KR20170105565A - 강판 - Google Patents
강판 Download PDFInfo
- Publication number
- KR20170105565A KR20170105565A KR1020177022681A KR20177022681A KR20170105565A KR 20170105565 A KR20170105565 A KR 20170105565A KR 1020177022681 A KR1020177022681 A KR 1020177022681A KR 20177022681 A KR20177022681 A KR 20177022681A KR 20170105565 A KR20170105565 A KR 20170105565A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- scale
- content
- concentration
- ratio
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title abstract description 69
- 239000010959 steel Substances 0.000 title abstract description 69
- 238000005096 rolling process Methods 0.000 claims abstract description 41
- 238000005259 measurement Methods 0.000 claims abstract description 26
- 239000010953 base metal Substances 0.000 claims abstract description 8
- 239000012535 impurity Substances 0.000 claims description 9
- 239000000203 mixture Substances 0.000 claims description 9
- 239000000126 substance Substances 0.000 claims description 9
- 238000000034 method Methods 0.000 claims description 4
- 239000000523 sample Substances 0.000 description 42
- 238000001816 cooling Methods 0.000 description 29
- 238000010438 heat treatment Methods 0.000 description 19
- 229910052761 rare earth metal Inorganic materials 0.000 description 15
- 150000002910 rare earth metals Chemical class 0.000 description 15
- 230000000694 effects Effects 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 239000002244 precipitate Substances 0.000 description 7
- 238000001556 precipitation Methods 0.000 description 7
- 238000005728 strengthening Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 238000004804 winding Methods 0.000 description 7
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- 238000005098 hot rolling Methods 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000000446 fuel Substances 0.000 description 5
- 229910052749 magnesium Inorganic materials 0.000 description 5
- 238000013507 mapping Methods 0.000 description 5
- 239000002390 adhesive tape Substances 0.000 description 4
- 238000004458 analytical method Methods 0.000 description 4
- 229910052791 calcium Inorganic materials 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 230000001629 suppression Effects 0.000 description 4
- 238000009864 tensile test Methods 0.000 description 4
- 229910052721 tungsten Inorganic materials 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- 229920000298 Cellophane Polymers 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229910052758 niobium Inorganic materials 0.000 description 3
- 238000005554 pickling Methods 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000007850 degeneration Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000004881 precipitation hardening Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/02—Manufacture of metal sheets, bars, wire, tubes or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Abstract
강판에는, 지철과, 지철의 표면의 두께가 10.0㎛ 이하인 스케일과, 지철과 스케일 사이의 서브 스케일이 포함된다. 서브 스케일에 있어서, Cr 농도의 평균값이 1.50질량% 내지 5.00질량%이며, 또한 압연 방향의 길이가 50㎛의 범위 내에, 1㎛ 이격되어 인접하는 2개의 측정 영역 사이에서의 Cr 농도의 비가 0.90 이하 또는 1.11 이상인 부분이 1 이상 있다. Ti 함유량(질량%)을 [Ti], N 함유량(질량%)을 [N]으로 했을 때에 식 「Tieff=[Ti]-48/14[N]」으로 나타내어지는 파라미터 Tieff에 대한, 입경이 100㎚ 이상 1㎛ 이하인 탄화물 또는 탄질화물에 포함되는 Ti의 양의 비율이 30% 이하이다.
Description
본 발명은 트럭의 프레임 등의 비교적 긴 구조용 부재에 적합한 고강도 강판에 관한 것이다.
연비의 향상에 의한 배출 가스의 삭감을 목적으로, 자동차, 철도 차량 등의 수송 기계의 경량화가 요망되고 있다. 수송 기계의 경량화에는, 수송 기계의 부재에 얇은 강판을 사용하는 것이 유효하지만, 얇은 강판을 사용하면서 원하는 강도를 확보하기 위해서는, 강판 자체가 높은 강도를 갖는 것이 요망된다.
수송 기계의 부재, 예를 들어 트럭의 사이드 프레임에는, 비용 등의 관점에서, 열간 압연 중에 생성된 스케일(흑피)이 잔존하는 강판이 사용되는 경우가 있다. 단, 종래의 스케일이 잔존한 강판에서는, 레벨러 설비의 통판 등의 정정 시나, 유저에 의해 행하여지는 굽힘, 프레스 등의 가공 시에, 스케일이 박리되는 경우가 있다. 스케일의 박리가 발생하면, 스케일이 부착된 롤이나 금형의 손질이 필요하게 된다. 또한, 손질 후에 스케일이 잔존하고 있는 경우에는, 그 후에 처리한 강판에 스케일이 압입되어 당해 강판에 오목 모양이 생기는 경우가 있다. 따라서, 스케일을 잔존시킨 강판에는, 스케일이 지철로부터 박리되기 어려운 우수한 스케일 밀착성이 요구된다.
스케일 밀착성의 향상을 목적으로 한 강판이 공지로 되어 있지만, 종래의 강판에서는, 양호한 기계적 특성 및 우수한 스케일 밀착성을 양립시킬 수 없다.
고베 제강 기보/Vol.56 No.32(Dec.2006) P22
본 발명은 양호한 기계적 특성 및 우수한 스케일 밀착성을 양립시킬 수 있는 강판을 제공하는 것을 목적으로 한다.
본 발명자들은, 상기 과제를 해결하기 위하여 예의 검토를 행했다. 이 결과, 스케일 밀착성의 향상에 스케일 및 서브 스케일의 형태가 엄청난 영향을 미치고 있음이 밝혀졌다. 또한, 스케일 및 서브 스케일의 형태에는 특히 열간 압연의 조건이 영향을 미치고 있음도 밝혀졌다.
본원 발명자는, 이러한 지견에 기초하여 더욱 예의 검토를 거듭한 결과, 이하에 기재하는 발명의 제형태에 상도했다.
(1)
지철과,
상기 지철의 표면의 두께가 10.0㎛ 이하인 스케일과,
상기 지철과 상기 스케일 사이의 서브 스케일
을 갖고,
상기 지철은,
질량%로,
C: 0.05% 내지 0.20%,
Si: 0.01% 내지 1.50%
Mn: 1.50% 내지 2.50%
P: 0.05% 이하,
S: 0.03% 이하,
Al: 0.005% 내지 0.10%,
N: 0.008% 이하,
Cr: 0.30% 내지 1.00%,
Ti: 0.06% 내지 0.20%,
Nb: 0.00% 내지 0.10%,
V: 0.00% 내지 0.20%,
B: 0.0000% 내지 0.0050%,
Cu: 0.00% 내지 0.50%,
Ni: 0.00% 내지 0.50%,
Mo: 0.00% 내지 0.50%,
W: 0.00% 내지 0.50%,
Ca: 0.0000% 내지 0.0050%,
Mg: 0.0000% 내지 0.0050%,
REM: 0.000% 내지 0.010%이며, 또한
잔부: Fe 및 불순물
로 나타내어지는 화학 조성을 갖고,
상기 서브 스케일에 있어서,
Cr 농도의 평균값이 1.50질량% 내지 5.00질량%이며, 또한
압연 방향의 길이가 50㎛의 범위 내에, 1㎛ 이격되어 인접하는 2개의 측정 영역 사이에서의 Cr 농도의 비가 0.90 이하 또는 1.11 이상인 부분이 1 이상 있으며,
Ti 함유량(질량%)을 [Ti], N 함유량(질량%)을 [N]으로 했을 때에 하기의 식 1로 나타내어지는 파라미터 Tieff에 대한, 입경이 100㎚ 이상 1㎛ 이하인 탄화물 또는 탄질화물에 포함되는 Ti의 양의 비율이 30% 이하인 것을 특징으로 하는 강판.
Tieff=[Ti]-48/14[N]
(식 1)
(2)
상기 화학 조성에 있어서,
Nb: 0.001% 내지 0.10%,
V: 0.001% 내지 0.20%,
B: 0.0001% 내지 0.0050%,
Cu: 0.01% 내지 0.50%,
Ni: 0.01% 내지 0.50%,
Mo: 0.01% 내지 0.50%, 혹은
W: 0.01% 내지 0.50%,
또는 이들의 임의의 조합이 만족되는 것을 특징으로 하는 (1)에 기재된 강판.
(3)
상기 화학 조성에 있어서,
Ca: 0.0005% 내지 0.0050%,
Mg: 0.0005% 내지 0.0050%, 혹은
REM: 0.0005% 내지 0.010%,
또는 이들의 임의의 조합이 만족되는 것을 특징으로 하는 (1) 또는 (2)에 기재된 강판.
본 발명에 따르면, 스케일 및 서브 스케일의 형태가 적절하기 때문에, 양호한 기계적 특성 및 우수한 스케일 밀착성을 양립시킬 수 있다.
도 1은 Cr 농도의 매핑 결과의 일례를 도시하는 도면이다.
도 2는 스케일의 형태와 스케일 밀착성의 관계를 도시하는 도면이다.
도 2는 스케일의 형태와 스케일 밀착성의 관계를 도시하는 도면이다.
본 발명자들은, 스케일의 두께 및 서브 스케일의 형태가 스케일 밀착성에 미치는 영향에 대하여 검토했다.
스케일의 두께의 측정에서는, 압연 방향 및 두께 방향에 평행한 면을 관찰면으로 하는 시료를 다양한 강판으로부터 채취하고, 관찰면을 경면 연마하고, 광학 현미경을 사용한 관찰을 1000배로 행했다. 그리고, 10시야 이상에서 얻어진 스케일의 두께의 평균값을 당해 강판의 스케일 두께로 했다.
서브 스케일의 형태의 분석에서는, 압연 방향 및 두께 방향에 평행한 면을 관찰면으로 하는 시료를 다양한 강판으로부터 채취하고, 관찰면을 경면 연마하고, 전자선 마이크로 애널라이저(electron probe micro analyzer: EPMA)를 사용하여 서브 스케일의 Cr 농도(질량%)를 분석했다. 구체적으로는, 압연 방향의 길이가 50㎛ 이상이고, 스케일 및 지철을 포함하는 영역에서의 Cr 농도의 매핑을, 가속 전압을 15.0kV, 조사 전류를 50nA, 1점당 측정 시간을 20m초로 하여 행했다. 이 매핑에서는, 측정점 사이의 간격을, 압연 방향 및 두께 방향 중 어느 것에 대해서든 0.1㎛로 했다.
도 1에 매핑의 결과의 일례를 나타낸다. 이 예에 사용한 시료의 지철의 Cr 함유량은 3.9질량%이며, 압연 방향의 길이가 60㎛이고, 스케일 및 지철을 포함하는 영역을 분석 대상으로 했다. 도 1에서 Cr 농도가 특히 높은 부분이 서브 스케일이며, 그 아래가 지철, 그 위가 스케일이다. 도 1로부터 명백한 바와 같이, 서브 스케일의 Cr 농도는 지철의 그것보다도 높다.
본 발명자들은, Cr 농도의 매핑 결과에 대하여, 다음과 같은 분석을 했다. 이 분석에서는, 압연 방향으로 연속하여 배열하는 10측정점을 포함하는 측정 영역을 설정했다. 측정점의 간격이 0.1㎛이기 때문에, 측정 영역의 압연 방향의 치수는 1㎛이다. 또한, Cr 농도의 매핑의 대상 영역의 압연 방향의 길이가 50㎛ 이상이기 때문에, 측정 영역은 50 이상이다. 그리고, 측정 영역마다 Cr 농도의 평균값 및 최댓값 Cmax를 구하고, 50 이상의 측정 영역 사이의 최댓값 Cmax의 평균값 Ave를 산출하고, 평균값 Ave를 서브 스케일에 있어서의 Cr 농도의 평균값으로 했다.
또한, 50 이상의 측정 영역에 대하여, 인접하는 2측정 영역 사이에서의, 한쪽의 최댓값 Cmax에 대한 다른 쪽의 최댓값 Cmax의 농도비 RCr을 구했다. 즉, 다른 쪽의 최댓값 Cmax를 한쪽의 최댓값 Cmax로 나누어 얻어지는 몫을 구했다. 이때, 어느 쪽의 최댓값 Cmax를 분자로 할지는 임의로 했다. 예를 들어, 2측정 영역의 최댓값 Cmax가 3.90% 및 3.30%인 경우, 농도비 RCr은 1.18 또는 0.85이며, 2측정 영역의 최댓값 Cmax가 1.70% 및 1.62%인 경우, 농도비 RCr은 1.05 또는 0.95이다. 또한, 2측정 영역의 최댓값 Cmax가 동등한 경우, 농도비 RCr은 1.00이며, 서브 스케일 내의 Cr 농도의 최댓값 Cmax가 균일하면, 어느 측정 영역에서도 농도비 RCr은 1.00이다. 이와 같이, 농도비 RCr은, 서브 스케일 내의 Cr 농도의 최댓값 Cmax의 변동을 반영하고 있으며, 농도비 RCr이 1.00에 가까울수록, 서브 스케일 내의 Cr 농도의 최댓값 Cmax의 변동이 작다.
스케일 밀착성은, 트럭의 사이드 프레임의 프레스 가공을 상정하고, 긴 쪽 방향이 강판의 폭 방향과 평행해지도록 직사각 시험편을 채취하여, JIS Z2248에 기재된 V 블록법으로 평가했다. 시험편의 크기는, 폭(압연 방향) 30㎜, 길이(폭 방향) 200㎜로 했다. 또한, 굽힘 각도는 90도로 하고, 내측 반경은 판 두께의 2배로 했다.
굽힘 후, 굽힘 외측의 폭 중앙부에, 시험편의 긴 쪽 방향을 따라 폭 18㎜의 셀로판 테이프를 부착하여 박리하고, 강판과 V 블록이 접촉하지 않은 범위에서 셀로판 테이프에 부착된 스케일의 면적률을 산출했다.
그리고, 셀로판 테이프에 부착된 스케일의 면적률, 즉, 강판으로부터 박리된 스케일의 면적률이 10% 이하인 것을 양호라고 판정하고, 10% 초과인 것을 불량이라고 판정했다. 본 발명자들은, 이 시험에 있어서 강판으로부터 박리된 스케일의 면적률이 10% 이하이면 실용 가공 상에서의 박리는 실질적으로 발생하지 않음을 확인하고 있다.
스케일의 두께와 스케일 밀착성의 관계를 정리한바, 스케일의 두께가 10.0㎛ 초과이면, 스케일의 Cr 농도와 무관하게, 양호한 스케일 밀착성을 얻지 못했다. 한편, 스케일의 두께가 10.0㎛ 이하이면 서브 스케일의 형태에 따라 양호한 스케일 밀착성이 얻어지는 경우나 얻지 못하는 경우가 있었다.
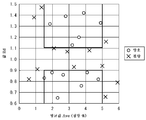
그래서, 본 발명자들은, 스케일의 두께가 10.0㎛ 이하인 강판에 대하여, Cr 농도의 평균값 Ave 및 농도비 RCr 중에서 1.00으로부터 가장 괴리된 값 Rd와 스케일 밀착성의 관계를 정리했다. 이 결과를 도 2에 도시한다. 도 2의 횡축은 Cr 농도의 평균값 Ave를 나타내고, 종축은 농도비 RCr 중에서 1.00으로부터 가장 괴리된 값 Rd를 나타낸다.
도 2에 도시한 바와 같이, Cr 농도의 평균값 Ave가 1.50질량% 미만 또는 5.00질량% 초과의 시료에서는, 스케일 밀착성이 불량했다. 또한, Cr 농도의 평균값 Ave가 1.50질량% 내지 5.00질량%여도, 농도비 RCr 중에서 1.00으로부터 가장 괴리된 값 Rd가 0.90 초과이며 또한 1.11 미만인 시료에서는, 스케일 밀착성이 불량했다.
이상으로부터, 서브 스케일에 있어서, Cr 농도의 평균값 Ave가 1.50질량% 내지 5.00질량%이며, 또한 압연 방향의 길이가 50㎛의 범위 내에, 1㎛ 이격되어 인접하는 2개의 측정 영역 사이에서의 농도비 RCr이 0.90 이하 또는 1.11 이상인 부분이 1 이상 있는 것이, 우수한 스케일 밀착성을 얻기 위하여 중요함이 밝혀졌다.
또한, 트럭의 사이드 프레임에 대한 적용에 적합한 기계적 특성으로서, 압연 방향의 항복 강도가 700㎫ 이상 800㎫ 미만인 것, 항복비가 85% 이상인 것을 들 수 있는바, 이들 실현에는, 입경이 100㎚ 미만인 Ti를 포함하는 탄화물 및 Ti를 포함하는 탄질화물에 의한 석출 강화가 매우 유효하다. 이하, Ti를 포함하는 탄화물 및 Ti를 포함하는 탄질화물을 총칭하여 Ti 탄화물이라는 경우가 있다.
이하, 본 발명의 실시 형태에 대하여 설명한다.
우선, 본 발명의 실시 형태에 관한 강판 및 그 제조에 사용하는 강의 화학 조성에 대하여 설명한다. 상세는 후술하겠지만, 본 발명의 실시 형태에 관한 강판은, 강의 주조, 슬래브 가열, 열간 압연, 제1 냉각, 권취 및 제2 냉각을 거쳐 제조된다. 따라서, 강판 및 강의 화학 조성은, 강판의 특성뿐만 아니라, 이들 처리를 고려한 것이다. 이하의 설명에 있어서, 강판 및 강에 포함되는 각 원소의 함유량의 단위인 「%」는, 특별히 단서가 없는 한 「질량%」를 의미한다. 본 실시 형태에 관한 강판 및 그 제조에 사용하는 강은, 질량%로, C: 0.05% 내지 0.20%, Si: 0.01% 내지 1.50%, Mn: 1.50% 내지 2.50%, P: 0.05% 이하, S: 0.03% 이하, Al: 0.005% 내지 0.10%, N: 0.008% 이하, Cr: 0.30% 내지 1.00%, Ti: 0.06% 내지 0.20%, Nb: 0.00% 내지 0.10%, V: 0.00% 내지 0.20%, B: 0.0000% 내지 0.0050%, Cu: 0.00% 내지 0.50%, Ni: 0.00% 내지 0.50%, Mo: 0.00% 내지 0.50%, W: 0.00% 내지 0.50%, Ca: 0.0000% 내지 0.0050%, Mg: 0.0000% 내지 0.0050%, REM: 0.000% 내지 0.010%이며, 또한 잔부: Fe 및 불순물로 나타내어지는 화학 조성을 갖고 있다. 불순물로서는, 광석이나 스크랩 등의 원재료에 포함되는 것, 제조 공정에 있어서 포함되는 것이 예시된다. Sn 및 As를 불순물의 예로서 들 수 있다.
(C: 0.05% 내지 0.20%)
C는 강도의 향상에 기여한다. C 함유량이 0.05% 미만이면, 충분한 강도, 예를 들어 압연 방향에서 700㎫ 이상인 항복 강도 혹은 85% 이상인 항복비 또는 이들 양쪽을 얻지 못한다. 따라서, C 함유량은 0.05% 이상으로 하고, 바람직하게는 0.08% 이상으로 한다. 한편, C 함유량이 0.20% 초과이면, 강도가 과잉이 되어 연성이 저하되거나, 용접성 및 인성이 저하되거나 한다. 따라서, C 함유량은 0.20% 이하로 하고, 바람직하게는 0.15% 이하로 하고, 보다 바람직하게는 0.14% 이하로 한다.
(Si: 0.01% 내지 1.50%)
Si는 강도의 향상에 기여하거나, 탈산재로서 작용하거나 한다. Si는 아크 용접 시에 용접부의 형상의 개선에도 기여한다. Si 함유량이 0.01% 미만이면, 이들 효과를 충분히 얻지 못한다. 따라서, Si 함유량은 0.01% 이상으로 하고, 바람직하게는 0.02% 이상으로 한다. 한편, Si 함유량이 1.50% 초과이면, 강판의 표면에 Si 스케일이 다량으로 발생하여 표면 성상이 저하되거나, 인성이 저하되거나 한다. 따라서, Si 함유량은 1.50% 이하로 하고, 바람직하게는 1.20% 이하로 한다. Si 함유량이 1.50% 이하이면 본 실시 형태에 있어서는, 스케일 밀착성에 대한 Si의 영향은 무시할 수 있다.
(Mn: 1.50% 내지 2.50%)
Mn은 조직 강화를 통하여 강도의 향상에 기여한다. Mn 함유량이 1.50% 미만이면, 이들 효과를 충분히 얻지 못한다. 예를 들어 압연 방향에서 700㎫ 이상의 항복 강도 혹은 85% 이상의 항복비 또는 이들 양쪽을 얻지 못한다. 따라서, Mn 함유량은 1.50% 이상으로 하고, 바람직하게는 1.60% 이상으로 한다. 한편, Mn 함유량이 2.50% 초과이면, 강도가 과잉이 되어 연성이 저하되거나, 용접성 및 인성이 저하되거나 한다. 따라서, Mn 함유량은 2.50% 이하로 하고, 바람직하게는 2.40% 이하로 하고, 보다 바람직하게는 2.30% 이하로 한다.
(P: 0.05% 이하)
P는 필수 원소가 아니고, 예를 들어 강 중에 불순물로서 함유된다. P는, 연성 및 인성을 저해하기 때문에, P 함유량은 낮으면 낮을수록 좋다. 특히, P 함유량이 0.05% 초과에서, 연성 및 인성의 저하가 현저하다. 따라서, P 함유량은 0.05% 이하로 하고, 바람직하게는 0.04% 이하로 하고, 보다 바람직하게는 0.03% 이하로 한다. P 함유량의 저감에는 비용이 들어, 0.0005% 미만까지 저감하고자 하면, 비용이 현저하게 상승한다. 이로 인해, P 함유량은 0.0005% 이상으로 해도 되고, 비용의 관점에서 0.0010% 이상으로 해도 된다.
(S: 0.03% 이하)
S는 필수 원소가 아니고, 예를 들어 강 중에 불순물로서 함유된다. S는, MnS를 생성하여, 연성, 용접성 및 인성을 저해하기 때문에, S 함유량은 낮으면 낮을수록 좋다. 특히, S 함유량이 0.03% 초과에서, 연성, 용접성 및 인성의 저하가 현저하다. 따라서, S 함유량은 0.03% 이하로 하고, 바람직하게는 0.01% 이하로 하고, 보다 바람직하게는 0.007% 이하로 한다. S 함유량의 저감에는 비용이 들어, 0.0005% 미만까지 저감하고자 하면, 비용이 현저하게 상승한다. 이로 인해, S 함유량은 0.0005% 이상으로 해도 되고, 비용의 관점에서 0.0010% 이상으로 해도 되고, 비용의 관점에서 0.0010% 이상으로 해도 된다.
(Al: 0.005% 내지 0.10%)
Al은 탈산재로서 작용한다. Al 함유량이 0.005% 미만이면, 이 효과를 충분히 얻지 못한다. 따라서, Al 함유량은 0.005% 이상으로 하고, 바람직하게는 0.015% 이상으로 한다. 한편, Al 함유량이 0.10% 초과이면, 인성 및 용접성이 저하된다. 따라서, Al 함유량은 0.10% 이하로 하고, 바람직하게는 0.08% 이하로 한다.
(N: 0.008% 이하)
N은 필수 원소가 아니고, 예를 들어 강 중에 불순물로서 함유된다. N은, TiN을 형성하여 Ti를 소비하여, 석출 강화에 적합한 미세한 Ti 탄화물의 생성을 저해하기 때문에, N 함유량은 낮으면 낮을수록 좋다. 특히, N 함유량이 0.008% 초과에서, 석출 강화능의 저하가 현저하다. 따라서, N 함유량은 0.008% 이하로 하고, 바람직하게는 0.007% 이하로 한다. N 함유량의 저감에는 비용이 들어, 0.0005% 미만까지 저감하고자 하면, 비용이 현저하게 상승한다. 이로 인해, N 함유량은 0.0005% 이상으로 해도 되고, 비용의 관점에서 0.0010% 이상으로 해도 되고, 비용의 관점에서 0.0010% 이상으로 해도 된다.
(Cr: 0.30% 내지 1.00%)
Cr은 강도의 향상에 기여하거나, 서브 스케일의 형성을 통하여 스케일 밀착성을 높이거나 한다. Cr 함유량이 0.30% 미만이면, 이들 효과를 충분히 얻지 못한다. 따라서, Cr 함유량은 0.30% 이상으로 하고, 바람직하게는 0.25% 이상으로 한다. 한편, Cr 함유량이 1.00% 초과이면, 서브 스케일에 포함되는 Cr이 과잉이 되어 스케일 밀착성이 저하된다. 따라서, Cr 함유량은 1.00% 이하로 하고, 바람직하게는 0.80% 이하로 한다.
(Ti: 0.06% 내지 0.20%)
Ti는 재결정을 억제하여, 결정립의 조대화를 억제함으로써, 항복 강도의 향상에 기여하거나, Ti 탄화물로서 석출되어 석출 강화를 통한 항복 강도 및 항복비의 향상에 기여하거나 한다. Ti 함유량이 0.06% 미만이면, 이들 효과를 충분히 얻지 못한다. 따라서, Ti 함유량은 0.06% 이상으로 하고, 바람직하게는 0.07% 이상으로 한다. 한편, Ti 함유량이 0.20% 초과이면, 인성, 용접성 및 연성이 저하되거나, 슬래브 가열 중에 Ti 탄화물을 완전히 용체화할 수 없어, 석출 강화에 유효한 Ti의 양이 부족하여 항복 강도 및 항복비가 저하되거나 한다. 따라서, Ti 함유량은 0.20% 이하로 하고, 바람직하게는 0.16% 이하로 한다.
Nb, V, B, Cu, Ni, Mo, W, Ca, Mg 및 REM은 필수 원소가 아니고, 강판 및 강에 소정량을 한도로 적절히 함유되어 있어도 되는 임의 원소이다.
(Nb: 0.00% 내지 0.10%, V: 0.00% 내지 0.20%)
Nb 및 V는, 탄질화물로서 석출되어 강도의 향상에 기여하거나, 결정립의 조대화의 억제에 기여하거나 한다. 결정립의 조대화의 억제는, 항복 강도의 향상 및 인성의 향상에 기여한다. 따라서, Nb 혹은 V 또는 이들 양쪽이 함유되어 있어도 된다. 이들 효과를 충분히 얻기 위하여, Nb 함유량은 바람직하게는 0.001% 이상으로 하고, 보다 바람직하게는 0.010% 이상으로 하고, V 함유량은 바람직하게는 0.001% 이상으로 하고, 보다 바람직하게는 0.010% 이상으로 한다. 한편, Nb 함유량이 0.10% 초과이면, 인성 및 연성이 저하되거나, 슬래브 가열 중에 Nb 탄질화물을 완전히 용체화할 수 없어, 강도의 확보에 유효한 고용 C가 부족하여 항복 강도 및 항복비가 저하되거나 한다. 따라서, Nb 함유량은 0.10% 이하로 하고, 바람직하게는 0.08% 이하로 한다. V 함유량이 0.20% 초과이면, 인성 및 연성이 저하된다. 따라서, V 함유량은 0.20% 이하로 하고, 바람직하게는 0.16% 이하로 한다.
(B: 0.0000% 내지 0.0050%)
B는, 조직 강화를 통하여 강도의 향상에 기여한다. 따라서, B가 함유되어 있어도 된다. 이 효과를 충분히 얻기 위하여, B 함유량은 바람직하게는 0.0001% 이상으로 하고, 보다 바람직하게는 0.0005% 이상으로 한다. 한편, B 함유량이 0.0050% 초과이면, 인성이 저하되거나, 강도의 향상 효과가 포화되거나 한다. 따라서, B 함유량은 0.0050% 이하로 하고, 바람직하게는 0.0030% 이하로 한다.
(Cu: 0.00% 내지 0.50%)
Cu는 강도의 향상에 기여한다. 따라서, Cu가 함유되어 있어도 된다. 이 효과를 충분히 얻기 위하여, Cu 함유량은 바람직하게는 0.01% 이상으로 하고, 보다 바람직하게는 0.03% 이상으로 한다. 한편, Cu 함유량이 0.50% 초과이면, 인성 및 용접성이 저하되거나, 슬래브의 고온 균열의 우려가 높아지거나 한다. 따라서, Cu 함유량은 0.50% 이하로 하고, 바람직하게는 0.30% 이하로 한다.
(Ni: 0.00% 내지 0.50%)
Ni는, 강도의 향상에 기여하거나, 인성의 향상 및 슬래브의 고온 균열 억제에 기여하거나 한다. 따라서, Ni가 함유되어 있어도 된다. 이들 효과를 충분히 얻기 위하여, Ni 함유량은 바람직하게는 0.01% 이상으로 하고, 보다 바람직하게는 0.03% 이상으로 한다. 한편, Ni 함유량이 0.50% 초과이면, 공연히 비용이 상승한다. 따라서, Ni 함유량은 0.50% 이하로 하고, 바람직하게는 0.30% 이하로 한다.
(Mo: 0.00% 내지 0.50%, W: 0.00% 내지 0.50%)
Mo 및 W는 강도의 향상에 기여한다. 따라서, Mo 혹은 W 또는 이들 양쪽이 함유되어 있어도 된다. 이들 효과를 충분히 얻기 위하여, Mo 함유량은 바람직하게는 0.01% 이상으로 하고, 보다 바람직하게는 0.03% 이상으로 하고, W 함유량은 바람직하게는 0.01% 이상으로 하고, 보다 바람직하게는 0.03% 이상으로 한다. 한편, Mo 함유량이 0.50% 초과이면, 공연히 비용이 상승한다. 따라서, Mo 함유량은 0.50% 이하로 하고, 바람직하게는 0.35% 이하로 한다. W 함유량이 0.50% 초과이면, 공연히 비용이 상승한다. 따라서, W 함유량은 0.50% 이하로 하고, 바람직하게는 0.35% 이하로 한다.
이상으로부터, Nb, V, B, Cu, Ni, Mo 및 W에 대해서는, 「Nb: 0.001% 내지 0.10%」, 「V: 0.001% 내지 0.20%」, 「B: 0.0001% 내지 0.0050%」, 「Cu: 0.01% 내지 0.50%」, 「Ni: 0.01% 내지 0.50%」, 「Mo: 0.01% 내지 0.50%」, 혹은 「W: 0.01% 내지 0.50%」, 또는 이들의 임의의 조합이 만족되는 것이 바람직하다.
(Ca: 0.0000% 내지 0.0050%, Mg: 0.0000% 내지 0.0050%, REM: 0.000% 내지 0.010%)
Ca, Mg 및 REM은, 비금속 개재물을 구상화하여, 인성의 향상 및 연성의 저하 억제에 기여한다. 따라서, Ca, Mg 혹은 REM 또는 이들의 임의의 조합이 함유되어 있어도 된다. 이들 효과를 충분히 얻기 위하여, Ca 함유량은 바람직하게는 0.0005% 이상으로 하고, 보다 바람직하게는 0.0010% 이상으로 하고, Mg 함유량은 바람직하게는 0.0005% 이상으로 하고, 보다 바람직하게는 0.0010% 이상으로 하고, REM 함유량은 바람직하게는 0.0005% 이상으로 하고, 보다 바람직하게는 0.0010% 이상으로 한다. 한편, Ca 함유량이 0.0050% 초과이면, 개재물의 조대화 및 개재물의 수의 증가가 현저해져, 인성이 저하된다. 따라서, Ca 함유량은 0.0050% 이하로 하고, 바람직하게는 0.0035% 이하로 한다. Mg 함유량이 0.0050% 초과이면, 개재물의 조대화 및 개재물의 수의 증가가 현저해져, 인성이 저하된다. 따라서, Mg 함유량은 0.0050% 이하로 하고, 바람직하게는 0.0035% 이하로 한다. REM 함유량이 0.010% 초과이면, 개재물의 조대화 및 개재물의 수의 증가가 현저해져, 인성이 저하된다. 따라서, REM 함유량은 0.010% 이하로 하고, 바람직하게는 0.007% 이하로 한다.
이상으로부터, Ca, Mg 및 REM에 대해서는, 「Ca: 0.0005% 내지 0.0050%」, 「Mg: 0.0005% 내지 0.0050%」, 혹은 「REM: 0.0005% 내지 0.010%」, 또는 이들의 임의의 조합이 만족되는 것이 바람직하다.
REM(희토류 금속)은 Sc, Y 및 란타노이드의 합계 17종류의 원소를 가리키고, 「REM 함유량」은 이들 17종류의 원소의 합계 함유량을 의미한다. 란타노이드는, 공업적으로는, 예를 들어 미쉬 메탈의 형태로 첨가된다.
이어서, 본 발명의 실시 형태에 관한 강판 중의 Ti의 형태에 대하여 설명한다. 본 발명의 실시 형태에 관한 강판에서는, Ti 함유량(질량%)을 [Ti], N 함유량(질량%)을 [N]으로 했을 때에 하기의 식 1로 나타내어지는 파라미터 Tieff(유효 Ti양)에 대한, 입경이 100㎚ 이상 1㎛ 이하인 Ti 탄화물에 포함되는 Ti의 양(질량%)의 비율 RTi가 30% 이하이다.
Tieff=[Ti]-48/14[N]
(식 1)
Ti 탄화물은, 석출 강화를 통하여 항복 응력 및 항복비의 향상에 기여하지만, 유효 Ti양에 대한, 입경이 100㎚ 이상, 특히 100㎛ 이상 1㎛ 이하인 Ti 탄화물에 포함되는 Ti의 양은, 권취 시의 미세한 Ti 탄화물의 형성에 크게 영향을 미친다. 비율 RTi가 30% 초과이면, 조대한 Ti 탄화물에 의한 Ti의 소비가 과다해지고 권취 시의 미세한 Ti 탄화물의 형성에 대한 구동력이 저하됨으로써, 압연 방향에 있어서 충분한 항복 강도 및 항복비를 얻지 못한다. 따라서, 비율 RTi는 30% 이하로 한다.
또한, 석출 Ti는 정밀도가 높은 측정이 가능하면 방법은 상관하지 않는다. 예를 들어, 투과 전자 현미경에 의해 적어도 50개의 석출물이 관찰될 때까지, 랜덤하게 관찰을 행하여, 개개의 석출물의 사이즈와 전체 시야 사이즈로부터, 석출물의 사이즈 분포를 도출하고, 에너지 분산형 X 분석(energy dispersive X-ray spectroscopy: EDS)에 의해 석출물 중의 Ti 농도를 구하는 것에 의해 산출함으로써 구할 수 있다.
이어서, 본 발명의 실시 형태에 관한 강판에 있어서의 스케일 및 서브 스케일의 형태에 대하여 설명한다. 본 발명의 실시 형태에 관한 강판에서는, 스케일의 두께가 10.0㎛ 이하이고, 서브 스케일에 있어서, Cr 농도의 평균값 Ave가 1.50질량% 내지 5.00질량%이며, 또한 압연 방향의 길이가 50㎛의 범위 내에, 1㎛ 이격되어 인접하는 2개의 측정 영역 사이에서의 농도비 RCr이 0.90 이하 또는 1.11 이상인 부분이 1 이상 있다.
(스케일의 두께: 10.0㎛ 이하)
스케일이 두꺼울수록, 강판의 가공 중에 스케일에 발생하는 변형이 커지고, 스케일에 균열이 생겨, 박리하기 쉽다. 그리고, 상기한 실험으로부터도 명백한 바와 같이, 스케일의 두께가 10.0㎛ 초과이면, 양호한 스케일 밀착성을 얻지 못한다. 따라서, 스케일의 두께는 10.0㎛ 이하로 하고, 바람직하게는 8.0㎛ 이하로 한다.
(서브 스케일에 있어서의 Cr 농도의 평균값 Ave: 1.50질량% 내지 5.00질량%)
상기한 실험의 결과로부터 명백한 바와 같이, 서브 스케일에 있어서의 Cr 농도의 평균값 Ave가 1.50질량% 미만 또는 5.00질량% 초과이면, 충분한 스케일 밀착성을 얻지 못한다. 따라서, 평균값 Ave는 1.50질량% 내지 5.00질량%로 한다. 평균값 Ave가 1.50질량% 미만인 경우에 충분한 스케일 밀착성을 얻지 못하는 이유로서, 서브 스케일의 생성이 불충분하여, 서브 스케일과 지철의 밀착성이 부족한 것을 생각할 수 있다. Cr 농도의 평균값 Ave가 5.00질량% 초과인 경우에 충분한 스케일 밀착성을 얻지 못하는 이유로서, 서브 스케일과 스케일의 밀착력이 저하되고 있는 것을 생각할 수 있다.
(농도비 RCr이 0.90 이하 또는 1.11 이상인 부분: 1 이상)
상기한 실험의 결과로부터 명백한 바와 같이, 농도비 RCr 중에서 1.00으로부터 가장 괴리된 값 Rd가 0.90 초과이며 또한 1.11 미만인 경우, 충분한 스케일 밀착성을 얻지 못한다. 따라서, 압연 방향의 길이가 50㎛의 범위 내에, 1㎛ 이격되어 인접하는 2개의 측정 영역 사이에서의 농도비 RCr이 0.90 이하 또는 1.11 이상인 부분이 1 이상 있는 것으로 한다. 이것은, 서브 스케일 중에, Cr 농도의 변동이 큰 영역이 존재함을 의미한다. 스케일에 지철과의 정합성이 좋은 마그네타이트가 포함되어 있지만, Cr 농도가 과도하게 균일한 경우, 마그네타이트와 지철의 접촉이 저해되어, 양호한 스케일 밀착성을 얻지 못한다고 생각된다. 한편, Cr 농도의 변동이 큰 영역이 존재하면, 이 영역을 통하여 마그네타이트와 지철의 접촉이 확보되어, 우수한 스케일 밀착성이 얻어진다고 생각된다.
본 실시 형태에 따르면, 예를 들어 압연 방향에서 700㎫ 이상 800㎫ 미만의 항복 강도, 압연 방향에서 85% 이상의 항복비가 얻어진다. 본 실시 형태는, 높은 항복 강도가 요구되는 트럭의 사이드 프레임과 같은 긴 구조용 부재에 적합하며, 부재의 판 두께의 박육화에 의한 차량 중량의 경감에 기여할 수 있다. 또한, 항복 강도가 800㎫ 이상이면, 프레스 가공에 요하는 부하가 과대해질 우려가 있다. 이로 인해, 바람직하게는 항복 강도는 800㎫ 미만이다. 또한, 항복비가 85% 미만이면, 항복 응력에 대하여 인장 강도가 너무 높기 때문에, 가공이 곤란해질 우려가 있다. 이로 인해, 항복비는 바람직하게는 85% 이상이며, 보다 바람직하게는 90% 이상이다.
항복 강도 및 항복비는, 실온에서의 JIS Z2241에 따른 인장 시험에 의해 측정할 수 있다. 시험편에는, 압연 방향을 긴 쪽 방향으로 하는 JIS5호 인장 시험편을 사용한다. 항복점이 있는 경우는 상항복점의 강도를 항복 강도로 하고, 항복점이 없는 경우에는 0.2% 내력을 항복 강도로 한다. 항복비는, 항복 강도를 인장 강도로 나누어 얻어지는 몫이다.
이어서, 본 발명의 실시 형태에 관한 강판의 제조 방법에 대하여 설명한다. 본 발명의 실시 형태에 관한 강판의 제조 방법에서는, 상기한 화학 조성을 갖는 강의 주조, 슬래브 가열, 열간 압연, 제1 냉각, 권취 및 제2의 냉각을 이 순으로 행한다.
(주조)
상기 화학 조성을 갖는 용강을 통상의 방법에 의해 주조하여 슬래브를 제조한다. 슬래브로서, 강괴를 단조 또는 압연한 것을 사용해도 되지만, 슬래브는 연속 주조에 의해 제조하는 것이 바람직하다. 박슬래브 캐스터 등으로 제조한 슬래브를 사용해도 된다.
(슬래브 가열)
슬래브의 제조 후에는, 슬래브를 일단 냉각하고, 또는 그대로 1150℃ 이상 1250℃ 미만의 온도로 가열한다. 이 온도(슬래브 가열 온도)가 1150℃ 미만이면, 슬래브 중의 Ti를 포함하는 석출물이 충분히 용체화되지 않고, 후에 Ti 탄화물이 충분히 석출되지 않아, 충분한 강도를 얻지 못하게 된다. 따라서, 슬래브 가열 온도는 1150℃ 이상으로 하고, 바람직하게는 1160℃ 이상으로 한다. 한편, 슬래브 가열 온도가 1250℃ 이상이면, 결정립이 조대해져 항복 응력이 저하되거나, 가열로 내에서 생성하는 1차 스케일의 생성량이 증가하여 수율이 저하되거나, 연료 비용이 증대되거나 한다. 따라서, 슬래브 가열 온도는 1250℃ 미만으로 하고, 바람직하게는 1245℃ 이하로 한다.
(열간 압연)
슬래브 가열 후, 슬래브의 디스케일링을 행하고, 조압연을 행한다. 조압연에 의해 러프바가 얻어진다. 조압연의 조건은 특별히 한정되지 않는다. 조압연 후, 탠덤 압연기를 사용하여 러프바의 마무리 압연을 행함으로써, 열연 강판을 얻는다. 조압연과 마무리 압연 사이에, 고압수 등을 사용한 디스케일링을 행함으로써, 러프바의 표면에 생성된 스케일을 제거하는 것이 바람직하다. 마무리 압연의 입측에서는, 러프바의 표면 온도를 1050℃ 미만으로 한다. 또한, 마무리 압연의 출측 온도가 920℃ 이상이면, 스케일의 두께가 10.0㎛ 초과가 되어, 스케일 밀착성이 저하된다. 따라서, 출측 온도는 920℃ 미만으로 한다.
출측 온도가 낮을수록, 강판의 결정립이 미세해져, 우수한 항복 강도 및 인성이 얻어진다. 이로 인해, 강판의 특성의 관점에서는, 출측 온도는 낮으면 낮을수록 좋다. 한편, 출측 온도가 낮을수록, 러프바의 변형 저항이 높아져 압연 하중이 증가하여, 마무리 압연이 진행되지 않게 되거나, 두께의 제어가 곤란해지거나 한다. 이로 인해, 압연기의 능력 및 두께 제어의 정밀도에 따라 출측 온도의 하한을 설정하는 것이 바람직하다. 압연기에 따라 다르지만, 출측 온도가 800℃ 미만인 경우에 마무리 압연의 진행이 방해받기 쉽다. 이로 인해, 출측 온도는 바람직하게는 800℃ 이상으로 한다.
(제1 냉각)
마무리 압연의 완료부터 3초 이내에 런아웃 테이블에서 열연 강판의 냉각을 개시하고, 이 냉각에서는, 냉각을 개시한 온도(냉각 개시 온도)부터 750℃까지 동안을 30℃/초 초과의 평균 냉각 속도로 강온한다. 냉각 개시 온도부터 750℃까지 동안의 평균 냉각 속도가 30℃/초 이하이면, 인접하는 2측정 영역 사이에서의 농도비 RCr 중에서 가장 1.00으로부터 괴리된 값 Rd가 0.90 초과이며 또한 1.11 미만이 되고, 서브 스케일 중의 Cr 농도가 균일화되어, 스케일 밀착성이 저하되거나, 오스테나이트상 중에 조대한 Ti 탄화물이 생성되어, 강도가 저하되거나 한다. 따라서, 냉각 개시 온도부터 750℃까지 동안의 평균 냉각 속도는 30℃/초 초과로 한다. 또한, 마무리 압연의 완료부터 냉각 개시까지의 시간이 길어질수록, 오스테나이트상이 재결정되기 쉬워, 이 재결정에 수반하여 조대한 Ti 탄화물이 형성되고, 미세한 Ti 탄화물의 생성에 유효한 Ti의 양이 저하된다. 또한, 이 시간이 길어질수록, 서브 스케일 중의 Cr 농도의 균일화가 진행된다. 그리고, 이러한 경향은, 이 시간이 3초 초과에서 현저하다. 따라서, 마무리 압연의 완료부터 냉각 개시까지의 시간은 3초 이내로 한다.
(권취)
750℃까지의 냉각 후에는, 런아웃 테이블의 후단부에서 열연 강판을 권취한다. 권취 시의 열연 강판의 온도(권취 온도)가 650℃ 이상이면, 서브 스케일에 있어서의 Cr 농도의 평균값 Ave가 과잉이 되어, 충분한 스케일 밀착성을 얻지 못한다. 따라서, 권취 온도는 650℃ 미만으로 하고, 바람직하게는 600℃ 이하로 한다. 한편, 권취 온도가 500℃ 이하이면, 서브 스케일에 있어서의 Cr 농도의 평균값 Ave가 과소가 되어 충분한 스케일 밀착성을 얻지 못하거나, Ti 탄화물이 부족하여 충분한 항복 강도 및 항복비를 얻는 것이 곤란해지거나 한다. 따라서, 권취 온도는 500℃ 초과로 하고, 바람직하게는 550℃ 이상으로 한다.
(제2 냉각)
열연 강판의 권취 후에는, 열연 강판을 실온까지 냉각한다. 이 때의 냉각 방법 및 냉각 속도는 한정되지 않는다. 생산 비용의 관점에서는, 대기 중에서의 방랭이 바람직하다.
이와 같이 하여, 본 발명의 실시 형태에 관한 강판을 제조할 수 있다.
이 강판은, 예를 들어 통상의 조건에서 레벨러에 통판하고, 평판으로 성형하고, 소정의 길이로 절단하여, 예를 들어 트럭의 사이드 프레임용으로서 출하할 수 있다. 코일인 채로 출하해도 된다.
또한, 상기 실시 형태는, 모두 본 발명을 실시하는 데 있어서 구체화의 예를 나타낸 것에 지나지 않고, 이들에 의해 본 발명의 기술적 범위가 한정적으로 해석되어서는 안 되는 것이다. 즉, 본 발명은 그 기술 사상, 또는 그 주요한 특징으로부터 일탈하지 않고, 다양한 형태로 실시할 수 있다.
실시예
이어서, 본 발명의 실시예에 대하여 설명한다. 실시예에서의 조건은, 본 발명의 실시 가능성 및 효과를 확인하기 위하여 채용한 일 조건예이며, 본 발명은 이 일 조건예에 한정되는 것은 아니다. 본 발명은 본 발명의 요지를 일탈하지 않고, 본 발명의 목적을 달성하는 한, 다양한 조건을 채용할 수 있는 것이다.
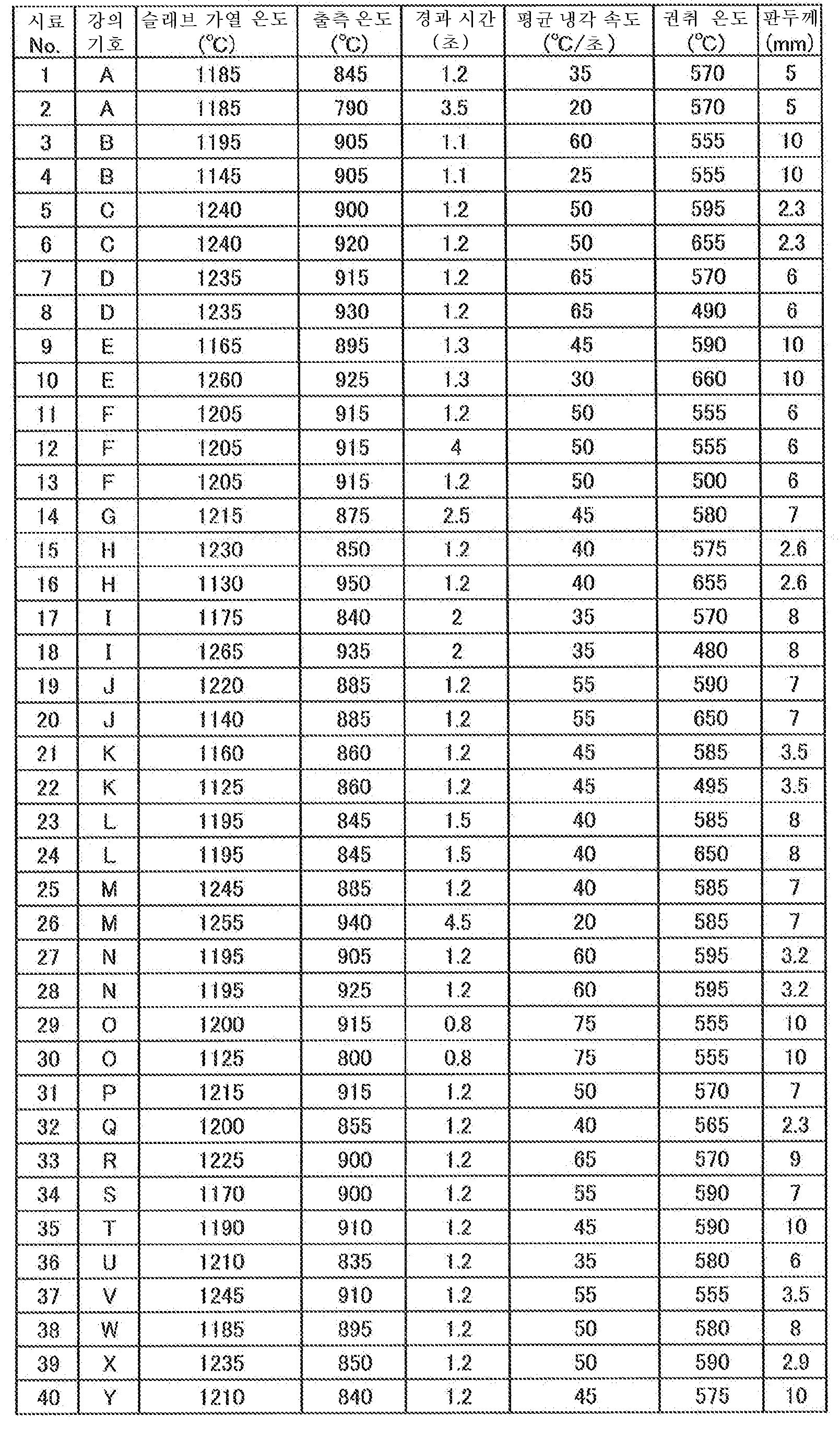
표 1에 나타내는 화학 조성을 갖는 강을 용제하고, 연속 주조에 의해 슬래브를 제조하고, 표 2에 나타내는 조건에서 슬래브 가열, 열간 압연, 제1 냉각 및 권취를 행했다. 권취 후에는, 제2 냉각으로서 실온까지 방랭했다. 표 1에 나타내는 화학 조성의 잔부는 Fe 및 불순물이다. 표 1 중의 밑줄은, 그 수치가 본 발명의 범위로부터 벗어나 있음을 나타낸다. 표 2 중의 「출측 온도」는 마무리 압연의 출측 온도이며, 「경과 시간」은 마무리 압연의 완료부터 제1 냉각의 개시까지의 경과 시간이며, 「평균 냉각 속도」는 제1 냉각을 개시한 온도부터 750℃까지의 평균 냉각 속도이며, 「판 두께」는 권취 후의 강판의 두께이다.

이어서, 강판으로부터 관찰용의 시료를 채취하고, 유효 Ti양에 대한, 입경이 100㎚ 이상 1㎛ 이하인 Ti 탄화물에 포함되는 Ti의 양의 비율 RTi, 스케일의 두께 및 서브 스케일에 있어서의, Cr 농도의 평균값 Ave 및 농도비 RCr 중에서 1.00으로부터 가장 괴리된 값 Rd를 측정했다. 이 결과를 표 3에 나타낸다. 표 3 중의 밑줄은, 그 수치가 본 발명의 범위로부터 벗어나 있음을 나타낸다.
또한, 강판으로부터 인장 시험용의 시험편을 채취하고, 인장 시험에 의해 항복 강도 및 항복비를 측정했다. 또한, 스케일 밀착성의 평가용의 직사각 시험편을 채취하고, 상기한 방법에 의해 스케일 밀착성의 평가를 행했다. 이들 결과도 표 3에 나타낸다. 표 3 중의 밑줄은, 그 수치가 바람직한 범위로부터 벗어나 있음을 나타낸다. 여기에서 말하는 바람직한 범위란, 항복 강도가 700㎫ 이상 800㎫ 미만, 항복비가 85% 이상, 스케일 밀착성이 양호(○)이다.
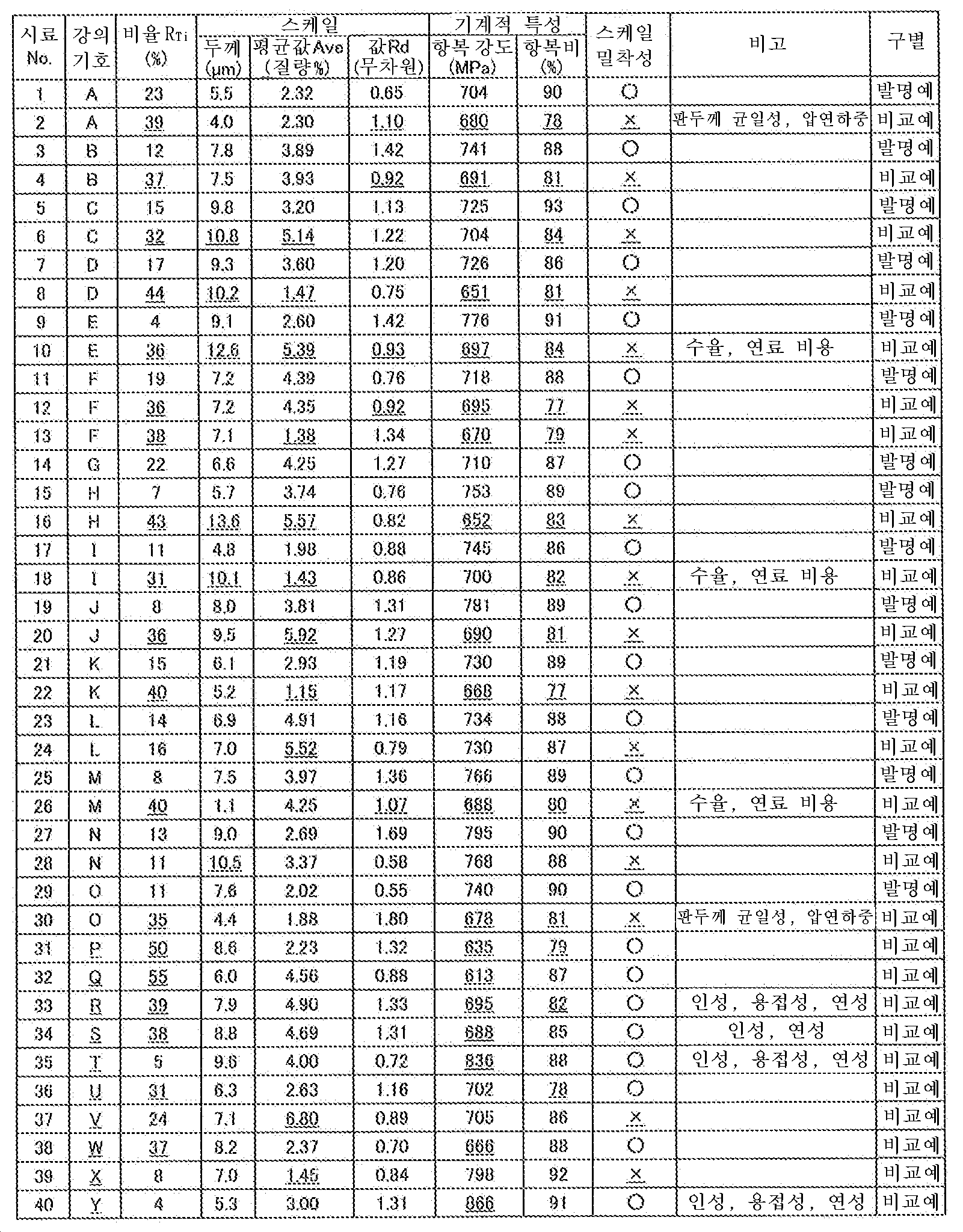
표 3에 나타낸 바와 같이, 본 발명 범위 내에 있는 시료 No.1, No.3, No.5, No.7, No.9, No.11, No.14, No.15, No.17, No.19, No.21, No.23, No.25, No.27 및 No.29에서는, 양호한 기계적 특성 및 우수한 스케일 밀착성을 얻을 수 있었다.
한편, 시료 No.2, No.4, No.12, No.26에서는, 비율 RTi가 너무 높고, 값 Rd가 1.00에 너무 가까웠기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.6에서는, 비율 RTi가 너무 높고, 스케일이 너무 두껍고, 평균값 Ave가 너무 컸기 때문에, 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.8에서는, 비율 RTi가 너무 높고, 스케일이 너무 두껍고, 평균값 Ave가 너무 작았기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.10에서는, 비율 RTi가 너무 높고, 스케일이 너무 두껍고, 평균값 Ave가 너무 크고, 값 Rd가 1.00에 너무 가까웠기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.13, No.22에서는, 비율 RTi가 너무 높고, 평균값 Ave가 너무 작았기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.16에서는, 비율 RTi가 너무 높고, 스케일이 너무 두껍고, 평균값 Ave가 너무 컸기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.18에서는, 비율 RTi가 너무 높고, 스케일이 너무 두껍고, 평균값 Ave가 너무 작았기 때문에, 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.20에서는, 비율 RTi가 너무 높고, 평균값 Ave가 너무 컸기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다. 시료 No.24에서는, 평균값 Ave가 너무 컸기 때문에, 스케일 밀착성이 불량했다. 시료 No.28에서는, 스케일이 너무 두꺼웠기 때문에, 스케일 밀착성이 불량했다. 시료 No.30에서는, 비율 RTi가 너무 높았기 때문에, 항복 강도 및 항복비가 낮아, 스케일 밀착성이 불량했다.
시료 No.31에서는, N 함유량이 너무 높고, 비율 RTi가 너무 높았기 때문에, 항복 강도 및 항복비가 낮았다. 시료 No.32에서는, C 함유량이 너무 낮고, 비율 RTi가 너무 높았기 때문에, 항복 강도가 낮았다. 시료 No.33에서는, Ti 함유량이 너무 높고, 비율 RTi가 너무 높았기 때문에, 항복 강도 및 항복비가 낮았다. 시료 No.34에서는, Nb 함유량이 너무 높고, 비율 RTi가 너무 높았기 때문에, 항복 강도가 낮았다. 시료 No.35에서는, C 함유량이 너무 높았기 때문에, 항복 강도가 높았다. 시료 No.36에서는, Ti 함유량이 너무 낮고, 비율 RTi가 너무 높았기 때문에, 항복비가 낮았다. 시료 No.37에서는, Cr 함유량이 너무 높고, 평균값 Ave가 너무 컸기 때문에, 스케일 밀착성이 불량했다. 시료 No.38에서는, Mn 함유량이 너무 낮고, 비율 RTi가 너무 높았기 때문에, 항복 강도가 낮았다. 시료 No.39에서는, Cr 함유량이 너무 낮고, 평균값 Ave가 너무 작았기 때문에, 스케일 밀착성이 불량했다. 시료 No.40에서는, Mn 함유량이 너무 높았기 때문에, 항복 강도가 너무 높았다.
제조 조건에 주목하면, 시료 No.2에서는, 출측 온도가 너무 낮았기 때문에, 압연 하중이 크고, 판 두께의 균일성이 낮았다. 또한, 경과 시간이 너무 길고, 평균 냉각 속도가 너무 낮았다. 시료 No.4에서는, 슬래브 가열 온도가 너무 낮고, 평균 냉각 속도가 너무 낮았다. 시료 No.6에서는, 출측 온도가 너무 높고, 권취 온도가 너무 높았다. 시료 No.8에서는, 출측 온도가 너무 높고, 권취 온도가 너무 낮았다. 시료 No.10에서는, 슬래브 가열 온도가 너무 높았기 때문에, 수율이 낮고, 연료 비용이 높았다. 또한, 출측 온도가 너무 높고, 평균 냉각 속도가 너무 낮고, 권취 온도가 너무 높았다. 시료 No.12에서는, 경과 시간이 너무 길었다. 시료 No.13에서는, 권취 온도가 너무 낮았다. 시료 No.16에서는, 슬래브 가열 온도가 너무 낮고, 출측 온도가 너무 높고, 권취 온도가 너무 높았다. 시료 No.18에서는, 슬래브 가열 온도가 너무 높았기 때문에, 수율이 낮고, 연료 비용이 높았다. 또한, 출측 온도가 너무 높고, 권취 온도가 너무 낮았다. 시료 No.20에서는, 슬래브 가열 온도가 너무 낮고, 권취 온도가 너무 높았다. 시료 No.22에서는, 슬래브 가열 온도가 너무 낮고, 권취 온도가 너무 낮았다. 시료 No.24에서는, 권취 온도가 너무 높았다. 시료 No.26에서는, 슬래브 가열 온도가 너무 높았기 때문에, 수율이 낮고, 연료 비용이 높았다. 또한, 출측 온도가 너무 높고, 경과 시간이 너무 길고, 평균 냉각 속도가 너무 낮았다. 시료 No.28에서는, 출측 온도가 너무 높았다. 시료 No.30에서는, 슬래브 가열 온도가 너무 낮고, 출측 온도가 너무 낮았다.
또한, 시료 No.1 내지 No.30에 대하여 산세성의 평가를 행한바, 스케일 밀착성이 우수한 시료 No.1, No.3, No.5, No.7, No.9, No.11, No.14, No.15, No.17, No.19, No.21, No.23, No.25, No.27 및 No.29에서는, 산세성이 낮고, 그 밖의 시료에서는 산세성이 높았다. 즉, 스케일 밀착성이 우수한 시료에서는, 산세에 의해 스케일이 제거되기 어렵고, 스케일 밀착성이 낮은 시료에서는, 산세에 의해 스케일이 제거되기 쉬웠다. 이 평가에서는, 강판을, 온도가 80℃, 농도가 10질량%인 염산에 30초간 침지하고, 수세하고, 건조한 후, 강판에 점착 테이프를 부착했다. 그리고, 점착 테이프를 강판으로부터 박리하여, 점착 테이프에 부착물이 있는지 여부를 눈에 의해 확인했다. 부착물이 있는 것은, 염산으로의 침지 후에도 스케일이 잔존되어 있던 것, 즉 산세성이 낮음을 나타내고, 부착물이 없는 것은, 염산으로의 침지에 의해 스케일이 제거된 것, 즉 산세성이 높음을 나타낸다.
<산업상 이용가능성>
본 발명은 예를 들어 자동차, 철도 차량 등의 수송 기계의 부재에 적합한 강판에 관련된 산업에 이용할 수 있다.
Claims (3)
- 지철과,
상기 지철의 표면의 두께가 10.0㎛ 이하인 스케일과,
상기 지철과 상기 스케일 사이의 서브 스케일
을 갖고,
상기 지철은,
질량%로,
C: 0.05% 내지 0.20%,
Si: 0.01% 내지 1.50%
Mn: 1.50% 내지 2.50%
P: 0.05% 이하,
S: 0.03% 이하,
Al: 0.005% 내지 0.10%,
N: 0.008% 이하,
Cr: 0.30% 내지 1.00%,
Ti: 0.06% 내지 0.20%,
Nb: 0.00% 내지 0.10%,
V: 0.00% 내지 0.20%,
B: 0.0000% 내지 0.0050%,
Cu: 0.00% 내지 0.50%,
Ni: 0.00% 내지 0.50%,
Mo: 0.00% 내지 0.50%,
W: 0.00% 내지 0.50%,
Ca: 0.0000% 내지 0.0050%,
Mg: 0.0000% 내지 0.0050%,
REM: 0.000% 내지 0.010%이며, 또한
잔부: Fe 및 불순물
로 나타내어지는 화학 조성을 갖고,
상기 지철에서는, Ti 함유량(질량%)을 [Ti], N 함유량(질량%)을 [N]으로 했을 때에 하기의 식 1로 나타내어지는 파라미터 Tieff에 대한, 입경이 100㎚ 이상 1㎛ 이하인 탄화물 또는 탄질화물에 포함되는 Ti의 양의 비율이 30% 이하이고,
상기 서브 스케일에 있어서,
Cr 농도의 측정점의 간격을 0.1㎛로 하고, 압연 방향으로 연속하여 배열하는 10측정점을 포함하는 측정 영역을 50 이상 설정하고, 상기 측정 영역마다 Cr 농도의 최댓값 Cmax를 구하고, 50 이상의 상기 측정 영역에서의 상기 최댓값 Cmax의 평균값 Ave를 Cr 농도의 평균값으로 한 경우, 상기 Cr 농도의 평균값이 1.50질량% 내지 5.00질량%이며, 또한
상기 50 이상의 측정 영역에서, 인접하는 2개의 측정 영역 사이에서의, 한쪽의 최댓값 Cmax에 대한 다른 쪽의 최댓값 Cmax의 비가 0.90 이하 또는 1.11 이상인 부분이 1 이상인 것을 특징으로 하는 강판.
Tieff=[Ti]-48/14[N] (식 1) - 제1항에 있어서, 상기 화학 조성에 있어서,
Nb: 0.001% 내지 0.10%,
V: 0.001% 내지 0.20%,
B: 0.0001% 내지 0.0050%,
Cu: 0.01% 내지 0.50%,
Ni: 0.01% 내지 0.50%,
Mo: 0.01% 내지 0.50%, 혹은
W: 0.01% 내지 0.50%,
또는 이들의 임의의 조합이 만족되는 것을 특징으로 하는 강판. - 제1항 또는 제2항에 있어서, 상기 화학 조성에 있어서,
Ca: 0.0005% 내지 0.0050%,
Mg: 0.0005% 내지 0.0050%, 혹은
REM: 0.0005% 내지 0.010%,
또는 이들의 임의의 조합이 만족되는 것을 특징으로 하는 강판.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015067699 | 2015-03-27 | ||
| JPJP-P-2015-067699 | 2015-03-27 | ||
| PCT/JP2016/059933 WO2016158861A1 (ja) | 2015-03-27 | 2016-03-28 | 鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170105565A true KR20170105565A (ko) | 2017-09-19 |
| KR101980470B1 KR101980470B1 (ko) | 2019-05-21 |
Family
ID=57006089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177022681A KR101980470B1 (ko) | 2015-03-27 | 2016-03-28 | 강판 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US10435772B2 (ko) |
| EP (1) | EP3276035B1 (ko) |
| JP (1) | JP6406436B2 (ko) |
| KR (1) | KR101980470B1 (ko) |
| CN (1) | CN107250412B (ko) |
| BR (1) | BR112017016442A2 (ko) |
| ES (1) | ES2805288T3 (ko) |
| MX (1) | MX2017010605A (ko) |
| PL (1) | PL3276035T3 (ko) |
| TW (1) | TWI604070B (ko) |
| WO (1) | WO2016158861A1 (ko) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI665312B (zh) * | 2017-11-08 | 2019-07-11 | 日商新日鐵住金股份有限公司 | 鋼板 |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5459028A (en) | 1977-10-20 | 1979-05-12 | Seiko Epson Corp | Driving system for liquid crystal display unit |
| JPH0734137A (ja) | 1993-07-19 | 1995-02-03 | Sumitomo Metal Ind Ltd | 表面性状の優れた高成形性熱延鋼板の製造法 |
| JPH07118792A (ja) | 1993-10-21 | 1995-05-09 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板及びその製造方法 |
| JPH1036939A (ja) * | 1996-05-24 | 1998-02-10 | Sumitomo Metal Ind Ltd | 熱間圧延鋼材および熱延鋼板の製造方法 |
| JPH11343536A (ja) * | 1998-05-29 | 1999-12-14 | Press Kogyo Co Ltd | トラックフレーム・アクスルケース用高強度熱延鋼板 |
| JP2000045041A (ja) * | 1998-07-28 | 2000-02-15 | Nippon Steel Corp | 打ち抜き加工性が優れた高強度鋼板およびその製造方法 |
| JP2000087185A (ja) | 1998-09-07 | 2000-03-28 | Nippon Steel Corp | 表面性状およびスケール密着性に優れた熱延鋼板及びその製造方法 |
| JP2004244680A (ja) | 2003-02-14 | 2004-09-02 | Nippon Steel Corp | スケール密着性に優れた熱延鋼板およびその製造方法 |
| JP2010024547A (ja) * | 2008-06-16 | 2010-02-04 | Nippon Steel Corp | 穴広げ性に優れた熱延鋼板及びその製造方法 |
| JP2012162778A (ja) | 2011-02-08 | 2012-08-30 | Jfe Steel Corp | スケール密着性に優れた熱延鋼板 |
| JP2013082979A (ja) * | 2011-10-12 | 2013-05-09 | Jfe Steel Corp | 表面性状に優れた鋼板およびその製造方法 |
| JP2014031537A (ja) | 2012-08-02 | 2014-02-20 | Nippon Steel & Sumitomo Metal | スケール密着性に優れた熱延鋼板及びその製造方法 |
| JP2014051683A (ja) | 2012-08-07 | 2014-03-20 | Nippon Steel & Sumitomo Metal | 冷延鋼板およびその製造方法 |
| JP2014118592A (ja) | 2012-12-14 | 2014-06-30 | Nippon Steel & Sumitomo Metal | 表面性状に優れ異方性が小さく切断後の形状が良好な熱延鋼板およびその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3113490B2 (ja) * | 1994-03-29 | 2000-11-27 | 新日本製鐵株式会社 | 極薄スケール鋼板の製造方法 |
| JPH1171637A (ja) | 1997-06-20 | 1999-03-16 | Kawasaki Steel Corp | 耐衝撃特性及び黒皮ままのプレス加工性に優れる高強度高加工性鋼板 |
| JP2000024547A (ja) * | 1998-07-14 | 2000-01-25 | Ricoh Elemex Corp | 空気清浄機における荷電粒子発生部の清掃装置 |
| JP4295554B2 (ja) | 2003-05-26 | 2009-07-15 | 株式会社神戸製鋼所 | スケール密着性に優れた熱延鋼板 |
| JP5459028B2 (ja) | 2010-04-08 | 2014-04-02 | 新日鐵住金株式会社 | 疲労特性と黒皮上への化成処理性に優れた高強度熱延鋼板およびその製造方法 |
| JP5994356B2 (ja) | 2012-04-24 | 2016-09-21 | Jfeスチール株式会社 | 形状凍結性に優れた高強度薄鋼板およびその製造方法 |
| JP5958113B2 (ja) * | 2012-06-25 | 2016-07-27 | Jfeスチール株式会社 | スケール密着性に優れた厚鋼板の製造方法 |
| JP6149451B2 (ja) * | 2013-03-21 | 2017-06-21 | 新日鐵住金株式会社 | 高強度熱延鋼板およびその製造方法 |
-
2016
- 2016-03-28 US US15/546,410 patent/US10435772B2/en not_active Expired - Fee Related
- 2016-03-28 KR KR1020177022681A patent/KR101980470B1/ko active IP Right Grant
- 2016-03-28 PL PL16772742T patent/PL3276035T3/pl unknown
- 2016-03-28 ES ES16772742T patent/ES2805288T3/es active Active
- 2016-03-28 JP JP2017509979A patent/JP6406436B2/ja active Active
- 2016-03-28 BR BR112017016442-6A patent/BR112017016442A2/pt not_active Application Discontinuation
- 2016-03-28 MX MX2017010605A patent/MX2017010605A/es unknown
- 2016-03-28 TW TW105109812A patent/TWI604070B/zh not_active IP Right Cessation
- 2016-03-28 CN CN201680010704.4A patent/CN107250412B/zh not_active Expired - Fee Related
- 2016-03-28 EP EP16772742.9A patent/EP3276035B1/en active Active
- 2016-03-28 WO PCT/JP2016/059933 patent/WO2016158861A1/ja active Application Filing
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5459028A (en) | 1977-10-20 | 1979-05-12 | Seiko Epson Corp | Driving system for liquid crystal display unit |
| JPH0734137A (ja) | 1993-07-19 | 1995-02-03 | Sumitomo Metal Ind Ltd | 表面性状の優れた高成形性熱延鋼板の製造法 |
| JPH07118792A (ja) | 1993-10-21 | 1995-05-09 | Sumitomo Metal Ind Ltd | 高強度熱延鋼板及びその製造方法 |
| JPH1036939A (ja) * | 1996-05-24 | 1998-02-10 | Sumitomo Metal Ind Ltd | 熱間圧延鋼材および熱延鋼板の製造方法 |
| JPH11343536A (ja) * | 1998-05-29 | 1999-12-14 | Press Kogyo Co Ltd | トラックフレーム・アクスルケース用高強度熱延鋼板 |
| JP2000045041A (ja) * | 1998-07-28 | 2000-02-15 | Nippon Steel Corp | 打ち抜き加工性が優れた高強度鋼板およびその製造方法 |
| JP2000087185A (ja) | 1998-09-07 | 2000-03-28 | Nippon Steel Corp | 表面性状およびスケール密着性に優れた熱延鋼板及びその製造方法 |
| JP2004244680A (ja) | 2003-02-14 | 2004-09-02 | Nippon Steel Corp | スケール密着性に優れた熱延鋼板およびその製造方法 |
| JP2010024547A (ja) * | 2008-06-16 | 2010-02-04 | Nippon Steel Corp | 穴広げ性に優れた熱延鋼板及びその製造方法 |
| JP2012162778A (ja) | 2011-02-08 | 2012-08-30 | Jfe Steel Corp | スケール密着性に優れた熱延鋼板 |
| JP2013082979A (ja) * | 2011-10-12 | 2013-05-09 | Jfe Steel Corp | 表面性状に優れた鋼板およびその製造方法 |
| JP2014031537A (ja) | 2012-08-02 | 2014-02-20 | Nippon Steel & Sumitomo Metal | スケール密着性に優れた熱延鋼板及びその製造方法 |
| JP2014051683A (ja) | 2012-08-07 | 2014-03-20 | Nippon Steel & Sumitomo Metal | 冷延鋼板およびその製造方法 |
| JP2014118592A (ja) | 2012-12-14 | 2014-06-30 | Nippon Steel & Sumitomo Metal | 表面性状に優れ異方性が小さく切断後の形状が良好な熱延鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| 고베 제강 기보/Vol.56 No.3(Dec.2006) P22 |
Also Published As
| Publication number | Publication date |
|---|---|
| US10435772B2 (en) | 2019-10-08 |
| TWI604070B (zh) | 2017-11-01 |
| EP3276035A4 (en) | 2018-09-26 |
| EP3276035B1 (en) | 2020-05-06 |
| ES2805288T3 (es) | 2021-02-11 |
| KR101980470B1 (ko) | 2019-05-21 |
| WO2016158861A1 (ja) | 2016-10-06 |
| PL3276035T3 (pl) | 2020-09-21 |
| BR112017016442A2 (pt) | 2018-04-10 |
| CN107250412B (zh) | 2019-03-29 |
| TW201702405A (zh) | 2017-01-16 |
| CN107250412A (zh) | 2017-10-13 |
| EP3276035A1 (en) | 2018-01-31 |
| MX2017010605A (es) | 2017-12-07 |
| JPWO2016158861A1 (ja) | 2017-11-02 |
| US20180023172A1 (en) | 2018-01-25 |
| JP6406436B2 (ja) | 2018-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107429349B (zh) | 冷轧钢板及其制造方法 | |
| EP3214199B1 (en) | High-strength steel sheet, high-strength hot-dip galvanized steel sheet, high-strength hot-dip aluminum-coated steel sheet, and high-strength electrogalvanized steel sheet, and methods for manufacturing same | |
| JP6250398B2 (ja) | 熱間圧延鋼板または冷間圧延鋼板、それらの製造方法、および自動車産業におけるそれらの使用 | |
| CN109642286B (zh) | 铁素体系不锈钢热轧退火钢板及其制造方法 | |
| TWI460292B (zh) | 肥粒鐵系不銹鋼 | |
| KR101896852B1 (ko) | 열연 강판 | |
| WO2008105216A1 (ja) | 熱処理用電縫溶接鋼管およびその製造方法 | |
| JP6432720B1 (ja) | フェライト系ステンレス熱延焼鈍鋼板およびその製造方法 | |
| KR101850231B1 (ko) | 페라이트계 스테인리스강 및 그 제조 방법 | |
| JP6036756B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP2010229514A (ja) | 冷延鋼板およびその製造方法 | |
| JP6411881B2 (ja) | フェライト系ステンレス鋼およびその製造方法 | |
| KR101980470B1 (ko) | 강판 | |
| CN113166831B (zh) | 铁素体系不锈钢板及其制造方法 | |
| JP6304469B1 (ja) | フェライト系ステンレス熱延焼鈍鋼板およびその製造方法 | |
| JP2011006765A (ja) | プロジェクション溶接用冷延鋼板およびその製造方法 | |
| JPWO2019203251A1 (ja) | 熱延鋼板 | |
| WO2021125283A1 (ja) | 鋼板及びその製造方法 | |
| JP5375369B2 (ja) | プロジェクション溶接用冷延鋼板 | |
| WO2023189174A1 (ja) | ホットスタンプ成形体 | |
| WO2020084987A1 (ja) | フェライト系ステンレス熱延焼鈍鋼板およびその製造方法 | |
| JPWO2016092714A1 (ja) | フェライト系ステンレス鋼およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |