mm 초과의 평균 공극 거리를 정의하는 이격 구조를 포함하는, 필터 매체. - 제25항 및 제27항 내지 제34항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 상기 필터 매체의 길이와 폭에 수직인 방향으로 돌출되는 이격 구조를 갖는, 필터 매체.
- 제25항 내지 제26항 및 제28항 내지 제34항 중 어느 한 항에 있어서, 상기 이격 구조는 상기 필터 재료의 하류층에 의해 정의되는 주름인, 필터 매체.
- 제25항 내지 제27항 및 제29항 내지 제34항 중 어느 한 항에 있어서, 상기 이격 구조는 상기 필터 재료의 하류층에 의해 정의되는 엠보싱부(embossment)인, 필터 매체.
- 제25항 내지 제28항 및 제30항 내지 제34항 중 어느 한 항에 있어서, 상기 이격 구조는 상기 섬유들의 상류층과 상기 필터 재료의 하류층 사이에 배치되는 증착부인, 필터 매체.
- 제25항 내지 제29항 및 제31항 내지 제34항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 자기 지지형이 아닌, 필터 매체.
- 제25항 내지 제30항 및 제32항 내지 제34항 중 어느 한 항에 있어서, 상기 섬유들의 상류층은 비주름형인, 필터 매체.
- 제25항 내지 제31항 및 제33항 내지 제34항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 비주름형인, 필터 매체.
- 제25항 내지 제32항 및 제34항 중 어느 한 항에 있어서, 상기 필터 재료의 하류층은 자기 지지형인, 필터 매체.
- 제25항 내지 제33항 중 어느 한 항에 있어서, 상기 섬유들의 상류층과 상기 필터 재료의 하류층 사이의 평균 공극 거리는 1.0 mm 미만인, 필터 매체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962825188P | 2019-03-28 | 2019-03-28 | |
| US62/825,188 | 2019-03-28 | ||
| PCT/US2020/025467 WO2020198681A1 (en) | 2019-03-28 | 2020-03-27 | Filter media with improved dust loading |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210141714A true KR20210141714A (ko) | 2021-11-23 |
Family
ID=70465307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217034989A KR20210141714A (ko) | 2019-03-28 | 2020-03-27 | 먼지 적재가 개선된 필터 매체 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220152537A1 (ko) |
| EP (1) | EP3946678A1 (ko) |
| JP (2) | JP7412439B2 (ko) |
| KR (1) | KR20210141714A (ko) |
| CN (1) | CN114040811A (ko) |
| AU (1) | AU2020248478A1 (ko) |
| WO (1) | WO2020198681A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117881466A (zh) | 2021-08-27 | 2024-04-12 | 约翰斯曼维尔公司 | 波纹状过滤器介质 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0340335Y2 (ko) * | 1985-07-29 | 1991-08-26 | ||
| JPH0634719U (ja) * | 1992-10-20 | 1994-05-10 | 日本バイリーン株式会社 | フィルタ |
| JP3516979B2 (ja) * | 1994-03-23 | 2004-04-05 | 日本バイリーン株式会社 | エアフィルタ用濾材 |
| US7115150B2 (en) * | 2000-09-05 | 2006-10-03 | Donaldson Company, Inc. | Mist filtration arrangement utilizing fine fiber layer in contact with media having a pleated construction and floor filter method |
| JP2008538532A (ja) * | 2005-04-22 | 2008-10-30 | スリーエム イノベイティブ プロパティズ カンパニー | 車両客室エアフィルター装置 |
| EP2620205B1 (en) * | 2007-02-28 | 2018-11-07 | Hollingsworth & Vose Company | Waved filter media |
| US8202340B2 (en) * | 2007-02-28 | 2012-06-19 | Hollingsworth & Vose Company | Waved filter media and elements |
| US8257459B2 (en) * | 2007-02-28 | 2012-09-04 | Hollingsworth & Vose Company | Waved filter media and elements |
| US20130341290A1 (en) * | 2012-06-20 | 2013-12-26 | Hollingsworth & Vose Company | Fibrillated fibers for liquid filtration media |
| CN103505942A (zh) * | 2013-09-30 | 2014-01-15 | 天津工业大学 | 一种纳米纤维过滤材料 |
| US10653979B2 (en) * | 2014-04-10 | 2020-05-19 | Donaldson Company, Inc. | Pleated fluid filter element and methods |
| US10441909B2 (en) * | 2014-06-25 | 2019-10-15 | Hollingsworth & Vose Company | Filter media including oriented fibers |
| US10300420B2 (en) * | 2014-12-19 | 2019-05-28 | The Procter & Gamble Company | Method of filtering particulates from the air using a composite filter substrate comprising a mixture of fibers |
| EP3250307A4 (en) * | 2015-01-29 | 2018-09-05 | 3M Innovative Properties Company | Conformable pleated air filter with bridging filaments |
| JP6895829B2 (ja) * | 2017-07-10 | 2021-06-30 | タイガースポリマー株式会社 | 不織布濾過材およびその製造方法 |
| US20200368654A1 (en) * | 2019-05-24 | 2020-11-26 | Hollingsworth & Vose Company | Filter media comprising elastomeric fibers |
-
2020
- 2020-03-27 JP JP2021557391A patent/JP7412439B2/ja active Active
- 2020-03-27 CN CN202080024402.9A patent/CN114040811A/zh active Pending
- 2020-03-27 US US17/598,585 patent/US20220152537A1/en active Pending
- 2020-03-27 KR KR1020217034989A patent/KR20210141714A/ko unknown
- 2020-03-27 EP EP20721934.6A patent/EP3946678A1/en active Pending
- 2020-03-27 AU AU2020248478A patent/AU2020248478A1/en active Pending
- 2020-03-27 WO PCT/US2020/025467 patent/WO2020198681A1/en unknown
-
2023
- 2023-12-26 JP JP2023219884A patent/JP2024041800A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020198681A1 (en) | 2020-10-01 |
| JP2022527283A (ja) | 2022-06-01 |
| JP2024041800A (ja) | 2024-03-27 |
| AU2020248478A1 (en) | 2021-10-14 |
| US20220152537A1 (en) | 2022-05-19 |
| JP7412439B2 (ja) | 2024-01-12 |
| EP3946678A1 (en) | 2022-02-09 |
| CN114040811A (zh) | 2022-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5346301B2 (ja) | 波形フィルタ材およびフィルタ要素 | |
| ES2809826T3 (es) | Filtros de líquido | |
| JP6516971B2 (ja) | 濾過媒体の繊維構造体およびその製造方法 | |
| KR102331811B1 (ko) | 여과 매체, 주름형 매체 팩, 필터 카트리지, 및 제조 방법 | |
| US9492775B2 (en) | Air filtration media, media constructions and methods | |
| KR20030092053A (ko) | 유체를 여과하는 조합 필터 | |
| EP3538247B1 (en) | Filter media having a density variation | |
| JP2024041800A (ja) | 改良された粉塵負荷を備えた濾過媒体 | |
| EP3055046A1 (en) | Air filter comprising a microperforated film, and method of using | |
| JP2016508866A (ja) | 不織布エレクトレット繊維ウェブ及びその製造方法 | |
| KR20160046797A (ko) | 필터 매체 | |
| CN117379875A (zh) | 用于燃料流的复合介质 | |
| US20190170098A1 (en) | Filter Medium and Filter Element Having a Filter Medium | |
| JP2023052207A (ja) | 再ロフトスパンボンドウェブを含むエアフィルタ媒体、並びにその製造方法及び使用方法 | |
| CN113039002A (zh) | 具有不规则结构的过滤介质 | |
| US20230364546A1 (en) | Filter element with improved dust loading | |
| CN111809307A (zh) | 过滤介质和制造这种过滤介质的方法 | |
| WO2020026062A1 (en) | Air-filter media comprising a relofted spunbonded web, and methods of making and using | |
| JP7321799B2 (ja) | 多層複合化濾材及びその製造方法 | |
| US20240082763A1 (en) | Filtration media and filters | |
| WO2024069057A1 (en) | A filter medium and a method of manufacturing the filter medium | |
| CA3228159A1 (en) | Corrugated filter media | |
| WO2022133220A1 (en) | Undulated filter media | |
| CN115397539A (zh) | 具有不规则结构和/或可逆拉伸层的过滤介质 |