KR20200034672A - 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 - Google Patents
코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 Download PDFInfo
- Publication number
- KR20200034672A KR20200034672A KR1020197037692A KR20197037692A KR20200034672A KR 20200034672 A KR20200034672 A KR 20200034672A KR 1020197037692 A KR1020197037692 A KR 1020197037692A KR 20197037692 A KR20197037692 A KR 20197037692A KR 20200034672 A KR20200034672 A KR 20200034672A
- Authority
- KR
- South Korea
- Prior art keywords
- shaped heater
- layer coating
- cord
- inner layer
- melting temperature
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 239000011248 coating agent Substances 0.000 claims abstract description 112
- 238000000576 coating method Methods 0.000 claims abstract description 112
- 239000000758 substrate Substances 0.000 claims abstract description 65
- 238000002844 melting Methods 0.000 claims abstract description 45
- 230000008018 melting Effects 0.000 claims abstract description 43
- 239000011148 porous material Substances 0.000 claims abstract description 14
- 239000002861 polymer material Substances 0.000 claims abstract description 13
- 238000000034 method Methods 0.000 claims description 23
- 238000010438 heat treatment Methods 0.000 claims description 17
- 229920000728 polyester Polymers 0.000 claims description 11
- 229920002725 thermoplastic elastomer Polymers 0.000 claims description 10
- 238000007789 sealing Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 112
- 239000000463 material Substances 0.000 description 60
- 239000000835 fiber Substances 0.000 description 38
- 239000011162 core material Substances 0.000 description 27
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 23
- 229920005989 resin Polymers 0.000 description 22
- 239000011347 resin Substances 0.000 description 22
- 229910000881 Cu alloy Inorganic materials 0.000 description 19
- 229920001296 polysiloxane Polymers 0.000 description 17
- 239000003063 flame retardant Substances 0.000 description 16
- 239000000853 adhesive Substances 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 14
- 229920001577 copolymer Polymers 0.000 description 14
- 238000009413 insulation Methods 0.000 description 14
- 239000004745 nonwoven fabric Substances 0.000 description 14
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 13
- 239000012790 adhesive layer Substances 0.000 description 12
- -1 polyethylene terephthalate Polymers 0.000 description 12
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 11
- 238000002156 mixing Methods 0.000 description 11
- 229920000642 polymer Polymers 0.000 description 11
- 229910052710 silicon Inorganic materials 0.000 description 11
- 239000010703 silicon Substances 0.000 description 11
- 238000005452 bending Methods 0.000 description 10
- 238000004804 winding Methods 0.000 description 10
- 208000027418 Wounds and injury Diseases 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 7
- 239000012775 heat-sealing material Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 239000013078 crystal Substances 0.000 description 5
- 229920001971 elastomer Polymers 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229920001225 polyester resin Polymers 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 229920005749 polyurethane resin Polymers 0.000 description 5
- 238000011084 recovery Methods 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 229920002050 silicone resin Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000002759 woven fabric Substances 0.000 description 4
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 239000004760 aramid Substances 0.000 description 3
- 229920003235 aromatic polyamide Polymers 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 238000002485 combustion reaction Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000011737 fluorine Substances 0.000 description 3
- 229910052731 fluorine Inorganic materials 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 238000007731 hot pressing Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 3
- 229920002379 silicone rubber Polymers 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 239000004953 Aliphatic polyamide Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- NEIHULKJZQTQKJ-UHFFFAOYSA-N [Cu].[Ag] Chemical compound [Cu].[Ag] NEIHULKJZQTQKJ-UHFFFAOYSA-N 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 229920003231 aliphatic polyamide Polymers 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 2
- 229910000623 nickel–chromium alloy Inorganic materials 0.000 description 2
- 238000000879 optical micrograph Methods 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 229910052814 silicon oxide Inorganic materials 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 229910000570 Cupronickel Inorganic materials 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 229920001207 Noryl Polymers 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 229910000410 antimony oxide Inorganic materials 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 244000145845 chattering Species 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- UPHIPHFJVNKLMR-UHFFFAOYSA-N chromium iron Chemical compound [Cr].[Fe] UPHIPHFJVNKLMR-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010411 cooking Methods 0.000 description 1
- YOCUPQPZWBBYIX-UHFFFAOYSA-N copper nickel Chemical compound [Ni].[Cu] YOCUPQPZWBBYIX-UHFFFAOYSA-N 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 229920003244 diene elastomer Polymers 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 125000003709 fluoroalkyl group Chemical group 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229920000578 graft copolymer Polymers 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 150000004677 hydrates Chemical class 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 239000002609 medium Substances 0.000 description 1
- 150000007974 melamines Chemical class 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- VTRUBDSFZJNXHI-UHFFFAOYSA-N oxoantimony Chemical compound [Sb]=O VTRUBDSFZJNXHI-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920003055 poly(ester-imide) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229910000597 tin-copper alloy Inorganic materials 0.000 description 1
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/34—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater flexible, e.g. heating nets or webs
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/34—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater flexible, e.g. heating nets or webs
- H05B3/36—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater flexible, e.g. heating nets or webs heating conductor embedded in insulating material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/56—Heating or ventilating devices
- B60N2/5678—Heating or ventilating devices characterised by electrical systems
- B60N2/5685—Resistance
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heater elements characterised by the composition or nature of the materials or by the arrangement of the conductor
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/40—Heating elements having the shape of rods or tubes
- H05B3/54—Heating elements having the shape of rods or tubes flexible
- H05B3/56—Heating cables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D1/00—Steering controls, i.e. means for initiating a change of direction of the vehicle
- B62D1/02—Steering controls, i.e. means for initiating a change of direction of the vehicle vehicle-mounted
- B62D1/04—Hand wheels
- B62D1/06—Rims, e.g. with heating means; Rim covers
- B62D1/065—Steering wheels with heating and ventilating means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/029—Heaters specially adapted for seat warmers
Abstract
도전선(5a), 상기 도전선(5a)의 외주에 형성된 내층 피복(7), 및 상기 내층 피복(7)의 외주에 형성된 외층 피복(9)을 갖는 코드형상 히터(1)로서, 상기 내층 피복(7)의 용융 온도가, 상기 외층 피복(9)의 용융 온도보다 높고, 상기 내층 피복(7)과 상기 외층 피복(9)이 동일 타입의 고분자 재료로 이루어지고, 상기 내층 피복(7)과 상기 외층 피복(9)이 서로 접착되는 코드형상 히터(1). 상기 도전선(5a)은 복수의 도전선을 포함하고, 상기 도전선(5a)은 절연 피막(5b)에 의해 피복되어 있는 코드형상 히터(1). 상기 코드형상 히터가 기재에 배열되어 있고, 상기 기재가 공극을 갖고, 상기 외층 피복의 적어도 일부가 상기 기재의 공극 내에 침입하여 있고, 상기 내층 피복이 상기 기재의 공극 내에 침입하여 있지 않은 시트형상 히터.
Description
본 발명은 코드형상 히터, 및 이 코드형상 히터를 사용한 시트형상 히터에 관한 것이다. 상기 코드형상 히터 및 시트형상 히터는, 예를 들면 전기담요, 전기 카페트, 카시트 히터 및 스티어링 히터에 적합하게 사용될 수 있다. 특히, 본 발명은 접착성이 높고, 절연성도 충분한 코드형상 히터 및 시트형상 히터에 관한 것이다.
일반적으로, 각종 히터 등에 사용되는 코드형상 히터는 코어재 주위에 도전선(즉, 저항체)을 나선형상으로 권취하고, 이들을 절연층으로 이루어진 외피로 피복함으로써 형성되는 것으로 알려져 있다. 여기에서, 도전선으로서는 동선 및 니켈-크롬 합금선 등이 사용되고, 도전선은 복수의 도전선을 함께 가지런하게 하거나 트위스팅함으로써 형성된다. 상술한 도전선에 있어서, 도전선이 서로 절연되도록 각각의 도전선에 대해 절연 피막이 형성된 구성이 종래 공지되어 있다. 또한, 이 도전선의 외주 및 절연층의 외주에는 열융착부가 형성된 구성도 종래 공지되어 있다. 예를 들면, 부직포, 알루미늄박 및 고분자 발포체와 같은 기재 상에 코드형상 히터를 배열하고, 이것을 가열 가압하여 코드형상 히터와 기재를 서로 열융착함으로써 시트형상 히터를 형성하는 방법이 종래 공지되어 있다(예를 들면 특허문헌 1∼특허문헌 8 참조).
상기 특허문헌에 기재된 코드형상 히터와 시트형상 히터에는 이하와 같은 과제가 있었다. 우선, 도전선 상에 열융착재를 직접 형성하는 경우, 가열 가압시에 열융착재가 압박되어 변형될 수 있다. 이러한 경우에, 도전선의 절연에 필요한 충분한 두께가 얻어지지 않을 수 있다. 도전선 각각에 대해 절연 피막이 형성된 경우에는, 필요한 최저 절연성은 유지될 수 있지만, 안전성 향상에 대한 요구가 존재한다. 또한, 도전선의 외주에 절연층을 형성하고, 절연층의 외주에 열융착재를 형성한 경우에는, 절연층은 변형되지 않아서, 충분한 절연성을 유지할 수 있다. 그러나, 절연층과 열융착재 간의 접착에 대해서는 전혀 검토되어 있지 않다. 따라서, 가열 가압시에 열융착재가 압박되어 변형된 부분에 있어서, 열융착재만이 기재에 잔존하고, 절연층과 도전선이 기재로부터 분리될 위험이 있다.
본 발명은 상기 기재한 종래 기술의 문제점을 해결하는 것을 목적으로 한다. 본 발명은 접착성이 높고 또한 절연성이 충분한 코드형상 히터 및 이 코드형상 히터를 사용한 시트형상 히터를 제공하는 것을 목적으로 한다.
상기 목적을 달성하기 위해서, 본 발명의 코드형상 히터는: 도전선; 상기 도전선의 외주에 형성된 내층 피복; 및 상기 내층 피복의 외주에 형성된 외층 피복을 갖고, 상기 내층 피복의 용융 온도가 상기 외층 피복의 용융 온도보다 높고, 상기 내층 피복과 상기 외층 피복이 동일 타입의 고분자 재료로 이루어지고, 상기 내층 피복과 상기 외층 피복이 서로 접착되어 있는 것을 특징으로 한다.
또한, 상기 도전선은 복수의 도전선을 포함할 수 있고, 상기 도전선은 절연 피막으로 피복될 수 있다.
본 발명의 시트형상 히터는 상기 코드형상 히터가 기재에 배열되어 있는 것을 특징으로 한다.
또한, 상기 기재가 공극을 가질 수 있고, 상기 외층 피복의 적어도 일부가 상기 기재의 공극 내에 침입할 수 있고, 상기 내층 피복이 상기 기재의 공극 내에 침입하지 않을 수 있다.
또한, 상기 내층 피복의 단면형상이 대략 원형형상을 유지할 수 있다.
본 발명의 시트형상 히터의 제조 방법으로서, 상기 방법은: 도전선, 상기 도전선의 외주에 형성된 내층 피복, 및 상기 내층 피복의 외주에 형성된 외층 피복을 포함하는 코드형상 히터를, 공극을 갖는 기재 상에 배열하는 단계; 및 가열 가압에 의해, 상기 내층 피복을 실질적으로 용융시키지 않고 상기 외층 피복을 용융시켜서, 상기 외층 피복을 상기 기재의 공극 내에 침입시킴으로써, 상기 코드형상 히터와 상기 기재를 열융착하는 단계를 갖는다.
본 발명의 코드형상 히터에 있어서, 내층 피복의 용융 온도가 외층 피복의 용융 온도보다 높기 때문에, 가열 가압 등에 의해 외층 피복을 열융착시킬 때에도, 내층 피복이 실질적으로 변형되지 않는다. 따라서, 충분한 절연 성능을 유지할 수 있다. 또한, 외층 피복이 충분히 용융된 후, 외층 피복이 기재와 열융착되고, 내층 피복과 외층 피복이 동일한 타입의 재료로 이루어지기 때문에 서로 충분히 접착된다. 따라서, 코드형상 히터 또는 코드형상 히터의 일부가 기재로부터 분리되는 것을 방지할 수 있다.
도 1은 본 발명의 실시형태를 나타내는 도면이고, 코드형상 히터의 구성을 나타내는 일부 절취 측면도이다.
도 2는 본 발명의 실시형태를 나타내는 도면이고, 시트형상 히터의 구성을 나타내는 평면도이다.
도 3은 본 발명의 실시형태를 나타내는 도면이고, 시트형상 히터의 요부를 확대해서 나타내는 단면도이다.
도 4는 본 발명의 실시형태를 나타내는 도면이고, 핫 프레스식 히터 제조 장치의 구성을 나타내는 도면이다.
도 5는 본 발명의 실시형태를 나타내는 도면이고, 코드형상 히터를 소정의 패턴으로 배열한 상태를 나타내는 일부사시도이다.
도 6은 본 발명의 다른 실시형태를 나타내는 도면이고, 코드형상 히터의 구성을 나타내는 일부 절취 측면도이다.
도 7은 본 발명의 다른 실시형태를 나타내는 도면이고, 코드형상 히터의 구성을 나타내는 일부 절취 측면도이다.
도 8은 본 발명의 실시형태의 시트형상 히터의 단면을 나타내는 현미경 사진이다.
도 9는 본 발명의 비교 실시형태의 시트형상 히터의 단면을 나타내는 현미경 사진이다.
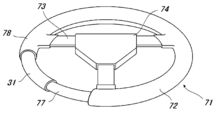
도 10은 본 발명의 시트형상 히터를 스티어링휠 내에 매립한 상태를 나타내는 일부 절취 사시도이다.
도 11은 본 발명의 시트형상 히터를 차량용 시트 내에 매립한 상태를 나타내는 일부 절취 사시도이다.
도 2는 본 발명의 실시형태를 나타내는 도면이고, 시트형상 히터의 구성을 나타내는 평면도이다.
도 3은 본 발명의 실시형태를 나타내는 도면이고, 시트형상 히터의 요부를 확대해서 나타내는 단면도이다.
도 4는 본 발명의 실시형태를 나타내는 도면이고, 핫 프레스식 히터 제조 장치의 구성을 나타내는 도면이다.
도 5는 본 발명의 실시형태를 나타내는 도면이고, 코드형상 히터를 소정의 패턴으로 배열한 상태를 나타내는 일부사시도이다.
도 6은 본 발명의 다른 실시형태를 나타내는 도면이고, 코드형상 히터의 구성을 나타내는 일부 절취 측면도이다.
도 7은 본 발명의 다른 실시형태를 나타내는 도면이고, 코드형상 히터의 구성을 나타내는 일부 절취 측면도이다.
도 8은 본 발명의 실시형태의 시트형상 히터의 단면을 나타내는 현미경 사진이다.
도 9는 본 발명의 비교 실시형태의 시트형상 히터의 단면을 나타내는 현미경 사진이다.
도 10은 본 발명의 시트형상 히터를 스티어링휠 내에 매립한 상태를 나타내는 일부 절취 사시도이다.
도 11은 본 발명의 시트형상 히터를 차량용 시트 내에 매립한 상태를 나타내는 일부 절취 사시도이다.
이하, 도면을 참조해서 본 발명의 실시형태에 대해서 설명한다. 이들 실시형태에 있어서, 본 발명을 시트형상 히터로서 사용하여, 시트형상 히터를 예로서 차량의 스티어링 히터에 적용하는 것을 상정한다.
우선, 도 1∼도 5를 참조해서 본 실시형태를 설명한다. 본 실시형태에 있어서의 코드형상 히터(1)의 구성에 대해서 설명한다. 본 실시형태에 있어서의 코드형상 히터(1)는 도 1에 나타낸 구성을 갖는다. 외경이 약 0.2mm인 방향족 폴리아미드 섬유속으로 형성된 코어재(3)가 제공된다. 상기 코어재(3)의 외주 주위에, 스트랜드 직경 약 0.08mm의 경질 주석 함유 동 합금선으로 형성된 5개의 도전선(5a)을 서로 평행하게 한 상태에서, 피치 약 1.0mm으로 나선형상으로 권취한다. 도전선(5a)에는 알키드 실리콘 바니시(알키드:실리콘=50:50)를 도포하고, 이것을 건조함으로써, 실리콘을 함유하는 절연 피막(5b)이 두께 약 5㎛으로 형성된다. 코어재(3) 주위에 도전선(5a)을 권취한 다음, 권취된 도전선(5a)의 외주에, 내층 피복(7)으로서 용융 온도 225℃의 폴리에스테르 수지가 0.065mm의 두께로 압출 피복된다. 이 내층 피복(7)의 외주에, 외층 피복(9)으로서 용융 온도 163℃의 폴리에스테르 수지가 0.065mm의 두께로 압출 피복된다. 코드형상 히터(1)는 상기 구성을 갖고, 마무리 외경은 0.63mm이다. 굴곡성 및 인장강도를 고려했을 경우에는 상기 코어재(3)가 유효하지만, 코어재(3)를 사용하지 않고, 복수의 도전선을 함께 가지런하게 하거나 또는 트위스팅한 상태에서 사용할 수 있다.
다음에, 상기 코드형상 히터(1)를 접착 및 고정하는 기재(11)의 구성에 대해서 설명한다. 본 실시형태의 기재(11)는 겉보기 밀도 0.03g/㎤(JIS K7222 준거), 경도 11.77(JIS K6400-2 준거), 및 두께 4mm의 발포 폴리우레탄 수지로 형성된다. 상기 기재(11)는 다이 커팅과 같은 종래의 방법을 이용함으로써 소망한 형상으로 형성된다.
다음에, 상기 코드형상 히터(1)를 기재(11) 상에 소정의 패턴 형상으로 배열하고, 서로 접착 및 고정하는 구성에 대해서 설명한다. 도 4는 코드형상 히터(1)가 배열된 기재를 가열 및 가압하기 위한 핫 프레스식 히터 제조 장치(13)의 구성을 나타내는 도면이다. 핫 프레싱 지그(15)가 준비되고, 이 핫 프레스 지그(15) 상에는 복수의 후킹 기구(17)가 설치된다. 도 5에 나타나 있는 바와 같이, 상기 후킹 기구(17)는 핀(19)을 갖는다. 상기 핀(19)은 핫 프레싱 지그(15)에 천공된 구멍(21) 내에 하방으로부터 삽입된다. 상기 핀(19)의 상부에는 선단이 바늘 형상인 후킹 부재(23)가 축방향으로 이동 가능하게 장착된다. 상기 후킹 부재(23)는 코일스프링(25)에 의해 항상 상방으로 바이어싱된다. 도 5 중 가상선으로 나타낸 바와 같이, 복수의 후킹 기구(17)의 복수의 후킹 부재(23)에 코드형상 히터(1)를 후킹함으로써, 코드형상 히터(1)가 소정의 패턴 형상으로 일측의 기재(11) 상에 배열된다.
도 4에 나타내는 바와 같이, 상기 복수의 후킹 기구(17)의 상방에는 프레스 열판(27)이 승강되도록 배열된다. 즉, 코드형상 히터(1)를 복수의 후킹 기구(17)의 후킹 부재(23)에 후킹함으로써, 코드형상 히터(1)를 소정의 패턴 형상으로 배열한 다음, 그 위에 기재(11)를 배치한다. 그 상태에서, 상기 프레스 열판(27)을 강하시켜서, 코드형상 히터(1)와 기재(11)를 가열 가압한다. 이 프레스 열판(27)이 강하될 때에는, 기재(11)의 압축량이 코드형상 히터(1)의 외경보다 커지도록 설계할 필요가 있다. 이 때문에, 기재(11)가 압축되고, 코드형상 히터(1)의 열융착층(9)이 융착된다. 따라서, 코드형상 히터(1)와 기재(11)가 서로 접착 고정된다. 상기 프레스 열판(27)이 가열 및 가압을 위해 강하되는 경우, 복수의 후킹 기구(17)의 후킹 부재(23)는 코일스프링(25)의 바이어싱력에 저항해서 하방으로 이동함을 유의한다. 본 실시형태에 있어서는, 상기 공정 이후에, 기재(11)를 뒤집고, 코드형상 히터(1)가 배열되는 면으로부터 프레스 열판에 의해 가열 가압을 더 행한다.
상기 공정에 의해, 도 2 및 도 3에 나타나 있는 바와 같은 시트형상 히터(31)를 얻을 수 있다. 도 3은 도 2의 요부를 확대해서 나타내는 단면도이다. 기재(11)는 평판형상의 프레스 열판(27)에 의해 압축되기 때문에, 코드형상 히터(1)가 배열되는 부분은 보다 강하게 압축된다. 따라서, 기재(11)에 있어서의 코드형상 히터(1)가 배열되는 부분은 코드형상 히터(1)의 형상을 따라 형성된 형상을 갖고, 다른 부분에 비해서 높은 밀도 및 얇은 두께를 갖는다. 그 결과로서, 시트형상 히터(31)는 코드형상 히터(1)가 배열된 부분에서도 요철이 없이 평탄한 형상을 갖는다. 또한, 상기 방법에 의해 얻어진 시트형상 히터(31)에 있어서, 기재(11)가 압축되어 밀도가 증가하기 때문에, 기계적 강도가 향상될 수 있다. 상기 방법에 의해 얻어진 본 실시형태의 시트형상 히터(31)에 있어서, 두께는 1.00mm이며, 코드형상 히터(1)가 배열된 부분에서의 기재(11)의 최소 두께는 0.50mm이며, 코드형상 히터(1)가 배열되지 않은 부분에서의 기재(11)의 두께는 1.00mm이었다.
코드형상 히터(1)의 외층 피복(9)은 가열 가압에 의해 변형 및 유동화되어, 외층 피복(9)의 일부가 기재(11)의 공극(기공) 내에 침입했음을 유의한다. 또한, 코드형상 히터(1)의 내층 피복(7)은 가열 가압이 행해진 경우에도 실질적으로 변형되지 않고, 기재(11)의 공극(기공) 내에 침입하지 않았다. 따라서, 내층 피복(7)의 단면 형상은 대략 원형상으로 유지된다.
상기 방법에 의해 얻어진 본 실시형태의 시트형상 히터(31)에 있어서, 코드형상 히터(1)의 양단은 드로잉되어 리드선(35)에 접속되어 있다. 이 리드선(35)에 의해, 코드형상 히터(1), 온도 제어 장치(39), 및 커넥터(도시하지 않음)가 서로 접속되어 있다. 온도 제어 장치는 코드형상 히터(1) 상에 배열되어, 코드형상 히터(1)의 발열에 의해 시트형상 히터의 온도를 제어한다. 코드형상 히터(1)는 상기한 커넥터를 거쳐서 도시하지 않은 차량의 전기 시스템에 접속된다. 상기와 같이 구성된 시트형상 히터(31)는 도 10에 나타낸 상태로 스티어링휠(71)에 설치된다. 이 스티어링휠(71)은 휠부(72), 스포크부(73) 및 보스부(74)로 형성된다. 시트형상 히터(31)는 휠부(72)의 휠 코어재(77)와 피복재(78) 사이에 설치된다.
기재(11)에는 시트형상 히터(31)와 스티어링휠의 피복재(78)를 접착하기 위한 접착층(도시하지 않음)이 형성된다. 접착층은 이형 시트 등 상에 접착제로만 이루어지는 접착층을 미리 형성한 다음, 상기 접착층을 상기 이형 시트로부터 상기 기재(11)의 표면으로 전사함으로써 형성되는 것이 바람직하다. 이것 때문에, 접착제는 기재(11)의 내부에 침입하지 않고, 기재(11)의 표면에만 접착층이 형성된다. 실시형태 3에 있어서는, 시트형상 히터(31)와 피복재(78)를 서로 접착할 때, 코드형상 히터(1)가 배열된 측과 피복재(78)를 접착하는 것보다, 코드형상 히터(1)를 배열하지 않은 측과 피복재(78)를 접착하는 것이 바람직하다. 이것은 코드형상 히터(1)의 요철이 피복재(78) 표면에 나타나기 어렵기 때문이다. 한편, 열효율을 중시하는 경우에는, 코드형상 히터(1)가 배열된 측과 피복재(78)를 접착하는 것도 가능하다.
상기한 방법에 의해 얻어진 본 실시형태의 시트형상 히터(31)를, 도 10에 나타낸 바와 같이, 스티어링휠에 조립되어 있는 상태에서 실제 사용하여, 위화감을 확인했다. 확인에 있어서, 10명의 사용자가 스티어링휠을 잡고, 좌우 각각 10회씩 스트어링휠을 조타했다. 그 다음, 코드형상 히터(1)의 요철이 느껴지는지의 여부를 인터뷰했다. 그 결과, 본 실시형태의 제품에 대해서, 요철을 느꼈다고 회답한 사용자는 없었다.
또한, 코드형상 히터(1)와 기재(11) 사이의 접착 강도를 측정했다. 접착 강도의 측정 방법으로는, 코드형상 히터(1)를 푸시풀 게이지에 의해 고정하고, 코드형상 히터(1)의 배열 방향에 대하여 180° 방향으로 코드형상 히터(1)를 잡아당기고, 기재(11)로부터 코드형상 히터(1)를 박리하는데 필요한 하중을 측정했다. 이렇게 하여, 평가를 행했다. 또한, 시트형상 히터(31)의 절연 성능을 측정했다. 절연 성능의 측정 방법으로는, 도전판 사이에 시트형상 히터(31)를 세팅하고, 도전판과 코드형상 히터(1) 사이에 2000V/min의 승압 속도로 전압을 인가하고, 전류가 10mA 이상 누설되었을 때 파괴 전압을 결정했다. 이렇게 해서, 평가를 행했다. 또한, 내층 피복(7)을 사용하지 않고 외층 피복(9)의 두께를 본 실시형태의 2배로 한 비교 실시형태에 대해서도 동일한 측정을 행했다. 측정 결과를 표 1에 나타내었다.
| 본 실시형태 | 비교 실시형태 | |
| 접착 강도 | 0.63 kgf | 0.64 kgf |
| 절연 성능 | >2000V | 300V |
표 1에도 나타낸 바와 같이, 본 실시형태의 시트형상 히터는 우수한 접착성과 충분한 절연 성능을 가졌다. 한편, 비교 실시형태 1의 시트형상 히터는 접착성은 우수했지만, 절연 성능은, 절연 성능의 값은 문제없이 실제 사용할 수 있는 레벨이었지만 본 실시형태에 비해서 열화한 것이었다.
도 8에 본 실시형태의 시트형상 히터의 단면 요부의 광학 현미경 사진(175배 확대)을 나타낸다. 도 9에 비교 실시형태의 시트형상 히터의 단면 요부의 광학 현미경 사진(175배 확대)을 나타낸다. 본 실시형태의 시트형상 히터에 대해서는, 내층 피복이 대략 원형이고, 도전선이 내층 피복으로 덮여 있도록 유지되었다. 따라서, 본 실시형태의 시트형상 히터는 충분한 절연 성능을 갖고 있는 것이 예상된다. 한편, 비교 실시형태의 시트형상 히터에 대해서는 도전선이 거의 노출되어 있었다. 도전선에는 절연 피막이 형성되어 있기 때문에, 최저의 절연 성능이 유지되었지만, 안전성을 높이기 위해서 절연 성능이 향상되어야만 했다. 본 실시형태 및 비교 실시형태 모두에 있어서, 외층 피복이 기재의 공극 내에 침입하여, 기재와 코드형상 히터가 열융착 및 앵커 효과에 의해 확실히 고정된 것이 확인되었다.
본 발명은 상기 실시형태에 한정되는 것이 아님을 유의한다. 일례로서, 코드형상 히터(1)의 구성으로서는, 상기 실시형태에 기재된 바와 같이, 코드형상 히터(1)는 절연 피막(5b)에 의해 피복된 복수의 도전선(5a)을 함께 트위스팅하거나 또는 가지런하게 하고, 트위스팅된 또는 가지런하게 한 도전선(5a)을 코어재(3) 주위에 권취하고, 권취된 도전선(5a)의 외주 주위에 내층 피복(7)과 외층 피복(9)을 형성함으로써 형성될 수 있다(도 1 참조). 다른 예로서, 코드형상 히터(1)는 코어재(3)를 사용하지 않고, 절연 피막(5b)에 의해 피복된 복수의 도전선(5a)을 함께 트위스팅함으로써 형성될 수 있다(도 6 참조). 또 다른 예로서, 코드형상 히터(1)는 절연 피막(5b)으로 피복된 복수의 도전선(5a)을 함께 가지런하게 함으로써 형성될 수 있다(도 7 참조).
또한, 도전선(5a)에는 절연 피막(5b)이 형성되지 않을 수 있다. 예를 들면 도전선(5a) 모두에 대해서 절연 피막(5b)이 형성되어 있지 않은 실시형태, 절연 피막(5b)으로 피복된 도전선(5a)과 절연 피막(5b)으로 피복되어 있지 않은 도전선(5a)이 교대로 배열된 실시형태, 및 일부의 도전선(5a)만이 절연 피막(5b)으로 피복되어 있는 실시형태가 가능하다. 상기 예 이외의 다양한 구성도 가능하다. 또한, 코어재(3)와 도전선(5a)을 함께 트위스팅할 수 있다.
코어재(3)로서는, 예를 들면 후술하는 코어재 주위에 열가소성 고분자 재료를 피복함으로써 형성된 섬유가 사용될 수 있다. 코어재는 유리 섬유 등의 무기 섬유, 또는 폴리에스테르 섬유(예를 들면 폴리에틸렌테레프탈레이트), 지방족 폴리아미드 섬유, 방향족 폴리아미드 섬유 및 전체 방향족 폴리에스테르 섬유 등의 유기 섬유의 모노필라멘트, 멀티필라멘트 또는 스펀일 수 있다. 또한, 코어재는 상기 섬유의 섬유 재료, 또는 섬유 재료를 구성하는 유기 고분자 재료일 수 있다. 열수축성 및 열용융성을 갖는 코어재(3)가 사용되면, 도전선(5a)이 단선되었을 경우에도 이상가열에 의해 코어재가 용융 절단되는 동시에 수축되고, 또한 권취된 도전선(5a)도 이 코어재(3)의 기능을 추종한다. 이렇게 하여, 단선된 도전선(5a)의 양단부가 서로 분리된다. 그 때문에, 단선된 도전선의 단부가 반복하여 접촉하는 것이 방지되어 서로 분리되고, 점접촉과 같은 작은 접촉 면적에서 접촉하는 것이 방지된다. 이렇게 하여, 이상발열을 방지할 수 있다. 도전선(5a)이 절연 피막(5b)에 의해 절연되면, 코어재(3)의 절연 재료를 주의하여 선택할 필요가 없다. 예를 들면 스테인레스강선 또는 티탄 합금선을 사용할 수 있다. 그러나, 도전선(5a)이 단선되었을 때를 고려하면, 코어재(3)는 절연 재료인 것이 바람직하다.
도전선(5a)으로서는, 종래 공지된 재료를 사용할 수 있다. 예를 들면 동선, 동 합금선, 니켈선, 철선, 알루미늄선, 니켈-크롬 합금선 및 철-크롬 합금선이 사용될 수 있다. 동 합금선으로서는, 예를 들면 주석-동 합금선, 동-니켈 합금선 및 은 함유 동 합금선이 사용될 수 있다. 은 함유 동 합금선에 있어서, 동 고용체 및 은-동 공정 합금은 섬유 형상이다. 상기 열거된 재료로부터, 비용과 특성 간의 밸런스의 점에서, 동선 또는 동 합금선을 사용하는 것이 바람직하다. 동선 또는 동 합금선에 있어서, 연질 재료와 경질 재료가 존재하지만, 경질 재료가 내굴곡성의 관점에서 연질 재료보다 더욱 바람직하다. 또한, 경질 동선 및 경질 동 합금선은 드로잉 가공 등의 냉간 가공에 의해 개개의 금속 결정립을 가공 방향으로 길게 스트레칭함으로써 섬유상 구조를 형성하도록 제조됨을 유의한다. 상기 경질 동선과 경질 동 합금선은 재결정 온도보다 높은 온도에서 가열되면, 금속 결정 내에 발생한 가공 변형이 제거되고, 새로운 금속 결정의 기점으로서 기능하도록 결정핵이 출현하기 시작한다. 이 결정핵이 발달하고, 그 다음 순차적으로 구 결정립을 신 금속 결정립으로 치환하는 공정인 재결정이 일어나고, 그 다음 결정립이 성장한다. 연질 동선 및 연질 동 합금선은 이러한 결정립을 성장된 상태에서 포함하는 재료이다. 이 연질 동선 및 연질 동 합금선은 경질 동선 및 경질 동 합금선과 비교해서, 높은 스트레치성 및 높은 전기저항성을 갖지만, 낮은 인장 강도를 갖는다. 그러므로, 연질 동선 및 연질 동 합금선의 내굴곡성은 경질 동선 및 경질 동 합금선보다 낮다. 상기 설명한 바와 같이, 경질 동선 및 경질 동 합금선은 열처리에 의해 내굴곡성이 낮은 연질 동선 및 연질 동 합금선으로 변화된다. 따라서, 가공시 가능한 한 열이력이 적은 것이 바람직하다. 또한, 경질 동선은 JIS-C3101(1994)에 정의되어 있고, 또한 연질 동선은 JIS-C3102(1984)에 정의되어 있음을 유의한다. 상기 정의에 있어서, 연질 동선은 외경 0.10∼0.26mm에서는 15% 이상의 성장, 외경 0.29∼0.70mm에서는 20% 이상의 성장, 외경 0.80∼1.8mm에서는 25% 이상의 성장, 외경 2.0∼7.0mm에서는 30% 이상의 성장을 갖는 것으로 정의된다.
또한, 동선에는 주석 도금이 가해진 선을 포함된다. 주석 도금 경질 동선은 JIS-C3151(1994)에 정의되어 있고, 주석 도금 연질 동선은 JIS-C3152(1984)에 정의되어 있다. 또한, 도전선(5a)의 단면 형상으로서는 각종의 형상이 사용될 수 있다. 보통 사용되는 원형 단면을 갖는 선에 한정되지 않고, 소위 직사각형 선이 사용될 수도 있다.
그러나, 코어재(3) 주위에 도전선(5a)이 권취되는 경우에는, 도전선(5a)의 재료는 상기한 도전선(5a)의 재료 중에서, 스프링백의 양이 억제되고, 복원율이 200% 이하가 되도록 선택하는 것이 바람직하다. 예를 들면, 섬유 형상의 동 고용체 및 은-동 공정 합금이 포함된 은 함유 동 합금이 사용되면, 인장강도 및 내굴곡성은 우수하지만, 권취시 스프링백이 야기되기 쉽다. 그러므로, 도전선(5a)이 코어재(3) 주위에 권취되었을 때 도전선(5a)이 부유되기 쉽고, 과도한 권취 인장력이 가해졌을 때 도전선(5a)이 쉽게 파단되기 때문에, 은 함유 동 합금은 바람직하지 않다. 또한, 권취 공정 후 권취 습성이 형성되기 쉽다. 특히, 도전선(5a)에 절연 피막(5b)이 피복되는 경우에는, 이 절연 피막(5b)의 복원율도 추가된다. 그 때문에, 절연 피막(5b)의 복원력을 보상하기 위해서, 복원율이 작은 도전선(5a)을 선택하는 것이 중요하다.
여기에서, 본 발명에서 규정하는 복원율의 측정에 대해서 상세하게 기술한다. 우선, 도전선에 일정 하중을 가하면서, 도전선이 도전선의 지름보다 60배 큰 지름을 갖는 원기둥형상 맨드릴 주위에 도전선이 서로 겹치지 않도록 3회 이상 권취된다. 10분 경과후, 하중을 제거하고, 도전선을 맨드릴로부터 제거하고, 탄성에 의해 복원된 형상의 내경을 측정하고, 도전선의 스프링백의 비율을 다음 식(I)에 의해 산출하고, 산출된 비율을 복원율로서 평가한다.
R = (d2/d1)×100 --- (I)
기호의 설명:
R: 복원율(%)
d1: 권취 시험에 사용한 맨드릴의 직경(mm)
d2: 도전선을 맨드릴 주위에 권취한 후, 하중을 해방함으로써 복원된 형상의 내경(mm)
도전선(5a)에 피복되는 절연 피막(5b)으로서는, 예를 들면 폴리우레탄 수지, 폴리아미드 수지, 폴리이미드 수지, 폴리아미드이미드 수지, 포리에스테르이미드 수지, 나일론 수지, 폴리에스테르-나일론 수지, 폴리에틸렌 수지, 폴리에스테르 수지, 염화비닐 수지, 불소 수지 및 실리콘이 사용될 수 있다. 그러나, 상기 열거된 재료 중에서도 실리콘을 함유하는 재료가 바람직하다. 실리콘은 실록산 결합에 의해 형성된 주골격 구조를 갖는 인공 고분자 화합물의 총칭이다. 실리콘은, 예를 들면 실리콘 수지 및 실리콘 고무(실리콘 엘라스토머)의 형태를 취한다. 치환기로서 메틸기와 페닐기의 양을 임의로 조정할 수 있다. 에테르기, 플루오로알킬기, 에폭시기, 아미노기 및 카르복실기 등의 다른 치환기를 임의로 추가할 수 있다. 또한, 실리콘과 다른 고분자 재료의 혼합물, 또는 폴리실록산과 다른 폴리머 성분의 공중합체를 사용할 수 있다. 예를 들면, 폴리에스테르 수지와 실리콘 수지를 혼합함으로써 얻어지는 소위 알키드 실리콘, 또는 아크릴 폴리머와 디메틸폴리실록산의 그래프트 공중합체인 소위 아크릴 실리콘이 사용될 수 있다. 절연 피막(5b)에 함유되는 실리콘의 양은 각종의 특정 관점에서 특정 범위 내인 것이 바람직하다. 실리콘과 다른 폴리머 성분의 공중합체를 사용하는 경우에는, 공중합체에 있어서의 실리콘만의 중량을 실리콘의 양으로서 산출해야만 함을 유의한다. 실리콘의 양이 불충분하면, 스파크가 일어났을 때에 발생한 열에 의해 다른 성분이 열분해되기 때문에, 절연 피막(5b)이 제거될 수 있다. 또한, 외관에도 악영향을 미칠 수 있다. 상기 관점으로부터, 실리콘의 함유량은 중량비로 20% 이상인 것이 바람직하고, 또한 중량비로 40% 이상일 수 있다. 실리콘의 양이 지나치게 많으면, 흡습성이 낮아진다. 이것에 의해, 도전선(5a)에의 도포가 곤란하게 된다. 따라서, 외관에 영향이 미칠 수 있다. 또한, 그 때문에, 절연 피막(5b)의 절연성이 불충분해질 수 있다. 상기 관점으로부터, 실리콘의 함유량은 중량비로 90% 이하인 것이 바람직하고, 중량비로 80% 이하일 수 있다. 또한, 도전선(5a)와 절연 피막(5b) 사이의 밀착성을 향상시키기 위해서, 프라이머를 미리 도전선(5a)에 도포할 수 있다.
상기 실리콘을 함유하는 절연 피막(5b)은 내열성, 불연성 및 화학적 안정성이 우수하다. 절연 피막(5b)은 스파크가 발생했을 때 고열에 노출되었을 경우에도 산화규소 피막을 형성하므로, 절연을 유지할 수 있다. 더욱이, 스파크가 발생했을 때 고열에 의해 실록산 가스가 발생한다. 이 실록산 가스로부터 도전선의 끝면에서 산화 규소 피막이 석출되어 끝면이 절연되기 때문에, 그 후에는 스파크를 방지할 수 있다. 상기와 같은 실리콘은, 예를 들면 용제, 물과 같은 용매, 또는 분산매에 실리콘이 용해 또는 분산된 상태에서, 도전선(5a)에 실리콘을 도포한 다음 건조함으로써, 또는 도전선(5a)의 외주에 압출 성형 등의 성형 수단을 이용하여 실리콘을 형성함으로써, 도전선(5a)에 피복되어, 절연 피막(5b)으로서 기능한다. 실리콘의 압출 성형은 비교적 정온에서 행해질 수 있다. 그러나, 용제, 물 또는 그외 매체에 용해 또는 분산된 실리콘을 도포하는 경우에는, 건조를 단시간에 끝마치기 위해서 실리콘은 비교적 고온 환경에 노출된다. 상술한 바와 같이, 동선 및 동 합금선으로 이루어진 도전선(5a)은 열이력에 의해 경질 및 연질 사이에서 그 특징이 변경된다. 그러므로, 이 점을 고려하여, 절연 피막(5b)의 형성 방법을 선택해야만 한다. 또한, 절연 피막(5b)을 형성하는 경우, 절연 피막(5b)의 두께는 압출 성형과 비교하여, 실리콘 수지를 도포하는 경우가 더 얇을 수 있다. 그 결과, 코드형상 히터의 직경이 세경화될 수 있다.
절연 피막(5b)의 두께는 도전선(5a)의 직경의 3∼30%인 것이 바람직하다. 두께가 3% 미만이면, 내전압특성이 불충분하므로, 도전선(5a)을 개별적으로 피복하는 것이 무의미해질 수 있다. 두께가 30%를 초과하면, 접속 단자를 압착할 때에 절연 피막(5b)의 제거가 곤란해져서, 코드형상 히터가 불필요하게 두꺼워진다.
상기 도전선(5a)을 함께 가지런히하거나 또는 함께 트위스팅한 상태에서 코어재(3) 주위에 권취할 때에는, 가지런하게 한 상태가 트위스팅한 상태보다 더욱 바람직하다. 이것은 코드형상 히터의 직경이 더 작아지고, 표면이 매끄러워지기 때문이다. 또한, 가지런하게 한 상태 및 트위스팅한 상태 이외에, 코어재(3) 상에 도전선(5a)을 편조할 수도 있다.
본 발명의 코드형상 히터에 있어서, 도전선(5a)의 외주에 내층 피복(7)이 형성되어 있는 것이 바람직하다. 만일 도전선(5a)이 단선되었을 경우에도, 이 내층 피복(7)에 의해 다른 부재로의 통전이 절연된다. 또한, 스파크가 발생한 경우에도, 고온의 발열이 단열된다. 내층 피복(7)을 형성하는 경우에는, 그 형성 방법은 특별히 한정되지 않는다. 예를 들면, 압출 성형이 사용될 수 있고, 내층 피복(7)을 도전선(5a)에 피복되도록 튜브형상으로 미리 성형할 수 있다. 압출성형에 의해 내층 피복(7)을 형성하면, 도전선(5a)의 위치가 고정된다. 도전선(5a)의 위치 어긋남에 의해 야기된 마찰 및 굴곡을 방지할 수 있기 때문에, 내굴곡성이 향상된다. 그러므로, 압출 성형이 바람직하다. 내층 피복(7)을 형성하는 재료는 코드형상 히터의 사용 패턴 및 사용 환경에 따라 임의로 설계될 수 있다. 예를 들면 폴리올레핀계 수지, 폴리에스테르계 수지, 폴리우레탄계 수지, 방향족 폴리아미드계 수지, 지방족 폴리아미드계 수지, 염화비닐 수지, 변성 노릴 수지(폴리페닐렌옥사이드 수지), 나일론 수지, 폴리스티렌 수지, 불소 수지, 합성 고무, 불소 고무, 에틸렌계 열가소성 엘라스토머, 우레탄계 열가소성 엘라스토머, 스티렌계 열가소성 엘라스토머, 폴리에스테르계 열가소성 엘라스토머와 같은 각종의 수지가 사용될 수 있다. 특히, 난연성을 갖는 고분자 조성물이 바람직하게 사용된다. 여기에서, 난연성을 갖는 고분자 조성물이란, JIS-K7201(1999년)에 정의된 난연제 시험에 있어서의 산소 지수가 21 이상인 고분자 조성물을 의미한다. 산소 지수가 26 이상인 고분자 조성물이 특히 바람직하다. 상기 난연성을 얻기 위해서, 상기한 내층 피복(7)을 형성하는 재료에 난연제 또는 다른 재료를 임의로 추가할 수 있다. 난연제로서는, 예를 들면 수산화마그네슘 및 수산화알루미늄의 금속 수화물, 산화안티몬, 멜라민 화합물, 인계 화합물, 염소계 난연제, 및 브롬계 난연제를 사용할 수 있다. 상기 난연제에는 종래 공지의 방법으로 표면 처리를 임의로 실시해도 좋다.
이 내층 피복(7)의 외주에 외층 피복(9)이 형성되기 때문에, 가열 가압에 의해 코드형상 히터(1)를 기재(11)와 열융착할 수 있다. 외층 피복(9)을 형성하는 재료로는, 상기 내층 피복(7)을 형성하는 상기 재료와 같은 재료를 사용할 수 있다. 상기 열거된 재료 중에서, 올레핀계 수지가 기재와의 접착성이 우수하기 때문에, 바람직하다. 올레핀계 수지로서는, 예를 들면 고밀도 폴리에틸렌, 저밀도 폴리에틸렌, 초저밀도 폴리에틸렌, 직쇄상 저밀도 폴리에틸렌, 폴리프로필렌, 폴리부텐, 에틸렌-α-올레핀 공중합체 및 에틸렌-불포화 에스테르 공중합체를 사용할 수 있다. 상기 열거한 재료 중에서, 에틸렌-불포화 에스테르 공중합체가 특히 바람직하다. 에틸렌-불포화 에스테르 공중합체는 분자 내에 산소를 함유하는 분자 구조를 갖는다. 그러므로, 폴리에틸렌과 같은 탄소와 수소만으로 이루어진 분자 구조를 갖고 있는 수지와 비교해서 연소열이 작아진다. 그 결과, 연소가 억제된다. 또한, 에틸렌-불포화 에스테르 공중합체는 본래 접착성이 높다. 그러므로, 에틸렌-불포화 에스테르 공중합체는 기재와의 접착성이 우수하고, 또한 무기 분말 등과 혼합했을 때의 접착성의 열화가 낮다. 따라서, 에틸렌-불포화 에스테르 공중합체는 각종의 난연제와 혼합하는데 적합하다. 에틸렌-불포화 에스테르 공중합체로서는, 예를 들면 에틸렌-아세트산비닐 공중합체, 에틸렌-(메타)아크릴산 메틸 공중합체, 에틸렌-(메타)아크릴산 에틸 공중합체, 및 에틸렌-(메타)아크릴산 부틸 공중합체를 사용할 수 있다. 상기 열거한 재료는 단독으로 사용할 수 있고, 또는 2종 이상 혼합할 수 있다. 여기에서, 「(메타)아크릴산」이란, 아크릴산과 메타크릴산의 양방을 의미한다. 상기 재료는 상기 열거한 재료에서 임의로 선택할 수 있다. 그러나, 상기 절연 피막(5b)을 형성하는 재료의 분해 개시 온도 이하 또는 용융 온도 이하의 온도에서 용융되는 재료가 바람직하다. 또한, 기재(11)와의 접착성이 우수한 재료로서, 폴리에스테르계 열가소성 엘라스토머를 예시할 수 있다. 폴리에스테르계 열가소성 엘라스토머를 사용하면, 용융 온도의 온도를 보다 넓은 범위에서 설정할 수 있다. 폴리에스테르계 열가소성 엘라스토머로서는, 폴리에스테르-폴리에스테르형 및 폴리에스테르-폴리에테르형의 양방이 있다. 그러나, 폴리에스테르-폴리에테르형이 접착성이 높기 때문에 바람직하다.
코드형상 히터(1)와 기재(11)를 함께 열융착할 경우, 코드형상 히터(1)와 기재(11) 사이의 접착 강도는 매우 중요함을 유의해야 한다. 이 접착 강도가 충분하지 않으면, 반복사용하는 동안에 기재(11)로부터 코드형상 히터(1)가 박리된다. 이 때문에, 코드형상 히터(11)에 예기치 않은 굴곡이 가해진다. 따라서, 도전선(5a)의 단선 고장의 가능성이 높아진다. 도전선(5a)이 단선되면, 히터의 역할을 상실할 뿐만 아니라, 채터링에 의해 스파크가 발생할 수도 있다.
내층 피복(7)의 용융 온도은 외층 피복(9)의 용융 온도보다 높을 것이 요구된다. 이 때문에, 가열 가압 등에 의해 외층 피복(9)을 가열 융착하는 경우에도, 내층 피복(7)이 실질적으로 변형되지 않고, 충분한 절연 성능을 유지할 수 있다. 내층 피복(7)의 용융 온도의 하한은 외층 피복(9)의 용융 온도보다 30℃ 이상 높을 수 있고, 내층 피복(7)의 용융 온도의 상한은 300℃일 수 있다. 내층 피복(7)의 용융 온도은 215℃∼250℃인 것이 바람직하다. 내층 피복(7)의 용융 온도가 상기 범위보다 낮으면, 내층 피복(7)이 기재에의 가열 가압시에 변형될 수 있다. 따라서, 바람직하지 않다. 내층 피복(7)의 용융 온도가 상기 범위보다 높으면, 히터선의 외주로의 압출 성형 등의 동안에 히터가 손상될 수 있다. 따라서, 바람직하지 않다. 외층 피복(9)의 용융 온도은 100℃∼225℃일 수 있다. 외층 피복(9)의 용융 온도은 130℃∼185℃인 것이 바람직하다. 외층 피복(9)의 용융 온도가 상기 범위보다 낮으면, 히터를 사용한 온도에서 외층 피복(9)이 용융되어, 위치 어긋남이 일어날 수 있다. 따라서, 바람직하지 않다. 외층 피복(9)의 용융 온도가 상기 범위보다 높으면, 기재에의 열 프레싱 동안에 기재가 열화될 수 있다. 따라서, 바람직하지 않다.
또한, 도전선(5a)에 절연 피막(5b)을 형성하는 경우에는, 내층 피복(7)의 용융 온도은 절연 피막(5b)의 용융 온도보다 낮은 것이 바람직하다. 스티어링 히터 등으로서 사용했을 때의 이물감을 저감시키기 위해서, 내층 피복(7)의 두께는 가능한 한 얇은 것이 바람직하다. 그러나, 두께가 0.04mm 미만인 경우에는 충분한 내전압특성이 얻어지지 않을 수 있기 때문에, 두께는 0.04mm 이상이 바람직하다. 내층 피복(7)의 두께가 0.04mm일 경우, 1000V까지의 내전압특성을 얻을 수 있다. 또한, 외층 피복(9)의 두께도 가능한 한 얇은 것이 바람직하다. 외층 피복(9)이 얇은 경우에도, 접착성에의 영향은 크지 않다. 스티어링 히터 등으로서 사용했을 때의 이물감을 저감하기 위해서, 코어재(3), 도전선(5a), 내층 피복(7) 및 외층 피복(9)을 포함하는 히터선의 총 외경이 0.73mm 이하인 것이 바람직하다.
또한, 내층 피복(7)을 형성하는 재료와 외층 피복(9)을 형성하는 재료가 동일한 타입의 고분자 재료로 이루어지는 것이 요구된다. 여기에서, 동일한 타입의 고분자 재료에는, 예를 들면 동일(공통)의 주쇄 구조를 갖고 있는 고분자 재료, 동일 관능기를 갖고 있는 고분자 재료, 분자량만 서로 다른 고분자 재료, 동일 모노머 단위를 갖고 있는 공중합체, 및 동일 고분자 재료를 함유하고 있는 혼합물이 포함된다. 상기 재료를 사용함으로써, 내층 피복(7)과 외층 피복(9)이 서로 충분히 접착한다. 따라서, 코드형상 히터가 기재로부터 분리되는 것을 방지할 수 있다.
도전선(5a)의 외주에는 내층 피복(7)과 외층 피복(9) 이외에, 다른 층을 임의로 형성할 수 있다. 층이 3층 이상일 경우, 최외층이 외층 피복(9)이고, 이 최외층의 바로 내측의 층이 내층 피복(7)이다. 또한, 내층 피복(7) 및 외층 피복(9)을 반드시 길이 방향으로 연속해서 형성할 필요는 없다. 예를 들면 내층 피복(7) 및 외층 피복(9)을 코드형상 히터(1)의 길이 방향을 따라 직선형상 또는 나선형상으로 형성할 수 있고, 도트 패턴으로 형성할 수 있고, 또는 단속적으로 형성할 수 있다. 그러나, 접착 강도의 관점으로부터, 내층 피복(7) 및 외층 피복(9)은 길이 방향으로 연속해서 형성하는 것이 바람직하다.
상기 얻어진 코드형상 히터(1)에 대해, 자기 직경의 6배의 곡률 반경으로 90°의 각도로 반복해서 굴곡을 행하는 내굴곡성 시험을 행하면, 도전선 중 적어도 1개가 파단될 때까지의 굴곡 회수가 2만회 이상인 것이 바람직하다.
기재(11)에 대해서 발포 폴리우레탄 수지에 한정되는 것은 아니다. 예를 들면 다른 재료로 이루어진 발포 수지 시트 및 발포 고무 시트와 같은 각종의 고분자 발포체를 기재(11)로서 사용할 수 있다. 공극을 갖고 스트레치성을 갖는 재료가 특히 바람직하다. 표면에 코드형상 히터의 요철이 드러나지 않도록 경도를 조절하는 것이 바람직하다. 경도는, 예를 들면 발포율을 조정하거나, 기포의 상태를 독립 기포와 연속 기포 사이에서 스위칭하거나, 또는 목적에 적합한 경도를 갖는 재료를 사용함으로써 조절할 수 있다. 상기 재료는 폴리우레탄 수지, 클로로프렌 고무, 실리콘 수지, 실리콘 고무, 네오프렌 고무, 디엔 고무, 니트릴 고무, 천연 고무, 폴리에틸렌 수지, 폴리프로필렌 수지, 및 에틸렌-아세트산비닐 공중합체와 같은 각종의 수지, 고무, 및 열가소성 엘라스토머에서 임의로 선택할 수 있다.
또한, 기재(11)로서는 부직포, 직포 및 편물과 같은 직물 재료를 사용할 수 있다. 직물 재료를 사용할 경우, 사용되는 섬유의 종류를 각종 종류의 섬유에서 임의로 선택할 수 있다. 그러나, 코드형상 히터(1)와 기재(11) 사이의 접착성을 향상시키기 위해서, 열융착성 섬유, 또는 코드형상 히터(1)의 외층 피복(9)과 동일한 타입의 재료로 이루어진 섬유를 첨가하는 것이 바람직하다. 특히, 부직포는 촉감이 좋고 소프트하기 때문에, 카시트 히터의 용도에 있어서 특히 바람직하게 사용된다. 열융착성 섬유로서는, 저융점 폴리에스테르를 초성분으로 사용하는 심초 구조를 갖는 섬유를 사용한다. 그 이외에도, 예를 들면 저융점 폴리프로필렌 또는 폴리에틸렌을 섬유의 심초 구조에 있어서 초성분으로서 사용할 수 있다. 상기 열융착성 섬유를 사용함으로써, 열융착성 섬유의 코어부를 둘러싼 상태에서, 열융착성 섬유의 초부와 외층 피복(9)이 서로 융착해서 일체화된다. 따라서, 코드형상 히터(1)와 부직포 사이의 접착이 매우 강고해진다. 난연성 섬유로서는, 상기 난연성 폴리에스테르 이외에, 각종의 난연성 섬유가 사용될 수 있다. 여기에서, 난연성 섬유란, 요구조건 JIS-L1091(1999년)을 만족시키는 섬유를 의미한다. 상기 난연성 섬유를 사용함으로써, 기재에 우수한 난연성이 부여된다.
열융착성 섬유의 혼합 비율은 5% 이상 및 20% 이하가 바람직하다. 열융착성 섬유의 혼합 비율이 5% 미만이면, 접착성이 불충분하다. 열융착성 섬유의 혼합 비율이 20%를 초과하면, 부직포가 단단해진다. 이것에 의해 착석자가 위화감을 느끼게되고, 또한 대신에 코드형상 히터와의 접착성이 저하해버린다. 더욱이, 열융착의 열에 의해 기재가 수축하고, 제품 설계에서 의도한 치수가 얻어지지 않을 수 있다. 난연성 섬유의 혼합 비율은 70% 이상이며, 바람직하게는 70% 이상 95% 이하이다. 난연성 섬유의 혼합 비율이 70% 미만이면, 난연성이 불충분하다. 난연성 섬유의 혼합 비율이 95%를 초과하면, 상대적으로 열융착성 섬유의 혼합 비율이 불충분하고, 접착성이 불충분하다. 열융착성 섬유의 혼합 비율과 난연성 섬유의 혼합 비율의 합이 반드시 100%일 필요는 없음을 유의한다. 다른 섬유가 임의로 혼합될 수 있다. 열융착성 섬유가 혼합되지 않은 경우에서도, 예를 들면 열융착부의 재료와 기재를 형성하는 섬유의 재료를 모두 동일 타입의 재료를 사용함으로써, 충분한 접착성을 얻을 수 있다. 그러므로, 열융착성 섬유가 혼합되지 않는다는 것이 타당하게 상정된다.
부직포의 크기, 두께 및 기타 조건은 사용 용도에 따라 임의로 변경된다. 그러나, 두께(건조된 상태에서 측정한 값)는 대략 0.6mm∼1.4mm인 것이 바람직하다.상기 두께를 갖는 부직포를 사용함으로써, 가열 및 가압에 의해 코드형상 히터와 부직포가 서로 접착 및 고정되는 경우에, 부직포가 코드형상 히터의 외주의 30% 이상, 바람직하게는 50% 이상과 접착한다. 따라서, 접착이 강고할 수 있다.
또한, 복수의 기재(11)를 사용할 수 있다. 복수의 기재(11)를 층상으로 적층할 수 있다. 이 경우, 복수의 기재(11)를 형성하는 재료는 서로 다를 수 있다. 이 때문에, 표면에 코드형상 히터의 요철이 나타나기 어렵다. 또한, 기재(11) 내부의 공극(예를 들면 기포) 내로 접착제 재료가 들어가지 않도록 접착층을 형성하면, 기재(11)가 경화해서 스트레치성이 열화되지 않고, 촉감이 열화되지 않으므로, 바람직하다.
특히, 코드형상 히터(1)가 배열되는 면(이하, 배열면이라고 칭함)이 코드형상 히터(1)가 배열되지 않는 면(이하, 비배열면이라고 칭함)보다도 공극이 더 많이 형성되는 것이 바람직하다. 예를 들면 직포 및 부직포 등의 직물 재료에 있어서, 공극이 많은 상태란 작은 단위 중량, 즉 단위 체적당 섬유 중량이 작은 상태를 의미한다. 발포 수지 시트 및 발포 고무 시트와 같은 다공체에 있어서, 공극이 많은 상태란, 기공률이 큰 상태를 나타낸다. 예를 들면 온도 및 압력을 조절함으로써 각각의 측에 상이한 강도가 적용되도록 일측 또는 양측에 캘린더 가공을 행함으로써 형성된 직포 또는 부직포, 일측으로부터만 니들 펀칭을 행함으로써 형성된 부직포, 일측에 파일 또는 기모가 형성된 직물체, 기공률이 두께방향으로 점차로 변화되록 형성된 발포 수지 시트 또는 발포 고무 시트, 또는 기공률이 다른 재료를 함께 점착함으로서 형성된 재료를 사용할 수 있다. 특히, 기재(11)의 공극은 연속하여 있는 것이 바람직하다. 이것은 용융된 열융착층이 연속한 공극으로 침투하기 때문이다. 따라서, 앵커 효과가 증가하여 접착 강도가 향상된다. 이러한 공극이 연속하여 있는 상태로서는, 섬유의 집합체인 직포 및 부직포 등의 직물체, 및 연속 기공을 갖는 발포 수지 시트 또는 발포 고무 시트가 고려될 수 있다. 또한, 공극을 갖는 기재(11)를 사용할 경우, 코드형상 히터(1)의 외층 피복(9)이 침입하는 범위 내로 공극을 형성하기에 충분하다. 예를 들면 공극을 갖고 있지 않은 재료도 사용될 수 있다.
코드형상 히터(1)를 기재(11) 상에 배열할 때, 가열 및 가압의 융착에 의해 접착 및 고정하는 실시형태 이외에, 다른 실시형태를 사용함으로써 코드형상 히터(1)를 기재(11)에 고정할 수 있다. 예를 들면 일반적인 사용 온도보다 높도록 온도를 설정하기 위해서, 코드형상 히터(1)에 통전함으로써 발생된 열을 이용하여 외층 피복(9)을 용융시킴으로써 기재(11)와 코드형상 히터(1)를 접착 고정하는 실시형태, 유도가열에 의해 발생된 열에 의해 도전선(5)을 용융시킴으로써, 기재(11)와 코드형상 히터(1)를 접착 고정하는 실시형태, 온풍을 이용하여 열융착재로 이루어진 외층 피복(9)을 용융시켜서 기재(11)와 코드형상 히터(1)를 접착 고정하는 실시형태, 및 가열하면서 한 쌍의 기재(11)로 코드형상 히터(1)를 협지 고정하는 실시형태를 이용할 수 있다. 또한, 기재(11)를 가열 가압할 때에는, 프레스 열판(27)뿐만 아니라 핫 프레스 지그(15)도 가열할 수 있다. 이때, 기재(11)의 압축률(즉, 기공률)이 달라지도록, 프레스 열판(27)의 온도를 핫 프레스 지그(15)의 온도와 다르게 할 수 있다.
접착층으로서는, 다양한 재료가 사용될 수 있다. 예를 들면 테이프 기재를 사용하지 않는 고분자 아크릴계 점착제로 형성된 접착층, 및 폴리프로필렌 필름의 양면에 접착제를 형성함으로써 형성된 접착층이 사용될 수 있다. 접착층이 독립적으로 사용되는 경우, 접착층은 FMVSS No. 302의 자동차 내장재의 연소 시험의 요구조건을 충족시키는 난연성을 갖는다. 따라서, 시트형상 히터의 난연성이 개선된다. 또한, 접착층은 시트형상 히터의 스트레치성을 손상시키지 않도록 접착제만으로 이루어지는 것이 바람직하다.
본 발명의 시트형상 히터(31)를 차량용 시트 히터에 적용할 경우, 도 11에 나타낸 바와 같은 상태에서, 차량용 시트(41) 내에 매립되어 배열된다. 즉, 차량용 시트(41)의 표피 커버(43) 또는 좌석 패드(45)에 시트형상 히터(31)가 점착된다.
(산업상의 이용 가능성)
이상에서 상세하게 설명한 바와 같이, 본 발명에 의하면, 접착성이 높고, 절연성도 충분한 코드형상 히터를 제공한다. 이 코드형상 히터는, 예를 들면 고분자발포체 및 부직포 등의 기재 상에 사행 형상 등의 소정의 형상으로 배열됨으로써, 시트형상 히터로서 사용될 수 있다. 시트형상 히터는 예를 들면 전기담요, 전기 카페트, 카시트 히터, 스티어링 히터, 난방 변좌, 흐림방지 거울용 히터 및 가열 조리기구에 적합하게 사용될 수 있다. 또한, 코드형상 히터의 단일 사용으로서는, 코드형상 히터를, 예를 들면 파이프, 탱크 등의 주위에 권취해서 접착하거나, 또는 파이프 내에 설치할 수 있다. 실제 용도로서는, 코드형상 히터는, 예를 들면 배관 및 냉동고의 파이프 드레인용의 동결방지 히터, 에어콘 및 제습기용의 보온 히터, 냉장고 및 냉동고용의 상해방지 히터, 건조용 히터, 및 마루난방용 히터로서 적합하게 사용될 수 있다. 상기 시트형상 히터의 용도로서 상기 열거한 예: 전기담요, 전기 카페트, 카시트 히터, 스티어링 히터, 난방 변좌, 흐림방지 거울용 히터 및 가열 조리기구, 및 마루난방용 히터에 있어서, 가열 대상물에 본 발명의 코드형상 히터를 직접 접착하거나 또는 직접 권취할 수 있다.
1: 코드형상 히터
3: 코어재
5a: 도전선
5b: 절연 피막
7: 내층 피복
9: 외층 피복
11: 기재
31: 시트형상 히터
3: 코어재
5a: 도전선
5b: 절연 피막
7: 내층 피복
9: 외층 피복
11: 기재
31: 시트형상 히터
Claims (14)
- 도전선;
상기 도전선의 외주에 형성된 내층 피복; 및
상기 내층 피복의 외주에 형성된 외층 피복을 포함하는 코드형상 히터로서:
상기 내층 피복의 용융 온도가 상기 외층 피복의 용융 온도보다 높고,
상기 내층 피복과 상기 외층 피복이 동일 타입의 고분자 재료로 이루어지고,
상기 내층 피복과 상기 외층 피복이 서로 접착되어 있는 것을 특징으로 하는 코드형상 히터. - 제 1 항에 있어서,
상기 도전선은 복수의 도전선을 포함하고, 또한
상기 도전선이 절연 피막으로 피복되어 있는 것을 특징으로 하는 코드형상 히터. - 제 1 항에 있어서,
상기 고분자 재료가 폴리에스테르계 열가소성 엘라스토머인 것을 특징으로 하는 코드형상 히터. - 제 1 항에 있어서,
상기 외층 피복의 용융 온도가 100℃∼225℃이고,
상기 내층 피복의 용융 온도의 하한은 상기 외층 피복의 용융 온도보다 30℃ 이상 더 높고, 또한
상기 내층 피복의 용융 온도의 상한은 300℃인 것을 특징으로 하는 코드형상 히터. - 제 1 항에 있어서,
상기 외층 피복의 용융 온도가 130℃∼185℃이고, 또한
상기 내층 피복의 용융 온도가 215℃∼250℃인 것을 특징으로 하는 코드형상 히터. - 제 1 항에 있어서,
상기 내층 피복의 두께가 0.04mm 이상이고, 또한
상기 코드형상 히터의 외경이 0.73mm 이하인 것을 특징으로 하는 코드형상 히터. - 제 1 항에 기재된 코드형상 히터가 기재에 배열되어 있는 것을 특징으로 하는 시트형상 히터.
- 제 7 항에 있어서,
상기 기재가 공극을 갖고,
상기 외층 피복의 적어도 일부가 상기 기재의 공극 내에 침입하여 있고,
상기 내층 피복이 상기 기재의 공극 내에 침입하여 있지 않은 것을 특징으로 하는 시트형상 히터. - 제 8 항에 있어서,
상기 내층 피복의 단면 형상이 대략 원형 형상을 유지하고 있는 것을 특징으로 하는 시트형상 히터. - 제 7 항에 있어서,
상기 고분자 재료가 폴리에스테르계 열가소성 엘라스토머인 것을 특징으로 하는 시트형상 히터. - 제 7 항에 있어서,
상기 외층 피복의 용융 온도가 100℃∼225℃이고,
상기 내층 피복의 용융 온도의 하한은 상기 외층 피복의 용융 온도보다 30℃ 이상 더 높고, 또한
상기 내층 피복의 용융 온도의 상한은 300℃인 것을 특징으로 하는 시트형상 히터. - 제 7 항에 있어서,
상기 외층 피복의 용융 온도가 130℃∼185℃이고,
상기 내층 피복의 용융 온도가 215℃∼250℃인 것을 특징으로 하는 시트형상 히터. - 제 7 항에 있어서,
상기 내층 피복의 두께가 0.04mm 이상이고, 또한
상기 코드형상 히터의 외경이 0.73mm 이하인 것을 특징으로 하는 시트형상 히터. - 도전선, 상기 도전선의 외주에 형성된 내층 피복, 및 상기 내층 피복의 외주에 형성된 외층 피복을 포함하는 코드형상 히터를 공극을 갖는 기재 상에 배열하는 단계; 및
가열 가압에 의해, 상기 내층 피복을 실질적으로 용융시키지 않고 상기 외층 피복을 용융시켜서, 상기 외층 피복을 상기 기재의 공극 내에 침입시킴으로써, 상기 코드형상 히터와 상기 기재를 열융착하는 단계를 포함하는 시트형상 히터의 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247012093A KR20240052094A (ko) | 2017-07-26 | 2018-07-20 | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017144147 | 2017-07-26 | ||
| JPJP-P-2017-144147 | 2017-07-26 | ||
| PCT/JP2018/027361 WO2019021970A1 (ja) | 2017-07-26 | 2018-07-20 | コード状ヒータ、面状ヒータおよび面状ヒータの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247012093A Division KR20240052094A (ko) | 2017-07-26 | 2018-07-20 | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200034672A true KR20200034672A (ko) | 2020-03-31 |
Family
ID=65041197
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197037692A KR20200034672A (ko) | 2017-07-26 | 2018-07-20 | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 |
| KR1020247012093A KR20240052094A (ko) | 2017-07-26 | 2018-07-20 | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247012093A KR20240052094A (ko) | 2017-07-26 | 2018-07-20 | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11457512B2 (ko) |
| EP (1) | EP3661323B1 (ko) |
| JP (1) | JP7360942B2 (ko) |
| KR (2) | KR20200034672A (ko) |
| CN (1) | CN110870383B (ko) |
| WO (1) | WO2019021970A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017008496B4 (de) * | 2017-09-11 | 2023-04-27 | I.G. Bauerhin Gmbh | Verfahren zur Herstellung eines Heizelements für benutzerberührbare Flächen in einem Fahrzeug |
| FR3092043B1 (fr) * | 2019-01-25 | 2021-02-12 | Faurecia Sieges Dautomobile | Panneau d'élément de siège |
| JP2022150008A (ja) * | 2021-03-25 | 2022-10-07 | ヤマハ発動機株式会社 | 鞍乗り型の乗り物の座席に用いられる、エッジ部を有するシートクッション、及びその製造方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6147087A (ja) | 1984-08-11 | 1986-03-07 | 松下電器産業株式会社 | シ−トヒ−タの発熱線 |
| JP4202071B2 (ja) | 2001-09-20 | 2008-12-24 | 株式会社クラベ | シートヒータとシートヒータの製造方法 |
| US9963056B2 (en) | 2001-09-20 | 2018-05-08 | Kurabe Industrial Co., Ltd. | Seat heater and a manufacturing method of seat heater |
| US7223948B2 (en) * | 2002-11-15 | 2007-05-29 | W.E.T. Automotive Systems Ag | Covered conductor and heater formed therewith |
| JP4161893B2 (ja) | 2003-12-09 | 2008-10-08 | 松下電器産業株式会社 | 発熱体 |
| JP2005322607A (ja) | 2004-05-10 | 2005-11-17 | Tachibana Denki Kk | 面状発熱体及びその製造方法 |
| JP3122486U (ja) | 2006-03-31 | 2006-06-15 | 株式会社大塚製薬工場 | ガスバリアフィルム及び複室バッグ |
| JP2008311111A (ja) | 2007-06-15 | 2008-12-25 | Kurabe Ind Co Ltd | コード状ヒータ |
| JP5054438B2 (ja) * | 2007-06-15 | 2012-10-24 | 株式会社クラベ | コード状ヒータ |
| JP2010015691A (ja) | 2008-06-30 | 2010-01-21 | Kurabe Ind Co Ltd | コード状ヒータ |
| WO2011001953A1 (ja) | 2009-07-03 | 2011-01-06 | 株式会社クラベ | コード状ヒータと面状ヒータ |
| JP2013098138A (ja) * | 2011-11-04 | 2013-05-20 | Hongkong Tachibana Electronics Co Ltd | コード状発熱線装置 |
| JP6101480B2 (ja) | 2012-12-25 | 2017-03-22 | 株式会社クラベ | ヒータユニット |
| JP6376730B2 (ja) | 2012-12-25 | 2018-08-22 | 株式会社クラベ | ヒータユニット及びステアリングホイール |
| CN104871639B (zh) | 2012-12-25 | 2018-04-06 | 株式会社克拉比 | 绳状加热器和片状加热器 |
| DE202013101027U1 (de) * | 2013-03-08 | 2013-03-18 | Beurer Gmbh | Schmiegsames Wärmegerät |
| JP6351999B2 (ja) * | 2013-03-27 | 2018-07-04 | 株式会社クラベ | ヒータユニット及びシート |
| JP5753310B1 (ja) | 2014-12-03 | 2015-07-22 | 坂口電熱株式会社 | フッ素樹脂フィルム面状ヒータ |
| US10045401B2 (en) | 2015-08-07 | 2018-08-07 | Kurabe Industrial Co., Ltd. | Heater unit and steering wheel |
-
2018
- 2018-07-20 WO PCT/JP2018/027361 patent/WO2019021970A1/ja unknown
- 2018-07-20 US US16/624,906 patent/US11457512B2/en active Active
- 2018-07-20 JP JP2019532572A patent/JP7360942B2/ja active Active
- 2018-07-20 CN CN201880040769.2A patent/CN110870383B/zh active Active
- 2018-07-20 EP EP18838384.8A patent/EP3661323B1/en active Active
- 2018-07-20 KR KR1020197037692A patent/KR20200034672A/ko not_active IP Right Cessation
- 2018-07-20 KR KR1020247012093A patent/KR20240052094A/ko active Search and Examination
Non-Patent Citations (8)
| Title |
|---|
| 국제공개 WO2011/001953 공보: KURABE INDUSTRIAL CO., LTD. |
| 국제공개 WO2014/103981 공보: KURABE INDUSTRIAL CO., LTD. |
| 일본 특허 제4118878호 공보: W.E.T. Automotive Systems AG |
| 일본 특허 제4202071호 공보: KURABE INDUSTRIAL CO., LTD. |
| 일본 특허공개 2008-311111 공보: KURABE INDUSTRIAL CO., LTD. |
| 일본 특허공개 2010-15691 공보: KURABE INDUSTRIAL CO., LTD. |
| 일본 특허공개 2014-143175공보: KURABE INDUSTRIAL CO., LTD. |
| 일본 특허공개 소 61-47087호 공보: Matsushita Electric Industrial Co., Ltd. |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110870383A (zh) | 2020-03-06 |
| EP3661323A1 (en) | 2020-06-03 |
| EP3661323A4 (en) | 2021-04-07 |
| EP3661323B1 (en) | 2024-03-06 |
| JPWO2019021970A1 (ja) | 2020-07-02 |
| US20200137838A1 (en) | 2020-04-30 |
| CN110870383B (zh) | 2022-06-07 |
| WO2019021970A1 (ja) | 2019-01-31 |
| KR20240052094A (ko) | 2024-04-22 |
| JP7360942B2 (ja) | 2023-10-13 |
| US11457512B2 (en) | 2022-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101809928B1 (ko) | 코드 형상 히터와 면 형상 히터 | |
| JP5916385B2 (ja) | コード状ヒータと面状ヒータ | |
| JP6351999B2 (ja) | ヒータユニット及びシート | |
| KR20200034672A (ko) | 코드형상 히터, 시트형상 히터 및 시트형상 히터의 제조 방법 | |
| JP2011181316A (ja) | ヒータユニット | |
| JP2019129112A (ja) | ヒータユニット及びステアリングホイール | |
| JP7210299B2 (ja) | 面状ヒータ | |
| WO2022054701A1 (ja) | コード状ヒータと面状ヒータ | |
| CA2993511C (en) | Heater unit, steering wheel and method of manufacturing heater unit | |
| JP2013020951A (ja) | コード状ヒータと面状ヒータ | |
| WO2023204022A1 (ja) | 面状ユニット、ステアリングホイール及び面状ユニットの製造方法 | |
| JP6602071B2 (ja) | ヒータユニット及びステアリングホイール | |
| JP6101480B2 (ja) | ヒータユニット | |
| WO2023162409A1 (ja) | コード状ヒータと面状ヒータ | |
| EP4124173A1 (en) | Cord-shaped heater and planar heater | |
| JP2019040694A (ja) | ヒータユニット及びその製造方法 | |
| JP2024068100A (ja) | 面状ユニット | |
| JP6675845B2 (ja) | ヒータユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| X601 | Decision of rejection after re-examination |