KR20200069906A - 전극 압연 장치 - Google Patents
전극 압연 장치 Download PDFInfo
- Publication number
- KR20200069906A KR20200069906A KR1020180157476A KR20180157476A KR20200069906A KR 20200069906 A KR20200069906 A KR 20200069906A KR 1020180157476 A KR1020180157476 A KR 1020180157476A KR 20180157476 A KR20180157476 A KR 20180157476A KR 20200069906 A KR20200069906 A KR 20200069906A
- Authority
- KR
- South Korea
- Prior art keywords
- rolling roller
- rolling
- electrode
- protrusions
- disposed
- Prior art date
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 295
- 239000007784 solid electrolyte Substances 0.000 claims abstract description 22
- 239000010410 layer Substances 0.000 claims description 77
- 239000000203 mixture Substances 0.000 claims description 55
- 238000000034 method Methods 0.000 claims description 26
- 238000003825 pressing Methods 0.000 claims description 16
- 230000004308 accommodation Effects 0.000 claims description 5
- 239000011247 coating layer Substances 0.000 claims description 2
- 238000000576 coating method Methods 0.000 abstract description 6
- 239000007772 electrode material Substances 0.000 abstract description 4
- 230000001070 adhesive effect Effects 0.000 abstract 1
- 239000011248 coating agent Substances 0.000 abstract 1
- 239000003792 electrolyte Substances 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 23
- 238000004581 coalescence Methods 0.000 description 3
- 239000011149 active material Substances 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0404—Machines for assembling batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
- H01M4/0435—Rolling or calendering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/023—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface
- B05C11/025—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface with an essentially cylindrical body, e.g. roll or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C9/00—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important
- B05C9/08—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation
- B05C9/12—Apparatus or plant for applying liquid or other fluent material to surfaces by means not covered by any preceding group, or in which the means of applying the liquid or other fluent material is not important for applying liquid or other fluent material and performing an auxiliary operation the auxiliary operation being performed after the application
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B3/00—Presses characterised by the use of rotary pressing members, e.g. rollers, rings, discs
- B30B3/005—Roll constructions
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
전극 시트를 압연하기 위한 전극 압연 장치에 관해 개시되어 있다. 개시된 전극 압연 장치는 서로 마주보도록 배치된 한 쌍의 압연 롤러와 상기 한 쌍의 압연 롤러의 일면에 각각 배치된 복수 개의 돌출부를 포함할 수 있으며, 일 실시예에 따른 전극 압연 장치를 이용하여 전극 시트를 압연함으로써, 전극 합제층의 코팅 공정이 끝난 전극 시트의 두께를 균일하게 감소시킬 수 있으며, 전고체 전해질층과 전극 합제층에 포함된 전극 활물질 간의 접착성 및 밀착성을 증가시켜 전극과 고체 전해질의 계면저항을 감소시킬 수 있다.
Description
개시된 실시예들은 이차 전지에 사용되는 전극 시트를 압연하기 위한 전극 압연 장치에 관한 것으로, 보다 상세하게는 고체 전해질을 포함하는 전고체 이차 전지에서 사용되는 전극 시트를 압연하기 위한 전극 압연 장치에 관한 것이다.
이차 전지는 일차전지와 달리, 충전 및 방전을 반복적으로 수행하는 전지이다. 소용량의 이차 전지는 휴대폰이나 노트북 컴퓨터 및 캠코더와 같이 휴대가 가능한 소형 전자기기에 사용되고, 대용량 이차 전지는 하이브리드 자동차 등의 모터 구동용 전원으로 사용될 수 있다.
이러한 이차전지의 제조 공정은 크게 전극 공정, 조립 공정, 화성 공정의 3단계로 구분된다. 상기 전극 공정은 다시 활물질 혼합 공정, 전극코팅 공정, 압연 공정, 슬리팅 공정, 권취 공정 등으로 구분된다. 이 중, 압연 공정은 고온 가열된 2개의 압연 롤러들 사이로 전극 시트를 통과시켜 원하는 두께와 밀도로 압축하는 공정이다.
고체 전해질을 포함하는 전고체 이차 전지에서, 용량 밀도를 높이기 위해 전극 합제의 코팅 공정이 끝난 전극 시트의 두께를 일정하게 축소시키고, 전극과 고체 전해질의 큰 계면저항으로 인해 발생될 수 있는 반응속도 저하의 문제점을 해결하기 위해 고체 전해질과 전극 합제에 포함된 전극 활물질 간의 접착성 및 밀착성을 증가시킬 수 있는 압연 공정에 대한 필요성이 매우 높은 실정이다.
전극 합제의 코팅 공정이 끝난 전극 시트의 두께를 일정하게 축소시킬 수 있는 전극 압연 장치를 제공한다.
고체 전해질과 전극 합제에 포함된 전극 활물질 간의 접착성 및 밀착성을 증가시켜 전극과 고체 전해질의 계면저항을 감소시킬 수 있는 전극 압연 장치를 제공한다.
일 측면(aspect)에 따르는 전고체 전해질층의 일면 또는 양면에 전극 합체 코팅층이 도포되는 전극 시트를 압연하는 전극 압연 장치로서, 상기 전극 압연 장치는 일 방향을 따라 연장되며, 일 축을 중심으로 회전하는 제1-1 압연 롤러; 상기 제1-1 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 일면에 압력을 인가하는 복수 개의 제1-1 돌출부; 일 방향을 따라 연장되고, 일 축을 중심으로 회전하며 상기 제1-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제1-2 압연 롤러; 및 상기 제1-2 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 다른 일면에 압력을 인가하는 복수 개의 제1-2 돌출부;를 포함할 수 있다.
상기 복수 개의 제1-1 돌출부는 상기 제1-1 압연 롤러의 일면으로부터 1μm이상 10μm이하 돌출되며, 상기 복수 개의 제1-2 돌출부는 상기 제1-2 압연 롤러의 일면으로부터 1μm이상 10μm이하 돌출될 수 있다.
상기 제1-1 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제1-1 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 이며, 상기 제1-2 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제1-2 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 일 수 있다.
상기 복수 개의 제1-1 돌출부와 상기 복수 개의 제1-2 돌출부는 미세 돌출 구조 또는 격자 구조 중 어느 하나를 구비할 수 있다.
상기 복수 개의 제1-1 돌출부 사이에 각각 배치되는 복수 개의 제1-1 기체 수용부; 및 상기 복수 개의 제1-2 돌출부 사이에 각각 배치되는 복수 개의 제1-2 기체 수용부;를 더 포함할 수 있다.
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부; 및 상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부;를 더 포함할 수 있다.
상기 전극 시트의 진행 방향을 따라 상기 제1-1 압연 롤러와 소정의 간격을 사이에 두고 이격되도록 배치된 제2-1 압연 롤러; 상기 제2-1 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 일면에 압력을 인가하는 복수 개의 제2-1 돌출부; 상기 제2-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제2-2 압연 롤러; 및 상기 제2-2 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 다른 일면에 압력을 인가하는 복수 개의 제2-2 돌출부;를 더 포함할 수 있다.
상기 복수 개의 제1-1 돌출부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 복수 개의 제2-1 돌출부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며, 상기 복수 개의 제1-2 돌출부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 복수 개의 제2-2 돌출부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과할 수 있다.
상기 제2-1 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제2-1 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 이며, 상기 제2-2 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제2-2 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 일 수 있다.
상기 복수 개의 제2-1 돌출부와 상기 복수 개의 제2-2 돌출부는 점 구조 또는 격자 구조 중 어느 하나를 구비할 수 있다.
상기 복수 개의 제2-1 돌출부 사이에 각각 배치되는 복수 개의 제2-1 기체 수용부; 및 상기 복수 개의 제2-2 돌출부 사이에 각각 배치되는 복수 개의 제2-2 기체 수용부;를 더 포함할 수 있다.
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부; 상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부; 상기 2-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-1 압연 롤러의 양 단부에 배치되는 제2-1 단차부; 및 상기 2-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-2 압연 롤러의 양 단부에 배치되는 제2-2 단차부;를 더 포함할 수 있다.
상기 제1-1 단차부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며, 상기 제1-2 단차부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과할 수 있다.
상기 전극 시트의 진행 방향을 따라 상기 제2-1 압연 롤러와 소정의 간격을 사이에 두고 이격되도록 배치된 제3-1 압연 롤러; 및 상기 제3-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제3-2 압연 롤러;를 더 포함할 수 있다.
상기 제3-1 압연 롤러의 일면과 상기 제3-2 압연 롤러의 일면은 별도의 돌출부가 배치되지 않는 평면 형상일 수 있다.
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부; 상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부; 상기 2-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-1 압연 롤러의 양 단부에 배치되는 제2-1 단차부; 상기 2-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-2 압연 롤러의 양 단부에 배치되는 제2-2 단차부; 상기 3-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제3-1 압연 롤러의 양 단부에 배치되는 제3-1 단차부; 및 상기 3-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제3-2 압연 롤러의 양 단부에 배치되는 제3-2 단차부;를 더 포함할 수 있다.
상기 제1-1 단차부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하고, 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제3-1 단차부가 상기 제3-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며, 상기 제1-2 단차부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과하고, 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제3-2 단차부가 상기 제3-2 압연 롤러의 일면으로부터 돌출된 높이를 초과할 수 있다.
전극 합제의 코팅 공정이 끝난 전극 시트의 두께를 일정하게 축소시킬 수 있는 전극 압연 장치를 제공할 수 있다.
고체 전해질과 전극 합제에 포함된 전극 활물질 간의 접착성 및 밀착성을 증가시켜 전극과 고체 전해질의 계면저항을 감소시킬 수 있는 전극 압연 장치를 제공할 수 있다.
도 1은 일 예시에 따른 전극 압연 장치의 개략도이다.
도 2a는 일 실시예에 따른 제1 압연 롤러의 사시도이다.
도 2b는 도 2a에 도시된 돌출부와 전극 시트가 접촉하는 상태를 도시한 개략도이다.
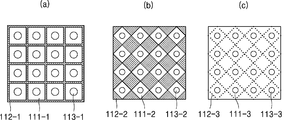
도 3은 일 실시예에 따른 복수 개의 제1-1 돌출부의 부분 확대도이다.
도 4는 일 실시예에 따른 제2 압연 롤러의 사시도이다.
도 5는 일 실시예에 따른 제3 압연 롤러의 사시도이다.
도 6은 일 실시예에 따른 제1-1 압연 롤러, 제2-1 압연 롤러 및 제3-1 압연 롤러를 이용하여 전극 합체층을 압연하는 과정을 도시한 개략도이다.
도 2a는 일 실시예에 따른 제1 압연 롤러의 사시도이다.
도 2b는 도 2a에 도시된 돌출부와 전극 시트가 접촉하는 상태를 도시한 개략도이다.
도 3은 일 실시예에 따른 복수 개의 제1-1 돌출부의 부분 확대도이다.
도 4는 일 실시예에 따른 제2 압연 롤러의 사시도이다.
도 5는 일 실시예에 따른 제3 압연 롤러의 사시도이다.
도 6은 일 실시예에 따른 제1-1 압연 롤러, 제2-1 압연 롤러 및 제3-1 압연 롤러를 이용하여 전극 합체층을 압연하는 과정을 도시한 개략도이다.
이하, 실시예들에 따른 금속-공기 전지를 첨부된 도면을 참조하여 상세하게 설명한다. 첨부된 도면에 도시된 층이나 영역들의 폭 및 두께는 명세서의 명확성 및 설명의 편의성을 위해 다소 과장되어 있을 수 있다. 상세한 설명 전체에 걸쳐 동일한 참조번호는 동일한 구성요소를 나타낸다.
도 1은 일 예시에 따른 전극 압연 장치의 개략도이다.
도 1을 참조하면, 일 예시에 따른 전극 압연 장치(1)는 제1 압연 롤러(10), 제2 압연 롤러(20) 및 제3 압연 롤러(30)를 포함할 수 있다. 전극 시트(40)는 제 1 압연 롤러(10)의 전단부에 배치된 피딩 롤(미도시)에 감겨질 수 있으며, 피딩 롤로부터 제1 압연 롤러(10), 제2 압연 롤러(20) 및 제3 압연 롤러(30)를 순차적으로 통과하여 리와인더(미도시)에 의해 권취될 수 있다.
제 1 압연 롤러(10)는 전극 시트(40)가 통과하는 영역를 기준으로 상부와 하부에 각각 위치되는 제1-1 압연 롤러(11)와 제1-2 압연 롤러(15)를 포함할 수 있다. 이때, 제1-1 압연 롤러(11)와 제1-2 압연 롤러(15)는 상호 반대 방향으로 회전하도록 구성되어 전극 시트(40)를 통과시킬 수 있다
제 2 압연 롤러(20)는 전극 시트(40)의 진행 방향을 따라 제 1 압연 롤러(10)와 소정의 간격을 사이에 두고 후방에 배치될 수 있다. 제 2 압연 롤러(20)는 전극 시트(40)가 통과하는 영역를 기준으로 상부와 하부에 각각 위치되는 제2-1 압연 롤러(21)와 제2-2 압연 롤러(25)를 포함할 수 있다. 이때, 제2-1 압연 롤러(21)와 제2-2 압연 롤러(25)는 상호 반대 방향으로 회전하도록 구성되어 전극 시트(40)를 통과시킬 수 있다.
제 3 압연 롤러(30)는 전극 시트(40)의 진행 방향을 따라 제 2 압연 롤러(20)와 소정의 간격을 사이에 두고 후방에 이격되도록 배치될 수 있다. 제 3 압연 롤러(30)는 전극 시트(40)가 통과하는 영역를 기준으로 상부와 하부에 각각 위치되는 제3-1 압연 롤러(31)와 제3-2 압연 롤러(35)를 포함할 수 있다. 이때, 제3-1 압연 롤러(31)와 제3-2 압연 롤러(35)는 상호 반대 방향으로 회전하도록 구성되어 전극 시트(40)를 통과시킬 수 있다.
제1 압연 롤러 내지 제3 압연 롤러(10, 20, 30)를 통과하는 전극 시트(40)는 전고체 전해질층(M)의 양면 상에 전극 합제층(G1, G2)이 코팅되어 있는 구조로 마련될 수 있다. 전극 합제층(G1, G2) 사이에 배치되는 접합층으로 전극 집전체층이 배치될 수도 있다. 도 1에는 설명의 편의를 위하여 전극 합제층(G1, G2)이 전고체 전해질층(M)의 양면 상에 도포된 것으로 도시하였으나, 경우에 따라서는 전고체 전해질층(M)의 일면에 전극 합제층(G1, G2) 중 어느 하나를 코팅 시킬 수 있음은 물론이다.
도 2a는 일 실시예에 따른 제1 압연 롤러의 사시도이다. 도 2b는 도 2a에 도시된 돌출부와 전극 시트가 접촉하는 상태를 도시한 개략도이다. 도 3은 일 실시예에 따른 복수 개의 제1-1 돌출부의 부분 확대도이다.
도 2a 를 참조하면, 일 예시에 따른 제 1 압연 롤러(10)는 일 방향을 따라 연장되며, 일 축(140)을 중심으로 회전하는 제1-1 압연 롤러(11)와 일 방향을 따라 연장되고, 일 축(180)을 중심으로 회전하며 제1-1 압연 롤러(11)와 마주보도록 배치되는 제1-2 압연 롤러(15)를 포함할 수 있다.
일 예시에 따른 제1-1 압연 롤러(11)는, 도 1에 도시된 전극 시트(40), 보다 구체적으로 전극 합제층(G1)에 압력을 인가할 수 있는 원통 형상의 제1-1 압연 롤러의 일면(110)을 포함할 수 있다. 일 예로서, 제1-1 압연 롤러의 일면(110)은, 제1-1 압연 롤러의 일면(110)로부터 돌출되도록 배치되는 복수 개의 제1-1 돌출부(112), 복수 개의 제1-1 돌출부(112) 사이에 각각 배치되는 복수 개의 제1-1 기체 수용부(113)를 포함할 수 있다.
복수 개의 제1-1 돌출부(112)는 제1-1 압연 롤러의 일면(110)으로부터 소정의 제1 높이(h1), 예를 들어 1μm이상 10μm이하 돌출될 수 있다. 일 예로서, 복수 개의 제1-1 돌출부(112)는 제1-1 압연 롤러의 일면(110)의 전체 영역에 걸쳐 규칙적으로 배치될 수 있는 미세 돌출 형상으로 마련될 수 있다. 일 예시로서, 복수 개의 제1-1 돌출부(112)는 복수 개의 점 또는 복수 개의 격자 구조의 조합으로 마련될 수 있다. 예를 들어 복수 개의 제1-1 돌출부(112)는 도 2a에 도시된 바와 같이 일정한 높이를 구비하는 복수 개의 도트 형상의 미세 돌출 구조로 마련될 수 있다. 또한, 복수 개의 제1-1 돌출부(112)는 도 3의 (b)에 도시된 바와 같이 일정한 높이를 구비하는 복수 개의 다이아몬드 형상(112-2) 또는 3의 (a)에 도시된 바와 같이 일정한 높이를 구비하는 복수 개의 사각형 형상으로 마련된 격자구조(112-1) 또는 도 3의 (c)에 도시된 바와 같이 일정한 높이를 구비하는 복수 개의 돌출부가 격벽을 형성하는 격자 구조(112-3)로 마련될 수도 있다. 이때, 도 3에 도시된 복수 개의 기체 수용부(113-1 내지 113-3)는, 상술한 복수 개의 돌출부 사이에 각각 배치될 수 있다.
종래 기술에 따르면, 전극 합제층(G1, G2)은 소정의 두께를 구비할 수 있으며, 제1-1 압연 롤러(11)와 제1-2 압연 롤러(15)의 회전에 의해 전극 합제층(G1, G2)의 두께가 순차적으로 감소될 수 있다. 이때, 먼저 압연된 전극 합제층(G1, G2)의 일부가 일 방향, 예를 들어 전극 합제층(G1, G2)의 후방으로 밀릴 수 있다. 이에 따라 나중에 압연된 전극 합제층(G1, G2)의 두께가 먼저 압연된 전극 합제층(G1, G2)의 두께 보다 두꺼워질 수 있으며, 이로 인해 전극 합제층(G1, G2)이 불균일하게 압연될 수 있다.
일 예시에 따른 복수 개의 제1-1 돌출부(112)는, 먼저 압연된 전극 합제층(G1, G2)의 일부가 일 방향으로 불균일하게 밀리지 않도록 압연되는 전극 합제층(G1, G2)의 가압면을 지지할 수 있다. 일 예시로서 도 2b에 도시된 바와 같이, 제1-1 압연 롤러(11)를 이용하여 전극 합제층(G1)을 가압하는 과정에서, 복수 개의 제1-1 돌출부(112)는 전극 합제층(G1)에 미세한 홈을 형성할 수 있다. 이때, 전극 합제층(G1) 은 복수 개의 제1-1 돌출부(112)와 마주 보는 영역에서 지지됨으로써 전극 합제층(G1)이 후방으로 밀리는 현상을 방지할 수 있다. 이에 따라 전극 합제층(G1)은 상대적으로 균일한 두께를 구비하도록 압연될 수 있다.
일 예로서, 제1-1 압연 롤러의 일면(110)의 전체 면적에 대한 복수 개의 제1-1 돌출부(112)의 상부 면적의 합의 비율은 소정의 범위, 예를 들어 1/5 이상 1/4이하일 수 있다. 제1-1 압연 롤러의 일면(110)의 전체 면적에 대한 복수 개의 제1-1 돌출부의 상부면(1120)의 면적의 합이 소정의 범위 이상 또는 이하인 경우, 복수 개의 제1-1 돌출부(112)가 전극 합제층(G1)의 가압면을 지지하는 기능을 용이하게 수행할 수 없으며, 복수 개의 제1-1 돌출부(112)에 의해 압연된 지지 영역과 나머지 영역의 압연 정도 차이에 의해 전극 합체층(G1)이 불균일하게 압연될 수 있다.
복수 개의 제1-1 기체 수용부(113)는, 복수 개의 제1-1 돌출부(112) 사이에 각각 배치되어 압연 과정에서 발생되는 기체를 수용할 수 있다. 일 예로서, 전극 합제층(G1)에 대한 압연 공정이 수행되는 과정에서, 외부로부터 또는 전극합체층(G1)과 전고체 전해질층(M)으로부터 불필요한 기체들이 삽입 또는 생성될 수 있다. 전극합체층(G1)과 제1-1 압연 롤러의 일면(110) 사이에 불필요한 기체가 배치되는 경우, 전극합체층(G1)에 불균일하게 가압력이 인가될 수 있다. 복수 개의 제1-1 기체 수용부(113)는 가압 과정에서 생성 또는 유입될 수 있는 기체를 수용할 수 있는 수용 공간이다. 일 예로서, 제1-1 기체 수용부(113)는 복수 개의 제1-1 돌출부(112) 사이에 각각 배치될 수 있다. 이에 따라 복수 개의 제1-1 돌출부(112)와 전극합체층(G1) 사이에 배치된 불필요한 기체 등이 제1-1 기체 수용부(113)에 수용됨으로써 전극합체층(G1)에 균일하게 가압력이 인가될 수 있다.
제1-1 단차부(120, 130)가 제1-1 압연 롤러의 일 면(110)과 소정의 단차를 구비하도록 배치될 수 있다. 일 예로서, 제1-1 단차부(120, 130)는 복수 개로 마련되어 제1-1 압연 롤러(10)의 양 단부에 배치될 수 있다. 도 1 및 도 6에 도시된 바와 같이, 전극 시트(40)는 일 방향으로 길게 이어진 시트 형상의 전고체 전해질층(M)의 양면에 전극 합제층(G1, G2)이 코팅된 코팅부와 전극 합제층(G1, G2)이 코팅되지 않은 미코팅부를 포함할 수 있다. 이때, 전극 합제층(G1, G2)은 전고체 전해질층(M)의 길이 방향을 따라 소정 폭을 갖도록 연장되어 형성되고, 미코팅부는 전고체 전해질층(M)의 길이 방향을 따라 전극 합제층(G1)의 양측에 형성될 수 있다.
일 예시로서, 제1-1 단차부(120, 130)는 상술한 미코팅부, 즉 전극 합제층(G1, G2)이 형성되지 않은 전고체 전해질층(M)과 마주보도록 배치되어 전고체 전해질층(M)에 압력을 인가할 수 있다. 양 단부에 배치된 제1-1 단차부(120, 130) 사이의 거리는 전극 합제층(G1)의 폭에 상응하도록 설정될 수 있으며, 제1-1 단차부(120, 130)와 제1-1 압연 롤러의 일 면(110) 사이의 단차 높이(T1) 는 전극 합제층(G1)의 두께에 상응하도록 설정될 수 있다.
일 예시에 따른 제1-2 압연 롤러(15)는, 도 1에 도시된 전극 시트(40) 보다 구체적으로 전극 합제층(G2)에 압력을 인가할 수 있는 제1-2 압연 롤러의 일면(150), 제1-2 압연 롤러의 일면(150)로부터 돌출되는 복수 개의 제1-2 돌출부(152), 복수 개의 제1-2 돌출부(152) 사이에 각각 배치되는 복수 개의 제1-2 기체 수용부(153) 및 양 단부에 배치되는 제1-2 단차부(160, 170)를 포함할 수 있다. 제1-1 압연 롤러(11)와 제1-2 압연 롤러(15)는 서로 대응되도록 배치되며, 압연을 수행하는 대상이 전극 합체층(G1)과 전극 합체층(G2)으로 상이한 점 외에는 나머지 실질적인 구성이 동일하므로, 설명의 편의상 제1-2 압연 롤러(15)의 세부 구성에 대한 설명은 생략한다.
도 4는 일 실시예에 따른 제2 압연 롤러의 사시도이다. 도 4에 도시된 제2 압연 롤러(20)는, 제2-1 압연 롤러의 일면(210)과 제2-2 압연 롤러의 일면(250)에 배치된 제2-1 돌출부(212)와 제2-2 돌출부(252)의 돌출 높이(h2)가 제1-1 돌출부(112)와 제1-2 돌출부(152)의 돌출 높이(h1) 보다 작다는 점과 양 단부에 배치되는 제2-1 단차부(220, 230) 및 제2-2 단차부(260, 270)의 단차 높이(T2)가 제1-1 단차부(120, 130) 및 제1-2 단차부(160, 170)의 단차 높이(T1) 보다 작다는 점을 을 제외하면 도 2a에 도시된 제1 압연 롤러(10)와 동일하다.
도 4를 참조하면, 일 예시에 따른 제 2 압연 롤러(20)는 일 방향을 따라 연장되며, 일 축(240)을 중심으로 회전하는 제2-1 압연 롤러(21)와 일 방향을 따라 연장되고, 일 축(280)을 중심으로 회전하며 제2-1 압연 롤러(21)와 마주보도록 배치되는 제2-2 압연 롤러(25)를 포함할 수 있다.
일 예시에 따른 제2-1 압연 롤러(21)는, 제1-1 압연 롤러(11)를 통과한 전극 합제층(G1)에 압력을 인가할 수 있는 일 방향을 따라 연장된 원통 형상의 제2-1 압연 롤러의 일면(210)을 포함할 수 있다. 일 예로서, 제2-1 압연 롤러의 일면(210)은, 제2-1 압연 롤러의 일면(210)로부터 돌출되도록 배치되는 복수 개의 제2-1 돌출부(212), 복수 개의 제2-1 돌출부(212) 사이에 각각 배치되는 복수 개의 제2-1 기체 수용부(213)를 포함할 수 있다.
복수 개의 제2-1 돌출부(212)는 제2-1 압연 롤러의 일면(210)으로부터 소정의 제2 높이(h2), 예를 들어 1μm이상 10μm이하 돌출될 수 있다. 이때, 복수 개의 제2-1 돌출부(212)의 돌출 높이인 제2 높이(h2)는 도 2a에 도시된 복수 개의 제1-1 돌출부(112)의 돌출 높이인 제1 높이(h1) 보다 작을 수 있다. 일 예로서, 복수 개의 제2-1 돌출부(212)는 제2-1 압연 롤러의 일면(210)의 전체 영역에 걸쳐 규칙적으로 배치될 수 있는 미세 돌출 형상으로 마련될 수 있다. 일 예시로서, 복수 개의 제2-1 돌출부(212)는 복수 개의 점 또는 복수 개의 격자 구조의 조합으로 마련될 수 있다. 또한, 일 예로서, 제2-1 압연 롤러의 일면(210)의 전체 면적에 대한 복수 개의 제2-1 돌출부(212)의 상부 면적의 합의 비율은 소정의 범위, 예를 들어 1/5 이상 1/4이하일 수 있다. 복수 개의 제2-1 돌출부(212)의 형상 및 면적비와 관련된 사항은 복수 개의 제1-1 돌출부(112)의 형상 및 면적비와 실질적으로 동일하므로 여기서는 서술을 생략한다.
복수 개의 제2-1 기체 수용부(213)는 복수 개의 제2-1 돌출부(212) 사이에 각각 배치되어 압연 과정에서 발생되는 기체를 수용할 수 있다. 일 예로서, 제2-1 기체 수용부(213)는 복수 개의 제2-1 돌출부(212) 사이에 각각 배치될 수 있다. 이에 따라 복수 개의 제2-1 돌출부(212)와 전극합체층(G1) 사이에 배치된 불필요한 기체 등이 제2-1 기체 수용부(213)에 수용됨으로써 전극합체층(G1)에 균일하게 가압력이 인가될 수 있다.
제2-1 단차부(220, 230)가 제2-1 압연 롤러의 일 면(210)과 소정의 단차를 구비하도록 배치될 수 있다. 일 예로서, 제2-1 단차부(220, 230)는 복수 개로 마련되어 제2-1 압연 롤러(21)의 양 단부에 배치될 수 있다. 양 단부에 배치된 제2-1 단차부(220, 230) 사이의 거리는 전극 합제층(G1)의 폭에 상응하도록 설정될 수 있으며, 제2-1 단차부(220, 230)와 제2-1 압연 롤러의 일 면(210) 사이의 단차 높이(T2) 는 전극 합제층(G1)의 두께에 상응하도록 설정될 수 있다. 이때, 전극 합제층(G1)의 두께는 제1 압연 롤러(10)를 통과하는 과정에서 감소될 수 있으며, 도 6에 도시된 바와 같이 제2-1 단차부(220, 230)의 단차 높이(T2)는 제1-1 단차부(120, 130)의 단차 높이(T1) 보다 작을 수 있다.
일 예시에 따른 제2-2 압연 롤러(25)는, 도 1에 도시된 전극 시트(40) 보다 구체적으로 전극 합제층(G2)에 압력을 인가할 수 있는 제2-2 압연 롤러의 일면(250), 제2-2 압연 롤러의 일면(250)로부터 돌출되는 복수 개의 제2-2 돌출부(252), 복수 개의 제2-2 돌출부(252) 사이에 각각 배치되는 복수 개의 제2-2 기체 수용부(253) 및 양 단부에 배치되는 제2-2 단차부(260, 270)를 포함할 수 있다. 제2-1 압연 롤러(21)와 제2-2 압연 롤러(25)는 서로 대응되도록 배치되며, 압연을 수행하는 대상이 전극 합체층(G1)과 전극 합체층(G2)으로 상이한 점 외에는 나머지 실질적인 구성이 동일하므로, 설명의 편의상 제2-2 압연 롤러(25)의 세부 구성에 대한 설명은 생략한다.
도 5는 일 실시예에 따른 제3 압연 롤러의 사시도이다. 도 6은 일 실시예에 따른 제1-1 압연 롤러, 제2-1 압연 롤러 및 제3-1 압연 롤러를 이용하여 전극 합체층을 압연하는 과정을 도시한 개략도이다.
도 5를 참조하면, 일 예시에 따른 제 3 압연 롤러(30)는 일 방향을 따라 연장되며, 일 축(340)을 중심으로 회전하는 제3-1 압연 롤러(31)와 일 방향을 따라 연장되고, 일 축(380)을 중심으로 회전하며 제3-1 압연 롤러(31)와 마주보도록 배치되는 제3-2 압연 롤러(35)를 포함할 수 있다.
일 예시에 따른 제3-1 압연 롤러(31)는, 제2-1 압연 롤러(21)를 통과한 전극 합제층(G1)에 압력을 인가할 수 있는 일 방향을 따라 연장된 원통 형상의 제3-1 압연 롤러의 일면(310)을 포함할 수 있다. 이때, 제3-1 압연 롤러의 일면(310)에는 별도의 돌출부 및 기체 수용부가 배치되지 않는 평면 형상으로 마련될 수 있다. 도 6에 도시된 바와 같이 제1 압연 롤러(10) 및 제2 압연 롤러(20)를 통과하여 전극 합제층(G1)의 두께가 충분히 얇아진 경우, 먼저 압연된 전극 합제층(G1, G2)의 일부가 일 방향, 예를 들어 후방 영역으로 밀리는 정도가 허용 범위 이하일 수 있으며, 이에 따라 전극 합제층(G1, G2)의 전체 면적에 균일한 압력을 인가하기 위해 제3-1 압연 롤러의 일면(310)은 별도의 돌출부 및 기체 수용부가 배치되지 않는 평면 형상으로 마련될 수 있다.
제3-1 단차부(320, 330)가 제3-1 압연 롤러의 일 면(310)과 소정의 단차를 구비하도록 배치될 수 있다. 일 예로서, 제3-1 단차부(320, 330)는 복수 개로 마련되어 제3-1 압연 롤러(31)의 양 단부에 배치될 수 있다. 양 단부에 배치된 제3-1 단차부(320, 330) 사이의 거리는 전극 합제층(G1)의 폭에 상응하도록 설정될 수 있으며, 제3-1 단차부(320, 330)와 제3-1 압연 롤러의 일 면(310) 사이의 단차 높이(T3) 는 전극 합제층(G1)의 두께에 상응하도록 설정될 수 있다. 이때, 전극 합제층(G1)의 두께는 제2 압연 롤러(20)를 통과하는 과정에서 감소될 수 있으며, 이에 따라 도 6에 도시된 바와 같이 제3-1 단차부(320, 330)의 단차 높이(T3)는 제2-1 단차부(220, 230)의 단차 높이(T2) 보다 작을 수 있다.
일 예시에 따른 제3-2 압연 롤러(35)는, 도 1에 도시된 전극 시트(40) 보다 구체적으로 전극 합제층(G2)에 압력을 인가할 수 있는 제3-2 압연 롤러의 일면(350), 및 양 단부에 배치되는 제3-2 단차부(360, 370)를 포함할 수 있다. 제3-1 압연 롤러(31)와 제3-2 압연 롤러(35)는 서로 대응되도록 배치되며, 압연을 수행하는 대상이 전극 합체층(G1)과 전극 합체층(G2)으로 상이한 점 외에는 나머지 실질적인 구성이 동일하므로, 설명의 편의상 제3-2 압연 롤러(35)의 세부 구성에 대한 설명은 생략한다.
상술한 바와 같이 전극 시트(40)가 제1 압연 롤러 내지 제3 압연 롤러(10, 20, 30)를 통과하는 과정에서 전극 합제층(G1, G2)의 두께에 따라 복수 개의 돌출부의 높이 및 단차부의 단차 높이가 변화될 수 있다. 이에 따라 전극 합제층(G1, G2)의 코팅 공정이 끝난 전극 시트(40)의 두께를 균일하게 감소시킬 수 있으며, 전고체 전해질층(M)과 전극 합제층(G1, G2)에 포함된 전극 활물질 간의 접착성 및 밀착성을 증가시켜 전극과 고체 전해질의 계면저항을 감소시킬 수 있다.
상기한 설명에서 많은 사항이 구체적으로 기재되어 있으나, 그들은 발명의 범위를 한정하는 것이라기보다, 구체적인 실시예의 예시로서 해석되어야 한다. 예들 들어, 본 발명이 속하는 기술 분야에서 통상의 지식을 가진 자라면, 일 실시예에 따른 금속-공기 전지의 구조는 다양하게 변형될 수 있음을 알 수 있을 것이다. 때문에 본 발명의 범위는 설명된 실시예에 의하여 정하여 질 것이 아니고 특허 청구범위에 기재된 기술적 사상에 의해 정하여져야 한다.
1: 전극 압연 장치
10: 압연 롤러
11: 제1-1 압연 롤러
15: 제1-2 압연 롤러
20: 압연 롤러
21: 제2-1 압연 롤러
25: 제2-2 압연 롤러
30: 압연 롤러
31: 제3-1 압연 롤러
35: 제3-2 압연 롤러
40: 전극 시트
10: 압연 롤러
11: 제1-1 압연 롤러
15: 제1-2 압연 롤러
20: 압연 롤러
21: 제2-1 압연 롤러
25: 제2-2 압연 롤러
30: 압연 롤러
31: 제3-1 압연 롤러
35: 제3-2 압연 롤러
40: 전극 시트
Claims (17)
- 전고체 전해질층의 일면 또는 양면에 전극 합체 코팅층이 도포되는 전극 시트를 압연하는 전극 압연 장치로서,
일 방향을 따라 연장되며, 일 축을 중심으로 회전하는 제1-1 압연 롤러;
상기 제1-1 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 일면에 압력을 인가하는 복수 개의 제1-1 돌출부;
일 방향을 따라 연장되고, 일 축을 중심으로 회전하며 상기 제1-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제1-2 압연 롤러; 및
상기 제1-2 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 다른 일면에 압력을 인가하는 복수 개의 제1-2 돌출부;를 포함하는
전극 압연 장치. - 제1 항에 있어서,
상기 복수 개의 제1-1 돌출부는 상기 제1-1 압연 롤러의 일면으로부터 1μm이상 10μm이하 돌출되며,
상기 복수 개의 제1-2 돌출부는 상기 제1-2 압연 롤러의 일면으로부터 1μm이상 10μm이하 돌출되는,
전극 압연 장치. - 제 1 항에 있어서,
상기 제1-1 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제1-1 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 이며,
상기 제1-2 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제1-2 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 인,
전극 압연 장치. - 제 1 항에 있어서,
상기 복수 개의 제1-1 돌출부와 상기 복수 개의 제1-2 돌출부는 미세 돌출 구조 또는 격자 구조 중 어느 하나를 구비하는,
전극 압연 장치. - 제 1 항에 있어서,
상기 복수 개의 제1-1 돌출부 사이에 각각 배치되는 복수 개의 제1-1 기체 수용부; 및
상기 복수 개의 제1-2 돌출부 사이에 각각 배치되는 복수 개의 제1-2 기체 수용부;를 더 포함하는
전극 압연 장치. - 제1 항에 있어서,
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부; 및
상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부;를 더 포함하는
전극 압연 장치. - 제1 항에 있어서,
상기 전극 시트의 진행 방향을 따라 상기 제1-1 압연 롤러와 소정의 간격을 사이에 두고 이격되도록 배치된 제2-1 압연 롤러;
상기 제2-1 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 일면에 압력을 인가하는 복수 개의 제2-1 돌출부;
상기 제2-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제2-2 압연 롤러; 및
상기 제2-2 압연 롤러의 일면에 돌출되도록 배치되어 상기 전극 시트의 다른 일면에 압력을 인가하는 복수 개의 제2-2 돌출부;를 더 포함하는
전극 압연 장치.
- 제7 항에 있어서,
상기 복수 개의 제1-1 돌출부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 복수 개의 제2-1 돌출부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며,
상기 복수 개의 제1-2 돌출부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 복수 개의 제2-2 돌출부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과하는,
전극 압연 장치. - 제 7 항에 있어서,
상기 제2-1 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제2-1 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 이며,
상기 제2-2 압연 롤러의 일면의 면적에 대한 상기 복수 개의 제2-2 돌출부의 상부 면적의 합의 비율이 1/5 이상 1/4 인,
전극 압연 장치. - 제 7 항에 있어서,
상기 복수 개의 제2-1 돌출부와 상기 복수 개의 제2-2 돌출부는 점 구조 또는 격자 구조 중 어느 하나를 구비하는,
전극 압연 장치. - 제 7 항에 있어서,
상기 복수 개의 제2-1 돌출부 사이에 각각 배치되는 복수 개의 제2-1 기체 수용부; 및
상기 복수 개의 제2-2 돌출부 사이에 각각 배치되는 복수 개의 제2-2 기체 수용부;를 더 포함하는
전극 압연 장치. - 제7 항에 있어서,
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부;
상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부;
상기 2-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-1 압연 롤러의 양 단부에 배치되는 제2-1 단차부; 및
상기 2-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-2 압연 롤러의 양 단부에 배치되는 제2-2 단차부;를 더 포함하는
전극 압연 장치. - 제 12 항에 있어서,
상기 제1-1 단차부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며,
상기 제1-2 단차부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과하는,
전극 압연 장치. - 제7 항에 있어서,
상기 전극 시트의 진행 방향을 따라 상기 제2-1 압연 롤러와 소정의 간격을 사이에 두고 이격되도록 배치된 제3-1 압연 롤러; 및
상기 제3-1 압연 롤러와 마주보도록 배치되어 상기 전극 시트에 압력을 인가하는 제3-2 압연 롤러;를 더 포함하는
전극 압연 장치. - 제14 항에 있어서,
상기 제3-1 압연 롤러의 일면과 상기 제3-2 압연 롤러의 일면은 별도의 돌출부가 배치되지 않는 평면 형상인,
전극 압연 장치. - 제14 항에 있어서,
상기 1-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-1 압연 롤러의 양 단부에 배치되는 제1-1 단차부;
상기 1-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제1-2 압연 롤러의 양 단부에 배치되는 제1-2 단차부;
상기 2-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-1 압연 롤러의 양 단부에 배치되는 제2-1 단차부;
상기 2-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제2-2 압연 롤러의 양 단부에 배치되는 제2-2 단차부;
상기 3-1 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제3-1 압연 롤러의 양 단부에 배치되는 제3-1 단차부; 및
상기 3-2 압연 롤러의 일 면과 소정의 단차를 구비하며, 상기 제3-2 압연 롤러의 양 단부에 배치되는 제3-2 단차부;를 더 포함하는
전극 압연 장치. - 제 16 항에 있어서,
상기 제1-1 단차부가 상기 제1-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하고, 상기 제2-1 단차부가 상기 제2-1 압연 롤러의 일면으로부터 돌출된 높이가 상기 제3-1 단차부가 상기 제3-1 압연 롤러의 일면으로부터 돌출된 높이를 초과하며,
상기 제1-2 단차부가 상기 제1-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이를 초과하고, 상기 제2-2 단차부가 상기 제2-2 압연 롤러의 일면으로부터 돌출된 높이가 상기 제3-2 단차부가 상기 제3-2 압연 롤러의 일면으로부터 돌출된 높이를 초과하는,
전극 압연 장치.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180157476A KR20200069906A (ko) | 2018-12-07 | 2018-12-07 | 전극 압연 장치 |
| US16/371,157 US10991932B2 (en) | 2018-12-07 | 2019-04-01 | Rolling device for electrode |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180157476A KR20200069906A (ko) | 2018-12-07 | 2018-12-07 | 전극 압연 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200069906A true KR20200069906A (ko) | 2020-06-17 |
Family
ID=70971962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180157476A KR20200069906A (ko) | 2018-12-07 | 2018-12-07 | 전극 압연 장치 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10991932B2 (ko) |
| KR (1) | KR20200069906A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112736275A (zh) * | 2021-01-13 | 2021-04-30 | 欣旺达电动汽车电池有限公司 | 卷绕设备及正极极片处理方法 |
| WO2023085796A1 (ko) * | 2021-11-11 | 2023-05-19 | 주식회사 엘지에너지솔루션 | 이차전지의 전극 제조를 위한 롤 및 이를 적용한 전극 제조 장치 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6761744B1 (en) | 1999-07-16 | 2004-07-13 | Quallion Llc | Lithium thin film lamination technology on electrode to increase battery capacity |
| DE102004054503A1 (de) | 2004-11-11 | 2006-05-24 | Umicore Ag & Co. Kg | Verfahren und Vorrichtung zur Herstellung von Membran-Elektroden-Einheiten |
| JP2010186736A (ja) * | 2009-01-13 | 2010-08-26 | Panasonic Corp | 非水系電池用負極板、非水系電池用電極群およびその製造方法、並びに、円筒形非水系二次電池およびその製造方法 |
| JP5760366B2 (ja) | 2010-10-04 | 2015-08-12 | 日産自動車株式会社 | 電池用電極箔のプレス方法 |
| KR101282618B1 (ko) | 2011-04-11 | 2013-07-12 | 기아자동차주식회사 | 막전극접합체 제조용 핫 프레스 장치 |
| KR101622437B1 (ko) | 2012-10-16 | 2016-05-18 | 주식회사 엘지화학 | 원통형 이차전지의 프레스 장치 및 이를 이용한 이차전지의 제조방법 |
| KR101617954B1 (ko) | 2014-08-11 | 2016-05-23 | 주식회사 대한소재 | 2차전지의 전극탭 필름 융착 장치 및 방법 |
| KR101965830B1 (ko) | 2016-02-23 | 2019-04-04 | 주식회사 엘지화학 | 롤 프레스 및 롤 프레스를 이용한 라미네이션 방법 |
| KR102264657B1 (ko) | 2016-08-23 | 2021-06-15 | (주)엘지에너지솔루션 | 가이드 롤러를 포함하는 전극시트 압연 장치 |
| KR102261491B1 (ko) | 2017-01-06 | 2021-06-07 | 주식회사 엘지에너지솔루션 | 단차를 가지는 전극 시트 제조용 압연 롤러 및 이를 포함하는 압연 장치 |
| US10730276B2 (en) | 2017-01-17 | 2020-08-04 | Maven Optronics Co., Ltd. | System and method for vacuum film lamination |
-
2018
- 2018-12-07 KR KR1020180157476A patent/KR20200069906A/ko not_active Application Discontinuation
-
2019
- 2019-04-01 US US16/371,157 patent/US10991932B2/en active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112736275A (zh) * | 2021-01-13 | 2021-04-30 | 欣旺达电动汽车电池有限公司 | 卷绕设备及正极极片处理方法 |
| CN112736275B (zh) * | 2021-01-13 | 2022-09-16 | 欣旺达电动汽车电池有限公司 | 卷绕设备及正极极片处理方法 |
| WO2023085796A1 (ko) * | 2021-11-11 | 2023-05-19 | 주식회사 엘지에너지솔루션 | 이차전지의 전극 제조를 위한 롤 및 이를 적용한 전극 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10991932B2 (en) | 2021-04-27 |
| US20200185698A1 (en) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2973835B1 (en) | Electrochemical cell having a folded electrode and separator, battery including the same, and method of forming same | |
| US6761744B1 (en) | Lithium thin film lamination technology on electrode to increase battery capacity | |
| US9793537B2 (en) | Three dimensional co-extruded battery electrodes | |
| EP3333941B1 (en) | Method for preparing electrode using a roller | |
| JP6026823B2 (ja) | 二次電池用電極の製造方法 | |
| KR20200069906A (ko) | 전극 압연 장치 | |
| KR101767636B1 (ko) | 전극 시이트용 압연 롤 | |
| CN101952998A (zh) | 电化学元件用电极的制造方法 | |
| JP4889914B2 (ja) | 燃料電池用の多孔質板および燃料電池 | |
| KR20200126767A (ko) | 전극 조립체 제조방법과, 이를 통해 제조된 전극 조립체 및 이차전지 | |
| KR20170100377A (ko) | 이차전지용 전극의 제조 방법 및 제조 장치 | |
| KR20170009468A (ko) | 이차전지 전극 제조 방법 | |
| KR102315719B1 (ko) | 전극 합제층의 접착력이 불균일한 전극조립체 및 이의 제조 장치 | |
| KR102254323B1 (ko) | 집전체로부터의 거리에 따라 상이한 입경의 전극 활물질 입자를 포함하는 전극을 제조하는 장치 및 이를 이용한 전극 제조 방법 | |
| JP2005228642A (ja) | 極板、電池、極板の製造装置、および極板の製造方法 | |
| KR101222405B1 (ko) | 젤리롤형 전극조립체를 가지는 이차 전지 | |
| KR102541535B1 (ko) | 단차 보정 부재를 포함하는 롤 압연 장치 및 이를 사용한 압연 방법 | |
| KR20170100376A (ko) | 이차전지용 전극의 제조방법 및 제조장치 | |
| US20200266418A1 (en) | Gap section multilayer electrode profile | |
| KR20180115425A (ko) | 전극 롤 프레스 공정 시 전극 롤 두께를 균일하게 유지시키는 방법 | |
| KR20200037601A (ko) | 배터리 전극조립체 제작 방법 및 장치 | |
| EP3699984A1 (en) | Substrate for electrode and method of manufacturing electrode using the same | |
| US20220069312A1 (en) | Method and system to create variable densities within battery electrodes | |
| KR20220058066A (ko) | 전극 제조 장치 및 전극 제조 방법 | |
| US20230170471A1 (en) | Patterned multilayered electrodes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal |