KR20200055929A - 탄소섬유보강 그리드 및 이의 제조방법 - Google Patents
탄소섬유보강 그리드 및 이의 제조방법 Download PDFInfo
- Publication number
- KR20200055929A KR20200055929A KR1020180139617A KR20180139617A KR20200055929A KR 20200055929 A KR20200055929 A KR 20200055929A KR 1020180139617 A KR1020180139617 A KR 1020180139617A KR 20180139617 A KR20180139617 A KR 20180139617A KR 20200055929 A KR20200055929 A KR 20200055929A
- Authority
- KR
- South Korea
- Prior art keywords
- carbon fiber
- grid
- fibers
- weft
- fiber reinforced
- Prior art date
Links
Images





Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/07—Reinforcing elements of material other than metal, e.g. of glass, of plastics, or not exclusively made of metal
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B21/00—Warp knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B21/10—Open-work fabrics
- D04B21/12—Open-work fabrics characterised by thread material
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G23/00—Working measures on existing buildings
- E04G23/02—Repairing, e.g. filling cracks; Restoring; Altering; Enlarging
- E04G23/0218—Increasing or restoring the load-bearing capacity of building construction elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G23/00—Working measures on existing buildings
- E04G23/02—Repairing, e.g. filling cracks; Restoring; Altering; Enlarging
- E04G23/0218—Increasing or restoring the load-bearing capacity of building construction elements
- E04G2023/0251—Increasing or restoring the load-bearing capacity of building construction elements by using fiber reinforced plastic elements
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Woven Fabrics (AREA)
Abstract
본 발명은 위사 방향의 보강섬유와, 경사 방향의 보강섬유가 서로 직교하여 이루어진 그리드로, 상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고, 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 특징으로 하는 탄소섬유보강 그리드 및 이의 제조방법에 관한 것이다.
본 발명에 따르면, 경사와 위사의 접점 강도를 크게 향상시킴으로써 섬유보강재의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖는 콘크리트 구조물용 탄소섬유 보강 그리드를 제공할 수 있다.
본 발명에 따르면, 경사와 위사의 접점 강도를 크게 향상시킴으로써 섬유보강재의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖는 콘크리트 구조물용 탄소섬유 보강 그리드를 제공할 수 있다.
Description
본 발명은 탄소섬유보강 그리드 및 이의 제조방법에 관한 것으로, 보다 상세하게는 경사와 위사의 접점 강도를 크게 향상시킴으로써 탄소섬유보강 그리드의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖는 콘크리트 구조물용 탄소섬유보강 그리드 및 이의 제조방법에 관한 것이다.
일반적으로 교량이나 고가차도, 터널, 지하관로, 각종 건축구조물 등은 콘크리트를 주재료로 하는 구조물로서, 그 강성이 우수하여 반영구적이기는 하지만 시공 후 여러 요건에 의한 부작용이 나타나곤 한다.
즉, 재질의 중성화, 철근의 녹발생 및 팽창으로 인한 균열, 콘크리트 표층부의 박리현상, 구조적인 결함, 저급콘크리트 및 불량자재의 사용, 낮은 시공품질, 차량통행량의 증대 및 차량적재하중이 초과, 열차의 고속화 및 설계치를 상회하는 반복주행진동 등에 기인하는 구조물의 과부하 및 반복부하의 누적, 공사기간 중의 염분과 오염물질로 인한 화학적 변화 등에 의한 부작용이 나타나게 된다.
이러한 문제를 해결하기 위해, 과거에는 주로 철판을 이용한 보강공법을 많이 사용하였으나, 철판의 무게로 인해서 콘크리트 구조물의 자중이 증가하고, 시간이 지남에 따라 부식이 발행하여 미관상 보기에 좋지 않고, 환경오염의 원인이 되었었다.
따라서, 최근 상기 문제점을 해결하기 위해, 철근에 비해 무게가 가볍고, 부식의 위험이 없는 섬유보강재(유리섬유, 아라미드섬유, 탄소섬유 등)를 이용한 보강공법이 많이 적용되고 있다.
그러나, 종래의 섬유그리드 보강재는 철근과 다르게, 선형으로 거동하며, 변형율이 극히 제한적이어서 취성파괴를 하게 된다. 이러한 재료의 특성으로 인해, 콘크리트 구조물에 하중이 과다하게 작용할 경우 급속하게 파손되어 콘크리트 구조물의 안정성이 급격히 저하되는 문제점이 있다.
한편, 콘크리트 구조물의 보수 보강 방법인 탄소섬유 보강 공법이 일반화되면서 탄소섬유그리드 보강재의 종류와 시공 방법이 다양하게 개발되었으나, 탄소섬유를 포함하는 보강재 자체가 패널처럼 빳빳한 상태가 아니라서 길거나 넓은 면적의 구조물 보강에서는 부착 과정에서 처지는 것을 방지하기 위해서 적절한 길이로 재단해서 사용해야 하므로 연속적인 시공이 어려운 문제점이 있었다.
또한, 탄소섬유그리드 보강재는 많은 가닥의 탄소섬유가 집합됨에 따라, 고점도의 에폭시수지는 탄소섬유그리드 보강재의 함침이 어려워, 부착 후에도 보강재가 들뜨는 문제점이 있었으며, 이에 따라 저점도의 에폭시수지를 쓸 경우, 보강재를 부착하기도 전에 그 중력(무게)으로, 에폭시수지가 흘러내려 함침성이 고르지 않고, 균일한 부착이 어려우며, 표면이 고르지 못한 문제점이 있었다.
상기와 같은 종래기술의 문제점을 해결하고자, 본 발명은 경사와 위사의 접점 강도를 크게 향상시킴으로써 탄소섬유보강 그리드의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖는 콘크리트 구조물용 탄소섬유보강 그리드 및 이의 제조방법을 제공하는 것을 목적으로 한다.
본 발명의 상기 목적 및 기타 목적들은 하기 설명된 본 발명에 의하여 모두 달성될 수 있다.
상기의 목적을 달성하기 위하여, 본 발명은 위사 방향의 보강섬유와, 경사 방향의 보강섬유가 서로 직교하여 이루어진 그리드로, 상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고, 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 특징으로 한다.
상기 제1열가소성 수지는 열가소성 폴리우레탄 수지, 폴리비닐클로라이드 수지 및 에틸렌비닐아세테이트 수지로 이루어진 군에서 선택된 1종 이상일 수 있다.
상기 경사 방향의 보강섬유는 열가소성 융착수지로 표면이 코팅된 탄소섬유와; 아라미드섬유, 유리섬유 및 바잘트 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 더 포함할 수 있다.
상기 위사 방향의 보강섬유는 탄소섬유, 아라미드섬유, 폴리에스테르 섬유, 유리섬유 및 바잘트섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 포함할 수 있다.
상기 저융점융착사는 저융점폴리에스테르사인 것을 특징으로 한다.
상기 탄소섬유보강 그리드는 제2열가소성 수지가 함침된 탄소섬유 보강 그리드로, 상기 제2열가소성 수지는 열가소성우레탄(TPU)수지, 폴리비닐알콜(PVA) 수지, 폴리염화비닐(PVC)수지 및 폴리비닐리덴플루오라이드(PVDF)수지로 이루어진 군에서 선택된 1종 이상인 것을 특징으로 한다.
또한, 본 발명에 따른 탄소섬유보강 그리드의 제조방법은 경사와 위사를 포함하는 보강 그리드의 제조방법에 있어서, 상기 경사와 위사를 경편직조하여 그리드 직물을 제조하는 단계; 상기 그리드 직물을 제2열가소성 수지에 함침시키는 단계; 및 상기 함침된 그리드 직물을 경화시키는 단계;를 포함하되, 상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고, 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 것을 특징으로 한다.
또한, 탄소섬유보강 그리드 보강재의 제조방법은 상기 경화된 그리드 직물을 교차적층한 후, 압축 성형하는 단계;를 더 포함할 수 있다.
본 발명에 따르면 제1열가소성 수지를 이용하여, 경사와 위사 중 어느 하나 이상의 외부표면을 되감아 줌으로서 제1 열가소성 수지와 저융점융착사가 동시에 코팅될 수 있도록 하고, 이와 함께 상기 경사와 위사가 경편직조되어, 경사와 위사의 접점 강도를 크게 향상시킴으로써 보강재의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖는 콘크리트 구조물용 탄소섬유보강 그리드 및 이의 제조방법을 제공하는 효과가 있다.
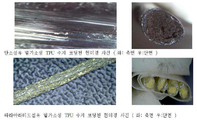
도 1은 본 발명의 일실시예에 따른 탄소섬유 또는 파라아라미드 섬유가 열가소성 폴리우레탄 수지로 코팅된 현미경 사진이다.
도 2는 본 발명에 따른 탄소섬유 또는 아라미드 섬유 표면을 열가소성 폴리우레탄 수지로 코팅하여 압출 제조하는 사진이다.
도 3은 본 발명의 탄소섬유보강 그리드 및 이의 경편 직조 제조방법을 간략히 모식한 도면이다.
도 4는 본 발명의 탄소섬유보강 그리드의 경편직조 조직 기본 설계를 나타낸 도면이다.
도 5는 본 발명의 일 실시예에 따라 저융점 폴리에스터사가 경편직조된 형상을 나타낸 도면이다.
도 6은 본 발명에 따른 강도가 보강된 접점부를 나타낸 사진이다.
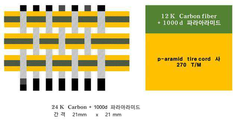
도 7은 본 발명의 일 실시예에 따른 탄소섬유보강 그리드를 모식화한 도면이다.
도 2는 본 발명에 따른 탄소섬유 또는 아라미드 섬유 표면을 열가소성 폴리우레탄 수지로 코팅하여 압출 제조하는 사진이다.
도 3은 본 발명의 탄소섬유보강 그리드 및 이의 경편 직조 제조방법을 간략히 모식한 도면이다.
도 4는 본 발명의 탄소섬유보강 그리드의 경편직조 조직 기본 설계를 나타낸 도면이다.
도 5는 본 발명의 일 실시예에 따라 저융점 폴리에스터사가 경편직조된 형상을 나타낸 도면이다.
도 6은 본 발명에 따른 강도가 보강된 접점부를 나타낸 사진이다.
도 7은 본 발명의 일 실시예에 따른 탄소섬유보강 그리드를 모식화한 도면이다.
이하 본 기재의 탄소섬유보강 그리드 및 이의 제조방법을 상세하게 설명한다.
본 발명자들은 콘크리트 구조물의 보강에 적합한 탄소섬유보강 그리드를 개발하기 위해 연구를 거듭한 결과, 열가소성 수지를 이용하여, 경사와 위사 중 어느 하나 이상의 표면을 열가소성 수지로 피복 코팅될 수 있도록 하고, 더 나아가 경사와 위사의 교차지점을 경편직조 방법을 이용하여 고정시킬 경우, 상기 교차지점에서의 접점 감도를 향상시킬 수 있음을 확인하고, 이를 토대로 본 발명을 완성하게 되었다.
본 발명의 탄소섬유보강 그리드는 위사 방향의 보강섬유와, 경사 방향의 보강섬유가 서로 직교하여 이루어진 그리드 보강재로, 상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고, 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 특징으로 하는 탄소섬유 보강 그리드인 것을 특징으로 한다.
본 발명의 탄소섬유는 제1열가소성 수지로 표면이 코팅된 것을 특징으로 한다.
여기서, 제1열가소성 수지는 일정한 온도하에서 녹으면서 서로 융착 가능하도록 처리된 수지인 것으로, 특별히 한정되는 것은 아니나 일례로, 열가소성 폴리우레탄 수지, 폴리비닐클로라이드 수지 및 에틸렌비닐아세테이트 수지로 이루어진 군에서 선택된 1종 이상을 포함할 수 있고, 탄소섬유와의 융착성 및 보강재의 내구성을 향상시키는 측면에서 하기 도 1과 같이, 열가소성 폴리우레탄 수지를 사용하는 것이 바람직하다.
일례로, 하기 도 2와 같이 열가소성 폴리우레탄 수지로 이루어진 필름과 탄소섬유를 함께 압출하여, 열가소성 폴리우레탄 수지로 피복코팅된 탄소섬유를 제조할 수 있다.
상기 제1열가소성 수지는 0.03 ~ 0.5g/m 양으로 상기 탄소섬유 표면에 피복 코팅되는 것이 탄소섬유의 내구성 및 경량화, 밀착성 측면에서 바람직하다.
상기 탄소섬유는 일례로, 필라멘트 수가 1,200 내지 24,000인 것이 바람직하고, 이 범위 내에서 건축 구조물에 충분한 보강 효과를 제공하면서 사용되는 탄소 섬유의 소요량을 최적화하여 효율적으로 효과를 가질 수 있다.
또한, 본 발명은 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 특징으로 한다.
본 발명은 상기 저융점융착사를 이용하여, 경사와 위사 중 어느 하나 이상의 표면을 열융착수지로 코팅함으로써, 위사와 경사의 풀림이 방지되고, 경사와 위사의 교차지점의 접점 강도를 크게 향상시킴으로써 섬유보강재의 내구성을 향상시키는 효과가 있다.
상기 저융점융착사는 일정한 온도하에서 녹으면서 서로 융착 가능하도록 처리된 원사를 의미하며, 상기 저융점융착사로 저융점폴리에스테르사일 수 있고, 이 경우 위사와 경사의 풀림이 방지되고, 경사와 위사의 교차지점의 접점 강도를 크게 향상시킴으로서 섬유보강 그리드의 내구성을 향상시키는 효과가 있다.
상기 저융점폴리에스테르사는 섭씨 265도 이상에서 녹는 일반 폴리에스테르 섬유보다 100~200℃ 낮은 온도, 즉 90~130℃에서 용융되는 원사로, 저융점폴리에스테르사가 용융된 후 가압되면 경사 또는 위사를 구성하는 섬유사와 접착되어 일체로 결합될 수 있는 효과가 있다.
상기 저융점폴리에스테르는 폴리에틸렌글리콜을 포함하며, 폴리에틸렌글리콜은 폴리에스테르에 대해 10~15mol%를 포함함으로써 분산이 잘 이루어질 수 있다. 그러나 폴리에틸렌글리콜이 10mol% 미만이면 분산이 잘 이루어지지 않아 저융점융착사의 물성이 저하되고, 15mol%를 초과한 경우 역시 분산에 문제가 생겨 저융점융착사의 물성이 저하될 뿐만아니라, 반응성 저하의 원인이 됨을 알 수 있다.
저융점융착사를 경사 또는 위사에 융착시키는 융해 및 가압수단은 열과 압력을 동시에 가하는 프레스장치 등을 사용한다. 이때 융착된 탄소섬유보강 그리드는 냉각 공정을 거치게 되는데, 보통 상온에 두고 자연 냉각하거나 냉풍, 냉수 등으로 인공 냉각한다.
또한, 본 발명의 탄소섬유보강 그리드는 경사와 위사가 하기 도 3과 같이, 경편직조된 것을 특징으로 한다. 종래 콘크리트 구조물용 섬유그리드는 평직(두 가닥의 경사가 두 가닥의 위사의 위아래로 각각 걸쳐지는 것)에 의한 제직방법에 의해 제조되었으나, 이 경우 경사는 길이 방향으로 장력을 균일하게 받아 직조상에서의 장력이 일정하나, 위사로 위입되는 위사섬유는 자동 연속 위입 방식에 의한 것으로 위사의 장력을 제어 할 수 없어, 양방향 이축으로 균등한 물성을 갖기가 어려운 문제점이 있었다.
본 발명에서는 이러한 문제점을 해결하기 위해서 경편직조 방식에 의한 편직조하여, 경사와 위사간의 교차부위에 더욱 우수한 결합강도를 갖도록 함으로써, 경사 및 위사 방향으로 힘을 가하여 잡아당겨도 고정된 형태가 탈리되지 않아 견고하고, 궁극적으로 섬유보강 그리드의 인장강도를 증가시키고, 신도를 감소할 뿐만 아니라, 굴곡유연성을 갖도록 하였다.
상기 경편직조는 일례로, 트리코트(tricot) 방식으로 직조될 수 있으며, 상기 트리코트 방식은 편성(編成,knitting) 공정에 의해 만들어지는 편물로써, 편성 중에서도 조직이 경(經)방향 즉, 세로방향으로 형성되는 경편(經編,warp knitting)에 해당하는 직조방식이다. 단, 위사의 위입방식이 부착된 변형된 경편직조 방식일 수 있다.
상기 경편직조 방식을 이용하여, 본 발명의 위사와 경사 중 어느 하나 이상은 하기 도 3 또는 도 5에 도시한 바와 같이, 저융점융착사로 경편직(Knitting)된 것을 특징으로 한다.
본 발명의 경사 방향의 보강섬유는 제1열가소성 수지로 표면이 코팅된 탄소섬유와; 아라미드섬유, 유리섬유 및 바잘트 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 더 포함할 수 있다.
구체적인 일례로, 상기 경사 방향의 보강섬유는 제1열가소성 수지로 표면이 코팅된 탄소섬유와, 아라미드 섬유를 포함할 수 있다.
또한, 위사 방향의 보강섬유는 탄소섬유, 아라미드섬유, 폴리에스테르 섬유, 유리섬유 및 바잘트 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 포함할 수 있다.
여기서, 위사 방향의 보강섬유는 꼬임을 부여한 섬유를 사용하는 것이 제직직기상의 위사 위입시의 공급연결 꺽임부의 마찰과 장력을 제어하는데 용이하게 됨으로서 원활한 위사공급이 이루어지도록 할 수 있다.
상기 경사 방향의 보강섬유 또한, 꼬임을 부여한 섬유를 사용할 수 있고, 이 경우 꼬임수가 10~50, 또는 30~40인 범위 내가 바람직하다.
상기 아라미드 섬유는 두 개의 방향족 고리에 직접 연결된 아미드기(-CONH-) 결합이 85%이상인 방향족 폴리아미드로서, 메타 아라미드(m-Aramid) 섬유와 파라 아라미드(p-Aramid) 섬유로 구분된다.
파라 아라미드 섬유는 20~26g/d 수준의 높은 인장강도와 460~1,100g/d 수준의 인장 탄성률을 가질 수 있다. 이에 비해 메타 아라미드 섬유는 강도와 탄성률은 폴리에스터와 비교될 정도로 낮은 수준이지만 섭씨 250도에서 1,000시간 노출 뒤에도 70% 이상 강도를 유지하며, 열수축률이 1% 이하일 정도로 내열성과 치수안정성이 좋다. 본 발명에서는 상기 메타 아라미드 섬유나 파라 아라미드 섬유 중 어느 것을 사용해도 좋으나, 파라 아라미드 섬유를 사용하는 것이 바람직하다.
상기 아라미드 섬유가 경사 또는 위사에 포함되는 경우, 특별한 제한이 있는 것이 아니나 섬도가 300~2,000 데니어, 또는 700~1,700 데니어, 바람직하게는 1,000~1,500 데니어를 사용하는 것이 건축 구조물에 충분한 보강 효과를 제공할 수 있다.
또한, 상기 아라미드 섬유도 제1열가소성 수지로 표면된 섬유일 수 있고, 이 경우 보강재의 내구성을 보다 향상시킬 수 있는 효과가 있다.
상기 바잘트 섬유는 용암이 흘러나와 지표면에서 굳은 유리질계의 비중이 높은 현무암을 용융하여 제조한 필라멘트사로서, 경사 또는 위사로 포함될 경우, 본 발명이 속한 기술분야에서 일반적으로 사용되는 바잘트 섬유를 사용할 수 있고, 일례로 약 1,300℃ 전. 후의 용융로에서 용융하여 1,200℃의 상태에서 용융방사하여 제조된 바잘트 섬유를 사용할 수 있다.
또한, 위사 방향의 보강섬유로 폴리에스테르 섬유를 사용할 경우는 섬도가 5,000~8,000 데니어, 또는 6,000~7,500 데니어를 사용하는 것이 보강재의 내구성 측면에서 바람직하다.
상기 저융점융착사가 상기 탄소섬유 및 아라미드섬유와 혼방 또는 합사되어 경사에 포함될 수 있다. 이때, 탄소섬유와 아라미드섬유로 이루어진 섬유원사의 중량비가 50: 50 내지 75: 15일 수 있고, 이 경우 경사 외부 표면의 코팅이 매끄럽게 형성될 수 있다.
본 발명의 일 실시예에 따른 탄소섬유보강 그리드는 탄소섬유 및 저융점융착사를 포함하는 경사와 위사를 경편직조하여 얻어진 경편직물을 합포기 등을 사용하여 저융점융착사가 융융되어 경사 또는 위사 중 어느 하나 이상의 표면을 열융착수지로 코팅한 경편직물일 수 있다.
이때, 합포기 등을 이용하여 90 내지 150 ℃의 온도에서, 1 내지 10kg/cm2 의 가압 조건 하에 열처리함으로써, 상기 열융착수지를 용융시킬 수 있다.
여기서, 상기 합포기는 원단의 합포 또는 열처리에 이미 널리 사용되는 장치로써 그 상세한 설명은 생략하며, 이미 공지된 다양한 합포기를 사용할 수 있다. 아울러, 상기 열처리 조건 역시 상기 범위에 한정하는 것은 아니며, 해당 경편직물의 사용용도나 사용환경, 또는 저융점융착사의 종류에 따라 가변적일 수 있다.
이때, 섬유보강 그리드의 두께는 0.50 내지 0.90 mm일 수 있고, 이 범위 내에서 섬유보강 그리드의 인장강도 등의 물성이 안정적으로 발현되는 효과가 있다.
또한, 상기 열융착수지로 코팅된 경편직물은 경사 또는 위사가 10~30mm, 바람직하게는 15~25mm의 간격으로 배열될 수 있고, 이 경우 섬유보강재의 인장강도가 개선되고, 균일한 표면을 형성할 수 있는 효과가 있다.
본 발명에 따른 탄소섬유보강 그리드는 단위 면적당 중량이 100~400g/㎡로 결정되어 제공됨이 바람직하다. 이는 단위 면적(㎡)당 무게(g)가 400g을 초과할 경우 제 1열가소성수지가 경편직물의 내부에까지 침투하는 것이 어려워 보수, 보강의 효과가 급격히 저하되고, 단위 면적(㎡)당 무게(g)가 100g 미만일 경우에는 직물 사용량이 적어서 강도 보강의 성능이 급격히 낮아지기 때문이다.
또한, 본 발명에 따른 탄소섬유보강 그리드는 열가소성 수지가 함침된 탄소섬유보강 그리드일 수 있다.
구체적으로, 상기 경사 또는 위사 중 어느 하나 이상의 표면을 열융착수지로 코팅한 경편직물을 제2열가소성 수지에 함침하여, 그리드의 인장강도를 보다 증대시킬 수 있다.
상기 제2열가소성 수지는 열가소성우레탄(TPU)수지, 폴리비닐알콜(PVA) 수지 PVA, 폴리염화비닐(PVC)수지 및 폴리비닐리덴플루오라이드(PVDF)수지로 이루어진 군에서 선택된 1종 이상일 수 있다.
상기 제2열가소성 수지는 일반적으로 열경화성 수지보다 점도가 높기 때문에, 섬유 기재에 수지를 함침시키는 시간이 길고, 결과적으로 성형까지의 경화시간이 길어지는 문제점이 있을 수 있다.
본 발명에서는 이러한 문제점을 해결하기 위해서 제1열가소성 수지가 코팅된 섬유를 이용하여 경편직조 함으로써, 보다 견고한 탄소섬유 보강그리드를 제작할 수 있게 되어, 제2열가소성 수지로의 함침 처리시간을 30초 내지 1분으로 종래의 함침 처리시간 보다 단축할 수 있도록 하였다.
상기 섬유보강 그리드를 제2 열가소성 수지에 함침시키는 방법은 일례로 섬유를 당기면서 수지를 고온으로 녹이고 금형 안에서 함침시키는 펄트루젼 방식을 사용할 수 있다.
또한, 본 발명의 탄소섬유보강 그리드의 제조방법은 경사와 위사를 포함하는 섬유그리드의 제조방법에 있어서, 상기 경사와 위사를 경편직조하여 그리드 직물을 제조하는 단계; 상기 그리드 직물을 제2열가소성 수지에 함침시키는 단계; 및 상기 함침된 그리드 직물을 경화시키는 단계;를 포함하되, 상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고, 상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 것을 특징으로 한다.
본 발명의 탄소섬유보강 그리드의 제조방법은 상기 경화된 섬유보강직물을 교차적층한 후, 압축 성형하는 단계;를 더 포함할 수 있다.
상기 경화된 탄소섬유보강 그리드를 2개 이상 교차적층하여 원하는 두께의 복합재료를 얻을 수 있는데 이 때, 프레스 성형의 방법 및 조건은 특별히 제한되지는 않으나 90 내지 200℃의 온도 범위와 10 ~ 15 Kg/cm2 의 가압 조건으로 압축 성형할 수 있다.
상기 제조된 복합재료는 프레스 성형 방법에 의해서 박판 형상의 제품으로 성형될 수 있고 또는 다른 복합재료와 함께 성형품을 제조할 수 있다. 여기서, 상기 성형품은 코어 재료와 함께 적층될 수 있고, 상기 코어재료는 일례로 부직포를 포함할 수 있다.
상기 성형품은 일례로 콘크리트 패널용 프리캐스팅에 적용되거나, 콘크리트 부재, 보강 철근에 기초하여 콘크리트구조물, 아스팔트 등에 사용 될 수 있다.
본 발명에서 개시되는 방법은 제조 시간 및 비용을 절감 하고 높은 접합 강도, 낮은 연신율 및 높은 강도를 포함한 우수한 품질을 나타낸다.
또한, 본 발명에서 개시되는 방법의 뚜렷한 장점 중 하나는 상기 그리드가 상당히 증가하지 않고 연신 후에도 설계 강도를 크게 유지할 수 있는 것이다.
이하, 본 발명의 이해를 돕기 위하여 바람직한 실시예를 제시하나, 하기 실시예는 본 발명을 예시하는 것일 뿐 본 발명의 범주 및 기술사상 범위 내에서 다양한 변경 및 수정이 가능함은 당업자에게 있어서 명백한 것이며, 이러한 변형 및 수정이 첨부된 특허청구범위에 속하는 것도 당연한 것이다.
[실시예]
실시예 1
본 발명에서 개시되는 복합 원사는 하나 이상의 제1열가소성수지로 코팅된 섬유를 경사 또는 위사방향에 포함하는 것이 바람직하다. 저융점융착사로의 보강 성분을 랩핑 하기 위해 복합 원사는 매트릭스 또는 바인더로서 역할을 하고, 저융점융착사는 회전하여 뒤틀림을 받는다. 선택적으로, 본 발명에서 형성된 복합 원사는 그리드 구조를 형성하기 위해 레이피어 직조기 등의 직조 기계에서 제조될 수 있다. 바람직하게는, 그리드 치수는 20 x 20 또는 20 x 30 mm 이다. 직조 과정 후, 직조된 제품을 열실린더 합포기에서 저융점융착사의 융점보다 바람직하게는 약 10~20℃ 이상 높은온도에서 가열하여 최종 그리드 제품을 형성 하였다.
본 발명은 상기와 같은 경사와 위사를 제1열가소성 수지를 이용하여 압출 코팅된 섬유을 사용함에 따라 인장강도를 증가시키고, 탄소섬유 또는 아라미드 섬유의 저신율성(3.5% 이하)을 고려한 저신도 변형율을 갖는 건축 구조물 삽입형 그리드 및 이의 제조방법을 제공하는데 그 목적이 있다.
하기 도면 7과 같이, 경사방향의 섬유는 24,000 filament를 갖는 탄소섬유;와 파라아라미드 1000 데니어를 꼬임수 30~40정도(T/M)를 부여한 섬유를 사용하고, 위사방향의 섬유는 3올의 섬유를 사용하였고, 이 중 1올은 파라아라미드 1500 데니어와 1500 데니어를 코드사로 제조하여 사용하고, 또 다른 1올은 12,000 filament를 갖는 탄소섬유를 꼬임수 40 정고 (T/M )을 부여한 섬유를 단계로 배열하여 위입하였다.
실시예 2, 실시예 3 및 비교예 1
상기 실시예 1에 있어서, 경사방향의 섬유와 위사방향의 섬유를 하기 [표 1]과 같이 사용한 것을 제외하고, 상기 실시예 1과 동일한 방법으로 섬유보강 그리드를 제조하였다.
| 구분 | 경사 | 위사 |
| 실시예 2 | Carbon fiber 12k TPU 코팅사 + 저융점PET 250D | carbon fiber/P-Aramid 1000D x 2합 40 T/M 연사 |
| 실시예 3 | Carbon Fiber 12k TPU 코팅사 + 저융점PET 250D | PET 7000D x 2합 |
| 비교예 1 | PET 20,000D 4합 | PET 4,000D 3합 |
[시험예]
상기 실시예에서 제조된 탄소섬유보강 그리드의 특성을 하기의 방법으로 측정하였고, 그 결과를 하기의 표 2에 나타내었다.
측정방법
-인장강도: KS K ISO 10319 방법에 의거하여, 측정하였다.
-인장신도: KS K ISO 10391 방법에 의거하여, 측정하였다.
-시컨트탄성신율: KS K ISO 10319 방법에 의거하여, 측정하였다.
| 시험항목 | 실시예 1 | 실시예 2 | 실시예 3 | 비교예 1 | |
| 인장강도 (kN/m) |
기계 방향 | >120 | 103.20 | 73.97 | 179.18 |
| 폭 방향 | >120 | 88.32 | 15.84 | 26.88 | |
| 인장신도 (%) |
기계 방향 | <3.0 | 1.2 | 1.2 | 10.2 |
| 폭 방향 | <3.0 | 1.9 | 14.7 | 11.8 | |
| 시컨트탄성계수 (1%, kN/m) |
기계 방향 | >800 | 8270.91 | 6344.52 | 2680.94 |
| 폭 방향 | >800 | 3735.17 | 271.21 | 550.16 | |
상기 표 2와 같이, 본 발명에 따른 실시예 1 내지 실시예 3은 폴리우레탄 수지를 코팅된 탄소섬유를 포함하지 않은 비교예 1 대비, 인장강도가 동등 또는 우수하면서, 신도가 감소되고, 시컨트 탄성계수가 증가된 것을 확인할 수 있었다.
특히, 실시예 1의 경우 기계 방향과 폭 방향으로 120 kN/m 이상, 인장신도를 3% 미만, 시컨트탄성계수를 800 kN/m 이상의 물성이 발현되는 것을 확인할 수 있다. 탄소섬유보강 그리드가 적층될 경우에는 양방향으로 동일한 물성치가 요구되는데, 이는 보강 그리드의 하중 분산 능력과 역학적 안정층 형성에 최적화된 구조적 특성을 발휘하기 위한 것으로, 이를 통해 향상된 강도를 제공하며, 콘크리트와의 뛰어난 결합력과 구속력, 역학적 안정층에서는 콘크리트가 그리드에 의해 물리적인 맞물림이 발생하여 그리드에 구속되면서 성능이 향상되는 효과가 있다.
Claims (8)
- 위사 방향의 보강섬유와, 경사 방향의 보강섬유가 서로 직교하여 이루어진 그리드로,
상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제 1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고,
상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 특징으로 하는 탄소섬유보강 그리드. - 제1항에 있어서,
상기 제1열가소성 수지는 열가소성 폴리우레탄 수지, 폴리비닐클로라이드 수지 및 에틸렌비닐아세테이트 수지로 이루어진 군에서 선택된 1종 이상을 포함하는 것을 특징으로 하는 탄소섬유보강 그리드. - 제1항에 있어서,
상기 경사 방향의 보강섬유는 제1열가소성 수지로 표면이 코팅된 탄소섬유와; 아라미드섬유, 유리섬유 및 바잘트 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 더 포함하는 것을 특징으로 하는 탄소섬유보강 그리드. - 제1항에 있어서,
상기 위사 방향의 보강섬유는 탄소섬유, 아라미드섬유, 폴리에스테르 섬유, 유리섬유 및 바잘트 섬유로 이루어진 군에서 선택된 1종 이상의 섬유를 포함하는 것을 특징으로 하는 탄소섬유보강 그리드. - 제1항에 있어서,
상기 저융점융착사는 저융점폴리에스테르사인 것을 특징으로 하는 탄소섬유보강 그리드. - 제1항에 있어서,
상기 탄소섬유보강 그리드는 제2열가소성 수지가 함침된 탄소섬유보강 그리드로,
상기 제2열가소성 수지는 열가소성우레탄(TPU)수지, 폴리비닐알콜(PVA) 수지, 폴리염화비닐(PVC)수지 및 폴리비닐리덴플루오라이드(PVDF)수지로 이루어진 군에서 선택된 1종 이상인 것을 특징으로 하는 탄소섬유보강 그리드. - 경사와 위사를 포함하는 그리드의 제조방법에 있어서,
상기 경사와 위사를 경편직조하여 그리드 직물을 제조하는 단계;
상기 그리드 직물을 제2열가소성 수지에 함침시키는 단계; 및
상기 함침된 그리드 직물을 경화시키는 단계;를 포함하되,
상기 위사 방향의 보강섬유와 경사 방향의 보강섬유 중 어느 하나 이상은 제1열가소성 수지로 표면이 코팅된 탄소섬유를 포함하고,
상기 위사와 경사 중 어느 하나 이상은 저융점융착사로 경편직(Knitting)한 것을 것을 특징으로 하는 탄소섬유보강 그리드 제조방법. - 제7항에 있어서,
탄소섬유 보강 그리드 제조방법은 상기 경화된 그리드 직물을 교차적층한 후, 압축 성형하는 단계;를 더 포함하는 것을 특징으로 하는 탄소섬유보강 그리드 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180139617A KR102196438B1 (ko) | 2018-11-14 | 2018-11-14 | 보강용 탄소섬유 그리드 및 이의 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180139617A KR102196438B1 (ko) | 2018-11-14 | 2018-11-14 | 보강용 탄소섬유 그리드 및 이의 제조방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200055929A true KR20200055929A (ko) | 2020-05-22 |
| KR102196438B1 KR102196438B1 (ko) | 2020-12-30 |
Family
ID=70913944
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180139617A KR102196438B1 (ko) | 2018-11-14 | 2018-11-14 | 보강용 탄소섬유 그리드 및 이의 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102196438B1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102222058B1 (ko) * | 2020-09-15 | 2021-03-03 | 주식회사 삼송마그마 | 샌드매스틱 아스팔트 혼합물과 이의 시공방법 |
| KR102230395B1 (ko) * | 2020-09-07 | 2021-03-23 | 제일보강산업 주식회사 | 현무암 추출사 섬유와 고강도 섬유를 복합한 콘크리트 구조물 보강용 난연재 및 이를 이용한 콘크리트 보강 구조물 제조공법 |
| KR102539623B1 (ko) * | 2022-07-29 | 2023-06-05 | 주식회사 빌트존 | 차도 콘크리트 구조물의 신축이음 복합연결부재와 이의 설치방법 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102598358B1 (ko) * | 2023-07-31 | 2023-11-06 | (주)한은이앤씨 | 섬유보강재를 이용한 방수공법 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10102792A (ja) * | 1996-10-03 | 1998-04-21 | Toray Ind Inc | 炭素繊維織物およびコンクリート構造物 |
| JP2002020953A (ja) * | 2000-05-01 | 2002-01-23 | Mitsubishi Rayon Co Ltd | 炭素繊維ネット状物 |
| KR200296423Y1 (ko) * | 2002-08-21 | 2002-11-23 | 대한산자공업 주식회사 | 텍스타일 지오그리드 |
| KR100791360B1 (ko) | 2007-02-16 | 2008-01-21 | (주)오래건설 | 하이브리드 섬유보강재 및 이를 이용한 콘크리트 구조물의보강공법 |
| JP2010147231A (ja) * | 2008-12-18 | 2010-07-01 | Ihi Corp | プラズマ光源とプラズマ光発生方法 |
| KR20110038532A (ko) | 2009-10-08 | 2011-04-14 | (주)엘지하우시스 | 발열도료 조성물, 발열층 형성 방법 및 자동차용 노브 |
-
2018
- 2018-11-14 KR KR1020180139617A patent/KR102196438B1/ko active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10102792A (ja) * | 1996-10-03 | 1998-04-21 | Toray Ind Inc | 炭素繊維織物およびコンクリート構造物 |
| JP2002020953A (ja) * | 2000-05-01 | 2002-01-23 | Mitsubishi Rayon Co Ltd | 炭素繊維ネット状物 |
| KR200296423Y1 (ko) * | 2002-08-21 | 2002-11-23 | 대한산자공업 주식회사 | 텍스타일 지오그리드 |
| KR100791360B1 (ko) | 2007-02-16 | 2008-01-21 | (주)오래건설 | 하이브리드 섬유보강재 및 이를 이용한 콘크리트 구조물의보강공법 |
| JP2010147231A (ja) * | 2008-12-18 | 2010-07-01 | Ihi Corp | プラズマ光源とプラズマ光発生方法 |
| KR20110038532A (ko) | 2009-10-08 | 2011-04-14 | (주)엘지하우시스 | 발열도료 조성물, 발열층 형성 방법 및 자동차용 노브 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102230395B1 (ko) * | 2020-09-07 | 2021-03-23 | 제일보강산업 주식회사 | 현무암 추출사 섬유와 고강도 섬유를 복합한 콘크리트 구조물 보강용 난연재 및 이를 이용한 콘크리트 보강 구조물 제조공법 |
| KR102222058B1 (ko) * | 2020-09-15 | 2021-03-03 | 주식회사 삼송마그마 | 샌드매스틱 아스팔트 혼합물과 이의 시공방법 |
| KR102539623B1 (ko) * | 2022-07-29 | 2023-06-05 | 주식회사 빌트존 | 차도 콘크리트 구조물의 신축이음 복합연결부재와 이의 설치방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102196438B1 (ko) | 2020-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102196438B1 (ko) | 보강용 탄소섬유 그리드 및 이의 제조방법 | |
| CA2760974C (en) | Fiber composite material and method for production thereof | |
| US4460633A (en) | Non-woven reinforcement for composite | |
| CA2500733A1 (en) | Bi-directional and multi-axial fabrics and fabric composites | |
| KR102204244B1 (ko) | 섬유강화 복합재료 제조용 복합섬유 원단 및 이를 이용한 섬유강화 복합재료의 성형방법 | |
| JP2016527112A (ja) | 複合型枠の製造方法、複合型枠、サンドイッチコンポーネント、ロータブレードエレメントおよび風力発電装置 | |
| JP5810549B2 (ja) | 二方向性強化繊維織物の製造方法 | |
| US5520995A (en) | Strong flexible pre-impregnation of fiber reinforced thermoplastic resin free from a void in matrix | |
| JPH07243149A (ja) | 一方向性補強織物およびその製造方法 | |
| JP4708534B2 (ja) | 繊維強化樹脂成形体からなる補修・補強材およびその製造方法並びに補修・補強材を使用したセメント系構造体 | |
| CN105934316B (zh) | 纤维复合材料及其生产方法 | |
| JP3214648B2 (ja) | 補強用メッシュ織物プリプレグ、メッシュ状繊維強化プラスチックおよび繊維強化セメント系材料 | |
| KR101730935B1 (ko) | 구조물 보강용 고기능 섬유시트 | |
| KR102512971B1 (ko) | 탄소섬유 직물 및 이의 제조방법 | |
| JP3405497B2 (ja) | 構造物補強用強化繊維シート | |
| JP2010024620A (ja) | 炭素繊維アンカーの接着構造およびその形成方法 | |
| KR20190031908A (ko) | 섬유 강화 플라스틱 시트와 이를 포함하는 적층체 | |
| US8828894B2 (en) | Reinforcement mesh for architectural foam moulding | |
| JP2019105023A (ja) | 補強繊維織物及びその製造方法 | |
| KR20170119458A (ko) | 바잘트 섬유를 이용한 구조 보강용 직물 시트 및 그 제조방법 | |
| JP3403988B2 (ja) | コンクリート構造物の補修・補強材 | |
| KR102362204B1 (ko) | 표면이 균일한 섬유보강 복합재료 | |
| EP1788164B1 (en) | Reinforcement method for stone materials and reinforced slab | |
| KR102362202B1 (ko) | 표면이 균일한 섬유보강 복합재료 | |
| KR102362201B1 (ko) | 표면이 균일한 섬유보강 복합재료 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |