KR20190131029A - 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃 - Google Patents
원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃 Download PDFInfo
- Publication number
- KR20190131029A KR20190131029A KR1020197027149A KR20197027149A KR20190131029A KR 20190131029 A KR20190131029 A KR 20190131029A KR 1020197027149 A KR1020197027149 A KR 1020197027149A KR 20197027149 A KR20197027149 A KR 20197027149A KR 20190131029 A KR20190131029 A KR 20190131029A
- Authority
- KR
- South Korea
- Prior art keywords
- sputtering target
- target material
- backing tube
- solder
- bonding
- Prior art date
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3488—Constructional details of particle beam apparatus not otherwise provided for, e.g. arrangement, mounting, housing, environment; special provisions for cleaning or maintenance of the apparatus
- H01J37/3491—Manufacturing of targets
Abstract
본 발명의 원통형 스퍼터링 타깃의 제조 방법은, 스퍼터링 타깃재의 내주면 및 백킹 튜브의 외주면에 솔더 하지층을 형성하는 솔더재 도포 공정과, 솔더재 도포 공정 후에 스퍼터링 타깃재 및 백킹 튜브를 냉각시키는 냉각 공정과, 솔더 하지층의 표면에 생성된 산화물을 제거하는 산화물 제거 공정과, 스퍼터링 타깃재와 백킹 튜브를 솔더 접합하는 솔더 접합 공정을 구비하고 있다.
Description
본 발명은, 원통 형상을 이루는 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에, In 또는 In 합금으로 이루어지는 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃에 관한 것이다.
본원은, 2017년 3월 29일에 일본에 출원된 일본 특허출원 2017-066107호에 대해 우선권을 주장하고, 그 내용을 여기에 원용한다.
금속막이나 산화물막 등의 박막을 성막하는 수단으로서, 스퍼터링 타깃을 사용한 스퍼터법이 널리 사용되고 있다.
상기 서술한 스퍼터링 타깃으로는, 예를 들어, 스퍼터면이 원형 또는 사각형상을 이루는 평판형 스퍼터링 타깃, 및, 스퍼터면이 원통면인 원통형 스퍼터링 타깃이 제안되어 있다.
상기 서술한 평판형 스퍼터링 타깃에 있어서는, 타깃재의 사용 효율이 20 ∼ 30 % 정도로 낮아, 효율적으로 성막을 할 수 없었다.
이에 반해, 원통형 스퍼터링 타깃은, 그 외주면 (원통면) 이 스퍼터면으로 되어 있고, 타깃을 회전하면서 스퍼터를 실시하는 점에서, 타깃 표면의 일부에 형성되는 축선 방향을 따른 피스퍼터 영역은, 둘레 방향으로 이동한다. 그 결과, 이로전부는 둘레 방향으로 넓어진다. 따라서, 평판형 스퍼터링 타깃을 사용한 경우에 비해 원통 형상의 스퍼터링 타깃재의 사용 효율이 60 ∼ 80 % 로 높아진다는 이점을 갖고 있다.
또한, 원통형 스퍼터링 타깃에 있어서는, 백킹 튜브의 내주측으로부터 냉각되는 구성으로 되어 있고, 또, 원통 형상의 스퍼터링 타깃재는 회전하면서 스퍼터되는 점에서, 상기 피스퍼터 영역의 온도 상승이 억제되고, 스퍼터링시의 파워 밀도를 올릴 수 있기 때문에, 성막의 스루풋을 더욱 향상시키는 것이 가능해진다.
이 때문에, 최근에는, 원통형 스퍼터링 타깃에 대한 니즈가 증가하는 경향이 있다.
그리고, 상기 서술한 원통형 스퍼터링 타깃에 있어서는, 예를 들어 특허문헌 1 에 기재되어 있는 바와 같이, 성막하는 박막의 조성에 따라 형성된 원통 형상의 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에 배치되고, 상기 스퍼터링 타깃재를 유지하는 백킹 튜브가, 접합층을 개재하여 접합된 구조로 되어 있다. 또한, 대형 기판에 대한 성막에 대응하기 위해, 원통형 타깃의 타깃재의 축선 방향 길이를, 예를 들어 0.5 m 이상으로 비교적 길게 설정한 것이 제안되어 있다.
여기서, 스퍼터링 타깃재와 백킹 튜브 사이에 개재하는 접합층을 구성하는 접합재로는, 예를 들어 In 및 In 합금 등으로 이루어지는 솔더재를 들 수 있다. 접합시의 작업성이나 변형을 작게 하기 위해, 이들 접합층을 구성하는 접합재의 융점은, 예를 들어 300 ℃ 이하로 비교적 저융점의 재료가 사용되고 있다.
상기 서술한 원통형 스퍼터링 타깃에 있어서 스퍼터링 타깃재와 백킹 튜브를 접합재를 사용하여 접합할 때에는, 스퍼터링 타깃재나 백킹 튜브의 재질에 따라서는 접합재와의 젖음성이 나빠, 접합층과 스퍼터링 타깃재 및 백킹 튜브의 접합 계면에 있어서의 접합 강도가 불충분해질 우려가 있었다.
그래서, 예를 들어 특허문헌 1 에 있어서는, 스퍼터링 타깃재의 내주면과 백킹 튜브의 외주면에 대해, 히터를 탑재한 초음파 인두 등으로 초음파 진동을 가하면서, 용융 상태의 접합재 (솔더재) 를 고르게 도포함으로써, 솔더 하지층을 형성하여, 접합재 (솔더재) 와의 젖음성을 향상시키고 있다.
또한, 원통형 스퍼터링 타깃에 있어서는, 스퍼터링 타깃재 및 백킹 튜브에 솔더 하지층을 형성한 후에 일단 냉각시키고, 스퍼터링 타깃재와 백킹 튜브를 위치 맞춤하여 조립하고, 스퍼터링 타깃재와 백킹 튜브의 간극에 용융된 솔더재를 흘려 넣음으로써, 스퍼터링 타깃재와 백킹 튜브를 접합한다.
그런데, 최근, 액정 패널, 태양 전지 패널 등에 있어서는, 추가적인 원가 저감이 요구되고 있는 점에서, 스퍼터링시의 파워 밀도를 더욱 올려 성막의 스루풋을 더욱 향상시킬 것이 요구되고 있다.
여기서, 상기 서술한 원통형 스퍼터링 타깃에 있어서, 접합층과 스퍼터링 타깃재 및 백킹 튜브의 접합 계면에 있어서의 접합 강도가 불충분해진 경우에는, 스퍼터링 타깃재의 열을 백킹 튜브측에 효율적으로 전달할 수 없게 된다.
이 때문에, 스퍼터링시의 파워 밀도를 더욱 상승시켜 스퍼터링하여 원통 형상의 스퍼터링 타깃재의 표면 온도가 상승한 경우에, 냉각이 불충분해져 In 등의 저융점 금속으로 구성된 접합층이 용출되거나, 스퍼터링 타깃재가 균열되어 버리거나 할 우려가 있었다. 이 때문에, 종래의 원통형 스퍼터링 타깃에 있어서는, 추가적인 파워 밀도의 상승을 실현할 수 없었다.
또한, 액정 패널, 태양 전지 패널 등에 있어서의 추가적인 원가 저감을 위해, 성막하는 기판의 대형화에 의해, 원통형 스퍼터링 타깃의 축선 방향 길이가 길어지고 있지만, 그 직경 방향의 사이즈는 크게 변경되고 있지 않다. 이 때문에, 스퍼터링시에 발생한 열을 백킹 튜브의 내주측으로 효율적으로 방산할 수 없어, 원통형 스퍼터링 타깃이 온도 상승하기 쉬워지고, 결국, 접합층이 용출되거나, 스퍼터링 타깃재가 균열되어 버리거나 할 우려가 있었다.
본 발명은, 전술한 사정을 감안하여 이루어진 것으로서, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 접합 강도, 및, 방열 특성이 우수한 원통형 스퍼터링 타깃을 제조 가능한 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃을 제공하는 것을 목적으로 한다.
상기의 과제를 해결하기 위해, 본 발명자들이 예의 검토한 결과, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에, 산화물이 두껍게 형성되어 있었던 경우에, 접합 강도가 저하되어, 스퍼터링 타깃재로부터 백킹 튜브로의 열 전달이 저해되고, 방열 특성도 저하되는 것을 알아내었다.
그리고, 이 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 형성되는 산화물은, 솔더 하지층의 표면에 생성된 산화물이, 접합재 (솔더재) 를 사용하여 접합할 때에, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 응집함으로써 두껍게 성장한다는 지견을 얻었다.
본 발명은, 상기 서술한 지견에 기초하여 이루어진 것으로서, 본 발명의 원통형 스퍼터링 타깃의 제조 방법은, 원통 형상을 이루는 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에, In 또는 In 합금으로 이루어지는 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃의 제조 방법으로서, 상기 스퍼터링 타깃재 및 상기 백킹 튜브를 가열하여, 상기 스퍼터링 타깃재의 내주면 및 상기 백킹 튜브의 외주면에, 용융된 In 또는 In 합금으로 이루어지는 솔더재를 도포하여 솔더 하지층을 형성하는 솔더재 도포 공정과, 상기 솔더재 도포 공정 후에 상기 스퍼터링 타깃재 및 상기 백킹 튜브를 냉각시키는 냉각 공정과, 상기 냉각 공정 후에, 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 산화물 제거 공정과, 상기 산화물 제거 공정 후에, 상기 스퍼터링 타깃재와 상기 백킹 튜브를, In 또는 In 합금으로 이루어지는 솔더재를 사용하여 솔더 접합하는 솔더 접합 공정을 구비하고 있는 것을 특징으로 하고 있다.
이와 같은 구성으로 된 본 발명의 원통형 스퍼터링 타깃의 제조 방법에 의하면, 솔더재 도포 공정에 있어서 스퍼터링 타깃재의 내주면 및 백킹 튜브의 외주면에 솔더 하지층을 형성한 후, 상기 스퍼터링 타깃재 및 상기 백킹 튜브를 냉각시키는 냉각 공정에 있어서, 솔더 하지층의 표면에 산화물이 생성된다.
그리고, 본 발명에 있어서는, 상기 냉각 공정 후에, 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 산화물 제거 공정을 구비하고 있으므로, 솔더 하지층의 표면에 생성된 산화물이 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 응집하는 것을 억제할 수 있어, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면의 산화물이 두껍게 형성되는 것을 억제할 수 있다.
이로써, 스퍼터링 타깃재와 접합층, 및, 접합층과 백킹 튜브의 접합 강도가 우수하고, 또한, 방열 특성이 우수한 원통형 스퍼터링 타깃을 제조하는 것이 가능해진다.
여기서, 본 발명의 원통형 스퍼터링 타깃의 제조 방법에 있어서는, 상기 산화물 제거 공정에서는, 상기 솔더 하지층을 형성한 상기 스퍼터링 타깃재 및 상기 백킹 튜브를, 환원성 분위기하에서 가열 처리함으로써, 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 구성으로 해도 된다.
이 경우, 환원성 분위기하에서 가열 처리함으로써, 상기 솔더 하지층의 표면에 생성된 산화물을 환원하여 제거할 수 있다. 또, 솔더 하지층의 내부, 솔더 하지층의 스퍼터링 타깃재측의 계면, 솔더 하지층의 백킹 튜브측의 계면 등에 존재하는 산화물도 환원 처리에 의해 제거하는 것이 가능해진다.
또, 본 발명의 원통형 스퍼터링 타깃의 제조 방법에 있어서는, 상기 산화물 제거 공정에서는, 약액을 사용하여 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 구성으로 해도 된다.
이 경우, 약액을 사용하여 솔더 하지층의 표면을 에칭 처리함으로써, 상기 솔더 하지층의 표면에 생성된 산화물을 화학적으로 제거할 수 있다.
또한, 본 발명의 원통형 스퍼터링 타깃의 제조 방법에 있어서는, 상기 산화물 제거 공정에서는, 기계 가공에 의해 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 구성으로 해도 된다.
이 경우, 절삭 가공이나 연삭 가공 등의 기계 가공에 의해, 상기 솔더 하지층의 표면에 생성된 산화물을 물리적으로 제거할 수 있다.
본 발명의 원통형 스퍼터링 타깃은, 원통 형상을 이루는 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에, In 또는 In 합금으로 이루어지는 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃으로서, 상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 산화물의 최대 두께가 300 ㎚ 이하로 되어 있는 것을 특징으로 하고 있다.
이와 같은 구성으로 된 본 발명의 원통형 스퍼터링 타깃에 의하면, 상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 산화물의 최대 두께가 300 ㎚ 이하로 억제되어 있으므로, 상기 스퍼터링 타깃재와 상기 접합층, 및, 상기 백킹 튜브와 상기 접합층의 접합 강도를 향상시킬 수 있다.
또, 상기 스퍼터링 타깃재와 상기 접합층, 및, 상기 백킹 튜브와 상기 접합층이 확실하게 접합되어 있으므로, 스퍼터 성막시에 있어서 상기 스퍼터링 타깃재에서 발생한 열을, 백킹 튜브측으로 효율적으로 전달할 수 있어, 방열 특성이 우수하다.
따라서, 스퍼터 성막시에 있어서, 스퍼터링 타깃재의 균열이나 접합층의 용출의 발생을 억제할 수 있어, 안정적으로 스퍼터 성막을 실시할 수 있다.
여기서, 본 발명의 원통형 스퍼터링 타깃에 있어서는, 상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 두께 150 ㎚ 이상의 산화물의 길이가 1000 ㎚ 이하로 되어 있는 것이 바람직하다.
이 경우, 상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 두께 150 ㎚ 이상의 산화물의 길이가 1000 ㎚ 이하로 억제되어 있으므로, 상기 스퍼터링 타깃재와 상기 접합층, 및, 상기 백킹 튜브와 상기 접합층의 접합 강도를 향상시킬 수 있음과 함께, 방열 특성이 우수하다.
또한, 본 발명의 원통형 스퍼터링 타깃에 있어서는, 상기 스퍼터링 타깃재와 상기 접합층과 상기 백킹 튜브를 적층 방향으로 인장 시험하였을 때의 강도가 4 ㎫ 이상인 것이 바람직하다.
이 경우, 상기 스퍼터링 타깃재와 상기 접합층, 및, 상기 백킹 튜브와 상기 접합층은 강고하게 접합되어 있어, 방열 특성이 우수하다.
이상과 같이, 본 발명에 의하면, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 접합 강도, 및, 방열 특성이 우수한 원통형 스퍼터링 타깃을 제조 가능한 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃을 제공하는 것이 가능해진다.
도 1 은, 본 발명의 일 실시형태에 관련된 원통형 스퍼터링 타깃의 개략 설명도이다. (a) 가 축선 (O) 방향에 직교하는 단면도, (b) 가 축선 (O) 을 따른 단면도이다.
도 2 는, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 백킹 튜브와 접합층의 접합 계면의 확대 설명도이다.
도 3A 는, 스퍼터링 타깃재와 백킹 튜브의 접합 강도를 측정하는 인장 시험편의 채취 방법을 나타내는 설명도이다.
도 3B 는, 스퍼터링 타깃재와 백킹 튜브의 접합 강도를 측정하는 인장 시험편의 채취 방법을 나타내는 설명도이다.
도 4 는, 본 발명의 일 실시형태에 관련된 원통형 스퍼터링 타깃의 제조 방법을 나타내는 플로도이다.
도 5 는, 본 발명의 다른 실시형태에 관련된 원통형 스퍼터링 타깃의 제조 방법을 나타내는 플로도이다.
도 6 은, 본 발명예 2 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 나타내는 사진이다.
도 7 은, 비교예 1 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 나타내는 사진이다.
도 2 는, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 백킹 튜브와 접합층의 접합 계면의 확대 설명도이다.
도 3A 는, 스퍼터링 타깃재와 백킹 튜브의 접합 강도를 측정하는 인장 시험편의 채취 방법을 나타내는 설명도이다.
도 3B 는, 스퍼터링 타깃재와 백킹 튜브의 접합 강도를 측정하는 인장 시험편의 채취 방법을 나타내는 설명도이다.
도 4 는, 본 발명의 일 실시형태에 관련된 원통형 스퍼터링 타깃의 제조 방법을 나타내는 플로도이다.
도 5 는, 본 발명의 다른 실시형태에 관련된 원통형 스퍼터링 타깃의 제조 방법을 나타내는 플로도이다.
도 6 은, 본 발명예 2 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 나타내는 사진이다.
도 7 은, 비교예 1 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 나타내는 사진이다.
이하에, 본 발명의 실시형태인 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃에 대해, 첨부된 도면을 참조하여 설명한다.
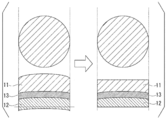
본 실시형태에 관련된 원통형 스퍼터링 타깃 (10) 은, 도 1 에 나타내는 바와 같이, 축선 (O) 을 따라 연장되는 원통 형상을 이루는 스퍼터링 타깃재 (11) 와, 이 스퍼터링 타깃재 (11) 의 내주측에 삽입된 원통 형상의 백킹 튜브 (12) 를 구비하고 있다.
그리고, 원통 형상의 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 는, 접합층 (13) 을 개재하여 접합되어 있다.
스퍼터링 타깃재 (11) 는, 성막하는 박막의 조성에 따른 조성으로 되어, 각종 금속 및 산화물 등으로 구성되어 있으며, 예를 들어 규소 (Si), 티탄 (Ti), 니오브 (Nb) 등으로 구성되어 있다.
또, 이 원통 형상의 스퍼터링 타깃재 (11) 의 사이즈는, 예를 들어 외경 DT 가 0.15 m ≤ DT ≤ 0.17 m 의 범위 내, 내경 dT 가 0.12 m ≤ dT ≤ 0.14 m 의 범위 내, 축선 (O) 방향 길이 LT 가 0.5 m ≤ LT ≤ 3 m 의 범위 내로 되어 있다.
백킹 튜브 (12) 는, 원통 형상의 스퍼터링 타깃재 (11) 를 유지하여 기계적 강도를 확보하기 위해 형성된 것이며, 나아가서는 원통 형상의 스퍼터링 타깃재 (11) 에 대한 전력 공급, 및, 원통 형상의 스퍼터링 타깃재 (11) 의 냉각과 같은 기능을 갖는다.
이 때문에, 백킹 튜브 (12) 로는, 기계적 강도, 전기 전도성 및 열 전도성이 우수할 것이 요구되고 있으며, 예를 들어 SUS304 등의 스테인리스강, 티탄 등으로 구성되어 있다.
여기서, 이 백킹 튜브 (12) 의 사이즈는, 예를 들어 외경 DB 가 0.12 m ≤ DB ≤ 0.14 m 의 범위 내, 내경 dB 가 0.11 m ≤ dB ≤ 0.13 m 의 범위 내, 축선 (O) 방향 길이 LB 가 0.5 m ≤ LB ≤ 3 m 의 범위 내로 되어 있다.
원통 형상의 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 사이에 개재하는 접합층 (13) 은, 접합재를 사용하여 원통 형상의 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 접합하였을 때에 형성된다.
접합층 (13) 을 구성하는 접합재는, In 또는 In 합금으로 이루어지는 솔더재로 구성되어 있다. 또한, 접합층 (13) 의 두께 t 는, 0.0005 m ≤ t ≤ 0.004 m 의 범위 내로 되어 있다.
그리고, 본 실시형태에 관련된 원통형 스퍼터링 타깃 (10) 에 있어서는, 도 2 에 나타내는 바와 같이, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 계면에 있어서 관찰되는 산화물 (15) 의 최대 두께가 300 ㎚ 이하로 되어 있다.
또한, 본 실시형태에 있어서는, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 계면에 있어서 관찰되는 두께 150 ㎚ 이상의 산화물 (15) 의 길이 (접합 계면을 따른 길이) 가 1000 ㎚ 이하로 되어 있다.
또, 본 실시형태인 원통형 스퍼터링 타깃 (10) 에 있어서는, 원통형 스퍼터링 타깃 (10) 의 반경 방향, 즉 적층 방향을 따라 원기둥상으로 잘라낸 인장 시험편을 사용하여, 스퍼터링 타깃재 (11) 와 접합층 (13) 과 백킹 튜브 (12) 를 적층 방향으로 인장 시험하였을 때의 강도가 4 ㎫ 이상으로 되어 있다.
본 실시형태에서는, 도 3A 에 나타내는 바와 같이, 원통형 스퍼터링 타깃 (10) 의 측면으로부터 원기둥상의 샘플을 잘라내었다. 그리고, 도 3B 에 나타내는 바와 같이, 샘플의 단면 (외주면 및 내주면) 을 잘라내어 평탄면으로 함과 함께, 샘플의 외주면을 선반 가공에 의해 절삭하여 측정 시료를 제조하고, 이 측정 시료를 사용하여 인장 강도를 측정한다. 이것을, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 접합층 (13) 과 백킹 튜브 (12) 의 접합 강도로 한다.
이하에, 본 실시형태인 원통형 스퍼터링 타깃 (10) 의 제조 방법에 대해, 도 4 를 사용하여 설명한다.
(솔더 하지층 형성 공정 S01)
먼저, 스퍼터링 타깃재 (11) 의 내주면 및 백킹 튜브 (12) 의 외주면에, 용융된 In 또는 In 합금으로 이루어지는 솔더재를 도포하여, 각각 솔더 하지층을 형성한다.
이 솔더 하지층 형성 공정 (솔더재 도포 공정) S01 에 있어서는, 스퍼터링 타깃재 (11) 및 백킹 튜브 (12) 를 가열해 두고, 히터를 탑재한 초음파 인두 등으로 초음파 진동을 가하면서 용융된 In 또는 In 합금으로 이루어지는 솔더재를 도포함으로써, 솔더 하지층을 형성한다. 또한, 이 솔더 하지층 형성 공정 S01 에 있어서의 가열 온도는 170 ℃ 이상 250 ℃ 이하의 범위 내로 되어 있다. 가열 온도는 190 ℃ 이상 230 ℃ 이하의 범위 내가 보다 바람직하다. 여기서, 이 솔더 하지층 형성 공정 S01 에 있어서는, 일본 공개특허공보 2014-037619호에 기재된 방법으로 솔더 하지층을 형성하는 것이 바람직하다.
(냉각 공정 S02)
다음으로, 솔더 하지층을 형성한 상태에서, 스퍼터링 타깃재 (11) 및 백킹 튜브 (12) 를 조립하기 위해, 일단 실온으로까지 냉각시킨다.
이 냉각 공정 S02 에 있어서, 스퍼터링 타깃재 (11) 의 내주면 및 백킹 튜브 (12) 의 외주면에 형성된 솔더 하지층의 표면에, In 산화물이 생성된다.
(조립 공정 S03)
다음으로, 솔더 하지층을 형성한 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 위치 맞춤하여 조립한다. 이 때, 스페이서 등을 사용하여, 스퍼터링 타깃재 (11) 의 내주면과 백킹 튜브 (12) 의 외주면 사이에 소정의 치수의 간극을 형성해 둔다. 또한, 이 조립 공정 S03 에 있어서는, 일본 공개특허공보 2014-037619호에 기재된 방법으로 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 조립하는 것이 바람직하다.
(산화물 제거 공정 S04)
다음으로, 스퍼터링 타깃재 (11) 의 내주면 및 백킹 튜브 (12) 의 외주면에 형성된 솔더 하지층의 표면에 생성된 산화물을 제거한다.
본 실시형태에 있어서는, 솔더 하지층을 형성한 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 조립한 상태에서, 환원성 분위기하에서 가열 처리함으로써, 솔더 하지층의 표면에 생성된 산화물을 제거한다.
이 산화물 제거 공정 S04 에 있어서는, 환원성 분위기로서, 예를 들어 수소 가스 분위기, CO 가스 분위기, NH3 분해 가스 분위기, 혹은, 이들의 혼합 가스 분위기 등을 적용할 수 있다. 본 실시형태에서는, 수소 가스 분위기로 한다.
또, 산화물 제거 공정 S04 에 있어서의 가열 조건은, 스퍼터링 타깃재 (11), 백킹 튜브 (12), 및 접합층 (13) 의 재질에 따라 적절히 설정하는 것이 바람직하다. 본 실시형태에서는, 가열 온도가 200 ℃ 이상 350 ℃ 이하의 범위 내로 되어 있고, 이 가열 온도에서의 유지 시간이 60 분 이상 240 분 이하의 범위 내로 되어 있다. 가열 온도는 250 ℃ 이상 300 ℃ 이하의 범위 내로 되는 것이 보다 바람직하고, 유지 시간은 90 분 이상 170 분 이하의 범위 내로 되는 것이 보다 바람직하다.
(솔더 접합 공정 S05)
다음으로, 산화물 제거 공정 S04 후, 조립한 스퍼터링 타깃재 (11) 의 내주면과 백킹 튜브 (12) 의 외주면의 간극에, 용융된 솔더재를 흘려 넣고, 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 솔더 접합한다.
이 솔더 접합 공정 S05 에 있어서는, 산화물 제거 공정 S04 에 이어서, 환원성 분위기 혹은 N2 가스나 Ar 가스 등의 불활성 가스 분위기에서 실시하는 것이 바람직하다. 또, 이 솔더 접합 공정 S05 에 있어서의 가열 조건은, 접합층 (13) 의 재질에 따라 적절히 설정하는 것이 바람직하다. 본 실시형태에서는, 가열 온도가 170 ℃ 이상 250 ℃ 이하의 범위 내로 되어 있고, 이 가열 온도에서의 유지 시간이 10 분 이상 120 분 이하의 범위 내로 되어 있다. 가열 온도는 190 ℃ 이상 230 ℃ 이하의 범위 내로 되는 것이 보다 바람직하고, 유지 시간은 30 분 이상 90 분 이하의 범위 내로 되는 것이 보다 바람직하다.
또한, 이 솔더 접합 공정 S05 에 있어서는, 일본 공개특허공보 2014-037619호에 기재된 방법으로 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 의 간극에 솔더재를 흘려 넣는 것이 바람직하다.
이상과 같은 구성으로 된 본 실시형태인 원통형 스퍼터링 타깃 (10) 의 제조 방법에 의하면, 냉각 공정 S02 에 있어서, 솔더 하지층의 표면에 In 산화물이 생성되지만, 냉각 공정 S02 후에, 솔더 하지층의 표면에 생성된 산화물을 제거하는 산화물 제거 공정 S04 를 구비하고 있으므로, 솔더 하지층의 표면에 생성된 산화물이, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 접합층 (13) 과 백킹 튜브 (12) 의 접합 계면에 응집하는 것을 억제할 수 있어, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 접합층 (13) 과 백킹 튜브 (12) 의 접합 계면에 형성되는 산화물 (15) 의 두께를 얇게 할 수 있다.
따라서, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 접합층 (13) 과 백킹 튜브 (12) 의 접합 강도가 우수하고, 또한, 방열 특성이 우수한 원통형 스퍼터링 타깃 (10) 을 제조하는 것이 가능해진다.
또, 본 실시형태에 있어서는, 산화물 제거 공정 S04 에서는, 솔더 하지층을 형성한 스퍼터링 타깃재 (11) 및 백킹 튜브 (12) 를, 환원성 분위기하에서 가열 처리함으로써, 솔더 하지층의 표면에 생성된 산화물을 제거하므로, 솔더 하지층의 표면에 생성된 산화물을 환원하여 제거할 수 있다. 또, 솔더 하지층의 내부, 솔더 하지층의 스퍼터링 타깃재 (11) 측의 계면, 솔더 하지층의 백킹 튜브 (12) 측의 계면 등에 존재하는 산화물도 환원 처리에 의해 제거하는 것이 가능해진다.
또한, 본 실시형태에 있어서는, 산화물 제거 공정 S04 전에, 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 조립하는 조립 공정 S03 을 갖고, 산화물 제거 공정 S04 후에, 계속해서 솔더 접합 공정 S05 를 실시하고 있으므로, 솔더 접합 공정 S05 에 있어서 재가열할 필요가 없어, 효율적으로 원통형 스퍼터링 타깃 (10) 을 제조할 수 있다.
본 실시형태인 원통형 스퍼터링 타깃 (10) 에 의하면, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 계면에 있어서, 산화물 (15) 의 최대 두께가 300 ㎚ 이하로 억제되어 있으므로, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 강도를 향상시킬 수 있다. 산화물 (15) 의 최대 두께는 250 ㎚ 이하인 것이 보다 바람직하고, 50 ㎚ 이상 220 ㎚ 이하인 것이 더욱 바람직하다.
또, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 백킹 튜브 (12) 와 접합층 (13) 이 확실하게 접합되어 있으므로, 스퍼터 성막시에 있어서, 스퍼터링 타깃재 (11) 에서 발생한 열을, 백킹 튜브 (12) 측으로 효율적으로 전달할 수 있어, 방열 특성이 우수하다.
따라서, 스퍼터 성막시에 있어서, 스퍼터링 타깃재 (11) 의 균열이나 접합층 (13) 의 용출의 발생을 억제할 수 있어, 안정적으로 스퍼터 성막을 실시할 수 있다.
또한, 본 실시형태에 있어서는, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면, 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 계면에 있어서, 두께 150 ㎚ 이상의 산화물 (15) 의 길이가 1000 ㎚ 이하로 억제되어 있으므로, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 백킹 튜브 (12) 와 접합층 (13) 의 접합 강도를 향상시킬 수 있음과 함께, 방열 특성이 우수하다. 두께 150 ㎚ 이상의 산화물 (15) 의 길이는 710 ㎚ 이하인 것이 보다 바람직하고, 50 ㎚ 이상 460 ㎚ 이하인 것이 더욱 바람직하다.
또, 본 실시형태에 있어서는, 스퍼터링 타깃재 (11) 와 접합층 (13) 과 백킹 튜브 (12) 를 적층 방향으로 인장 시험하였을 때의 강도가 4 ㎫ 이상으로 되어 있으므로, 스퍼터링 타깃재 (11) 와 접합층 (13), 및, 백킹 튜브 (12) 와 접합층 (13) 이 강고하게 접합되어 있어, 방열 특성이 우수하다. 상기 인장 시험하였을 때의 강도는 5 ㎫ 이상인 것이 보다 바람직하고, 6 ㎫ 이상 20 ㎫ 이하인 것이 더욱 바람직하다.
이상, 본 발명의 실시형태에 대해 설명하였지만, 본 발명은 이것에 한정되지 않고, 그 발명의 기술적 사상을 일탈하지 않는 범위에서 적절히 변경 가능하다.
본 실시형태에서는, 도 1 에 나타내는 원통형 스퍼터링 타깃을 예로 들어 설명하였지만, 이것에 한정되지 않고, 원통 형상을 이루는 스퍼터링 타깃재와, 이 원통 형상의 스퍼터링 타깃재의 내주측에 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃이면 된다.
또, 본 실시형태에서는, 도 4 에 나타내는 바와 같이, 조립 공정 S03 후에 산화물 제거 공정 S04 를 실시하는 것으로 하여 설명하였지만, 이것에 한정되지 않고, 도 5 에 나타내는 바와 같이, 냉각 공정 S12 에 이어서 산화물 제거 공정 S13 을 실시하고, 산화물 제거 공정 S13 후에 조립 공정 S14 를 실시해도 된다. 즉, 솔더 하지층을 형성한 스퍼터링 타깃재 (11) 및 백킹 튜브 (12) 를 환원 분위기하에서 가열 처리함으로써, 솔더 하지층의 표면에 생성된 산화물을 제거한 후, 다시 냉각시키고, 조립 공정 S14 에 제공한다. 그리고, 조립 공정 S14 후에 가열 처리하여, 솔더 접합 공정 S15 에서 스퍼터링 타깃재 (11) 와 백킹 튜브 (12) 를 솔더 접합한다. 솔더 접합 공정 S15 에 있어서의 가열 처리의 분위기는, 대기 분위기, 바람직하게는 불활성 가스 분위기, 예를 들어 질소 가스 분위기 또는 아르곤 가스 분위기가 좋다.
또, 본 실시형태에서는, 산화물 제거 공정을, 환원성 분위기에서 가열 처리함으로써, 솔더 하지층의 표면의 산화물을 환원하여 제거하는 구성으로 하여 설명하였지만, 이것에 한정되지 않는다.
약액을 사용하여 솔더 하지층의 표면의 산화물을 화학적으로 제거해도 되고, 절삭 가공 등의 기계 가공에 의해 솔더 하지층의 표면의 산화물을 물리적으로 제거해도 된다. 또한, 이러한 구성의 산화물 제거 공정을 실시하는 경우에는, 도 5 에 나타내는 바와 같이, 산화물 제거 공정 S13 후에, 스퍼터링 타깃재와 백킹 튜브를 위치 맞춤하여 조립하는 조립 공정 S14 를 실시하는 것이 바람직하다.
실시예
이하에, 본 발명에 관련된 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃의 작용 효과를 확인하기 위해 실시한 확인 시험의 결과에 대해 설명한다.
표 1 에 나타내는 스퍼터링 타깃재, 백킹 튜브, 및, 솔더재를 준비하였다.
또한, 스퍼터링 타깃재의 사이즈는, 외경 DT 를 0.162 m, 내경 dT 를 0.135 m, 축선 방향 길이 LT 를 0.60 m 로 하였다.
또, 백킹 튜브의 사이즈는, 외경 DB 를 0.135 m, 내경 dB 를 0.133 m, 축선 방향 길이 LB 를 0.62 m 로 하였다.
스퍼터링 타깃재의 내주면 및 백킹 튜브의 외주면에, 초음파 인두를 사용하여 용융된 표 1 에 나타내는 솔더재를 도포하여, 각각 솔더 하지층을 형성하였다. 이 때의 가열 온도는 180 ℃ 로 하였다.
솔더 하지층을 형성한 스퍼터링 타깃재 및 백킹 튜브를 실온까지 냉각시킨 후, 본 발명예에서는, 표 1 에 나타내는 수단에 의해, 솔더 하지층의 표면의 산화물을 제거하는 산화물 제거 공정을 실시하였다. 비교예에서는, 산화물 제거 공정을 실시하지 않았다.
표 1 의「환원 처리」에 있어서는, H2 분위기하에 있어서 200 ℃ 에서 180 분 유지하는 가열 처리를 실시하고, 산화물을 환원하여 제거하였다.
표 1 의「약액」에 있어서는, 포름산을 스며들게 한 부직포로 솔더 하지층의 표면을 닦아내고, 그 후, 아세톤으로 세정함으로써, 산화물을 화학적으로 제거하였다.
표 1 의「기계 가공」에 있어서는, 솔더 하지층의 표면을 금속제의 스크레이퍼를 사용하여 깎아내어, 산화물을 물리적으로 제거하였다.
그리고, 스퍼터링 타깃재와 백킹 튜브를 위치 맞춤하여 조립하고, 스퍼터링 타깃재와 백킹 튜브의 간극에, 표 1 에 나타내는 솔더재를 흘려 넣고, 일본 공개특허공보 2014-37619에 기재된 방법으로 스퍼터링 타깃재와 백킹 튜브를 솔더 접합하여, 원통형 스퍼터링 타깃을 제조하였다.
얻어진 원통형 스퍼터링 타깃에 대해, 이하의 항목에 대해 평가하였다.
(산화물)
원통형 스퍼터링 타깃의 축선을 통과하는 단면에 있어서, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면을 관찰하고, EPMA 의 원소 매핑에 의해 산화물을 특정하고, 산화물의 최대 두께, 및, 두께 150 ㎚ 이상의 산화물의 최대 길이를 계측하였다. 평가 결과를 표 1 에 나타낸다. 또, 본 발명예 2 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 도 6 에, 비교예 1 에 있어서의 스퍼터링 타깃재와 접합층의 접합 계면의 관찰 결과를 도 7 에 나타낸다.
(접합 강도)
도 3A 에 나타내는 바와 같이, 와이어 컷을 사용하여, 얻어진 원통형 스퍼터링 타깃의 측면으로부터 원기둥상의 샘플을 잘라내었다. 이 샘플의 단면 (외주면 및 내주면) 은 도 3B 에 나타내는 바와 같이 잘라내어 평탄면으로 함과 함께, 샘플의 외주면을 기계 가공함으로써 φ 20 ㎜ 의 인장 시험편을 얻었다. 이 인장 시험편을, 인장 시험기 INSTORON5984 (인스트론 재팬사 제조) 에 장착하여 인장 강도를 측정하였다. 또한, 최대 하중 150 kN, 변위 속도를 0.1 ㎜/min 으로 하였다. 측정된 인장 강도를 접합 강도로 하여 표 1 에 나타낸다.
(스퍼터 시험)
표 2 에 나타내는 조건에서 스퍼터 성막을 8 시간 실시하고, 접합층의 용출을 평가하였다.
원통 형상의 스퍼터링 타깃재의 전체 단면에 접하고 있는 접합층의 용출이 없는 것을「A」, 원통 형상의 스퍼터링 타깃재의 전체 단면에 있어서, 축선 방향으로 1 ㎜ 미만의 접합층의 용출이 2 개 지점 이하인 것을「B」, 원통 형상의 스퍼터링 타깃재의 전체 단면에 있어서, 축선 방향으로 1 ㎜ 미만의 접합층의 용출이 3 개 지점 이상 혹은 1 ㎜ 이상의 접합층의 용출이 확인된 것을「C」, 스퍼터링 타깃재의 어긋남이 확인된 것을「D」로 평가하였다. 평가 결과를 표 2 에 나타낸다.


산화물 제거 공정을 실시하지 않은 비교예 1 ∼ 6 에 있어서는, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 산화물의 최대 두께가 모두 두껍게 되어 있고, 두께 150 ㎚ 이상의 산화물의 최대 길이도 길어졌다. 또, 도 7 에 나타내는 바와 같이, 비교예 1 에 있어서는, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면에 산화물 (15) 이 두껍게 형성되어 있는 것이 확인되었다.
솔더 접합시에, 솔더 하지층의 표면에 생성된 산화물이, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 응집하여, 산화물이 두껍게 형성된 것으로 추측된다.
또, 이들 비교예 1 ∼ 6 에 있어서는, 접합 강도가 2 ㎫ 이하로 낮게 되어 있어, 접합 강도가 불충분하였다. 또, 스퍼터 시험 후에 있어서, 접합층의 용출이 발생하였고, 특히 비교예 5 에서는, 스퍼터링 타깃재의 위치 어긋남도 발생하였다. 방열 특성이 불충분하였기 때문인 것으로 추측된다.
이에 반해, 솔더 하지층의 표면에 생성된 산화물을 제거한 본 발명예 1 ∼ 18 에 있어서는, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 산화물의 최대 두께가 모두 300 ㎚ 이하이고, 두께 150 ㎚ 이상의 산화물의 최대 길이도 1000 ㎚ 이하로 억제되어 있었다. 또, 도 6 에 나타내는 바와 같이, 본 발명예 2 에 있어서는, 스퍼터링 타깃재 (11) 와 접합층 (13) 의 접합 계면에 형성되는 산화물 (15) 이 얇게 되어 있는 것이 확인되었다.
그리고, 이들 본 발명예 1 ∼ 18 에 있어서는, 접합 강도가 모두 4 ㎫ 이상으로 높게 되어 있어, 접합 강도가 높아졌다. 또, 스퍼터 시험 후에 있어서, 접합층의 큰 용출이 없고, 방열 특성이 우수하였다.
이상으로부터, 본 발명예에 의하면, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 접합 강도, 및, 방열 특성이 우수한 원통형 스퍼터링 타깃을 제조 가능한 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃을 제공할 수 있는 것이 확인되었다.
산업상 이용가능성
본 발명의 제조 방법에 의하면, 스퍼터링 타깃재와 접합층의 접합 계면, 및, 접합층과 백킹 튜브의 접합 계면에 있어서의 접합 강도, 및, 방열 특성이 우수한 원통형 스퍼터링 타깃을 제조할 수 있다.
10 : 원통형 스퍼터링 타깃
11 : 스퍼터링 타깃재
12 : 백킹 튜브
13 : 접합층
15 : 산화물
11 : 스퍼터링 타깃재
12 : 백킹 튜브
13 : 접합층
15 : 산화물
Claims (7)
- 원통 형상을 이루는 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에, In 또는 In 합금으로 이루어지는 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃의 제조 방법으로서,
상기 스퍼터링 타깃재 및 상기 백킹 튜브를 가열하여, 상기 스퍼터링 타깃재의 내주면 및 상기 백킹 튜브의 외주면에, 용융된 In 또는 In 합금으로 이루어지는 솔더재를 도포하여 솔더 하지층을 형성하는 솔더재 도포 공정과,
상기 솔더재 도포 공정 후에 상기 스퍼터링 타깃재 및 상기 백킹 튜브를 냉각시키는 냉각 공정과,
상기 냉각 공정 후에, 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 산화물 제거 공정과,
상기 산화물 제거 공정 후에, 상기 스퍼터링 타깃재와 상기 백킹 튜브를, In 또는 In 합금으로 이루어지는 솔더재를 사용하여 솔더 접합하는 솔더 접합 공정을 구비하고 있는 것을 특징으로 하는 원통형 스퍼터링 타깃의 제조 방법. - 제 1 항에 있어서,
상기 산화물 제거 공정에서는, 상기 솔더 하지층을 형성한 상기 스퍼터링 타깃재 및 상기 백킹 튜브를, 환원성 분위기하에서 가열 처리함으로써, 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 것을 특징으로 하는 원통형 스퍼터링 타깃의 제조 방법. - 제 1 항에 있어서,
상기 산화물 제거 공정에서는, 약액을 사용하여 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 것을 특징으로 하는 원통형 스퍼터링 타깃의 제조 방법. - 제 1 항에 있어서,
상기 산화물 제거 공정에서는, 기계 가공에 의해 상기 솔더 하지층의 표면에 생성된 산화물을 제거하는 것을 특징으로 하는 원통형 스퍼터링 타깃의 제조 방법. - 원통 형상을 이루는 스퍼터링 타깃재와, 이 스퍼터링 타깃재의 내주측에, In 또는 In 합금으로 이루어지는 접합층을 개재하여 접합된 백킹 튜브를 구비한 원통형 스퍼터링 타깃으로서,
상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 산화물의 최대 두께가 300 ㎚ 이하로 되어 있는 것을 특징으로 하는 원통형 스퍼터링 타깃. - 제 5 항에 있어서,
상기 스퍼터링 타깃재와 상기 접합층의 접합 계면, 및, 상기 백킹 튜브와 상기 접합층의 접합 계면에 있어서, 두께 150 ㎚ 이상의 산화물의 길이가 1000 ㎚ 이하로 되어 있는 것을 특징으로 하는 원통형 스퍼터링 타깃. - 제 5 항 또는 제 6 항에 있어서,
상기 스퍼터링 타깃재와 상기 접합층과 상기 백킹 튜브를 적층 방향으로 인장 시험하였을 때의 강도가 4 ㎫ 이상인 것을 특징으로 하는 원통형 스퍼터링 타깃.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017066107A JP2018168417A (ja) | 2017-03-29 | 2017-03-29 | 円筒型スパッタリングターゲットの製造方法、及び、円筒型スパッタリングターゲット |
| JPJP-P-2017-066107 | 2017-03-29 | ||
| PCT/JP2018/010225 WO2018180545A1 (ja) | 2017-03-29 | 2018-03-15 | 円筒型スパッタリングターゲットの製造方法、及び、円筒型スパッタリングターゲット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190131029A true KR20190131029A (ko) | 2019-11-25 |
Family
ID=63675783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197027149A KR20190131029A (ko) | 2017-03-29 | 2018-03-15 | 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3604610A4 (ko) |
| JP (1) | JP2018168417A (ko) |
| KR (1) | KR20190131029A (ko) |
| CN (1) | CN110402300A (ko) |
| TW (1) | TWI751304B (ko) |
| WO (1) | WO2018180545A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7172580B2 (ja) * | 2018-12-26 | 2022-11-16 | 三菱マテリアル株式会社 | 円筒型スパッタリングターゲットの製造方法 |
| JP7120111B2 (ja) * | 2019-03-25 | 2022-08-17 | 三菱マテリアル株式会社 | 円筒型スパッタリングターゲットの製造方法 |
| CN111304605A (zh) * | 2020-03-09 | 2020-06-19 | 东莞市欧莱溅射靶材有限公司 | 一种ito旋转靶绑定方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014037619A (ja) | 2012-07-18 | 2014-02-27 | Mitsubishi Materials Corp | 円筒形スパッタリングターゲットおよびその製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01179767A (ja) * | 1988-01-06 | 1989-07-17 | Hitachi Ltd | セラミックスのはんだ付方法 |
| JP2622716B2 (ja) * | 1988-05-14 | 1997-06-18 | 株式会社ジャパンエナジー | 浸漬ボンディング方法及び装置 |
| JPH06128735A (ja) * | 1992-10-20 | 1994-05-10 | Mitsubishi Kasei Corp | スパッタリングターゲットの製造方法 |
| JPH1046327A (ja) * | 1996-07-31 | 1998-02-17 | Sumitomo Chem Co Ltd | スパッタリングターゲットおよびその製造方法 |
| TW570856B (en) * | 2001-01-18 | 2004-01-11 | Fujitsu Ltd | Solder jointing system, solder jointing method, semiconductor device manufacturing method, and semiconductor device manufacturing system |
| JP3404021B2 (ja) * | 2001-01-18 | 2003-05-06 | 富士通株式会社 | はんだ接合装置 |
| TWI274622B (en) * | 2003-04-28 | 2007-03-01 | Air Prod & Chem | Apparatus and method for removal of surface oxides via fluxless technique involving electron attachment and remote ion generation |
| US7079370B2 (en) * | 2003-04-28 | 2006-07-18 | Air Products And Chemicals, Inc. | Apparatus and method for removal of surface oxides via fluxless technique electron attachment and remote ion generation |
| KR101341705B1 (ko) * | 2010-11-24 | 2013-12-16 | 플란제 에스이 | 스퍼터링용 로터리 타겟의 접합방법 |
| JP2017066107A (ja) | 2015-09-30 | 2017-04-06 | 株式会社東洋新薬 | 皮膚外用組成物および紫外線防護化粧料 |
| JP6376101B2 (ja) * | 2015-10-27 | 2018-08-22 | 住友金属鉱山株式会社 | 円筒形スパッタリングターゲットおよびその製造方法 |
-
2017
- 2017-03-29 JP JP2017066107A patent/JP2018168417A/ja active Pending
-
2018
- 2018-03-15 CN CN201880017587.3A patent/CN110402300A/zh active Pending
- 2018-03-15 WO PCT/JP2018/010225 patent/WO2018180545A1/ja unknown
- 2018-03-15 KR KR1020197027149A patent/KR20190131029A/ko not_active Application Discontinuation
- 2018-03-15 EP EP18774832.2A patent/EP3604610A4/en not_active Withdrawn
- 2018-03-21 TW TW107109556A patent/TWI751304B/zh active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014037619A (ja) | 2012-07-18 | 2014-02-27 | Mitsubishi Materials Corp | 円筒形スパッタリングターゲットおよびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018168417A (ja) | 2018-11-01 |
| TW201839156A (zh) | 2018-11-01 |
| CN110402300A (zh) | 2019-11-01 |
| TWI751304B (zh) | 2022-01-01 |
| EP3604610A4 (en) | 2021-01-20 |
| WO2018180545A1 (ja) | 2018-10-04 |
| EP3604610A1 (en) | 2020-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102459745B1 (ko) | 구리/세라믹스 접합체, 절연 회로 기판, 및, 구리/세라믹스 접합체의 제조 방법, 절연 회로 기판의 제조 방법 | |
| KR20190131029A (ko) | 원통형 스퍼터링 타깃의 제조 방법, 및, 원통형 스퍼터링 타깃 | |
| KR20130027469A (ko) | 방전 가공용 전극선 | |
| CN104711457B (zh) | 一种高温焊料及其应用 | |
| JPWO2006016479A1 (ja) | ヒートシンク部材およびその製造方法 | |
| WO2016152648A1 (ja) | 放熱部品用銅合金板及び放熱部品 | |
| TWI331550B (en) | A diffusion bonding method for blocks of based bulk metallic glass | |
| JP2008194750A (ja) | 銀拡散制御層を使用したチタンと異種金属接合部の脆性防止及び接合力向上方法 | |
| JP2016180174A (ja) | 放熱部品用銅合金板 | |
| CN108947558A (zh) | 一种金属与Ti3SiC2陶瓷的连接方法 | |
| KR100701193B1 (ko) | 솔더용 고인성 금-주석 공정합금 스트립 제조 방법 | |
| KR101039361B1 (ko) | 저온 조건하에서 모재의 강도를 초과하는 티타늄 또는 티타늄계 합금 간 접합부의 제조방법 | |
| JP6928297B2 (ja) | 銅/セラミックス接合体、及び、絶縁回路基板 | |
| WO2021117327A1 (ja) | 銅/セラミックス接合体、及び、絶縁回路基板 | |
| WO2019176677A1 (ja) | 円筒型スパッタリングターゲット、スパッタリングターゲット材、及び、円筒型スパッタリングターゲットの製造方法 | |
| KR20110130930A (ko) | 니켈기 합금의 확산 접합방법 | |
| KR20210039329A (ko) | 원통형 스퍼터링 타깃, In 계 솔더재, 및, 원통형 스퍼터링 타깃의 제조 방법 | |
| JP5286507B2 (ja) | Cr−Cu合金板の製造方法 | |
| JP2004232069A (ja) | 銅基合金およびその銅基合金を使用する放熱板用材料 | |
| CN113385851B (zh) | 用于碳化硅陶瓷连接的耐高温耐腐蚀焊料及其制备方法和应用 | |
| JP2016098165A (ja) | セラミックにハンダを接合するハンダ付け方法 | |
| Koleňák et al. | Joining active metals with Al2O3 by use of solders | |
| JP2019163539A (ja) | 円筒型スパッタリングターゲット、スパッタリングターゲット材、及び、円筒型スパッタリングターゲットの製造方法 | |
| JP6419657B2 (ja) | 電子部品用パッケージの蓋用素材とその製造方法 | |
| JP2016052687A (ja) | はんだ接着体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |