KR20200035219A - 구조체 - Google Patents
구조체 Download PDFInfo
- Publication number
- KR20200035219A KR20200035219A KR1020190115996A KR20190115996A KR20200035219A KR 20200035219 A KR20200035219 A KR 20200035219A KR 1020190115996 A KR1020190115996 A KR 1020190115996A KR 20190115996 A KR20190115996 A KR 20190115996A KR 20200035219 A KR20200035219 A KR 20200035219A
- Authority
- KR
- South Korea
- Prior art keywords
- material layer
- layer
- outer ring
- thermoplastic elastomer
- circumferential surface
- Prior art date
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C13/00—Rolls, drums, discs, or the like; Bearings or mountings therefor
- F16C13/02—Bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/62—Selection of substances
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/58—Raceways; Race rings
- F16C33/64—Special methods of manufacture
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Rolling Contact Bearings (AREA)
- Laminated Bodies (AREA)
- Sliding-Contact Bearings (AREA)
- Support Of The Bearing (AREA)
- Rolls And Other Rotary Bodies (AREA)
Abstract
베어링(10)은, 금속 부재로 이루어지는 외륜(21)과, 상기 외륜(21) 상에 형성된 피복층(18)을 구비한 구조체이며, 상기 피복층(18)은, 상기 외륜(21) 상에 형성된 제1 재료층(43)과, 상기 제1 재료층(43) 상에 형성된 제2 재료층(44)을 구비하고, 상기 제1 재료층(43)은, 비결정성 열가소성 수지와 열가소성 엘라스토머를 포함하고, 상기 제2 재료층(44)은, 열가소성 엘라스토머를 포함하고, 상기 제2 재료층(44)은, 상기 제1 재료층(43)보다 부드러운 재료이다.
Description
본 발명은, 구조체에 관한 것이다.
본원은, 2018년 9월 25일에, 일본에 출원된 특허 출원 2018-178657호, 및 2019년 7월 4일에, 일본에 출원된 특허 출원 2019-125580호에 의거하여 우선권을 주장하고, 그 내용을 여기에 원용한다.
예를 들면, 구름 베어링의 용도로서, 구름 베어링의 외륜으로 지폐나 표 등의 반송물을 반송하는 것이나, 구름 베어링을 이동체의 차륜으로서 접촉물을 따라 굴릴 수 있는 것이 알려져 있다. 이 경우, 예를 들면 금속 부재로 이루어지는 외륜의 외주면에는 반송물이나 접촉물과의 마찰력을 크게 하거나, 외륜이 구름 접촉하면서 동작할 때의 소리(노이즈)를 저감하기 위해, 외륜에 우레탄 고무를 이용하여 피복층을 형성하는 경우가 있다.
우레탄 고무는, 내마모성이 우수하며, 또한 외륜에 강고하게 접착 고정할 수 있다. 외륜에 우레탄 고무를 장착하는 제조 공정은 이하와 같다.
우선, 구름 베어링의 외륜의 외주면을 샌드 블라스트 처리에 의해 러프하게 가공하고, 러프하게 가공한 외주면에 접착제를 도포한다. 다음에, 구름 베어링을 금형 내에 세트하고, 우레탄 원료(액체)를 외주면과 금형 사이에 흘려 넣어, 금형에 압력을 가하여 성형한다. 다음에, 금형 내에 있어서 고온에서 소정의 시간(경도에 따라 다르지만 반나절부터 1일 정도) 유지한다. 우레탄 고무를 고온에서 경화시킴과 함께, 접착제에 고온을 가하여 우레탄 고무를 외주면에 가황 접착한다. 가황 접착 후에, 우레탄의 외주면을 연마에 의해 소정의 치수, 정밀도로 마무리한다. 이것에 의해, 구름 베어링의 외륜의 외주면에 우레탄 고무가 피복된다(예를 들면, 특허 문헌 1 참조).
그러나, 종래의 구름 베어링에서는 이하와 같은 과제가 있다.
즉, 금형 내에서 우레탄 고무를 장시간에 걸쳐 경화시킬 필요가 있어, 외륜의 외주면으로의 접착제의 도포에 시간이 걸려, 우레탄 고무의 경화 후에 우레탄의 외주면을 연마에 의해 소정의 치수, 정밀도로 마무리할 필요가 있다.
따라서, 우레탄 고무가 외주면에 피복된 구름 베어링을 대량 생산하는 경우에는, 우레탄 고무를 외주면에 피복하기 위한 설비를 다수 구비할 필요가 있어, 설비비가 커진다. 또, 외륜의 외주면을 샌드 블라스트로 러프하게 가공하는 공정이나, 러프하게 가공한 외주면에 접착제를 도포하는 공정이 필요하다. 이 때문에, 우레탄 고무가 피복된 구름 베어링을, 염가로 대량으로 제조하는 것은 어렵다.
본 발명은, 이러한 사정에 고려하여 이루어진 것으로, 그 목적은, 염가로 대량으로 제조할 수 있고, 피복층이 금속 부재에 충분히 고정되어, 신뢰성이 높은 구조체를 제공하는 것이다.
상기의 과제를 해결하기 위해 본 발명의 일 양태에 따른 구조체는, 금속 부재와, 상기 금속 부재 상에 형성된 피복층을 구비한 구조체로서, 상기 피복층은, 상기 금속 부재 상에 형성된 제1 재료층과, 상기 제1 재료층 상에 형성된 제2 재료층을 구비하고, 상기 제1 재료층은, 비결정성 열가소성 수지와 열가소성 엘라스토머를 포함하고, 상기 제2 재료층은, 열가소성 엘라스토머를 포함하며, 상기 제2 재료층은, 상기 제1 재료층보다 부드러운 재료인 것을 특징으로 한다.
이 구성에 의하면, 제1 재료층에 비결정성 열가소성 수지를 함유시킴으로써, 제2 재료층과의 열융착성이 높아져, 제2 재료층이 제1 재료층에 충분히 고정된다. 또, 제1 재료층에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층 상에 제2 재료층을 성형할 때의 열에 의해, 제1 재료층의 웰드부에 깨짐이나 크랙이 생기는 것을 억제할 수 있다. 그 결과, 제1 재료층의 뽑아냄력이 저하되기 어려워져, 제1 재료층이 금속 부재에 충분히 고정된다. 이에 더하여, 제1 재료층과 제2 재료층을 한층 양호하게 열융착할 수 있다. 그 결과, 제2 재료층을 제1 재료층에 한층 강고하게 고정할 수 있어, 제2 재료층이 금속 부재로부터 탈락하는 것을 한층 확실히 방지할 수 있다. 따라서, 피복층이 금속 부재에 충분히 고정되어, 신뢰성이 높은 구조체를 얻을 수 있다.
또, 제2 재료층에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층에 제2 재료층을 열융착에 의해 강고하게 고정할 수 있다. 따라서, 종래 필요로 했었던, 샌드 블라스트 가공 공정이나, 접착제에 의한 도포 공정을 불필요하게 할 수 있다. 이것에 의해, 구조체를 염가로 대량으로 제조할 수 있다.
또, 제2 재료층을 제1 재료층보다 부드러운 재료로 함으로써, 제1 재료층에 단단한 재료를 사용할 수 있다. 부드러운 재료란, 굽힘 탄성률, 경도(예를 들면, 듀로 경도 A(듀로미터 경도 A))가 작은 재료를 말한다. 단단한 재료란, 굽힘 탄성률, 경도(예를 들면, 듀로 경도 A(듀로미터 경도 A))가 큰 재료를 말한다.
또, 제2 재료층을 제1 재료층보다 부드러운 재료로 함으로써, 제2 재료층을 제1 재료층에 열융착에 의해 한층 강고하게 고정할 수 있다. 이에 더하여, 예를 들면 구조체가 베어링일 때, 외륜으로 지폐나 표 등의 반송물을 반송하는 경우나, 베어링을 이동체의 차륜으로서 접촉물을 따라 굴릴 수 있는 경우에, 제2 재료층에서 소리(노이즈)를 저감할 수 있다.
또, 상기 제1 재료층은, 무기 섬유를 더 포함하는 것이 바람직하다.
이 구성에 의하면, 제2 재료층이 제1 재료층에 의해 강고하게 고정된다.
또, 상기 제2 재료층에 포함되는 열가소성 엘라스토머의 융점을 Tm, 상기 제1 재료층에 포함되는 비결정성 열가소성 수지의 유리 전이 온도를 Tg로 했을 때에, 하기 식 (1)를 만족하는 것이 바람직하다.
Tm≥Tg-5···(1)
이 구성에 의하면, 제2 재료층이 제1 재료층에 의해 강고하게 고정된다.
또, 상기 제1 재료층에 포함되는 열가소성 엘라스토머와, 상기 제2 재료층에 포함되는 열가소성 엘라스토머가 동일한 종류인 것이 바람직하다.
이 구성에 의하면, 제2 재료층이 제1 재료층에 의해 강고하게 고정된다.
또, 상기 비결정성 열가소성 수지가 폴리카보네이트 수지인 것이 바람직하다.
이 구성에 의하면, 제1 재료층의 뽑아냄력이 보다 저하되기 어려워져, 제1 재료층이 금속 부재에 의해 강고하게 고정된다.
또, 상기 제1 재료층에 포함되는 열가소성 엘라스토머의 함유량이, 상기 제1 재료층의 총 질량에 대해 1~14질량%인 것이 바람직하다.
이 구성에 의하면, 제1 재료층의 웰드부에 깨짐이나 크랙이 생기는 것을 보다 억제할 수 있다. 그 결과, 제1 재료층의 뽑아냄력이 보다 저하되기 어려워져, 제1 재료층이 금속 부재에 의해 강고하게 고정된다. 이에 더하여, 성형 시의 수축률이 커지기 어려워, 정밀한 성형이 용이해진다.
본 발명에 의하면, 염가로 대량으로 제조할 수 있으며, 피복층이 금속 부재에 충분히 고정되어, 신뢰성이 높은 구조체를 제공할 수 있다.
도 1은 본 발명의 제1 실시 형태에 따른 구조체로서의 베어링을 나타내는 단면도이다.
도 2는 본 발명의 제1 실시 형태에 따른 베어링의 변형예를 나타내는 측면도이다.
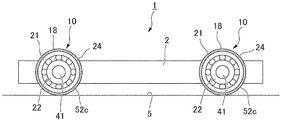
도 3은 본 발명의 제1 실시 형태에 따른 베어링을 구비한 이동체를 나타내는 측면도이다.
도 4는 본 발명의 제2 실시 형태에 따른 구조체로서의 베어링을 나타내는 단면도이다.
도 5는 본 발명의 제3 실시 형태에 따른 구조체로서의 베어링을 나타내는 단면도이다.
도 6은 본 발명의 제4 실시 형태에 따른 구조체를 나타내는 단면도이다.
도 7a는 제2 재료층의 뽑아냄력의 측정 방법을 설명하는 단면도이다.
도 7b는 제1 재료층의 뽑아냄력의 측정 방법을 설명하는 단면도이다.
도 8은 열가소성 엘라스토머에 티탄산 칼륨 섬유를 함유시킨 상태의 특성을 나타내는 그래프이다.
도 2는 본 발명의 제1 실시 형태에 따른 베어링의 변형예를 나타내는 측면도이다.
도 3은 본 발명의 제1 실시 형태에 따른 베어링을 구비한 이동체를 나타내는 측면도이다.
도 4는 본 발명의 제2 실시 형태에 따른 구조체로서의 베어링을 나타내는 단면도이다.
도 5는 본 발명의 제3 실시 형태에 따른 구조체로서의 베어링을 나타내는 단면도이다.
도 6은 본 발명의 제4 실시 형태에 따른 구조체를 나타내는 단면도이다.
도 7a는 제2 재료층의 뽑아냄력의 측정 방법을 설명하는 단면도이다.
도 7b는 제1 재료층의 뽑아냄력의 측정 방법을 설명하는 단면도이다.
도 8은 열가소성 엘라스토머에 티탄산 칼륨 섬유를 함유시킨 상태의 특성을 나타내는 그래프이다.
이하, 본 발명에 따른 실시 형태에 대해서 도면을 참조하여 설명한다. 제1 실시 형태~제3 실시 형태에 있어서는, 구조체를 베어링(10, 130, 140)으로서 설명한다.
[제1 실시 형태]
도 1은, 제1 실시 형태에 따른 베어링(10)의 단면도이다.
도 1에 나타내는 바와 같이, 베어링(10)은, 륜체(12), 복수의 전동체(14), 리테이너(16) 및 피복층(18)을 구비하는 구름 베어링이다.
륜체(12)는, 외륜(21) 및 내륜(22)을 구비한다. 외륜(21)과 내륜(22)은, 베어링(10)의 축선(O)과 동일축 상에 배치되어 있다. 내륜(22)은, 외륜(21)의 경방향의 내측에 배치된다.
복수의 전동체(14)는, 륜체(12)를 구성하는 외륜(21)과 내륜(22) 사이에 있어서, 환형으로 배치된다. 리테이너(16)는, 복수의 전동체(14)를 둘레방향으로 균등 배열시킨 상태로 전동 가능하게 유지한다.
외륜(21)은, 예를 들면 스테인리스, 베어링강 등의 금속 재료로 이루어지는 금속 부재이다. 외륜(21)은, 원통형의 부재이며, 예를 들면 단조나 절삭, 연삭 등의 기계 가공 등에 의해 형성된다. 외륜(21)은, 외주면(즉, 원형으로 형성된 외면)(24), 내주면(25), 중앙부(26), 한 쌍의 외측부(27)를 가진다.
외주면(24)은, 외륜(21)의 경방향 외측에 환형으로 형성되어 있다. 내주면(25)은, 외륜(21)의 경방향 내측에 환형으로 형성되어 있다. 중앙부(26)는, 축선(O) 방향의 중앙에 형성되어 있다. 중앙부(26)는, 내주면(25) 중 축선(O) 방향 중앙의 부위(25a)가 외륜(21)의 외주면(24)으로부터 경방향 내측에 간격(T1)을 두고 형성되어 있다. 외주면(24) 중 중앙부(26)에 상당하는 부위에는, 둘레방향으로 연장되는 홈부(28)로서 오목부가 형성되어 있다.
홈부(28)는, 외주면(24)으로부터 경방향 내측에 최심 부위(28a)를 가진다. 최심 부위(28a)는, 홈부(28) 중 가장 깊은 부위이다. 홈부(28)는, 단면 형상에 있어서, 외주면(24)측으로부터 최심 부위(28a)까지 홈 폭 치수(L1)가 점차 작아지도록 형성되어 있다.
일례로서, 홈부(28)는, 외륜(21)의 축선(O) 방향의 중앙에 있어서 단면 형상이 곡면으로 형성되어, 외륜(21)의 경방향 외측에 개구되어 있다. 홈부(28)는, 외륜(21)의 축선(O) 방향의 중앙에 대해 대칭의 형상으로 형성되어 있다.
한 쌍의 외측부(27)는, 중앙부(26)로부터 축선(O) 방향 외측에서, 외륜(21)의 축선(O) 방향의 중앙에 대해 대칭으로 형성되어 있다. 한 쌍의 외측부(27)는, 내주면(25) 중 축선(O) 방향 외측의 부위가 외륜(21)의 외주면(24)으로부터 경방향 내측에 간격(T2)을 두고 형성되어 있다. 중앙부(26)의 간격(T1)은, 한 쌍의 외측부(27)의 간격(T2)에 비해 크게 설정되어 있다. 즉, 중앙부(26)의 두께 치수는, 한 쌍의 외측부(27)의 두께 치수보다 크다.
내주면(25) 중 중앙부(26)의 부위(25a)에는, 외륜 전동면(29)이 형성되어 있다. 외륜 전동면(29)은, 전동체(14)의 외표면을 따르도록 측면 단면이 원호형으로 형성되어 있다. 외륜 전동면(29)의 단면에 있어서의 곡률 반경은, 전동체(14)의 외표면의 곡률 반경과 대략 동일하거나, 약간 커지도록 형성된다. 외륜 전동면(29)은, 외륜(21)의 내주면(25)의 전체 둘레에 걸쳐 형성되어 있다. 외륜 전동면(29)은, 복수의 전동체(14)의 외표면이 맞닿음 가능하다.
외륜 전동면(29)은, 축선(O) 방향의 중앙에 형성되어, 외주면(24)의 경방향에 있어서 홈부(28)와 겹치는 위치에 배치되어 있다.
그런데, 홈부(28)는, 축선(O) 방향의 중앙에 형성되어, 외륜 전동면(29)과 외주면(24)의 경방향에 있어서 겹치는 위치에 배치되어 있다. 한편, 홈부(28)는 단면 형상이 곡면으로 형성되어 있다. 따라서, 외륜(21)의 변형이나 홈부(28)에 의한 외륜(21)의 강성 저하가 외륜 전동면(29)에 미치는 영향을 억제할 수 있다.
또한, 홈부(28)의 단면 형상을 곡면으로 형성함으로써, 홈부(28)의 저면에 평탄부를 가지지 않는다. 이것에 의해, 홈부(28)를 절삭공구로 가공할 때에, 절삭공구의 절삭 저항을 작게 억제할 수 있어, 홈부(28)의 가공이 용이하게 된다. 또한, 절삭공구의 절삭 저항을 작게 억제함으로써 절삭공구의 수명을 늘릴 수 있다.
이에 더하여, 홈부(28)는, 외륜(21)의 축선(O) 방향의 중앙에 대해 대칭의 형상으로 형성되어 있다. 외륜(21)의 외주면(24) 중앙에 홈부(28)가 균형 있게 형성되어 있다. 이것에 의해, 외륜(21)의 변형이나 홈부(28)에 의한 외륜(21)의 강성 저하가 외륜 전동면(29)에 미치는 영향을 한층 양호하게 억제할 수 있다.
여기서, 홈부(28)가 외륜(21)의 축선(O) 방향의 중앙에 설치되며, 외륜 전동면(29)도 외륜(21)의 축선(O) 방향의 중앙에 설치되어 있다. 이것에 의해, 외륜(21)의 담금질 등의 열처리에 의한 변형의 영향을 적게 억제할 수 있다. 특히, 외륜(21)은, 중앙부(26)의 두께 치수가 한 쌍의 외측부(27)의 두께 치수보다 크게 형성되어 있다. 중앙부(26)의 두께 치수가 큰 부위에 홈부(28)가 형성되어 있다. 이것에 의해, 홈부(28)를 형성하는 두께 치수를 확보할 수 있다.
또한, 홈부(28)는, 단면 형상이 곡면으로 형성되어 있다. 한편, 외륜 전동면(29)도 단면 형상이 곡면으로 형성되어 있다. 즉, 홈부(28)는 외륜 전동면(29) 과 동일 형상으로 형성되어 있다. 이것에 의해, 외륜(21)의 담금질 등의 열처리에 의한 변형의 영향을 한층 적게 억제할 수 있다.
또한, 제1 실시 형태에 있어서는, 홈부(28)를 단면 곡면으로 형성한 예에 대해서 설명했지만, 이것에 한정되지 않고, 그 외의 예로서, 단면 V자면, 단면 U자면 등의 형상으로 형성해도 된다. 홈부(28)를 단면 V자면, 단면 U자면 등으로 형성한 경우도, 제1 실시 형태와 동일한 효과를 얻을 수 있다.
내륜(22)은, 예를 들면 스테인리스 등의 금속 재료로 이루어지는 금속 부재이다. 내륜(22)은, 축선(O) 방향으로 소정의 두께 치수를 가지는, 대략 원통형의 부재이며, 예를 들면 단조나 기계 가공 등에 의해 형성되어 있다.
내륜(22)의 외주면(32)에 있어서의 축선(O) 방향의 중간부에는, 내륜 전동면(33)이 형성된다. 내륜 전동면(33)은, 전동체(14)의 외표면을 따르도록 측면 단면이 원호형으로 형성되어 있다. 내륜 전동면(33)의 단면에 있어서의 곡률 반경은, 전동체(14)의 외표면의 곡률 반경과 대략 동일하거나, 약간 커지도록 형성된다. 내륜 전동면(33)은, 내륜(22)의 외주면(32)의 전체 둘레에 걸쳐 형성되어 있다. 내륜 전동면(33)은, 복수의 전동체(14)의 외표면이 맞닿음 가능하다.
내륜(22)이 지지축(41)에 고정됨으로써, 피복층(18)이 외륜(21)과 함께 회전한다. 피복층(18)을 구성하는 제2 재료층(44)의 피복 외주면(52c)은, 예를 들면, 지폐나 표 등을 반송하는 면, 또는 접촉물(5)(도 3 참조)을 구르게 하는 면이다.
전동체(14)는, 스테인리스, 베어링강 등의 금속 재료나 지르코니아 등의 세라믹 재료 등에 의해 구형으로 형성된다. 전동체(14)는, 외륜(21)의 외륜 전동면(29) 및 내륜(22)의 내륜 전동면(33) 사이에 복수개 배치되고, 외륜 전동면(29) 및 내륜 전동면(33)을 따라 전동한다. 복수의 전동체(14)는, 리테이너(16)에 의해, 전동 가능하게 둘레방향을 따라 환형으로 균등 배열된다. 베어링(10)에는 윤활용의 그리스가 봉입되어 있다.
외륜(21)의 외주면(24)에는 피복층(18)이 형성되어 있다. 피복층(18)은, 제1 재료층(43)과, 제2 재료층(44)을 구비하고 있다. 제2 재료층(44)은, 피복층(18)의 외주면층을 형성한다.
제1 재료층(43)은, 외륜(21)의 외주면(24) 중, 축선(O) 방향의 중앙에 형성되어 있다. 제1 재료층(43)은, 외륜(21)의 외주면(24) 중, 축선(O) 방향의 중앙에 사출 성형에 의해 인서트 성형된다. 제1 재료층(43)은, 제1 외주면(46), 제1 내주면(47), 한 쌍의 측면(48, 49)을 가진다. 이하, 한 쌍의 측면(48, 49) 중 한쪽의 제1 측면을 제1 측면(48), 다른쪽의 측면을 제2 측면(49)이라고 한다.
제1 내주면(47)은, 외륜(21)의 외주면(24) 및 홈부(28)에 인서트 성형에 의해 고정되어 있다. 제1 외주면(46)은, 외륜(21)의 외주면(24)에 대해 소정의 두께 치수가 되도록 원호형으로 형성되어 있다. 즉, 제1 외주면(46)은, 베어링(10)의 축선(O) 방향에 있어서, 축선(O)과 평행이 되도록 직선형으로 형성되어 있다.
제1 측면(48)은, 제1 외주면(46)의 일단과 제1 내주면(47)의 일단을 연결하여, 베어링(10)의 축선(O) 방향에 대해 교차하도록 형성된 면이다. 제1 측면(48)은, 외주면(24)의 제1 단가장자리(24a)로부터 축선(O) 방향에 있어서 외주면(24)의 중앙측에 간격(S1)을 두고 형성되어 있다. 제2 측면(49)은, 외주면(24)의 제2 단가장자리(24b)로부터 축선(O) 방향에 있어서 외주면(24)의 중앙측에 간격(S1)을 두고 형성되어 있다.
제1 재료층(43)은, 비결정성 열가소성 수지와 열가소성 엘라스토머를 포함한다.
비결정성 열가소성 수지는 열가소성 엘라스토머와의 열융착성이 우수하다. 제1 재료층(43)이 비결정성 열가소성 수지를 포함함으로써, 후술하는 제2 재료층(44)에 포함되는 열가소성 엘라스토머와의 열융착성이 높아져, 제1 재료층(43)과 제2 재료층(44)이 열융착되어, 제2 재료층(44)이 제1 재료층(43)에 충분히 고정된다.
또, 제1 재료층(43)이 열가소성 엘라스토머를 포함함으로써, 제1 재료층 상에 제2 재료층을 성형할 때의 열에 의해, 제1 재료층의 웰드부에 깨짐이나 크랙이 생기는 것을 억제할 수 있다. 그 결과, 제1 재료층의 뽑아냄력이 저하되기 어려워져, 제1 재료층(43)이 외륜(21)에 충분히 고정된다. 제1 재료층(43)과 제2 재료층(44)을 한층 양호하게 열융착할 수 있다. 이것에 의해, 제2 재료층(44)을 제1 재료층(43)에 한층 강고하게 고정할 수 있어, 제2 재료층(44)이 외륜(21)의 외주면(24)으로부터 탈락하는 것을 한층 확실히 방지할 수 있다. 따라서, 피복층(18)이 외륜(21)에 충분히 고정되어, 신뢰성이 높은 베어링(10)을 얻을 수 있다.
비결정성 열가소성 수지란, 유리 전이 온도를 가지며, 융점이나 융해열을 나타내지 않는 열가소성 수지(단, 후술하는 열가소성 엘라스토머를 제외한다.)를 말한다. 또한, 비결정성 열가소성 수지에는, 명확한 융점이나 측정 가능한 융해열을 나타내지 않지만, 천천히 냉각하는 경우에는 다소의 결정성을 나타내는 것을 포함하는 것으로 한다. 비결정성 열가소성 수지의 유리 전이 온도, 융점 및 융해열은, 시차주사 열량계(DSC)를 이용하여 측정할 수 있으며, 시차주사 열량계(DSC)를 이용하여 측정되는 융해열이, 1cal/g 미만인 것을 비결정성 열가소성 수지라고 정의한다.
비결정성 열가소성 수지의 유리 전이 온도는, 내열성의 관점에서 50℃ 이상이 바람직하고, 70℃ 이상이 보다 바람직하고, 130℃ 이상이 더 바람직하다. 한편, 성형성의 관점에서는, 비결정성 열가소성 수지의 유리 전이 온도는 250℃ 이하가 바람직하고, 200℃ 이하가 보다 바람직하고, 170℃ 이하가 더 바람직하다.
비결정성 열가소성 수지로서는, 폴리카보네이트 수지, 아크릴로니트릴-부타디엔-스티렌(ABS) 수지, 폴리스티렌 수지, 폴리페닐렌에테르 수지, 방향족 폴리설폰 수지, 방향족 폴리에테르설폰 수지, 방향족 비결정성 폴리아미드 수지, 폴리에테르이미드 수지 등을 들 수 있다. 이들 중에서도 제1 재료층(43)의 뽑아냄력이 보다 저하되기 어려워져, 제1 재료층(43)이 외륜(21)에 의해 강고하게 고정되는 관점에서, 폴리카보네이트 수지가 바람직하다.
폴리카보네이트 수지의 종류에는 특별히 제한없으며, 공지의 것을 이용할 수 있다. 또, 폴리카보네이트 수지는, 관용의 방법(예를 들면, 포스겐법, 에스테르 교환법 등)에 의해 제조할 수 있다. 또한, 본 명세서에 있어서 폴리카보네이트 수지란, 하기 일반식 (i)로 표시되는 구조 단위를 가지는 기본 구조의 중합체를 의미한다.

식 (i) 중, X1은 2가의 탄화수소기이며, n은 1 이상의 수이다. 2가의 탄화수소기는, 다양한 특성을 부여하는 목적으로, 그 쇄 중에 헤테로 원자나 헤테로 결합이 도입되어 있어도 된다.
폴리카보네이트 수지는, 방향족 폴리카보네이트 수지(방향족 디히드록시 화합물을 중합 성분으로 하는 폴리카보네이트 수지), 지방족 폴리카보네이트 수지(지방족 디히드록시 화합물을 중합 성분으로 하는 폴리카보네이트 수지)로 분류되지만, 내열성, 기계적 물성, 전기적 특성 등의 관점에서, 방향족 폴리카보네이트 수지가 바람직하다.
폴리카보네이트 수지는 1종류를 이용해도 되고, 2종류 이상을 임의의 조합 및 임의의 비율로 병용해도 된다. 또한, 폴리카보네이트 수지는, 본 발명이 우수한 특성을 해치지 않는 범위에 있어서, 다른 수지와 혼합하여 알로이화하여 얻을 수 있는 수지로서 이용해도 된다. 알로이화할 때에 이용하는 다른 수지로서는, 예를 들면, 아크릴로니트릴-스티렌 수지, ABS 수지, 폴리에틸렌테레프탈레이트 수지, 폴리부틸렌테레프탈레이트 수지 등을 들 수 있다.
비결정성 열가소성 수지의 멜트 플로우 레이트(이하 「MFR」라고 약기한다.)값은, 예를 들면, 비결정성 열가소성 수지로서 폴리카보네이트 수지를 이용한 경우, 성형성의 관점에서, 280℃, 하중 2.16kg의 조건으로 측정한 MFR값이 0.1g/10min 이상인 것이 바람직하고, 15g/10min 이상인 것이 바람직하고, 30g/10min 이상인 것이 보다 바람직하다. 한편, 열가소성 엘라스토머와의 상용성의 관점에서, 280℃, 하중 2.16kg의 조건으로 측정한 MFR값이 130g/10min 이하인 것이 바람직하고, 100g/10min 이하인 것이 보다 바람직하고, 80g/10min 이하인 것이 더 바람직하고, 60g/10min 이하인 것이 특히 바람직하다.
비결정성 열가소성 수지의 MFR값은, JIS K 7210에 준거하여 측정되는 값이다.
열가소성 엘라스토머란, 상온(20℃)에서는 고무형 탄성을 가지며, 가열하면 가역성을 나타내는 엘라스토머이다. 즉, 분자 중에, 탄성을 가지는 고무 성분(소프트 세그먼트)과 소성 변형을 방지하기 위한 분자 구속 성분(하드 세그먼트)의 양 성분을 가지고 있다.
열가소성 엘라스토머로서는, 소프트 세그먼트 및 하드 세그먼트의 종류에 따라, 예를 들면 스티렌계 열가소성 엘라스토머(TPS), 올레핀계 열가소성 엘라스토머(TPO), 염화 비닐계 열가소성 엘라스토머(PPVC), 우레탄계 열가소성 엘라스토머(TPU), 폴리에스테르계 열가소성 엘라스토머(TPEE) 등을 들 수 있다. 기계적 강도, 내마모성의 관점에서 TPU, TPEE, TPS가 바람직하고, TPEE가 보다 바람직하다.
TPU는, 내마모성이 가장 우수하지만 성형성에 문제가 있어, 흡습성이 높고 충분한 건조가 필요하다. 또한, 어닐링 처리도 필요하고, 제조에 시간이 걸림과 함께 성형 정밀도에도 문제가 있다. 또, TPU는, 기계적 강도나 내마모성이 열가소성 엘라스토머 중에서 가장 우수하다. 이 때문에, TPU는, 피복층(18)에 기계적 강도나 내마모성의 특성이 필요한 경우에 사용된다.
TPEE는, TPU 이외의 열가소성 엘라스토머 중에서는 내마모성, 기계적 강도가 가장 우수함과 함께, 비결정성 열가소성 수지와의 열융착성에도 우수하다. 또, TPEE는, 흡습성도 낮고, 성형성도 양호하기 때문에 피복층(18)의 재료로서 최적이다.
열가소성 엘라스토머는, 소프트 세그먼트에 의거하는 유연성을 가지지만, 이 유연성은, JIS K 6253에 준거하여 측정한 듀로 경도 A(타입 A 듀로미터 경도)로서 나타낼 수 있다. 상기 듀로 경도 A는, 10 이상인 것이 바람직하고, 30 이상인 것이 보다 바람직하고, 45 이상인 것이 더 바람직하고, 55 이상인 것이 특히 바람직하고, 95 이하인 것이 바람직하고, 85 이하인 것이 보다 바람직하다.
열가소성 엘라스토머의 MFR값은, 예를 들면, 열가소성 엘라스토머로서 TPEE를 이용한 경우, 성형성의 관점에서, 280℃, 하중 2.16kg의 조건으로 측정한 MFR값이 0.1g/10min 이상인 것이 바람직하고, 15g/10min 이상인 것이 바람직하고, 30g/10min 이상인 것이 보다 바람직하다. 한편, 비결정성 열가소성 수지와의 상용성의 관점에서, 280℃, 하중 2.16kg의 조건으로 측정한 MFR값이 100g/10min 이하인 것이 바람직하고, 85g/10min 이하인 것이 보다 바람직하고, 60g/10min 이하인 것이 더 바람직하다.
열가소성 엘라스토머의 MFR값은, JIS K 7210에 준거하여 측정할 수 있다.
열가소성 엘라스토머는, 융점이 관측되는 것이 바람직하다. 열가소성 엘라스토머의 융점은, 내열성이 향상되는 관점에서, 100℃ 이상이 바람직하고, 110℃ 이상이 보다 바람직하고, 120℃ 이상이 더 바람직하다. 한편, 성형성의 관점에서는, 열가소성 엘라스토머의 융점은 210℃ 이하가 바람직하고, 180℃ 이하가 보다 바람직하고, 160℃ 이하가 더 바람직하다.
여기서, 열가소성 엘라스토머가, 2종 이상의 하드 세그먼트가 존재하는 등에서 융점이 2개 이상 존재하는 경우, 열가소성 엘라스토머를 충분히 용융시켜 제1 재료층(43)을 성형한다는 관점에서, 가장 온도가 높은 융점을 열가소성 엘라스토머의 융점으로서 취급하는 것으로 한다.
열가소성 엘라스토머의 융점은, DSC를 이용하여 측정되는 값이다.
열가소성 엘라스토머는, 상기 구조, 특성 등을 만족하는 것이면 2종 이상을 조합하여 이용할 수도 있다.
제1 재료층(43)에 포함되는 열가소성 엘라스토머의 함유량은, 제1 재료층(43)의 총 질량(즉, 제1 재료층(43)에 포함되는 모든 성분의 총 질량)에 대해 1~14질량%가 바람직하고, 2~12질량%가 보다 바람직하다. 열가소성 엘라스토머의 함유량이 1질량% 이상이면, 제1 재료층(43)의 웰드부에 깨짐이나 크랙이 생기는 것을 보다 억제할 수 있다. 그 결과, 제1 재료층(43)의 뽑아냄력이 보다 저하되기 어려워져, 제1 재료층(43)이 외륜(21)에 의해 강고하게 고정된다. 열가소성 엘라스토머의 함유량이 14질량% 이하이면, 성형 시의 수축률이 커지기 어려워, 정밀한 성형이 용이해진다.
비결정성 열가소성 수지와 열가소성 엘라스토머의 질량비는, 비결정성 열가소성 수지:열가소성 엘라스토머=70:30~99:1이 바람직하고, 85:15~95:5가 보다 바람직하다. 비결정성 열가소성 수지와 열가소성 엘라스토머의 질량비가 상기 범위 내이면, 제1 재료층(43)의 외륜(21)에 대한 고정력과, 제2 재료층(44)에 대한 고정력의 균형이 우수하다.
제1 재료층(43)은, 무기 섬유를 더 포함하는 것이 바람직하다. 제1 재료층(43)이 무기 섬유를 더 포함함으로써, 제2 재료층(44)이 제1 재료층(43)에 의해 강고하게 고정된다. 이에 더하여, 제1 재료층(43)의 마모량을 줄일 수 있다.
무기 섬유로서는, 섬유형 입자로 구성되는 분말인 것이 바람직하고, 평균 섬유 길이가 1~300μm이며, 또한 평균 종횡비가 3~200인 것이 보다 바람직하다. 무기 섬유의 평균 섬유 길이는, 1~200μm가 보다 바람직하고, 3~100μm가 더 바람직하고, 5~50μm가 특히 바람직하다. 무기 섬유의 평균 종횡비는, 3~100이 보다 바람직하고, 5~50이 더 바람직하고, 8~40이 특히 바람직하다. 상기 범위의 평균 섬유 길이 및 평균 종횡비를 가지는 무기 섬유를 이용함으로써, 제2 재료층(44)이 제1 재료층(43)에 의해 강고하게 고정된다.
무기 섬유의 평균 섬유 길이 및 평균 섬유 직경은, 주사형 전자현미경(SEM)의 관찰에 의해 측정할 수 있으며, 평균 종횡비(평균 섬유 길이/평균 섬유 직경)는 평균 섬유 길이 및 평균 섬유 직경으로부터 산출할 수 있다. 예를 들면, 주사형 전자현미경(SEM)에 의해, 복수의 무기 섬유를 촬영하고, 그 관찰 이미지로부터 무기 섬유를 임의로 300개 선택하고, 그들의 섬유 길이 및 섬유 직경을 측정하여, 섬유 길이 전체를 적산하여 개수로 나눈 것을 평균 섬유 길이로 하고, 섬유 직경 전체를 적산하여 개수로 나눈 것을 평균 섬유 직경으로 할 수 있다.
무기 섬유의 구체예로서는, 유리 섬유, 탄소 섬유, 티탄산 칼륨 섬유, 월라스토나이트 섬유, 붕산 알루미늄 섬유, 붕산 마그네슘 섬유, 조노틀라이트 섬유, 산화 아연 섬유, 염기성 황산 마그네슘 섬유 등을 들 수 있다. 이들 중에서도, 얻어지는 성형체의 슬라이딩 시의 상대재로의 공격성, 성형기의 마모, 기계적 특성의 관점에서, 티탄산 칼륨 섬유, 월라스토나이트 섬유가 바람직하다.
티탄산 칼륨 섬유로서는, 종래 공지의 것을 널리 사용할 수 있으며, 4티탄산 칼륨, 6티탄산 칼륨, 8티탄산 칼륨 등을 들 수 있다.
티탄산 칼륨의 치수는, 상술한 무기 섬유의 치수의 범위이면 특별히 제한은 없지만, 통상, 평균 섬유 직경은 0.01~1μm가 바람직하고, 0.05~0.8μm가 보다 바람직하고, 0.1~0.7μm가 더 바람직하다. 평균 섬유 길이는 1~50μm가 바람직하고, 3~30μm가 보다 바람직하고, 10~20μm가 더 바람직하다. 평균 종횡비는 10 이상 바람직하고, 10~100이 보다 바람직하고, 15~35가 더 바람직하다.
월라스토나이트 섬유는, 메타 규산 칼슘으로 이루어지는 무기 섬유이다.
월라스토나이트의 치수는, 상술한 무기 섬유의 치수의 범위이면 특별히 제한은 없지만, 통상, 평균 섬유 직경은 0.1~15μm가 바람직하고, 1~10μm가 보다 바람직하고, 2~7μm가 더 바람직하다. 평균 섬유 길이는 3~180μm가 바람직하고, 10~100μm가 보다 바람직하고, 20~40μm가 더 바람직하다. 평균 종횡비는 3 이상이 바람직하고, 3~30이 보다 바람직하고, 5~15가 더 바람직하다.
무기 섬유는 1종류를 이용해도 되고, 2종류 이상을 임의의 조합 및 임의의 비율로 병용해도 된다.
제1 재료층(43)에 포함되는 무기 섬유의 함유량은, 베어링(10)의 용도에 대응시켜 적절히 결정하면 되지만, 예를 들면, 제1 재료층(43)의 총 질량에 대해, 1~50질량%가 바람직하고, 10~40질량%가 보다 바람직하고, 20~35질량%가 더 바람직하다.
제1 재료층(43)은, 외륜(21)의 외주면(24) 및 홈부(28)에 사출 성형에 의해 형성된다. 제1 재료층(43)이 냉각될 때에, 외주면(24)에 대해 외륜(21)의 중심을 향하여(경방향으로) 밀착하도록 힘이 가해지기 때문에, 제1 재료층(43)이 외륜(21)의 외주면(24) 및 홈부(28)에 고정된다.
제1 재료층(43)은, 외주면(24)을 따라 비결정성 열가소성 수지 및 열가소성 엘라스토머를 포함하는 재료로 환형으로 형성되어 있다. 따라서, 제1 재료층(43)이 냉각되어 경화할 때의 수축에 의해, 제1 재료층(43)이 외주면(24)에 강고하게 부착된다.
제1 재료층(43)이 홈부(28)에 충전된다. 외주면(24)의 홈부(28)에 제1 재료층(43)의 돌출부(43a)가 충전됨으로써, 외주면(24)의 홈부(28)와 제1 재료층(43)의 돌출부(43a)를 요철형으로 걸어 맞추게 할 수 있다.
여기서, 제1 재료층(43)을 외륜(21)의 외주면(24) 및 홈부(28)에 인서트 성형할 때에는, 베어링(10)이 성형 몰드의 내부에 넣어지고, 외륜(21) 중, 적어도 축선(O) 방향의 단면(21a, 21b)이 성형 몰드에 접촉되어 지지된다. 이와 같이, 단면(21a, 21b)이 성형 몰드로 지지됨으로써, 제1 재료층(43)이 외륜(21)의 외주면(24) 및 홈부(28)에 인서트 성형된다. 또, 외륜(21)의 단체에 대해 제1 재료층(43)을 인서트 성형해도 상관없다.
이에 더하여, 홈부(28)에 제1 재료층(43)의 돌출부(43a)가 충전됨으로써, 홈부(28)에 충전된 돌출부(43a)가 앵커의 역할을 한다. 이것에 의해, 외륜(21)과 제1 재료층(43)이 물리적으로 걸어 맞춰져, 제1 재료층(43)을 외륜(21)의 외주면(24) 및 홈부(28)에 한층 강고하게 고정할 수 있다.
제1 재료층(43)이 외륜(21)의 외주면(24)에 설치된 상태에 있어서, 외주면(24) 중, 제1 재료층(43)의 축선(O) 방향의 양측부에 위치하는 제1측부(24c) 및 제2측부(24d)가 외부에 노출되어 있다.
제2 재료층(44)은, 제1 재료층(43)과, 외주면(24)의 제1측부(24c), 제2측부(24d)에 형성되어 있다. 제2 재료층(44)은, 외주면층(52)과, 한 쌍의 측면층(53, 54)을 가진다. 이하, 한 쌍의 측면층(53, 54) 중 한쪽의 제1 측면층을 제1 측면층(53), 다른쪽의 측면층을 제2 측면층(54)이라고 한다.
외주면층(52)은, 제1 재료층(43)의 제1 외주면(46)을 덮는 층이다. 제1 측면층(53)은, 외주면층(52)의 일단부(52a)에 연결되어, 제1 재료층(43)의 제1 측면(48)을 덮는 층이다. 제1 측면층(53)은, 외륜(21)의 외주면(24)의 제1측부(24c)에 접촉되어 있다.
제2 측면층(54)은, 외주면층(52)의 타단부(52b)에 연결되어, 제1 재료층(43)의 제2 측면(49)을 덮는 층이다. 제2 측면층(54)은, 외륜(21)의 외주면(24)의 제2측부(24d)에 접촉되어 있다.
즉, 제2 재료층(44)의 제1 측면층(53) 및 제2 측면층(54) 사이에 제1 재료층(43)의 양측면(제1 측면(48), 제2 측면(49))이 끼워 넣어져 있다.
제2 재료층(44)은, 열가소성 엘라스토머를 포함한다.
제2 재료층(44)이 열가소성 엘라스토머를 포함함으로써, 제1 재료층(43)에 포함되는 비결정성 열가소성 수지와의 열융착성이 높아져, 제1 재료층(43)과 제2 재료층(44)이 열융착되어, 제2 재료층(44)이 제1 재료층(43)에 충분히 고정된다.
열가소성 엘라스토머로서는, 제1 재료층(43)의 설명에 있어서 먼저 예시한 열가소성 엘라스토머를 들 수 있다. 그 중에서도, TPU, TPEE, TPS가 바람직하다. 특히, TPEE는, 흡습성도 낮고, 성형성도 양호하기 때문에 베어링(10)의 제2 재료층(44)의 재료로서 최적이다.
여기서, 본 명세서에 있어서, 「열융착」이란, 예를 들면, 제2 재료층(44)의 열가소성 엘라스토머가 가열에 의해 용융되어 비결정성 열가소성 수지를 포함하는 제1 재료층(43)에 부착되는 것을 말한다.
열융착은, 2색 성형 시에 특히 효과를 발휘한다.
소리(노이즈)를 억제한다는 관점에서, 제2 재료층(44)의 듀로 경도 A는 75~95가 바람직하다. 제2 재료층(44)의 듀로 경도 A가 75 이상이면, 소리(노이즈)를 양호하게 억제하면서, 또한, 제2 재료층(44)의 기계적 강도나 내마모성을 양호하게 확보할 수 있다.
듀로 경도 A는, JIS K 6253에 준거한 타입 A 듀로미터를 이용하여 측정되는 값이다.
제2 재료층(44)은, 제1 재료층(43)보다 부드러운 재료이다. 제2 재료층을 제1 재료층보다 부드러운 재료로 함으로써, 제1 재료층에 단단한 재료를 사용할 수 있다. 따라서, 외륜(21)의 외주면(24)에 제1 재료층(43)을 용융 상태로 사출 성형하고, 사출 성형 후에 용융 상태의 제1 재료층(43)이 냉각, 응고됨으로써, 환형의 제1 재료층(43)이 수축한다. 따라서, 제1 재료층(43)을 외륜(21)의 외주면(24)에 강고하게 고정할 수 있다.
여기서, 본 발명에 있어서, 「부드러운 재료」란, 제2 재료층(44)의 굽힘 탄성률 및 경도(예를 들면, 듀로 경도 A(듀로미터 경도 A)) 중 적어도 한쪽이, 제1 재료층(43)보다 작은 것을 의미한다.
굽힘 탄성률이나 경도는, 열가소성 엘라스토머나 무기 섬유의 종류나 함유량 등에 따라 조정할 수 있다.
또, 제2 재료층(44)이 제1 재료층(43)에 의해 강고하게 고정되는 관점에서, 제2 재료층(44)에 포함되는 열가소성 엘라스토머의 융점을 Tm, 제1 재료층(43)에 포함되는 비결정성 열가소성 수지의 유리 전이 온도를 Tg로 했을 때에, 하기 식 (1)을 만족하는 것이 바람직하다.
Tm≥Tg-5···(1)
또, 제2 재료층(44)이 제1 재료층(43)에 의해 강고하게 고정되는 관점에서, 제1 재료층(43)에 포함되는 열가소성 엘라스토머와, 제2 재료층(44)에 포함되는 열가소성 엘라스토머가 동일한 종류인 것이 바람직하다. 예를 들면, 제1 재료층(43)에 포함되는 열가소성 엘라스토머가 TPEE인 경우, 제2 재료층(44)에 포함되는 열가소성 엘라스토머도 TPEE인 것이 바람직하다.
또, 제2 재료층(44)은, 필요에 따라, 무기 섬유, 비결정성 열가소성 수지, 이들 이외의 첨가제(그 외의 첨가제)를 포함하고 있어도 된다.
무기 섬유로서는, 제1 재료층(43)의 설명에 있어서 먼저 예시한 무기 섬유를 들 수 있다.
비결정성 열가소성 수지로서는, 제1 재료층(43)의 설명에 있어서 먼저 예시한 비결정성 열가소성 수지를 들 수 있다.
그 외의 첨가제로서는, 예를 들면 그래파이트, 2황화 몰리브덴, 2황화 텅스텐, 보론 나이트라이드(BN), 폴리테트라플루오로에틸렌(PTFE), 폴리에틸렌 수지, 실리콘 수지 등의 슬라이딩성 개량제; 카본 블랙, 산화 티탄 등의 안료, 및 염료 등의 착색제; 이형제; 열전도제; 대전 방지제; 조핵제; 노화 방지제(산화 방지제); 자외선 흡수제; 난연제 등을 들 수 있다. 이들 그 외의 첨가제는, 1종류를 이용해도 되고, 2종류 이상을 임의의 조합 및 임의의 비율로 병용해도 된다.
이상 설명한 제1 실시 형태의 베어링(10)에 의하면, 제1 재료층(43)이 비결정성 열가소성 수지를 포함하므로, 제2 재료층(44)과의 열융착성이 높아져, 제2 재료층(44)이 제1 재료층(43)에 충분히 고정된다. 또, 제1 재료층(43)에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층(43) 상에 제2 재료층(44)을 성형할 때의 열에 의해, 제1 재료층(43)의 웰드부에 깨짐이나 크랙이 생기는 것을 억제할 수 있다. 그 결과, 제1 재료층(43)의 뽑아냄력이 저하되기 어려워져, 제1 재료층(43)이 외륜(21)에 충분히 고정된다. 이에 더하여, 제1 재료층(43)과 제2 재료층(44)을 한층 양호하게 열융착할 수 있다. 그 결과, 제2 재료층(44)을 제1 재료층(43)에 한층 강고하게 고정할 수 있어, 제2 재료층(44)이 외륜(21)으로부터 탈락하는 것을 한층 확실히 방지할 수 있다.
또한, 제1 실시 형태의 베어링(10)에서는, 외륜(21)의 외주면(24)에 홈부(28)를 설치함으로써, 제1 재료층(43)을 홈부(28)에 충전할 수 있다. 외주면(24)의 홈부(28)에 제1 재료층(43)의 돌출부(43a)가 충전됨으로써, 외주면(24)의 홈부(28)와 제1 재료층(43)의 돌출부(43a)를 요철형으로 걸어 맞추게 할 수 있다. 따라서, 제1 재료층(43)에 힘이 가해졌을 때에, 외주면(24)과 제1 재료층(43)의 요철로 제1 재료층(43)이 외륜(21)으로부터 벗어나지 않게 할 수 있다.
여기서, 제2 재료층(44)은, 제1 재료층(43)을 따라 환형으로 형성되며, 제1 재료층(43)보다 부드러운 재료이다. 따라서, 제2 재료층(44)을 제1 재료층(43)에 사출 성형(예를 들면 2색 성형)에 의해 강고하게 열융착할 수 있다.
또, 제2 재료층(44)의 제1 측면층(53) 및 제2 측면층(54) 사이에 제1 재료층(43)의 양측면(제1 측면(48), 제2 측면(49))이 끼워 넣어져 있다. 따라서, 제2 재료층(44)이 사출 성형 후에 냉각되어 수축됨으로써, 제1 재료층(43)의 제1 측면(48) 및 제2 측면(49)을, 제2 재료층(44)의 제1 측면층(53) 및 제2 측면층(54)으로 협지할 수 있다. 이것에 의해, 제2 재료층(44)을 제1 재료층(43)에 한층 강고하게 걸어 맞추게 할 수 있다.
또한, 제2 재료층(44)의 제1 측면층(53)의 내주면(53a)은, 외륜(21)의 외주면(24)의 제1측부(24c)에 고정되어 있다. 제2 재료층(44)의 제2 측면층(54)의 내주면(54a)은, 외륜(21)의 외주면(24)의 제2측부(24d)에 고정되어 있다. 즉, 제1 측면층(53) 및 제2 측면층(54)의 높이 치수(H1)가 크게 확보되어 있다.
따라서, 제1 측면(48)에 대한 제1 측면층(53)의 접촉 면적이 크게 확보되어 있다. 제2 측면(49)에 대한 제2 측면층(54)의 접촉 면적이 크게 확보되어 있다. 이것에 의해, 제2 재료층(44)이 냉각되어 수축됨으로써, 제1 측면(48) 및 제2 측면(49)의 전역을 제1 측면층(53) 및 제2 측면층(54)으로 협지할 수 있다. 이 결과, 제2 재료층(44)을 제1 재료층(43)에 한층 강고하게 걸어 맞추게 할 수 있다. 따라서, 제2 재료층(44)에 축선(O) 방향의 힘이나, 외륜(21)의 외주면(24)으로부터 젖혀지는 방향의 힘이 가해진 경우에도, 제2 재료층(44)이 외륜(21)의 외주면(24)으로부터 벗겨지기 어렵게 할 수 있다.
이와 같이, 외륜(21)의 외주면(24)과 제2 재료층(44) 사이에, 제2 재료층(44)보다 단단한 재료인 제1 재료층(43)을 개재시킴으로써, 제2 재료층(44)을, 제1 재료층(43)을 개재하여 외륜(21)의 외주면(24)에 한층 강고하게 걸어 맞추게 할 수 있다. 이것에 의해, 제1 재료층(43) 및 제2 재료층(44)이 외륜(21)의 외주면(24)으로부터 탈락하는 것을 방지할 수 있다.
또한, 제2 재료층(44)을, 제1 재료층(43)을 개재하여 외륜(21)의 외주면(24)에 강고하게 걸어 맞추게 함으로써, 종래 필요로 했었던, 샌드 블라스트 가공 공정이나, 접착제에 의한 도포 공정을 불필요하게 할 수 있다.
또, 제1 재료층(43) 및 제2 재료층(44)을, 예를 들면 2색 성형으로 사출 성형할 때에, 제1 재료층(43)에 포함되는 비결정성 열가소성 수지 및 열가소성 엘라스토머와, 제2 재료층(44)에 포함되는 열가소성 엘라스토머를, 우레탄 고무와 같이 금형 내에서 장시간에 걸쳐 경화시킬 필요가 없다. 즉, 제1 재료층(43) 및 제2 재료층(44)을 사출 성형할 때에, 우레탄 고무와 같이 금형 내에서 장시간에 걸쳐 경화시키는 공정을 불필요하게 할 수 있다.
이것에 의해, 외륜(21)의 외주면(24)에 피복층(18)(제1 재료층(43), 제2 재료층(44))이 형성된 베어링(10)을 염가로 대량으로 제조할 수 있다.
상술한 바와 같이, 피복층(18)의 제1 재료층(43) 및 제2 재료층(44)은, 예를 들면 2색 성형으로 형성된다. 구체적으로는, 외륜(21)의 외주면(24)에 제1 재료층(43)이 비결정성 열가소성 수지 및 열가소성 엘라스토머의 사출 성형에 의해 인서트 성형된다. 제1 재료층(43)이 인서트 성형된 후, 제2 재료층(44)이 열가소성 엘라스토머의 사출 성형에 의해 인서트 성형된다.
제1 재료층(43)이나 제2 재료층(44)을 사출 성형하기 위해 금형이 이용된다. 특히, 제2 재료층(44)을 사출 성형하는 금형은, 예를 들면 게이트(G1)가 제2 재료층(44)의 제1 측면층(53)에 상당하는 위치에 배치된다. 용융된 열가소성 엘라스토머가 게이트(G1)로부터 금형의 내부(캐비티)에 충전됨으로써, 제1 재료층(43) 및 외주면(24)의 제1측부(24c) 및 제2측부(24d)에 제2 재료층(44)이 인서트 성형된다.
금형의 게이트(G1)를 제1 측면층(53)에 상당하는 위치에 설치함으로써, 열가소성 엘라스토머의 충전 개소를 외주면층(52)의 피복 외주면(52c)으로부터 어긋나게 할 수 있다.
또, 금형의 파팅 라인(PL)은, 예를 들면 베어링(10)의 축선(O) 방향에 있어서 제1 측면층(53)의 외측면(53b)에 위치시킨다. 제1 측면층(53)의 외측면(53b)은, 외주면층(52)의 피복 외주면(52c)에 대해 피복 외주면(52c)의 일단(52d)에 있어서 오목부로 형성되어 있다. 파팅 라인(PL)은, 외주면층(52)의 피복 외주면(52c)으로부터 어긋난 위치에 배치되어 있다.
이와 같이, 게이트(G1)나 파팅 라인(PL)를 외주면층(52)의 피복 외주면(52c)으로부터 어긋나게 함으로써, 열가소성 엘라스토머를 게이트(G1)로부터 금형 내에 충전시킬 때에 생기는 버(burr)나, 파팅 라인(PL)에 의해 생기는 버 등이 외주면층(52)의 피복 외주면(52c)에 생기지 않도록 할 수 있다. 이것에 의해, 외주면층(52)의 피복 외주면(52c)으로부터 버를 제거하는 후 가공을 불필요하게 할 수 있다.
여기서, 제1 측면층(53)의 외측면(53b)과 제2 측면층(54)의 내주면(54a) 사이의 간격이 피복층(18)의 폭 치수가 된다. 피복층(18)의 폭 치수는, 륜체(12)의 폭 치수와 동일하게 설정되어 있다.
그런데, 비결정성 열가소성 수지나 열가소성 엘라스토머를 사출 성형할 때의 금형 온도는 150℃ 이하(바람직하게는 100℃ 이하)로 낮게 억제된다. 또, 용융된 비결정성 플라스틱이나 열가소성 엘라스토머가 게이트(G1)로부터 금형 내에 충전되면, 비결정성 플라스틱이나 열가소성 엘라스토머는 순간적으로 굳어진다. 따라서, 용융된 비결정성 플라스틱이나 열가소성 엘라스토머의 열이 베어링(10)에 봉입된 그리스까지 전해지지 않게 할 수 있다. 이것에 의해, 용융된 비결정성 플라스틱이나 열가소성 엘라스토머의 고온에서, 범용적인 그리스(증주제(Thickener)에 리튬 비누 등의 비누계를 이용한 것)를 이용한 경우여도 그리스를 열화시킬 우려는 없다.
여기서, 피복층(18)(제1 재료층(43), 제2 재료층(44))을 외주면(24)에 고정함으로써, 피복층(18)을 외주면(24)에 접착제로 접착할 필요가 없다. 피복층(18)과 외주면(24) 사이에 접착제를 개재시키지 않음으로써 다음의 효과를 얻을 수 있다.
즉, 소형의 베어링의 경우, 예를 들면, 피복층을 외주면에 접착제로 접착하면 접착제의 도포 불균일에 의해, 접착제를 외주면에 균일한 두께 치수로 도포할 수 없을 우려가 있다. 한편, 소형의 베어링의 경우, 피복층의 두께 치수가 1.0mm보다 작아지는 것을 생각할 수 있다. 이 상태에 있어서, 접착제가 외주면에 균일한 두께 치수로 도포되어 있지 않은 경우, 피복층의 경도가 불균일해지는 것을 생각할 수 있다.
이 때문에, 피복층이 피복된 소형의 베어링으로 반송물을 반송하는 경우나, 피복층을 접촉물을 따라 구름 동작시키는 경우에, 소리(노이즈)가 발생하거나, 토크 불균일의 원인이 될 우려가 있다.
이에 반해, 피복층(18)(제1 재료층(43), 제2 재료층(44))을 외주면(24)에 고정함으로써, 접착제를 불필요하게 할 수 있다. 이것에 의해, 베어링(10)이 소형이며 피복층(18)의 두께 치수가 1.0mm보다 작아진 경우에도, 피복층(18)의 경도를 전체 둘레에 있어서 균일하게 유지하는 것이 가능해진다.
이것에 의해, 베어링(10)을 소형으로 형성한 경우에도, 반송물을 베어링(10)으로 반송하는 경우나, 접촉물을 따라 베어링(10)을 구름 동작시킬 때에, 소리(노이즈)의 발생이나, 토크 불균일의 원인을 억제할 수 있다.
또한, 제1 실시 형태에서는, 피복층(18)(제1 재료층(43), 제2 재료층(44))을 외주면(24)에 고정 만으로 설치하는 예에 대해서 설명하지만, 베어링(10)의 용도에 따라, 예를 들면 피복층(18)의 외주면(24)으로의 고정에 접착제를 병용하여 피복층(18)을 외주면(24)에 설치해도 된다.
또, 피복층(18)의 형성 방법은 상술한 방법(2색 성형)에 한정되지 않고, 예를 들면 이하와 같이 하여 피복층(18)을 형성해도 된다. 우선, 제1 재료층(43)을 환형 등의 원하는 형상으로 미리 성형해 둔다. 이 제1 재료층(43)을 외륜(21)의 외주면(24)에 끼워 넣는 등 하여 부착한다. 그 후, 제1 재료층(43)의 제1 외주면(46), 제1 측면(48), 제2 측면(49)을 덮도록, 제2 재료층(44)을 인서트 성형한다.
또, 이하와 같이 하여 피복층(18)을 형성해도 된다. 우선, 제1 재료층(43)을 환형 등의 원하는 형상으로 미리 성형해 둔다. 이 제1 재료층(43)의 제1 외주면(46), 제1 측면(48), 제2 측면(49)을 덮도록, 제2 재료층(44)을 인서트 성형한다. 제2 재료층(44)이 형성된 제1 재료층(43)을 외륜(21)의 외주면(24)에 끼워 넣는 등 하여 부착한다.
(변형예)
다음에, 제1 실시 형태의 베어링(10)의 변형예에 대해서 설명한다.
도 2는, 제1 실시 형태에 따른 베어링의 변형예를 나타내는 측면도이다.
도 2에 나타내는 바와 같이, 제2 재료층(44)의 피복 외주면에, 톱니바퀴용의 복수의 톱니(57)를 형성하는 것도 가능하다. 이것에 의해, 베어링(10)을 톱니바퀴(55)로서 이용하는 것이 가능해진다. 톱니바퀴(55)는, 예를 들면, 유성 톱니바퀴 기구의 내부의 작은 플라네타리 기어(유성 톱니바퀴)로서 이용하는 것이 가능하다.
톱니바퀴(55)는, 복수의 톱니(57)가 열가소성 엘라스토머로 형성되어 있다. 이것에 의해, 톱니바퀴(55)가 서로 맞물릴 때에 발생하는 구동음을 저감하는 것이 가능하다.
또, 복수의 톱니(57)를 형성하는 제2 재료층(44)은, 톱니바퀴(55)의 내마모성, 기계적 강도 등을 고려하여 듀로 경도 A가 95를 넘은 열가소성 엘라스토머의 사용도 가능하다.
다음에, 제1 실시 형태의 베어링(10)의 용도의 예를 도 3에 의거하여 설명한다. 도 3은, 제1 실시 형태에 따른 베어링(10)을 구비한 이동체(1)를 나타내는 측면도이다.
도 3에 나타내는 바와 같이, 예를 들면, 베어링(10)은 이동체(구동 모듈)(1)에 부착되어 차륜으로서 이용된다. 이동체(1)는, 본체부(2)와, 본체부(2)의 양측에 부착된 복수의 베어링(10)을 구비하고 있다. 복수의 베어링(10)은, 내륜(22)이 지지축(41)에 부착됨으로써 고정되어 있다.
지지축(41)은 본체부(2)에 부착되어 있다. 내륜(22)이 지지축(41)에 고정됨으로써, 외륜(21) 및 피복층(18)이 지지축(41)에 회전 가능하게 지지되어 있다. 즉, 복수의 베어링(10)은 차륜으로서 이용된다.
이동체(1)는, 복수의 베어링(10)의 피복층(18)(구체적으로는, 제2 재료층(44))이 접촉물(5)에 접촉된 상태로 배치되어 있다. 제2 재료층(44)은, 열가소성 엘라스토머를 포함하는 재료로 형성되어 있다. 베어링(10)의 외륜(21) 및 피복층(18)이 접촉물(5)을 구름으로써, 이동체(1)를 접촉물(5)을 따라 이동시킬 수 있다.
외륜(21)에 피복층(18)이 형성되어 있으므로, 베어링(10)이 접촉물(5)을 구르면서 이동할 때에, 피복층(18)(특히, 제2 재료층(44))에 의해 소리(노이즈)를 저감시킬 수 있다. 또, 외륜(21)의 외주면(24)에 피복층(18)이 강고하게 걸어 맞춰져 있으므로, 외륜(21)의 외주면(24)으로부터 피복층(18)이 탈락하는 것을 방지할 수 있다.
이와 같이, 이동체(1)에 복수의 베어링(10)을 구비함으로써, 내구성을 확보할 수 있음과 함께 저비용의 이동체(1)를 얻을 수 있다.
도 3에 있어서는, 베어링(10)의 피복층(18)을 접촉물(5)에 접촉시킨 상태로 회전시켜, 이동체(1)를 접촉물(5)을 따라 이동시키는 예에 대해서 설명했지만, 이것에 한정되지 않는다. 그 외의 예로서, 이동체(1)를 고정 상태로 유지하고, 피복층(18)을 접촉물(5)에 접촉시켜 피복층(18)의 회전에 의해 접촉물(5)을 이동시켜도 된다. 이 경우, 책상의 서랍에 있어서 서랍을 접촉물(5)로 하는 경우가 이것에 상당한다. 이 상태에 있어서도, 피복층(18)에 의해 소리(노이즈)를 저감시킬 수 있다.
또, 그 외의 예로서, 베어링(10)을 주행 방향이 선회하는 자재차에 적용해도 된다. 베어링(10)을 자재차에 적용함으로써, 이동체(1)의 주행 방향에 대응시켜 베어링(10)을 선회시킬 수 있다.
또한, 다른 용도의 예로서, 베어링(10)은 지폐나 표 등의 반송 장치(구동 모듈)에 이용된다. 즉, 반송 장치는, 한 쌍의 베어링(10)의 내륜(22)이 지지축(3)에 부착되고, 외륜(21) 및 피복층(18)이 지지축에 회전 가능하게 지지된다. 한 쌍의 피복층(18)은 인접해서 배치되어 있다. 이 상태에 있어서, 외륜(21) 및 피복층(18)이 회전함으로써, 한 쌍의 피복층(18) 간에 지폐나 표 등이 끼워 넣어져 반송된다.
외륜(21)에 피복층(18)이 형성되어 있으므로, 베어링(10)의 피복층(18) 간에 지폐나 표 등을 끼워 넣으면서 반송할 때에, 피복층(18)에 의해 소리(노이즈)를 저감시킬 수 있다. 또, 외륜(21)의 외주면(24)에 피복층(18)이 강고하게 걸어 맞춰져 있으므로, 외륜(21)의 외주면(24)으로부터 피복층(18)이 탈락하는 것을 방지할 수 있다.
이와 같이, 반송 장치에 베어링(10)을 구비함으로써, 내구성을 확보할 수 있음과 함께 저비용의 반송 장치를 얻을 수 있다.
다음에, 제2 실시 형태 및 제3 실시 형태의 베어링과, 제4 실시 형태의 구조체를 도 4~도 6에 의거하여 설명한다. 또한, 제2 실시 형태 및 제3 실시 형태의 베어링에 있어서, 제1 실시 형태의 베어링(10)과 동일, 유사 부재에 대해서는 동일한 부호를 붙이고 자세한 설명을 생략한다.
[제2 실시 형태]
도 4는, 제2 실시 형태에 따른 베어링(130)의 단면도이다.
도 4에 나타내는 바와 같이, 베어링(130)은, 제1 실시 형태의 피복층(18)을 피복층(132)으로 대신한 것으로, 그 외의 구성은 제1 실시 형태의 베어링(10)과 동일하다.
피복층(132)은, 제1 실시 형태의 제1 재료층(43)을 제1 재료층(113)으로 대신하고, 제2 재료층(44)을 제2 재료층(134)으로 대신한 것이다.
제1 재료층(113)은, 제1 외주면(116), 제1 내주면(117), 제1 측면(118) 및 제2 측면(119)을 가진다. 제1 외주면(116)은, 제1 재료층(43)의 제1 외주면(46)과 동일하고, 또한, 외륜(21)의 외주면(24)과 동일 폭으로 형성되어 있다. 제1 내주면(117)은, 제1 재료층(43)의 제1 내주면(47)과 동일하고, 또한, 외륜(21)의 외주면(24)과 동일 폭으로 형성되어 있다. 제1 내주면(117)은, 외륜(21)의 외주면(24)에 접촉하는 면적이 크게 확보된다. 따라서, 제1 재료층(113)은, 사출 성형 후에 냉각되어 수축됨으로써 외륜(21)의 외주면(24)에 강고하게 고정된다.
제2 재료층(134)은, 피복층(132)의 외주면층을 형성한다. 제2 재료층(134)은, 제1층 측면(136)과, 제2층 측면(137)을 가진다.
제1층 측면(136)은, 외륜(21)의 외주면(24)의 제1 단가장자리(24a)와 단차 없이 형성되어 있다. 제2층 측면(137)은, 외륜(21)의 외주면(24)의 제2 단가장자리(24b)와 단차없이 형성되어 있다. 즉, 제2 재료층(134)은, 외륜(21)의 외주면(24)이나, 제1 재료층(113)과 동일한 폭 치수(W2)로 형성되어 있다.
제2 재료층(134)은, 제1 재료층(113)의 제1 외주면(116)에 강고하게 열융착에 의해 걸어 맞춰져 있다.
제2 실시 형태에 따른 베어링(130)에 의하면, 제1 실시 형태의 베어링(10)과 마찬가지로, 제1 재료층(113)이 비결정성 열가소성 수지를 포함하므로, 제2 재료층(134)과의 열융착성이 높아져, 제2 재료층(134)이 제1 재료층(113)에 충분히 고정된다. 또, 제1 재료층(113)에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층(113)의 뽑아냄력이 저하되기 어려워져, 제1 재료층(113)이 외륜(21)에 충분히 고정된다. 이에 더하여, 제2 재료층(134)을 제1 재료층(113)에 한층 강고하게 고정할 수 있어, 제2 재료층(134)이 외륜(21)으로부터 탈락하는 것을 한층 확실히 방지할 수 있다.
또한, 제1 재료층(113)은, 사출 성형 후에 냉각되어 수축됨으로써 외륜(21)의 외주면(24)에 강고하게 고정된다. 또, 제2 재료층(134)이 제1 재료층(113)에 강고하게 걸어 맞춰져 있다.
이것에 의해, 제5 실시 형태의 베어링(130)에 의하면, 제2 재료층(134)을 제1 재료층(113)을 개재하여 외륜(21)의 외주면(24)에 강고하게 걸어 맞추게 할 수 있다.
[제3 실시 형태]
도 5는, 제3 실시 형태에 따른 베어링(140)의 단면도이다.
도 5에 나타내는 바와 같이, 베어링(140)은, 제1 실시 형태의 륜체(12)를 륜체(152)로 대신하고, 제1 실시 형태의 피복층(18)을 피복층(142)으로 대신한 것으로, 그 외의 구성은 제1 실시 형태의 베어링(10)과 동일하다.
륜체(152)는, 제1 실시 형태의 외륜(21)을 외륜(154)으로 대신한 것이다.
피복층(142)은, 제1 실시 형태의 제1 재료층(43)을 제1 재료층(143)으로 대신하고, 제2 재료층(44)을 제2 재료층(144)으로 대신한 것이다.
외륜(154)은, 제1 실시 형태의 외륜(21)의 홈부(28)를 가지지 않은 것 이외에는, 제1 실시 형태의 외륜(21)과 동일하다.
제1 재료층(143)은, 외륜(154)의 외주면(24)에 형성되어 있다. 제1 재료층(143)은, 외륜(154)의 외주면(24)에 사출 성형에 의해 인서트 성형된다. 제1 재료층(143)은, 외주면층(31)과, 한 쌍의 측면층(31a, 31b)을 가진다. 외주면층(31)은, 외륜(154)의 외주면(24)을 덮고 있다. 한 쌍의 측면층(31a, 31b)은, 외주면층(31)의 축선(O) 방향의 양측에 연결되어 있다. 한 쌍의 측면층(31a, 31b)은, 외륜(154)의 단면(21a, 21b)을 전체 둘레에 걸쳐 덮고 있다.
제1 재료층(143)의 재질은, 제1 실시 형태의 제1 재료층(43)과 동일하다.
제1 재료층(143)은, 외주면(24)을 따라 비결정성 열가소성 수지 및 열가소성 엘라스토머를 포함하는 재료로 환형으로 형성되어 있다. 따라서, 제1 재료층(143)이 냉각되어 경화할 때의 수축에 의해, 제1 재료층(143)이 외주면(24)에 강고하게 부착된다.
여기서, 제1 재료층(143)은, 외륜(154)의 외주면(24)을 덮는 외주면층(31)에 더하여, 제1 재료층(143)의 외주면층(31)에 있어서의 축선(O) 방향의 양측에 연결되어 외륜(154)의 단면(21a, 21b)을 덮는 한 쌍의 측면층(31a, 31b)을 가진다. 이것에 의해, 제1 재료층(143)은, 냉각되어 수축됨으로써, 외륜(154)의 단면(21a, 21b)을 한 쌍의 측면층(31a, 31b) 사이에 끼워 넣을 수 있다. 따라서, 외륜(154)과 제1 재료층(143)이 물리적으로 걸어 맞춰져, 제1 재료층(143)은, 외륜(154)에 대해 강고하게 고정된다.
제1 재료층(143)을 외륜(154)의 외주면(24)에 인서트 성형할 때에는, 베어링(10)이 성형 몰드의 내부에 넣어지고, 외륜(154)의 단면(21a, 21b)이 성형 몰드에 접촉되어 지지된다. 이와 같이, 단면(21a, 21b)이 성형 몰드로 지지됨으로써, 제1 재료층(143)이 외륜(154)의 외주면(24)에 인서트 성형된다. 또, 외륜(154)의 단체에 대해 제1 재료층(143)을 인서트 성형해도 상관없다.
제2 재료층(144)은, 제1 재료층(143)의 외주면(34)(외면)에 형성되어 있다. 제2 재료층(144)은, 피복층(142)의 외주면(35)을 형성하고 있는 외주면층이다.
제2 재료층(144)의 재질은, 제1 실시 형태의 제2 재료층(44)과 동일하다.
이와 같이 제3 실시 형태의 베어링(140)은, 금속 부재인 외륜(154)의 외주면(24)에 형성된 피복층(142)을 구비한다. 피복층(142)은, 외륜(154)의 외주면(24)에 형성된, 비결정성 열가소성 수지와 열가소성 엘라스토머를 포함하는 제1 재료층(143)과, 제1 재료층(143)의 외주면(34)에 열가소성 엘라스토머가 열융착됨으로써 피복층(142)의 외주면(35)을 형성하는 외주면층으로서의 제2 재료층(144)을 구비한다. 제2 재료층(144)은, 제1 재료층(143)보다 부드러운 재료이며, 제1 재료층(143)은, 외륜(154)의 외주면(24)을 덮는 외주면층(31)과, 외주면층(31)의 축선(O) 방향의 양측에 연결되어 외륜(154)의 단면(21a, 21b)을 덮는 한 쌍의 측면층(31a, 31b)을 가진다.
제3 실시 형태의 베어링(140)에 의하면, 제1 실시 형태의 베어링(10)과 마찬가지로, 제1 재료층(143)이 비결정성 열가소성 수지를 포함하므로, 제2 재료층(144)과의 열융착성이 높아져, 제2 재료층(144)이 제1 재료층(143)에 충분히 고정된다. 또, 제1 재료층(143)에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층(143)의 뽑아냄력이 저하되기 어려워져, 제1 재료층(143)이 외륜(154)에 충분히 고정된다. 이에 더하여, 제2 재료층(144)을 제1 재료층(143)에 한층 강고하게 고정할 수 있어, 제2 재료층(144)이 외륜(154)으로부터 탈락하는 것을 한층 확실히 방지할 수 있다.
또한, 제3 실시 형태의 베어링(140)에서는, 열가소성 엘라스토머를 열융착하여 외주면(35)을 형성함으로써, 외주면층으로서의 제2 재료층(144)을 열융착에 의해 강고하게 고정할 수 있다. 따라서, 종래 필요로 했었던, 샌드 블라스트 가공 공정이나, 접착제에 의한 도포 공정을 불필요하게 할 수 있다. 이것에 의해, 열가소성 엘라스토머에 의한 피복층(142)을 구비한 베어링(140)을, 염가로 대량으로 제조할 수 있다.
또, 제2 재료층(144)을 제1 재료층(143)보다 부드러운 재료로 함으로써, 제1 재료층(143)에 단단한 재료를 사용할 수 있다.
또, 제1 재료층(143)이 외륜(154)의 외주면(24)에 형성됨으로써, 제1 재료층(143)이 환형으로 형성된다. 따라서, 제1 재료층(143)이 냉각되어 경화할 때의 수축에 의해, 제1 재료층(143)이 외륜(154)의 외주면(24)에 강고하게 부착된다.
또, 제2 재료층(144)을 제1 재료층(143)보다 부드러운 재료로 함으로써, 베어링(140)의 외륜으로 지폐나 표 등의 반송물을 반송하는 경우나, 베어링(140)을 이동체의 차륜으로서 접촉물을 따라 굴릴 수 있는 경우에, 제2 재료층(144)에서 소리(노이즈)를 저감할 수 있다.
또한, 제1 재료층(143)은, 외륜(154)의 외주면(24)을 덮는 외주면층(31)과, 외주면층(31)의 축선(O) 방향의 양측에 연결되어 외륜(154)의 단면(21a, 21b)을 덮는 한 쌍의 측면층(31a, 31b)을 가진다. 제1 재료층(143)의 한 쌍의 측면층(31a, 31b)은, 외륜(154)의 단면(21a, 21b)을 전체 둘레에 걸쳐 덮고 있으므로, 제1 재료층(143)이 냉각되어 수축됨으로써, 외륜(154)의 단면(21a, 21b)을 전체 둘레에 걸쳐 한 쌍의 측면층(31a, 31b) 사이에 끼워 넣을 수 있다. 따라서, 제3 실시 형태의 베어링(140)은, 제1 재료층(143)을 외륜(154)에 한층 강고하게 고정시킬 수 있어, 제1 재료층(143)이 외륜(154)으로부터 탈락하는 것을 방지할 수 있다.
[제4 실시 형태]
도 6은, 제4 실시 형태에 따른 구조체(160)의 단면도이다.
도 6에 나타내는 바와 같이, 구조체(160)는, 평탄 부재(162)의 외면(163)에 피복층(164)이 형성되어 있다. 평탄 부재(162)는, 예를 들면 스테인리스 등의 금속 재료로 이루어지는 금속 부재이다.
피복층(164)은, 평탄 부재(162)의 외면(163)에 형성된 제1 재료층(165)과, 제1 재료층(165)의 외면(165a)에 형성된 제2 재료층(166)을 구비하고 있다.
평탄 부재(162)는, 예를 들면 외면(163)에 돌기부(171)를 가진다. 돌기부(171)는, 외면(163)에 대해 교차하는 방향으로 돌출된 다리부(172)와, 다리부(172)의 선단(172a)에 형성된 연장부(173)를 가진다. 돌기부(171)는, 다리부(172)와 연장부(173)로 T자 형상으로 형성되어 있다. 즉, 평탄 부재(162)의 외면(163)은, 요철을 가지는 평탄한 외면이다.
돌기부(171)는, 평탄 부재(162)의 외면(163)에 형성된 제1 재료층(165)으로 덮인다. 제1 재료층(165)은, 제1 실시 형태의 제1 재료층(43)(도 1 참조)과 동일한 재료이며, 구체적으로는 비결정성 열가소성 수지 및 열가소성 엘라스토머를 포함하는 재료로 형성되어 있다. 제1 재료층(165)은, 돌기부(171)에 걸림으로써, 평탄 부재(162)의 외면(163)에 강고하게 걸려 있다.
제1 재료층(165)의 외면(165a)에 제2 재료층(166)이 형성되어 있다. 제2 재료층(166)은, 피복층(164)의 외주면층을 형성한다. 제2 재료층(166)은, 제1 실시 형태의 제2 재료층(44)(도 1 참조)과 동일한 재료이며, 구체적으로는 열가소성 엘라스토머를 포함하는 재료로 형성되어 있다.
제2 재료층(166)은, 외주면층(175), 제1 측면층(176) 및 제2 측면층(177)을 가진다. 제2 재료층(166)의 제1 측면층(176) 및 제2 측면층(177) 사이에 제1 재료층(165)의 양측면(제1 측면(165b), 제2 측면(165c))이 끼워 넣어져 있다. 따라서, 제2 재료층(166)이 냉각되어 수축됨으로써, 제1 재료층(165)의 제1 측면(165b) 및 제2 측면(165c)을 제2 재료층(166)(제1 측면층(176), 제2 측면층(177))으로 협지할 수 있다. 이것에 의해, 제2 재료층(166)을 제1 재료층(165)에 강고하게 걸어 맞추게 할 수 있다.
제4 실시 형태의 구조체(160)에 의하면, 제1 실시 형태의 베어링(10)과 마찬가지로, 제1 재료층(165)이 비결정성 열가소성 수지를 포함하므로, 제2 재료층(166)과의 열융착성이 높아져, 제2 재료층(166)이 제1 재료층(165)에 충분히 고정된다. 또, 제1 재료층(165)에 열가소성 엘라스토머를 함유시킴으로써, 제1 재료층(165)의 뽑아냄력이 저하되기 어려워져, 제1 재료층(165)이 평탄 부재(162)에 충분히 고정된다. 이에 더하여, 제2 재료층(166)을 제1 재료층(165)에 한층 강고하게 고정할 수 있어, 제2 재료층(166)이 평탄 부재(162)로부터 탈락하는 것을 한층 확실히 방지할 수 있다.
또한, 제4 실시 형태의 구조체(160)에 의하면, 제1 실시 형태의 베어링(10)과 마찬가지로, 제1 재료층(165) 및 제2 재료층(166)을 평탄 부재(162)의 외면(163)에 강고하게 걸어 맞추게 할 수 있다. 이것에 의해, 피복층(164)이 평탄 부재(162)의 외면(163)으로부터 탈락하는 것을 방지할 수 있다.
또, 제4 실시 형태의 구조체(160)에 의하면, 제1 실시 형태의 베어링(10)과 마찬가지로, 평탄 부재(162)의 외면(163)에 피복층(164)이 형성된 구조체(160)를 대량으로, 또한 염가로 제조할 수 있다.
[실시예]
이하, 본 발명을 실시예에 의해 구체적으로 설명하지만, 본 발명은 이들에 한정되는 것은 아니다.
실시예 및 비교예에 있어서의 각종 측정·평가 방법과, 사용한 재료는 이하와 같다.
[측정·평가 방법]
<MFR값의 측정>
JIS K 7210에 준거하여, 측정 온도 280℃, 측정 하중 2.16kg의 조건에서 MFR값을 측정했다.
<유리 전이 온도, 융점 및 융해열의 측정>
시차주사 열량계(DSC)를 이용하여, 승온 속도 10℃ /min로, 측정 시료를 예상되는 융점 이상의 온도까지 가열했다. 다음에, 강온 속도 10℃ /min로, 측정 시료를 0℃ 까지 냉각하고, 그대로 1분간 방치했다. 그 후, 다시 승온 속도 10℃ /min로 가열 승온했을 때의 융해 피크를 측정하여, 이것을 융점으로 했다. 또, 융해 피크와 동시에 융해열 및 유리 전이 온도를 측정했다.
<인장 강도 및 파단 연신율의 측정>
ISO 527-4에 준거하여, 인장 강도 및 파단 연신율을 측정했다.
<성형 수축률의 측정>
JIS K 7161-2에 기재된 인장 특성의 시험에 사용하는 덤벨 형상의 시험편을, 금형을 이용하여 제작했다. 마이크로 미터를 이용하여 시험편의 흐름 방향의 치수(전체 길이)를 측정했다. 마찬가지로 금형의 치수(전체 길이)를 측정하여, 하기 식으로부터 흐름 방향의 성형 수축률을 구했다.
성형 수축률={(금형 치수-시험편의 치수)/금형 치수}×100
<뽑아냄력의 측정>
도 7a, 도 7b에 나타내는 만능 시험기(200)를 준비했다. 만능 시험기(200)는, 중공형의 펀칭 지그(블랭킹 지그)(210)와 대좌(220)를 구비한다.
도 7a에 나타내는 바와 같이, 베어링(130)을 펀칭 지그(210)와 대좌(220) 사이에 세트하고, 베어링(130)의 축선 방향으로 펀칭 지그(210)를 밀어넣어, 제1 재료층(113)과 제2 재료층(134)의 융착면이 박리할 때의 최대 하중을 구하고, 이것을 제2 재료층(134)의 뽑아냄력으로 했다.
다음에, 도 7b에 나타내는 바와 같이, 제2 재료층이 박리된 베어링(131)을 펀칭 지그(210)와 대좌(220) 사이에 세트하고, 베어링(131)의 축선 방향으로 펀칭 지그(210)를 밀어넣어, 외륜과 제1 재료층(113)의 융착면이 박리할 때의 최대 하중을 구하고, 이것을 제1 재료층(113)의 뽑아냄력으로 했다.
3개의 베어링(130)에 대해서 측정을 행하고, 제1 재료층(113) 및 제2 재료층(134)의 뽑아냄력의 평균값과 표준 편차를 구했다.
또한, 도 7a, 도 7b에 있어서는, 베어링(130)의 구성 부재 중 제1 재료층(113) 및 제2 재료층(134) 만을 도시하고, 제1 재료층(113) 및 제2 재료층(134) 이외의 구성 부재는 생략한다.
<외관 평가>
제1 재료층의 외관을 육안으로 관찰하여, 깨짐의 유무를 확인했다.
<굽힘 강도 및 굽힘 탄성률의 측정>
JIS K 7171에 준거하여, 굽힘 강도 및 굽힘 탄성률을 측정했다.
<아이조드 노치의 측정>
ASTM D256에 준거하여, 시험편(1/8인치, 노치있음)의 아이조드 충격 강도를 측정했다.
<듀로 경도 A의 측정>
JIS K 6253에 준거한 타입 A 듀로미터를 이용하여, 듀로 경도 A를 측정했다.
<마모량의 측정>
이동 테이블에 시험편을 설치하고, 접촉 상대재로서 글라스 플레이트를 이용하여, 하중 0.7kg, 속도 0.16m/s로 20분간 왕복 슬라이딩 시험을 행했을 때의, 시험편의 마모량을 측정했다.
[재료]
<비결정성 열가소성 수지>
비결정성 열가소성 수지로서, 방향족 폴리카보네이트 수지(MFR값:44g/10min, 유리 전이 온도:147℃) 또는 ABS 수지(MFR값:127g/10min, 유리 전이 온도:102℃)를 이용했다.
<열가소성 엘라스토머>
열가소성 엘라스토머로서, 폴리에스테르계 열가소성 엘라스토머(MFR값:44g/10min, 융점:142℃, 듀로 경도 A:58)을 이용했다.
<무기 섬유>
무기 섬유로서, 티탄산 칼륨 섬유(6티탄산 칼륨, 평균 섬유 길이:15μm, 평균 섬유 직경:0.5μm)를 이용했다.
<그 외의 첨가제>
그 외의 첨가제로서, 실리콘 수지를 이용했다.
[실시예 1~5, 비교예 1~3]
표 1에 나타내는 배합 조성에 의거하여, 피복층의 제1 재료층 및 제2 재료층을 2색 성형에 의해 형성하고, 도 4에 나타내는 베어링(130)을 제조했다. 구체적으로는, 표 1에 나타내는 성형 온도에서, 외륜(21)의 외주면(24)에 제1 재료층(113)을 사출 성형에 의해 인서트 성형한 후, 제2 재료층(134)을 사출 성형에 의해 인서트 성형하고, 베어링(130)을 얻었다.
제1 재료층(113)과 동일한 조성으로 시험편을 제작하고, 인장 강도, 파단 연신율, 굽힘 탄성률 및 성형 수축률을 측정했다. 마찬가지로, 제2 재료층(134)과 동일한 조성으로 시험편을 제작하고, 인장 강도, 파단 연신율, 듀로 경도 A 및 굽힘 탄성률을 측정했다. 각 시험편을 제작할 때의 성형 온도는, 표 1에 나타내는 성형 온도로 했다. 이러한 결과를 표 1에 나타낸다.
또, 제1 재료층(113) 및 제2 재료층(134)의 뽑아냄력을 측정했다. 또한, 제1 재료층(113)의 외관 평가를 행했다. 이러한 결과를 표 1에 나타낸다.
또한, 제1 재료층에 있어서의 비결정성 열가소성 수지와 열가소성 엘라스토머의 질량비(비결정성 열가소성 수지:열가소성 엘라스토머)는, 실시예 1에서는 97.1:2.9이며, 실시예 2에서는 93.9:6.1이며, 실시예 3에서는 87.9:12.1이며, 실시예 4에서는 82.9:17.1이며, 실시예 5에서는 97.1:2.9이며, 비교예 1~3에서는 100:0이었다.
표 1 중의 「PC」는 방향족 폴리카보네이트 수지의 약호이며, 「ABS」는 ABS 수지의 약호이다.
[참고예 6]
표 1에 나타내는 제1 재료층의 배합 조성에 의거하여, 시험편을 제작하여 성형 수축률을 측정했다. 시험편을 제작할 때의 성형 온도는, 240℃ 로 했다. 결과를 표 1에 나타낸다.
또한, 제1 재료층에 있어서의 비결정성 열가소성 수지와 열가소성 엘라스토머의 질량비(비결정성 열가소성 수지:열가소성 엘라스토머)는, 78.6:21.4였다.

표 1로부터 분명한 바와 같이, 실시예 1~5에서 얻어진 베어링은, 제1 재료층 및 제2 재료층의 뽑아냄력이 커, 피복층이 외륜에 충분히 고정되어 있었다. 또, 실시예 1~5의 경우, 제1 재료층의 뽑아냄력의 표준 편차가 작고, 뽑아냄력의 불균일이 작기 때문에, 신뢰성이 높은 것도 나타났다. 이것은 이하와 같이 고찰된다.
즉, 제1 재료층의 뽑아냄력을 측정하고 있을 때에는, 반드시 웰드부가 경방향을 향하여 완전하게 깨져(깨짐에 의해 생긴 공간이) 둘레 방향으로 확장됨으로써, 홈부로부터 제1 재료층이 벗어나 빠진다. 이 동작 중에 제1 재료층에 걸린 최대의 힘이 뽑아냄력으로서 측정되는데, 특히 비교예 1, 2의 제1 재료층에는 처음부터 웰드부에 깨짐이 발생해, 이 깨짐의 크기(깊이)도 각 샘플에서 편차가 있다.
따라서, 비교예 1, 2의 경우 작은 뽑아냄력 밖에 얻지 못하고, 또 뽑아냄력의 값에는 큰 편차가 생긴 것으로 생각된다. 이에 반해, 실시예 1~5의 경우에는 웰드부에 깨짐이 발생하지 않기 때문에 큰 뽑아냄력을 얻을 수 있음과 함께, 그 편차도 작다.
또, 실시예 1~5에서 얻어진 베어링은, 비교예 1, 2보다 성형 온도가 높음에도 불구하고, 제1 재료층의 웰드부에 깨짐이 인정되지 않았다. 단, 실시예 1, 2의 경우는, 미소한 웰드 라인이 나타나 있다.
또한, 실시예 1~5의 경우, 제1 재료층의 성형 수축률은 0.44% 이하였다. 또한, 방향족 폴리카보네이트 수지를 55질량%과, 폴리에스테르계 열가소성 엘라스토머를 15질량%과, 티탄산 칼륨 섬유를 30질량% 이용한 경우(참고예 6)의 성형 수축률은 0.48%였다. 이러한 결과로부터, 열가소성 엘라스토머의 함유량이 적어질수록 성형 시의 수축률이 커지기 어려워, 정밀한 성형이 용이해지는 것이 나타났다.
한편, 비교예 1, 2에서 얻어진 베어링은, 제1 재료층 및 제2 재료층의 뽑아냄력이 작고, 특히 제1 재료층의 뽑아냄력은 편차가 컸다. 또, 제1 재료층의 웰드부에 깨짐이 인정되었다.
비교예 3에서 얻어진 베어링은, 실시예 1~5에 비해 제1 재료층의 뽑아냄력이 작았다.
[실험예 1~4]
이하, 실험예에 대해서 설명한다.
실험예 1~4에서는, 열가소성 엘라스토머에 무기 섬유를 배합함으로써 제1 재료층이나 제2 재료층의 마모량의 경감 억제 효과를 얻을 수 있는 것을 확인하기 위해, 폴리에스테르계 열가소성 엘라스토머에 대한 티탄산 칼륨 섬유의 배합량을 변화시킨 경우의, 폴리에스테르계 열가소성 엘라스토머의 물성(인장 강도, 굽힘 강도, 굽힘 탄성률, 아이조드 노치 및 듀로 경도 A)과 마모량을 측정했다. 결과를 표 2, 도 8에 나타낸다.
표 2, 도 8에 있어서, 티탄산 칼륨 섬유를 함유하지 않는 폴리에스테르계 열가소성 엘라스토머를 「엘라스토머(단체)」로서 나타낸다. 또, 티탄산 칼륨 섬유를 10질량% 함유한 폴리에스테르계 열가소성 엘라스토머를 「엘라스토머(10wt%)」로서 나타낸다. 티탄산 칼륨 섬유를 20질량% 함유한 폴리에스테르계 열가소성 엘라스토머를 「엘라스토머(20wt%)」로서 나타낸다. 티탄산 칼륨 섬유를 30질량% 함유한 폴리에스테르계 열가소성 엘라스토머를 「엘라스토머(30wt%)」로서 나타낸다.

표 2, 도 8로부터 분명한 바와 같이, 폴리에스테르계 열가소성 엘라스토머에 티탄산 칼륨 섬유를 10질량%, 20질량%, 30질량% 함유시킴으로써, 인장 강도를 12 Mpa부터 13MPa, 18MPa, 23MPa로 높게 할 수 있었다. 또, 굽힘 강도를 4MPa부터 7MPa, 9MPa, 16MPa로 높게 할 수 있었다. 또한, 굽힘 탄성률을 0.05GPa부터 0.13GPa, 0.21GPa, 0.44GPa로 높게 할 수 있었다.
또, 폴리에스테르계 열가소성 엘라스토머에 티탄산 칼륨 섬유를 10질량%, 20질량%, 30질량% 함유시킨 상태에 있어서, 폴리에스테르계 열가소성 엘라스토머의 듀로 경도 A를 94부터 96, 97, 98로 대략 동일하게 확보할 수 있었다.
또한, 폴리에스테르계 열가소성 엘라스토머에 티탄산 칼륨 섬유를 10질량%, 20질량%, 30질량% 함유시킨 상태에 있어서, 폴리에스테르계 열가소성 엘라스토머의 마모량을 12.5×10- 3cm3로부터 10.1×10-3cm3, 7.0×10-3cm3, 3.8×10- 3cm3로 감소시킬 수 있었다.
[산업상의 이용 가능성]
본 발명의 구조체는, 염가로 대량으로 제조할 수 있으며, 피복층이 금속 부재에 충분히 고정되어, 신뢰성이 높고, 예를 들면 베어링 등으로서 적합하다.
10, 130, 140 베어링(구조체)
18, 132, 142, 164 피복층
21, 154 외륜(금속 부재) 43, 113, 143, 165 제1 재료층
44, 134, 144, 166 제2 재료층 160 구조체
162 평탄 부재(금속 부재)
21, 154 외륜(금속 부재) 43, 113, 143, 165 제1 재료층
44, 134, 144, 166 제2 재료층 160 구조체
162 평탄 부재(금속 부재)
Claims (6)
- 금속 부재와, 상기 금속 부재 상에 형성된 피복층을 구비한 구조체로서,
상기 피복층은, 상기 금속 부재 상에 형성된 제1 재료층과, 상기 제1 재료층 상에 형성된 제2 재료층을 구비하고,
상기 제1 재료층은, 비결정성 열가소성 수지와 열가소성 엘라스토머를 포함하고,
상기 제2 재료층은, 열가소성 엘라스토머를 포함하며,
상기 제2 재료층은, 상기 제1 재료층보다 부드러운 재료인, 구조체. - 청구항 1에 있어서,
상기 제1 재료층은, 무기 섬유를 더 포함하는, 구조체. - 청구항 1 또는 청구항 2에 있어서,
상기 제2 재료층에 포함되는 열가소성 엘라스토머의 융점을 Tm, 상기 제1 재료층에 포함되는 비결정성 열가소성 수지의 유리 전이 온도를 Tg로 했을 때에, 하기 식 (1)을 만족하는, 구조체.
Tm≥Tg-5 ···(1) - 청구항 1 또는 청구항 2에 있어서,
상기 제1 재료층에 포함되는 열가소성 엘라스토머와, 상기 제2 재료층에 포함되는 열가소성 엘라스토머가 동일한 종류인, 구조체. - 청구항 1 또는 청구항 2에 있어서,
상기 비결정성 열가소성 수지가 폴리카보네이트 수지인, 구조체. - 청구항 1 또는 청구항 2에 있어서,
상기 제1 재료층에 포함되는 열가소성 엘라스토머의 함유량이, 상기 제1 재료층의 총 질량에 대해 1~14질량%인, 구조체.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018178657 | 2018-09-25 | ||
| JPJP-P-2018-178657 | 2018-09-25 | ||
| JP2019125580A JP7265431B2 (ja) | 2018-09-25 | 2019-07-04 | 構造体 |
| JPJP-P-2019-125580 | 2019-07-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200035219A true KR20200035219A (ko) | 2020-04-02 |
Family
ID=69996537
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190115996A KR20200035219A (ko) | 2018-09-25 | 2019-09-20 | 구조체 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7265431B2 (ko) |
| KR (1) | KR20200035219A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022224856A1 (ja) * | 2021-04-23 | 2022-10-27 | 大塚化学株式会社 | シール部材 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023042227A (ja) * | 2021-09-14 | 2023-03-27 | 日本トムソン株式会社 | フォロア軸受 |
| WO2024201723A1 (ja) * | 2023-03-28 | 2024-10-03 | 三菱電機株式会社 | ローラー及びその製造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0687717A (ja) | 1991-07-23 | 1994-03-29 | Yukio Kazama | 杜仲葉エキスを害虫の忌避剤にする事 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08232945A (ja) * | 1995-02-24 | 1996-09-10 | Mitsui Petrochem Ind Ltd | ローラーおよびその製造方法 |
| JPH1151063A (ja) * | 1997-07-30 | 1999-02-23 | Ntn Corp | 樹脂巻き軸受 |
-
2019
- 2019-07-04 JP JP2019125580A patent/JP7265431B2/ja active Active
- 2019-09-20 KR KR1020190115996A patent/KR20200035219A/ko unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0687717A (ja) | 1991-07-23 | 1994-03-29 | Yukio Kazama | 杜仲葉エキスを害虫の忌避剤にする事 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022224856A1 (ja) * | 2021-04-23 | 2022-10-27 | 大塚化学株式会社 | シール部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020051615A (ja) | 2020-04-02 |
| JP7265431B2 (ja) | 2023-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200035219A (ko) | 구조체 | |
| US8028997B2 (en) | Resin seal ring and manufacturing method | |
| US10520029B2 (en) | Structure with thermoplastic elastomer enveloping layer, bearing, and drive module | |
| US20070082547A1 (en) | Resin coating method, insert molding, and resin-coated metal gears | |
| US10550893B2 (en) | Rolling bearing | |
| US9267542B2 (en) | System of sliding elements | |
| JP2001518403A (ja) | 複合材料物品の製造方法 | |
| JP2007176227A (ja) | 電動パワーステアリング装置用減速ギア | |
| JP2017214520A (ja) | 摩耗低減方法および高面圧摺動部材 | |
| CN110939650B (zh) | 结构体 | |
| Nozawa et al. | Tribology of polymer injection-molded stainless steel hybrid gear | |
| JP2011111091A (ja) | 車両ステアリング用伸縮軸 | |
| JP2011111112A (ja) | 車両ステアリング用伸縮軸 | |
| JP2007107614A (ja) | 転がり軸受用保持器 | |
| JP2875773B2 (ja) | 合成樹脂製オイルシールリング | |
| JP2007192386A (ja) | プーリ装置 | |
| US20190264742A1 (en) | Enveloping layer-coated slide bearing and drive module | |
| JP7109915B2 (ja) | 被覆層付き滑り軸受および駆動モジュール | |
| JP2006316974A (ja) | 合成樹脂製プーリ | |
| JP7197976B2 (ja) | 熱可塑性エラストマー被覆層付き構造体、移動体および搬送装置 | |
| JP2023001187A (ja) | 熱可塑性エラストマー被覆層付き構造体、移動体および搬送装置 | |
| JP7076206B2 (ja) | 軸受、移動体および搬送装置 | |
| JP7309320B2 (ja) | 軸受、移動体および搬送装置 | |
| JP2007057011A (ja) | 転がり軸受 | |
| JP2002348633A (ja) | プラスチック成形機用バレル |