KR20180022662A - 외관이 개선된 용기 - Google Patents
외관이 개선된 용기 Download PDFInfo
- Publication number
- KR20180022662A KR20180022662A KR1020177035228A KR20177035228A KR20180022662A KR 20180022662 A KR20180022662 A KR 20180022662A KR 1020177035228 A KR1020177035228 A KR 1020177035228A KR 20177035228 A KR20177035228 A KR 20177035228A KR 20180022662 A KR20180022662 A KR 20180022662A
- Authority
- KR
- South Korea
- Prior art keywords
- wall
- edge
- sidewall
- front edge
- cut line
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
- B65D85/1048—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge characterized by the shape of the container
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F15/00—Receptacles or boxes specially adapted for cigars, cigarettes, simulated smoking devices or cigarettes therefor
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F15/00—Receptacles or boxes specially adapted for cigars, cigarettes, simulated smoking devices or cigarettes therefor
- A24F15/12—Receptacles or boxes specially adapted for cigars, cigarettes, simulated smoking devices or cigarettes therefor for pocket use
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6602—Hinged lids formed by folding one or more extensions hinged to the upper edge of a tubular container body
- B65D5/662—Hinged lids formed by folding one or more extensions hinged to the upper edge of a tubular container body the container being provided with an internal frame or the like for maintaining the lid in the closed position by friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6685—Hinged lids formed by extensions hinged to the upper edge of a container body formed by erecting a blank to U-shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1036—Containers formed by erecting a rigid or semi-rigid blank
- B65D85/1045—Containers formed by erecting a rigid or semi-rigid blank having a cap-like lid hinged to an edge
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
Abstract
소비재용 용기(10)가 제공되고 있으며, 용기(10)는 두께(T)를 갖는 블랭크(100)로부터 적어도 부분적으로 형성된 것이다. 용기(10)는 최상부 벽면(12), 최하부 벽면, 전면 벽면(14), 후면 벽면(16) 및 제1 및 제2 측벽면(18, 20)을 포함하고 있다. 최상부 벽면 전면 에지(22), 최하부 벽면 전면 에지(30), 제1 측벽면 전면 에지(38) 및 제2 측벽면 전면 에지(42)는 함께 제1 평면을 따라 연장되어 있다. 최상부 벽면 후면 에지(24), 최하부 벽면 후면 에지(32), 제1 측벽면 후면 에지(40) 및 제2 측벽면 후면 에지(44)는 함께 제2 평면을 따라 연장되어 있다. 전면 벽면(14)과 후면 벽면(16) 중 적어도 하나는 절제 영역을 포함하고 있으며, 여기서 전면 벽면(14) 상의 임의의 절제 영역은 전면 벽면(14)의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선(46, 48, 50, 52, 54)을 포함하여 제1 평면으로부터 외측으로 이격된 전면 벽면(14)의 일부분(56)을 한정하고, 여기서 후면 벽면(16) 상의 임의의 절제 영역은 후면 벽면(16)의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선(58, 60, 62, 64, 66)을 포함하여 제2 평면으로부터 외측으로 이격된 후면 벽면(16)의 일부분을 한정한다. 각각의 절제된 선은 박층 블랭크(100)의 두께(T)보다 작은 잔여 두께(RT1)를 갖고 있다.
Description
본 발명은 소비재용 용기 및 이러한 용기를 형성하기 위한 블랭크에 관한 것으로서, 흡연 물품과 같은 세장형 소비재(예를 들어, 궐련)를 보유하기 위한 특별한 응용예를 갖는다. 또한, 본 발명은 이러한 용기를 형성하는 방법에 관한 것이다.
소비재, 예를 들어 흡연 물품은 일반적으로 딱딱한 박스 형상 용기, 예를 들어 박스 부분 및 용기의 후면 벽면을 가로질러서 연장되어 있는 경첩선을 중심으로 상기 박스에 연결된 뚜껑을 갖는 경첩식 뚜껑 용기, 소위 Flip-TopTM 박스 안에 포장되어 있다. 이러한 용기는 전형적으로 전면 벽면, 후면 벽면, 2개의 측벽면, 최상부 벽면 및 최하부 벽면을 포함하고 있는 2차원 벽면을 포함하고 있는 실질적으로 평행 육면체 형상을 갖고 있다. 고속 제조 기계 및 공정을 이용하여 이러한 용기를 제조하는 것은 잘 확립되어 있다.
때로는 보다 복잡한 형상을 갖는 용기를 제조하는 것이 바람직할 수 있다. 그러나, 보다 복잡한 형상을 갖는 용기를 제조하기 위한 공지된 공정은 용기를 제조하는 비용을 실질적으로 증가시킬 수 있는 전문화된 제조 기계를 필요로 하며, 새로운 형상의 용기를 수용하도록 기계가 바뀔 때 상당한 정지 시간을 요구할 수 있다. 예를 들어, US2004/0035723 A1은 다양한 비-평면의 전면 벽면을 갖는 상이한 궐련 용기를 제조하는 방법을 설명하고 있다. 그러나, US 2004/0035723 A1에 설명된 방법은 복잡한 변형 장치의 사용을 필요로 하여 용기가 조립된 후 별도의 공정에서 용기의 전면 벽면을 변형시킨다.
기존의 고속 제조 기계 및 공정을 이용하여 최소한의 변형으로 조립될 수 있는, 복잡한 형상을 포함하고 있는 소비재용 용기를 제공하는 것이 바람직할 것이다. 적어도 하나의 3차원 벽면을 갖는 이러한 용기를 제공하는 것이 특히 바람직하다.
본 발명의 제1 측면에 따르면, 두께(T)를 갖는 블랭크로부터 적어도 부분적으로 형성되는, 소비재용 용기가 제공되고 있다. 용기는 최상부 벽면 전면 에지, 최상부 벽면 후면 에지 및 제1 및 제2 최상부 벽면 측면 에지를 포함하고 있는 최상부 벽면을 포함하고 있다. 용기는 최하부 벽면 전면 에지, 최하부 벽면 후면 에지 및 제1 및 제2 최하부 벽면 측면 에지를 포함하고 있는 최하부 벽면을 더 포함하고 있다. 전면 벽면은 최상부 벽면 전면 에지로부터 최하부 벽면 전면 에지로 연장되어 있고, 후면 벽면은 최상부 벽면 후면 에지로부터 최하부 벽면 후면 에지로 연장되어 있다. 제1 측벽면은 제1 최상부 벽면 측면 에지와 제1 최하부 벽면 측면 에지 사이에서 연장되어 있으며, 제1 측벽면은 제1 측벽면 전면 에지에 의하여 전면 벽면에 연결되어 있고, 제1 측벽면은 제1 측벽면 후면 에지에 의하여 후면 벽면에 연결되어 있다. 제2 측벽면은 제2 최상부 벽면 측면 에지와 제2 최하부 벽면 측면 에지 사이에서 연장되어 있으며, 제2 측벽면은 제2 측벽면 전면 에지에 의하여 전면 벽면에 연결되어 있고, 제2 측벽면은 제2 측벽면 후면 에지에 의하여 후면 벽면에 연결되어 있다. 최상부 벽면 전면 에지, 최하부 벽면 전면 에지, 제1 측벽면 전면 에지 및 제2 측벽면 전면 에지는 함께 제1 평면을 따라 연장되어 있다. 최상부 벽면 후면 에지, 최하부 벽면 후면 에지, 제1 측벽면 후면 에지 및 제2 측벽면 후면 에지는 함께 제2 평면을 따라 연장되어 있다. 전면 벽면과 후면 벽면 중 적어도 하나는 절제 영역을 포함하고 있으며, 여기서 전면 벽면 상의 임의의 절제 영역은 전면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하여 제1 평면으로부터 외측으로 이격된 전면 벽면의 일부분을 한정하고, 여기서 후면 벽면 상의 임의의 절제 영역은 후면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하여 제2 평면으로부터 외측으로 이격된 후면 벽면의 일부분을 한정한다. 각각의 절제된 선은 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 갖고 있다.
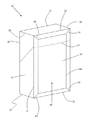
도 1은 본 발명의 구현예에 따른 용기의 전면 사시도를 보여주고 있으며;
도 2는 도 1의 후면 사시도를 보여주고 있으며; 그리고
도 3은 도 1 및 도 2의 용기를 형성하기 위한 박층 블랭크를 보여주고 있다.
도 2는 도 1의 후면 사시도를 보여주고 있으며; 그리고
도 3은 도 1 및 도 2의 용기를 형성하기 위한 박층 블랭크를 보여주고 있다.
본 발명의 하기 설명에서 본 발명에 따른 용기의 구성성분들의 상대적인 위치를 설명하는 데에 사용되는 용어 “측면(side)”, “최상부(top)”, “최하부(bottom)”, “전면(front)”, “후면(rear)” 및 기타 용어들은 존재하는 경우, 최상부에 뚜껑 부분이 있는 직립 위치의 용기를 지칭한다. 본 발명에 따른 용기를 설명할 때, 이들 용어는 설명되고 있는 용기의 방향과 관계없이 사용된다. 용기가 경첩선을 따라 박스 부분 후면 벽면에 매달린 뚜껑 부분 후면 벽면을 갖는 뚜껑을 포함하고 있는 구현예들에서, 경첩선은 용기의 후방에 위치되어 있고 경첩선을 중심으로 축회전 운동에 의해 뚜껑 부분의 개방을 허용한다.
용어 "내부 표면"은 용기가 조립되면 용기가 폐쇄 위치에 있을 때 용기의 내부를 향하는, 예를 들어 소비재를 향하는 블랭크의 일부분의 측면을 지칭하기 위하여 사용된다. 마찬가지로, 용어 "외부 표면"은 용기가 조립되면 용기의 외부를 향해 면하는 블랭크의 일부분의 측면을 지칭하기 위하여 사용된다.
본 발명에서 "패널"이라는 용어는 물질의 단일 연속 부분으로 형성된 용기의 일부분을 지칭하는데 사용된다. 패널이 하나 이상의 다른 패널에 매달려 있을 수 있다. 용어 “플랩”은 오로지 하나의 다른 패널에 매달려 있는 패널을 지칭한다.
용어 “벽면”은 보다 일반적으로 용기의 면을 지칭하며, 벽은 단일 패널 또는 플랩에서 형성될 수 있거나, 또는 2개 이상의 인접 또는 중첩하는 패널 또는 플랩에서 형성될 수 있다.
용어 "절제 영역(ablation area)"은 벽면 상의 모든 절제된 선을 둘러싸는 벽면의 최소 영역을 지칭하도록 본원에서 사용된다.
용어 “절제된 선(ablated line)”은 박층 블랭크 또는 용기의 표면으로부터 재료가 절제된(예를 들어, 레이저 빔 또는 블레이드에 의해 제거된) 블랭크의 영역을 지칭하도록 본원에서 사용된다. 따라서, 절제된 선의 잔여 두께는 박층 블랭크의 두께(T) 미만이다. 바람직하게는, 절제된 선은 블랭크 내의 홈으로서 제공되고 있다. 이는 레이저 또는 블레이드와 같은 선형 절제 도구로 형성될 수 있으며 바람직하게는 레이저이다. 레이저 절제는 임의의 적합한 장비, 바람직하게는 시판 중인 DIAMOND사의 1000 와트 이산화탄소 레이저, 예컨대 E-1000을 사용하여 이뤄질 수 있다. 절제는 박층 블랭크의 기계 방향 또는 교차 방향으로 이뤄질 수 있다.
블랭크의 “두께(T)”는 제조된 후 블랭크에 임의의 절제된 선이나 접음선이 형성되기 전의 블랭크의 두께이다. 즉, 블랭크의 두께(T)는 절제된 선이나 접음선을 포함하지 않는 임의의 영역에서의 두께이다.
용어 "잔여 두께"는 박층 블랭크 또는 블랭크로부터 형성된 용기 패널의 2 개의 대향면 사이에서 측정된 최소 거리를 지칭하도록 본원에서 사용된다. 실제로, 주어진 위치에서의 거리는 대향면들에 국부적으로 수직인 방향을 따라 측정된다. 각각의 절제된 선의 잔여 두께는 독일 Bergisch Gladbach 소재의 Fries Research & Technology GmbH에서 시판중인 MicroSpyTM Profile과 같은, 2D 비접촉 표면 계측을 위한 광학 조면계, 또는 미국 뉴저지의 Keyence Corporation of America에서 시판중인 VK-X 시리즈 현미경과 같은, 3D 레이저 스캐닝 공초점 현미경을 사용하여 결정할 수 있다. 바람직하게는, 잔여 두께의 몇 개의 포인트가 절제된 선의 길이에 걸쳐 측정되는 반면, 측정 포인트들은 하나의 절제된 선의 길이에 고르게 퍼져 있고 산술 평균이 계산된다. 더욱 바람직하게는, 본 발명에 따른 잔여 두께를 얻기 위해, 절제된 선의 길이에 고르게 퍼져 있는 5 곳에서 측정을 수행한 다음 산술 평균을 계산한다.
예를 들어, 절제된 선의 길이가 80 mm인 경우, 잔여 두께는 절제된 선의 양쪽 말단 및 절제된 선의 한 말단으로부터 각각 20 mm, 40 mm, 및 60 mm 이격된 3 개의 추가 지점에서, 바람직하게는 절제된 선의 하부 말단에서부터 측정된다.
실질적으로 절제된 선(평평한 프로파일) 전체에 걸쳐 재료가 균질하게 제거된다면, 절제된 선의 "잔여 두께"는 절제된 선에 걸쳐 일정할 수 있다. 대안적으로, 절제된 선에 걸쳐 재료가 비균질하게 제거된다면(예를 들어, V-형, U-형 홈), 절제된 선의 잔여 두께는 절제된 선의 폭에 걸쳐 변할 수 있다.
종래의 실질적으로 평행 육면체인 용기와는 대조적으로, 본 발명에 따른 용기는 전면 벽면, 후면 벽면, 또는 벽을 경계 짓는 에지에 의하여 한정된 평면으로부터 외측으로 이격된 일부분을 포함하고 있는 전면 벽면과 후면 벽면 모두를 포함하고 있다. 즉, 본 발명에 따른 용기에서, 전면 벽면과 후면 벽면 중 적어도 하나는 3차원이다.
적어도 하나의 절제된 선을 포함하고 있는 적어도 하나의 절제 영역을 이용하여 각 3차원 벽을 형성하여, 본 발명에 따른 용기는 최소한의 변형으로 기존의 고속 제조 기계 상에 형성될 수 있다. 특히, 절제된 선을 형성하기 위해 블랭크로부터 물질을 제거한 결과로서, 용기 제조 동안에 블랭크에 작용하는 정상적인 접는 힘에 의하여 전면 벽면과 후면 벽면 중 적어도 하나의 3차원적 특징 부분이 자동적으로 형성된다. 즉, 전면 벽면, 후면 벽면, 최상부 벽면, 최하부 벽면 및 측벽면을 경계짓는 에지를 생성하도록 블랭크를 접는 것은 절제 영역의 절제된 선을 따라 블랭크를 자동으로 변형시키며 따라서 전면 벽면, 후면 벽면 또는 전면 벽면과 후면 벽면의 3차원 형상을 형성하기 위하여 더 이상의 공정이 요구되지 않는다. 이는 용기가 조립된 후에 개별 공정에서 용기의 전면 벽면을 변형시키기 위하여 복잡한 변형 장치를 사용을 필요로 하는 US 2004/0035723 A1에서 설명된 공정과 같은, 3차원 벽면을 갖는 용기를 형성하기 위한 공지된 공정과는 대조적이다.
유리하게는, 본 발명에 따른 용기의 전체 크기(최대 폭 및 깊이)가 현저히 변경되지 않으면, 용기를 조립하고 포장하기 위하여 사용된 포장 기계의 주요 변형을 필요로 하지 않으면서 블랭크는 다른 형상을 갖는 용기를 쉽게 형성하기에 적합할 수 있다.
용기의 내부 표면을 형성하는 블랭크의 표면으로부터 물질을 제거하여 절제된 선을 형성하는 것은 유리하게는 용기의 매끄러운 외부 표면을 유지하며, 이는 시각 및 촉각 검사시 용기의 바람직한 외관을 제공할 수 있다.
전면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 바람직하게는 최상부 벽면 전면 에지, 최하부 벽면 전면 에지, 제1 측벽면 전면 에지 및 제2 측벽면 전면 에지 중 적어도 하나로부터 연장되어 있다. 유사하게, 후면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 바람직하게는 최상부 후면 에지, 최하부 벽면 후면 에지, 제1 측벽면 후면 에지 및 제2 측벽면 후면 에지 중 적어도 하나로부터 연장되어 있다. 벽면의 에지로부터 연장되어 있는 절제된 선을 형성하는 것은 유리하게는 블랭크가 접어져 용기를 형성할 때 절제된 선이 연장되어 있는 에지로부터 접는 힘의 적어도 일부를 전달하여 절제된 선을 따라 블랭크의 변형을 용이하게 할 수 있다.
일부 구현예에서, 벽면의 2개의 에지 사이의 교차 점으로부터 연장되어 있는 절제된 선을 형성하는 것은 블랭크가 접어져 용기를 형성할 때 절제된 선을 따라서 접는 힘의 적어도 일부를 전달하는 효과를 더욱 향상시킬 수 있다. 따라서, 바람직하게는 전면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 제1 측벽면 전면 에지 또는 제2 측벽면 전면 에지와의 최상부 벽면 전면 에지와 최하부 벽면 전면 에지 중 하나의 교차점으로부터 연장되어 있다. 유사하게, 후면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 바람직하게는 제1 측벽면 후면 에지 또는 제2 측벽면 후면 에지와의 최상부 벽면 후면 에지와 최하부 벽면 후면 에지 중 하나의 교차점으로부터 연장되어 있다.
바람직하게는, 전면 벽면 상의 임의의 절제 영역은 최상부 벽면 전면 에지와 제1 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제1 전면 절제된 선 및 최상부 벽면 전면 에지와 제2 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제2 전면 절제된 선을 포함하고 있다. 바람직하게는, 후면 벽면 상의 임의의 절제 영역은 최상부 벽면 후면 에지와 제1 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제1 후면 절제된 선 및 최상부 벽면 후면 에지와 제2 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제2 후면 절제된 선을 포함하고 있다. 전면 벽면과 후면 벽면 중 하나 또는 둘 모두에 이러한 제1 및 제2 절제된 선을 제공하는 것은 유리하게는 블랭크가 접혀 용기를 형성할 때 실질적으로 경사져있는 부분이 각각의 벽면의 부분을 따라 형성되는 것을 야기할 수 있다.
일부 구현예에서, 임의의 제1 전면 절제된 선은 최하부 벽면 전면 에지와 제1 측벽면 전면 에지의 교차점까지 연장될 수 있으며, 임의의 제2 전면 절제된 선은 최하부 벽면 전면 에지와 제2 측벽면 전면 에지의 교차점까지 연장될 수 있다. 유사하게, 임의의 제1 후면 절제된 선은 최하부 벽면 후면 에지와 제1 측벽면 후면 에지의 교차점까지 연장될 수 있으며, 임의의 제2 후면 절제된 선은 최하부 벽면 후면 에지와 제2 측벽면 후면 에지의 교차점까지 연장될 수 있다. 전면 벽면과 후면 벽면 중 하나 또는 둘 모두에 이러한 제1 및 제2 절제된 선을 제공하는 것은 블랭크가 접혀 용기를 형성할 때 각각의 벽면의 각 면 아래에 실질적으로 경사진 부분의 형성을 야기할 수 있다.
대안적으로, 블랭크는 전면 벽면 상의 임의의 절제 영역이 최하부 벽면 전면 에지와 제1 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제3 전면 절제된 선; 최하부 벽면 전면 에지와 제2 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제4 전면 절제된 선; 및 제1, 제2, 제3 및 제4 전면 절제된 선 각각과 교차하는 제5 전면 절제된 선을 더 포함하도록 구성될 수도 있다. 유사하게, 블랭크는 후면 벽면 상의 임의의 절제 영역이 최하부 벽면 후면 에지와 제1 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제3 후면 절제된 선; 최하부 벽면 후면 에지와 제2 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제4 후면 절제된 선; 및 제1, 제2, 제3 및 제4 후면 절제된 선 각각과 교차하는 제5 후면 절제된 선을 더 포함하도록 구성될 수도 있다. 이러한 전면 벽면과 후면 벽면 중 하나 또는 둘 모두에 이러한 절제된 선을 제공하는 것은 블랭크가 접혀 용기를 형성할 때 각각의 벽면을 둘러싸는 실질적으로 경사진 부분의 형성을 야기할 수 있다. 이러한 절제된 선을 제공하는 것은 실질적으로 경사진 부분에 의해 제한되는 벽의 중앙 부분의 형성을 초래할 수도 있다. 제1, 제2, 제3 및 제4 전면 또는 후면 절제된 선이 실질적으로 동일한 길이를 가져 실질적으로 경사진 부분의 폭이 전면 또는 후면 벽면 주위에서 각각 실질적으로 일정한 구현예에서, 중앙 부분은 제1 평면 또는 제2 평면에 실질적으로 평행할 수 있으나, 제1 평면 또는 제2 평면으로부터 각각 외측으로 이격될 수 있다.
제5 전면 절제된 선을 포함하고 있는 구현예에서, 제5 전면 절제된 선은 직사각형 또는 정사각형과 같은 연속적인 루프를 한정할 수 있다. 추가적으로 또는 대안적으로, 제5 후면 절제된 선을 포함하고 있는 구현예에서, 제5 후면 절제된 선은 직사각형 또는 정사각형과 같은 연속적인 루프를 한정할 수 있다.
상술한 구현예들 중 어느 하나에서, 제1 측벽면 전면 에지, 제1 측벽면 후면 에지, 제2 측벽면 전면 에지 및 제2 측벽면 후면 에지의 일부 또는 전부는 실질적으로 직선 에지일 수도 있다. 추가적으로 또는 대안적으로, 제1 측벽면 전면 에지, 제1 측벽면 후면 에지, 제2 측벽면 전면 에지 및 제2 측벽면 후면 에지의 일부 또는 전부는 사선형 또는 둥근형 에지를 포함할 수도 있다. 바람직하게는, 임의의 사선형 또는 둥근형 에지가 복수의 이격되어 있고 실질적으로 평행한 절제된 선에 의해 형성된 것이다. 복수의 절제된 선은 사선형 또는 둥근형 에지의 길이 방향으로 임의의 적합한 연장 프로파일을 가질 수 있다. 예를 들어, 절제된 선은 사선형 또는 둥근형 에지의 길이 방향으로 그 연장 프로파일의 적어도 일부에 걸쳐 만곡된 궤적을 따를 수 있다. 이러한 구현예들에서, 이러한 절제된 선에 의해 생성된 절제면은 비-선형 둘레를 가질 것이다.
"사선형 에지"는, 단면에서 보았을 때 용기의 인접한 벽면들과 0도 내지 90도의 각도를 형성하는 하나 이상의 실질적으로 직선 형상을 갖는 용기의 에지를 지칭하기 위해 본원에서 사용된다. 사선형 에지는 하나 이상의 시험원의 육안 검사를 이용하여 측정되거나, 가령 박층 블랭크의 외부 표면을 예를 들어 NIKON SMZ800 현미경을 이용하여 현미경 측정 후 통계 분석하여 측정될 수 있다. X-Y 좌표는 각각의 샘플에 대한 미세 격자(10 개의 등고선 점)에 기록될 수 있다. 기록된 X-Y 좌표는 선형 스플선 보간에 사용될 수 있고, 생성된 제1 차 미분의 프로파일이 캡처될 수 있다. 1차 미분 값이 거의 일정한 경우, 평가된 샘플은 사선형으로 분류될 수 있다.
상술한 구현예들 중 어느 하나에서, 절제된 선 각각은 바람직하게는 블랭크 두께(T)의 적어도 약 5%, 더욱 바람직하게는 적어도 약 10%, 더욱 바람직하게는 적어도 약 15%, 더욱 바람직하게는 적어도 약 20%, 더욱 바람직하게는 적어도 약 25% 및 더욱 더 바람직하게는 적어도 약 30%의 잔여 두께를 갖는다. 추가적으로, 또는 하나의 대안으로서, 절제된 선 각각은 바람직하게는 블랭크 두께(T)의 약 50% 미만, 더욱 바람직하게는 45% 미만, 및 더욱 더 바람직하게는 약 40% 미만의 잔여 두께를 갖는다.
본 발명자들은, 절제된 선이 박층 블랭크의 두께 내로 너무 멀리(즉, 너무 깊이) 연장되면 용기의 결과적인 외부 표면이 바람직하지 않게 영향을 받을 수 있다는 것을 발견하였다. 예를 들어, 외부 표면은 금이 가거나 터진 것으로 보일 수 있다. 또한, 본 발명자들은, 절제된 선이 박층 블랭크의 두께 내로 충분히 연장되지 않으면(즉, 너무 얕으면) 용기의 결과적인 외부 표면이 바람직하지 않게 영향을 받을 수 있다는 것을 발견하였다. 특히, 본 발명자들은 절제된 선을 따라 용기의 전환점이 용기 외부 표면 상에서 빈약하게 정의될 수 있고/있거나 용기의 외부 표면을 따라 의도되지 않은 궤적을 따를 수 있다는 것을 발견하였다. 예를 들어, 본 발명자들은, 절제된 선이 용기의 내부 표면을 따라 직선으로 연장되어 있는 경우, 용기의 외부 표면 상에 생성되는 대응 전환점이 비선형이거나 불균일할 수 있다는 것을 발견하였다. 따라서, 본 발명자들은 절제된 선 각각이 위에 명시된 잔여 두께를 가질 때, 더 깨끗하고 보이고 더 잘 정의된 용기가 생성될 수 있다는 것을 확인하였다.
상술한 구현예들 중 어느 하나에서, 각 절제된 선의 절제된 폭(X)은 바람직하게는 적어도 약 0.1 mm이다. 더욱 바람직하게는, 각 절제된 선의 절제된 폭은 적어도 약 0.2 mm이다. 가장 바람직하게는, 각 절제된 선의 절제된 폭은 적어도 약 0.3 mm이다. 추가적으로, 또는 하나의 대안으로서, 각각의 절제된 선의 절제된 폭은 약 0.5 mm 미만이다. 더 바람직하게는, 각각의 절제된 선의 절제된 폭은 약 0.45 mm 미만이다. 일부 바람직한 구현예에서, 각각의 절제된 선의 절제된 폭은 약 0.1 mm 내지 약 0.5 mm이다. 더욱 더 바람직하게는, 각각의 절제된 선의 절제된 폭은 약 0.2 mm 내지 약 0.45 mm, 더욱 바람직하게는 약 0.3 mm 내지 0.4 mm이다.
상술한 구현예들 중 어느 하나에서, 박층 블랭크의 두께(T)는 약 200 ㎛ 내지 약 350 ㎛, 더욱 바람직하게는 약 250 ㎛ 내지 약 300 ㎛이다. 박층 블랭크의 두께(T)는 ISO 534:2011에 따라 측정될 수 있다.
시험과 검사는 절제 2주 후에 ISO 187에 따라 23℃, 상대 습도 50%에서 수행된다.
상술한 구현예들 중 어느 하나에서, 박층 블랭크는 약 100g/m2 내지 약 350g/m2, 더욱 바람직하게는 약 150g/m2 내지 약 350g/m2, 더욱 바람직하게는 약 200g/m2 내지 약 300g/m2의 평량을 갖는다. 평량은 ISO 536을 이용해 계산되고, ± 10%, 바람직하게는 ± 5%의 편차를 가질 수 있다.
상술한 구현예들 중 어느 하나에서, 박층 블랭크는 바람직하게는 인접한 벽면들 간에 10mN 미터 미만의 스프링-백 힘을 갖는다. 용어 "스프링-백 힘(spring-back force)"은 박층 블랭크의 특정 성질을 지칭하기 위한 당업계의 공지된 용어이다. 이는 때로는 ‘주름 회복(the crease recovery)’으로 지칭되며, 90도로 접힌 눈금(scored) 샘플을 15초 동안 유지하는데 필요한 힘(N)을 의미한다. 측정은 15초 기간이 끝난 후 이루어진다. 박층 블랭크 일부의 스프링-백 힘은 공지된 PIRA 주름 및 판지 강연도 시험기(PIRA Crease and Board Stiffness Tester)(예를 들어 영국 Messmer and Buchel에서 시판 중임)를 사용하여 측정될 수 있다. 당 업계에 공지된 바와 같이, 용기의 곡선형 에지부의 스프링-백 힘을 측정하기 위하여, 테스트될 부분의 샘플이 먼저 박층 블랭크로부터 제거되어야 한다. 둥근 모서리 팩의 경우, 본 발명의 목적을 위하여, 38±1 mm × 38±0.5 mm 크기이고 블랭크의 일측으로부터 21±0.5 mm에 위치하는 코너 형성부를 갖는 샘플을 사용하여 팩의 스프링-백 힘을 측정한다. 테스트 전에 블랭크는 적어도 24시간 동안 섭씨 22도 및 상대 습도 60%에서 조절되어야 한다.
바람직하게는, 박층 블랭크는 적어도 약 50 mN, 바람직하게는 적어도 약 75 mN, 가장 바람직하게는 적어도 약 90 mN의 굽힘 방향의 강성을 갖는다. 추가적으로, 또는 대안적으로, 박층 블랭크는 바람직하게는 약 500 mN 미만, 바람직하게는 약 200 mN 미만, 더욱 바람직하게는 약 160 mN 미만의 굽힘 강성을 갖는다. 박층 블랭크는 바람직하게는 약 50 mN 내지 약 200 mN의 굽힘 강성을 갖는다. 더욱 바람직하게는, 박층 블랭크는 바람직하게는 약 75 mN 내지 약 160 mN의 세로 방향 강성을 갖는다. “굽힘 방향” 강성이란, 완성된 보드가 절제된 선을 중심으로 접힐 방향으로 굽힘 강성이 측정됨을 의미한다.
바람직하게는, 박층 블랭크는 적어도 약 10 mN, 바람직하게는 적어도 약 12 mN, 더욱 바람직하게는 적어도 약 15 mN, 및 더욱 더 바람직하게는 적어도 약 20 mN의 굽힘 방향 잔여 강성을 갖는다. 추가적으로, 또는 대안적으로, 박층 블랭크는 바람직하게는 약 60 mN 이하, 더욱 바람직하게는 50 mN 이하, 더욱 더 바람직하게는 40 mN 이하의 굽힘 방향 잔여 강성을 갖는다.
바람직하게는, 박층 블랭크는 약 0.5 ㎛ 내지 약 1.5 ㎛의 표면 거칠기를 갖는다. 더 바람직하게는, 박층 블랭크는 약 0.75 ㎛ 내지 약 1.25 ㎛의 표면 거칠기를 갖는다. 표면 거칠기는 ISO 8791-4에 따라 측정된다.
바람직하게는, 박층 블랭크는 약 0.25 m/sec 내지 약 1 m/sec의 표면 강도를 갖는다. 더 바람직하게는, 박층 블랭크는 약 0.5 m/sec 내지 약 0.8 m/sec의 표면 강도를 갖는다. 표면 강도는 ISO 3783에 따라 측정된다.
상술한 구현예들 중 어느 하나에서, 박층 블랭크는 바람직하게는 셀룰로오스 섬유계 박층 블랭크이다. 셀룰로오스 섬유계 블랭크는 박층 블랭크의 총 섬유 함량을 기준으로, 적어도 약 50 중량% 셀룰로오스, 바람직하게는 목질 섬유를 포함하고 있다. 셀룰로오스 섬유계 박층 블랭크는 중합체 섬유와 같은 다른 유형의 섬유를 포함할 수 있다.
상술한 구현예들 중 어느 하나에서, 용기는 박스 부분 및 경첩선을 따라서 박스 부분의 최상부 에지에 매달려 있는 뚜껑 부분을 포함하고 있으며, 뚜껑 부분은 개방된 위치와 폐쇄된 위치 사이에서 경첩선을 중심으로 이동 가능하다. 바람직하게는, 뚜껑 부분은 뚜껑 부분 최상부 벽면, 뚜껑 부분 전면 벽면, 뚜껑 부분 후면 벽면, 제1 뚜껑 부분 측벽면 및 제2 뚜껑 부분 측벽면을 포함하고 있다. 바람직하게는, 박스 부분은 박스 부분 전면 벽면, 박스 부분 후면 벽면, 박스 부분 최하부 벽면, 제1 박스 부분 측벽면 및 제2 박스 부분 측벽면을 포함하고 있다. 뚜껑 부분 최상부 벽면은 용기 최상부 벽면을 형성하고 박스 부분 최하부 벽면은 용기 최하부 벽면을 형성하고 있다. 뚜껑 부분 및 박스 부분 전면 벽면은 용기 전면 벽면을 형성하고, 뚜껑 부분 및 박스 부분 후면 벽면은 용기 후면 벽면을 형성하고 있다. 뚜껑 부분 후면 벽면의 최하부 에지는 박스 부분 후면 벽면의 최상부 에지로부터의 경첩선을 따라 매달려 있다. 제1 뚜껑 부분 및 박스 부분 측벽면은 함께 용기 제1 측벽면을 형성하고 제2 뚜껑 부분 및 박스 부분 측벽면은 함께 용기 제2 측벽면을 형성하고 있다.
본 발명에 따른 용기는 소비재, 특히 세장형 소비자 물품, 예컨대 흡연 물품용 용기로서의 구체적인 용도를 갖는다. 따라서, 상술한 구현예들 중 어느 하나에서, 용기는 흡연 물품을 담고 있을 수도 있다.
본 발명은 또한 상술한 구현예들 중 어느 하나에 따른 용기를 제조하는 방법으로 확장된다. 따라서, 본 발명의 제2 측면에 따르면, 본 발명의 제1 측면의 어느 한 구현예에 따른, 두께(T)를 갖는 블랭크로부터 적어도 부분적으로 형성된, 소비재용 용기를 형성하는 방법이 제공되며, 본 방법은 박층 블랭크의 복수의 패널을 한정하는 제1 세트의 절제된 선을 갖고, 두께(T)를 갖는 박층 블랭크를 제공하는 단계를 포함하며, 각각의 절제된 선은 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 갖고 있다. 박층 블랭크는 그후 제1 세트의 절제된 선을 중심으로 접혀 최상부 벽면 전면 에지, 최상부 벽면 후면 에지 및 제1 및 제2 최상부 벽면 측면 에지를 포함하고 있는 최상부 벽면을 갖는 용기를 형성한다. 용기는 최하부 벽면 전면 에지, 최하부 벽면 후면 에지 및 제1 및 제2 최하부 벽면 측면 에지를 포함하고 있는 최하부 벽면을 더 포함하고 있다. 전면 벽면은 최상부 벽면 전면 에지로부터 최하부 벽면 전면 에지로 연장되어 있으며, 후면 벽면은 최상부 벽면 후면 에지로부터 최하부 벽면 후면 에지로 연장되어 있다. 제1 측벽면은 제1 최상부 벽면 측면 에지와 제1 최하부 벽면 측면 에지 사이에서 연장되어 있으며, 제1 측벽면은 제1 측벽면 전면 에지에 의하여 전면 벽면에 연결되어 있고, 제1 측벽면은 제1 측벽면 후면 에지에 의하여 후면 벽면에 연결되어 있다. 제2 측벽면은 제2 최상부 벽면 측면 에지와 제2 최하부 벽면 측면 에지 사이에서 연장되어 있으며, 제2 측벽면은 제2 측벽면 전면 에지에 의하여 전면 벽면에 연결되어 있고, 제2 측벽면은 제2 측벽면 후면 에지에 의하여 후면 벽면에 연결되어 있다. 박층 블랭크는 접혀서 최상부 벽면 전면 에지, 최하부 벽면 전면 에지, 제1 측벽면 전면 에지 및 제2 측벽면 전면 에지가 함께 제1 평면을 따라 연장되게 된다. 박층 블랭크는 또한 접혀서 최상부 벽면 후면 에지, 최하부 벽면 후면 에지, 제1 측벽면 후면 에지 및 제2 측벽면 후면 에지가 함께 제2 평면을 따라 연장되게 된다. 용기의 전면 벽면과 후면 벽면 중 적어도 하나가 적어도 하나의 절제 영역을 포함하도록 박층 블랭크는 적어도 하나의 절제 영역을 더 포함하며, 전면 벽면 상의 임의의 절제 영역은 전면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하고, 후면 벽면 상의 임의의 절제 영역은 후면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하고 있다. 각각의 절제된 선은 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 갖고 있다. 접힘 단계 동안, 박층 블랭크는 각 절제 영역의 적어도 하나의 절제된 선을 따라 적어도 부분적으로 접히며, 따라서 전면 벽면의 임의의 절제 영역은 제1 평면으로부터 외측으로 이격된 전면 벽면의 일부분을 한정하며, 후면 벽면의 임의의 절제 영역은 제2 평면으로부터 외측으로 이격된 후면 벽면의 일부분을 한정한다.
첨부된 도면을 참조하여 단지 예로서 본 발명을 더 설명할 것이다;
도 1 및 도 2는 본 발명의 구현예에 따른, 접힌 박층 블랭크로부터 형성된 용기(10)를 보여주고 있다. 용기(10)는 최상부 벽면(12), 최하부 벽면, 전면 벽면(14), 후면 벽면(16), 제1 측벽면(18) 및 제2 측벽면(20)을 포함하고 있다. 용기(10)는 뚜껑 부분(11) 및 박스 부분(13)으로 나누어지며, 뚜껑 부분(11)은 경첩선(15)을 따라서 박스 부분(13)에 매달려 있다.
최상부 벽면(12)은 최상부 벽면 전면 에지(22), 최상부 벽면 후면 에지(24) 그리고 제1 및 제2 최상부 벽면 측면 에지(26, 28)를 포함하고 있다. 최하부 벽면은 최하부 벽면 전면 에지(30), 최하부 벽면 후면 에지(32) 그리고 제1 및 제2 최하부 벽면 측면 에지(34, 36)를 포함하고 있다. 제1 측벽면(18)은 제1 측벽면 전면 에지(38)에 의해 전면 벽면(14)에 연결되어 있고, 제1 측벽면 후면 에지(40)에 의해 후면 벽면(16)에 연결되어 있다. 제2 측벽면(20)은 제2 측벽면 전면 에지(42)에 의해 전면 벽면(14)에 연결되어 있고, 제2 측벽면 후면 에지(44)에 의해 후면 벽면(16)에 연결되어 있다. 최상부 벽면 전면 에지(22), 최하부 벽면 전면 에지(30), 제1 측벽면 전면 에지(38) 및 제2 측벽면 전면 에지(42)는 함께 제1 평면을 따라 연장되어 있다. 최상부 벽면 후면 에지(24), 최하부 벽면 후면 에지(32), 제1 측벽면 후면 에지(40) 및 제2 측벽면 후면 에지(44)는 함께 제2 평면을 따라 연장되어 있다.
전면 벽면(12)은 제1 전면 절제된 선(46), 제2 전면 절제된 선(48), 제3 전면 절제된 선(50), 제4 전면 절제된 선(52) 그리고 제5 전면 절제된 선(54)을 포함하고 있는 절제 영역을 포함하고 있으며, 각 절제된 선은 전면 벽면(12)의 내부 표면 상에 형성된다. 제5 전면 절제된 선(54)은 제1, 제2, 제3 및 제4 전면 절제된 선 각각에 연결된 연속 루프를 형성하는 직사각형의 절제된 선이다. 박층 블랭크가 접혀 용기(10)를 형성할 때, 접는 힘 중 적어도 일부는 제1 내지 제5 전면 절제된 선을 따라 전달되며 따라서 박층 블랭크는 절제된 선을 따라 자동으로 변형된다. 제1 내지 제5 전면 절제된 선을 따른 변형은 제1 평면과 실질적으로 평행하고 제1 평면으로부터 외측으로 이격된 전면 벽면(12)의 중심 부분(56)을 생성한다.
유사하게, 후면 벽면(16)은 제1 후면 절제된 선(58), 제2 후면 절제된 선(60), 제3 후면 절제된 선(62), 제4 후면 절제된 선(64) 그리고 제5 전면 절제된 선(66)을 포함하고 있는 절제 영역을 포함하고 있으며, 각 절제된 선은 후면 벽면(16)의 내부 표면 상에 형성된다. 제5 후면 절제된 선(66)은 제1, 제2, 제3 및 제4 후면 절제된 선 각각에 연결된 연속 루프를 형성하는 직사각형 절제된 선이다. 박층 블랭크가 접혀 용기(10)를 형성할 때, 접는 힘 중 적어도 일부는 제1 내지 제5 후면 절제된 선을 따라 전달되며 따라서 박층 블랭크는 절제된 선을 따라 자동으로 변형된다. 제1 내지 제5 후면 절제된 선을 따른 변형은 제2 평면에 실질적으로 평행하고 제2 평면으로부터 외측으로 이격된 후면 벽면(16)의 중앙 부분(68)을 생성한다.
도 3은 도 1 및 도 2에 도시된 용기(10)를 형성하기 위한 박층 블랭크(100)를 보여주고 있으며, 동일한 참조 번호는 동일한 부분을 보여주는데 사용된다. 실선은 절단선을 보여주고, 점선은 절제된 선을 보여주며, 박층 블랭크(100)는 이 절제된 선을 따라서 접어지거나 변형되어 용기(10)를 형성한다.
박층 블랭크(100)는 박스 부분 최하부 패널(152), 절제된 선(156)을 따라서 박스 부분 최하부 패널(152)에 매달린 박스 부분 전면 패널(154) 그리고 절제된 선(160)을 따라서 박스 부분 최하부 패널(152)에 매달린 박스 부분 후면 패널(158)을 포함하고 있다. 제1 박스 부분 측면 패널(162)은 절제된 선(164)을 따라서 박스 부분 후면 패널(158)에 매달리며, 제2 박스 부분 측면 패널(166)은 절제된 선(168)을 따라서 박스 부분 전면 패널(154)에 매달린다. 2개의 박스 부분 먼지 플랩(170)은 절제된 선(172)을 따라 제1 박스 부분 측면 패널(162)에 매달려 있다. 박층 블랭크(100)가 접어져 용기(10)를 형성할 때, 박스 부분 최하부 패널(152)은 박스 부분 먼지 플랩(170)과 결합하여 용기 최하부 벽면을 형성한다.
박층 블랭크(100)는 절제된 선(176)을 따라 박스 부분 후면 패널(158)에 매달린 뚜껑 부분 후면 패널(174), 절제된 선(178)을 따라 뚜껑 부분 후면 패널(174)에 매달린 뚜껑 부분 최상부 패널(142) 그리고 절제된 선(182)을 따라 뚜껑 부분 최상부 패널(142)에 매달린 뚜껑 부분 전면 패널(180)을 더 포함하고 있다. 뚜껑 부분 전면 하부 패널(184)은 절제된 선(186)을 따라 뚜껑 부분 전면 패널(180)에 매달려있다.
박층 블랭크(100)는 또한 절제된 선(190)을 따라 뚜껑 부분 후면 패널(174)에 매달린 제1 뚜껑 부분 측면 플랩(188), 절제된 선(194)을 따라 각각의 제1 뚜껑 부분 측면 플랩(188)에 매달린 제1 및 제2 먼지 플랩(138, 140) 그리고 절제된 선(198)을 따라 뚜껑 부분 전면 패널(180)에 매달린 제2 뚜껑 부분 측면 플랩(196)을 포함하고 있다. 용기(10)를 형성하기 위해 박층 블랭크(100)가 접힐 때, 뚜껑 부분 최상부 패널(142)은 제1 및 제2 먼지 플랩(138, 140)과 결합하여 용기 최상부 벽면(12)을 형성한다. 각 제1 박스 부분 측면 패널(162)은 각각의 제2 박스 부분 측면 패널(166), 제1 뚜껑 부분 측면 플랩(188) 그리고 제2 뚜껑 부분 측면 플랩(196)과 결합하여 각각의 용기 측벽면(18, 20)을 형성한다. 박스 부분 후면 패널(158)과 뚜껑 부분 후면 패널(174)은 박스 부분 후면 벽면(16)을 함께 형성한다. 박스 부분 전면 패널(154)은 뚜껑 부분 전면 패널(180) 및 뚜껑 부분 하부 패널(184)과 결합하여 용기 전면 벽면(14)을 형성한다.
10: 용기
11: 뚜껑 부분
12: 최상부 벽면
13: 박스 부분
14: 전면 벽면
15: 경첩선
16: 후면 벽면
18: 제1 측벽면
20: 제2 측벽면
22: 최상부 벽면 전면 에지
24: 최상부 벽면 후면 에지
26, 28: 제1 및 제2 최상부 벽면 측면 에지
30: 최하부 벽면 전면 에지
32: 최하부 벽면 후면 에지
34, 36: 제1 및 제2 최하부 벽면 측면 에지
38: 제1 측벽면 전면 에지
40: 제1 측벽면 후면 에지
42: 제2 측벽면 전면 에지
44: 제2 측벽면 후면 에지
46: 제1 전면 절제된 선
48: 제2 전면 절제된 선
50: 제3 전면 절제된 선
52: 제4 전면 절제된 선
54: 제5 전면 절제된 선
56: 중심 부분
58: 제1 후면 절제된 선
60: 제2 후면 절제된 선
62: 제3 후면 절제된 선
64: 제4 후면 절제된 선
66: 제5 후면 절제된 선
68: 중앙 부분
100: 박층 블랭크
138, 140: 제1 및 제2 먼지 플랩
142: 뚜껑 부분 최상부 패널
152: 박스 부분 최하부 패널
154: 박스 부분 전면 패널
156: 절제된 선
158: 박스 부분 후면 패널
160: 절제된 선
162: 제1 박스 부분 측면 패널
164: 절제된 선
166: 제2 박스 부분 측면 패널
168: 절제된 선
170: 박스 부분 먼지 플랩
172: 절제된 선
174: 뚜껑 부분 후면 패널
176: 절제된 선
178: 절제된 선
180: 뚜껑 부분 전면 패널
182: 절제된 선
184: 전면 하부 패널
186: 절제된 선
188: 제1 뚜껑 부분 측면 플랩
190: 절제된 선
194: 절제된 선
196: 제2 뚜껑 부분 측면 플랩
198: 절제된 선
11: 뚜껑 부분
12: 최상부 벽면
13: 박스 부분
14: 전면 벽면
15: 경첩선
16: 후면 벽면
18: 제1 측벽면
20: 제2 측벽면
22: 최상부 벽면 전면 에지
24: 최상부 벽면 후면 에지
26, 28: 제1 및 제2 최상부 벽면 측면 에지
30: 최하부 벽면 전면 에지
32: 최하부 벽면 후면 에지
34, 36: 제1 및 제2 최하부 벽면 측면 에지
38: 제1 측벽면 전면 에지
40: 제1 측벽면 후면 에지
42: 제2 측벽면 전면 에지
44: 제2 측벽면 후면 에지
46: 제1 전면 절제된 선
48: 제2 전면 절제된 선
50: 제3 전면 절제된 선
52: 제4 전면 절제된 선
54: 제5 전면 절제된 선
56: 중심 부분
58: 제1 후면 절제된 선
60: 제2 후면 절제된 선
62: 제3 후면 절제된 선
64: 제4 후면 절제된 선
66: 제5 후면 절제된 선
68: 중앙 부분
100: 박층 블랭크
138, 140: 제1 및 제2 먼지 플랩
142: 뚜껑 부분 최상부 패널
152: 박스 부분 최하부 패널
154: 박스 부분 전면 패널
156: 절제된 선
158: 박스 부분 후면 패널
160: 절제된 선
162: 제1 박스 부분 측면 패널
164: 절제된 선
166: 제2 박스 부분 측면 패널
168: 절제된 선
170: 박스 부분 먼지 플랩
172: 절제된 선
174: 뚜껑 부분 후면 패널
176: 절제된 선
178: 절제된 선
180: 뚜껑 부분 전면 패널
182: 절제된 선
184: 전면 하부 패널
186: 절제된 선
188: 제1 뚜껑 부분 측면 플랩
190: 절제된 선
194: 절제된 선
196: 제2 뚜껑 부분 측면 플랩
198: 절제된 선
Claims (15)
- 두께(T)를 갖는 박층 블랭크로부터 적어도 부분적으로 형성되는 소비재용 용기로서, 상기 용기는
최상부 벽면 전면 에지, 최상부 벽면 후면 에지 및 제1 및 제2 최상부 벽면 측면 에지를 포함하는 최상부 벽면;
최하부 벽면 전면 에지, 최하부 벽면 후면 에지 및 제1 및 제2 최하부 벽면 측면 에지를 포함하는 최하부 벽면;
상기 최상부 벽면 전면 에지로부터 상기 최하부 벽면 전면 에지로 연장되어 있는 전면 벽면;
상기 최상부 벽면 후면 에지로부터 상기 최하부 벽면 후면 에지로 연장되어 있는 후면 벽면;
상기 제1 최상부 벽면 측면 에지와 상기 제1 최하부 벽면 측면 에지 사이에서 연장되어 있는 제1 측벽면으로, 제1 측벽면 전면 에지에 의하여 상기 전면 벽면에 연결되어 있고, 제1 측벽면 후면 에지에 의하여 상기 후면 벽면에 연결되어 있는, 상기 제1 측벽면; 및
상기 제2 최상부 벽면 측면 에지와 상기 제2 최하부 벽면 측면 에지 사이에서 연장되어 있는 제2 측벽면으로, 제2 측벽면 전면 에지에 의하여 상기 전면 벽면에 연결되어 있고, 제2 측벽면 후면 에지에 의하여 상기 후면 벽면에 연결되어 있는, 상기 제2 측벽면을 포함하고;
여기서 상기 최상부 벽면 전면 에지, 상기 최하부 벽면 전면 에지, 상기 제1 측벽면 전면 에지 및 상기 제2 측벽면 전면 에지는 함께 제1 평면을 따라 연장되어 있고;
여기서 상기 최상부 벽면 후면 에지, 상기 최하부 벽면 후면 에지, 상기 제1 측벽면 후면 에지 및 상기 제2 측벽면 후면 에지는 함께 제2 평면을 따라 연장되어 있고;
여기서 상기 전면 벽면과 상기 후면 벽면 중 적어도 하나는 절제 영역을 포함하고, 여기서 상기 전면 벽면 상의 임의의 절제 영역은 상기 전면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하여 상기 제1 평면으로부터 외측으로 이격된 상기 전면 벽면의 일부분을 한정하고, 여기서 상기 후면 벽면 상의 임의의 절제 영역은 상기 후면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하여 상기 제2 평면으로부터 외측으로 이격된 상기 후면 벽면의 일부분을 한정하고; 그리고
여기서 각각의 절제된 선은 상기 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 갖는, 용기. - 제1항에 있어서, 상기 전면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 상기 최상부 벽면 전면 에지, 상기 최하부 벽면 전면 에지, 상기 제1 측벽면 전면 에지 및 상기 제2 측벽면 전면 에지 중 적어도 하나로부터 연장되어 있고, 여기서 상기 후면 벽면 상의 임의의 절제 영역의 적어도 하나의 절제된 선은 상기 최상부 벽면 후면 에지, 상기 최하부 벽면 후면 에지, 상기 제1 측벽면 후면 에지 및 상기 제2 측벽면 후면 에지 중 적어도 하나로부터 연장되어 있는, 용기.
- 제1항 또는 제2항에 있어서, 상기 전면 벽면 상의 임의의 절제 영역은 상기 최상부 벽면 전면 에지와 상기 제1 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제1 전면 절제된 선 및 상기 최상부 벽면 전면 에지와 상기 제2 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제2 전면 절제된 선을 포함하고, 여기서 상기 후면 벽면 상의 임의의 절제 영역은 상기 최상부 벽면 후면 에지와 상기 제1 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제1 후면 절제된 선 및 상기 최상부 벽면 후면 에지와 상기 제2 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제2 후면 절제된 선을 포함하는, 용기.
- 제3항에 있어서, 임의의 제1 전면 절제된 선은 상기 최하부 벽면 전면 에지와 상기 제1 측벽면 전면 에지의 교차점까지 연장되어 있고, 여기서 임의의 제2 전면 절제된 선은 상기 최하부 벽면 전면 에지와 상기 제2 측벽면 전면 에지의 교차점까지 연장되어 있고, 여기서 임의의 제1 후면 절제된 선은 상기 최하부 벽면 후면 에지와 상기 제1 측벽면 후면 에지의 교차점까지 연장되어 있고, 여기서 임의의 제2 후면 절제된 선은 상기 최하부 벽면 후면 에지와 상기 제2 측벽면 후면 에지의 교차점까지 연장되어 있는, 용기.
- 제3항에 있어서, 상기 전면 벽면 상의 임의의 절제 영역은
상기 최하부 벽면 전면 에지와 상기 제1 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제3 전면 절제된 선;
상기 최하부 벽면 전면 에지와 상기 제2 측벽면 전면 에지의 교차점으로부터 연장되어 있는 제4 전면 절제된 선; 및
상기 제1, 제2, 제3 및 제4 전면 절제된 선의 각각을 교차하는 제5 전면 절제된 선을 더 포함하고; 그리고
여기서 상기 후면 벽면 상의 임의의 절제 영역은
상기 최하부 벽면 후면 에지와 상기 제1 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제3 후면 절제된 선;
상기 최하부 벽면 후면 에지와 상기 제2 측벽면 후면 에지의 교차점으로부터 연장되어 있는 제4 후면 절제된 선; 및
상기 제1, 제2, 제3 및 제4 후면 절제된 선의 각각을 교차하는 제5 후면 절제된 선을 더 포함하는, 용기. - 제5항에 있어서, 임의의 제5 전면 절제 선은 연속적인 루프를 한정하고 여기서 임의의 제5 후면 절제 선은 연속적인 루프를 한정하는, 용기.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 제1 측벽면, 상기 제2 상기 측벽면, 또는 상기 제1 및 제2 측벽면 전부는 사선형 또는 둥근형 에지를 포함하는, 용기.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 각각의 절제된 선은 상기 박층 블랭크의 두께(T)의 50% 미만의 잔여 두께(RT1)를 가지는, 용기.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 각각의 절제된 선은 상기 박층 블랭크의 두께(T)의 적어도 5%의 잔여 두께(RT1)를 가지는, 용기.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 박층 블랭크의 두께(T)는 200 ㎛ 내지 350 ㎛인, 용기.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 박층 블랭크는 100g/m2 내지 350g/m2의 평량을 갖는, 용기.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 박층 블랭크는 인접한 벽면들 간에 10mN 미터 미만의 스프링-백 힘을 갖는, 용기.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 박스 부분 및 경첩선을 따라서 상기 박스 부분의 최상부 에지에 매달려 있는 뚜껑 부분을 더 포함하되, 상기 뚜껑 부분은 개방된 위치와 폐쇄된 위치 사이에서 상기 경첩선을 중심으로 이동 가능한 것인, 용기.
- 흡연 물품을 포함하는 제1항 내지 제13항 중 어느 한 항에 따른 용기.
- 두께(T)를 갖는 블랭크로부터 적어도 부분적으로 형성된, 소비재용 용기를 형성하는 방법으로, 상기 방법은
두께(T)를 갖는 박층 블랭크를 제공하는 단계로, 상기 박층 블랭크는 상기 박층 블랭크의 복수의 패널을 한정하는 제1 세트의 절제된 선을 가지되, 각각의 절제된 선은 상기 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 가지는, 단계;
상기 박층 블랭크를 상기 제1 세트의 절제된 선을 중심으로 접어서
최상부 벽면 전면 에지, 최상부 벽면 후면 에지 및 제1 및 제2 최상부 벽면 측면 에지를 포함하는 최상부 벽면;
최하부 벽면 전면 에지, 최하부 벽면 후면 에지 및 제1 및 제2 최하부 벽면 측면 에지를 포함하는 최하부 벽면;
상기 최상부 벽면 전면 에지로부터 상기 최하부 벽면 전면 에지로 연장되어 있는 전면 벽면;
상기 최상부 벽면 후면 에지로부터 상기 최하부 벽면 후면 에지로 연장되어 있는 후면 벽면;
상기 제1 최상부 벽면 측면 에지와 상기 제1 최하부 벽면 측면 에지 사이에서 연장되어 있는 제1 측벽면으로, 제1 측벽면 전면 에지에 의하여 상기 전면 벽면에 연결되어 있고, 제1 측벽면 후면 에지에 의하여 상기 후면 벽면에 연결되어 있는, 상기 제1 측벽면; 및
상기 제2 최상부 벽면 측면 에지와 상기 제2 최하부 벽면 측면 에지 사이에서 연장되어 있는 제2 측벽면으로, 제2 측벽면 전면 에지에 의하여 상기 전면 벽면에 연결되어 있고, 제2 측벽면 후면 에지에 의하여 상기 후면 벽면에 연결되어 있는, 상기 제2 측벽면을 가지는 용기를 형성하는 단계를 포함하고;
여기서 상기 박층 블랭크는 접혀서 상기 최상부 벽면 전면 에지, 상기 최하부 벽면 전면 에지, 상기 제1 측벽면 전면 에지 및 상기 제2 측벽면 전면 에지는 함께 제1 평면을 따라 연장되게 되고;
여기서 상기 박층 블랭크는 접혀서 상기 최상부 벽면 후면 에지, 상기 최하부 벽면 후면 에지, 상기 제1 측벽면 후면 에지 및 상기 제2 측벽면 후면 에지는 함께 제2 평면을 따라 연장되게 되고;
여기서 상기 용기의 전면 벽면과 후면 벽면 중 적어도 하나가 적어도 하나의 절제 영역을 포함하도록 상기 박층 블랭크는 적어도 하나의 절제 영역을 더 포함하고, 여기서 상기 전면 벽면 상의 임의의 절제 영역은 상기 전면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하고, 여기서 상기 후면 벽면 상의 임의의 절제 영역은 상기 후면 벽면의 내부 표면을 가로질러 연장되어 있는 적어도 하나의 절제된 선을 포함하고, 여기서 각각의 절제된 선은 상기 박층 블랭크의 두께(T)보다 작은 잔여 두께(RT1)를 가지고; 그리고
여기서 상기 접는 단계 동안, 상기 박층 블랭크는 각각의 절제 영역의 적어도 하나의 절제된 선을 따라 적어도 부분적으로 접혀서, 상기 전면 벽면 상의 임의의 절제 영역은 상기 제1 평면으로부터 외측으로 이격된 전면 벽면의 일부분을 한정하게 되고, 상기 후면 벽면 상의 임의의 절제 영역은 상기 제2 평면으로부터 외측으로 이격된 후면 벽면의 일부분을 한정하게 되는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15174620 | 2015-06-30 | ||
| EP15174620.3 | 2015-06-30 | ||
| PCT/EP2016/065393 WO2017001608A1 (en) | 2015-06-30 | 2016-06-30 | Container having improved appearance |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180022662A true KR20180022662A (ko) | 2018-03-06 |
Family
ID=53491437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177035228A KR20180022662A (ko) | 2015-06-30 | 2016-06-30 | 외관이 개선된 용기 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20190002189A1 (ko) |
| EP (1) | EP3317208B1 (ko) |
| JP (1) | JP2018519219A (ko) |
| KR (1) | KR20180022662A (ko) |
| CN (1) | CN107709189B (ko) |
| ES (1) | ES2761703T3 (ko) |
| MX (1) | MX2017016683A (ko) |
| PL (1) | PL3317208T3 (ko) |
| RU (1) | RU2707447C2 (ko) |
| UA (1) | UA123671C2 (ko) |
| WO (1) | WO2017001608A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017104977U1 (de) | 2017-08-18 | 2018-08-21 | Mayr-Melnhof Karton Ag | Zuschnitt, daraus hergestellte dreidimensionale Struktur und Faltschachtel |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3099382A (en) * | 1956-06-28 | 1963-07-30 | American Mach & Foundry | Cartons for elongated articles |
| DE3727489A1 (de) * | 1987-08-18 | 1989-03-02 | Focke & Co | Klappschachtel fuer zigaretten |
| DE19809865C1 (de) * | 1998-03-07 | 1999-04-29 | Bat Cigarettenfab Gmbh | Klappdeckel-Packung für Zigaretten |
| IT1310482B1 (it) * | 1999-09-21 | 2002-02-18 | Gd Spa | Sbozzato piano per la formazione di un pacchetto rigido. |
| ITBO20000609A1 (it) * | 2000-10-18 | 2002-04-18 | Gd Spa | Pacchetto rigido incernierato per sigarette |
| ITBO20000722A1 (it) * | 2000-12-12 | 2002-06-12 | Gd Spa | Confezione di tipo rigido per articoli da fumo e metodo per la sua realizzazione |
| DE10106548A1 (de) * | 2001-02-13 | 2002-08-22 | Philip Morris Prod | Zuschnittbogen und daraus hergestellte Schachtel, insbesondere für Zigaretten |
| ITBO20010629A1 (it) * | 2001-10-12 | 2003-04-12 | Gd Spa | Confezione di tipo rigido per articoli da fumo e relativo metodo di realizzazione |
| JP2009292514A (ja) * | 2008-06-06 | 2009-12-17 | Japan Tobacco Inc | 包装容器 |
| GB0823072D0 (en) * | 2008-12-18 | 2009-01-28 | Innovia Films Ltd | Naked collation package |
| DE102010011923A1 (de) * | 2010-03-03 | 2011-09-08 | Focke & Co.(Gmbh & Co. Kg) | Kappenschachtel für Tabakprodukte |
| WO2012010540A1 (en) * | 2010-07-19 | 2012-01-26 | Philip Morris Products S.A. | Container for consumer goods |
| GB201018716D0 (en) * | 2010-11-05 | 2010-12-22 | British American Tobacco Co | A pack for smoking articles |
| WO2012131834A1 (ja) * | 2011-03-25 | 2012-10-04 | 日本たばこ産業株式会社 | ブランクの罫線形成方法及びこれを用いたパッケージの製造方法及びパッケージ |
| US20180155116A1 (en) * | 2015-05-27 | 2018-06-07 | Philip Morris Products S.A. | Container having improved strength |
-
2016
- 2016-06-30 CN CN201680034466.0A patent/CN107709189B/zh active Active
- 2016-06-30 EP EP16736030.4A patent/EP3317208B1/en active Active
- 2016-06-30 ES ES16736030T patent/ES2761703T3/es active Active
- 2016-06-30 JP JP2017565955A patent/JP2018519219A/ja active Pending
- 2016-06-30 WO PCT/EP2016/065393 patent/WO2017001608A1/en active Application Filing
- 2016-06-30 KR KR1020177035228A patent/KR20180022662A/ko not_active Application Discontinuation
- 2016-06-30 US US15/737,825 patent/US20190002189A1/en not_active Abandoned
- 2016-06-30 PL PL16736030T patent/PL3317208T3/pl unknown
- 2016-06-30 RU RU2018103212A patent/RU2707447C2/ru active
- 2016-06-30 UA UAA201712033A patent/UA123671C2/uk unknown
- 2016-06-30 MX MX2017016683A patent/MX2017016683A/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| US20190002189A1 (en) | 2019-01-03 |
| JP2018519219A (ja) | 2018-07-19 |
| CN107709189A (zh) | 2018-02-16 |
| ES2761703T3 (es) | 2020-05-20 |
| EP3317208A1 (en) | 2018-05-09 |
| RU2707447C2 (ru) | 2019-11-26 |
| PL3317208T3 (pl) | 2020-05-18 |
| RU2018103212A3 (ko) | 2019-09-20 |
| RU2018103212A (ru) | 2019-07-31 |
| EP3317208B1 (en) | 2019-11-06 |
| WO2017001608A1 (en) | 2017-01-05 |
| CN107709189B (zh) | 2019-11-22 |
| UA123671C2 (uk) | 2021-05-12 |
| MX2017016683A (es) | 2018-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170101205A (ko) | 개선된 둥근 코너 용기 | |
| KR20180022662A (ko) | 외관이 개선된 용기 | |
| KR102587407B1 (ko) | 비정사각 에지를 갖는 용기 | |
| KR20170101204A (ko) | 비정사각형 에지가 있는 용기를 형성하기 위한 개선된 블랭크 | |
| KR20180013869A (ko) | 강도가 개선된 용기 | |
| JP6869897B2 (ja) | 改良された傾斜した隅角部を有する容器 | |
| US10486894B2 (en) | Container with a bevelled edge and an adjacent transverse curved edge | |
| JP6876000B2 (ja) | 改良された湾曲した隅角部を有する容器 | |
| KR20170132734A (ko) | 사각이 아닌 에지를 갖는 개선된 용기 | |
| WO2017001563A1 (en) | Container having improved flatness | |
| US20180170657A1 (en) | Container having a plurality of cut edges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |